ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
═└ėū═╬ ¢ ę┼š═╚ū┼č╩╚┼ĀĀ ą└Ūą└┴╬ę╩╚
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ų╩┴╠ į1Ā -Ā ╩┴
½č└╦▐ę╗
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬¹’¾±Ļ 3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ▌ņßļÕņÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀųÕĒ“ÓĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠Ņ±ĻŌÓĀ 2009
įÕõÕÓļ³ĒŅÕĀ ŃŅ±¾õÓ±“ŌÕĒĒŅÕ
¾ĒĶ“ÓĒŅÕ ’Õõ’Ķ “ĶÕ
½├Ņ±¾õÓ±“ŌÕĒĒ¹ķ ĻŅ±ņĶ„Õ±ĻĶķ ĒÓ¾„ĒŅ-’ŅĶńŌŅõ±“ŌÕĒĒ¹ķ ÷ÕĒ“
ĶņÕĒĶ ╠.┬.š¾ĒĶ„ÕŌÓ╗
čę╬╔╩╬čę▄ Žą╬╠█ž╦┼══█š
╚Ū─┼╦╚╔Ā ╩ ┬╬Ū─┼╔čę┬╚▐ ┬═┼ž═╚š ╚
┬═ėęą┼══╚š į└╩ę╬ą╬┬
Žą╚╠┼═╚ę┼╦▄═╬Ā ╩Ā ╩╬═čęąė╩ę╬ąč╩╬╠ėĀ ╚
ĀĀ ▌╩čŽ╦ė└ę└ų╚╬══╬╠ėĀ ╠└ę┼ą╚└╦╬┬┼─┼═╚▐
┬ĀĀ ą└╩┼ę═╬╔Ā ę┼š═╚╩┼
½═Ó¾„ĒŅ-“Õ§ĒĶ„Õ±ĻĶÕ ÓńÓßŅ“ĻĶ
ų╩┴╠ į1 - ╩┴ ½č└╦▐ę╗
┬¹’¾±Ļ 3
┬¹’¾±Ļ
±Ņ±“ÓŌĶļ õŅĻ“Ņ
“Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾ĻĀĀ ┼. č. ╩ė╦└├└
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ Ņ ± Ļ Ō
ÓĀĀĀĀĀĀĀ 2Ā 0 0 9
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀč ╬ ─ ┼ ą Ų └ ═ ╚ ┼ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ3.
ĀĀ ┬┬┼─┼═╚┼ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą Ó ń õ Õ ļĀĀĀ ’ Õ Ō ¹ ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
─ ┼ ę ╬ ╩ č ╚ ╩ └ ų ╚ ▀Ā ģģģģģģģģģģģģģģĀ ģ ģģ.11ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓĻ ±Õõ±“ŌŅ ²ĻŅļŅŃĶ„Õ±ĻŅķ ±ŅŌņÕ±“ĶņŅ±“Ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņņ¹°ļÕĒĒ¹§ ĶńõÕļĶķ ± ŌĒÕ°ĒÕķ ±ÕõŅķ
├ļÓŌÓ 1.0ĀĀ ┬Ū└╚╠╬─┼╔čę┬╚┼
Žą╬╠█ž╦┼══╬├╬ ╚Ū─┼╦╚▀ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čĀ ┬═┼ž═┼╔Ā ╚ ┬═ėęą┼══┼╔ čą┼─╬╔ ģģģ..............................................12
1.1. č“¾Ļ“¾Ē¹ķ ±Ņ±“ÓŌ “Õ§ĒĶ„Õ±ĻŅŃŅ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ ģģģģģģģģģģģģģģģģ...Ā 12
1.2. ╬ ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ ŌÕ∙Õ±“ŌÓ Ō
ĻŅņ’ŅńĶ÷ĶŅĒĒŅņ ņÓ“ÕĶÓļŅŌÕõÕĒĶĶģģģģģģ...14
1.3. ╠ĒŅŃŅ¶ÓĻ“ŅĒ¹ķ ’Ņõ§Ņõ Ō ±Ķ±“ÕņĒŅņ
’ŅÕĻ“ĶŅŌÓĒĶĶ Ķ Ņ“ÓßŅ“ĻÕ ĶńõÕļĶķģģģģģģģ.18
1.4. čŌŅķ±“ŌÓ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ ŌĒ¾“ÕĒĒÕķ Ķ
ŌĒÕ°ĒÕķ ±Õõ¹ ĒÓ ĶńõÕļĶÕģģģģģģ.Ā 19
1.5. č“¾Ļ“¾ĒÓ ņŅõÕļ³ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒÕķ Ķ
ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ĒÓ ĶńõÕļĶÕģģģģģģģ...Ā
22
1.6. čŅ±“ÓŌ ŌĒÕ°ĒĶ§ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ.
ĀĀ 1.7.
ąÓķŅĒĶŅŌÓĒĶÕĀ Ķ Ķ±’ŅļĒÕĒĶÕ “Õ§ĒĶĻĶ õļ
ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒŅŌģģģģģģ. 29
ĀĀ 1.8.Ā ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ
ŃļÓŌÕģģģģģģģģģģģģģģģģģģģģģģģģģģģ.ĀĀ 31
Ā├ļÓŌÓĀ
2.0ĀĀ ═┼╩╬ę╬ą█┼ č┬┼─┼═╚▀ ╬
Ū└├ą▀Ū═┼═╚╚ ┴╚╬čį┼ą█ģģģģģģģģ.Ā 37
Ā 2.1.
┬ļĶ ĒĶÕ “Õ§ĒĶĻĶ ĒÓ ŌĒÕ°Ē■■ ±Õõ¾ģģģģģģģģģģģģģģģģģģģģģģģĀĀ 37
Ā 2.2. čŅ±“ÓŌ
’Ņņ¹°ļÕĒĒ¹§ ńÓŃ ńĒÕĒĶķ Ō ŌŅńõ¾§Õ, ŌŅõÕ Ķ Ń¾Ē“ÕģģģģģģģģģģģģģĀ 38
Ā 2.3Ā ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģ..ĀĀ 39
Ā2.4.Ā ŪÓŃ ńĒÕĒĶÕ ŌŅõ¹ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ..Ā 41
Ā2.5.Ā ŪÓŃ ńĒÕĒĶÕ ’Ņ„Ō¹
Ā2.6. ┬ļĶ ĒĶÕ
ńÓŃ ńĒÕĒĶķ ĒÓ ßĶŅ±¶Õ¾ ŪÕņļĶģģģģģģģģģģģģģģģģģģģģģ..ĀĀĀ 43
Ā2.7.
ŽÕõ’ĶĒĶņÓÕņ¹Õ ¾±ĶļĶ ’Ņ ¾ņÕĒ³°ÕĒĶ■ ±¾∙Õ±“Ō¾■∙Õķ Ķ ’ÕõŅ“ŌÓ∙ÕĒĶ■ ĒŅŌŅķ
ĀĀĀĀĀĀĀ
ńÓŃ ńĒÕĒĒŅ±“Ķ ŅĻ¾µÓ■∙Õķ ±Õõ¹ģģģĀ
ģģģģģģģģģģģģģģģģģģģģģ.45Ā
Ā2.8.Ā ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ
ŃļÓŌÕģģģģģģģģģģģģģģģģģģģģģģģģģģģĀĀ 51 ģ
├ļÓŌÓ 3.0Ā ─╚═└╠╚╩└ ╬Ū╬══╬├╬ č╦╬▀ Ū┼╠╦╚Ā ╚
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─┼ę╬╩č╚╩└ų╚▀Ā ╚Ū─┼╦╚╔ ģģģģģģģģģģģģģģģģģģģģģģĀĀ 52
3.1. čŅ±“ÓŌ Ó“ņŅ±¶Õ¹ ĒÓ Ō¹±Ņ“Õ ŅńŅĒĒŅŃŅ
±ļŅ ģģģģģģģģģģģģģģģģģģģģģĀ 52
3.2. ╬±ĒŅŌĒ¹Õ ÷ĶĻļ¹ Óń¾°ÕĒĶ
ŅńŅĒÓģģģģģģģģģģģģģģģģģģģģģģģģĀĀ 52
3.3. ▌ĻŅļŅŃĶ„Õ±ĻĶÕ ’ŅßļÕņ¹ ŅńŅĒĒŅŃŅ
±ļŅ ģģģģģģģģģģģģģģģģģģģģģģ.Ā 54
3.4. ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ Ō¹§ļŅ’Ē¹ņĶ ŃÓńÓņĶ
ÓŌĶÓ÷ĶŅĒĒ¹§ õŌĶŃÓ“ÕļÕķ ģģģģģģģģģ.Ā 55
3.5Ā
ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ õŌĶŃÓ“Õļ ņĶ ÓĻÕ“ģģģģģģģģģģģģģģģģģģģģģ.Ā 58
3.6. ─Õ“ŅĻ±ĶĻÓ÷Ķ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķģģģģģģģģģģģģģģģģģģģģģģģĀ 61
ĀĀĀĀĀĀ 3.6.1.
╠Õ“Ņõ¹ Ķ ±Õõ±“ŌÓ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ÓĻÕ“-ĒŅ±Ķ“ÕļÕķģģģģģģģģģģģģģģģģ62
ĀĀĀĀĀĀ
3.6.2.Ā ─Õ“ŅĻ±ĶĻÓ÷Ķ ’ÕŌŅķ
±“¾’ÕĒĶ ą═ ½ŽŅ“ŅĒ-╠╗ģģģģģģģģģģģģģģģģģ 64
ĀĀĀĀĀĀ
3.6.3.Ā ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ
Ķ±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±Ó ±Ņ¾õÓÕĒĶ Ņ ńÕņļ■ ņŅõÕļ³Ē¹§ ÕņĻŅ±“Õķ,Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
±ŅõÕµÓ∙Ķ§ ĻŅņ’ŅĒÕĒ“¹ ÓĻÕ“Ē¹§ “Ņ’ļĶŌģģģģģģģģģģģģģģģģģģ.. 65.
ĀĀĀĀĀĀ 3.6
4Ā ė“ĶļĶńÓ÷Ķ
ŃÕ’“ĶļÓģģģģģģģģģģģģģģģģģģģģģģģģģģģģ..Ā
65
3.7.Ā ┬¹ŌŅõ¹
Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ. ģģģģģģģģģģģģģģģģģģģģģģģģģģģ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą Ó ń õ Õ ļĀĀĀ Ō “ Ņ Ņ ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ ╠ Ž ė ╦ ╚ Ū └ ų ╚ ▀ģģģģģģģģģģģģģģģģģ..Ā ĀĀ74ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓĻ ±Õõ±“ŌŅ ŅßÕ±’Õ„ÕĒĶ
õŅļŃŅŌÕ„ĒŅ±“Ķ ĶńõÕļĶķ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ŅõÕµÓ∙Ķ§ “ŅĻ±Ķ„Ē¹Õ Ķ
ÓŃÕ±±ĶŌĒ¹Õ µĶõĻŅ±“Ķ
Ā├ļÓŌÓĀ
4.0ĀĀĀ ╠┼ę╬─█ ╚ čą┼─čę┬└
└╠Žė╦╚Ū└ų╚╚ ╚Ū─┼╦╚╔,
ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀč╬─┼ąŲ└┘╚šĀ
└├ą┼čč╚┬═█┼ Ų╚─╩╬čę╚ģģģģģģģģģģģģ.ĀĀĀĀ 75
Ā4.1.
═ÕĻŅ“Ņ¹Õ Ķ±“ŅĶ„Õ±ĻĶÕ ±ŌÕõÕĒĶ Ņ ±ŅńõÓĒĶĶ ’ÕŌŅŃŅ Óņ’¾ļĶńĶŅŌÓĒĒŅŃŅ
ĶńõÕļĶ ģģģ.ĀĀĀ 75Ā
Ā4.2.Ā ╬±ĒŅŌĒ¹Õ ņÕ“Ņõ¹
Óņ’¾ļĶńÓ÷ĶĶģģģģģģģģģģģģģģģģģģģģģģģģģ.ĀĀ
76
ĀĀĀĀĀĀĀĀ
4.2.1Ā ╠Õ“Ņõ ŌĒÕ°ĒÕķ
Óņ’¾ļĶńÓ÷ĶĶģģģģģģģģģģģģģģģģģģģģģģģģ..77
ĀĀĀĀĀĀĀĀ
4.2.2. ╠Õ“Ņõ ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶģģģģģģģģģģģģģģģģģģģģģģģ 77
Ā 4.3.
┬ŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹ ’Ķ ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ģģģģģģģģģģģģģģģģ 79
ĀĀĀĀĀĀĀĀ
4.3.1. ęÕņ’ÕÓ“¾Ó Ō ĒÕ ŌÕĒ“ĶļĶ¾ÕņŅķ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ
ģģģģģģģģģģģ. 79
ĀĀĀĀĀĀĀĀ
4.3.2.Ā ┬ļÓµĒŅ±“³ Ō ĒÕ
ŌÕĒ“ĶļĶ¾ÕņŅķ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ ģģģģģģģģģģģģ81
Ā
4.4. ╩ŅĒ±“¾Ļ“ĶŌĒ¹Õ ±§Õņ¹ ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ
ßÓĻŅŌ Ķ Ņ±ĒŅŌĒ¹§ ²ļÕņÕĒ“ŅŌ “Ņ’ļĶŌĒŅŃŅĀĀĀ
ĀĀĀĀĀĀĀĀĀ
“ÓĻ“Óģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ. 82
ĀĀĀĀĀĀĀĀ
4.4.1Ā ┴ĶņÕ“ÓļļĶ„Õ±ĻĶÕ
’ÕÕ§ŅõĒĶĻĶ ģģģģģģģģģģģģģģģģģģģģģģģĀ 82
ĀĀĀĀĀĀĀĀ
4.4.2. ╩¹°ĻĶ ļ■ĻŅŌ ļÓńÓ “Ņ’ļĶŌĒ¹§ ßÓĻŅŌģģģģģģģģģģģģģģģģģģģģ.. 83
ĀĀĀĀĀĀĀĀ
4.4.3.Ā ŽÕõŅ§ÓĒĶ“Õļ³Ē¹Õ ĻļÓ’ÓĒ¹
ģģģģģģģģģģģģģģģģģģģģģģģ... 83
ĀĀĀĀĀĀĀĀ
4.4.4.Ā ┴ļŅĻĶ Óń·ÕņŅŌ “Ņ’ļĶŌĒŅķ
±Ķ±“Õņ¹ģģģģģģģģģģģģģģģģģģģģģ 83
ĀĀĀĀĀĀĀĀ
4.4.5. ŪÓ’ÓŌŅ„Ē¹Õ ŃŅļŅŌĶĒ¹ ĻŅĒ“ÕķĒÕÓ ģģģģģģģģģģģģģģģģģģģģģ 84
ĀĀĀĀĀĀĀĀĀ
4.5. ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ ģģģģģģģģģģģģģģģģģģģģģģģģģĀ 85
├ļÓŌÓ 5.0Ā ├┼ą╠┼ę╚ū═╬čę▄ ╚Ū─┼╦╚╔Ā č └├ą┼čč╚┬═╬╔ ┬═ėęą┼══┼╔ čą┼─╬╔ .. 113
5.1. ╩Ņņ’ļÕĻ± ÓßŅ“ ’Ņ ŅßÕ±’Õ„ÕĒĶ■
ŃÕņÕ“Ķ„ĒŅ±“Ķģģģģģģģģģģģģģģģģģģ..Ā 113
5.2. ═ÕĻŅ“Ņ¹Õ ±ŌÕõÕĒĶ Ķń “ÕŅĶĶ “Õ„ÕĒĶ ŃÓńŅŌ Ō
ĻÓ’Ķļļ Ó§ģģģģģģģģģģģģģģĀ 114
5.3. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕ Ķ±“Õ„ÕĒĶ
ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ
ĀĀĀĀĀĀ
±ŌÓĒ¹§ °ŌŅŌģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ.Ā 116
ĀĀĀĀĀĀ 5.3.1.
╚ņĶ“Ó“Ņ¹ “Õ„Õķ Ķ ņÕ“Ņõ¹, Ķ±’Ņļ³ńŅŌÓŌ°ĶÕ± ’Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§
ĀĀĀĀĀĀ
╚±±ļÕõŅŌÓĒĶ §ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ 116
5.4. ▌Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ Ķ±“Õ„ÕĒĶ
ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ „ÕÕń
ĀĀĀĀĀĀ
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ ±’ļÓŌÓ └╠Ń6ģģģģģģģģģģģģģģģģģģģ. 118
ĀĀĀĀĀĀ 5.4.1.
┬ļĶ ĒĶÕ õÓŌļÕĒĶ ĒÓ ’Ņ÷Õ±± Ķ±“Õ„ÕĒĶ ģģģģģģģģģģģģģģģģģģģ..Ā 118
ĀĀĀĀĀĀ 5.4.2.
ŪÓŌĶ±ĶņŅ±“³ Ķ±“Õ„ÕĒĶ Ā Ņ“ ŌÕņÕĒĶ Ķ
ŌļÓµĒŅ±“Ķ ŌĒÕ°ĒÕĀ ±Õõ¹ ģģģģģģģģ..Ā 118
ĀĀĀĀĀĀĀ 5.4.3.
╚±“Õ„ÕĒĶÕ ’ÓŅŌŅķ ¶Óń¹ └ę Ķ ═─╠├ģģģģģģģģģģģģģģģģģģģģ.. 120
5.5. ╩Ņ²¶¶Ķ÷ĶÕĒ“ ’ÕÕ§ŅõÓ Ņ“ “Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ
ŃÓńÓ Ļ “Õ„ÕĒĶ■ µĶõĻĶ§ ĻŅņ’ŅĒÕĒ“ŅŌģģ.. 120
5.6. ╬’ÕõÕļÕĒĶÕ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§
“ÓĻ“ŅŌ
ĀĀĀĀĀĀ 5.6.1
╠Õ“ŅõĶ„Õ±ĻĶķ ’Ņõ§Ņõ Ō Ņ’ÕõÕļÕĒĶĶ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĀĀĀĀĀĀ 5.6.2.
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķģģģģģģ...121
ĀĀĀĀĀĀ 5.6.3.
╠Õ“Ņõ Ó±„Õ“Ó ĒŅņ ļŅĻÓļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķģģģģģģģģģģģģģģģģģ 122
5.7. ╬“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ’Ņ Ņ’ÕõÕļÕĒĶ■ ĒŅņ
ŃÕņÕ“Ķ„ĒŅ±“Ķģģģģģģģģģģģģģģ. 123
5.8. ═ÕĻŅ“Ņ¹Õ §ÓÓĻ“ÕĒ¹Õ ’Ķ„ĶĒ¹ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ
’Ņ ±’ļŅ°ĒŅņ¾ ņÕ“Óļļ¾ Ķ ±ŌÓĒ¹ņ
ĀĀĀĀĀĀ
±ŅÕõĶĒÕĒĶ ņģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ126
ĀĀĀĀĀĀĀ
5.8.1. ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ±’ļŅ°ĒŅņ¾ ņÕ“Óļļ¾ ģģģģģģģģģģģģģģģģģģ... 127
ĀĀĀĀĀĀĀ
5.8.2.Ā ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ. ģģģģģģģģģģģģģģģģģģģ. 129
ĀĀĀĀĀĀĀ
5.9.ĀĀ ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ
ģģģģģģģģģģģģģģģģģģģģģģģģ..Ā 131
├ļÓŌÓ 6.0.Ā ╚čč╦┼─╬┬└═╚┼Ā ┬═ėęą╚┴└╩╬┬█šĀ Žą╬ų┼čč╬┬,
Žą╬ę┼╩└▐┘╚š
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Žą╚ĀĀ ─╦╚ę┼╦▄═╬╠Ā
šą└═┼═╚╚Ā ģģģģģģģģģģģģģģģģģģ.ĀĀ 147ĀĀ
6.1.Ā ┬ļĶ ĒĶÕ
Ó±“ŌŅÕĒĒŅŃŅ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Ó§ ĒÓ õÓŌļÕĒĶÕ Ō ßÓĻÓ§ ģģģģģģģģģģ.ĀĀ 147.
6.2.Ā
╬±ÓõĻŅŅßÓńŅŌÓĒĶÕ Ō ßÓĻÓ§ģģģģģģģģģģģģģģģģģģģģģģģģģģģĀ 150
6.3. ╠Õ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō └ę
ģģģģģģģģģģģģģģģģģģģģģģģģģģ.ĀĀ 150
6.4.Ā
╠Õ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō ═─╠├ ģģģģģģģģģģģģģģģģģģģģģģģģ..ĀĀ 151
6.5.Ā
╩ŅÓŃ¾ļ ÷Ķ Ķ ÓŃÕŃÓ“ĶŅŌÓĒĶÕ „Ó±“Ķ÷. ģģģģģģģģģģģģģģģģģģģģģģĀ 152
6.6.Ā
─Ķ±’Õ±Ē¹ķ ±Ņ±“ÓŌ ņÕ§’ĶņÕ±Õķģģģģģģģģģģģģģģģģģģģģģģģģ..Ā 153
6.7.Ā
ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ õŌĶŃÓ“ÕļÕķ ’Ķ ĒÓļĶ„ĶÕ ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§
ģģģģģģģ.Ā 154
6.8.Ā
ęÕ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō └ę ’Ķ Ķ±’ÓÕĒĶĶ Ķ ĻŅĒõÕĒ±Ó÷ĶĶ Ō ²ļÕņÕĒ“Ó§
“Ņ’ļĶŌĒŅķĀ
ĀĀĀĀĀĀĀĀ
±Ķ±“Õņ¹ ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ 156
ĀĀĀĀĀĀĀ
6.8.1.Ā ėõÓļÕĒĶÕ ĒÕ ±ļĶŌÓÕņ¹§
Ņ±“Ó“ĻŅņ ’Ņõ¾Ļ“ŅŌ ņÕ“ŅõŅņ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗ ģģģģģ.. 157
ĀĀĀĀĀĀĀ 6.8.2.Ā ╚±’ÓÕĒĶÕ ĒÕ ±ļĶŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ
ģģģģģģģģģģģģģģģģģģģģģ.Ā 158
6.9.Ā ┬¹ŌŅõ¹
Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ ģģģģģģģģģģģģģģģģģģģģģģģģģģģ 185
Ā
├ļÓŌÓ 7.0.ĀĀ ╩╬ąą╬Ū╚╬══└▀Ā čę╬╔╩╬čę▄Ā ╠└ę┼ą╚└╦╬┬ ╚
└├ą┼├└ę╬┬ Ž├č ģģ.Ā 166
7.1. ╩Ņņ’ļÕĻ±Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ
ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ ĶĀ
ĀĀĀĀĀĀ
õļĶ“Õļ³ĒŅķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÓŃÕŃÓ“ŅŌĀ
ģģģģģģģģģģģģģģģģģģģģģ 166
7.2. └Ō“ŅĒŅņĒ¹Õ ±“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ ÓŃÕŃÓ“ŅŌ
“Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹. ģģģģģģģģģģ...Ā 168
7.3. ┬ļĶ ĒĶÕ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
¶ÓĻ“ŅŅŌ ĒÓ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³Ā
ĀĀĀĀĀĀ
Óļ■ņĶĒĶÕŌŅŃŅ ±’ļÓŌÓ └╠Ń-6Ā
ģģģģģģģģģģģģģģģģģģģģģģģģģģ.. 170
7.4. ╚±±ļÕõŅŌÓĒĶÕ ņÕ“ŅõĶĻ Ķ±’¹“ÓĒĶķ ĒÓ ĻŅŅńĶĶ ’Ņõ
ĒÓ’ µÕĒĶÕņ ±’ļÓŌÓ └╠Ń-6. ģģģģģ173
7.5. ╩ŅŅńĶ Ō └ę ± ¾ŌÕļĶ„ÕĒĒ¹ņ ĻŅļĶ„Õ±“ŌŅņ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ.Ā ģģģģģģģģ.175
7.6. ╩ŅŅńĶ Ō ∙Õļ § Ķ ńÓńŅÓ§
ģģģģģģģģģģģģģģģģģģģģģģģģģģģ..176
7.7.Ā
╩ŅŅńĶ Ō ŅßŌŅõĒÕĒĒŅņ ═─╠├ ģģģģģģģģģģģģģģģģģģģģģģģģģ 176
7.8Ā ┬¹ŌŅõ¹ Ķ
Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕĀ
ģģģģģģģģģģģģģģģģģģģģģģģģģģģ 176
├ļÓŌÓ 8.0.Ā ─╚įįėŪ╚╬══└▀ Žą╬═╚ų└┼╠╬čę▄Ā ╚ └─č╬ą┴ų╚▀Ā
└ęĀ ╚ ═─╠├
ĀĀĀĀĀĀĀ čę┼═╩└╠╚ĀĀ
┴└╩╬┬Ā ģģģģģģģģģģģģģģģģģģģģģģģģģģģģ.
183
8.1. ╚±±ļÕõŅŌÓĒĶÕ õĶ¶¶¾ńĶŅĒĒŅķ ’ŅĒĶ÷ÓÕņŅ±“Ķ Ō
Óļ■ņĶĒĶÕŌ¹Õ ±’ļÓŌ¹. ģģģģģģģģģ. 183
8.2. └õ±Ņß÷Ķ ╩ąę ’ŅŌÕ§ĒŅ±“³■ ±’ļÓŌŅŌ
ģģģģģģģģģģģģģģģģģģģģģģ.. 183Ā
8.3.Ā
╚±±ļÕõŅŌÓĒĶÕ ’ŅĒĶĻĒŅŌÕĒĶ ═─╠├ Ō ’ŅŌÕ§ĒŅ±“Ē¹Õ ’Ņ¹ ņÕ“ÓļļÓ. ģģģģģģģģģ.
190
8.4.Ā
╚±±ļÕõŅŌÓĒĶÕ ŌńÓĶņŅõÕķ±“ŌĶ ╩ąę ± ’ŅŌÕ§ĒŅ±“³■ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
ņÕ“ŅõŅņ ╚╩-Ā
ĀĀĀĀĀĀĀ
±’ÕĻ“Ņ±ĻŅ’ĶĶĀ
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ..193
8.5. ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ.Ā ģģģģģģģģģģģģģģģģģģģģģģģģģģģ194
├ļÓŌÓ 9.0. ╚čč╦┼─╬┬└═╚┼Ā ╬Ū╬═╚ą╬┬└═╚▀Ā ╬čę└ę╬ū═█šĀ ╩╬╦╚ū┼čę┬Ā
ĀĀĀĀĀĀ ╩╬╠Ž╬═┼═ę╬┬Ā ┬
┴└╩└šĀ ģģģģģģģģģģģģģģģģģģģģģģģģģ..Ā 204
9.1. ╚±’Ņļ³ńŅŌÓĒĶÕ ŅńŅĒÓ ’Ķ ¾õÓļÕĒĶĶ ═─╠├ ±
ņÕ“ÓļļĶ„Õ±ĻĶ§ ’ŅŌÕ§ĒŅ±“Õķ. ģģģģģģģ. 204
9.2. ╬ĻĶ±ļÕĒĶÕ ŅńŅĒŅņ µĶõĻŅŃŅ ŃÕ’“ĶļÓ. ģģģģģģģģģģģģģģģģģģģģģģģ..
205
9.3. ╚±±ļÕõŅŌÓĒĶÕ ¾±ļŅŌĶķ ŅßÓńŅŌÓĒĶ ±ņŅļ ’Ķ
ĻŅĒ“ÓĻ“Õ ŃÕ’“ĶļÓ ± ĻĶ±ļŅŅõŅņ, Ó “ÓĻµÕ
ĀĀĀĀĀĀ
Ķń¾„ÕĒĶÕ ’Ņ÷Õ±±Ó Ķ§ ŅńŅĒĶŅŌÓĒĶ ģģģģģģģģģģģģģģģģģģģģģģģģ206
9.4. ąÓńļŅµÕĒĶÕ ŅńŅĒÓ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ
└╠Ń-6Ā Ķ Ņ’ÕõÕļÕĒĶÕ ’Ņ“ÕßĒŅŃŅ
ĻŅļĶ„Õ±“ŌÓ
ĀĀĀĀĀĀ
ŅńŅĒÓ.Ā
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ. 209
9.5. ╬ńŅĒĶŅŌÓĒĶÕ ņŅõÕļ³Ē¹§ ßÓ„ĻŅŌ Ķ °“Ó“Ē¹§
ĶńõÕļĶķ.Ā ģģģģģģģģģģģģģģģģ211
9.6.Ā
╚±±ļÕõŅŌÓĒĶÕ ŌńÓĶņŅõÕķ±“ŌĶ ÓņĶļÓ ± ŅńŅĒŅņ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ . ģģģģ.. 211
9.7. ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ.
ģģģģģģģģģģģģģģģģģģģģģģģģģģģ 213
├ļÓŌÓ 10.0.Ā ─╦╚ę┼╦▄═└▀ Žą╬ū═╬čę▄ ╚ Ž╬╦Ūėū┼čę▄ čŽ╦└┬└
└╠Ń-6 ģģģģģ
216
10.1. ╬±ĒŅŌĒ¹Õ ’ŅļŅµÕĒĶ Ķń “ÕŅĶĶ ╦Ó±ÕĒÓ-╠■ļļÕÓ Ņ
’Ņļń¾„Õ±“Ķ Ķ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ. 216
10.2. ╚±±ļÕõŅŌÓĒĶÕ ŅßÓń÷ŅŌ ņÓ“ÕĶÓļÓ ģģģģģģģģģģģģģģģģģģģģģģģ..
217
10.3. ╚±’¹“ÓĒĶÕ ¾ĻŅŅ„ÕĒĒ¹§ ßļŅĻŅŌ ßÓĻŅŌ ĒÓ
’Ņļń¾„Õ±“³ĀĀ ģģģģģģģģģģģģģģģ 219
10.4. ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ
ģģģģģģģģģģģģģģģģģģģģģģģģģģĀ 220
├ļÓŌÓ 11.0Ā ├└Ū╬┬█╔ č╬čę└┬Ā čą┼─█ ╩╬═ę┼╔═┼ą└Ā ģģģģģģģģģģģģģ..Ā 224
11.1. ŽŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ.
ģģģģģģģģģģģģģģģģģģģģģģģģ 224
11.2. čŅß÷Ķ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ņ±ĒŅŌĒ¹ņĶ
ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹ņĶ ņÓ“ÕĶÓļÓņĶ ģģģģģģ. 226
11.3. ├ÓńŅŌ¹õÕļÕĒĶÕ Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ō
ńÓņĻĒ¾“¹§ Ņß·ÕņÓ§. ģģģģģģģģ 231
11.4. ŽŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ,
Ō¹õÕļĶŌ°Ķ§± Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀ
ĀĀĀĀĀĀ
ņÓ“ÕĶÓļŅŌĀ Ō ĻŅĒ“ÕķĒÕÕ
ģģģģģģģģģģģģģģģģģģģģģģģģģģģ.. 232
11.5. ┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ.
ģģģģģģģģģģģģģģģģģģģģģģģģģģ 234
├ļÓŌÓ 12.0Ā ╩╬═ęą╬╦▄Ā
├┼ą╠┼ę╚ū═╬čę╚Ā Ū└Žą└┬╦┼══█šĀĀ ╚Ū─┼╦╚╔Ā
ģģģģ.
239
12.1. ╠Õ“Ņõ¹ Ķ ±Õõ±“ŌÓ Ņ’ÕõÕļÕĒĶÕ ’ÓŅŌ ╩ąę Ō
ĻŅĒ“ÕķĒÕÕ. ģģģģģģģģģģģģģ. 239
12.2. ╚±±ļÕõŅŌÓĒĶÕ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ „¾Ō±“ŌĶ“Õļ³Ē¹§
²ļÕņÕĒ“ŅŌ õÓ“„ĶĻŅŌ č─╩Ū. ģģģģ.. 241
12.3. ╬’ÕõÕļÕĒĶÕ ’ŅŅŃŅŌ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ
č─╩ŪĀ ģģģģģģģģģģģģģģģ.. 243
12. 4. ąÓńÓßŅ“ĻÓ ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ ’ŅŌ¹°ÕĒĶ■
„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ č─╩Ū. ģģģģģ 249
12.5. ╚±±ļÕõŅŌÓĒĶÕ õĶĒÓņĶĻĶ Ó±’ÕõÕļÕĒĶ ’ÓŅŌ
╩ąęĀ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ĶńõÕļĶ Ķ Ō
ĻŅĒ“ÕķĒÕÕ 251
12.6. ┬¹ŌŅõ¹Ā
Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕ. ģģģģģģģģģģģģģģģģģģģģģģģģģģ 255
├ļÓŌÓ 13.0. ╬Ž█ę
▌╩čŽ╦ė└ę└ų╚╚Ā ╩╬ąŽėč╬┬ ą└╩┼ęĀ ėą-100Ā
ģģģģģģģģģ
271
Ā13.1 ▌Ļ±’ļ¾Ó“Ó÷Ķ ÓĻÕ“ Ō “Õ„ÕĒĶÕ ’ÕŌ¹§
„Õ“¹Õ§ ļÕ“.Ā ģģģģģģģģģģģģģģģģ 271
Ā13.2. čļ¾„ÓĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ ģģģģģģģģģģģģģģģģģģ 274
Ā13.3.
═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō Óļ■ņĶĒĶÕŌŅņ ±’ļÓŌÕ └╠Ń6Ā
ģģģģģģģģģģģģģģģģģ. 274
Ā13.4.
═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ĒÕµÓŌÕ■∙Ķņ ±“Óļ ņ ģģģģģģģģģģģģģģģģģģģ.. 276
Ā13.5Ā čļ¾„ÓĶ ŅßĒÓ¾µÕĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō
ńÓņĻĒ¾“¹§ ’ŅļŅ±“ § ĶńõÕļĶķ. ģģģģģģģģ.. 277
Ā13.6. čļ¾„ÓĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ßļŅĻŅŌ ĻŅĒ“Ņļ õÓŌļÕĒĶ Ō Ž├č. ģģ. 278
Ā13.7. ┬ļĶ ĒĶÕ
ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ’Ņ ŌļÕĒĶÕ ńÓŃÓńŅŌÓĒĒŅ±“Ķ.Ā ģģģģģģģģģģģ 279
Ā13.8. ╬ßńŅ
Õń¾ļ³“Ó“ŅŌ õÕ¶ÕĻ“Ó÷ĶĶ ÕµÕŃŅõĒŅ ±ĒĶņÓÕņ¹§ ĶńõÕļĶķ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ģģģģ.Ā 280
Ā13.9. ┬¹ŌŅõ¹
Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕĀ
ģģģģģģģģģģģģģģģģģģģģģģģģģ.. 285
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀą Ó ń õ Õ ļĀĀĀ “ Õ “ Ķ ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ ┼ ę ╬ ─ ╚ ū ┼ č ╩ ╚ ┼ĀĀ ą ┼ ╩ ╬ ╠ ┼ ═ ─ └ ų ╚ ╚ ģģģģ.ĀĀĀĀĀ 301
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓ
’ŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ Ķ Ó±„Õ“ŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ’Ņ ŅßÕ±’Õ„ÕĒĶ■ õŅļŃŅŌÕ„ĒŅ±“Ķ
├ļÓŌÓ 14.0ĀĀĀĀĀ ╬┴┌┼╠Ā
╚ ╠┼ę╬─█ č╚čę┼╠═╬╔ ╬ęą└┴╬ę╩╚
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╚Ū─┼╦╚╔ ═└ ┬╬Ū─┼╔čę┬╚┼ ┬═ėęą┼══╚š ╚ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬═┼ž═╚š į└╩ę╬ą╬┬ ģģģģģģģģģģģģģģģģ..Ā 302
Ā
Ā14.1.
╚±§ŅõĒ¹Õ ’ŅļŅµÕĒĶ ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ. ģģģģģģģĀ 302
Ā14.2. ╬ß∙Ķķ
’Ņõ§Ņõ Ō ’ŅŌÕõÕĒĶĶ Ķ±’¹“ÓĒĶķ ’Ņ õŅļŃŅŌÕ„ĒŅ±“Ķ. ģģģģģģģģģģģģ..Ā 304
Ā14.3.
╚±’¹“ÓĒĶ ņÕ“ÓļļŅŌ Ķ ±’ļÓŌŅŌ.Ā
ģģģģģģģģģģģģģģģģģģģģģģģģĀ 304
Ā14.4.Ā ╚±’¹“ÓĒĶÕ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ
’ŅĻ¹“Ķķ ģģģģģģģģģģģģģģģĀ 306
14.5.Ā
╚±’¹“ÓĒĶ ÕńĶĒ Ķ õÕ“ÓļÕķ Ķń ĒĶ§. ģģģģģģģģģģģģģģģģģģģģģģ.. 310
Ā14.6.Ā ╚±’¹“ÓĒĶÕ ņÓ±Õļ Ķ ±ņÓńŅĻ.
ģģģģģģģģģģģģģģģģģģģģģģģģģģ313
Ā14.7.Ā ╚±’¹“ÓĒĶÕ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ Ō ±Ņ±“ÓŌÕ
ĶńõÕļĶ . ģģģģģģģģģģģģģģ. 315
Ā14.8.Ā ╚±’¹“ÓĒĶÕ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷, ĒÓ§Ņõ ∙Ķ§± Ō
ĻŅĒ“ÓĻ“Õ ± ÓŃÕ±±ĶŌĒ¹ņĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ
µĶõĻŅ±“ ņĶ. ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ...315
Ā14.9.Ā ╚±’¹“ÓĒĶÕ Ó’’ÓÓ“¾¹ Ķ õ¾ŃĶ§ ±ßŅŅ„Ē¹§
ÕõĶĒĶ÷, ĒÕ ĻŅĒ“ÓĻ“Ķ¾■∙Ķ§
ĀĀĀĀĀĀĀĀĀ ±
ÓŃÕ±±ĶŌĒ¹ņĶ µĶõĻŅ±“ ņĶ. ģģģģģģģģģģģģģģģģģģģģģģģģģ. 317
Ā14.10.
╚±’¹“ÓĒĶÕ ĶńõÕļĶķ Ō ÷ÕļŅņ. ģģģģģģģģģģģģģģģģģģģģģģģģģ 317
Ā14.11.
┬¹ŌŅõ¹ Ķ Ķ±¾ĒĻĶ ’Ņ ŃļÓŌÕĀ
ģģģģģģģģģģģģģģģģģģģģģģģģģ. 318
ĀĀĀ ├ļÓŌÓ 15.0ĀĀĀ ╠┼ę╬─╚ū┼č╩╚┼ ą┼╩╬╠┼═─└ų╚╚ ═└ Žą╬┬┼─┼═╚┼
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╚čŽ█ę└═╚╔ ╚ ą└čū┼ę╬┬ Ž╬
╬┴┼čŽ┼ū┼═╚▐
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čę╬╔╩╬čę╚ ╚ ─╬╦├╬┬┼ū═╬čę╚Ā ģģģģģģģģģģģģģģģ321
Ā
Ā 15.1.
╩ŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ Ō ±ÕõÕ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ └Ų. ģģģģģģģģģģ.. 321
Ā 15.2.
╬’ÕõÕļÕĒĶÕ ±Ņß÷ĶŅĒĒŅķĀ ÕņĻŅ±“Ķ Ņ±ĒŅŌĒ¹§
ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ
ĀĀĀĀĀĀĀĀ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ’Ņ ’ÓÓņ └Ų. ģģģģģģģģģģģģģģģģģģģ. 322
Ā 15.3.
ŽŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ ’Ņ Ņ’ÕõÕļÕĒĶ■ ņÕ§ÓĒĶńņÓ ŌńÓĶņŅõÕķ±“ŌĶ └Ų ±ĀĀ
ĀĀĀĀĀĀĀĀ
ņÕ“ÓļļĶ„Õ±ĻŅķ ’ŅŌÕ§ĒŅ±“³■. ģģģģģģģģģģģģģģģģģģģģģģģģģ 323
Ā 15.4.
╚±’¹“ÓĒĶÕ ĻÓĒ“Ó“Ē¹§ ’Ó ņÓ“ÕĶÓļŅŌ. ģģģģģģģģģģģģģģģģģģģģģ323
Ā 15.5.
╚±’¹“ÓĒĶ Ō ±ÕõÕ, ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ └Ų. ģģģģģģģģģģģģģģģģģģ324
Ā 15.6.
╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ ŃÓńŅŌ¹õÕļÕĒĶķ Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀ
ĀĀĀĀĀĀĀĀ
ņÓ“ÕĶÓļŅŌ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ. ģģģģģģģģģģģģģģģģģģ. 324
Ā 15.7.
╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ õļĶ“Õļ³ĒŅķ ±“ŅķĻŅ±“Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§
ĀĀĀĀĀĀĀĀ
ņÓ“ÕĶÓļŅŌ Ō ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó. ģģģģģģģģģģģģģģģģģģģģģģģ 325
Ā 15.8.
╠Õ“ŅõĶ„Õ±ĻĶķ ’Ņõ§Ņõ Ō ¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶ § ĒÓ ±“ÓÕĒĶÕ
ĀĀĀĀĀĀĀĀ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ õÕ“ÓļÕķ Ķń ĒĶ§. ģģģģģģģģģģģģģģģģģģ 325
Ā 15.9.
╚±±ļÕõŅŌÓĒĶ ’Ņ ŅßÓńŅŌÓĒĶ■ Ķ Ņ±ÓµõÕĒĶ■ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±ÕķĀ Ō
ĀĀĀĀĀĀĀĀĀ └Ų. ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ 327
Ā 15.10.
╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶ └Ų „ÕÕń ņÕ“ÓļļĶ„Õ±ĻĶÕ
ĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļ¹.
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ 327.
Ā 15.11.Ā ╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕĒ“Ó ’ŅĒĶ÷ÓÕņŅ±“Ķ └Ų
„ÕÕń ņĶĻŅĻÓ’Ķļļ ¹. ģģģģģģģ 328
Ā 15.12.
ŽŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ ’Ņ Ņ’ÕõÕļÕĒĶ■Ā
õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ. ģģģģ328
Ā 15.13.
ŽŅŌÕĻÓ ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ĶńõÕļĶ . ģģģģģģģģģģģģģģ.. 329
Ā 15.14.
╚±±ļÕõŅŌÓĒĶÕ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ĶńõÕļĶ ’Ķ §ÓĒÕĒĶĶ ±
ĀĀĀĀĀĀĀĀĀĀĀĀ
Ņ±“Ó“ĻÓņĶ └Ų Ķ ’Ņ±ļÕ „Ó±“Ķ„ĒŅķ ĒÕķ“ÓļĶńÓ÷ĶĶ. ģģģģģģģģģģģģģģģģ. 329
Ā 15.15.
╬’ÕõÕļÕĒĶÕ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ŃÓńŅŌŅķ ±Õõ¹ Ō ńÓņĻĒ¾“¹§ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀ
’ŅļŅ±“ § ĶńõÕļĶ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ģģģģģģģģģģģģģģģģģģģ329
Ā 15.16.
╠Õ“ŅõĶĻÓ Ó±„Õ“Ó õŅ’¾±“Ķņ¹§ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅļŅ±“Õķ,
ĀĀĀĀĀĀĀĀĀ
ńÓ’ŅļĒÕĒĒ¹§ └ŲĀ
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ.. 330
Ā 15.17.
╠Õ“ŅõĶĻÓ Ó±„Õ“Ó ĒÕŅߧŅõĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ Ņ±¾°ĻĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ńÓĻ¹“¹§ Ņ“±ÕĻŅŌ ĶńõÕļĶ . ģģģģģģģģģģģģģģģģģģģģģģģģģģ331
Ā 15.18.
╠Õ“ŅõĶĻÓ Ó±„Õ“Ó ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ ’ŅŃļŅ∙ÕĒĶ ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō
ĀĀĀĀĀĀĀĀĀĀĀĀ
Ņ“±ÕĻÓ§ ĶńõÕļĶ . ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ.. 331
Ā 15.19 Ā┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
ģģģģģģģģģģģģģģģģģģģģģģģģģģģģģģ..332
Ā
ĀĀ 15.0Ā ╬┴┘╚┼ĀĀ
┬█┬╬─█ ģģģģģģģģģģģģģģģģģģģģģģģģģģ.
333
ĀĀĀĀĀĀĀĀĀĀĀĀ
Ū└╩╦▐ū┼═╚┼ ģģģģģģģģģģģģģģģģģģģģģģģģģģģģ.. 338
ĀĀĀĀĀĀĀĀĀĀĀĀ
╚čŽ╬╦▄Ū╬┬└══└▀Ā ╦╚ę┼ą└ęėą└ ģģģģģģģģģģģģģģģģ..Ā 339
┬┬┼─┼═╚┼Ā
Ā ┬ õÓĒĒŅķ ÓßŅ“Õ Ó±±ņÓ“ĶŌÓ■“± ņÕ“ŅõŅļŅŃĶ„Õ±ĻĶÕ ’Ņõ§Ņõ¹ Ō
Ķń¾„ÕĒĶĶ ŌļĶ ĒĶ ŌŅńõÕķ±“ŌĶ ĶńõÕļĶķ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ Ō ’Ņ÷Õ±±Õ
²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ó “ÓĻµÕ ŌļĶ ĒĶ ŌĒÕ°ĒÕķ ĶĀĀ
ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ĶńõÕļĶ ĒÓ ÕŃŅ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ. ▌“Ķ ’Ņõ§Ņõ¹
±¶Ņņ¾ļĶŅŌÓĒ¹ Ķ ’ĶŌÕõÕĒ¹ ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ’Ņ ņĒŅŃĶņ ŌŅ’Ņ±Óņ, ĒÓ Ņ±ĒŅŌÕ
ŅßŅß∙ÕĒĶ Ķ±±ļÕõŅŌÓĒĶķ, Ō¹’ŅļĒ Ō°Ķ§± ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ Ō 60- 70- § ŃŅõÓ§
’Ņ°ļŅŃŅ ŌÕĻÓ Ō ╩┴ ½čÓļ■“╗, ’Ķ ÓńÓßŅ“ĻÕ ÓĻÕ“¹ ĒŅ±Ķ“Õļ ½ŽŅ“ŅĒ╗ Ķ
±“Ó“ÕŃĶ„Õ±ĻĶ§ ÓĻÕ“ ėą-100. ─ÓĒĒŅÕ ╩┴ “ŅŃõÓ Ō§ŅõĶļŅ Ō ĻÓ„Õ±“ŌÕ įĶļĶÓļÓ ╣ 1 Ō
╬╩┴-52 ŌŅńŃļÓŌļ Ō°Ķņ± ÓĻÓõÕņĶĻŅņ ┬.═.ūÕļŅņÕÕņ. ═¹ĒÕ ╩┴ ½čÓļ■“╗ Ō§ŅõĶ“ Ō ±Ņ±“ÓŌ
├╩═Žų Ķņ. ╠.┬.š¾ĒĶ„ÕŌÓ.
ĀĀ ┬ “Õ§ĒĶ„Õ±ĻŅķ ļĶ“ÕÓ“¾Õ, ĶņÕÕ“± ńĒÓ„Ķ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ÓßŅ“,
’Ņ±Ō ∙ÕĒĒ¹§ ÓńÓßŅ“ĻÕ ’Ņņ¹°ļÕĒĒ¹§ ĶńõÕļĶķ, Ō ĻŅ“Ņ¹§ Ņ±ŌÕ∙ÕĒ¹ ņĒŅŃĶÕ ±“ŅŅĒ¹
’Ņ÷Õ±±Ó ÓńÓßŅ“ĻĶ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ķ§ Ņ“ÓßŅ“ĻĶ. ┬ ĒÕķ Ņ“ÓµÕĒ¹
±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ņÕ“ŅõŅļŅŃĶĶ ÓńÓßŅ“ĻĶ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ņ“ÓßŅ“ĻĶĀ ĶńõÕļĶķ ĒÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ
ņĒŅŃŅŅßÓńĒ¹ņ ŌĶõÓņ ÓńļĶ„ĒŅķĀ “Õ§ĒĶĻĶ Ō
ńÓŌĶ±ĶņŅ±“Ķ Ņ“ Ķ§ ĻŅĒ±“¾Ļ“ĶŌĒŅ-“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Õ°ÕĒĶķ. ╬õĒÓĻŅ Ō ²“Ņņ ŅßĶļĶĶ
“Õ§ĒĶ„Õ±ĻŅķ ļĶ“ÕÓ“¾¹ ĒÕ Ō±ÕŃõÓ ¾õÕļ Õ“± õŅļµĒŅÕ ŌĒĶņÓĒĶÕ ĶńļŅµÕĒĶ■
ņÕ“ŅõŅļŅŃĶĶ Ķ “Õ§ĒĶĻÕ ’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ņ“ÓßŅ“ĻĶ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķ, ± ¾„Õ“Ņņ ŅĻÓń¹ŌÓ■∙ÕŃŅ Ķ§ ŌļĶ ĒĶ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ Ķ ±ŅŌņÕ±“ĒŅŃŅ
ŌŅńõÕķ±“ŌĶ ĒÓ ĒĶ§ ±ÓņĶ§Ā ŌĒÕ°ĒÕķ Ķ
ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ĶńõÕļĶķĀ Ō ’Ņ÷Õ±±Õ Ķ§
²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ┬ļĶ ĒĶÕ Ķ ’Ņ ŌļÕĒĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ŌŅńõÕķ±“ŌĶķ ĒÓ Ō±Õ
“Ķ’¹ ĶńõÕļĶķ, Ō Ņ±ĒŅŌĒŅņ, ĒÓ§ŅõĶ“± Ō ŅßļÓ±“Ķ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻŅŃŅ ŌńÓĶņŅõÕķ±“ŌĶ ĀĀ ŌĒÕ°ĒĶ§Ā
Ķ ŌĒ¾“ÕĒĒĶ§ ±Õõ ± ņÓ“ÕĶÓļÓņĶ, Ķń ĻŅ“Ņ¹§ ĶńŃŅ“ŅŌļÕĒŅ ĶńõÕļĶÕ,Ā Ō ±Ķļ¾ „ÕŃŅ ’ŅŌŅõ ∙ÕÕ± Ó±±ņŅ“ÕĒĶÕ ²“Ķ§
ŌŅ’Ņ±ŅŌ ņŅµÕ“ ĒŅ±Ķ“³ Ņß∙ÕņÕ“ŅõŅļŅŃĶ„Õ±ĻĶķ §ÓÓĻ“Õ, Ķ ņŅµÕ“ Ņ“ĒŅ±Ķ“³± Ļ
ļ■ßŅņ¾ “Ķ’¾ ĶńõÕļĶķ.ĀĀĀĀ
ĀĀ ąÓ±±ņÓ“ĶŌÓÕņ¹Õ ŌŅńõÕķ±“ŌĶ ’Ņ Ōļ Õ“± , Ō ’ÕŌ¾■ Ņ„ÕÕõ³, ĒÓ
ņÓ“ÕĶÓļÓ§, Ó ’Ņ“Ņņ ¾µÕ ±ĻÓń¹ŌÓÕ“± ĒÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶĶ õÕ“ÓļÕķ, ĶńŃŅ“ŅŌļÕĒĒ¹§
Ķ§ ²“Ķ§ ņÓ“ÕĶÓļŅŌ ’Ķ “Õ§ ĶńņÕĒÕĒĶ §, ĻŅ“Ņ¹ņ ŅĒĶ ’ŅõŌÕŃļĶ±³ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ
ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ. ŽŅ²“Ņņ¾ ĶńļÓŃÓÕņ¹Õ ’Ņõ§Ņõ¹ Ķ Ō±■ õÓĒĒ¾■ ÓßŅ“¾
±ļÕõ¾Õ“ Ņ“ĒÕ±“Ķ Ļ ŅßļÓ±“Ķ ņÓ“ÕĶÓļŅŌÕõÕĒĶ Ķ, Ō ’ÕŌ¾■ Ņ„ÕÕõ³, Ļ ÓĻÕ“Ņ±“ŅĶ“Õļ³ĒŅņ¾
ņÓ“ÕĶÓļŅŌÕõÕĒĶ■.
ĀĀĀ ┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ Ō ±ŌŅÕķ ņÕ“ŅõŅļŅŃĶ„Õ±ĻŅķ Ķ
ĶĒ±“¾ņÕĒ“Óļ³ĒŅķ Ņ±ĒÓ∙ÕĒĒŅ±“Ķ °ÓŃĒ¾ļŅ õÓļÕĻŅ Ō’ÕÕõ ’Ņ ±ÓŌĒÕĒĶ■ ± 60-ņĶ
ŃŅõÓņĶ. ═¹ĒÕ Ņ“Ļ¹“Ó ĒŅŌÓ ¶ŅņÓ ŌÕ∙Õ±“ŌÓ Ō ŌĶõÕĀ ÕŃŅ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ . ┼ŃŅ Ķ±’Ņļ³ńŅŌÓĒĶÕ Ō ’Ņņ¹°ļÕĒĒŅ±“Ķ
’ŅńŌŅļ Õ“ ’Ņļ¾„Ó“³ ņÓ“ÕĶÓļ¹ Ķ ĶńõÕļĶ ± ’ĶĒ÷Ķ’ĶÓļ³ĒŅ ĒŅŌ¹ņĶ ±ŌŅķ±“ŌÓņĶ.
ĀĀĀĀ ┬ ±Ķļ¾ ßŅļ³°ŅŃŅ ńĒÓ„ÕĒĶ ²“ŅŃŅ ŌļÕĒĶ , ĶńļŅµÕĒĶ■ Ņ±ĒŅŌĒŅŃŅ
ņÓ“ÕĶÓļÓ, Ō ’ÕŌŅņ ÓńõÕļÕ ’Õõ’Ņ±ļÓĒŅ ĻÓ“ĻŅÕ ĶńļŅµÕĒĶÕ ÓŌ“Ņ±ĻŅŃŅ ŌńŃļ õÓ ĒÓ
ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ, Ō “Ņņ „Ķ±ļÕ Ņ ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ ŌÕ∙Õ±“ŌÓ Ķ
ĒÓĒŅ“Õ§ĒŅļŅŃĶķ. ╚±’Ņļ³ńŅŌÓĒĶÕ Ō ĒÓ°Õ ŌÕņ , ’ŅĻÓ Õ∙Õ ĒÕ ±¶ŅņĶŅŌÓĒĒŅķĀ “ÕŅĶĶ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ ŌÕ∙Õ±“ŌÓ,
ņŅµÕ“ ĻÓõĶĒÓļ³ĒŅ Ó±°ĶĶ“³ ņÕ“ŅõŅļŅŃĶ„Õ±Ļ¾■ „Ó±“³ Ō ’Ņõ§ŅõÓ§ Ļ Ķń¾„ÕĒĶ■
ŌļĶ ĒĶ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ĒÓ ĻŅĒ±“¾ĶŅŌÓĒĶÕ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¾■
Ņ“ÓßŅ“Ļ¾ ĶńõÕļĶķ.ĀĀ
ĀĀĀ ╩Ņņ’ļÕĻ± ÓńÓßŅ“ÓĒĒ¹§ Ķ ÕÓļĶńŅŌÓĒĒ¹§ ņÕ ĒÓ ÓĻÕ“Õ-ĒŅ±Ķ“ÕļÕ
½ŽŅ“ŅĒ-╠╗, ’ÕõŅ“ŌÓ“ĶŌ°Ķ§ ŌÕõĒŅÕ ŌŅńõÕķ±“ŌĶÕ ÓĻÕ“¹ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾,
±ŅõÕµÓ∙¾■ Ņ’Ó±Ē¹Õ Ķ “ŅĻ±Ķ„Ē¹Õ ĻŅņ’ŅĒÕĒ“¹ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ, ’Ņļ¾„Ķļ
Ņ’ÕõÕļÕĒĶÕ, ĻÓĻ õÕ“ŅĻ±ĶĻÓ÷Ķ ÓĻÕ“.
ĀĀĀ ąÓńÓßŅ“ÓĒĒ¹ķ Ķ ÕÓļĶńŅŌÓĒĒ¹ķ ĒÓ ÓĻÕ“Ó§ “Ķ’Ó ėą-100 ĻŅņ’ļÕĻ±
ĻŅĒ±“¾Ļ“ĶŌĒ¹§, “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒ¹§ ņÕŅ’Ķ “Ķķ ’Ņ
’ÕõŅ“ŌÓ∙ÕĒĶ■ ŌÕõĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĒÓ ÓĻÕ“¾ ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ
’Ņļ¾„Ķļ Ņ’ÕõÕļÕĒĶÕ, ĻÓĻ ŌĒ¾“ÕĒĒ Ķ ŌĒÕ°Ē Óņ’¾ļĶńÓ÷Ķ
ÓĻÕ“¹.
ĀĀĀ ┬ńÓĶņŅõÕķ±“ŌĶ ĶńõÕļĶķ ± ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±ÕõŅķ Ķń¾„Ó■“± ,
Ō Ņ±ĒŅŌĒŅņ, ±’Õ÷ĶÓļĶ±“ÓņĶ ņÓ“ÕĶÓļŅŌÕõÓņĶ Ō ÓńļĶ„Ē¹§ ═╚╚, Ķ Ō ŅŃÓĒĶ„ÕĒĒŅņ
Ņß·ÕņÕ “ÓĻŅÕ Ķń¾„ÕĒĶÕ ’ŅŌŅõĶ“± “ÕņĶ, Ļ“Ņ ±ŅńõÓ■“ ±ÓņĶ ĶńõÕļĶ . ┬ņÕ±“Õ ± “Õņ,
Ķń¾„ÕĒĶÕ Ņ“ņÕ„ÓÕņ¹§ ŌńÓĶņŅõÕķ±“ŌĶķ ±Ņ±“ÓŌļ Õ“ Ņ±ĒŅŌ¾ ĻŅĒ±“¾Ļ“Ņ±ĻŅŃŅ Ķ
²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ¶Ņņ¾ļĶŅŌĻĶĀ ĻŅ“Ņ¹§ Ķ “ÕņÓ“Ķ„Õ±ĻŅÕ Ķ§ ±ŅõÕµÓĒĶÕ Ō’ÕŌ¹Õ
ŌŌŅõ “± Ō ĒÓ±“Ņ ∙Õķ ÓßŅ“Õ.
ĀĀ ┬ ĻŅĒ±“¾Ļ“Ņ±ĻŅņ ņÓ“ÕĶÓļŅŌÕõÕĒĶĶ ńÓ ĻĶ“ÕĶÓļ³Ē¹ķ ’Ņõ§Ņõ Ō
Ņ÷ÕĒĻÕ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ ’ĶĒĶņÓÕ“± Ņ’“ĶņÓļ³ĒŅ±“³ Ō¹’ŅļĒÕĒĶ ńÓõÓ„ ĶńõÕļĶÕņ
Ō ’Ņ÷Õ±±Õ ÕŃŅ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ . ┬ ±Ķļ¾ ²“ŅŃŅ Ō õÓĒĒŅķ ÓßŅ“Õ ĶńļŅµÕĒĶÕ
ŌŅ’Ņ±ŅŌ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ ß¾õÕ“, ĻÓĻ ’ÓŌĶļŅ, ±Ō ń¹ŌÓ“³± ± ĻÓ„Õ±“ŌŅņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ, „“Ņ Ķ ß¾õÕ“ ±Ņ±“ÓŌļ “³ ’ÕõņÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅŃŅ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ .
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ŌĒÕ°ĒĶņ ¶ÓĻ“ŅÓņ Ó±±ņÓ“ĶŌÓÕ“± Ó“ņŅ±¶ÕĒŅÕ
ŌŅńõÕķ±“ŌĶÕ ±ŅŃļÓ±ĒŅ ĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒĶŅŌÓĒĶ■ “ÕĶ“ŅĶĶ čččą, Ó “ÓĻµÕ
ÓĒ“Ņ’ŅŃÕĒĒŅÕ ńÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ Ķ ÕŃŅ ŌŅńõÕķ±“ŌĶÕ ĒÓ ŅńŅĒĒ¹ķ ±ļŅķ ŪÕņļĶ.
▌ĻŅļŅŃĶ„Õ±ĻĶÕĀ õÓĒĒ¹Õ ’ĶŌŅõ “± Ķń
„Ķ±ļÓ ’Ņļ¾„ÕĒĒ¹§ ĒÓ “Ņ ŌÕņ . ─ÓÕ“± ĒÕĻŅ“ŅŅÕĀ
±ÓŌĒÕĒĶÕ ²“Ķ§ ¶ÓĻ“ŅŅŌ ± “ÓĻĶņĶ µÕ, ĶņÕ■∙ĶņĶ± Ā Ō Ē¹ĒÕ°ĒÕÕ ŌÕņ .
ĀĀĀ ŽĶŌÕõÕĒĒ¹Õ õÓĒĒ¹Õ ’Ņ ²“Ķņ ¶ÓĻ“ŅÓņ ņŅŃ¾“ ŌĶ“³± , ĻÓĻ ß¹
Ķ±§ŅõĒŅķ “Ņ„ĻŅķ õļ õÓļ³ĒÕķ°ÕŃŅ Ķ§ ±ÓŌĒÕĒĶ , “Õņ ßŅļÕÕ „“Ņ ŅĒĶ ß¹ļĶ ’Ņļ¾„ÕĒ¹ Ō
²“Ķ§ ÓßŅ“Ó§,Ā ’ÓĻ“Ķ„Õ±ĻĶ, ŅõĒĶņĶ Ķń
’ÕŌ¹§ Ō ĒÓ„ÓļÕ 70-§ ŃŅõŅŌ, ’Ņ ²ĻŅļŅŃĶ„Õ±ĻŅķ Ņ÷ÕĒĻÕĀ Ķ ÓńÓßŅ“ĻÕ ņÕŅ’Ķ “Ķķ ’Ņ ’ÕõŅ“ŌÓ∙ÕĒĶ■ ŌļĶ ĒĶ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾.ĀĀ
ĀĀĀĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ŌĒ¾“ÕĒĒĶņ ¶ÓĻ“ŅÓņ Ó±±ņÓ“ĶŌÓ■“± ŌŅ’Ņ±¹
ŅßÕ±’Õ„ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ’Ņõ§Ņõ¹ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ õŅļŃŅŌÕ„ĒŅ±“Ķ ĶńõÕļĶķ,
±ŅõÕµÓ∙Ķ§ Ņ’Ó±Ē¹Õ µĶõĻŅ±“Ķ, ÓńÓßÓ“¹ŌÓŌ°ĶÕ± ĒÓ Ņ±ĒŅŌÕ Ķń¾„ÕĒĶ
ņĒŅŃŅ¶ÓĻ“ŅĒŅŃŅ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķĀ ±Õõ¹ ĒÓ ĶńõÕļĶ . ─Ņ±“Ó“Ņ„ĒŅ ’ŅõŅßĒŅ Ó±±ņÓ“ĶŌÓÕ“± ŌńÓĶņŅõÕķ±“ŌĶ
“ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ “Õļ ’Ņ ŃÓĒĶ÷Óņ Ķ§ ÓńõÕļÓ Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ ,
ĻŅ“Ņ¹Õ ’ĶņÕĒĶņ¹ Ļ ĶńõÕļĶ ņ ÓńļĶ„ĒŅŃŅ ŌĶõÓ Ķ ĒÓńĒÓ„ÕĒĶ
Ā ┴Ņļ³°ŅÕ ńĒÓ„ÕĒĶÕ ²“Ņ“ ŌŅ’Ņ± ’ĶŅßÕ“ÓÕ“ õļ ĶńõÕļĶķ, ±ŅõÕµÓ∙Ķ§
Ō ±ÕßÕ “ŅĻ±Ķ„Ē¹Õ, Ōń¹ŌŅ, ’ŅµÓŅ Ķ ÓõĶÓ÷ĶŅĒĒŅ Ņ’Ó±Ē¹Õ ŌÕ∙Õ±“ŌÓ. ŽĶņÕĒĶ“Õļ³ĒŅ
Ļ “ÓĻĶņ ĶńõÕļĶ ņ ’ÕŌŅ±“Õ’ÕĒĒŅÕ ńĒÓ„ÕĒĶÕ ’Ķ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’ĶŅßÕ“ÓÕ“
ßÕńŅ’Ó±ĒŅ±“³ Ņß±ļ¾µĶŌÓ■∙ÕŃŅ ’Õ±ŅĒÓļÓ Ķ ’ÕõŅ“ŌÓ∙ÕĒĶÕ ŌÕõĒŅŃŅ ŌŅńõÕķ±“ŌĶ Ķ§
ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾. ŽĶ Õ°ÕĒĶĶ ²“Ņķ ńÓõÓ„Ķ ĶņÕÕ“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ ŅßÕ±’Õ„ÕĒĶÕ
ĒÓõļÕµÓ∙Õķ ’Ņ„ĒŅ±“Ķ Ķ õļĶ“Õļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÕņĻŅ±“Õķ, “ÓĻ“ŅŌ Ķ ’ŅļŅ±“Õķ,
±ŅõÕµÓ∙Ķ§ “ÓĻĶÕ µĶõĻŅ±“Ķ Ō ĶńõÕļĶĶ, Ó “ÓĻµÕ Ķ§ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ķ
õŅļŃŅŌÕ„ĒŅ±“Ķ ’Ķ ŅõĒŅŌÕņÕĒĒŅņ ŌŅńõÕķ±“ŌĶĶ ĒÓ ĶńõÕļĶÕ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§Ā ¶ÓĻ“ŅŅŌ.
ĀĀĀ ─ÓĒĒ¹Õ ŌŅ’Ņ±¹ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ Ņ’Ó±Ē¹ņ Ķ ÓŃÕ±±ĶŌĒ¹ņ µĶõĻŅ±“ ņ
õŅ±“Ó“Ņ„ĒŅ §ŅŅ°Ņ ’ŅÓßŅ“ÓĒ¹ Ō §ĶņĶ„Õ±ĻŅķ, ŌÓĻ¾¾ņĒŅķ Ķ Ó“ŅņĒŅķ “Õ§ĒĶĻÕ ĶĀ ’Ņ ĒĶņ Ō ²“Ķ§ Ņ“Ó±ļ § ĒÓĻŅ’ļÕĒ õŅ±“Ó“Ņ„Ē¹ķ
Ņ’¹“. ▌“Ņņ¾ ŌŅ’Ņ±¾ ßŅļ³°ŅÕ ŌĒĶņÓĒĶÕ ¾õÕļ Õ“± ŌŅ ŌĒŅŌ³ ¶ŅņĶ¾ÕņŅķ “ÕŅĶĶ ±“ŅķĻŅ±“Ķ
“¾ßŅ’ŅŌŅõĒŅŃŅ “ÓĒ±’Ņ“Ó, ŃõÕ ĻŅŅńĶŅĒĒ¹Õ ŌŅ’Ņ±¹ ĶņÕ■“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ.
ĀĀĀ ═Ó„ĶĒÓ ± ĻŅĒ÷Ó 50-§ - ĒÓ„ÓļÓ 60-§ ŃŅõŅŌ, ĻŅŃõÓ ¾ ĒÓ± Ō ±“ÓĒÕ
ĒÓ„ÓļÓ±³ ÓńÓßŅ“ĻÓ ±“Ó“ÕŃĶ„Õ±ĻĶ§ ÓĻÕ“, “ÓĻÓ ńÓõÓ„Ó ŌŅńĒĶĻļÓ Ķ õļ ÓĻÕ“ĒŅķ
“Õ§ĒĶĻĶ, Ō ĻŅ“ŅŅķ ±“ÓļĶ ’ĶņÕĒ “³± , Ō¹±ŅĻŅ Ņ’Ó±Ē¹Õ µĶõĻĶÕ ĻŅņ’ŅĒÕĒ“¹
ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ. ęÕ§ĒĶ„Õ±ĻĶÕ Õ°ÕĒĶ , Ņ“ÓßŅ“ÓĒĒ¹Õ Ō ¾ĻÓńÓĒĒ¹§ ÓĒÕÕ Ņ“Ó±ļ §
“Õ§ĒĶĻĶ,Ā ĒÕ ŌŅ Ō±Õņ ß¹ļĶ ’ĶņÕĒĶņ¹ Ļ
ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ Ķ ²“Ņ ’Ņ“ÕßŅŌÓļŅ ÓńÓßŅ“ĻĶ ±ŌŅĶ§ ņÕ“ŅõĶ„Õ±ĻĶ§ ’Ņõ§ŅõŅŌ ĶĀ ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ “Õ§ĒĶ„Õ±ĻĶ§ Õ°ÕĒĶķ.
ĀĀĀ ▌“Ņ Ņß· ±Ē Õ“± “Õņ, „“Ņ Ō ¾ĻÓńÓĒĒ¹§ Ņ“Ó±ļ § ’Ņņ¹°ļÕĒĒŅ±“Ķ
’ŅõŅßĒ¹Õ ĶńõÕļĶ Ō±Õ ŌÕņ ĒÓ§Ņõ “± Ō ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ¶¾ĒĻ÷ĶŅĒĶ¾■∙Õņ ±Ņ±“Ņ ĒĶĶ
Ķ ņŅŃ¾“ ’ŅõŌÕŃÓ“³± ĒÕ’Ņ±Õõ±“ŌÕĒĒŅņ¾ ĻŅĒ“Ņļ■, Ņ±ņŅ“¾ Ķ ÕņŅĒ“¾. ┬ ÓĻÕ“ĒŅķ
“Õ§ĒĶĻÕ “ÓĻÓ ŌŅńņŅµĒŅ±“³ Ņ“±¾“±“Ō¾Õ“. ąÓĻÕ“¹ Ó±’ŅļÓŃÓ■“± Ō °Ó§“Ó§ Ō
ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ Ō “Õ„ÕĒĶÕ õÕ± “ĶļÕ“Ķķ Ķ õŅļµĒ¹ ±Ņ§ÓĒ “³ ±ŌŅ■
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³, ĒÓ§Ņõ ±³, Ō±Õ ²“Ņ ŌÕņ Ō ±“Ó“Ķ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ,Ā ’Ņ±ļÕ „ÕŃŅ ŅĒĶ õŅļµĒ¹ Ō Ē¾µĒŅÕ ŌÕņ Ā ±ÓßŅ“Ó“³ ’Ņ ĒÓńĒÓ„ÕĒĶĶ. ŽĶ ĒÓ§ŅµõÕĒĶĶ Ō
°Ó§“Ó§ ŅĒĶ ’ŅõŌÕŃÓ■“± ’ÕĶŅõĶ„Õ±ĻŅņ¾Ā
õĶ±“ÓĒ÷ĶŅĒĒŅņ¾ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅņ¾ ĻŅĒ“Ņļ■ Ķ§ ±Ņ±“Ņ ĒĶ ’Ņ ŅŃÓĒĶ„ÕĒĒŅņ¾
ĻŅļĶ„Õ±“Ō¾ ’ÓÓņÕ“ŅŌ. ▌“Ķ ¾±ļŅŌĶ ĒÓĻļÓõ¹ŌÓ■“ ±ŌŅĶ ±’Õ÷Ķ¶Ķ„Õ±ĻĶÕ “ÕßŅŌÓĒĶ ĒÓ
Ņ“ÓßŅ“Ļ¾ õŅļŃŅŌÕ„ĒŅ±“Ķ ÓĻÕ“.ĀĀĀĀĀ
ĀĀĀĀĀ ╩ÓĻ ¾’ŅņĶĒÓļŅ±³, ²“Ķ ÓĻÕ“¹ õŅļµĒ¹ ß¹ļĶ õļĶ“Õļ³ĒŅÕ ŌÕņ , Ō
“Õ„ÕĒĶĶ õÕ± “ĶļÕ“Ķķ, ĒÓ§ŅõĶ“³± Ā Ō
ĒÕŌÕĒ“ĶļĶ¾Õņ¹§ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņ¹§ °Ó§“Ó§, ß¾õ¾„Ķ Ō ’Ņ±“Ņ ĒĒŅķ ŃŅ“ŅŌĒŅ±“Ķ Ļ
Ķ±’Ņļ³ńŅŌÓĒĶ■ ’Ņ ĒÓńĒÓ„ÕĒĶ■. ┬ ĻÓ„Õ±“ŌÕ ĻŅņ’ŅĒÕĒ“ŅŌ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ Ō ĒĶ§Ā Ķ±’Ņļ³ńŅŌÓļ± ŅĻĶ±ļĶ“Õļ³ ÓņĶļ ¢ „Õ“¹Õ§
ŅĻĶ±³ ÓńŅ“Ó ĶĀ “Ņ’ļĶŌŅ ŃÕ’“Ķļ ¢
ĒÕ±ĶņņÕ“Ķ„Ē¹ķ õĶņÕ“Ķļ ŃĶõÓńĶĒ. ╬ßÓ ĻŅņ’ŅĒÕĒ“ÓĀ Ōļ ■“± Ō¹±ŅĻŅ “ŅĻ±Ķ„Ē¹ņĶ Ķ ĻŅŅńĶŅĒĒŅ-Ņ’Ó±Ē¹ņĶĀ ŌÕ∙Õ±“ŌÓņĶ, Ó ŃÕ’“Ķļ Ļ “Ņņ¾ µÕ, Ōļ Õ“± Õ∙Õ
Ķ ’ŅµÓŅ Ņ’Ó±Ē¹ņ Ō ’ÓŅŌŅķ ±ņÕ±Ķ ± ŌŅńõ¾§Ņņ.
ĀĀ ┬ŅńõÕķ±“ŌĶÕ ĒÓ ÓĻÕ“¾ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ Ōļ Õ“± ŌĒ¾“ÕĒĒĶņ
ŌŅńõÕķ±“Ō¾■∙Ķņ ¶ÓĻ“ŅŅņ,Ā Ó ŌŅńõÕķ±“ŌĶÕ
ŌļÓµĒŅķ ÓŃÕ±±ĶŌĒŅķ ±Õõ¹ °Ó§“¹ Ōļ Õ“± ŌĒÕ°ĒĶņ ŌŅńõÕķ±“Ō¾■∙Ķņ ¶ÓĻ“ŅŅņ.
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ĒĶņ ß¹ļĶ ÓńÓßŅ“ÓĒ¹ Ķ ÕÓļĶńŅŌÓĒ¹ Ō ÓĻÕ“Ó§ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ņÕŅ’Ķ “Ķ ,
ĻŅ“Ņ¹Õ, ’ŅńŌŅļĶļĶ Ķņ ĒÓ§ŅõĶ“³± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ńĒÓ„Ķ“Õļ³ĒŅ õŅļ³°Õ, „Õņ ²“Ņ
ŌĒÓ„ÓļÕ “ÕßŅŌÓļŅ±³ Ņ“ ĒĶ§.
ĀĀ ╠ĒŅŃŅļÕ“ĒĶķ ’ŅļŅµĶ“Õļ³Ē¹ķ Ņ’¹“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ²“Ķ§ ÓĻÕ“
’ŅĻÓń¹ŌÓÕ“ ÷ÕļÕ±ŅŅßÓńĒŅ±“³ Ó±’Ņ±“ÓĒÕĒĶ Ķ ĒÓ õ¾ŃĶÕ ŌĶõ¹ “Õ§ĒĶ„Õ±ĻĶ§
ĶńõÕļĶķ ’ŅõŅßĒŅķ ņÕ“ŅõŅļŅŃĶĶ ŅßÕ±’Õ„ÕĒĶ õŅļŃŅŌÕ„ĒŅ±“Ķ, ĻŅ“ŅÓ ß¹ļÓ
ÓńÓßŅ“ÓĒÓ Ķ Ķ±’Ņļ³ńŅŌÓļÓ±³ ’Ķ ±ŅńõÓĒĶĶ ¾’ŅņĶĒÓŌ°Ķ§± ÓĻÕ“.
ĀĀĀ ┬ ņÕ“ŅõŅļŅŃĶ„Õ±ĻŅķ „Ó±“Ķ ÓßŅ“¹ ’ĶŌŅõ “± ÕĻŅņÕĒõ¾Õņ¹Õ ├╬čę¹
’Ņ ’ŅŌÕõÕĒĶ■ “Õ§ ĶļĶ ĶĒ¹§ Ķ±’¹“ÓĒĶķ, Ó “ÓĻµÕ ÓńÓßŅ“ÓĒĒ¹Õ Ō ų╩┴╠į1 ņÕ“ŅõĶĻĶ,
’Ņ “Õņ ŌĶõÓņ Ķ±’¹“ÓĒĶķ, ’Ņ ĻŅ“Ņ¹ņ Ņ“±¾“±“ŌŅŌÓļĶ ¾ĻŅŌŅõ ∙ĶÕ ņÓ“ÕĶÓļ¹. ═¹ĒÕ, Ō
²’Ņ§¾ ¹ĒŅ„Ē¹§ Ņ“ĒŅ°ÕĒĶķ, ¾ĻŅŌŅõ ∙ÕÕ ĒÓ„ÓļŅ Ō ’Ņņ¹°ļÕĒĒŅ±“Ķ ±Ņ ±“ŅŅĒ¹
ŃŅ±¾õÓ±“ŌÓ ±¾∙Õ±“ŌÕĒĒŅ ¾ņÕĒ³°ĶļŅ±³, ’Ņ²“Ņņ¾ ņĒŅŃĶÕ ’ÕµĒĶÕ Ķ ĒÕ ’ÕÕĶńõÓĒĒ¹Õ
├╬čę¹ ±“ÓļĶ ĒÕÕõĻŅ ±ÓņŅ„ĶĒĒŅ Ķ±Ļļ■„Ó“³± Ķń ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ .
╬ĒĶ ’ÕÕ±“ÓļĶ ĒÕ±“Ķ Ō ±ÕßÕ ńÓĻŅĒŅõÓ“Õļ³ĒŅ Ņß ńÓ“Õļ³ĒŅÕ ¾±ļŅŌĶÕ Ķ§ Ō¹’ŅļĒÕĒĶ , Ķ
Ķ±„ÕńļŅ ŌŅńĒĶĻĒŅŌÕĒĶÕ, Ō õÕ ±ļ¾„ÓÕŌ, ¾ŃŅļŅŌĒŅķ Ņ“ŌÕ“±“ŌÕĒĒŅ±“Ķ ńÓ Ķ§
ĒÕŌ¹’ŅļĒÕĒĶÕ, ĻÓĻ ²“Ņ ß¹ļŅ Ō ±ŅŌÕ“±ĻŅÕ ŌÕņ . ┬ņÕ±“Õ ± “Õņ, ŅĒĶ ĒĶ Ō ĻŅÕķ ņÕÕ ĒÕ
’Ņ“Õ ļĶ ±ŌŅÕŃŅ ņÕ“ŅõŅļŅŃĶ„Õ±ĻŅŃŅ ńĒÓ„ÕĒĶ Ķ õŅļµĒ¹ Ķ±’Ņļ³ńŅŌÓ“³± Ā Ō ’ÓĻ“Ķ„Õ±ĻŅķ ÓßŅ“Õ Ķ ’ŅĒ¹ĒÕ.
ĀĀ ┬ ńÓĻļ■„ÕĒĶÕ ĒÕŅߧŅõĶņŅ Ņ“ņÕ“Ķ“³ ±Ņ“¾õĒĶĻŅŌ “ŅŃõÓ°ĒÕŃŅ ų╩┴╠į1 Ķ
¾„ÕĒ¹§ ÓńļĶ„Ē¹§ ═╚╚, ÓßŅ“ÓŌ°Ķ§ Ō “Õ ŃŅõ¹ ’Ņ õÓĒĒŅķ “ÕņÓ“ĶĻÕ, ±ŅŌņÕ±“ĒŅ ±
ĻŅ“Ņ¹ņĶ ’ŅŌŅõĶļĶ±³ Ō±Õ Ņ±ĒŅŌĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ , Ķ ’Ņņ Ē¾“³ Ķ§ õŅß¹ņ ±ļŅŌŅņ,
’Ņ±ĻŅļ³Ļ¾ ’Ņ„“Ķ Ō±Õ ŅĒĶ ¾µÕ ¾°ļĶ Ō ņĶ ĶĒŅķ.
ĀĀĀĀ
ĀĀ ┬ ų╩┴╠į1. Ē¹ĒÕ ╩┴ ½čÓļ■“╗, ²“Ņ ß¹ļĶ:
ĀĀĀ ńÓņÕ±“Ķ“Õļ³ ŃÕĒÕÓļ³ĒŅŃŅ ĻŅĒ±“¾Ļ“ŅÓ ═ŅõÕļ³ņÓĒ ▀.┴. ĻÓĒõĶõÓ“¹
“Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ
ĀĀĀ ŽŅļ“ŅÓĒĶĒ ├.▀., ŪÓŃŅ±ĻĶĒ ├.└., ĻÓĒõĶõÓ“ §ĶņĶ„Õ±ĻĶ§ ĒÓ¾Ļ
čŅļŅŌ³ÕŌÓ ą.╚., ĶĒµÕĒÕ¹
ĀĀĀ ┬ŅĶĒŅŌ └.č., ╩Ķ°ĒÕŌ ╦.└., ╩ÕņÕ Ž.▀, ╩Ó±ĒĶĻŅŌÓ Ū.└., įÕ“Ķ±ŅŌ
╚.č., ╩Ņ“ĶĒÓ ┼.├.,
ĀĀ ╩■„ÕĒĻŅ ┼.┬. ╠ÓņÓ“ŅŌÓ └.į. įÕõ¾ĒĶĒÓ └.└., ąŅņÓĒŅŌ ┼.┬.,
└µÕĒĶĻŅŌ ╬.╚.,
ĀĀ
ŽĶĒĶņÓļĶ ÓĻ“ĶŌĒŅÕ ¾„Ó±“ĶÕ Ō
Ņß±¾µõÕĒĶĶ ’Ņ±“ÓĒŅŌŅ„Ē¹§ ŌŅ’Ņ±ŅŌ Ķ ’ŅŌÕõÕĒĶĶ ±ŅŌņÕ±“Ē¹§ Ķ ±ÓņŅ±“Ņ “Õļ³Ē¹§
Ķ±±ļÕõŅŌÓĒĶķ:
- Ō ┬╚└╠Ā õŅĻ“ŅÓ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ ┴Ó“ÓĻŅŌ ┬.Ž.,Ā ├¾ŌĶ„ ╦.▀.,
- Ō ═╚╚-25 ╠╬Ā õŅĻ“Ņ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ ┴Ó“ĻŅŌ └.└.,
- Ō ├╚ŽšĀĀ õŅĻ“ŅÓ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ └Ē“Ķ’ÕĒĻŅ ├.╦.,
čĶŌŅļŅõ±ĻŅķ ┼.└., ĶĒµÕĒÕ
ĀĀĀĀ ŽÓŌļŅŌ ═.┬.,
- Ō ═╚╚-88 (Ē¹ĒÕ ╬└╬
½╩Ņņ’ŅńĶ“╗) õŅĻ“Ņ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ ╩ŅĒÓõĶ ├.├., ĶĒµÕĒÕĀĀ
ĀĀĀĀ ╩¾ńĒÕ÷ŅŌ ├.├.,
- Ō └ĻÓõÕņĶĶ
§ĶņĶ„Õ±ĻŅķ ńÓ∙Ķ“¹ õŅĻ“Ņ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ čÕļĶĒ ╠.┼.,
- Ō ═╚╚-4 ╠╬ ĻÓĒõĶõÓ“¹
“Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ ╦Óń¾“ĻĶĒ ═.Ž., ąŅŃŅµĶĒ ┬.└.,Ā
- ĒÓ §Ķņ¶ÓĻÕ ╠├ėĀ Ē¹ĒÕ°ĒĶķĀ
õÕĻÓĒ §Ķņ¶ÓĻÓ ╠├ė ÓĻÓõÕņĶĻ ą└═ ┬.┬.╦¾ĒĶĒ, Ō “Ņ ŌÕņ Ā
ĀĀĀĀ ß¹Ō°Ķķ ĻÓĒõĶõÓ“Ņņ §ĶņĶ„Õ±ĻĶ§ ĒÓ¾Ļ, Ó “ÓĻµÕĀ ĻÓĒõĶõÓ“¹ §ĶņĶ„Õ±ĻĶ§ ĒÓ¾Ļ
ĀĀĀĀ č“Ó§ŅŌ ┴.┬., ┼ņÕļ³ ĒŅŌÓ, ╦¾ĒĶĒÓĀ └.
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąĀ ÓĀ
ńĀ õĀ ÕĀ ļĀĀĀĀĀ ’Ā
ÕĀĀ ĀĀ ŌĀĀ ¹ĀĀ ķĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ ┼ ę ╬ ╩ č ╚ ╩└ ų ╚ ▀
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓĻ ±Õõ±“ŌŅĀ ²ĻŅļŅŃĶ„Õ±ĻŅķ ±ŅŌņÕ±“ĶņŅ±“Ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņņ¹°ļÕĒĒ¹§ ĶńõÕļĶķ ± ŌĒÕ°ĒÕķ
±ÕõŅķ
├ļÓŌÓ 1.0ĀĀ ┬Ū└╚╠╬─┼╔čę┬╚┼ Žą╬╠█ž╦┼══█š ╚Ū─┼╦╚╔
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č ┬═┼ž═┼╔ĀĀ ╚Ā ┬═ėęą┼══┼╔ čą┼─╬╔
1.1.Ā č“¾Ļ“¾Ē¹ķ
±Ņ±“ÓŌ “Õ§ĒĶ„Õ±ĻŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ
ĀĀ ═ÓĻŅ’ļÕĒĒ¹ķ ņĒŅŃŅŌÕĻŅŌŅķ „ÕļŅŌÕ„Õ±ĻĶķ Ņ’¹“ ±Ņ±ÕõŅ“Ņ„ÕĒ Ō
’Ķ±³ņÕĒĒ¹§ Ķ±“Ņ’ĒĶĻÓ§ ĒÓ¾„ĒŅķ Ķ ±’Õ÷ĶÓļ³ĒŅķ ļĶ“ÕÓ“¾Õ, ’ŅĶńŌÕõÕĒĶ § ÓńļĶ„Ē¹§
ŌĶõŅŌ Ķ±Ļ¾±±“Ō Ķ Ō ĒÕņÓļŅņ „Ķ±ļÕ ±Ņ§ÓĒĶŌ°Ķ§± ņÓ“ÕĶÓļ³Ē¹§ Ņß·ÕĻ“Ó§, ±ŅńõÓĒĒ¹§
’Ņ°ļ¹ņĶ ’ŅĻŅļÕĒĶ ņĶ ļ■õÕķ. ┬±Õ ŅĒĶ ±Ņ±“Ņ “ Ķń ÓńļĶ„Ē¹§ ŌĶõŅŌ Ķ ¶Ņņ
ņÓ“ÕĶÓļŅŌ Ķ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ ’ÕõņÕ“ Ķ ±Ņ±“ÓŌ ņÓ“ÕĶÓļ³ĒŅķ Ļ¾ļ³“¾¹.
╠Ó“ÕĶÓļ¹ Ōļ ■“± “Õņ, ßÕń „ÕŃŅ ĒÕŌŅńņŅµĒŅ ±ŅńõÓ“³ ņÓ“ÕĶÓļ³Ē¹ķ Ņß·ÕĻ“ Ō
“Õ§ĒĶĻÕ, ’Ņņ¹°ļÕĒĒŅ±“Ķ, ±“ŅĶ“Õļ³±“ŌÕ Ķ õ¾ŃĶ§ ŌĶõÓ§ ’ÓĻ“Ķ„Õ±ĻŅķ õÕ “Õļ³ĒŅ±“Ķ
ļ■õÕķ. ┬ ±Ķļ¾ „ÕŃŅ Ķń¾„ÕĒĶ■ ņÓ“ÕĶÓļŅŌ Ō±ÕŃõÓ ’ĶõÓŌÓļŅ±³ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ,
ĒÓ„ĶĒÓ ± ŌÕ∙Õ±“ŌÓ ±Ņ±“ÓŌļ ■∙Ķ§ ±ŅßŅķ ņÓ“ÕĶÓļ³Ē¹ķ ņĶ. ŽŅ²“Ņņ¾
ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ Ōļ Õ“± ŅõĒŅķ Ķń ŌÓµĒÕķ°Ķ§ ĒÓ¾Ļ Ō ±Ķ±“ÕņÕ õ¾ŃĶ§ “Õ§ĒĶ„Õ±ĻĶ§
ĒÓ¾Ļ.
ĀĀ ╠Ó“ÕĶÓļŅŌÕõÕĒĶÕ Ķń¾„ÓÕ“ ņÓ“ÕĶÓļ¹, ĒÓ„ĶĒÓ Ņ“ Ķ§ ’ĶŅõĒŅŃŅ
±Ņ±“Ņ ĒĶ , ’ÕÕÓßŅ“ĻĶ õļ ’ÓĻ“Ķ„Õ±ĻŅŃŅ ’ĶņÕĒÕĒĶ Ķ ńÓĻÓĒ„ĶŌÓ Õń¾ļ³“Ó“ÓņĶ
“ÓĻŅŃŅ ’ĶņÕĒÕĒĶ . ┬ “Õ§ĒĶĻÕ ±ŅńõÓĒĶÕ ļ■ß¹§ ŌĶõŅŌ ĶńõÕļĶķ ĒÓ„ĶĒÓÕ“± ± Ō¹ßŅÓ
ņÓ“ÕĶÓļŅŌ, Ķń ĻŅ“Ņ¹§ ±ŅßĶÓ■“± ±ŅńõÓŌÓ“³ “Ņ ĶļĶ ĶĒŅÕ ĶńõÕļĶÕ õļ ÓńļĶ„Ē¹§
ŌĶõŅŌ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ . ╩ŅĒ±“¾Ļ“Ņ¹, ±ŅńõÓ■∙ĶÕ ĶńõÕļĶ , ’Ķ ²“Ņņ Ķ±’Ņļ³ń¾■“
ÓńļĶ„Ē¹Õ ±’ÓŌŅ„Ē¹Õ ņÓ“ÕĶÓļ¹ Ķ ÕĻŅņÕĒõÓ÷ĶĶ ±’Õ÷ĶÓļĶńĶŅŌÓĒĒ¹§ ĶĒ±“Ķ“¾“ŅŌ.
ĀĀĀ ═Õ Ō±ÕŃõÓ ĶņÕ■∙ĶÕ± ±ŌÕõÕĒĶ ’ŅńŌŅļ ■“ Ō¹ßÓ“³ ņÓ“ÕĶÓļ¹, Ō
’ŅļĒŅķ ņÕÕ ŅßÕ±’Õ„ĶŌÓ■∙ĶÕ “¾ßĶņŅÕ ĻÓ„Õ±“ŌŅ ’ŅÕĻ“Ķ¾ÕņŅŃŅ ĶńõÕļĶ . ┬ ²“Ķ§
±ļ¾„Ó § ĒÓ„ĶĒÓÕ“± ’ŅŌÕõÕĒĶÕ ±ŅŅ“ŌÕ“±“Ō¾■∙ÕŃŅ ĻŅņ’ļÕĻ±Ó ÓßŅ“ ’Ņ ’ĶõÓĒĶ■
ĒÕŅߧŅõĶņ¹§ ±ŌŅķ±“Ō “Õņ ĶļĶ ĶĒ¹ņ ņÓ“ÕĶÓļÓņ, Ó ĒÕÕõĻŅ Ķ ±ŅńõÓĒĶ■ ĒŅŌ¹§
ņÓ“ÕĶÓļŅŌ. ▌“Ķ Ķ±±ļÕõŅŌÓĒĶ ŌÕõ¾“± , ĻÓĻ ’ÓŌĶļŅ, Ō ±’Õ÷ĶÓļĶńĶŅŌÓĒĒ¹§
ĶĒ±“Ķ“¾“Ó§ Ķ ļÓßŅÓ“ŅĶ § Ķ ĒÕÕõĻŅ ŅĒĶ ŌÕõ¾“± ±ŅŌņÕ±“ĒŅ ± ĻŅĒ±“¾Ļ“ŅÓņĶ,
±ŅńõÓ■∙ĶņĶ ĶńõÕļĶ . ┼±ļĶ ±Ķ±“ÕņĒŅ ’Ņ±ļÕõĶ“³ ’¾“³ ±ŅńõÓĒĶ ņÓ“ÕĶÓļÓ Ķ ±’Ņ±ŅßŅŌ
ÕŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ , “Ņ ņŅµĒŅ Ō¹õÕļĶ“³ ±ļÕõ¾■∙ĶÕ ÕŃŅ ²“Ó’¹.
ĀĀ ┬ĒÓ„ÓļÕ Ķń¾„Ó■“ ±’Ņ±Ņß¹ ’ÕÕÓßŅ“ĻĶ ’ĶŅõĒŅŃŅ ņÓ“ÕĶÓļÓĀ Ō ±Ņ±“Ņ ĒĶÕ ’ĶŃŅõĒŅÕ õļ Ā ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ . ŪÓ“Õņ Ķń¾„Ó■“±
±ŌŅķ±“ŌÓ ’Ņļ¾„ÓÕņŅŃŅ ņÓ“ÕĶÓļÓ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ±’Ņ±ŅßÓ ÕŃŅ ’Ņļ¾„ÕĒĶĶ. ─ÓļÕÕ
Ķ±±ļÕõ¾Õ“± Ā ŌļĶ ĒĶÕ ĒÓ ±ŌŅķ±“ŌÓ
ņÓ“ÕĶÓļŅŌĀ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶÕņŅŌ
’ÕÕÓßŅ“ĻĶ ņÓ“ÕĶÓļŅŌ Ō ĻŅĒĻÕ“Ē¹Õ ĶńõÕļĶ Ķń ĒĶ§. ╚ņÕĒĒŅ ±ŌÕõÕĒĶ Ņ Ō±Õ§
ÓĒÕÕ ’ÕÕ„Ķ±ļÕĒĒ¹§ ±ŌŅķ±“ŌÓ§ ņÓ“ÕĶÓļŅŌ Ōļ ■“± Ķ±§ŅõĒŅķ ßÓńŅķ õļ ’ÕŌĶ„ĒŅŃŅ
Ō¹ßŅÓ ņÓ“ÕĶÓļÓ ĻŅĒ±“¾Ļ“ŅŅņ Ō ±ŅńõÓŌÓÕņŅķ Ķņ ĻŅĒ±“¾Ļ÷ĶĶ. č ²“ĶņĶ Ō¹ßÓĒĒ¹ņĶ
ņÓ“ÕĶÓļÓņĶ ’Ņ§ŅõĶ“ ’ÕŌŅĒÓ„Óļ³ĒÓ Ņ“ÓßŅ“ĻÓ ĻŅĒ±“¾Ļ÷ĶĶ ĒÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ
ĶńõÕļĶ . ŽŅ±ļÕ ²“ŅŃŅ, Ō ±ļ¾„ÓÕ ĒÕŅߧŅõĶņŅ±“Ķ ’Ķ ’Ņļ¾„ÕĒĶĶ Ņ“Ķ÷Ó“Õļ³Ē¹§ ĶļĶ
ĒÕ¾õŅŌļÕ“ŌŅĶ“Õļ³Ē¹§ Õń¾ļ³“Ó“ŅŌ, ’Ķ±“¾’Ó■“ Ļ Ķń¾„ÕĒĶ■ ’ŅŌÕõÕĒĶ ĻŅĒ±“¾Ļ÷ĶĶ Ō
ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ŌĶõÓ Ķ ĻÓ„Õ±“ŌÓ Ķ±’Ņļ³ńŅŌÓĒĒ¹§ ņÓ“ÕĶÓļŅŌ, Ó “ÓĻµÕ Ķń¾„Ó■“
ŌļĶ ĒĶÕ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶ
ĒÓ ’ŅŌÕõÕĒĶÕ ņÓ“ÕĶÓļŅŌ Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ Ķ ±ÓņŅŃŅ ĶńõÕļĶ Ō÷ÕļŅņ. ═ÕÕõĻŅ ²“Ķ
Ķ±±ļÕõŅŌÓĒĶ ’Õõ°Õ±“Ō¾■“ Ō¹ßŅ¾ ņÓ“ÕĶÓļŅŌ õŅ ĒÓ„ÓļÓ Ņ“ÓßŅ“ĻĶ ĶńõÕļĶ ĒÓ
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ.
ĀĀ ╚ń ’ŅŌÕõÕĒĒŅŃŅ ĻÓ“ĻŅŃŅ Ó±±ņŅ“ÕĒĶ ’Ņ“ÕĻÓĒĶ µĶńĒÕĒĒŅŃŅ
÷ĶĻļÓ ņÓ“ÕĶÓļÓ ŌĶõĒŅ, „“Ņ ļ■ßŅķ ņÓ“ÕĶÓļ ’Ņ§ŅõĶ“ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ õ ²“Ó’ŅŌ Ō
ÕŃŅ Ķ±±ļÕõŅŌÓĒĶĶ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓńĒ¹ņ ¾±ļŅŌĶ ņ ’ĶņÕĒÕĒĶ Ķ ’ŅŌŅõĶņ¹§
ÓńĒ¹ņĶ ±’Õ÷ĶÓļĶ±“ÓņĶ. ╚ń¾„ÕĒĶÕ ±’Ņ±ŅßŅŌ ’Ņļ¾„ÕĒĶ Ā ņÕ“ÓļļŅŌ ’ŅŌŅõ “ ņÕ“Óļļ¾ŃĶ, Ó ±’Ņ±Ņß¹ ’Ņļ¾„ÕĒĶ ’ŅļĶņÕŅŌ
’ŅŌŅõ “ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ §ĶņĶĻĶ ¢ “Õ§ĒŅļŅŃĶ. ╚ń¾„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō
ņÓ“ÕĶÓļŅŌ, ĻÓĻ ’ÓŌĶļŅ, ’ŅŌŅõ “ ’ŅĶńŌŅõ±“ŌÕĒĒ¹Õ “Õ§ĒŅļŅŃĶ. ╩ÓńÓļŅ±³ ß¹, „“Ņ
Ķń¾„ÕĒĶÕ ±ŌŅķ±“Ō ņÓ“ÕĶÓļŅŌ Ō ĻŅĒ±“¾Ļ÷Ķ § ĶńõÕļĶķ õŅļµĒ¹ ’ŅŌŅõĶ“³
ĻŅĒ±“¾Ļ“Ņ¹, ĒŅ ²“Ņ Ņ„ÕĒ³ ÕõĻŅ ß¹ŌÓÕ“ ĒÓ ’ÓĻ“ĶĻÕ, Ķ ²“Ķ Ķ±±ļÕõŅŌÓĒĶ
’ÕÕ’Ņ¾„Ó■“± ÓńÓßŅ“„ĶĻÓņ ņÓ“ÕĶÓļŅŌ ± ŅŃÓĒĶ„ÕĒĒ¹ņ ¾„Ó±“ĶÕņ ĻŅĒ±“¾Ļ“ŅŅŌ,
„“Ņ ĒÕ Ō±ÕŃõÓ ß¹ŌÓÕ“ Ņ’ÓŌõÓĒĒ¹ņ. ŽŅŌÕõÕĒĒ¹ķ ÓĒÓļĶń ±Ņ±“ÓŌÓ ņÓ“ÕĶÓļŅŌÕõÕĒĶ
ņŅµĒŅ ’ŅĶļļ■±“ĶŅŌÓ“³, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ’Ņņ¹°ļÕĒĒŅķ “Õ§ĒĶĻÕ, ĒĶµÕ ±ļÕõ¾■∙Õķ
ßļŅĻ ¢ ±§ÕņŅķ, ’Õõ±“ÓŌļÕĒĒŅķĀ Ō ŌĶõÕ
“ÓßļĶ÷¹ 1.1.1ę.
ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 1.1.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ └ ę ┼ ą ╚ └ ╦ ╬ ┬ ┼ ─ ┼ ═ ╚ ┼
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ ╚ ─ █
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ ╚ ─ █
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÕŅŃÓĒĶ„Õ±ĻŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ŃÓĒĶ„Õ±ĻŅÕ
![]()
![]()
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀą └ Ū ─ ┼ ╦ █

![]()
![]()
![]()
![]()
![]()
ĀĀ ŽĶĻļÓõĒŅÕĀĀĀĀĀĀĀĀĀ
ŽŅĶńŌŅõ±“-ĀĀĀĀĀĀ ęÕ§ĒŅļŅŃĶ-ĀĀĀĀĀĀĀ ╩ŅĒ±“¾Ļ“Ņ-ĀĀĀĀĀĀ ▌Ļ±’ļ¾Ó“Ó-Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌÕĒĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Õ±ĻŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “Ņ±ĻŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÷ŅĒĒŅÕ
ĀĀĀĀ č ÷Õļ³■ ßŅļÕÕ ’ÕõņÕ“ĒŅŃŅ Ó±±ņŅ“ÕĒĶ ±Ņ±“ÓŌÓ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ ÷ÕļÕ±ŅŅßÓńĒŅ Ō¹õÕļĶ“³ Ō ĒÕņĀ
Ō Ķ õ ¹Ā ĶĀ Ó ń õ Õ ļ ¹ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ĻÓĻ
²“Ņ ’Õõ±“ÓŌļÕĒŅ ĒÓ ±“¾Ļ“¾ĒŅķ ÕŃŅ ßļŅĻ-±§ÕņÕ.Ā ╚±§Ņõ Ķń ÓĒÕ ’ŅŌÕõÕĒĒŅŃŅ ĻÓ“ĻŅŃŅ Ó±±ņŅ“ÕĒĶ ±Ņ±“ÓŌÓ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ ĶĀ ’Õõ±“ÓŌļÕĒĒŅŃŅ ĒÓ
ÕŃŅ ßļŅĻ ¢ ±§ÕņÕ Ō “ÓßļĶ÷Õ 1.1.1. ņŅµĒŅ ±¶Ņņ¾ļĶŅŌÓ“³ Ņ±ĒŅŌĒ¹Õ ńÓõÓ„Ķ, ĻÓµõŅŃŅ
Ķń Ō¹õÕļÕĒĒ¹§ ÓńõÕļÓŌ ņÓ“ÕĶÓļŅŌÕõÕĒĶ .
ĀĀ ŽĶĻļÓõĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ¢ Ķń¾„ÓÕ“, ŌļĶ ĒĶÕ ±ŌŅķ±“Ō ŌÕ∙Õ±“Ō
ĒÓ ±ŌŅķ±“ŌÓ ’Ņļ¾„ÓÕņ¹§ Ķń ĒĶ§ ņÓ“ÕĶÓļŅŌ, Ņ±ĒŅŌ¹ŌÓ ±³ ĒÓ ’ĶĒ÷Ķ’Ó§ Ņ±ĒŅŌĒ¹§
’ŅļŅµÕĒĶķ ¶¾ĒõÓņÕĒ“Óļ³ĒŅķ ĒÓ¾ĻĶ Ņ ±“ŅÕĒĶÕ ŌÕ∙Õ±“ŌÓ,
ĀĀ ŽŅĶńŌŅõ±“ŌÕĒĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ¢ Ķń¾„ÓÕ“ ±’Ņ±Ņß¹
’Ņņ¹°ļÕĒĒŅŃŅ ’Ņļ¾„ÕĒĶ ņÓ“ÕĶÓļŅŌ Ķ ŌļĶ ĒĶÕ ²“Ķ§ ±’Ņ±ŅßŅŌ ĒÓ ±ŌŅķ±“ŌŅ ’Ņļ¾„ÓÕņŅŃŅ
ņÓ“ÕĶÓļÓ.
ĀĀ ęÕ§ĒŅļŅŃĶ„Õ±ĻŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ¢ Ķń¾„ÓÕ“ ±’Ņ±Ņß¹ ’Ņļ¾„ÕĒĶ
ĶńõÕļĶķ Ķń ņÓ“ÕĶÓļÓ Ķ ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ±’Ņ±ŅßŅŌ ĒÓ ±ŌŅķ±“ŌÓ ņÓ“ÕĶÓļÓ Ō
ĶńõÕļĶĶ.
ĀĀ ╩ŅĒ±“¾Ļ“Ņ±ĻŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ¢ Ķń¾„ÓÕ“ ’ŅŌÕõÕĒĶÕ
ņÓ“ÕĶÓļŅŌ Ķ Ķ§ ±Ņ„Õ“ÓĒĶ Ō ±Ņ±“ÓŌÕ ĻŅĒ±“¾Ļ÷ĶĶ Ķ ŌļĶ ĒĶÕ ±Ņ±“ÓŌÓ ņÓ“ÕĶÓļŅŌ ĒÓ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĻŅĒ±“¾Ļ÷ĶĶ.
Ā ▌Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ¢ Ķń¾„ÓÕ“ ’ŅŌÕõÕĒĶÕ
ņÓ“ÕĶÓļŅŌ Ķ ĻŅĒ±“¾Ļ÷ĶĶ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ŌĒ¾“ÕĒĒĶ§ Ķ
ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ.
Ā ═Ó±“Ņ ∙Ó ÓßŅ“Ó ’ÓĻ“Ķ„Õ±ĻĶ ’Ņ±Ō ∙ÕĒÓ ĻŅĒ±“¾Ļ“Ņ±ĻŅņ¾ Ķ
²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅņ¾ ņÓ“ÕĶÓļŅŌÕõÕĒĶ■ ĒÓ Ņ±ĒŅŌÕ ŅßŅß∙ÕĒĶ ’ŅŌÕõÕĒĒ¹§ ÓßŅ“ Ō ╩┴
½čÓļ■“╗ ’Ņ ŌŅ’Ņ±Óņ ŅßÕ±’Õ„ÕĒĶ ĒÕŅߧŅõĶņ¹§ õļĶ“Õļ³Ē¹§ ±ŅĻŅŌ ±ļ¾µß¹ ÓĻÕ“¹
ėą-100. ┬ ÓßŅ“Õ ß¾õÕ“ Ņ§ŌÓ„ÕĒ °ĶŅĻĶķ Ļ¾Ń Ó±±ņŅ“ÕĒĒ¹§ ŌŅ’Ņ±ŅŌ, ĻŅ“Ņ¹ķ
±Ņ±“ÓŌļ Õ“ ±Ņ±“ÓŌ ¾ĻÓńÓĒĒ¹§ ÓńõÕļŅŌ ņÓ“ÕĶÓļŅŌÕõÕĒĶ . ╬ßÕ±’Õ„ÕĒĶÕ
Ņ’“ĶņÓļ³ĒŅ±“Ķ Ķ±’Ņļ³ńŅŌÓĒĶ ņÓ“ÕĶÓļŅŌ Ō ĻŅĒ±“¾Ļ÷ĶĶ ĒÓ„ĶĒÓÕ“± ±Ā ±Ķ±“ÕņĒŅŃŅ ’Ņ§ŅõÓ Ļ ’ŅÕĻ“ĶŅŌÓĒĶ■ ±ÓņŅŃŅ
ĶńõÕļĶ . ═Õ±ņŅ“ ĒÓ “Ņ, „“Ņ õÓĒĒ¹Õ ÓßŅ“¹ ß¹ļĶ ’ŅŌÕõÕĒ¹ ßŅļÕÕ 40 ļÕ“ “Ņņ¾
ĒÓńÓõ, Ķ§ Õń¾ļ³“Ó“¹ ß¾õ¾“ ’Õõ±“ÓŌļ “³ Ņ’ÕõÕļÕĒĒ¹ķ ĶĒ“ÕÕ± Ķ ±Õķ„Ó±, ĻŅŃõÓ
’Ķ°¾“± ²“Ķ ±“ŅĻĶ.
ĀĀ ŪÓ Ķ±“ÕĻ°ĶÕ ŃŅõ¹ ’Ņ ŌĶļĶ±³ ņĒŅŃĶÕ õŅ±“ĶµÕĒĶ Ō ŅßļÓ±“Ķ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ , Ķ ŅĒŅ °ÓŃĒ¾ļŅ õÓļÕĻŅ Ō’ÕÕõ. ╩ ŅõĒĶņ Ķń “ÓĻĶ§ õŅ±“ĶµÕĒĶķ
ņŅµĒŅ Ņ“ĒÕ±“Ķ ’Ņ ŌļÕĒĶÕ, “ÓĻ ĒÓń¹ŌÓÕņ¹§Ā
½ĒÓĒŅ“Õ§ĒŅļŅŃĶķ╗. ═Õ±ņŅ“ ĒÓ “Ņ, „“Ņ ²“Ó “ÕņÓ“ĶĻÓ ĒÕ Ņ“ĒŅ±Ķ“± Ļ
Ņ±ĒŅŌĒŅņ¾ ±ŅõÕµÓĒĶ■ õÓĒĒŅķ ÓßŅ“¹, ±ļÕõ¾Õ“ ĒÕ±ĻŅļ³ĻŅ Ņ±“ÓĒŅŌĶ“³± ĒÓ ²“Ņņ
ŌŅ’Ņ±Õ, ± “Õņ, „“Ņß¹ õÓĒĒÓ ÓßŅ“Ó Ō Ņ’ÕõÕļÕĒĒŅķ ņÕÕ Ōļ ļÓ±³ ß¹ ±ŅńŌ¾„ĒŅķ
±ŅŌÕņÕĒĒŅņ¾ ŌÕņÕĒĶ. ▌“Ņ ÷ÕļÕ±ŅŅßÓńĒŅ ±õÕļÓ“³ Õ∙Õ Ķ ’Ņ“Ņņ¾, „“Ņ
½ĒÓĒŅ“Õ§ĒŅļŅŃĶĶ╗ Ō ’ÕŌ¾■ Ņ„ÕÕõ³ Ņ“ĒŅ± “± ’Ņ ±ŌŅÕķ ±¾“Ķ Ļ ņÓ“ÕĶÓļŅŌÕõÕĒĶ■, Ó
’Ņ“Ņņ ¾µÕ Ļ “Õ§ĒŅļŅŃĶĶ.
1.2.Ā ╬ ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ ŌÕ∙Õ±“ŌÓ Ķ
ĻŅņ’ŅńĶ÷ĶŅĒĒŅņ ņÓ“ÕĶÓļŅŌÕõÕĒĶĶ
Ā
ĀĀĀ ŪÓ ’Ņ±ļÕõĒĶÕ õÕ± “ĶļÕ“Ķ “ÕņĶĒ ½ĒÓĒŅ“Õ§ĒŅļŅŃĶĶ╗
’ĶŅßÕļ °ĶŅĻ¾■ ’Ņ’¾ļ ĒŅ±“³Ā Ķ
ŃŅ±¾õÓ±“ŌÕĒĒŅÕ ńŌ¾„ÓĒĶÕ. ═ÓĒŅ“Õ§ĒŅļŅŃĶ„Õ±ĻŅÕĀ
ĒÓ’ÓŌļÕĒĶÕ Ō ĒÓ¾ĻÕ Ķ “Õ§ĒĶĻÕ Ōļ Õ“± ĒŅŌ¹ņ Ķ ’ĶńĒÓĒŅ ŅõĒĶņ Ķń
’Õ±’ÕĻ“ĶŌĒ¹§ ĒÓ’ÓŌļÕĒĶķĀĀĀ
õÕ “Õļ³ĒŅ±“Ķ Ō ŅßļÓ±“Ķ ĒÓ¾„ĒŅ- “Õ§ĒĶ„Õ±ĻŅŃŅ ’ŅŃÕ±±Ó.
ĀĀ ┬
ĶĒ±“Ķ“¾“Õ ĶņÕĒĶ ╩¾„Ó“ŅŌÓ ŅßÓńŅŌÓĒ ĻŅŅõĶĒÓ÷ĶŅĒĒ¹ķ ÷ÕĒ“ ’Ņ ĒÓĒŅ“Õ§ĒŅļŅŃĶ ņ,
±ŅńõÓĒ¹Ā ±’Õ÷ĶÓļ³Ē¹Õ ¶Ķņ¹Ā ’Ņ ĒÓĒŅ“Ņ§ĒŅļŅŃĶ ņ Ō ŌĶõÕ ĻŅ’ŅÓ÷ĶĶ,
ĻŅĒ÷ÕĒÓ Ķ ÓŃÕĒ“±“ŌÓ, ÓńÓßŅ“ÓĒ¹ ÓńļĶ„Ē¹Õ ŌÕõŅņ±“ŌÕĒĒ¹Õ ’ŅŃÓņņ¹ ’Ņ
ĒÓĒŅ“Õ§ĒŅļŅŃĶ ņ. ├Ņ±¾õÓ±“ŌŅņ ’ļÓĒĶ¾Õ“± ĒÓ ²“Ķ ÷ÕļĶ Ō¹õÕļÕĒĶÕ ßŅļ³°Ķ§
¶ĶĒÓĒ±ŅŌ¹§ ±Õõ±“Ō. ė„ÕµõÕĒÓ ŃŅ±¾õÓ±“ŌÕĒĒÓ ½ąŅ±±Ķķ±ĻÓ ĻŅ’ŅÓ÷Ķ
ĒÓĒŅ“Õ§ĒŅļŅŃĶķ╗ ŌŅ ŃļÓŌÕ ± └.ū¾ßÓķ±Ņņ, ĻŅ“ŅÓ ß¾õÕ“ ’ŅŌŅõĶ“³ ĻŅņņÕ„Õ±Ļ¾■
õÕ “Õļ³ĒŅ±“³ Ō ²“Ņķ ŅßļÓ±“Ķ Ķ Ó±’ÕõÕļ “³ ŃŅ±¾õÓ±“ŌÕĒĒ¹Õ ±Õõ±“ŌÓ, Ō¹õÕļ Õņ¹Õ
ĒÓ ²“Ķ ÷ÕļĶ. ┬ õÕĻÓßÕ 2008 ŃŅõÓ ²“Ó ĻŅ’ŅÓ÷Ķ ’ŅŌÕļÓĀ ’ÕŌ¹ķ ņÕµõ¾ĒÓŅõĒ¹ķ ¶Ņ¾ņ ’Ņ
ĒÓĒŅ“Õ§ĒŅļŅŃĶ ņ ĒÓ ĻŅ“ŅŅņ ß¹ļŅ ’Õõ±“ÓŌļÕĒŅ 621 õŅĻļÓõ, ĻŅ“Ņ¹Õ Ō ±ŌŅÕķ ±¾ņņÕ
’ŅńŌŅļĶļĶ õŅ±“Ó“Ņ„ĒŅ ’ŅļĒŅ ’Õõ±“ÓŌĶ“³ ±ŅŌÕņÕĒĒŅÕ ±Ņ±“Ņ ĒĶÕ Ņ“Õ„Õ±“ŌÕĒĒŅŃŅ
ĒÓĒŅŌÕõÕĒĶ .
ĀĀ č“Ņļ³
’Ķ±“Óļ³ĒŅÕ ŌĒĶņÓĒĶÕ Ļ ’ŅßļÕņÕ ĒÓĒŅ„Ó±“Ķ÷ ŌŅńĒĶĻļŅ Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ’ÕŌ¹Õ µÕ
°ÓŃĶ Ō ’ÓĻ“Ķ„Õ±ĻŅņ Ķ±’Ņļ³ńŅŌÓĒĶĶ ’Ņļ¾„ÕĒĒ¹§ ĒÓ„Óļ³Ē¹§ õŅ±“ĶµÕĒĶķ ĒÓ¾ĻĶ Ō
ŅßļÓ±“Ķ ĒÓĒŅ±“¾Ļ“¾ õÓļĶ ±“Ņļ³ ’ŅÓńĶ“Õļ³ĒŅ Ō¹±ŅĻĶÕ Õń¾ļ³“Ó“¹, „“Ņ Ķ±’Ņļ³ńŅŌÓĒĶÕ
ŌÕ∙Õ±“ŌÓ Ō ÕŃŅ ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ ±Óń¾ µÕ Ņ’ÕõÕļĶļŅ±³ ĻÓĻ ½“Õ§ĒŅļŅŃĶ ╗.
ĀĀĀ ╚ń
Ķ±“ŅĶĶ “Õ§ĒĶ„Õ±ĻŅŃŅ ’ŅŃÕ±±Ó ĶńŌÕ±“ĒŅ, „“Ņ Ķ±’Ņļ³ńŅŌÓĒĶÕ ņĒŅŃĶ§
¶¾ĒõÓņÕĒ“Óļ³Ē¹§Ā Ņ“Ļ¹“Ķķ Ō ŅßļÓ±“Ķ
ĒÓ¾„Ē¹§ ńĒÓĒĶķ ĒÕÕõĻŅ ĶņÕļĶ ńĒÓ„Ķ“Õļ³Ē¹ķ ļÓŃ ŌŅ ŌÕņÕĒĶ ’Ņ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ■ Ō
’ÓĻ“Ķ„Õ±ĻŅķ õÕ “Õļ³ĒŅ±“Ķ. č Ņ“Ļ¹“ĶÕņĀĀ
ÓĒÕÕ ±¾∙Õ±“ŌŅŌÓŌ°Ķ§ ĒÓĒŅ„Ó±“Ķ÷ ’ŅĶńŅ°Õļ õŅŌŅļ³ĒŅ ÕõĻĶķ ±ļ¾„Óķ,
ĻŅŃõÓĀ ’ÓĻ“Ķ„Õ±ĻŅÕ Ķ±’Ņļ³ńŅŌÓĒĶÕ ĒŅŌ¹§
¶¾ĒõÓņÕĒ“Óļ³Ē¹§ ĒÓ¾„Ē¹§ ńĒÓĒĶķ Ņ „Õņ - “Ņ, ńĒÓ„Ķ“Õļ³ĒŅ ŅßŅŃĒÓļŅ Ō ÓńŌĶ“ĶĶ
ńĒÓĒĶķ Ņ ±ŌŅķ±“ŌÓ§ ±ÓņŅŃŅ ²“ŅŃŅ ĒŅŌŅŃŅ.Ā
ĀĀĀ
═ÓĒŅ„Ó±“Ķ÷¹ ĶņÕ■“ Ó“ŅņĒŅ-ņŅļÕĻ¾ļ ĒŅÕ ±“ŅÕĒĶÕ, ’ĶĒ÷Ķ’ĶÓļ³ĒŅ
Ņ“ļĶ„Ó■∙ÕÕ± Ņ“ ±“¾Ļ“¾¹ Ņß¹„ĒŅŃŅ ŌÕ∙Õ±“ŌÓ, ±Ņ±“Ņ ∙ÕŃŅĀ Ķń “ÓĻĶ§ µÕ §ĶņĶ„Õ±ĻĶ§ ²ļÕņÕĒ“ŅŌ.Ā ═ÓĒŅ±“¾Ļ“¾¹, Ņ’ÕõÕļ Õņ¹Õ, ĻÓĻ ĻļÓ±“Õ¹,
ĶņÕ■“ ŌŅ ņĒŅŃŅņ ±ŅŌÕ°ÕĒĒŅ ĶĒ¹Õ ±ŌŅķ±“ŌÓ ’Ņ ±ÓŌĒÕĒĶ■ ± õ¾ŃĶņĶ ±“¾Ļ“¾ÓņĶ,
ĶņÕ■∙ĶņĶ “ÓĻĶÕ µÕ Ó“Ņņ¹, ĒÓ§Ņõ ∙ĶņĶ± Ō ŌÕ∙Õ±“ŌÕ Ņß¹„ĒŅŃŅ ±“ŅÕĒĶ . ŽŅ ±ŌŅĶņ
ÓńņÕÓņ ²“Ķ „Ó±“Ķ÷¹ ŅĻÓńÓļĶ±³Ā Ō
ĒÓĒŅŅßļÓ±“Ķ, Ō ±Ķļ¾ „ÕŃŅ Ķ§ ±“ÓļĶ ĒÓń¹ŌÓ“³ ĒÓĒŅ„Ó±“Ķ÷ÓņĶ. ė±“ÓĒŅŌļÕĒŅ, „“Ņ
ĒÓĒŅ±ŌŅķ±“ŌÓ ’Ņ’ÓõÓ■“ ¾ „Ó±“Ķ÷ ± ÓńņÕĒŅ±“³■ ßŅļÕÕ 100 Ēņ. Ķ ŅĒĶ ĒÓ„ĶĒÓ■“
ŌÕ±“Ķ ±Õß ĻÓĻ Ņß¹„Ē¹Õ ŌÕ∙Õ±“ŌÓ ± ĶńŌÕ±“Ē¹ņĶ ĒÓņ ±ŌŅķ±“ŌÓņĶ. ┬±Õ ²“Ņ
±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ Ņ“Ļ¹“Ņ ’ĶĒ÷Ķ’ĶÓļ³ĒŅ ĒŅŌŅÕ ±“ŅÕĒĶÕ ŌÕ∙Õ±“ŌÓ ±
ĒŅŌ¹ņĶ ÕŃŅ ±ŌŅķ±“ŌÓņĶ.
ĀĀĀĀ ┬
ĒÓ±“Ņ ∙ÕÕ ŌÕņ ±ŅńõÓĒŅ ņĒŅµÕ±“ŌŅ ÓńĒŅŅßÓńĒ¹§ ņÓ“ÕĶÓļŅŌĀ ĒÓ Ņ±ĒŅŌÕ ĒÓĒŅ„Ó±“Ķ÷ ŅßļÓõÓ■∙Ķ§ ĒÕŅß¹„Ē¹ņĶ
±ŌŅķ±“ŌÓņĶ. ┬ņÕ±“Õ ± “Õņ, ĒÓ¾„Ē¹Õ Ņ±ĒŅŌ¹ “ÕŅĶĶ ═└═╬čęąė╩ęėą═╬├╬ čęą╬┼═╚▀
┬┼┘┼čę┬└ ĒÓ§Ņõ “± ’ŅĻÓ Õ∙Õ Ō ±“ÓõĶĶ ¶ŅņĶŅŌÓĒĶ .Ā ┼Õ ±Ķ±“ÕņÓ“ĶńĶŅŌÓĒĒ¹Õ ’ŅļŅµÕĒĶ ±ŅńõÓõ¾“ ßŅļÕÕ Ńļ¾ßŅĻĶÕ
“ÕŅÕ“Ķ„Õ±ĻĶÕ Ņ±ĒŅŌ¹ õļ Õ∙Õ ßŅļÕÕ °ĶŅĻŅŃŅ ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ ÕÕ
¶¾ĒõÓņÕĒ“Óļ³Ē¹§ ’ŅļŅµÕĒĶķ ’Ķ ±ŅńõÓĒĶĶ ĒŅŌ¹§ ņÓ“ÕĶÓļŅŌ. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ
¾ņÕ±“ÕĒ Ņß∙ÕĶńŌÕ±“Ē¹ķ Ó¶ŅĶńņ, ±Ņ±“Ņ ∙Ķķ Ō “Ņņ, „“Ņ ½ĒÕ“ ĒĶ„ÕŃŅ ’ÓĻ“Ķ„ĒÕÕ, „Õņ
§ŅŅ°Ó “ÕŅĶ ╗. ═Ņ ’ŅĻÓ ±ŅŅ“ĒŅ°ÕĒĶÕ ĒÕŅߧŅõĶņ¹§ ±Ķ±“ÕņÓ“ĶńĶŅŌÓĒĒ¹§ ĒÓ¾„Ē¹§
ńĒÓĒĶķ Ķ ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ Ō ŅßļÓ±“Ķ ½ĒÓĒŅ“Õ§ĒŅļŅŃĶķ╗ ŅßÓńĒŅ
§ÓÓĻ“ÕĶń¾Õ“± Ņß∙ÕĶńŌÕ±“Ē¹ņ Ó¶ŅĶńņŅņ - ½“ÕļÕŃÓ ’Ņ±“ÓŌļÕĒÓ Ō’ÕÕõĶ ļŅ°ÓõĶ╗.
ĀĀ ŽŅ„Õņ¾
Ō¹õŌĶŃÓÕ“± ¶Ņņ¾ļĶŅŌĻÓ Ņ ½ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ ŌÕ∙Õ±“ŌÓ╗Ā ?
Ā─ļ “ŅŃŅ,
„“Ņß¹ Ķń Ķ±§ŅõĒŅŃŅ ŌÕ∙Õ±“ŌÓ ±ŅńõÓ“³ ņÓ“ÕĶÓļ õļ ’ÓĻ“Ķ„Õ±ĻŅŃŅ ’ĶņÕĒÕĒĶ , Ō±Õ
Ķ±’Ņļ³ń¾Õņ¹Õ ŌÕ∙Õ±“ŌÓ Ō ŅßļÓ±“Ķ ’Ņļ¾„ÕĒĶ ļ■ß¹§ ņÓ“ÕĶÓļŅŌ, ŌĒÓ„ÓļÕ
’ÕÕŌŅõ “± , ĻÓĻ ’ÓŌĶļŅ, Ō µĶõĻŅÕ ±Ņ±“Ņ ĒĶÕ, Ó ’Ņ“Ņņ ¾µÕ Ķń ĒĶ§ ’¾“Õņ
Ņ“ŌÕµõÕĒĶ Ó±’ļÓŌÓ ’Ņļ¾„Ó■“ ņÓ“ÕĶÓļ Ō ņŅļÕĻ¾ļ ĒŅķ ±“¾Ļ“¾Õ ± Ņ’ÕõÕļÕĒĒ¹ņ
Ó±’ŅļŅµÕĒĶÕņ Ó“ŅņŅŌ Ō ņŅļÕĻ¾ļÕ. ┬Ā
ĻÓµõŅņ ŌĶõÕ ņÓ“ÕĶÓļÓ ¶ŅņĶ¾Õ“± ±ŌŅ ±“¾Ļ“¾Ó ņŅļÕĻ¾ļ, Ó ŌÕ∙Õ±“ŌŅ Ō
ĒĶ§ ĒÓ§ŅõĶ“± ļĶßŅ Ō ÓņŅ¶ĒŅņ, ļĶßŅ Ō ĻĶ±“ÓļļĶ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ.Ā ═ÕņÓļŅ ŌÕ∙Õ±“Ō Ķ±’Ņļ³ń¾Õ“± Ō ’ÓĻ“ĶĻÕ Ķ Ō
„Ķ±“Ņņ ŌĶõÕĀ ßÕń Ķ§ ŅßÓßŅ“ĻĶ Ķ
’ÕÕÓßŅ“ĻĶ Ō ņÓ“ÕĶÓļ¹.
ĀĀ ═Ó õ¾ ±
²“Ķņ Ō ’ÓĻ“ĶĻÕ °ĶŅĻŅ Ķ±’Ņļ³ń¾Õ“± “Õ§ĒŅļŅŃĶ ’Ņļ¾„ÕĒĶ ņÓ“ÕĶÓļŅŌ Ķń ŃÓńŅŌŅŃŅ
±Ņ±“Ņ ĒĶ ŌÕ∙Õ±“ŌÓ, ’Ņļ¾„ÓÕņŅŃŅ ņÕ“ŅõŅņ ÕŃŅ ĻŅĒõÕĒ±Ó÷ĶĶ Ķń ’ÓŅŌŅķ ¶Óń¹,
ĻŅ“ŅÓ ŅßÓńŅŌ¹ŌÓÕ“± Ķń ÕŃŅ Ó±’ļÓŌÓ. ▌“Ņ Ņß¹„ĒŅ “Õ§ĒŅļŅŃĶĶ ĒÓ’¹ļÕĒĶ ĻÓĻĶ§
ļĶßŅ ŌÕ∙Õ±“Ō ĒÓ ÓńļĶ„Ē¹Õ ņÓ“ÕĶÓļ¹ Ķ ’Ņļ¾„ÕĒĶÕ ĒĶ“ÕŌĶõĒ¹§ ĻĶ±“ÓļļŅŌ.
─ļĶ“Õļ³ĒŅÕ ŌÕņ ņÓļŅ ŅßÓ∙ÓļŅ±³ ŌĒĶņÓĒĶÕ ĒÓ Ó“ŅņĒ¾■ ±“¾Ļ“¾¾ ²“Ķ§ ņÓ“ÕĶÓļŅŌ.
└ ĻŅŃõÓ Ļ ĒĶņ ½’ĶŃļ õÕļĶ±³╗. “Ņ ŅĻÓńÓļŅ±³, „“Ņ Ō Ņ±ĒŅŌÕ Ķ§ ĒÓ§ŅõĶ“± Ā ĒŅŌ¹ķ ŌĶõ ŌÕ∙Õ±“ŌÓ, ĒÓńŌÓĒĒŅŃŅ
ĒÓĒŅ„Ó±“Ķ÷ÓņĶ, ±Ņ±“Ņ ∙ÕŃŅ Ķń Ō±Õ “Õ§ µÕ §ĶņĶ„Õ±ĻĶ§ ²ļÕņÕĒ“ŅŌ, ĒŅ ±
’ĶĒ÷Ķ’ĶÓļ³ĒŅ ĶĒ¹ņ ±“ŅÕĒĶÕņ ņŅļÕĻ¾ļ Ķ Ó±’ŅļŅµÕĒĶÕņ Ō ĒĶ§ Ó“ŅņŅŌ. ▌“Ņ, Ō ±ŌŅ■
Ņ„ÕÕõ³, ’ĶŌÕļŅ Ļ ĒÓļĶ„Ķ■ Ō ²“Ķ§ Ó“ŅņĒŅ-ņŅļÕĻ¾ļ Ē¹§ ±“¾Ļ“¾Ó§ Ķ
’ĶĒ÷Ķ’ĶÓļ³ĒŅ Ņ“ļĶ„Ē¹§ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§, ņÕ§ÓĒĶ„Õ±ĻĶ§, ²ļÕĻ“Ņ¶ĶńĶ„Õ±ĻĶ§ Ķ
ĶĒ¹§ ±ŌŅķ±“Ō ’Ņ ±ÓŌĒÕĒĶ■ ± “ÓĻĶņĶ µÕ Ó“ŅņĒŅ ņŅļÕĻ¾ļ Ē¹ņĶ ±“¾Ļ“¾ÓņĶ,
ĒÓ§Ņõ ∙ĶņĶ± ŌĀ ĶńŌÕ±“Ē¹§ ĻĶ±“ÓļļĶ„Õ±ĻĶ§
Ķ ÓņŅ¶Ē¹§ ¶ŅņÓ§.
ĀĀĀ čÕķ„Ó±
Ķń¾„Ó■“± ĶņÕ■∙ĶÕ± Ō Ó±’Ņ µÕĒĶĶ ¾„ÕĒ¹§ ņĒŅŃŅŅßÓńĒ¹Õ Ņ“ņÕ„ÓŌ°ĶÕ±
ĒÓĒŅ±“¾Ļ“¾¹, Ķ ¾µÕ ĒÓ„ÓļŅ ¶ŅņĶŅŌÓ“³± ņĒÕĒĶÕ Ņ ĒÕŅߧŅõĶņŅ±“Ķ ±Ņ±“ÓŌļÕĒĶ
±ŌŅÕķ ½“ÓßļĶ÷¹ ╠ÕĒõÕļÕÕŌÓ╗ õļ “ÓĻĶ§ ±“¾Ļ“¾ ŌÕ∙Õ±“ŌÓ. └, ŃļÓŌĒŅÕ, ’Õõ±“ŅĶ“
Ķń¾„Ķ“³ ’ĶŅõ¾ Ķ ńÓĻŅĒŅņÕĒŅ±“Ķ ¶ŅņĶŅŌÓĒĶ Ō ńÕņĒ¹§ ¾±ļŅŌĶ § ŌÕ∙Õ±“ŌÓ
ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ , ’Ņ±ĻŅļ³Ļ¾, ĻÓĻ ’Ķ°¾“ Ō ļĶ“ÕÓ“¾Õ, ĒÓĒŅ„Ó±“Ķ÷¹
ĒÓ§Ņõ “ Ķ Ō Õ±“Õ±“ŌÕĒĒ¹§ ’ĶŅõĒ¹§ ¾±ļŅŌĶ § Ō ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ńŅĒÓ§.
ĀĀ
čļÕõŅŌÓ“Õļ³ĒŅ, ĒÕŅߧŅõĶņŅ ŃŅŌŅĶ“³ Ō ’ÕŌ¾■ Ņ„ÕÕõ³ Ņ ±ŅńõÓĒĶĶ ÷ÕļŅ±“ĒŅķ
ĒÓ¾ĻĶ Ņ ŌĒŅŌ³ Ņ“Ļ¹“Ņķ ¶ŅņÕ ŌÕ∙Õ±“ŌÓ, ĻŅ“ŅÓ ŌĶ“± “ÕŅĶÕķ Ņ ÕŃŅ
ĒÓĒŅ±“¾Ļ“¾ĒŅņ ±“ŅÕĒĶĶ.Ā ╬ĒÓ ŌĶ“±
õÓļ³ĒÕķ°Ķņ ÓńŌĶ“ĶÕņ ±¾∙Õ±“Ō¾■∙Õķ “ÕŅĶĶ Ņ ŌÕ∙Õ±“ŌÕ, ĻŅ“Ņ¾■ “Õ’Õ³ ņŅµĒŅ
Ņ’ÕõÕļ “³, ĻÓĻ “ÕŅĶ■ ╠└╩ą╬čęąė╩ęėą═╬├╬ ±“ŅÕĒĶ ŌÕ∙Õ±“ŌÓ Ō Ņ“ļĶ„ĶÕ Ņ“ “ÕŅĶĶ
ÕŃŅ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ .
ĀĀ ╦■ßÓ
“ÕŅĶ Ņ ŌÕ∙Õ±“ŌÕ, Ō ĻŅĒÕ„ĒŅņ Ķ“ŅŃÕ, ’Õ±ļÕõ¾Õ“ ÷Õļ³ ’ĶŅßÕ“ÕĒĶ ńĒÓĒĶķ ĒÕ
“Ņļ³ĻŅ Ņ ĒÕņ ±ÓņŅņ Ķ ±’Ņ±ŅßÓ§ ÕŃŅ ’Ņļ¾„ÕĒĶ ĶļĶ ŅßÓńŅŌÓĒĶ Ō ’ĶŅõÕ
Õ±“Õ±“ŌÕĒĒ¹ņ ’¾“Õņ, ĒŅ Ķ ’ĶŅßÕ“ÕĒĶ ńĒÓĒĶķ õļ ’Ņļ¾„ÕĒĶ Ķń ĒÕŃŅ ĒÕŅߧŅõĶņŅŃŅ
ņÓ“ÕĶÓļÓ ± “Õß¾Õņ¹ņĶ ±ŌŅķ±“ŌÓņĶ õļ ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ . ▌“ĶņĶ
’ŅßļÕņÓņĶ ńÓĒĶņÓÕ“± ĒÓ¾ĻÓĀ Ņ
ņÓ“ÕĶÓļŅŌÕõÕĒĶĶ. ╬ß°ĶĒ¹ķ Ļ¾Ń ’Ņņ¹°ļÕĒĒ¹§ ĶĒ“ÕÕ±ŅŌ Ō¹ńŌÓļ Ļ µĶńĒĶ ÓńļĶ„Ē¹Õ
ŌĶõ¹ “Õ§ĒĶ„Õ±ĻŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , “ÓĻĶÕ ĻÓĻ, ĒÓ’ĶņÕ, ÕÓĻ“ŅĒŅÕ,
ÓŌĶÓ÷ĶŅĒĒŅÕ, ±“ŅĶ“Õļ³ĒŅÕ, “¾ßŅ’ŅŌŅõĒŅÕ Ķ “ÓĻ õÓļÕÕ. ═Ó õ¾ ± ²“Ķņ ±¾∙Õ±“Ō¾■“
Ķ õ¾ŃĶÕ ŌĶõ¹ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ĒÕ ±Ō ńÓĒĒ¹Õ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ ± “Õ§ĒĶ„Õ±ĻĶņ
ņÓ“ÕĶÓļŅŌÕõÕĒĶÕņ, “ÓĻĶÕ ĻÓĻ ņÕõĶ÷ĶĒ±ĻŅÕ ĶļĶ ßĶŅļŅŃĶ„Õ±ĻŅÕ.ĀĀĀĀ
ĀĀĀ ŽŅ ŌļÕĒĶÕ
ĒÓĒŅ“Õ§ĒŅļŅŃĶĶ Ņ’ÕõÕļĶļŅ ĒÓ„ÓļŅ ¶ŅņĶŅŌÓĒĶ Ā
Ķ Ō ĒÕķ ÓńļĶ„Ē¹§ ŌĶõŅŌ ĒÓĒŅņÓ“ÕĶÓļŅŌÕõÕĒĶ , Ó ±ļÕõŅŌÓ“Õļ³ĒŅ, Ķ “ÕŅĶĶ
ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ ŌÕ∙Õ±“ŌÓ ÓńļĶ„Ē¹§ ÕŃŅ ŌĶõŅŌ Ļ ĻŅ“Ņ¹ņ ņŅµĒŅ Ņ“ĒÕ±“Ķ,
ĒÓĒŅ¶ĶńĶĻŅ-§ĶņĶ„Õ±Ļ¾■, ĒÓĒŅņÕ§ÓĒĶ„Õ±Ļ¾■, ĒÓĒŅßĶŅļŅŃĶ„Õ±Ļ¾■ Ķ õ¾ŃĶÕ. ═Ó Ķ§
Ņ±ĒŅŌÕ ¶ŅņĶ¾■“± ÓńļĶ„Ē¹Õ ŌĶõ¹ ═└═╬╠└ę┼ą╚└╦╬┬┼─┼═╚▀ ’Ņ Ņ“Ó±ļ ņ
’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ ═└═╬┬┼┘┼čę┬└.ĀĀĀĀĀĀĀ
ĀĀ
╬“ņÕ„ÕĒĒ¹Õ, Ķ Ō±Õ õ¾ŃĶÕ ŌŅńņŅµĒ¹Õ ĒÓĒŅņÓ“ÕĶÓļŅŌÕõÕĒĶ , ’Ķ“Ó■“±
Ņ±ĒŅŌŅ’ŅļÓŃÓ■∙ĶņĶ ńĒÓĒĶ ņĶ, ’Ņļ¾„ÓÕņ¹ņĶ Ō ŅßļÓ±“Ķ Ņß∙Õķ “ÕŅĶĶ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ
±“ŅÕĒĶ ŌÕ∙Õ±“ŌÓ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ “Õ§ ±’Õ÷Ķ¶Ķ„Õ±ĻĶ§ Ņ±ŅßÕĒĒŅ±“Õķ ’ÓĻ“Ķ„Õ±ĻŅŃŅ
’ĶņÕĒÕĒĶ , ĻŅ“Ņ¹Õ ĶņÕ■“± ŌĀ ÓńļĶ„Ē¹§
ŅßļÓ±“ § Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ .
ĀĀ
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ĒÓĒŅ„Ó±“Ķ÷Óņ ±ļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’ŅĻÓ ŅĒĶ Ķ±’Ņļ³ń¾Õ“±
Ō ĻÓ„Õ±“ŌÕ õŅßÓŌŅĻ Ļ ņÓĻŅŌÕ∙Õ±“ŌÓņ, ŅßÓń¾ “Õņ ±Óņ¹ņ ĻŅņ’ŅńĶ÷ĶŅĒĒ¹Õ ņÓ“ÕĶÓļ¹
± ’ŅÓńĶ“Õļ³Ē¹ņĶ ±ŌŅķ±“ŌÓņĶ “ÓĻŅŃŅ ĻŅņ’ŅńĶ“Ó. č “Õņ, „“Ņ ß¹ õÓļ³ĒÕķ°ÕÕ ÓńŌĶ“ĶÕ
Ķ§ ’ŅĶ±§ŅõĶļŅ ßŅļÕÕ ±Ķ±“ÕņĒŅ, ’ÕõļÓŃÓÕ“± ŌŌÕ±“Ķ ±ļÕõ¾■∙¾■ Ķ§ ŃÓõÓ÷Ķ■.
ĀĀ ŽĶ
õŅßÓŌĻÕ ĒÓĒŅŌÕ∙Õ±“ŌÓ Ō ņÓĻŅņÓ“ÕĶÓļĀ Ō
’ÕõÕļÓ§ õŅ 6 % Ņ“ Ņ±ĒŅŌĒŅŃŅ ņÓĻŅ±“¾Ļ“¾ĒŅŃŅ ņÓ“ÕĶÓļÓ ²“Ņ“ ĒŅŌ¹ķ ņÓ“ÕĶÓļ
Ņ’ÕõÕļ “³, ĻÓĻ ĒÓĒŅļÕŃĶŅŌÓĒĒ¹ķ, ’Ņ ÓĒÓļŅŃĶĶ ± ņÕ“ÓļļĶ„Õ±ĻĶņĶ ņÓ“ÕĶÓļÓņĶ. ŽĶ
õŅßÓŌĻÓ§ Ņ“ 6 Ķ õŅ 70% Ņ’ÕõÕļ “³ ņÓ“ÕĶÓļ, ĻÓĻ ĒÓĒŅĻŅņ’ŅńĶ“, Ó ±Ō¹°Õ
70%, ĻÓĻ ĒÓĒŅņÓ“ÕĶÓļ.
ĀĀĀ ┬ŅńņŅµĒÓ
Ķ õ¾ŃÓ ŃÓõÓ÷Ķ , ĒŅ ļ■ßÓ ŃÓõÓ÷Ķ ’ŅńŌŅļĶ“ ßŅļÕÕ ±Ķ±“ÕņÓ“ĶńĶŅŌÓĒŅ ŅßŅß∙Ó“³
’Ņļ¾„ÓÕņ¹Õ Õń¾ļ³“Ó“¹ Ō Ķ±±ļÕõŅŌÓĒĶ §, Ó ĻŅĒ±“¾Ļ“ŅÓņ Ķ “Õ§ĒŅļŅŃÓņ ßŅļÕÕ „Õ“ĻŅ
Ņ’ÕõÕļ “³± Ō “Ņņ, ± ĻÓĻĶņ ŌĶõŅņ ĒÓĒŅ±“¾Ļ“¾ ’Ņ§ŅõĶ“± ĶņÕ“³ õÕļŅ, ’Ņ±ĻŅļ³Ļ¾
±ŌŅķ±“ŌÓ ¾ “ÓĻĶ§ ņÓ“ÕĶÓļŅŌ ß¾õ¾“ ±¾∙Õ±“ŌÕĒĒŅ ÓńļĶ„Ó“³± .
ĀĀ ŽŅ
Õń¾ļ³“Ó“Óņ ’ŅŌÕõÕĒĒŅŃŅ Ó±±ņŅ“ÕĒĶ ±Ņ±“Ņ ĒĶ ± ĒÓĒŅ±“¾Ļ“¾ÓņĶ Ķ
’ÕõļŅµÕĒĶÕņ ŌŌÕõÕĒĶ ’ŅĒ “Ķķ ņÓĻŅ±“¾Ļ“¾ĒŅŃŅ Ķ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ŌÕ∙Õ±“ŌÓ,
ßļŅĻ-±§Õņ¾ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ’Õõ±“ÓŌļÕĒĒ¾■ Ō ’Õõ¹õ¾∙Õņ ÓńõÕļÕ Ō ŌĶõÕ “ÓßļĶ÷¹
1.1.ę ņŅµĒŅ ’Õõ±“ÓŌĶ“³ Ō ŌĶõÕ “ÓßļĶ÷¹ 1.2.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 1.2.1ę.
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ └ ę ┼ ą ╚
└ ╦ ╬ ┬ ┼ ─ ┼ ═ ╚ ┼
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ į ė ═ ─ └ ╠ ┼ ═ ę└ ╦ ▄ ═ └ ▀ĀĀĀ
═ └ ė ╩ └
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀ ╠ÓĻŅ±“¾Ļ“¾ĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩Ņņ’ŅńĶ÷ĶŅĒĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÓĒŅ±“¾Ļ“¾ĒŅÕ
ĀĀĀĀĀĀĀĀĀĀ ╠ÓĻŅ±“¾Ļ“¾ĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩Ņņ’ŅńĶ÷ĶŅĒĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÓĒŅ±“¾Ļ“¾ĒŅÕ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÕŅŃÓĒĶ„Õ±ĻŅÕĀĀĀĀĀĀ ┬
╚ ─ █ĀĀĀĀĀ ╬ŃÓĒĶ„Õ±ĻŅÕ
![]()
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀą └ Ū ─ ┼ ╦ █

ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅĶńŌŅõ±“ĀĀĀĀĀĀĀĀĀ ŽĶĻļÓõĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀ
ęÕ§ĒŅļŅŃĶ-ĀĀĀĀĀĀĀĀĀĀĀĀ
╩ŅĒ±“¾Ļ“Ņ-ĀĀĀĀĀĀ ▌Ļ±’ļ¾Ó“Ó-
ĀĀĀĀĀĀĀĀĀĀ
ŌÕĒĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Õ±ĻŅÕĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ±ĻŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÷ĶŅĒĒŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’ĶŌÕõÕĒĒÓ ±§ÕņÓ“ĶńÓ÷Ķ
±“¾Ļ“¾¹ ņÓ“ÕĶÓļŅŌÕõÕĒĶ Ō÷ÕļŅņ ĒÕ ņŅµÕ“ Ōļ “³± ńÓĻŅĒ„ÕĒĒŅķ Ķ ŅĒÓ õŅļµĒÓ
ÓńŌĶŌÓ“³± õÓļ³°Õ ± “Õņ, „“Ņ ß¹ ĒÓĻŅ’ļÕĒĒ¹Õ Ņß°ĶĒÕķ°ĶÕ ±ŌÕõÕĒĶ Ō ²“Ņķ
ŅßļÓ±“Ķ ß¹ļĶ ß¹ ßŅļÕÕ ±Ķ±“ÕņĒŅ ŅßŅß∙ÕĒ¹ Ķ ±“ÓļĶĀ õŅ±“¾’Ē¹ņĶ Ķ ¾õŅßĒ¹ņĶ õļ Ķ±’Ņļ³ńŅŌÓĒĶ ĻŅĒ±“¾Ļ“ŅÓņĶ,
±ŅńõÓ■∙ĶņĶ ĶńõÕļĶ Ā Ķń ņĒŅµÕ±“ŌÓ
ÓńļĶ„Ē¹§ ņÓ“ÕĶÓļŅŌ.
ĀĀĀ ┬
ļĶ“ÕÓ“¾Õ ’Ņ ŌĶļĶ±³ ±ŅŅß∙ÕĒĶ Ņ ŌŅńņŅµĒŅ±“Ķ ±ŅńõÓĒĶ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§
ĻŅņ’ŅńĶ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ, ± ’ĶŌŅõĶņ¹ņĶ ’Ņ±“Ņ ¶ÓĒ“Ó±“Ķ„Õ±ĻĶņĶ ±ŌŅķ±“ŌÓņĶ, Ō
ĻŅ“Ņ¹§ Ō ĻÓ„Õ±“ŌÕ ĒÓ’ŅļĒĶ“Õļ Ķ±’Ņļ³ń¾■“± Ā
ĒÓĒŅŌŅļŅĻĒÓ, ’Ņļ¾„ÓÕņ¹ÕĀ Ķń
¾ŃļÕŅõĒ¹§ “¾ßŅĻ, Ō ±Ķļ¾ „ÕŃŅ, ŌĀ
ŅßļÓ±“Ķ ĻŅņ’ŅńĶ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ ±ļÕõ¾Õ“ ±õÕļÓ“³ õ ĒÕĻŅ“Ņ¹§
ńÓņÕ„ÓĒĶķ.
ĀĀ
╠ĶĻŅ°ļĶ¶ĶŅŌÓĒĶÕ Ņß¹„ĒŅŃŅ ¾ŃļÕ’ļÓ±“ĶĻÓ ± ĒÓ’ŅļĒĶ“ÕļÕņ Ķń ’Õ’ÕŃÓ
╦ėŽ-1, ¶Ņ“Ņ ĻŅ“ŅŅŃŅ ’ĶŌÕõÕĒŅ ĒÓ ąĶ±. 1.2.1ą, ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓ°Õ Ņß¹„ĒŅÕ
¾ŃļÕŌŅļŅĻĒŅ, ’Ņļ¾„ÓÕņŅÕ Ķń ’ÓĒŌŅļŅĻĒÓ ’¾“Õņ ÕŃŅ ’ĶŅļĶńÓ,Ā ĶņÕÕ“ õĶÓņÕ“ ĒÕ ’ÕŌ¹°Ó■∙Ķķ 10 Ēņ,
±ŌĶõÕ“Õļ³±“Ō¾■∙ÕÕ Ņ “Ņņ, „“Ņ ²“Ņ ¾ŃŅļ³ĒŅÕ ŌŅļŅĻĒŅ Ōļ Õ“± ĒÕ’Õ¹ŌĒ¹ņ „Ķ±“¹ņ
ĒÓĒŅŌŅļŅĻĒŅņ, Ō Ņ“ļĶ„ĶÕ Ņ“ ĒÓĒŅ“¾ßŅĻ, ĶņÕ■∙Ķ§ ŅŃÓĒĶ„ÕĒĒ¾■ õļĶĒ¾, ĒÕ
’ÕŌ¹°Ó■∙¾■ 100 Ēņ. ┬ ļĶ“ÕÓ“¾Õ ²“Ņ“ ¶ÓĻ“ ĒÕ Ņ“ņÕ„ÓÕ“± , Ó ŅĒ ±ŌĶõÕ“Õļ³±“Ō¾Õ“
Ņ “Ņņ, „“Ņ Ļ ’Ņļ¾„ÕĒĶ■ ¾ŃļÕŌŅļŅĻŅĒ ±ļÕõ¾Õ“ ’Ņõ§ŅõĶ“³ ± ’ŅńĶ÷Ķķ ĒÓĒŅ“Õ§ĒŅļŅŃĶķ Ķ
Ō ²“Ņņ ’Ņõ§ŅõÕ ’ŅĶ±ĻÓ“³ Ņ’“ĶņÓļ³Ē¹Õ ÕµĶņ¹ ’Ņļ¾„ÕĒĶ ¾ŃļÕŌŅļŅĻŅĒ ± ÷Õļ³■Ā ±¾∙Õ±“ŌÕĒĒŅŃŅ ’ŅŌ¹°ÕĒĶ ÕŃŅ ’Ņ„ĒŅ±“Ē¹§ ±ŌŅķ±“Ō
ńÓ ±„Õ“ Ņ’“ĶņĶńÓ÷ĶĶ ÕŃŅ ±“¾Ļ“¾¹ Ķ Ó±’ŅļŅµÕĒĶ ¾ŃļÕŅõÓ Ō ŌŅļŅĻĒÕ ±
Ķ±’Ņļ³ńŅŌÓĒĶÕņ ±ĻÓĒĶ¾■∙Õķ Ķ ĒÕķ“ŅĒĒŅķ ņĶĻŅ±ĻŅ’ĶĶ ’Ķ Ķń¾„ÕĒĶĶ ±“ŅÕĒĶ
ŌŅļŅĻĒÓ.
ĀĀ ╩ÓĻ
ĶńŌÕ±“ĒŅ, ĻŅņ’ŅńĶ÷ĶŅĒĒ¹Õ ņÓ“ÕĶÓļ¹ ±Ņ±“Ņ “ Ķń ÓńĒŅŅõĒ¹§ ņÓ“ÕĶÓļŅŌ Ķ ’Ņ ±ŌŅÕķ
’ĶŅõÕ ĶņÕ■“ õ ±’Õ÷Ķ¶Ķ„Õ±ĻĶ§ Ņ±ŅßÕĒĒŅ±“Õķ Ō ±ŌŅÕņ ’ĶņÕĒÕĒĶĶ. ╬±ĒŅŌĒ¹ņĶ
’ÕĶņ¾∙Õ±“ŌÓņĶ ĻŅĒ±“¾Ļ÷Ķķ Ķń ’ŅļĶņÕĒ¹§ ĻŅņ’ŅńĶ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ, Ķ Ō
„Ó±“ĒŅ±“Ķ Ķń ¾ŃļÕ’ļÓ±“ĶĻÓ, Ōļ ■“± Ķ§ ņÓļ¹ķ ŌÕ± Ķ ±¾∙Õ±“ŌÕĒĒŅ ņÕĒ³°Ó
“¾õŅÕņĻŅ±“³ Ķ§ ĶńŃŅ“ŅŌļÕĒĶ ’Ņ ±ÓŌĒÕĒĶ■ ± ĶńõÕļĶ ņĶ Ķń ņÕ“ÓļļÓ.Ā ─ÓĒĒŅÕ ĻÓ„Õ±“ŌŅ Ōļ Õ“± ŌÕ±³ņÓ ŌÓµĒ¹ņ õļ
ÓŌĶÓ÷ĶĶ Ķ ÓĻÕ“ĒŅ-ĻŅ±ņĶ„Õ±ĻŅķ “Õ§ĒĶĻĶ, ŃõÕ ŌÕõÕ“± ßŅļ³°Ó ÓßŅ“Ó ’Ņ ±ĒĶµÕĒĶ■
ņÓ±±¹ ²“Ņķ “Õ§ĒĶĻĶ.ĀĀĀĀĀĀĀĀ
ĀĀ ─¾ŃÓ
Ņ±ŅßÕĒĒŅ±“³ ’ĶņÕĒÕĒĶ ĻŅņ’ŅńĶ“ŅŌ ±Ņ±“ŅĶ“ Ō ’ĶĒ÷Ķ’ĶÓļ³ĒŅ ĶĒŅņ ’Ņõ§ŅõÕ Ō
’ŅÕĻ“ĶŅŌÓĒĶĶ ĶńõÕļĶķ Ķń ĒĶ§. ┬ Ņ“ļĶ„ĶÕ Ņ“ ĶńõÕļĶķ Ķń ņÕ“ÓļļĶ„Õ±ĻĶ§
ņÓ“ÕĶÓļŅŌ, ’Ķ±“¾’Ó Ļ ±ŅńõÓĒĶ■ ĶńõÕļĶ Ķń ĻŅņ’ŅńĶ“ŅŌ, ÕŃŅ ĻŅĒ±“¾ĶŅŌÓĒĶÕ
ĒÓ„ĶĒÓÕ“± ± ĻŅĒ±“¾ĶŅŌÓĒĶ ±ÓņŅŃŅ ņÓ“ÕĶÓļÓ, Ķń ĻŅ“ŅŅŃŅ ±Ņ±“ŅĶ“ ĶńõÕļĶÕ. ŽĶ
ĶńŃŅ“ŅŌļÕĒĶĶ ĶńõÕļĶ Ķń ĻŅņ’ŅńĶ“ÓĀ ņÓ“ÕĶÓļ
’Ņļ¾„ÓÕ“± ŅõĒŅŌÕņÕĒĒŅ ± ¶ŅņĶŅŌÓĒĶÕņ ±ÓņŅŃŅ ĶńõÕļĶ , ŌņÕ±“Õ ± “Õņ, ĻÓĻ
ĶńõÕļĶ Ķń ņÕ“ÓļļŅŌ ĶńŃŅ“ÓŌļĶŌÓ■“± Ķń ńÓÓĒÕÕ ĶńŃŅ“ŅŌļÕĒĒ¹§ ņÕ“ÓļļĶ„Õ±ĻĶ§
ņÓ“ÕĶÓļŅŌ Ķ õÕ“ÓļÕķ, Ō§Ņõ ∙Ķ§ Ō ±Ņ±“ÓŌ ĶńõÕļĶ Ō ŌĶõÕ ÓńļĶ„Ē¹§ ńÓÓĒÕÕ
ĶńŃŅ“ŅŌļÕĒĒ¹§ ńÓŃŅ“ŅŌŅĻ.
ĀĀĀ ┬ ±Ō ńĶ ±
²“Ķņ ĻŅĒ±“¾Ļ“ŅÓņ ĒÕŅߧŅõĶņŅ ŌļÓõÕ“³ õŌ¾ņ ŅßļÓ±“ ņĶ ńĒÓĒĶķ ¢ ņÕ“ŅõÓņĶ Ó±„Õ“Ó
Ķ ĻŅĒ±“¾ĶŅŌÓĒĶ ŌĒÓ„ÓļÕ ±ÓņŅŃŅ ņÓ“ÕĶÓļÓ, Ó ’Ņ“Ņņ ¾µÕ ĶńõÕļĶ Ķń ĒÕŃŅ. ▌“Ņ
ŌÕ±³ņÓ ±’Õ÷Ķ¶Ķ„Ē¹Õ Ķ õŅ±“Ó“Ņ„ĒŅ ÓńļĶ„Ē¹Õ ŅßļÓ±“Ķ ńĒÓĒĶķ, ŌÕ±³ņÓ “Õ±ĒŅ
±Ō ńÓĒĒ¹Õ Ķ ŌńÓĶņĒŅ õŅ’ŅļĒ ■∙ĶÕ õ¾Ń õ¾ŃÓ.
ĀĀ ŽĶ ĻŅĒ±“¾ĶŅŌÓĒĶĶ
ņÓ“ÕĶÓļÓ Ķ±’Ņļ³ń¾■“± ńĒÓĒĶ Ķń ŅßļÓ±“Ķ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ņÓ“Ķ÷¹,
ĒÓ’ŅļĒĶ“Õļ Ķ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶ . ŽĶ ĻŅĒ±“¾ĶŅŌÓĒĶĶ ĶńõÕļĶ Ķ±’Ņļ³ń¾■“±
ńĒÓĒĶ Ķń ŅßļÓ±“Ķ ’ŅŌÕõÕĒĶ ÓĒĶńŅ“Ņ’Ē¹§ ±“¾Ļ“¾. ŽŅ “Õņ Ķ õ¾ŃĶņ ĒÓĻŅ’ļÕĒŅ
ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ õÓĒĒ¹§, Ņ±ŅßÕĒĒŅ Ō ŅßļÓ±“Ķ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻŅŃŅ ŌńÓĶņŅõÕķ±“ŌĶ
±Ņ±“ÓŌļ ■∙Ķ§ ĻŅņ’ŅńĶ“Ó. ┼±ļĶ ’Ņ ÓĒĶńŅ“Ņ’Ē¹ņ ±Ķ±“ÕņÓņ ńĒÓĒĶ õŅ±“Ó“Ņ„ĒŅ
ŅßŅß∙ÕĒ¹ Ō ņÕ§ÓĒĶĻÕ “ŌÕõ¹§ “Õļ, “Ņ ńĒÓĒĶ Ņ ŌńÓĶņŅõÕķ±“ŌĶĶ ņÓ“Ķ÷¹ Ķ
ĒÓ’ŅļĒĶ“Õļ ÓńļĶ„Ē¹§ ŌĶõŅŌ, ’Ķ Ķ§ ŃŅņÓõĒŅņ ĻŅļĶ„Õ±“ŌÕ, ĒÕõŅ±“Ó“Ņ„ĒŅ
ŅßŅß∙ÕĒ¹, „“Ņ ńÓ“¾õĒ Õ“ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶÕ ĻŅĒ±“¾Ļ“ŅÓņĶ.
ĀĀĀ ╚±§Ņõ Ķń
²“ŅŃŅ, ’ÕõļÓŃÓÕ“± Ō ņÕ§ÓĒĶĻÕ ĻŅņ’ŅńĶ“ŅŌ Ō¹õÕļĶ“³Ā Ķ ±¶ŅņĶŅŌÓ“³ õŌÓ ÓńõÕļÓ ņÕ§ÓĒĶĻĶ ¢ ╠╚╩ą╬╠┼š└═╚╩ėĀ ╚Ā
╠└╩ą╬╠┼š└═╚╩ė. ŽÕŌÓ õŅļµĒÓ ±Ķ±“ÕņĒŅ õÓ“³ ’Ņõ§Ņõ¹, ņÕ“ŅõŅļŅŃĶ■ Ķ
’ÓĻ“Ķ„Õ±ĻĶÕ Ķ±§ŅõĒ¹Õ õÓĒĒ¹Õ õļ Ó±„Õ“Ó ±“¾Ļ“¾¹ Ķ ĻŅĒ±“¾Ļ÷ĶĶ ņÓ“ÕĶÓļŅŌ, ±
“Õņ, „“Ņß¹ ĶņÕ“³ ÓĒÓļĶ“Ķ„Õ±Ļ¾■ ßÓń¾ õļ Ņ’“ĶņĶńÓ÷ĶĶ ±Ņ„Õ“ÓĒĶ ņÓ“Ķ÷¹ Ķ
ĒÓ’ŅļĒĶ“Õļ , ’ÕµõÕ, „Õņ Ó±±„Ķ“¹ŌÓ“³ ±§Õņ¾ ÕŃŅ ÓņĶŅŌÓĒĶ . ┬“ŅÓ , ’Ņ
ĻŅĒ±“¾ĶŅŌÓĒĶ■ ĶńõÕļĶķ Ķń “ÓĻĶ§ ņÓ“ÕĶÓļŅŌ, ĻŅ“ŅÓ ’Ņ ±¾∙Õ±“Ō¾, Ō ßŅļ³°Ņņ
Ņß·ÕņÕ ¾µÕ ĶņÕÕ“± , õŅļµĒÓ õÓ“³ Ó÷ĶŅĒÓļ³Ē¾■ ±§Õņ¾ ÓņĶŅŌÓĒĶ ņÓ“ÕĶÓļÓ,
Ķ±§Ņõ Ķń ’ĶĒ “Ņķ ±§Õņ¹ ±ĶļŅŌŅķ ±§Õņ¹ ÕŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ Ō ĻŅĒĻÕ“ĒŅķ
ĻŅĒ±“¾Ļ÷ĶĶ.
ĀĀ
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ņĶĻŅņÕ§ÓĒĶĻÕ ņŅµĒŅ ’ÕõļŅµĶ“³ Õ°ÕĒĶÕ, Ō ĻÓ„Õ±“ŌÕ
’ÕŌŅŅ„ÕÕõĒŅķ ńÓõÓ„Ķ, Ņ’Ķ±ÓĒĶÕ, ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ņÓ“ÕņÓ“Ķ„Õ±ĻŅŃŅ Ó’’ÓÓ“Ó,
’ĶĒ÷Ķ’Ó ŌńÓĶņŅõÕķ±“ŌĶ ņÓ“Ķ÷¹ Ķ ĒÓ’ŅļĒĶ“Õļ , ±ŅŃļÓ±ĒŅ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻŅķ
ņŅõÕļĶ ņÕ§ÓĒĶĻĶ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶ , ’Õõ±“ÓŌļÕĒĒŅķ ĒÓ ąĶ±. 1.2.2ąĀ Ō õŌ¾§ ŌÓĶÓĒ“Ó§.. ąÕ°ÕĒĶÕ ÕÕ, ŌĒÓ„ÓļÕĀ Ō Ņß∙Õņ ŌĶõÕ, ’ŅńŌŅļĶ“ ±¶Ņņ¾ļĶŅŌÓ“³ ńÓõÓ„¾
§ĶņĶĻÓņ ’Ņ Ņ’ÕõÕļÕĒĶ■ Ņß·ÕņÓ ĒÕŅߧŅõĶņ¹§ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ņÓ“Ķ÷¹ Ķ
ĒÓ’ŅļĒĶ“Õļ , Ó “ÓĻµÕ ±Ō ńÕķ ’Ņ ŃÓĒĶ÷Õ Ķ§ ÓńõÕļÓ, ± “Õņ, „“Ņß¹ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ
²“Ķ§ ŌÕļĶ„ĶĒ, ņŅµĒŅ ß¹ļŅ ß¹ ’ŅŌŅõĶ“³ ĶĒµÕĒÕĒ¹Õ Ó±„Õ“¹ ’Ņ ĻŅĒ±“¾ĶŅŌÓĒĶ■
ĻŅņ’ŅńĶ÷ĶŅĒĒŅŃŅ ņĒŅŃŅ±ļŅķĒŅŃŅ ÓĒĶńŅ“Ņ’ĒŅŃŅ ņÓ“ÕĶÓļÓ.
Ā ┬ ŌÓĶÓĒ“Õ
1 ĒÓŃ¾µÓÕ“± ŅõĒŅ ŌŅļŅĻĒŅ ±ĶļŅķ ąŌĒ.1 Ķ Ņ’ÕõÕļ ■“± ¾±ĶļĶ Ri1
Ō ±ņÕµĒ¹§ ŌŅļŅĻĒÓ§, ŌŅńĒĶĻÓ■∙Ķ§ ’Ķ Ķ§ ±ŅŌņÕ±“ĒŅķ ÓßŅ“Õ, Ó “ÓĻµÕ ¾±ĶļĶ Ri2
Ō ±ļŅÕ ½┴╗ , Ó±’ŅļÓŃÓ■∙ÕŃŅ± ’Ņõ ¾ŃļŅņ θ Ļ ±ļŅ■ ½└╗. ┬ ŌÓĶÓĒ“Õ 2
ĒÓŃ¾µÓ■“± Ō±Õ ŌŅļŅĻĒÓ ÓŌĒŅņÕĒŅ ĻÓµõŅÕ ±ĶļŅķ ąŌĒ.2 Ķ Ņ’ÕõÕļ ■“±
¾±ĶļĶ Ri2 Ō ±ļŅÕ ½┴╗.
Ā
ŽÕÕÓ±’ÕõÕļÕĒĶÕ ¾±ĶļĶķ ąŌĒ.1 Ķ Ri2 ņÕµõ¾ ŌŅļŅĻĒÓņĶ Ķ ±ļŅ ņĶ
’ŅĶ±§ŅõĶ“ ńÓ ±„Õ“ ¾’¾ŃŅ ĒÓ’ µÕĒĒŅŃŅ ±Ņ±“Ņ ĒĶ ņÓ“Ķ÷¹ ņÕµõ¾ ŌŅļŅĻĒÓņĶ Ķ
±ļŅ ņĶ, ŌŅńĒĶĻÓ■∙ÕŃŅ ńÓ ±„Õ“ ¾±ĶļĶķ, õÕķ±“Ō¾■∙Ķ§ ĒÓ ŃÓĒĶ÷Ó§ ÓńõÕļÓ ¶Óń, ņÕµõ¾
ĒÓ’ŅļĒĶ“ÕļÕņ Ķ ņÓ“Ķ÷Õķ, ŌÕļĶ„ĶĒÓ Ķ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻÓ ’ĶŅõÓĀ ĻŅ“Ņ¹§Ā
’ŅõļÕµÓ“ Ņ’ÕõÕļÕĒĶ■.
ĀĀ
ŽÕÕÓ±’ÕõÕļÕĒĶÕ ¾±ĶļĶķ ņÕµõ¾ ŌŅļŅĻĒÓņĶ Ō ±ļŅÕ ’ŅĶ±§ŅõĶ“ Ō ńŅĒÕ ½č╗,
ÓĀ ņÕµõ¾ ±ļŅ ņĶ ’ŅĶ±§ŅõĶ“ Ō ńŅĒÕ ½─╗,
’ŅĻÓńÓĒĒ¹§ Ō ±Õ„ÕĒĶĶ ½Ó-Ó╗ ĒÓ ąĶ±. 1.2.2ą, ńÓ ±„Õ“ ŌŅńĒĶĻĒŅŌÕĒĶ ĒŅņÓļ³Ē¹§
ĒÓ’ µÕĒĶķĀ σĀ Ķ ±õŌĶŃÓ■∙Ķ§ ¾±ĶļĶķĀ τ, ĻŅ“Ņ¹Õ ņŅŃ¾“ ß¹“³ ’Ņ ŌÕļĶ„ĶĒÕ
ÓńĒ¹ņĶ ņÕµõ¾ ŌŅļŅĻĒÓņĶ Ō ±ļŅÕ Ķ ņÕµõ¾ ±ļŅ ņĶ. ═Ó ÓßŅ“¾ ņÓ“Ķ÷¹ Ō ²“Ķ§ ńŅĒÓ§
ß¾õ¾“ ĶņÕ“³ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ŃÕŅņÕ“Ķ„Õ±ĻĶÕ ÓńņÕ¹Ā tĀ Ķ h, ’ŅĻÓńÓĒĒ¹Õ Ō ±Õ„ÕĒĶĶ ½Ó-Ó╗. ŽÓÓņÕ“Ā hĀ Ņ’ÕõÕļ Õ“ “Ņļ∙ĶĒ¾ ±ļŅ ņÓ“Ķ÷¹ ņÕµõ¾ ±ļŅ ņĶ ’Õ’ÕŃÓ Ķ
±¾∙Õ±“ŌÕĒĒŅ ńÓŌĶ±Ķ“ Ņ“ ±’Ņ±ŅßÓ ¶ŅņŅŌÓĒĶ ņÓ“ÕĶÓļÓ6 ŌÓĻ¾¾ņĒŅŃŅ, ÓŌ“ŅĻļÓŌĒŅŃŅ
ĶļĶ ’Õ±±ŅŌŅŃŅ. ūÕņ Ō¹°Õ ß¾õÕ“ ¾±ĶļĶÕ ’ĶµĶņÓ ±ļŅÕŌ ’Ķ ¶ŅņŅŌÓĒĶĶ, “Õņ “ŅĒ³°Õ
ß¾õÕ“ ²“Ņ“ ±ļŅķ. čÕķ„Ó± ²“Ņ ¾±ĶļĶÕ ’ŅõßĶÓÕ“± ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ ’¾“Õņ.
ŽÕõļÓŃÓÕņÓ Ļ ÓńÓßŅ“ĻÕ ņÕ“ŅõĶĻÓ Ó±„Õ“Ó õÓ±“ ÓĒÓļĶ“Ķ„Õ±ĻĶķ ĶĒ±“¾ņÕĒ“ õļ
Ņ’ÕõÕļÕĒĶ ĒÕ “Ņļ³ĻŅ Ņ’“ĶņÓļ³ĒŅķ ±“¾Ļ“¾¹ ņÓ“ÕĶÓļÓ, ĒŅ Ķ Ņ’“ĶņÓļ³ĒŅŃŅ ÕµĶņÓ
ÕŃŅ ¶ŅņŅŌÓĒĶ .
1.3.Ā ╠ĒŅŃŅ¶ÓĻ“ŅĒ¹ķ ’Ņõ§Ņõ Ō ±Ķ±“ÕņĒŅņ
’ŅÕĻ“ĶŅŌÓĒĶĶĀ Ķ Ņ“ÓßŅ“ĻÕ ĶńõÕļĶķ, ĻÓĻ
Ņ±ĒŅŌÓ ĻŅĒ±“¾Ļ“Ņ±ĻŅŃŅ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ .
Ā ╠Ó°ĶĒŅ±“ŅĶ“Õļ³ĒÓ ±¶ÕÓ Ōļ Õ“± Ņ±ĒŅŌĒ¹ņ ńŌÕĒŅņ ĒÓŅõĒŅŃŅ
§Ņń ķ±“ŌÓ, ŅßÕ±’Õ„ĶŌÓ■∙Ó ÕŃŅ µĶńĒÕõÕ “Õļ³ĒŅ±“³. ėŅŌÕĒ³ ÓńŌĶ“Ķ ²“Ņķ ±¶Õ¹
§ÓÓĻ“ÕĶń¾Õ“ ¾ŅŌÕĒ³ Ķ ±Ņ±“Ņ ĒĶÕ Ō÷ÕļŅņ Ō±Õķ ²ĻŅĒŅņĶĻĶ ±ŅŌÕņÕĒĒŅŃŅ
ĶĒõ¾±“ĶÓļ³ĒŅ ÓńŌĶ“ŅŃŅ ŃŅ±¾õÓ±“ŌÓ.
ĀĀ ╬ßŅß∙ÕĒĒŅķ §ÓÓĻ“ÕĶ±“ĶĻŅķ ĻÓ„Õ±“ŌÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ
ņÓ°ĶĒŅ±“ŅÕĒĶ Ōļ ■“± “Õ ĶńõÕļĶ , ĻŅ“Ņ¹Õ ŅĒŅ Ō¹’¾±ĻÓÕ“. ėŅŌÕĒ³
’Ņ“ÕßĶ“Õļ³±ĻŅŃŅ ĻÓ„Õ±“ŌÓ Ō¹’¾±ĻÓÕņ¹§ ĶńõÕļĶķ Ō±Õ÷ÕļŅ Ņ’ÕõÕļ Õ“ ²¶¶ÕĻ“ĶŌĒŅ±“³
Ķ±’Ņļ³ńŅŌÓĒĶ ±Õõ±“Ō, Ķõ¾∙Ķ§ ĒÓ Ķ§ ĶńŃŅ“ŅŌļÕĒĶÕ, Ó “ÓĻµÕ Ķ§ ŅĻ¾’ÓÕņŅ±“³. ▌“Ņ ±“ÓļŅ
Ņ±ŅßÕĒĒŅ Ņ„ÕŌĶõĒ¹ņ, ĻŅŃõÓ ĒÓ±“¾’ĶļÓ ¹ĒŅ„ĒÓ ĻŅĒĻ¾ÕĒ“ĒÓ ±Ņ±“ ńÓ“Õļ³ĒŅ±“³
Ō¹’¾±ĻÓÕņŅķ ’Ņõ¾Ļ÷ĶĶ, ĻŅŃõÓ ÕÕ ’Ņ“ÕßĶ“Õļ³±ĻŅÕ ĻÓ„Õ±“ŌŅ ±“ÓļŅ Õ°Ó■∙Ķņ.
Ā ŽŅ“ÕßĶ“Õļ³±ĻŅÕ ĻÓ„Õ±“ŌŅ ĶńõÕļĶ ĀĀ Ō ’ÕŌ¾■ Ņ„ÕÕõ³ ńÓĻļÓõ¹ŌÓÕ“± ĒÓ ±“ÓõĶĶ ÕŃŅ ’ŅÕĻ“ĶŅŌÓĒĶ Ķ
ÓńÓßŅ“ĻĶ Ķ ŅßÕ±’Õ„ĶŌÓÕ“± Ō±ÕŅß·Õņļ■∙Ķņ ĻŅņ’ļÕĻ±Ņņ Ķ±’¹“ÓĒĶķ ĶńõÕļĶķ ’ÕÕõ
ńÓ’¾±ĻŅņ Ķ§ Ō ’ŅĶńŌŅõ±“ŌŅ. ┬ ±Ķļ¾ ²“ŅŃŅ,Ā
õÓĒĒ¹ņ ’Ņ÷Õ±±Óņ ¾õÕļ Õ“± ’Ķ±“Óļ³ĒŅÕ ŌĒĶņÓĒĶÕ ’Ķ ±ŅńõÓĒĶĶ ĶńõÕļĶķ Ķ Ļ
ĻÓ„Õ±“Ō¾ Ņ±¾∙Õ±“ŌļÕĒĶ ²“Ķ§ ’Ņ÷Õ±±ŅŌĀĀ
’Õõ· Ōļ Õ“± ’ŅŌ¹°ÕĒĒ¹Õ “ÕßŅŌÓĒĶ . ╚ņÕĒĒŅ ĒÓ ²“Ņķ ±“ÓõĶĶ ńÓĻļÓõ¹ŌÓÕ“±
Ņ±ĒŅŌĒŅÕ ’Ņ“ÕßĶ“Õļ³±ĻŅÕ ĻÓ„Õ±“ŌŅ ĶńõÕļĶķ, ± ĻŅ“Ņ¹ņĶ ŅĒĶ Ō¹±“¾’ÓÕ“ ĒÓ
’Ņ“ÕßĶ“Õļ³±ĻŅņ ¹ĒĻÕ. ═Õ ņÕĒ³°ÕÕ ńĒÓ„ÕĒĶÕ ĶņÕÕ“ Ķ
ĻÓ„Õ±“ŌŅ ĶńŃŅ“ŅŌļÕĒĶ ÓńÓßŅ“ÓĒĒŅŃŅ ĶńõÕļĶ . ╬ßÕ±’Õ„ÕĒĶÕ ĻÓ„Õ±“ŌÓ
ĶńŃŅ“ŅŌļÕĒĶ Ā Ņ“ÓßŅ“ÓĒĒŅŃŅ ĶńõÕļĶ
’Õõ±“ÓŌļ Õ“ ±ŅßŅķ Ņ“õÕļ³Ē¾■ ±’Õ÷ĶÓļ³Ē¾■ “Õņ¾, Ķ ŅĒÓ Ō¹§ŅõĶ“ ńÓ ÓņĻĶ ĒÓ±“Ņ ∙Õķ
ÓßŅ“¹.
ĀĀ ŽŅŌ¹±Ķ“³ ĻÓ„Õ±“ŌŅ ’ŅÕĻ“ĶŅŌÓĒĶ Ķ Ņ“ÓßŅ“ĻĶ ĶńõÕļĶķ ņŅµĒŅ ß¾õÕ“
’Ķ Ķ±’Ņļ³ńŅŌÓĒĶĶ Ō ĒĶ§ ±Ķ±“ÕņĒŅŃŅ ’Ņõ§ŅõÓ, Ō ĻŅ“ŅŅņ ŌļÕĒĶ Ó±±ņÓ“ĶŌÓ■“±
ĻŅņ’ļÕĻ±ĒŅ Ō ±“Ó“Ķ„Õ±ĻŅņ Ķ õĶĒÓņĶ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ. ┬ ±“Ó“Ķ„Õ±ĻŅņ
±Ņ±“Ņ ĒĶĶ Ó±±ņÓ“ĶŌÓÕ“± Ķ Ķń¾„ÓÕ“± ŌĒ¾“ÕĒĒ ±“¾Ļ“¾Ó ĶńõÕļĶ , Ó Ō
õĶĒÓņĶ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ Ó±±ņÓ“ĶŌÓÕ“± Ķ Ķń¾„ÓÕ“± ÕŃŅ ’ŅŌÕõÕĒĶÕ Ō ’Ņ÷Õ±±Õ
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ .
ĀĀ č“¾Ļ“¾Ó Ķ §ÓÓĻ“Õ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ ĶńõÕļĶķ Ó±±ņÓ“ĶŌÓ■“± Ķ
Ķń¾„Ó■“± ’Ķ ±ŅŌņÕ±“ĒŅņ ŌŅńõÕķ±“ŌĶĶ ĒÓ ĶńõÕļĶÕ ÕŃŅ ŌĒ¾“ÕĒĒÕķ Ķ ŌĒÕ°ĒÕķ
±Õõ¹ ’Ķ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶĶ Ķ
ŌńÓĶņŅńÓŌĶ±ĶņŅ±“Ķ.
Ā ┬ ’Ņ÷Õ±±Õ Ķń¾„ÕĒĶ õĶĒÓņĶ„Õ±ĻŅŃŅ ±Ņ±“Ņ ĒĶ ’Ņņ¹°ļÕĒĒ¹§ ĶńõÕļĶķ
±ļÕõ¾Õ“ Ō¹õÕļĶ“³ Ņ±ĒŅŌĒ¹Õ ¶ÓĻ“Ņ¹, ŌŅ ŌńÓĶņŅõÕķ±“ŌĶĶ ĻŅ“Ņ¹§ ĶńõÕļĶÕ ß¾õÕ“
ŅßÓńŅŌ¹ŌÓ“³ ÕõĶĒ¾■ ĻŅņ’ļÕĻ±Ē¾■ ±Ķ±“Õņ¾. ąÓ±±ņÓ“ĶŌÓ ĶńõÕļĶÕ Ō ±Ķ±“ÕņÕ ²“Ķ§
¶ÓĻ“ŅŅŌ, ņŅµĒŅ ß¾õÕ“ ’Ķ ’ŅÕĻ“ĶŅŌÓĒĶĶ ±ŅńõÓ“³ ĶńõÕļĶÕ ± ĒÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņ
’Ņ“ÕßĶ“Õļ³±ĻŅņ ĻÓ„Õ±“ŌŅņ. ╩ ²“Ķņ ¶ÓĻ“ŅÓņĀ
ĒÕŅߧŅõĶņŅ Ņ“ĒÕ±“Ķ ±ļÕõ¾■∙ĶÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ ĶńõÕļĶÕ -Ā
ŌĒÕ°Ē Ā ±ÕõÓ╗,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ ĶńõÕļĶÕ -Ā
ŌĒÕ°ĒÕÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ╗,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ ĶńõÕļĶÕ -Ā
ŌĒ¾“ÕĒĒÕÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ╗,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ ĶńõÕļĶÕ ¢ ŌÕņ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ╗,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ ĶńõÕļĶÕ ¢ ±“ŅĶņŅ±“³╗.
Ā ╩Óµõ¹ķ Ķń Ō¹õÕļÕĒĒ¹§ ¶ÓĻ“ŅŅŌ ņŅµĒŅ Ņ’ÕõÕļĶ“³, ĻÓĻ ±ŌŅ■ ±Ķ±“Õņ¾.
ŽĶņÕĒĶ“Õļ³ĒŅ ĻĀ ĻÓµõŅķ Ķń ĒĶ§ ĒÓ ±“ÓõĶĶ
’ŅÕĻ“ĶŅŌÓĒĶ Ķ ÓńÓßŅ“ĻĶ ĶńõÕļĶ õŅļµĒ¹ ß¹“³ Ņ±¾∙Õ±“ŌļÕĒ¹ ĒÕŅߧŅõĶņ¹Õ
ņÕŅ’Ķ “Ķ , ŅßÕ±’Õ„ĶŌÓ■∙ĶÕ ĶńõÕļĶ■ Ō¹±°ÕÕ ’Ņ“ÕßĶ“Õļ³±ĻŅÕ ĻÓ„Õ±“ŌŅ ’Ķ
ĻŅņ’ļÕĻ±ĒŅņ ÕŃŅ Ó±±ņŅ“ÕĒĶĶ ŌŅ Ō±Õ§ ±Ķ±“ÕņÓ§, ŅßÓńŅŌ¹ŌÓÕņ¹§ ĶńõÕļĶÕņ.
Ā ęÓĻŅķ ±Ķ±“ÕņĒ¹ķ ’Ņõ§Ņõ Ō ’ŅÕĻ“ĶŅŌÓĒĶĶ Ķ Ņ“ÓßŅ“ĻÕ ĶńõÕļĶķ ņŅµĒŅ
Ņ’ÕõÕļĶ“³, ĻÓĻ
ņ Ē Ņ Ń Ņ ¶ Ó Ļ “ Ņ Ē ¹ ķĀĀĀĀĀ ’ Ņ õ § Ņ õ, Ōļ ■∙Ķķ± ĀĀĒÓĶßŅļÕÕ ’ŅŃÕ±±ĶŌĒ¹ņ, ’ŅńŌŅļ ■∙Ķķ Ó±±ņŅ“Õ“³ ĶńõÕļĶÕ
ĻŅņ’ļÕĻ±ĒŅ ’Ķ Ō±Õņ ÕŃŅ ±ļŅµĒŅņĀ
ŌĒ¾“ÕĒĒÕņ Ķ ŌĒÕ°ĒÕņ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶĶ ŌŅ ŌńÓĶņŅńÓŌĶ±ĶņŅ±“Ķ ± ŅĻ¾µÓ■∙Õķ
±ÕõŅķ.
Ā ┬¹õÕļÕĒĒ¹Õ ±Ķ±“Õņ¹ ĶņÕ■“ ±ŌŅ■ ±’Õ÷Ķ¶ĶĻ¾ Ō §ÓÓĻ“ÕÕ Ķ ņÕ“ŅõÓ§
Õ°ÕĒĶ ńÓõÓ„, ĒŅ ŌņÕ±“Õ ± “Õņ ŅĒĶ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ ÕõĶĒ±“ŌŅ ŌĒ¾“ÕĒĒÕŃŅ
±ŅõÕµÓĒĶ ĶńõÕļĶ ’Ķ Ó±±ņŅ“ÕĒĶĶ ÕŃŅ Ō ŃļÓŌĒŅķ ±Ķ±“ÕņÕ ½ĶńõÕļĶÕ ¢
’Ņ“ÕßĶ“Õļ³±ĻŅÕ ĻÓ„Õ±“ŌŅ╗. ╚ņÕĒĒŅ Ó±±ņŅ“ÕĒĶÕ ĶńõÕļĶ ĒÓ ±“ÓõĶĶ ’ŅÕĻ“ĶŅŌÓĒĶ
ŌŅ ŌńÓĶņŅõÕķ±“ŌĶĶ Ō¹õÕļÕĒĒ¹§ ±Ķ±“Õņ ’ŅńŌŅļĶ“ ’Ņļ¾„Ķ“³ ĒÓĶßŅļÕÕ Ō¹±ŅĻŅÕ ĻÓ„Õ±“ŌŅ
ĶńõÕļĶ .
ĀĀ ąÓ±±ņŅ“Ķņ Ņ±ĒŅŌĒ¹Õ „Õ“¹ ĻÓµõŅķ Ķń Ō¹õÕļÕĒĒ¹§Ā ±Ķ±“Õņ.
ĀĀ Ā┬
±Ķ±“ÕņÕ ½ ĶńõÕļĶÕ ¢ ŌĒÕ°Ē ±ÕõÓ╗ Ņ’ÕõÕļ Õ“± ±Ņ±“ÓŌ Ķ ’ÓÓņÕ“¹
ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ķ ¾±ļŅŌĶ Ķ§ ŌŅńõÕķ±“ŌĶ Ķ ŌļĶ ĒĶ ĒÓ
’Ņ÷Õ±± ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ ĶńõÕļĶķ. ╚±§Ņõ Ķń ²“ŅŃŅ, Ō¹ßĶÓ■“± “Õ ĶļĶ ĶĒ¹Õ
’ŅÕĻ“Ē¹Õ Ķ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ ’ÓÓņÕ“¹ ĶńõÕļĶ , ÓŃÕŃÓ“ŅŌ Ķ ±Ķ±“Õņ, Ó “ÓĻµÕ
ĒÓņÕ„ÓÕ“± Ņß·Õņ Ķ§ Ņ“ÓßŅ“ĻĶ ĒÓ ŌĒÕ°ĒÕÕ ŌŅńõÕķ±“ŌĶÕ. ╩Ķ“ÕĶÕņ ±“ŅķĻŅ±“ĶĀ Ļ ŌĒÕ°ĒĶņ ŌŅńõÕķ±“ŌĶ ņ Ōļ Õ“± ĻÓ„Õ±“ŌŅ
ŌĒ¾“ÕĒĒÕŃŅ Ķ ŌĒÕ°ĒÕŃŅ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ ĶńõÕļĶ Ķ ÕŃŅ ÓŃÕŃÓ“ŅŌ, Ņ’ÕõÕļ Õņ¹§
’Ķ Ó±±ņŅ“ÕĒĶĶ ÕŃŅ Ō ’Ņ±ļÕõ¾■∙Ķ§ ±Ķ±“ÕņÓ§.
ĀĀĀ ┬ ±Ķ±“ÕņÕ ½ĶńõÕļĶÕ ¢ ŌĒÕ°ĒÕÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ╗
Ó±±ņÓ“ĶŌÓÕ“± ĻÓ„Õ±“ŌŅĀ Ō¹’ŅļĒÕĒĶ
ŌĒÕ°ĒĶ§ ¶¾ĒĻ÷ĶŅĒÓļ³Ē¹§ Ņ’ÕÓ÷Ķķ, Ķ Ķ§ ŌļĶ ĒĶÕ ĒÓ ĻŅĒ±“¾Ļ÷Ķ■ ĶńõÕļĶ . ┬ õÓĒĒŅķ
±Ķ±“ÕņÕ Ņ’ÕõÕļ Õ“± ŅßļĶĻ ĶńõÕļĶ , Ō¹ßĶÓÕ“± “Ķ’ ÓßŅ„ÕŃŅ ŅŃÓĒÓ Ķ
²ĒÕŃÕ“Ķ„Õ±ĻŅķ ¾±“ÓĒŅŌĻĶ, ĻŅ’¾±Ó Ķ ’ÕÕ§ŅõĒ¹§ ±Ķ±“Õņ, Ó “ÓĻµÕ ŅŃÓĒŅŌ ±Ķ±“Õņ¹
¾’ÓŌļÕĒĶ . ╬’ÕõÕļ Õ“± Ķ§ Ņ’“ĶņÓļ³ĒŅÕ ±Ņ„Õ“ÓĒĶÕ Ķ±§Ņõ Ķń ŅßÕ±’Õ„ÕĒĶ
ņÓĻ±ĶņÓļ³ĒŅķ ²¶¶ÕĻ“ĶŌĒŅ±“Ķ ĶńõÕļĶ . ęÕŅĶ Ķ ’ÓĻ“ĶĻÓ ’ŅÕĻ“ĶŅŌÓĒĶ ĶńõÕļĶķ
ŌÕ±³ņÓ ÓńļĶ„ĒÓ Ķ ±’Õ÷Ķ¶Ķ„ĒÓ õļ ĻÓµõŅŃŅ ŌĶõÓ “Õ§ĒĶĻĶ, ĒŅ Ņß∙Ķņ õļ Ō±Õ§ Ķ§
Ōļ Õ“± ĶņÕĒĒŅ ±ŅŌņÕ±“ĒŅÕ Ó±±ņŅ“ÕĒĶÕ ĶńõÕļĶķ Ō ¾ĻÓńÓĒĒ¹§ ’ “Ķ ±Ķ±“ÕņÓ§.
Ā ┬ ±Ķ±“ÕņÕ ½ ĶńõÕļĶÕ ¢ ŌĒ¾“ÕĒĒÕÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ╗
Ó±±ņÓ“ĶŌÓÕ“± ĒÕŅߧŅõĶņ¹ķ ĒÓßŅ Ķ §ÓÓĻ“ÕĶ±“ĶĻĶ ÓńļĶ„Ē¹§ ²ļÕņÕĒ“ŅŌ Ķ ±Ķ±“Õņ
ĶńõÕļĶ , Ķ Ķ§ ŌńÓĶņĒŅÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕĀ
’Ķ Ō¹’ŅļĒÕĒĶĶ ĶńõÕļĶÕņ Ņ’ÕõÕļÕĒĒ¹§ ŌĒÕ°ĒĶ§ Ņ’ÕÓ÷Ķķ, õļ Ō¹’ŅļĒÕĒĶ
ĻŅ“Ņ¹§ ±Ņß±“ŌÕĒĒŅ Ķ ±ŅńõÓÕ“± ĶńõÕļĶÕ. ═ÓĀ
²“Ņķ ±“ÓõĶĶ ńÓĻļÓõ¹ŌÓ■“± Ō ĻŅĒ±“¾Ļ÷Ķ■ ĒÕŅߧŅõĶņ¹Õ “Õ§ĒĶ„Õ±ĻĶÕ Õ°ÕĒĶ ,
Ó “ÓĻµÕ ĻŅĒĻÕ“ĶńĶ¾■“± Ņß·Õņ¹ Ņ“ÓßŅ“ĻĶ ÕÕ ²ļÕņÕĒ“ŅŌ Ķ ĶńõÕļĶ Ō ÷ÕļŅņ.
Ā ┬ ±Ķ±“ÕņÕ ½ĶńõÕļĶÕ ¢ ŌÕņ ╗ Ó±±ņÓ“ĶŌÓÕ“±
ŌļĶ ĒĶÕ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ĻÓ„Õ±“ŌŅ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ , ’Ķ
ĻŅ“ŅŅņ Õ°ÓÕ“± ńÓõÓ„Ó ŅßÕ±’Õ„ÕĒĶ ĒÕŅߧŅõĶņŅķ õŅļŃŅŌÕ„ĒŅ±“Ķ Ķ ±ŅĻÓ ±ļ¾µß¹
ĶńõÕļĶ . ŽŅĶ±§Ņõ ∙ĶÕ ĶńņÕĒÕĒĶ Ā Ō
ÓŃÕŃÓ“Ó§ Ķ ±Ķ±“ÕņÓ§ ĶńõÕļĶ ’Ņ“ÕĻÓ■“ ŌŅ ŌÕņÕĒĶĀ ’Ņõ ŌŅńõÕķ±“ŌĶÕņĀ
ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅÓ§ Ķ §ÓÓĻ“ÕĶń¾■“± ņĒŅµÕ±“ŌŅņ ÓńļĶ„Ē¹§
¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ, “ÓĻĶ§ ĻÓĻ ¾±“ÓļŅ±“³, ’Ņļń¾„Õ±“³,
õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³,Ā “ÕĒĶÕ, ±“ÓÕĒĶÕ,
õĶ¶¶¾ńĶ Ķ õ õ¾ŃĶ§. ŪÓ ’Ņ±ļÕõĒÕÕ ŌÕņ Ļ ĒĶņ õŅßÓŌĶļĶ±³ “ÓĻĶÕ ’Ņ÷Õ±±¹, ĻÓĻ ĻÓ’Ķļļ ĒÓ
ĻŅĒõÕĒ±Ó÷Ķ ’ÓŅŌ µĶõĻŅ±“Õķ Ō ĻĶ±“ÓļļĶ„Õ±ĻŅķ Õ°Õ“ĻÕ ņÕ“ÓļļŅŌ, õļĶ“Õļ³ĒÓ
ŃÕņÕ“Ķ„ĒŅ±“³ ņÓ“ÕĶÓļŅŌ Ķ ÕņĻŅ±“Õķ, Óõ±Ņß÷Ķ , ŃÓńŅŌ¹õÕļÕĒĶÕ Ķ õ¾ŃĶÕ. ╩Óµõ¹ķ
Ķń ²“Ķ§ ’Ņ÷Õ±±ŅŌ Ōļ Õ“± ’ÕõņÕ“Ņņ Ķń¾„ÕĒĶ ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ÓńõÕļŅŌ ĒÓ¾ĻĶ.
╚§ ņÕ“Ņõ¹ Ķ ’ĶÕņ¹Ā õŅļµĒ¹ Ō ±ŌŅÕķ
±ŅŌŅĻ¾’ĒŅ±“Ķ Ķ±’Ņļ³ńŅŌÓ“³± Ķ Ó±±ņÓ“ĶŌÓ“³± ’Ķ ±ŅńõÓĒĶĶ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķ, „“Ņ ĒÕ Ō±ÕŃõÓ õÕļÓÕ“± Ō õŅļµĒŅņ Ņß·ÕņÕ Ķń ńÓ „ÕŃŅ ĒÕÕõĻŅ ±“ÓõÓÕ“
ĻÓ„Õ±“ŌŅ ±ŅńõÓŌÓÕņŅŃŅ ĶńõÕļĶ .
ĀĀ ┬ ±Ķ±“ÕņÕ ½ĶńõÕļĶÕ ¢ ±“ŅĶņŅ±“³╗Ā Ó±±ņÓ“ĶŌÓÕ“± ±“ŅĶņŅ±“³ ńÓ“Ó“ ĒÓ
±ŅńõÓĒĶÕĀ Ķ ²Ļ±’ļ¾Ó“Ó÷Ķ■ ĶńõÕļĶ Ķ
±ŅĶńņÕ Õ“± ²“Ó ±“ŅĶņŅ±“³ ±Ņ ±“ŅĶņŅ±“³■ ’ŅĶńŌŅõĶņŅŃŅ ’ŅļÕńĒŅŃŅ ²¶¶ÕĻ“Ó ’Ķ
Ķ±’Ņļ³ńŅŌÓĒĶĶ õÓĒĒŅŃŅ ĶńõÕļĶ . ▌“Ó ńÓõÓ„Ó ±“ÓĒŅŌĶ“± Ņ’ÕõÕļ ■∙Õķ ’Ķ Ō¹§ŅõÕ
ĶńõÕļĶ ĒÓ ¹ĒŅĻ, ’Ņ±ĻŅļ³Ļ¾ ŅĒÓ ŌŅ ņĒŅŃŅņ Ņ’ÕõÕļ Õ“ ĻŅĒĻ¾ÕĒ“Ņ±’Ņ±ŅßĒŅ±“³
ĶńõÕļĶ ’Ķ ÓŌĒŅņ ÕŃŅ ĻÓ„Õ±“ŌÕ ± õ¾ŃĶņĶ ŅõĒŅ“Ķ’Ē¹ņĶ ĶńõÕļĶ ņĶ.
1.4.Ā čŌŅķ±“ŌÓ ŌŅńõÕķ±“Ō¾■∙Ķ§
¶ÓĻ“ŅŅŌ ŌĒ¾“ÕĒĒÕķ Ķ ŌĒÕ°ĒÕķ ±Õõ¹ ĒÓ ĶńõÕļĶÕ.
Ā
ĀĀ ┬ĒÕ°ĒÕķ ±ÕõŅķ õļ ĶńõÕļĶ
Ōļ Õ“± ŅßļÓ±“³, Ō ĻŅ“ŅŅķ ’Ņ§ŅõĶ“ ²Ļ±’ļ¾Ó“Ó÷Ķ ĶńõÕļĶ . ╩ ņÓĻŅŅßļÓ±“ ņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ņŅµĒŅ Ņ“ĒÕ±“Ķ ĻŅ±ņŅ±, ŌŅńõ¾§, ņŅ , ńÓĻ¹“¹Õ ŌŅõŅÕņ¹ Ķ ÕĻĶ,
’ŅŌÕ§ĒŅ±“³ ±¾°Ķ, Ń¾Ē“, ’ŅõńÕņĒ¹ÕĀ
±Õõ¹. ╩ÓµõÓ Ķń ņÓĻŅŅßļÓ±“Õķ ĶņÕÕ“ ņĒŅµÕ±“ŌŅ ±ŌŅĶ§ ŅßļÓ±“Õķ, ĻÓµõÓ Ķń
ĻŅ“Ņ¹§ ĶņÕÕ“ ±ŌŅĶ §ÓÓĻ“ÕĶ±“Ķ„Õ±ĻĶÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ’ÓÓņÕ“¹, Ņ’ÕõÕļ ■∙ĶÕ
Ķ§ ±Õõ¾. ŽĶŅõÓ Ķ §ÓÓĻ“Õ ²“Ķ§ ’ÓÓņÕ“ŅŌ ß¾õ¾“ Ņ’ÕõÕļ “³ Ņß·Õņ¹ Ķ ŌĶõ¹
ŌńÓĶņŅõÕķ±“ŌĶ ĶńõÕļĶ ±Ņ ±ÕõŅķĀ Ō
õÓĒĒŅķ ŅßļÓ±“Ķ.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅķ ņÓĻŅŅßļÓ±“Ķ, Ó ĒÕÕõĻŅ ’ĶņÕĒĶ“Õļ³ĒŅ Ķ Ļ
Ņ“õÕļ³Ē¹ņ ŅßļÓ±“ ņ Ō ĒĶ§, ±ŅńõÓ■“± ±ŌŅĶ ŌĶõ¹ ÓńĒŅŅßÓńĒŅķ “Õ§ĒĶĻĶ Ķ ņÓ°ĶĒ.
▌“Ņ Ņß· ±Ē Õ“± ’ĶĒ÷Ķ’ĶÓļ³Ē¹ņ ÓńļĶ„ĶÕņ §ÓÓĻ“ÕĶ±“ĶĻ ±Õõ, ¾±ļŅŌĶ ņĶ
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ĒĶ§ Ķ ĒÓńĒÓ„ÕĒĶÕņ ĶńõÕļĶķ. ▌“Ķ §ÓÓĻ“ÕĶ±“ĶĻĶ ±Õõ Ķ ¾±ļŅŌĶ
²Ļ±’ļ¾Ó“Ó÷ĶĶ °ĶŅĻŅ Ķń¾„Ó■“± Ķ ’Ņ ĒĶņ ĒÓĻŅ’ļÕĒ ńĒÓ„Ķ“Õļ³Ē¹ķ ņÓ“ÕĶÓļ, ĒÓ°Õõ°Ķķ
ŅßŅß∙ÕĒĶ Ō ÓńļĶ„Ē¹§ ÓßŅ“Ó§ Ķ ¾ĻŅŌŅõ ∙Ķ§ ņÓ“ÕĶÓļÓ§, Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ
õÓļÕÕ.
ĀĀ ┬Ē¾“ÕĒĒ■■ ±Õõ¾ ņŅµĒŅ ’Õõ±“ÓŌĶ“³, ĻÓĻ ŌńÓĶņŅõÕķ±“ŌĶÕ “ŌÕõ¹§,
µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ ±Õõ, Ķń ĻŅ“Ņ¹§ ±Ņ±“ŅĶ“ ĶńõÕļĶÕ. ┬ńÓĶņĒŅÕ ŌļĶ ĒĶÕ ±Õõ Ķ
²ļÕņÕĒ“ŅŌ ĶńõÕļĶ ß¾õ¾“ Ņ’ÕõÕļ “³ §ÓÓĻ“Õ ŌŅńõÕķ±“ŌĶ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ.
▌“Ķ ¶ÓĻ“Ņ¹ ŌÕ±³ņÓ ±’Õ÷Ķ¶Ķ„Ē¹ õļ ĻÓµõŅŃŅ ŌĶõÓ ĶńõÕļĶķ. ┬ņÕ±“Õ ± “Õņ, ņŅµĒŅ
Ō¹õÕļĶ“³ õ ¶ÓĻ“ŅŅŌ, ĶņÕ■∙Ķ§ Ņß∙Ķķ §ÓÓĻ“Õ õļ ļ■ßŅŃŅ ŌĶõÓ ĶńõÕļĶ ,
Ņ±ĒŅŌÓĒĒ¹§ ĻÓĻ ĒÓ ĶńņÕĒÕĒĶĶ ±ŌŅķ±“Ō ±ÓņĶ§ ±Õõ, “ÓĻ Ķ ĒÓ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶĶ.
╚ńņÕĒÕĒĶÕ ±ŌŅķ±“Ō ±Õõ, ĻÓĻ “ÓĻŅŌ¹§, °ĶŅĻŅ Ķń¾„ÓÕ“± . ŽĶ ĻŅņ’ļÕĻ±ĒŅņ
ņĒŅŃŅ¶ÓĻ“ŅĒŅņ ’Ņõ§ŅõÕ Ļ ’ŅÕĻ“ĶŅŌÓĒĶ■ ĶńõÕļĶķ ŅĒĶ “∙Ó“Õļ³ĒŅ ÓĒÓļĶńĶ¾■“± Ķ
Ō±Õ±“ŅŅĒĒÕ Ķ±±ļÕõ¾■“±
ĀĀ ┬ńÓĶņŅõÕķ±“ŌĶÕ ±Õõ Ņ’ÕõÕļ Õ“± Ķ§ ’ĶŅõŅķ Ķ §ÓÓĻ“ÕŅņ
±Ō ńÕķ, õÕķ±“Ō¾■∙Ķ§ ’Ņ. ’ŅŌÕ§ĒŅ±“Ķ ÓńõÕļÓ ²“Ķ§ ±Õõ. ŽŅŌÕõÕĒĒÓ
±Ķ±“ÕņÓ“ĶńÓ÷Ķ §ÓÓĻ“ÕÓ ĒÕĻŅ“Ņ¹§ Ņ±ĒŅŌĒ¹§ ±Ō ńÕķ, ŌŅńĒĶĻÓ■∙Ķ§ ’Ņ ŃÓĒĶ÷Óņ
ÓńõÕļÓ ¶Óń ’Õõ±“ÓŌļÕĒÓ Ō “ÓßļĶ÷Õ 1.4.1ę. ╠ĒŅŃŅŅßÓńĒ¹Õ ±ŌŅķ±“ŌÓ ±ÓņĶ§ ¶Óń ĒÕ
Ó±±ņÓ“ĶŌÓ■“± Ķ Ō õÓĒĒŅķ “ÓßļĶ÷Õ ĒÕ ’ĶŌŅõ “± . ┬ ĒÕķ ’ĶŌŅõ “± “Ņļ³ĻŅ
ĒÕĻŅ“Ņ¹Õ Ņ±ĒŅŌĒ¹Õ ±Ō ńĶ ± “Õņ, „“Ņß¹ ŅßÓ“Ķ“³ ŌĒĶņÓĒĶÕ ÓńÓßŅ“„ĶĻŅŌ
’Ņņ¹°ļÕĒĒ¹§ ĶńõÕļĶķ ĒÓ Ķ§ ĒÓļĶ„ĶÕ Ō “ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ ±ÕõÓ§,
ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ ¾„Ķ“¹ŌÓ“³ Ķ Ķń¾„Ó“³ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅņ¾ ĻŅĒĻÕ“ĒŅņ¾
ĶńõÕļĶ■ Ķ “Õņ ¾±ļŅŌĶ ņ, Ō ĻŅ“Ņ¹§ Ķ§ ’Ķ§ŅõĶ“± ¶¾ĒĻ÷ĶŅĒĶŅŌÓ“³. ╚±’Ņļ³ń¾
¾Ńļ¾ßļÕĒĒ¹Õ ńĒÓĒĶ Ņ §ÓÓĻ“ÕÕ ņĒŅŃŅŅßÓńĒ¹§ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±Ō ń §
ŌńÓĶņŅõÕķ±“ŌĶ “ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ ±Õõ ņŅµĒŅ Ņ’ÕõÕļĶ“³ ±Ņ±“ÓŌ Ķ
±ŌŅķ±“ŌÓ ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ, õÕķ±“Ō¾■∙Ķ§ Ō ĻÓµõŅņ ŌĶõÕ ĶńõÕļĶķ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀęÓßļĶ÷Ó 1.4.1ę.
ĀĀĀ
ĀĀĀĀĀĀĀĀ šÓÓĻ“Õ Ņ±ĒŅŌĒ¹§ ±Ō ńÕķ ŌńÓĶņŅõÕķ±“ŌĶ “ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
“Õļ, ŌŅńĒĶĻÓ■∙Ķ§ ’Ņ ŃÓĒĶ÷Óņ Ķ§ ÓńõÕļÓ
|
šÓÓĻ“Õ ±Ō ńÕķ |
čŌŅķ±“ŌÓ, ĒÓ ĻŅ“Ņ¹Õ
ŌļĶ ■“ ±Ō ńĶ |
ŽĶŅõÓ ŌŅńĒĶĻĒŅŌÕĒĶ Ķ
ĶńņÕĒÕĒĶ ±Ō ńÕķ |
|
ĀĀĀĀ ęŌÕõŅÕĀ “ÕļŅ 1. └“ŅņÓĒ¹ķ ±Ņ±“ÓŌĀĀĀ ĀĀĀ ’ŅŌÕ§ĒŅ±“Ķ 2.ŽŅŌÕ§ĒŅ±“Ē¹Õ ĀĀ ²ļÕĻ“Ķ„Õ±ĻĶÕĀĀ ĀĀ ±ŌŅķ±“ŌÓ 3.▌ĒÕŃÕ“Ķ„Õ±ĻĶÕ ¾Ņ- ĀĀ ŌĒĶ ’ŅŌÕ§ĒŅ±“Ķ 4. ╩ŅĒ“ÓĻ“ĒŅÕ ŌÓĶņŅ-Ā ĀĀĀ õÕķ±“ŌĶÕ õŌ¾§ “Õļ 5. ▌¶¶ÕĻ“ ąÕßĶĒõÕÓ 6.ŽŅŌÕ§ĒŅ±“ĒÓ ŅßÓ- ĀĀĀ ßŅ“ĻÓ |
šĶņĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ └õ±Ņß÷Ķ ńÓ ±„Õ“ ±Ō - ń¹ŌÓĒĶ ²ļÕĻ“Ķ„Õ±ĻŅķ ’Ó¹ įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ ’ŅŌÕ§ĒŅ±“Ķ └õŃÕńĶ Ķ “ÕĒĶÕ └õŃÕńĶŅĒĒŅÕ ’ŅĒĶµÕ-ĒĶÕ
’Ņ„ĒŅ±“Ķ ± Ņß-ÓńŅŌÓĒĶÕņĀ ņĶĻŅ“Õ- ∙ĶĒ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ. įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ |
čņÕ∙ÕĒĶÕ Ó“ŅņŅŌ Ō
ĻĶ±“Óļ-ļĶ„Õ±ĻŅķ Õ°Õ“ĻÕ. ═ÓļĶ„ĶÕ Ó“ŅņÓĒ¹§
ĻŅŌÓļÕĒ“- Ē¹§ ±Ō ńÕķ õļ ņÕ“ÓļļŅŌ Ķ ĶŅĒĒ¹§ ±Ō ńÕķ õļ ’Ņļ¾’Ņ- õĒĶĻŅŌ Ķ ĶńŅļ “ŅŅŌ ═Ó¾°ÕĒĶÕ ’ÕĶŅõĶ„ĒŅ±“Ķ ĻĶ±“ÓļļĶ„Õ±ĻŅķ Õ°Õ“ĻĶ ’Ņ ’ŅŌÕ§ĒŅ±“Ķ ńŅĒ¹ ± Ō¹±ŅĻĶņ ²ĒÕŃÕ“Ķ„Õ±ĻĶņ ¾ŅŌĒÕņ. ╠ÕµņŅļÕĻ¾ļ ĒŅÕ ŌńÓĶņŅõÕ- ķ±“ŌĶÕ õŌ¾§ ÓńĒŅŅõĒ¹§
’Ņ- ŌÕ§ĒŅ±“Õķ ╬ßÓńŅŌÓĒĶÕ ŃŅ „Ķ§
ņĶĻŅ-“Õ∙ĶĒ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ ĀÓ¾±“ÕĒĶ“Ē¹§ ±“ÓļÕķ ’Ķ ’Ņ’ÓõÓĒĶĶ ŽŅļĶŅŌÓĒĶÕ, ĒÓĻļÕ’,
“Ņ„ÕĒĶÕ ÕńĻŅ ņÕĒ ■“ ±“¾Ļ“¾¾ Ķ ²ĒÕŃÕ“Ķ„Õ±ĻĶÕ ¾ŅŌĒĶ ’Ņ- ŌÕ§ĒŅ±“Ķ. Ō ĒÕÕ µĶõĻŅ±“Ķ |
|
Ā ĀĀĀĀĀĀ ŲĶõĻŅ±“³ 1.ŽŅŌÕ§ĒŅ±“ĒŅÕ ĒÓ“ -ĀĀ ĀĀ µÕĒĶÕ 2. ╬ĶÕĒ“Ó÷Ķ ņŅļÕĻ¾ļ Ā Ō ’ŅŌÕ§ĒŅ±“ĒŅņ ±ļŅÕ 3. ŽŅŌÕ§ĒŅ±“ĒÓ ÓĻ“Ķ- ĀĀĀ ŌĒŅ±“³ 4.▌ĒÕŃÕ“Ķ„Õ±ĻŅÕ Ó±-Ā ĀĀ ±ļŅÕĒĶÕ Ō ±ņÕ±Ķ 5. ─ŌŅķĒŅķ ²ļÕĻ“Ķ„Õ±- ĀĀĀ ĻĶķ ±ļŅķ 6. ═ÓļĶ„ĶÕ ĻÓÕŌŅŃŅ ĀĀĀ ¾ŃļÓ Ō µĶõĻŅ±“Ķ 7.╩ŅŅńĶŅĒĒÓ , “ŅĻ±Ķ- „Õ±ĻÓ Ķ ÓõĶÓ÷ĶŅĒĒÓ
ÓĻ“ĶŌĒŅ±“³ ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├Óń¹ 1. └õ±Ņß÷Ķ ŃÓńŅŌ “ŌÕ- ĀĀĀ õ¹ņĶ “ÕļÓņĶ 2. ├ÓńŅŌ¹õÕļÕĒĶÕ Ķń ’Ņ- ĀĀĀ ļĶņÕĒ¹§ ņÓ“ÕĶÓ-ĀĀ ĀĀĀĀ ļŅŌ 3. ├ÓńŅŌÓ ĻŅĒõÕĒ±Ó÷Ķ ĀĀĀ ĒÓ “ŌÕõ¹§ “ÕļÓ§ 4. ąÓ±“ŌŅĶņŅ±“³
ŃÓńŅŌĀĀ ĀĀĀ Ō µĶõĻŅ±“ § |
┬ŌÕõÕĒĒŅÕ Ķ±Ļ¾±±“ŌÕĒ- ĒŅÕ ’ŅĒ “ĶÕ õļ
ņÓ“Õ-ņÓ“Ķ„Õ±ĻĶ§ Ó±„Õ“ŅŌ. ▌ĒÕŃĶ , ĻŅ“Ņ¾■ Ē¾µ- ĒŅ ’ĶļŅµĶ“³ õļ ’Õ- õŅ“ŌÓ∙ÕĒĶ ±ÓņŅ’Ņ- ĶńŌŅļ³ĒŅŃŅ ±ŅĻÓ∙ÕĒ-Ķ
’ŅŌÕ§ĒŅ±“Ķ µĶõĻŅ-±“Ķ ńÓ ±„Õ“ ŌńÓĶņĒŅŃŅ ’Ķ“ µÕĒĶ ņŅļÕĻ¾ļ ╬’ÕõÕļ Õ“ ĒÓ’ÓŌļÕ-ĒĶÕ
±ĶļŅŌ¹§ ’ŅļÕķ ╚±’Ó ÕņŅ±“³ įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ ’ŅŌÕ§ĒŅ±“Ķ µĶõĻŅ±“Ķ └õ±Ņß÷Ķ µĶõĻŅ±“Ķ ĒÓ “ŌÕõŅķ ’ŅŌÕ§ĒŅ±“Ķ Ķ §ĶņĶ„Õ±ĻĶ ±ŌŅķ±“ŌÓ µĶõĻŅ±“Ķ ĒÓ ÓńõÕļÕ ¶Óń čņÓ„ĶŌÓÕņŅ±“³, ╩ŅŅńĶŅĒĒÓ , “ŅĻ±Ķ- „Õ±ĻÓ Ā Ķ ÓõĶÓ÷ĶŅĒĒÓ ßÕńŅ’Ó±ĒŅ±“³ įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶķ ±Ņ±“ÓŌ
±Õõ¹ įĶńĶĻŅ-§ĶņĶ„Õ±ĻÓ Ķ ņÕ§ÓĒĶ„Õ±ĻÓ ±“ŅķĻŅ- ±“³ “ŌÕõ¹§ “Õļ ═Ó±¹∙ÓÕņŅ±“³ µĶõĻŅ±“Õķ
ŃÓńÓņĶ |
╬ß¾±ļŅŌļÕĒŅ ±ĶļÓņĶ ’Ķ“ - µÕĒĶ ņÕµõ¾ ņŅļÕĻ¾ļÓņĶ, Ķ§ ŃÕŅņÕ“ĶÕķ, ŅĶÕĒ“Ó÷ĶÕķ
ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Ķ „Ķ±ļŅņ
Ó“ŅņŅŌ Ō ĒĶ§ ŽŅļ ĒŅ±“³ µĶõĻŅ±“Ķ Ō
ĻŅ“ŅŅķ ’Ņļ Ē¹Õ ĻŅĒ÷¹ ĒÓ- ’ÓŌļÕĒ¹ ŌĒ¾“³ ÕÕ ╬ßņÕĒ ņŅļÕĻ¾ļÓņĶ ņÕµõ¾ µĶõĻŅ±“³■ Ķ ĒÓ±¹∙ÕĒĒ¹ņ ’ÓŅņ ╠ŅļÕĻ¾ļ¹ ± ßŅļ³°ĶņĶ ±ĶļŅ- Ō¹ņĶ ’Ņļ ņĶ ¾§Ņõ “ ŌĒ¾“³ ±ņÕ±Ķ ═ÓļĶ„ĶÕ Ó±±ĶņÕ“ĶĶ ±Ķļ Ō
’Ņ- ŌÕ§ĒŅ±“ĒŅņ ±ļŅÕ
ŅßÓńŅŌ¹-ŌÓÕ“ ’ŅŌÕ§ĒŅ±“Ē¹Õ ńÓ õ¹, ’ĶŌŅõ ∙ĶÕ Ļ õŌŅķĒŅņ¾ ²ļÕ- Ļ“Ķ„Õ±ĻŅņ¾ ±ļŅ■ ╬’ÕõÕļ Õ“± ±ŅŅ“ĒŅ°ÕĒĶÕņ ņÕµõ¾ ’ŅŌÕ§ĒŅ±“Ē¹ņ ĒÓ“ - µÕĒĶÕņ µĶõĻŅ±“Ķ ĒÓ ŃÓ- ĒĶ÷Õ ± “ŌÕõ¹ņ “ÕļŅņ Ķ
ŃÓńŅņ ╬’ÕõÕļ Õ“± §ÓÓĻ“ÕŅņ
¶ĶńĶĻŅ¢§ĶņĶ„Õ±ĻŅŃŅ ŌńÓĶņŅ- õÕķ±“ŌĶ └õ±Ņß÷ĶŅĒĒÓ ÓĻ“ĶŌĒŅ±“³ “ŌÕõŅķ ’ŅŌÕ§ĒŅ±“Ķ č“ÓÕĒĶÕ Ķ õÕ±“¾Ļ÷Ķ
’ŅļĶņÕŅŌ, ńÓ’¹ļÕĒĒŅ±“³ ŃÓ- ńŅŌŅķ ±Õõ¹ ņÕ§ÓĒĶ„Õ±ĻĶņĶ
„Ó±“Ķ÷ÓņĶ ęÕņ’ÕÓ“¾ĒŅÕ Ķ
õĶĒÓņĶ„Õ±-ĻŅÕ ±Ņ±“Ņ ĒĶÕ ŃÓńŅŌŅķ ±Õõ¹ Ķ ’ŅŌÕ§ĒŅ±“Ķ “ŌÕõ¹§ “Õļ ╬’ÕõÕļ Õ“± ĻŅ²¶¶Ķ÷ĶÕĒ“Ņņ
Ó±“ŌŅĶņŅ±“Ķ ├ÕĒĶ. |
Ā
1.5. č“¾Ļ“¾ĒÓ ņŅõÕļ³
ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ĒÓ ĶńõÕļĶÕ
Ā └ĒÓļĶń §ÓÓĻ“ÕÓ
’ŅŌÕ§ĒŅ±“Ē¹§ ±Ō ńÕķ, õÕķ±“Ō¾■∙Ķ§ Ō ±ÕõÓ§ Ķ ĒÓ ’ŅŌÕ§ĒŅ±“ § Ķ§ ÓńõÕļÓ,
’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ 1.4.1, ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓ ĶńõÕļĶÕ Ķ ÕŃŅ ²ļÕņÕĒ“¹ Ō
’Ņ÷Õ±±Õ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ ņŅµÕ“ ŌŅńõÕķ±“ŌŅŌÓ“³ ßŅļ³°ŅÕ „Ķ±ļŅ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ ¾„Ķ“¹ŌÓ“³ ’Ķ ’ŅÕĻ“ĶŅŌÓĒĶĶ ĶńõÕļĶ ,
Ņ’ÕõÕļÕĒĶĶ Ņß·ÕņŅŌ ÕŃŅ Ņ“ÓßŅ“ĻĶ Ķ ’ŅŌÕõÕĒĶĶ Ķ±’¹“ÓĒĶķ.
ĀĀĀ ─Õķ±“ŌĶÕ ²“Ķ§ ¶ÓĻ“ŅŅŌ ĒÓ§ŅõĶ“± Ō ŅßļÓ±“Ķ ÓńļĶ„Ē¹§
¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ Ķ ’Ņ Ōļ Õ“± ’ÓĻ“Ķ„Õ±ĻĶ ĒÓ Ō±Õ§ ņÓ“ÕĶÓļÓ§ Ķ
²ļÕņÕĒ“Ó§ ĶńõÕļĶ . ╩ÓĻ ’ÓŌĶļŅ, ĒÓ ŅõĶĒ Ķ “Ņ“ µÕ ²ļÕņÕĒ“ õÕķ±“Ō¾Õ“ ŅõĒŅŌÕņÕĒĒŅ
ĒÕ±ĻŅļ³ĻŅ ¶ÓĻ“ŅŅŌ. ═ÓļĶ„ĶÕ ±“Ņļ³ ßŅļ³°ŅŃŅ „Ķ±ļÓ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ Ķ
Ņß·ÕĻ“ŅŌ, ĒÓ ĻŅ“Ņ¹Õ ŅĒĶ ŌŅńõÕķ±“Ō¾■“, “Õß¾Õ“ Ķ±’Ņļ³ńŅŌÓĒĶ Ō Ķ±±ļÕõŅŌÓĒĶ §
±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ’ĶÕņŅŌ ± “Õņ, „“Ņß¹ ĒÓĶßŅļÕÕ ’ŅļĒŅ Ķ Ō±Õ±“ŅŅĒĒÕ Ņ§ŌÓ“Ķ“³
Ķń¾„ÕĒĶÕņ Ō±Õ Ō¹õÕļÕĒĒ¹Õ ¶ÓĻ“Ņ¹ Ķ Ķ§ ŌŅńõÕķ±“ŌĶÕ ĒÓ Ķ±±ļÕõ¾Õņ¹Õ Ņß·ÕĻ“¹.
Ā ┬ ’ÓĻ“ĶĻÕ ’ŅŌÕõÕĒĶ Ķ±±ļÕõŅŌÓĒĶķ ±ļŅµĒ¹§ ŌļÕĒĶķ Ō¹ÓßŅ“Óļ±
±Ķ±“ÕņĒ¹ķ ņÕ“Ņõ Ķ±±ļÕõŅŌÓĒĶķ, Ō Ņ±ĒŅŌ¾ ĻŅ“ŅŅŃŅ ’ŅļŅµÕĒ ņÕ“Ņõ ņŅõÕļĶŅŌÓĒĶ
ŌļÕĒĶķ ± ’Ņ±ļÕõ¾■∙Ķņ Ķń¾„ÕĒĶÕņ ’ŅŌÕõÕĒĶ ĶńõÕļĶ ĒÓ ņŅõÕļ §.
ĀĀ ═ÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒŅ ņŅµĒŅ ’ŅŌŅõĶ“³ Ķ±±ļÕõŅŌÓĒĶÕ ŌļÕĒĶķ ±
Ķ±’Ņļ³ńŅŌÓĒĶÕņ ņÓ“ÕņÓ“Ķ„Õ±ĻĶ§ ņŅõÕļÕķ. ŽŅ±“ŅÕĒĶÕ “ÓĻĶ§ ņŅõÕļÕķ ņŅµĒŅ ’ŅŌŅõĶ“³
“Ņļ³ĻŅ “ŅŃõÓ, ĻŅŃõÓ ĶńŌÕ±“ĒŅ ņÓ“ÕņÓ“Ķ„Õ±ĻŅÕ Ņ’Ķ±ÓĒĶÕ ’Ņ÷Õ±±ŅŌ ’Ņ“ÕĻÓĒĶ
Ķ±±ļÕõ¾Õņ¹§ ŌļÕĒĶķ. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ ’Ņ±“ŅÕĒĶÕ õŅ±“Ó“Ņ„ĒŅ ’ŅļĒŅķ
ņÓ“ÕņÓ“Ķ„Õ±ĻŅķ ņŅõÕļĶ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ Ō ±Ķļ¾ Ņ“±¾“±“ŌĶ õŅ±“ŅŌÕĒ¹§
ÓĒÓļĶ“Ķ„Õ±ĻĶ§ ńÓŌĶ±ĶņŅ±“Õķ, Ņ’Ķ±¹ŌÓ■∙Ķ§ Ō±Õ ņĒŅŃŅŅßÓńĶÕ ’ŅĶ±§Ņõ ∙Ķ§
Ņ“ņÕ„ÓŌ°Ķ§± ’Ņ÷Õ±±ŅŌ.
Ā ═ÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņ Ō “ÓĻĶ§ ±ļ¾„Ó § ß¾õÕ“ ’Ņ±“ŅÕĒĶÕ ±“¾Ļ“¾ĒŅķ
ņŅõÕļĶ ĶńõÕļĶ , Ō ĻŅ“ŅŅķ ĶńõÕļĶÕ „ļÕĒĶ“± ĒÓ ²ļÕņÕĒ“¹, ńÓ“Õņ ĒÓ Ņ±ĒŅŌÓĒĶĶ ÓĒÓļĶńÓ
’ĶĒ÷Ķ’ŅŌ Ķ ńÓõÓ„ Ķ§ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ , Ņ’ÕõÕļ ■“ ’Ņ“ÕĻÓ■∙ĶÕ Ō ĒĶ§ ’Ķ
²“ŅņĀ ’Ņ÷Õ±±¹, ĶĀ Ņ’ÕõÕļ Õ“ “Õ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ńÓŌĶ±ĶņŅ±“Ķ,
ĻŅ“Ņ¹ņĶ Ņ’Ķ±¹ŌÓ■“± ²“Ķ ’Ņ÷Õ±±¹.. ═Ó ²“Ķ§ ņŅõÕļ § ŃÓ¶Ķ„Õ±ĻĶ ĶńŅßÓµÓÕ“±
ŌńÓĶņĒŅÕ Ó±’ŅļŅµÕĒĶÕ ²ļÕņÕĒ“ŅŌ ĶńõÕļĶ , ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ±
Ō¹õÕļÕĒĶÕņ Ō ĒĶ§ Ņß·ÕĻ“ŅŌ Ķ±±ļÕõŅŌÓĒĶķ ± ¾±ļŅŌĒ¹ņĶ Ķ§ ŅßŅńĒÓ„ÕĒĶÕņ.
Ā ŽŅ±“ŅÕĒĶÕ ņŅõÕļÕķ Ņ±¾∙Õ±“Ōļ Õ“± Ō ±ļÕõ¾■∙Õķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“Ķ:
-Ā Ņ’ÕõÕļ Õ“± ĒŅņÕĒĻļÓ“¾Ó ŃÓńŅŌ¹§, µĶõĻĶ§ Ķ “ŌÕõ¹§ ±Õõ
ĶńõÕļĶ Ā Ķ Ķ§ ±Ņ±“ÓŌ,
- ĶńõÕļĶÕ ±“¾Ļ“¾ĒŅ
„ļÕĒĶ“± ĒÓ Ņ±ĒŅŌĒ¹Õ ²ļÕņÕĒ“¹, Ōļ ■∙ĶÕ± ÓńŃÓĒĶ„Ķ“Õļ ņĶĀ
ĀĀ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ±Õõ, Ó “ÓĻµÕ Ņ’ÕõÕļ Õ“± ’ÕÕ„ÕĒ³
²ļÕņÕĒ“ŅŌ, ĒÓ§Ņõ ∙Ķ§± ŌĀ
ĀĀ ĻÓµõŅķ Ķń ±Õõ,
-¾±“ÓĒÓŌļĶŌÓ■“± Ņß·ÕĻ“¹
Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹ņĶ ņŅŃ¾“ Ōļ “³± : ²ļÕņÕĒ“¹,ĀĀ
Ā ÓńŃÓĒĶ„Ķ“Õļ³Ē¹Õ ±Õõ¹, ²ļÕņÕĒ“¹, ĒÓ§Ņõ ∙ĶÕ± Ō ÓńļĶ„Ē¹§
±ÕõÓ§, Ó “ÓĻµÕ ±ÓņĶ ±Õõ¹,
- Ņ’ÕõÕļ Õ“± ’ÕÕ„ÕĒ³
ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, õÕķ±“Ō¾■∙Ķ§ ĒÓ ĶńõÕļĶÕ Ķ ÕŃŅĀĀ ²ļÕņÕĒ“¹,
- ’ĶņÕĒĶ“Õļ³ĒŅ Ļ Ō¹õÕļÕĒĒ¹ņ
²ļÕņÕĒ“Óņ Ķ ±ÕõÓņ ¾±“ÓĒÓŌļĶŌÓÕ“± Ņß·Õņ Ķ ĒŅņÕĒĻļÓ“¾ÓĀ
Ā Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ ’ŅŌŅõĶ“³ ± “Õņ, „“Ņß¹ ’ĶĒ “³
ĒÓĶßŅļÕÕ Ņ’“ĶņÓļ³Ē¹Õ
Ā ĻŅĒ±“¾Ļ“ĶŌĒŅ ¢ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ķ ņÓ“ÕĶÓļŅŌÕõ„Õ±ĻĶÕ Õ°ÕĒĶ ’Ķ
ÓńÓßŅ“ĻÕ ĶńõÕļĶ Ā Ķ
Ā Ņ’ÕõÕļÕĒĶ Ņß·ÕņÓ Ķ±’¹“ÓĒĶķ ’Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ņ“ÓßŅ“ĻÕ
ĶńõÕļĶķ.
ĀĀĀĀĀ └ß±“ÓŃĶ¾ ±³ Ņ“ ŌĶõÓ ĶńõÕļĶ Ķ ’ŅļÓŃÓ , „“Ņ ĶńõÕļĶÕ ±Ņ±“ŅĶ“
Ō Ņß∙Õņ ŌĶõÕ Ķń “Õ§ ±Õõ, ņŅµĒŅ ’Õõ±“ÓŌĶ“³ ÕŃŅ “Ķ’ŅŌ¾■ ±“¾Ļ“¾Ē¾■ ņŅõÕļ³ ±
ŌŅńõÕķ±“ŌĶÕņ ĒÓ ĶńõÕļĶÕ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹, ĻÓĻ ŅĒÓ ’ĶŌÕõÕĒÓ ĒÓ
ąĶ±.1.5.1ą. ┬ ĒÕķ Ō¹õÕļÕĒ¹ Ņ±ĒŅŌĒ¹ÕĀ
²ļÕņÕĒ“¹ ĶńõÕļĶ , ŌŅńõÕķ±“Ō¾■∙ĶÕ ±Õõ¹ Ķ Ņß·ÕĻ“¹ Ķ±±ļÕõŅŌÓĒĶķ.
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ÓŃÕŃÓ“Óņ ĶńõÕļĶ , ĒÓ§Ņõ ∙Ķ§± Ō ÕŃŅ ±Ņ±“ÓŌÕ, ’Ķ Ķ§
±“¾Ļ“¾ĒŅņ ņŅõÕļĶŅŌÓĒĶĶ, ’ĶņÕĒĶņ “Ņ“ µÕ ’Ņõ§Ņõ ± Ō¹õÕļÕĒĶÕņ Ō Ķ§ ±Ņ±“ÓŌÕĀ Ó±±ņÓ“ĶŌÓÕņ¹§ “Õ§ µÕ “Õ§ ±Õõ. └ĒÓļĶńĶ¾
õÓĒĒ¾■ ņŅõÕļ³ ņŅµĒŅ Ņ’ÕõÕļĶ“³ Ņß·Õņ¹ Ķ ŌĶõ¹ Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ
’ŅŌŅõĶ“³ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅņ¾ ŌŅńõÕķ±“Ō¾■∙Õņ¾ ¶ÓĻ“Ņ¾.
═Ó Ņ±ĒŅŌÓĒĶĶ Ņ’¹“Ó
’ŅŌÕõÕĒĶ ’ŅõŅßĒ¹§ ÓßŅ“, Ō¹’ŅļĒ Ō°Ķ§± ÓŌ“ŅŅņ Ō ╩┴ ½čÓļ■“╗, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ
ÓĻÕ“Õ ╩ą-100, ņŅµĒŅ Ō¹õÕļĶ“³ “Ķ’ŅŌ¹Õ ŌĶõ¹ Ķ Ņß·Õņ¹ Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹Õ
’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷![]() Õ1.5.1ę.
Õ1.5.1ę.
Ā ┬ “ÓßļĶ÷Õ 1.5.1ę ’Õõ±“ÓŌļÕĒ ’ÕÕ„ÕĒ³ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ
ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹ Ō ±Ķ±“ÕņÓ§ ½ĶńõÕļĶÕ- ŌŅńõÕķ±“Ō¾■∙Ó ±ÕõÓ╗ Ķ
½ĶńõÕļĶÕ ¢ ŌÕņ ╗. ┬ĒÕ°ĒÕÕ ŌŅńõÕķ±“ŌĶÕ Ķ ŌĒ¾“ÕĒĒÕÕ ŌŅńõÕķ±“ŌĶ Ō “ÓßļĶ÷Õ
Ņß·ÕõĶĒÕĒ¹ ’Ņõ Ņß∙Ķņ “ÕņĶĒŅņ ½ŌŅńõÕķ±“Ō¾■∙Ó ±ÕõÓ╗.Ā ▌“Ņ Ņß· ±Ē Õ“± “Õņ, „“Ņ ŌŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹ ’Ņ ±ÕõÓņ
Ó±±ņÓ“ĶŌÓ■“± ’Ņ ŅßŅß∙ÕĒĒŅķ Ķ “Ķ’ĶńĶŅŌÓĒĒŅķ ņŅõÕļĶ ’ĶŃŅõĒŅķ õļ ļ■ßŅŃŅ
ĶńõÕļĶ . ─ļ ĻŅĒĻÕ“ĒŅŃŅ “Ķ’Ó ĶńõÕļĶ ß¾õ¾“ ±ŌŅĶ, ’Ķ±¾∙ĶÕ “Ņļ³ĻŅ Ķņ
ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ ŌŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹ Ķ ±Õõ¹, ĒÓ§Ņõ ∙ĶÕ± , Ō Ņ±ĒŅŌĒŅņ, ±ÕõĶ
“Õ§ ’ÕÕ„Ķ±ļ Õņ¹§ ÓĒÕÕ ±Õõ ĶĀ
Ó±±ņÓ“ĶŌÓÕņ¹§ Ō ²“Ņķ “ÓßļĶ÷Õ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 1.5.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ŅńõÕķ±“Ō¾■∙ĶÕ
¶ÓĻ“Ņ¹ ŌĒ¾“ÕĒĒÕķ Ķ ŌĒÕ°ĒÕķ ±Õõ¹ Ō ±Ķ±“ÕņÓ§
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
½ĶńõÕļĶÕ ¢ŌŅńõÕķ±“Ō¾■∙Ó ±ÕõÓ╗ Ķ ½ĶńõÕļĶÕ ¢ ŌÕņ ╗
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
½ĶńõÕļĶÕ ¢ŌŅńõÕķ±“Ō¾■∙Ó ±ÕõÓ╗ Ķ ½ĶńõÕļĶÕ ¢ ŌÕņ ╗
|
|
ĀĀĀĀĀ ╬Ā ßĀ ļĀ
ÓĀ ±Ā “Ā Ķ ½╚ńõÕļĶÕ
¢ŌŅńõÕķ±“Ō¾■∙Ó Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ÕõÓ╗ |
Ā ĀĀĀĀĀ½╚ńõÕļĶÕ - ŌÕņ ╗ |
|
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1
ĀĀĀĀ 1.┬Ē¾“ĶÕņĻŅ±“Ē¹ÕĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņ÷Õ±±¹ 1.1. ├ÓńŅĒÓ±¹∙ÕĒĶÕ
µĶõĻĶ§ĀĀ ĀĀĀĀĀĀ ’Ņõ¾Ļ“ŅŌ 1.2.╠Õ“Ņõ¹ ŃÓńŅĒÓ±¹∙ÕĒĶ ĀĀĀĀĀ Ķ õÕŃÓńÓ÷ĶĶ 1.3. ─ÓŌļÕĒĶÕ Ō ŃÓńŅŌ¹§ ĀĀĀĀĀĀ ’Ņõ¾°ĻÓ§ 1.4. ╩ŅŅńĶ’ŅĒĒÓ ÓĻ“ĶŌ- ĀĀĀĀĀĀĀ ĒŅ±“³ µĶõĻŅ±“Ķ 1.5 ╩ŅŅńĶŅĒĒÓ ÓĻ“ĶŌĒŅ- ĀĀĀĀĀ ±“³ Ņ±“Ó“ĻŅŌ µĶõĻŅ±“Ķ ĀĀĀĀĀ ’Ņ±ļÕ ÕÕ ±ļĶŌÓ 1.7. įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ ĀĀĀĀĀĀ ±ŌŅķ±“ŌÓ µĶõĻŅ±“Ķ 2. ┬Ē¾“ÕĒĒ ’ŅŌÕ§ĒŅ±“³ ĀĀĀĀĀĀĀĀ ±“ÕĒĻĶ ÕņĻŅ±“Ķ. 2.1. ╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ- ĀĀĀĀĀĀ ±“³ ±“ÕĒĻĶ 2.2. └õ±Ņß÷Ķ Ķ ĻÓ’Ķļļ - ĀĀĀĀĀĀ ĒÓ ĻŅĒõÕĒ±Ó÷Ķ µĶõĻŅ- ĀĀĀĀĀĀ ±“Ķ ±“ÕĒĻÓņĶ ÕņĻŅ±“Ķ 2.3. ┬ńÓĶņŅõÕķ±“ŌĶÕ µĶõĻĶ§ ĀĀĀĀĀĀ ’Ņõ¾Ļ“ŅŌ ± ŌĒ¾“ÕĒĒÕķ ĀĀĀĀĀĀ ’ŅŌÕ§ĒŅ±“³■ ÕņĻŅ±“Ķ 2.4. č’Ņ±Ņß¹ ¾õÓļÕĒĶ
Ņ±“Ó-ĀĀ ĀĀĀĀĀĀ “ĻŅŌ µĶõĻŅ±“Ķ ± ’ŅŌÕ- ĀĀĀĀĀĀ ĒŅ±“Ķ ±“ÕĒĻĶ ÕņĻŅ±“Ķ ĀĀĀĀĀ 3. ╠Ó“ÕĶÓļ¹
±“ÕĒĻĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀ ÕņĻŅ±“Ķ 3.1. ─Ķ¶¶¾ńĶŅĒĒÓ
’ŅĒĶ-ĀĀ ĀĀĀĀĀĀ ÷ÓÕņŅ±“³ µĶõĻŅ±“Ķ „Õ- ĀĀĀĀĀĀ Õń ÓńļĶ„Ē¹Õ ņÓ“ÕĶ-ĀĀ
ĀĀĀĀĀĀ Óļ¹ 3.2. ╚±“Õ„ÕĒĶÕ µĶõĻĶ§Ā ’Ņ- ĀĀĀĀĀĀ õ¾Ļ“ŅŌ „ÕÕń ĒÕ’ļŅ“ĒŅ- ĀĀĀĀĀ Ā±“Ķ ņÓ“ÕĶÓļŅŌ 3.3. ŽŅļń¾„Õ±“³,
õļĶ“Õļ³ĒÓ ĀĀĀĀĀĀ ’Ņ„ĒŅ±“³ Ķ ¾±“ÓļŅ±“³ĀĀ
ĀĀĀĀĀĀ ĀĀĀ 4.═Ó¾µĒÓ
’ŅŌÕ§ĒŅ±“³ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÕņĻŅ±“Ķ 4.1.└õ±Ņß÷Ķ ’ÓŅŌ µĶõĻŅ- ĀĀĀĀĀ ±“Ķ Ķ õ¾ŃĶ§ ŃÓńŅŌ¹§ ±Ņ- ĀĀĀĀĀ ±“ÓŌļ ■∙Ķ§ ŌĒÕ°ĒÕķ ĀĀĀĀĀĀ ŃÓńŅŌŅķ ±Õõ¹ 4.2. č“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ
ŌĀĀ ĀĀĀĀ ’ÓÓ§ ÓßŅ„Ķ§ µĶõĻŅ±“Õķ 4.3.├ÓńŅŌ¹õÕļÕĒĶÕ Ķń ĒÕņÕ- ĀĀĀĀĀ “ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ĀĀĀĀĀĀ 4.4 ┬ļÓŃŅ’ŅŃļŅ∙ÕĒĶÕ ņÓ“Õ- ĀĀĀĀ ĶÓļŅŌ 4.5. č“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ
Ō ĀĀĀĀ ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ ± Óń- ĀĀĀĀĀ ļĶ„ĒŅķ ŌļÓµĒŅ±“³■ 4.6. ┬ŅńõÕķ±“ŌĶÕ ’ĶŅõĒŅ- ĀĀĀĀĀĀ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“Ņ- ĀĀĀĀĀĀ ŅŌ Ā5. ├ÓńŅŌÓ ±ÕõÓ
ŌĒ¾“ÕĒ- ĀĀĀĀ ĒĶ§ ’ŅļŅ±“Õķ ĶńõÕļĶ 5.1. čŅ±“ÓŌ ŃÓńŅŌŅķ ±Õõ¹ ĀĀĀĀĀ ŌĒ¾“ÕĒĒĶ§ ’ŅļŅ±“Õķ ĀĀĀĀĀ ĶńõÕļĶ 5.2.╩ŅĒ“Ņļ³ ŃÓńŅŌŅŃŅ ±Ņ±- ĀĀĀĀĀ “Ņ ĒĶ ±Õõ¹ 5.3. ┬ļĶ ĒĶÕ ±Ņ±“ÓŌÓ ±Õõ¹ ĀĀĀ ĀĀĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĀĀĀĀĀ ÓŃÕŃÓ“ŅŌ 6. ▌ļÕņÕĒ“¹ Ō ŃÓńŅŌŅķ ĀĀĀĀĀĀĀ ±ÕõÕ ĶńõÕļĶ 6.1. ├ÓńŅ’ŅĒĶ÷ÓÕņŅ±“³
ĻŅ- ĀĀĀĀĀĀ ’¾±Ó Ķ ±Ņ±“ÓŌ ŃÓńŅŌŅķ ĀĀĀĀĀĀ ±Õõ¹ Ō ²ļÕņÕĒ“Õ 6.2. ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
²ļÕ- ĀĀĀĀĀĀ ņÕĒ“Ó Ō ŃÓńŅŌŅķ ±ÕõÕ 6.3. ęÕ’ļŅŃÓńŅŌ¹õÕļÕĒĶÕ Ķń ĀĀĀĀĀĀ ²ļÕņÕĒ“Ó 6.4. ┬ńÓĶņŅõÕķ±“ŌĶÕ ± ’Ķ- ĀĀĀĀĀ ŅõĒŅ ĻļĶņÓ“Ķ„Õ±ĻĶņĶ ĀĀĀĀĀ ¶ÓĻ“ŅÓņĶ Ā7. ╩Ņ’¾± ĶńõÕļĶ 7.1.Ž¹ļÕ ŌļÓŃŅ
ĒÕ’ŅĒĶ÷Ó-ĀĀĀ ĀĀĀĀĀ ÕņŅ±“³ 7.2. č“ŅķĻŅ±“³ Ļ
ŌĒ¾“ÕĒĒĶņ ĀĀĀĀĀĀ ŃÓńŅŌ¹õÕļÕĒĶ 7.3. čŅ±“ÓŌ Ō¹õÕļÕĒĶķ
ĶńõÕ- ĀĀĀĀĀĀ ļĶÕņ Ō ŅĻ¾µÓ■∙¾■ ĀĀĀĀĀ ±Õõ¾ 7.4. ┬ŅńõÕķ±“ŌĶÕ ’ĶŅõĒŅ ĀĀĀĀĀĀ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“Ņ-ĀĀ
ĀĀĀĀĀĀ ŅŌ Ā 7.5. ╠Õ§ÓĒĶ„Õ±ĻĶÕ Ķ
ĶĒ¹ÕĀ ĀĀĀĀĀ ĒÕĒŅņĶŅŌÓĒĒ¹Õ ŌŅńõÕ- ĀĀĀĀĀ ķ±“ŌĶ ĒÓ ŅĻ¾µÓ■∙¾■ ĀĀĀĀĀ ±Õõ¾. ĀĀĀĀĀĀ ĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ß∙ĶÕ ńÓĻŅĒŅņÕĒŅ±“Ķ Ķ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ŃÓńŅĒÓ- ±¹∙ÕĒĶ ŽŅļ¾„ÕĒĶÕ Ķ±§ŅõĒ¹§ õÓĒ- Ē¹§ õļ ÓńÓßŅ“ĻĶ “Õ§’Ņ- ÷Õ±±Ó Ķ ŅßŅ¾õŅŌÓĒĶ õļ ŃÓńŅĒÓ±¹∙ÕĒĶ ╚±§ŅõĒ¹Õ õÓĒĒ¹Õ õļ Ó±- „Õ“Ó ĒÓ ’Ņ„ĒŅ±“³ Ķ
Ņ’“ĶņÓ- ļ³ĒŅ±“Ķ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ µĶõĻŅ±“ĒŅŃŅ “ÓĻ“Ó ┬¹ßŅ ņÓ“ÕĶÓļÓ ’Ņ ĻŅŅ- ńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ķ ¶ĶńĶ- ĻŅ-§ĶņĶ„Õ±ĻŅķ ±ŅŌņÕ±“ĶņŅ- ±“Ķ ± õ¾ŃĶņĶ µĶõĻŅ±“ ņĶ ┬ŅńņŅµĒŅ±“³ ŅßÓńŅŌÓĒĶ ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ ÕÕ Ņ±“Ó“ĻŅŌ ┬ļĶ ĒĶÕ ĒÓ ±ŌŅķ±“ŌÓ µĶõ- ĻŅ±“Ķ ĻŅĒ±“¾Ļ“ĶŌĒŅ “Õ§ĒŅ- ļŅŃĶ„Õ±ĻĶ§ ’ÓÓņÕ“ŅŌ Ķń- õÕļĶ ┬ļĶ ĒĶÕ ĒÓ ĻŅŅńĶŅĒĒ¾■
±“ŅķĻŅ±“³ ĻŅĒ±“¾Ļ“ĶŌĒŅ-“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ņ±ŅßÕĒ-ĒŅ±“Õķ ÕņĻŅ±“Õķ ŽŅļ¾„ÕĒĶÕ ńĒÓ„ÕĒĶķ ĻŅ¶¶Ķ- ÷ĶÕĒ“ŅŌ õļ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ±“ÕĒĻÓņĶ ÕņĻŅ±“Ķ ╠Õ§ÓĒĶńņ ŌńÓĶņŅõÕķ±“ŌĶ
õļ Ō¹ßŅÓ ņÕ“ŅõÓ ĒÕķ“Ó- ļĶńÓ÷ĶĶ Ķ õÕŃÓńÓ÷ĶĶ
ĶńõÕļĶķ ╬ßÕ±’Õ„ÕĒĶÕ ŌŅńņŅµĒŅ±“Ķ ’ŅŌ“ŅĒŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ ĶńõÕļĶ ’Ņ±ļÕ ĒÕķ“ÓļĶńÓ- ÷ĶĶ Ķ õÕŃÓńÓ÷ĶĶ ╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ-“ŅŌ
õĶ¶¶¾ńĶĶ ╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕĒ“ŅŌ ĀĶ±“Õ„ÕĒĶ µĶõĻŅ±“Õķ Ķ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ õļ
Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ╬’ÕõÕļÕĒĶÕ õŅ’¾±“Ķņ¹§ ¾ŅŌĒÕķ ĒÓ’ µÕĒĶķ ╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó Óõ±Ņß÷ĶĶ õļ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ µĶõĻŅ±“Ē¹§ “ÓĻ“ŅŌ ┬¹ßŅ ņÓ“ÕĶÓļŅŌ ╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ŃÓńŅŌ¹õÕļÕĒĶ õļ Ņ’ÕõÕ- ļÕĒĶ ±Ņ±“ÓŌÓ ŃÓńŅŌŅķ ±Õõ¹ ╬’ÕõÕļÕĒĶÕ ŌļÓŃŅÕņĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ õļ Ó±„Õ“Ó
ŌļÓ- ŃŅ±ŅõÕµÓĒĶ ŃÓńŅŌŅķ ±Õõ¹ ╬’ÕõÕļÕĒĶÕ õŅ’¾±“ĶņŅŃŅ ±ĒĶµÕĒĶ §ÓÓĻ“ÕĶ±“ĶĻ ņÓ“ÕĶÓļŅŌ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ±Ņ±“Ņ ĒĶ ±Õõ¹ ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĶńõÕļĶ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ±’Õ÷Ķ¶Ķ- „Õ±ĻĶ§ ĒŅņĶŅŌÓĒĒ¹§ ¶Ó- Ļ“ŅŅŌ ŅĻ¾µÓ■∙Õķ ±Õõ¹ ╬’ÕõÕļÕĒĶÕ ±“Õ’ÕĒĶ ÓŃÕ±- ĶŌĒŅ±“Ķ ŃÓńŅŌŅķ ±Õõ¹ Ļ ņÓ“ÕĶÓļÓņ ┬¹ÓßŅ“ĻÓ “ÕßŅŌÓĒĶķ Ļ ±Ķ- ±“ÕņÕ ĻŅĒ“Ņļ ŃÓńŅŌŅķ
±Õ- õ¹ ╬’ÕõÕļÕĒĶÕ “ÕßŅŌÓĒĶķ Ļ ±Ņ±“ÓŌ¾ ŃÓńŅŌŅķ ±Õõ¹ ╬’ÕõÕļÕĒĶÕ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ŃÓńŅŌŅķ ±Õõ¹ Ō ²ļÕņÕĒ“Õ ╬’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ ŃÓńŅ- ŌŅŃŅ ±Ņ±“ÓŌÓ ĒÓ ÓßŅ“Ņ±’Ņ- ±ŅßĒŅ±“³ ╬’ÕõÕļÕĒĶ ±Ņ±“ÓŌÓ Ķ
ĻŅļĶ„Õ±“ŌÓ Ō¹õÕļÕĒĶķ ╬’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ ĶńõÕ- ļĶ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ ╬ßÕ±’Õ„ÕĒĶÕ ŃÕņÕ“ĶńÓ÷ĶĶ
ĻŅ’¾±Ó ┬ļĶ ĒĶÕ ŃÓńŅŌŅŃŅ ±Ņ±“ÓŌÓ
ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĻŅ’¾±Ó ╬’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ ĶńõÕ- ļĶ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ čŅ§ÓĒÕĒĶÕ ÓßŅ“Ņ±’Ņ±Ņß-ĒŅ±“Ķ
ĶńõÕļĶ ’ŅõĀ ŌŅńõÕķ- ±“ŌĶÕņ ¶ÓĻ“ŅŅŌ ±Õõ¹ ╬’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ ĒÕĒŅ- ņĶŅŌÓĒĒ¹§ ŌŅńõÕķ±“ŌĶķ ĒÓ
ŅĻ¾µÓ■∙¾■ ±Õõ¾ |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3 ─ĶĒÓņĶĻÓ ŃÓńŅĒÓ±¹∙ÕĒĶ Ķ õÕŃÓńÓ÷Ķ µĶõĻŅ±“Ķ ─ĶĒņĶĻÓ ĶńņÕĒÕĒĶ õÓŌļÕ- ĒĶ Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ ─ĶĒÓņĶĻÓ ĶńņÕĒÕĒĶ õÓŌ- ļÕĒĶ Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ ╚ńņÕņĒÕĒĶÕ ĻŅŅńĶŅĒĒ¹§ ’Ņ÷Õ±±ŅŌ ŌŅ ŌÕņÕĒĶ ┬Õņ ŌŅńņŅµĒŅŃŅ §ÓĒÕĒĶ ĶńõÕļĶ ± ĒÕ ±ļĶ“¹ņĶ
Ņ±“Ó“ĻÓņĶ µĶõĻŅ±“Ķ ╚ńņÕĒÕĒĶÕ ±ŌŅķ±“Ō µĶõĻŅ±“Ķ
Ō ĶńõÕļĶĶ Ō ’Ņ÷Õ±±Õ ÕŃŅ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ┬ļĶ ĒĶÕ ŌÕņÕĒĶ ĒÓ ĻŅŅ-ńĶŅĒĒ¾■
±“ŅķĻŅ±“³ Ķ §ÓÓĻ“Õ ±Ō ńĶ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ ±Ņ ±“ÕĒĻŅķ ┬ļĶ ĒĶÕ ŌÕņÕĒĶ ĒÓ
ĻŅŅ-ńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ ╬’ÕõÕļÕĒĶÕ “ÕßŅŌÓĒĶķ Ļ ŅßŅ¾õŅŌÓĒĶ■ ┬ļĶ ĒĶÕ ŌÕņÕĒĶ §ÓĒÕĒĶ ’Ņ±ļÕ ĒÕķ“ÓļĶńÓ÷ĶĶ ĒÓ Ó- ßŅ“Ņ±’Ņ±ŅßĒŅ±“³ µĶõĻŅ±“- ĒŅŃŅ “ÓĻ“Ó ╬’ÕõÕļÕĒĶÕ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ŅļŅ±“Õķ ÓŃÕŃÓ“ŅŌ µĶõĻŅ-
Ņ±“ĒŅŃŅ “ÓĻ“Ó ─ĶĒÓņĶĻÓ ĶńņÕĒÕĒĶ
’ÓÓņÕ“ŅŌ Ķ±“Õ„ÕĒĶ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹ õÕ¶ÕĻ“ŅŌ ─ĶĒÓņĶĻÓ ĶńņÕĒÕĒĶ ±Ņ±“Ņ- ĒĶ ņÓ“ÕĶÓļÓ. ╬ßÕ±’Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÕņĻŅ±“Õķ ╚ńņÕĒÕĒĶÕ ±“ŅķĻŅ±“Ķ ņÓ“Õ- ĶÓļŅŌ ŌŅ ŌÕņÕĒĶ ─ĶĒÓņĶĻÓ ŃÓńŅŌ¹õÕļÕĒĶ ─ĶĒÓņĶĻÓ ŌļÓŃŅ’ŅŃļŅ∙ÕĒĶ ╚ńņÕĒÕĒĶÕ ±“ŅķĻŅ±“Ķ ņÓ“Õ- ĶÓļŅŌ ┬ļĶ ĒĶÕ ŌŅńõÕķ±“ŌĶ ±’Õ- ÷Ķ¶Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ŅĻ¾- µÓ■∙Õķ ±Õõ¹ ─ĶĒÓņĶĻÓ ĶńņÕĒÕĒĶ ŃÓńŅ- ŌŅŃŅ ±Ņ±“ÓŌÓ ╬ßÕ±’Õ„ÕĒĶÕ õŅļŃŅŌÕ„ĒŅ-±“Ķ
±Ķ±“Õņ¹ ╬ßÕ±’Õ„ÕĒĶ ĻÓ„Õ±“ŌÓ
±Ņ±“Ó- ŌÓ ŃÓńŅŌŅķ ±Õõ¹ ─ĶĒÓņĶĻÓ ĶńņÕĒÕĒĶ
ŃÓńŅ-ŌŅķ ±Õõ¹ Ō ²ļÕņÕĒ“Õ ┬ļĶ ĒĶÕ ŌÕņÕĒĶ ²Ļ±’ļ¾Ó- “Ó÷ĶĶ ─ĶĒÓņĶ„Õ±ĻŅÕ ’Ņ“ÕĻÓĒĶÕ ’Ņ÷Õ±±ŅŌ ─ļĶ“Õļ³ĒŅ±“³ ŌŅńõÕķ±“ŌĶ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ ╬ßÕ±’Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ┬ļĶ ĒĶÕ õļĶ“Õļ³ĒŅ±“Ķ ²Ļ- ±’ļ¾Ó“Ó÷ĶĶ ╬ßÕ±’Õ„ÕĒĶÕ „Ķ±“Ņ“¹ ŅĻ¾- µÓ■∙Õķ ±Õõ¹ ’Ķ ²Ļ±’ļ¾- Ó“Ó÷ĶĶ ĶńõÕļĶ ┬ļĶ ĒĶÕ ’ŅõŅļµĶ“Õļ³ĒŅ- ±“Ķ ŌŅńõÕķ±“ŌĶ čŅ§ÓĒÕĒĶÕ ŅĻ¾µÓ■∙Õķ
±Õõ¹ |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ![]()
![]()
![]()
![]()
![]() ĀĀĀ
ĀĀĀ
Ā1.6. čŅ±“ÓŌ ŌŅńõÕķ±“Ō¾■∙Ķ§
¶ÓĻ“ŅŅŌ
Ā ┬ŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ Ōļ ■“± Ņ±ĒŅŌĒ¹ņĶ ŌĶõÓņĶ ŌŅńõÕķ±“ŌĶ ĒÓ ĶńõÕļĶ Ō ’Ņ÷Õ±±Õ
Ķ§ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ , ’Ķ ĻŅ“Ņ¹§ ŅĒĶ õŅļµĒ¹ ¶¾ĒĻ÷ĶŅĒĶŅŌÓ“³ ± Ō¹±ŅĻŅķ ±“Õ’ÕĒ³■
ĒÓõÕµĒŅ±“Ķ Ō ńÓõÓĒĒ¹§ ’ÕõÕļÓ§ õŅļŃŅŌÕ„ĒŅ±“Ķ.
Ā ═ŅņÕĒĻļÓ“¾Ó, Ņß·Õņ Ķ §ÓÓĻ“Õ ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ŌŅńõÕķ±“ŌĶķ
ĒÕ ŃŅ±“ĶŅŌÓĒ Ķ „Õ“ĻŅ ĒÕ ÕŃļÓņÕĒ“ĶŅŌÓĒ, Ō ±Ķļ¾ „ÕŃŅ ŅĒĶ Ņ’ÕõÕļ Õ“± Ķ
ĒŅņĶ¾■“± ±ÓņĶņĶ ÓńÓßŅ“„ĶĻÓņĶ ĶńõÕļĶķ ĶļĶ Ķ§ ńÓĻÓń„ĶĻÓņĶ. ╬“ ’ŅļĒŅ“¹ ²“ŅŃŅ
Ņ’ÕõÕļÕĒĶ Ķ ĻÓ„Õ±“ŌÕĒĒŅ±“Ķ ĒŅņĶŅŌÓĒĶ ŌÕļĶ„ĶĒ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ, Ó
“ÓĻµÕ “∙Ó“Õļ³ĒŅ±“Ķ ’ŅŌÕõÕĒĒŅķ Ņ“ÓßŅ“ĻĶ Ķ Ķ±’¹“ÓĒĶķ ĶńõÕļĶķ ĒÓ
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ Ō ¾±ļŅŌĶ § ÕÓļ³ĒŅŃŅ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ
ß¾õÕ“ ńÓŌĶ±Õ“³ ĻÓ„Õ±“ŌŅ ĶńõÕļĶ .
ĀĀ ╚ńõÕļĶÕ ß¾õÕ“ ĶņÕ“³ ĒÓĶŌ¹±°ÕÕ ĻÓ„Õ±“ŌŅ, Õ±ļĶ ŌŅńõÕķ±“ŌĶÕ ²“Ķ§
¶ÓĻ“ŅŅŌ ß¾õÕ“Ā ĒÓĶßŅļÕÕ ’ŅļĒŅ ¾„“ÕĒŅ,
ĒÓ„ĶĒÓ ±Ņ ±“ÓõĶĶ ÓńÓßŅ“ĻĶ ’ŅÕĻ“Ó. ┬ ĒÕ ņÕĒ³°Õķ ±“Õ’ÕĒĶ ĒÓ ĻÓ„Õ±“ŌŅ ĶńõÕļĶ
ß¾õÕ“ ŌļĶ “³ “ÓĻµÕĀĀ ’ŅĶńŌŅõ±“ŌÕĒĒŅÕ Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻŅÕ ĻÓ„Õ±“ŌŅ ÕŃŅ ĶńŃŅ“ŅŌļÕĒĶ .ĀĀĀ
ĀĀ ┬Ņ’Ņ± Ņ’ÕõÕļÕĒĶ ±Ņ±“ÓŌÓ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ Ōļ Õ“±
ŌÕ±³ņÓ ŌÓµĒ¹ņ õļ Ō±ÕŃŅ ÷ĶĻļÓ ±ŅńõÓĒĶ ĶńõÕļĶķ. ┬ ļĶ“ÕÓ“¾Õ Õ∙Õ ņÓļŅ ĶņÕÕ“±
±ŌÕõÕĒĶķ ’Ņ ±Ķ±“ÕņÓ“ĶńÓ÷ĶĶ ²“Ķ§ ŌŅńõÕķ±“ŌĶķ. └ĒÓļĶń ÓßŅ“¹ õÓ ĻŅĒ±“¾Ļ“Ņ±ĻĶ§
ß■Ņ ’ŅńŌŅļ Õ“ ±ŅńõÓ“³ Ņ’ÕõÕļÕĒĒ¾■ ±Ķ±“ÕņÓ“ĶńÓ÷Ķ■ ŌĒÕ°ĒĶ§ ŌŅńõÕķ±“ŌĶķ, ÓńßĶŌ
Ķ§ ĒÓ ĻļÓ±±¹, Ń¾’’¹ Ķ ŌĶõ¹. ŽŅŌÕõÕĒĒÓ ’Ņ’¹“ĻÓ “ÓĻŅķ ±Ķ±“ÕņÓ“ĶńÓ÷ĶĶ
’Õõ±“ÓŌļÕĒÓ Ō “ÓßļĶ÷Õ 1.6.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 1.6.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬ŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹ ĒÓ ĶńõÕļĶ
|
ĀĀĀĀĀĀ ╩Ā ļĀ
ÓĀ ±Ā ± |
ĀĀĀĀĀĀĀĀĀĀĀ ├Ā Ā
¾Ā ’Ā ’Ā Ó |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ā ĶĀ
õĀ ¹ |
|
1.╠Õ§ÓĒĶ„Õ±ĻĶÕ ĀĀ ĀĀ 2.ęÕ’ļŅŌ¹Õ Ā 3. ŽĶŅõĒ¹Õ Ā 4.╩ļĶņÓ“Ķ„Õ„±ĻĶÕ Ā 5.┴ĶŅļŅŃĶ„Õ±ĻĶÕ |
╠Õ§ÓĒĶ„Õ±ĻŅÕ ŌŅńõÕķ±“ŌĶÕ ĀĀĀĀ ╩ŅļÕßÓ“Õļ³Ē¹Õ ĀĀĀ ĀĀĀĀ ėõÓĒ¹Õ ė±ĻŅĶ“Õļ³Ē¹Õ ├ĶõÓŌļĶ„Õ±ĻĶÕ ═ÓŃÕŌ └“ņŅ±¶ÕĒ¹Õ č“Ó“Ņ±¶ÕĒ¹Õ ╩Ņ±ņĶ„Õ±ĻĶÕ ĀĀĀ ĀĀĀĀ ├¾Ē“ŅŌ¹Õ ┬ŅõĒÓ ±ÕõÓ įŅ“Ņ±ĶĒ“ÕńĶ¾■∙ĶÕ ═Õ ¶Ņ“Ņ±ĶĒ“ÕńĶ¾■∙ĶÕ ┴Õ±’ŅńŌŅĒŅ„Ē¹Õ µĶŌŅ“Ē¹Õ ŽŅńŌŅĒŅ„Ē¹Õ µĶŌŅ“Ē¹Õ |
č“Ó“Ķ„Õ±ĻŅÕ,ĀĀĀĀĀ õĶĒÓņĶ„Õ±ĻŅÕ, ¾±“ÓļŅ±“ĒŅÕ, ÕńŅĒÓĒ±ĒŅÕ ĀĀĀĀ į¾ĒĻ÷ĶŅĒÓļ³ĒÓ Ķ ±ļ¾„ÓķĒ¹Õ ĀĀĀĀĀ ŌĶßÓ÷ĶĶ, ÓĻ¾±“Ķ„Õ±ĻŅÕ ĒÓŃ¾µÕĒĶÕ, Ā°¾ņ, ĻÓ„ĻÓ, ĒÓĻļŅĒ, ĻÕĒ, õĶ¶¶ÕÕĒ“ ĀĀĀĀĀ ╠Õ§ÓĒĶ„Õ±ĻĶķ, ±Õķ±ņĶ„Õ±ĻĶķ,ĀĀ ĀĀĀĀĀ ŃĶõÓŌļĶ„Õ±ĻĶķ, Ó²ŅõĶĒÓņĶ„Õ±ĻĶķ, ĀĀĀĀĀ Ōń¹ŌĒŅķ, ßÓļļĶ±“Ķ„Õ±ĻĶķ,ĀĀĀ ĀĀĀĀĀĀĀ ²ļÕĻ“ŅõĶĒņĶ„Õ±ĻĶķ ╦ĶĒÕķĒŅÕ, ¾ŃļŅŌŅÕ,
ŌÓ∙Ó“Õļ³ĒŅÕ, ĻÓĶŅļĶ±ŅŌŅÕ čĻŅŅ±“³, õÓŌļÕĒĶÕ,
ŃĶõÓŌļĶ„Õ±ĻŅÕ ±Ņ’Ņ“ĶŌļÕĒĶÕ “Õ„ÕĒĶ └²ŅõĶĒÓņĶ„Õ±ĻĶķ,
“Õ’ļŅŌŅķ, “ÕĒĶÕ, ’ļÓņ , ļÓńÕĒŅÕ, ±ŌÕ“ŅŌŅÕ ĀĀ ĀĀĀĀ ĀĀĀĀ ─ÓŌļÕĒĶÕ, “Õņ’ÕÓ“¾Ó, ĀĀĀĀĀĀ ±ĻŅŅ±“³ ŌÕ“Ó, ńÓŃ ńĒÕĒĒŅ±“³, ŌļÓµĒŅ±“³,
±ŅļĒÕ„ĒŅÕ Ķńļ¾„ÕĒĶÕ, ŅßļÓ„ĒŅ±“³ ─ÓŌļÕĒĶÕ, ÓõĶÓ÷Ķ ,
²ļÕ“ŅņÓŃĒĶ“ĒŅÕ, ŃÓŌĶ“Ó÷ĶĒĒŅÕ, “Õņ’ÕÓ“¾Ó, ±ŅļĒÕ„ĒÓ Ā ÓõĶÓ÷Ķ , ŅńŅĒĒ¹ķ ±ļŅķ ╩Ņ±ņĶ„Õ±ĻĶķ ņ¾±Ņ,
ņÕ“ÕŅĶ“ĒŅÕ, ±ŅļĒÕ„ĒÓ Ķ ĻŅ±ņĶ„Õ±ĻÓ ÓõĶÓ÷Ķ , ŃÓŌĶ“Ó÷ĶŅĒĒŅÕ,
²ļÕĻ“ŅņÓŃĒĶ“ĒŅÕ ĀĀ ĀĀĀĀ čÕķ±ņĶ„Õ±ĻĶÕ, ±ĒÕµĒ¹ķ ’ŅĻŅŌ,Ā ĀĀĀ ļĶŌĒÕŌ¹Õ Ķ õŅµõÕŌ¹Õ ’Ņ“ŅĻĶ, ĀĀĀ §ĶņĶĻŅ-ßĶŅļŅŃĶ„Õ±ĻĶÕ ÓŃÕĒ“¹ ┬¹±Ņ“Ó ŌŅļĒ, ÓńļĶŌ¹ Ķ
ĒÓŌŅõĒÕĒĶ , Ā÷¾ĒÓņĶ, §ĶĶĻŅ-ßĶŅļŅŃĶ„Õ±ĻĶķ ±Ņ±“ÓŌ, ļÕõŅŌÓ Ņß±“ÓĒŅŌĻÓ čĶĒÕ-ńÕļÕĒ¹Õ, ŌŅõŅŅ±ļĶ,
ļĶ°ÓķĒĶĻĶ, ┴ÓĻ“ÕĶĶ, ņĶĻ±ŅßÓĻ“ÕĶĶ,
ÓĻ“ĶĒŅņĶ-÷Õ“¹, ņĶĻ±ŅņĶ÷Õ“¹, õŅµµĶ, ŃĶß¹ ’ļÕ±ĒÕŌ¹Õ, ŽŅ±“Õķ°ĶÕ, ĻĶ°Õ„ĒŅ
’ŅļŅ±“Ē¹Õ, „ÕŌĶ, ņŅļļ■±ĻĶ, „ļÕĒĶ±“ŅĒŅŃĶÕ ą¹ß¹, ńÕņĒŅŌŅõĒ¹Õ,
’Õ±ņ¹ĻÓ■∙ĶÕ, ’“Ķ÷¹, ņļÕĻŅ’Ķ“Ó■∙ĶÕ |
1.7.Ā ąÓķŅĒĶŅŌÓĒĶÕ Ķ Ķ±’ŅļĒÕĒĶÕ
“Õ§ĒĶĻĶ õļ ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒŅŌ
Ā
ĀĀ ╩ļĶņÓ“Ķ„Õ±ĻŅÕ ÓķŅĒĶŅŌÓĒĶÕ
“ÕĶ“ŅĶĶ čččą Ķ ±“Ó“Ķ±“Ķ„Õ±ĻĶÕ ’ÓÓņÕ“¹ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌĀ ’ĶŌÕõÕĒ¹ Ō ├╬čęĀ 16350 ¢ 80. čŌÕõÕĒĶ , ĶńļŅµÕĒĒ¹Õ Ō õÓĒĒŅņ ±“ÓĒõÓ“Õ Ķ±’Ņļ³ń¾■“±
’Ķ ¾±“ÓĒŅŌļÕĒĶĶ “ŅĒĶ„Õ±ĻĶ§ “ÕßŅŌÓĒĶķ, Ō¹ßŅÕĀ
ÕµĶņŅŌ Ķ±’¹“ÓĒĶķ, ’ÓŌĶļ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, §ÓĒÕĒĶ , “ÓĒ±’Ņ“ĶŅŌÓĒĶ Ō±Õ§
ŌĶõŅŌ ņÓ°ĶĒ, ’ĶßŅŅŌ Ķ õ¾ŃĶ§ “Õ§ĒĶ„Õ±ĻĶ§ ĶńõÕļĶķĀ ’ÕõĒÓńĒÓ„ÕĒĒ¹§ õļ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ĻļĶņÓ“Ķ„Õ±ĻĶ§
ÓķŅĒÓ§.
ĀĀ ┬ ĻÓ„Õ±“ŌÕ Ņ±ĒŅŌĒ¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ’Ķ ÓķŅĒĶŅŌÓĒĶĶ
“ÕĶ“ŅĶĶ čččą õļ “Õ§ĒĶ„Õ±ĻĶ§ ÷ÕļÕķ ’ĶĒ “¹ “Õņ’ÕÓ“¾Ó Ķ Ņ“ĒŅ±Ķ“Õļ³ĒÓ
ŌļÓµĒŅ±“³ ŌŅńõ¾§Ó. čÕõĒÕ±¾“Ņ„ĒÓ “Õņ’ÕÓ“¾Ó ŌŅńõ¾§Ó õÓÕ“ ’Õõ±“ÓŌļÕĒĶÕ Ņ
ŌÕļĶ„ĶĒÕ “Õņ’ÕÓ“¾¹ Ņ’ÕõÕļÕĒĒŅŃŅ ńĒÓ„ÕĒĶ : ’ĶņÕĒŅ ’ŅļŅŌĶĒÓ ±¾“ŅĻ
“Õņ’ÕÓ“¾ÓĀ ĒĶµÕ, Ó ’ĶņÕĒŅ ’ŅļŅŌĶĒ¾
±¾“ŅĻ ¢ Ō¹°Õ ±ÕõĒÕŃŅ ±¾“Ņ„ĒŅŃŅ ńĒÓ„ÕĒĶ .
ĀĀ šÓÓĻ“Õ ĶńņÕĒÕĒĶ “Õņ’ÕÓ“¾¹ ŌŅńõ¾§Ó ŌŅ ŌÕņÕĒĶ Ņ’ÕõÕļ Õ“±
±ļ¾„ÓķĒ¹ņ ’Ņ÷Õ±±Ņņ Ķ Ņ’Ķ±¹ŌÓÕ“± ±ļÕõ¾■∙Ķņ ¾ÓŌĒÕĒĶÕņ:ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ t ( τ ) = t(τ)
+ ψ (τ)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ.ĀĀĀĀĀĀĀĀĀĀĀ (1.7.1į)
ŃõÕ:Ā t ¢ ±ļ¾„ÓķĒÓ “Õņ’ÕÓ“¾Ó,
±ŅŅ“ŌÕ“±“Ō¾■∙Ó ŌÕņÕĒĶĀ τ,Ā (Ņč),
ĀĀĀĀĀĀĀ τĀ - ŌÕņ ,
ĶńņÕ ÕņŅÕ Ņ“ ņĶĒ¾± 4380 ( ╬ „Ó±ŅŌ ĒÓ 1 ĒŌÓ ) õŅ ’ļ■± 4380
ĀĀĀĀĀĀĀĀĀĀĀĀ ( 24 „Ó±Ó 31ĀĀ
ĒŌÓ ) , („) ,
ĀĀĀĀĀĀĀ t -Ā ±ÕõĒ
“Õņ’ÕÓ“¾Ó, ±ŅŅ“ŌÕ“±“Ō¾■∙Ó ŌÕņÕĒĶĀ
τ, (Ņč),
ĀĀĀĀĀĀ ψ -Ā ±ļ¾„ÓķĒÓ
±Ņ±“ÓŌļ ■∙Ó “Õņ’ÕÓ“¾¹, ±ŅŅ“ŌÕ“±“Ō¾■∙Ó ŌÕņÕĒĶ τ, (Ņč).
čÕõĒÕÕ ńĒÓ„ÕĒĶÕ “Õņ’ÕÓ“¾¹
Ó±±„Ķ“¹ŌÓÕ“± ’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ t (τ) =└Ņ
+Ā ![]() ĀĀ(└i Cos ώ τĀĀĀ +Ā Bi Sin ώ τ )ĀĀĀĀĀĀĀĀĀĀĀ
ģģģ..ĀĀĀĀĀĀĀĀĀĀĀĀĀ (1.7.2į)
ĀĀ(└i Cos ώ τĀĀĀ +Ā Bi Sin ώ τ )ĀĀĀĀĀĀĀĀĀĀĀ
ģģģ..ĀĀĀĀĀĀĀĀĀĀĀĀĀ (1.7.2į)
ŃõÕ:ĀĀ └Ņ ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ „Ķ±ļÕĒĒŅ ÓŌĒ¹ķ
ņÓ“ÕņÓ“Ķ„Õ±ĻŅņ¾ ŅµĶõÓĒĶ■ ±ÕõĒÕķ ŃŅõŅŌŅķĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “Õņ’ÕÓ“¾Õ Ņ č,
ĀĀĀĀĀĀĀĀĀ └i , ┬iĀ - Óņ’ļĶ“¾õ¹ ĻŅļÕßÓĒĶķ
ņÓ“ÕņÓ“Ķ„Õ±ĻŅŃŅ ŅµĶõÓĒĶ “Õņ’ÕÓ“¾¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ŅŅ“ŌÕ“±“Ō¾■∙ÕŃŅ „Ó±“Ņ“Õ ώ,
ŪĒÓ„ÕĒĶ ŌÕļĶ„ĶĒ └Ņ, A, B,
ώ ’ĶŌŅõ “± Ō ±“ÓĒõÓ“Õ.ĀĀ
ĀĀ čļ¾„ÓķĒÓ ±Ņ±“ÓŌļ ■∙Ó “Õņ’ÕÓ“¾¹Ā ψ(τ) Ó±’ÕõÕļÕĒÓ ’Ņ ĒŅņÓļ³ĒŅņ¾ ńÓĻŅĒ¾ ±
ņÓ“ÕņÓ“Ķ„Õ±ĻĶņ ŅµĶõÓĒĶÕņ, ÓŌĒ¹ņ Ē¾ļ■ Ķ ±ÕõĒĶņ ĻŌÓõÓ“Ķ„Ē¹ņ Ņ“ĻļŅĒÕĒĶÕņ σt
, ńĒÓ„ÕĒĶÕ ĻŅ“ŅŅŃŅ ’ĶŌÕõÕĒŅ Ō “ÓßļĶ÷Õ ±“ÓĒõÓ“Ó.
ĀĀĀ ąÓ±’ÕõÕļÕĒĶÕ “Õņ’ÕÓ“¾¹ ńÓ ŃŅõ Ō ±¾ņņÕ Ō ĒÕĻŅ“Ņ¹§ ÓķŅĒÓ§
Ņ“ļĶ„ÓÕ“± Ņ“ ĒŅņÓļ³ĒŅŃŅ. ┬ ±“ÓĒõÓ“Õ ’ĶŌŅõ “± Óß±Ņļ■“Ē¹ķ ņĶĒĶņ¾ņ Ķ ņÓĻ±Ķņ¾ņ
“Õņ’ÕÓ“¾ ŌŅńõ¾§Ó, Óß±Ņļ■“Ē¹ķ ņÓĻ±Ķņ¾ņ “Õņ’ÕÓ“¾¹ ’ŅŌÕ§ĒŅ±“Ķ ’Ņ„Ō¹,
ńÓÕŃĶ±“ĶŅŌÓĒĒ¹Õ ńÓ ŌÕ±³ ’ÕĶŅõ ĒÓßļ■õÕĒĶķ, Ķ ’ÕõÕļ³Ē¹Õ ńĒÓ„ÕĒĶ ŃŅõŅŌ¹§
ņÓĻ±Ķņ¾ņŅŌ Ķ ņĶĒĶņ¾ņŅŌ “Õņ’ÕÓ“¾¹ ŌŅńõ¾§Ó ’Ķ ÓńļĶ„ĒŅķ ŌÕŅ “ĒŅ±“Ķ Ķ§
’Ņ ŌļÕĒĶ , Ó±±„Ķ“ÓĒĒ¹Õ ņÕ“ŅõŅņ Ņ“ĻļŅĒÕĒĶķ Ņ“ ±ÕõĒĶ§ ńĒÓ„ÕĒĶķ ńÓ õļĶ“Õļ³Ē¹ķ
’ÕĶŅõ ĒÓßļ■õÕĒĶķ (60-80 ļÕ“).
ĀĀĀ ┬ ±“ÓĒõÓ“Õ ’ĶŌŅõ “± §ÓÓĻ“ÕĶ±“ĶĻĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒŅŌ ’Ņ
±ļÕõ¾■∙Ķņ ŌŅńõÕķ±“ŌĶ ņ: Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ŌŅńõ¾§Ó, ±ŅļĒÕ„ĒŅņ¾ Ķńļ¾„ÕĒĶ■,
Ó“ņŅ±¶ÕĒ¹ņ Ņ±ÓõĻÓņ, “¾ņÓĒÓņ, ŅßļÓ„ĒŅ±“Ķ, ±ĒÕµĒŅņ¾ ’ŅĻŅŌ¾, Ó“ņŅ±¶ÕĒŅņ¾
õÓŌļÕĒĶ■, ŌÕ“¾, ’¹ļ³Ē¹ņ ß¾ ņ, ņŅ±ĻĶ§ ÓĻŌÓ“ŅĶķ, ±Ņ„Õ“ÓĒĶÕņ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ.
─ļ Ō±Õ§ ’ĶŌÕõÕĒĒ¹§ ņŅÕķ õÓĒ¹ §ÓÓĻ“ÕĶ±“ĶĻĶ ’Ņ “Õņ’ÕÓ“¾Õ ŌŅõ¹ Ķ ŌŅńõ¾§Ó.
ŽŅ Óß±Ņļ■“ĒŅķ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ, ĻŅļĶ„Õ±“Ō¾ ŅßļÓĻŅŌ, ±ĻŅŅ±“Ķ ŌÕ“Ó,
’ŅŌ“Ņ ÕņŅ±“Ķ ’Ó±ņ¾ĒŅŃŅ Ķ ±ŌÕ“ļŅŃŅĀ
ĒÕßÓ, Ņ±ÓõĻŅŌ Ķ “¾ņÓĒÓ. ─ļ ĒÕĻŅ“Ņ¹§ ņŅÕķ ’ĶŌÕõÕĒ¹ §ÓÓĻ“ÕĶ±“ĶĻĶ
Ņ’Ó±Ē¹§ Ķ Ņ±ŅßŅ Ņ’Ó±Ē¹§ , ’ŅŌ“Ņ ÕņŅ±“³ Ķ ±ÕõĒ ĒÕ’Õ¹ŌĒÓ .Ā ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ±ĻŅŅ±“Ķ °“ŅņŅŌŅŃŅ ŌÕ“Ó,
ÓŌĒÓ Ķ ßŅļÕÕ 17 ņ/±ÕĻ, ±ĻŅŅ±“³ ŌÕ“Ó ±ŅŅ“ŌÕ“±“Ō¾■∙Ó Ā 1-% ŌÕŅ “ĒŅ±“Ķ. ŽŅŌ“Ņ ÕņŅ±“³ Ķ ±ÕõĒ
ĒÕ’Õ¹ŌĒÓ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ŌĶõĶņŅ±“Ķ, ÓŌĒÓ Ķ ņÕĒÕÕ 1 ņĶļÕ.
ĀĀĀĀ ├Ņ±¾õÓ±“ŌÕĒĒ¹ķ ±“ÓĒõÓ“
├╬čę 15150-69 Ņ’ÕõÕļ Õ“ ¶Ņņ¾ Ķ±’ŅļĒÕĒĶ , ĻÓ“ÕŃŅĶĶ, ¾±ļŅŌĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ
“ÓĒ±’Ņ“ĶŅŌÓĒĶ ĶńõÕļĶķ Ō „Ó±“Ķ ŌŅńõÕķ±“ŌĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§. ¶ÓĻ“ŅŅŌ ŌĒÕ°ĒÕķ
±Õõ¹. ╚ńõÕļĶ ’ÕõĒÓńĒÓ„Ó■“± õļ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ĻÓĻ ’ÓŌĶļŅ, Ō ŅõĒŅņ ĶļĶ Ō
ĒÕ±ĻŅļ³ĻĶ§ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒÓ, Ō ±Ķļ¾ „ÕŃŅ ±“ÓĒõÓ“ ÕĻŅņÕĒõ¾Õ“
ĶńŃŅ“ÓŌļĶŌÓ“³ Ō ĻļĶņÓ“Ķ„Õ±ĻĶ§ Ķ±’ŅļĒÕĒĶ §, ¾ĻÓń¹ŌÓÕņ¹§ Ō “ÓßļĶ÷ÕĀ 1.7.1ę.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ ╩ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± ¾ņÕÕĒĒ¹ņ ĻļĶņÓ“Ņņ Ņ“ĒŅ± “±
ÓķŅĒ¹, ŃõÕ ±ÕõĒ Ķń ÕµÕŃŅõĒ¹§ Óß±Ņļ■“Ē¹§ ņÓĻ±Ķņ¾ņŅŌ “Õņ’ÕÓ“¾¹Ā ŌŅńõ¾§Ó ÓŌĒÓ ĶļĶ ĒĶµÕ ’ļ■± 40Ņ
č. Ó ±ÕõĒ Ķń ÕµÕŃŅõĒ¹§ ņĶĒĶņ¾ņŅŌ “Õņ’ÕÓ“¾¹ ŌŅńõ¾§Ó ÓŌĒÓ ĶļĶ ĒÕ Ō¹°Õ
ņĶĒ¾± 45Ņč.
ĀĀ ╩ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± §ŅļŅõĒ¹ņ ĻļĶņÓ“Ņņ Ņ“ĒŅ± “±
ÓķŅĒ¹, Ō ĻŅ“Ņ¹§ ±ÕõĒ ÕµÕŃŅõĒ¹§ Óß±Ņļ■“Ē¹§ ņĶĒĶņ¾ņŅŌ “Õņ’ÕÓ“¾Ó ŌŅńõ¾§Ó
ĒĶµÕ ņĶĒ¾± 45Ņč.
ĀĀ ╩ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± ŌļÓµĒ¹ņ “Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ
Ņ“ĒŅ± “± ÓķŅĒ¹, Ō ĻŅ“Ņ¹§ ±Ņ„Õ“ÓĒĶÕ “Õņ’ÕÓ“¾¹, ÓŌĒŅķ ĶļĶ Ō¹°Õ 20Ņč
Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ, ÓŌĒŅķ ĶļĶ Ō¹°Õ 80Ņč , ĒÓßļ■õÓÕ“± 12 ĶļĶ
ßŅļÕÕ „Ó±ŅŌ Ō ±¾“ĻĶ ńÓ ĒÕ’Õ¹ŌĒ¹ķ ’ÕĶŅõ Ņ“ 2 õŅ 12 ņÕ± ÷ÕŌ Ō ŃŅõ¾.
Ā ╩ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± ±¾§Ķņ “Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ
Ņ“ĒŅ± “± ÓķŅĒ¹, Ō ĻŅ“Ņ¹§ ±ÕõĒ Ķń ÕµÕŃŅõĒ¹§ Óß±Ņļ■“Ē¹§ “Õņ’ÕÓ“¾
(ņÓĻ±Ķņ¾ņŅŌ) ŌŅńõ¾§Ó Ō¹°Õ 40Ņč Ķ ĻŅ“Ņ¹Õ ĒÕ Ņ“ĒÕ±ÕĒ¹ Ļ
ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± ŌļÓµĒ¹ņ “Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ.
ĀĀ ╩ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± ¾ņÕÕĒĒŅ §ŅļŅõĒ¹ņ ņŅ±ĻĶņ
ĻļĶņÓ“Ņņ Ņ“ĒŅ± “± ņŅ , ŅĻÕÓĒ¹, ’ĶßÕµĒ¹Õ “ÕĶ“ŅĶĶ Ō ’ÕõÕļÓ§
ĒÕ’Ņ±Õõ±“ŌÕĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ņŅ±ĻŅķ ŌŅļĒ¹, Ó±’ŅļŅµÕĒĒ¹Õ ±ÕŌÕĒÕÕ 30Ņ ±ÕŌÕĒŅķ
°ĶŅ“¹ ĶļĶ ĒĶµÕ 30Ņ ■µĒŅķ °ĶŅ“¹.
ĀĀ ╩ ĻļĶņÓ“Ķ„Õ±ĻŅņ¾ ÓķŅĒ¾ ± “Ņ’Ķ„Õ±ĻĶņ ņŅ±ĻĶņ ĻļĶņÓ“ŅņĀ Ņ“ĒŅ± “± ņŅ Ķ ŅĻÕÓĒ¹, ’ĶßÕµĒÓ
“ÕĶ“ŅĶ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ņŅ±ĻŅķ ŌŅļĒ¹ , Ó±’ŅļŅµÕĒĒ¹Õ ņÕµõ¾ 30Ņ
±ÕŌÕĒŅķ °ĶŅ“¹ Ķ 30Ņ ■µĒŅķ °ĶŅ“¹.
ĀĀ ┬ ±“ÓĒõÓ“Õ ’ĶŌŅõ “± ĒŅņÓļ³Ē¹Õ ńĒÓ„ÕĒĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§
¶ÓĻ“ŅŅŌ ŌĒÕ°ĒÕķ ±Õõ¹ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ±’¹“ÓĒĶ §, Ó “ÓĻµÕ Ņ’ÕõÕļ ■“±
“ÕßŅŌÓĒĶ Ļ ĶńõÕļĶ ņ Ō „Ó±“Ķ ŌĶõŅŌ ŌŅńõÕķ±“Ō¾■∙Ķ§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ
ŌĒÕ°ĒÕķ ±Õõ¹ Ķ ĒŅņĶĒÓļ³Ē¹§ Ķ§ ńĒÓ„ÕĒĶķ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ╩ŅņÕ ²“ŅŃŅ
’ĶŌŅõ “± ²¶¶ÕĻ“ĶŌĒ¹Õ ńĒÓ„ÕĒĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ, ¾±ļŅŌĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ņÕ“ÓļļŅŌ, ±’ļÓŌŅŌ, ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ĒÕŅŃÓĒĶ„Õ±ĻĶ§ ’ŅĻ¹“Ķķ.
╬’ÕõÕļ ■“± “ÕßŅŌÓĒĶ Ā ’Ķ
Ķ±’Ņļ³ńŅŌÓĒĶĶ ĶńõÕļĶķ Ō Ķ±’ŅļĒÕĒĶĶ õļ ¾ņÕÕĒĒŅŃŅ ĻļĶņÓ“Ó, Ō ÓķŅĒÓ§ ±
“Ņ’Ķ„Õ±ĻĶņ ĶļĶ §ŅļŅõĒ¹ņ ĻļĶņÓ“Ņņ Ķ ĒÓ Ō¹±Ņ“Ó§ ßŅļ³°Õ , „ņ ĒŅņÓļ³ĒÓ .
ŽĶŌŅõ “± ¾±ļŅŌĶ Ķ “ÓĒ±’Ņ“ĶŅŌÓĒĶ ĶńõÕļĶķĀ
Ō „Ó±“Ķ ŌŅńõÕķ±“ŌĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ŌĒÕ°ĒÕķ ±Õõ¹.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀ╩ļĶņÓ“Ķ„Õ±ĻŅÕ
Ķ±’ŅļĒÕĒĶÕ ĶńõÕļĶķ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 1.7.1.ę
|
ĀĀĀ ą Ó ķ Ņ Ē ¹ĀĀĀ ² Ļ ± ’ ļ ¾ Ó “ Ó ÷ Ķ Ķ |
ĀĀĀĀ ė±ļŅŌĒŅÕ |
ŅßŅńĒÓ„ÕĒĶÕ |
ĶńõÕļĶķ |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ ń õ Õ ļ Ķ ķ |
ĀĀĀĀĀ ą¾±±ĻŅÕ |
Ā╦Ó“ĶĒ±ĻŅÕ |
ųĶ¶ŅŌŅÕ |
|
╚ńõÕļĶ , ’ÕõĒÓńĒÓ„ÕĒĒ¹Õ õļ ²Ļ- ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ±¾°Õ, ÕĻÓ§ Ķ ŅńÕÓ§ ─ļ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅŃŅ
ÓķŅĒÓ ± ¾ņÕÕĒĒ¹ņ ĻļĶņÓ“Ņņ ─ļ “ÓĻĶ§ µÕ ÓķŅĒŅŌ ±
¾ņÕÕĒĒŅ §ŅļŅõĒ¹ņ ĻļĶņÓ“Ņņ ─ļ ÓķŅĒÓ ± ŌļÓµĒ¹ņ
“Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ ─ļ ÓķŅĒÓ ± ±¾§Ķņ
“Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ ─ļ ÓķŅĒÓ, ĻÓĻ ± ±¾§Ķņ,
“ÓĻ Ķ ± ŌļÓµĒ¹ņ “Ņ’Ķ„Õ±ĻĶņ ĻļĶņÓ“Ņņ ─ļ Ō±Õ§
ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒŅŌ ĒÓ ±¾°Õ, ĻŅņÕ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅŃŅ ÓķŅĒÓ ± Ņ„ÕĒ³ §ŅļŅõĒ¹ņ ĻļĶņÓ“Ņņ
(Ņß∙ÕĻļĶņÓ“Ķ„Õ±ĻŅÕ Ķ±’ŅļĒÕĒĶÕ) ╚ńõÕļĶ ’ÕõĒÓńĒÓ„ÕĒĒ¹Õ õļ ²Ļ±’ļ¾Ó-“Ó÷ĶĶ Ō ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻĶ§
ÓķŅĒÓ§ ± Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀņŅ±ĻĶņ ĻļĶņÓ“Ņņ ─ļ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅŃŅ
ÓķŅĒÓ ± ¾ņÕÕĒĒŅ §ŅļŅõĒ¹ņ ņŅ±ĻĶņ ĻļĶņÓ“Ņņ ─ļ ÓķŅĒÓ ± “Ņ’Ķ„Õ±ĻĶņ
ņŅ±ĻĶņ ĻļĶņÓ“Ņņ Ō “Ņņ „Ķ±ļÕ õļ ±¾õŅŌ
ĻÓßŅ“ÓµĒŅŃŅĀ ’ļÓŌÓĒĶ ļĶ ĶĒ¹§, ’ÕõĒÓńĒÓ„ÕĒĒ¹§
õļ ’ļÓŌÓĒĶ “Ņļ³ĻŅ Ō õÓĒĒŅņ ÓķŅĒÕ ─ļ ÓķŅĒŅŌ, ĻÓĻ ±
¾ņÕÕĒĒŅ §ŅļŅõĒ¹ņ, “ÓĻ Ā Ķ ± “Ņ’Ķ„Õ±ĻĶņ ņŅ±ĻĶņ ĻļĶņÓ“Ņņ,Ā “Ņņ Ā „Ķ±ļÕĀ Ķ õļ ±¾õŅŌ
ĒÕŅŃÓĒĶ„ÕĒĒŅŃŅ ÓķŅĒÓ ĀĀ ’ļÓŌÓĒĶ ╚ńõÕļĶ ’ÕõĒÓńĒÓ„ÕĒĒ¹Õ
õļ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ŌŅ Ō±Õ§ ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻĶ§
ÓķŅĒÓ§Ā ĒÓ ±¾°Õ Ķ ĒÓ ņŅÕ, ĻŅņÕ
ņÓĻŅĻļĶņÓ“Ķ„Õ±ĻŅŃŅ ÓķŅĒÓ ± Ņ„ÕĒ³ §ŅļŅõĒ¹ņ
ĻļĶņÓ“Ņņ |
ĀĀĀĀĀĀĀĀ ė ĀĀĀĀĀĀĀĀĀ ėš╦ ĀĀĀĀĀĀĀĀĀĀ ę┬ ĀĀĀĀĀĀĀĀĀĀ ęč ĀĀĀĀĀĀĀĀĀĀĀ ę ĀĀĀĀĀĀĀ ĀĀĀĀ ╬ ĀĀĀĀĀĀĀĀ ╠ ĀĀĀĀĀĀĀ ę╠ ĀĀĀĀĀĀĀĀ č╠ ĀĀĀĀĀĀĀĀĀ ┬ |
ĀĀĀĀĀĀĀĀ (N) ĀĀĀĀĀĀĀĀ (NF) ĀĀĀĀĀĀĀĀĀ ( ę═) Ā ĀĀĀĀĀĀĀĀ( ę└) ĀĀĀĀĀĀĀĀĀ ( ę ) ĀĀĀ ĀĀĀĀĀ ( U ) ĀĀĀĀĀĀĀ ( ╠ ) ĀĀĀĀĀĀĀ (╠ę )
ĀĀĀĀĀ ( ╠U
) ĀĀĀĀĀ ( W) Ā |
ĀĀĀĀĀĀĀĀ 0 ĀĀĀĀĀĀĀĀ 1 ĀĀĀĀĀĀĀĀĀ 2 ĀĀĀĀĀĀĀĀĀ 3 ĀĀĀĀĀĀĀĀĀ 4 ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ 5 ĀĀĀĀĀĀĀ 6 ĀĀĀĀĀĀĀ 7 ĀĀĀ ĀĀĀĀĀ8 ĀĀĀĀĀĀĀĀ 9 |
ĀĀĀ
Ā
1.8.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ.
1. ╬“ņÕ„ÓÕ“± ŌÓµĒŅÕ
ńĒÓ„ÕĒĶķ ņÓ“ÕĶÓļŅŌÕõÕĒĶ Ō ±Ķ±“ÕņÕ “Õ§ĒĶ„Õ±ĻĶ§ ĒÓ¾Ļ, Ō ĻŅ“ŅŅņ ’ÕõļÓŃÓÕ“±
ŌŌÕõÕĒĶÕ “ÕņÓ“Ķ„Õ±ĻĶ§ ŌĶõŅŌ ņÓ“ÕĶÓļŅŌÕõÕĒĶķ Ō ±ļÕõ¾■∙Õņ ±Ņ±“ÓŌÕ:
’ĶĻļÓõĒŅÕ, ’ŅĶńŌŅõ±“ŌÕĒĒŅÕ, “Õ§ĒŅļŅŃĶ„Õ±ĻŅÕ, ĻŅĒ±“¾Ļ“Ņ±ĻŅÕĀ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅÕ.Ā ▌“Ķ ŌĶõ¹ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ĒÓ Ņ±ĒŅŌÕ
¶¾ĒõÓņÕĒ“Óļ³ĒŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ÓńŌĶŌÓ■“± ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅķ ŅßļÓ±“Ķ
“Õ§ĒĶĻĶ Ķ ’ÓĻ“Ķ„Õ±ĻŅķ õÕ “Õļ³ĒŅ±“Ķ „ÕļŅŌÕĻÓ ±Ņ ±ŌŅĶņ ’ÕõņÕ“Ņņ Ķ ÷Õļ³■
Ķ±±ļÕõŅŌÓĒĶķ, ’ŅŌŅõ ∙Ķ§± Ō ĻÓµõŅņ Ķń ĒĶ§.
2. ╬“ņÕ„ÓÕ“± Ņ“Ļ¹“ĶÕ ĒŅŌŅķ
¶Ņņ¹ ±¾∙Õ±“ŌŅŌÓĒĶ ŌÕ∙Õ±“ŌÓ Ō ŌĶõÕ ÕŃŅ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ±“ŅÕĒĶ Ķ ’Ņ ŌļÕĒĶÕ
’ÕŌ¹§ ńĒÓĒĶķ Ņ ĒÕņ, ÕŃŅ ±ŌŅķ±“ŌÓ§ Ķ ±’Ņ±ŅßÓ§ ’ÓĻ“Ķ„Õ±ĻŅŃŅ ’ĶņÕĒÕĒĶ , ĻŅ“Ņ¹Õ
ņŅŃ¾“ ±¾∙Õ±“ŌÕĒĒŅ Ó±°ĶĶ“³ ŌŅńņŅµĒŅ±“Ķ ņĒŅŃĶ§ ŌĶõŅŌ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , Ō “Ņņ
„Ķ±ļÕ Ķ “Õ§ĒĶ„Õ±ĻŅŃŅ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻŅ“ŅŅņ¾ ±ļÕõ¾Õ“ ’ĶŌļÕĻÓ“³ ŌĒĶņÓĒĶÕ Ķ Ō
ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ.
3. ┬ ’Ņ÷Õ±±Õ Ķ±±ļÕõŅŌÓĒĶķ Ō
ŅßļÓ±“Ķ ĻŅĒ±“¾Ļ“Ņ±ĻŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ ’ÕõļŅµÕĒ ņĒŅŃŅ¶ÓĻ“ŅĒ¹ķ ’Ņõ§Ņõ,
±Ņ±“Ņ ∙Ķķ Ō Ó±±ņŅ“ÕĒĶĶ ’Ņ÷Õ±±ŅŌ, ’ŅĶ±§Ņõ ∙Ķ§ ± ĶńõÕļĶÕņ Ō ±Ķ±“ÕņÓ§ ÕŃŅ
ŌńÓĶņŅõÕķ±“ŌĶ : ¢ ŌĒÕ°Ē ±ÕõÓ, -ŌĒ¾“ÕĒĒ ±ÕõÓ, - ŌÕņ , - ±“ŅĶņŅ±“³.
4. ŽÕõļŅµÕĒÓ ±“¾Ļ“¾ĒÓ
ņŅõÕļ³ ĶńõÕļĶ Ķ ÕŃŅ ŌńÓĶņŅõÕķ±“ŌĶ ± ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±ÕõŅķ ± Ō¹õÕļÕĒĶÕņ
Ņß·ÕĻ“ŅŌ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻŅ“Ņ¹ņ ĒÕŅߧŅõĶņŅ ’ŅŌŅõĶ“³ Ķ±±ļÕõŅŌÓĒĶ , Ķ
±¶Ņņ¾ļĶŅŌÓĒÓ “ÕņÓ“ĶĻÓ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶķ.
5. ŽĶŌÕõÕĒ¹ Ņ±ĒŅŌĒ¹Õ
±ŌÕõÕĒĶ Ķń ├╬čę 16350 ¢ 80 ’Ņ ĻļĶņÓ“Ķ„Õ±ĻĶņ ¶ÓĻ“ŅÓņ Ķ Ō¹õÕļÕĒ¹ Ņ±ĒŅŌĒ¹Õ
“ÕßŅŌÓĒĶ Ļ ±ŅńõÓŌÓÕņ¹ņ ĶńõÕļĶ ņ ’Ņ Ķ§ ±“ŅķĻŅ±“Ķ Ļ ’ĶŅõĒ¹ņ ¶ÓĻ“ŅÓņ ±
ÓķŅĒĶŅŌÓĒĶÕņ ’Ņ ĻļĶņÓ“Ķ„Õ±ĻĶņ ¶ÓĻ“ŅŅŌ, õÕķ±“Ō¾■∙Ķņ Ō ĻÓµõŅņ Ķń ĒĶ§.
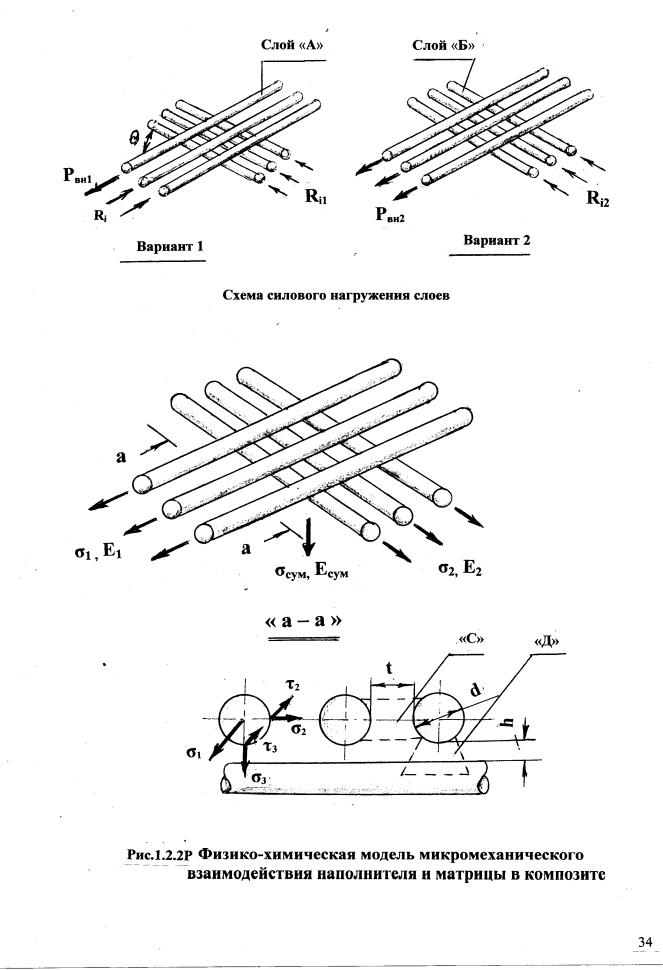
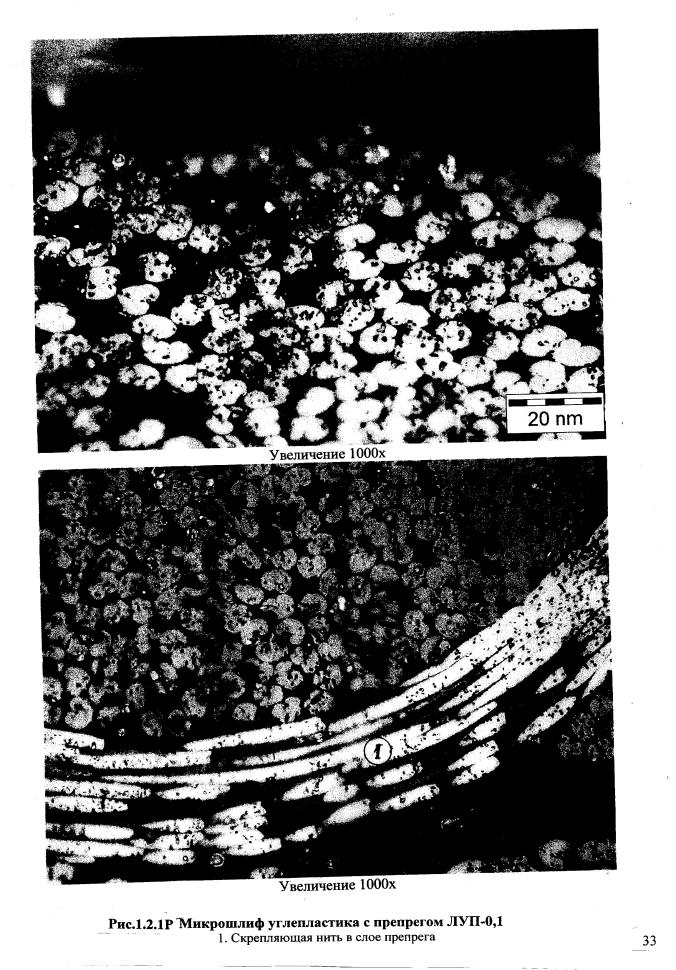 ├ļ├ļÓŌÓ 2ĀĀ
═┼╩╬ę╬ą█┼Ā č┬┼─┼═╚▀Ā ╬Ā
Ū└├ą▀Ū═┼═╚╚Ā ┴╚╬čį┼ą█
├ļ├ļÓŌÓ 2ĀĀ
═┼╩╬ę╬ą█┼Ā č┬┼─┼═╚▀Ā ╬Ā
Ū└├ą▀Ū═┼═╚╚Ā ┴╚╬čį┼ą█
2.1. ┬ļĶ ĒĶÕ “Õ§ĒĶĻĶ ĒÓ ŌĒÕ°Ē■■ ±Õõ¾
ĀĀ ┬ ’Õõ¹õ¾∙Õķ ŃļÓŌÕ ß¹ļĶ
Ó±±ņŅ“ÕĒ¹ ŌŅ’Ņ±¹ ŌļĶ ĒĶ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ±Õõ¹ ĒÓ ĶńõÕļĶÕ. ═Õ ņÕĒ³°ÕÕ
ńĒÓ„ÕĒĶÕ ĶņÕÕ“ ŌļĶ ĒĶÕ Ķ ±ÓņŅŃŅ ĶńõÕļĶ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾, Ņ±ŅßÕĒĒŅ, Õ±ļĶ ŅĒŅ
±ŅõÕµĶ“ ĶļĶ Ō¹õÕļ Õ“ Ņ’Ó±Ē¹Õ ŌÕ∙Õ±“ŌÓ Ō ’Ņ÷Õ±±Õ ÕŃŅ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ┬ŅńõÕķ±“ŌĶ “Õ§ĒĶĻĶ ĒÓ
ŌĒÕ°Ē■■ ±Õõ¾, ’ŅĶ±§Ņõ ∙ÕÕ Ō Õń¾ļ³“Ó“Õ §Ņń ķ±“ŌÕĒĒŅķ õÕ “Õļ³ĒŅ±“Ķ, ņŅµĒŅ
±Ń¾’’ĶŅŌÓ“³ ’Ņ ±ļÕõ¾■∙Ķņ ŌĶõÓņ: õŅß¹ŌÓ■∙Ó ’Ņņ¹°ļÕĒĒŅ±“³, ²ĒÕŃÕ“ĶĻÓ,
’ŅĶńŌŅõ±“ŌŅ, “ÓĒ±’Ņ“, ’Ņ“ÕßļÕĒĶÕ ┬ ĻÓµõŅņ Ķń ’ÕÕ„Ķ±ļÕĒĒ¹§ ŌĶõŅŌ
õÕ “Õļ³ĒŅ±“Ķ ņŅµĒŅ Ō¹õÕļĶ“³ ±ļÕõ¾■∙ĶÕ Ņ±ĒŅŌĒ¹Õ ŌŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹Ā ĒÓ ŌĒÕ°Ē■■ ±Õõ¾.
ĀĀ ─Ņß¹ŌÓ■∙Ó ’Ņņ¹°ļÕĒĒŅ±“³ ¢ Ņ“Ļ¹“¹Õ ÓńÓßŅ“ĻĶ, “ÕĶĻŅĒ¹ °Ó§“
Ķ Ņ“ŌÓļ¹, §ŌŅ±“¹ ŅßŅŃÓ∙ÕĒĶ , “Ņ’ļ ĻĶ ’Ķ ±’ļÓŌÓ§ ļÕ±Ó, ĒÕÓ÷ĶŅĒÓļ³Ē¹Õ
ļÕ±ŅńÓŃŅ“ŅŌĻĶ, ńÓ±ŅÕĒĶÕ ļÕ±ŅŌ Ņ±“Ó“ĻÓņĶ ļÕ±ŅńÓŃŅ“ŅŌŅĻ.
ĀĀ ▌ĒÕŃÕ“ĶĻÓ ¢ ńÓŃÓńŅŌÓĒĒŅ±“³ Ó“ņŅ±¶Õ¹ ’Ņõ¾Ļ“ÓņĶ ±ŃŅÓĒĶ “Õ’ļŅŌ¹§ ±“ÓĒ÷Ķķ Ķ Ņ“ŌÓļ¹
ĒÕ ’ÕÕÓßŅ“ÓĒĒŅķ ńŅļ¹, ńÓ“Ņ’ļÕĒĶÕ Ķ Ķ±Ļļ■„ÕĒĶÕ Ķń §Ņń ķ±“ŌÕĒĒŅŃŅ ŅßŅŅ“Ó
ĒÓĶßŅļÕÕ ÷ÕĒĒ¹§ ’ŅķņÕĒĒ¹§ ńÕņÕļ³ ’Ķ ±“ŅĶ“Õļ³±“ŌÕ ├▌č, , ’ŅŌ¹°ÕĒĒÓ
’Ņ“ÕĒ÷ĶÓļ³ĒÓ ÓõĶÓ÷ĶŅĒĒÓ Ņ’Ó±ĒŅ±“³ └▌č.
Ā ŽŅĶńŌŅõ±“ŌŅ ¢ ŅßÓńŅŌÓĒĶÕ Ņ“ŌÓļŅŌ ĒÕ Ķ±’Ņļ³ńŅŌÓĒĒ¹§ (Ņ“§ŅõĒ¹§)
’Ņõ¾Ļ“ŅŌ ’Ņņ¹°ļÕĒĒŅŃŅ Ķ ±Õļ³±ĻŅ§Ņń ķ±“ŌÕĒĒŅŃŅ ’ŅĶńŌŅõ±“Ō, ńÓõ¹ņļÕĒĶÕ Ķ
ńÓ’¹ļÕĒĶÕ ßļĶńļÕµÓ∙Ķ§ “ÕĶ“ŅĶķ, ńÓŃ ńĒÕĒĶÕ ŌŅõŅÕņŅŌ ĒÕŅ„Ķ∙ÕĒĒ¹ņĶ ±“ŅĻÓņĶ,
’ŅŌ¹°ÕĒĒÓ “ŅĻ±Ķ„Õ±ĻÓ Ķ ÓõĶÓ÷ĶŅĒĒÓ Ņ’Ó±ĒŅ±“³ õÓ §ĶņĶ„Õ±ĻĶ§ ’ŅĶńŌŅõ±“Ō,
’ŅŌ¹°ÕĒĒŅÕ °¾ņŅŅßÓńŅŌÓĒĶÕ,
Ā ęÓĒ±’Ņ“ -ĀĀ Ō¹§ļŅ’Ē¹Õ
ŃÓń¹ õŌĶŃÓ“ÕļÕķ ŌĒ¾“ÕĒĒÕŃŅ ±ŃŅÓĒĶ , ńÓŃ ńĒÕĒĶÕ ŌŅõŅÕņŅŌ ±¾õÓņĶ, Óń¾°ÕĒĶÕ
“ÓŌ ĒŅŃŅ ’ŅĻŅŌÓ “ÓĒ±’Ņ“Ē¹ņĶ ±Õõ±“ŌÓņĶ, ’ŅŌ¹°ÕĒĒŅÕ Ķ±’Ņļ³ńŅŌÓĒĶÕ
“ÓĒ±’Ņ“Ē¹§ ±Õõ±“Ō Ō ņÕ±“Ó§ ± Ń¾Ē“ŅŌ¹ņĶ õŅŅŃÓņĶ, ’ŅŌ¹°ÕĒĒŅÕ Ō¹õÕļÕĒĶÕ
°¾ņŅŌ.
Ā ŽŅ“ÕßļÕĒĶÕ ¢ ŅßÓńŅŌÓĒĶÕ Ņ“ŌÓļŅŌ ĒÕ ’ÕÕÓßŅ“ÓĒĒ¹§ ß¹“ŅŌ¹§
Ņ“§ŅõŅŌ, Ķ§ Ņ“Ļ¹“ŅÕ ±µĶŃÓĒĶÕ , ńÓņ¾±ŅĶŌÓĒĶÕ Ķ Ņ“±¾“±“ŌĶÕ ÷ÕĒ“ÓļĶńŅŌÓĒĒŅķ
ĻÓĒÓļĶńÓ÷ĶĶ µĶļ¹§ ņÓ±±ĶŌŅŌ, ńÓŃ ńĒÕĒĶÕ ÓńļĶ„Ē¹§ ņÕ±“ Ņß∙Õ±“ŌÕĒĒŅŃŅ
’Ņļ³ńŅŌÓĒĶ
Ā Ā═ÓļĶ„ĶÕ Ņ“ņÕ„ÕĒĒ¹§
Ņ“Ķ÷Ó“Õļ³Ē¹§ ŌŅńõÕķ±“ŌĶķ ĒÓ ’ĶŅõ¾ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ±¾ņņ¾ ÓĒ“Ņ’ŅŃÕĒĒŅŃŅ
ŌŅńõÕķ±“ŌĶ “Õ§ĒĶĻĶ Ķ ’ŅĶńŌŅõĶ“Õļ³ĒŅķ õÕ “Õļ³ĒŅ±“Ķ ļ■õÕķ ĒÓ ŌĒÕ°Ē■■ ±Õõ¾. ═Ó
Ņ±“ “ÓĻŅŃŅ ’ÓŃ¾ßĒŅŃŅ ŌļĶ ĒĶ ¾ĻÓń¹ŌÓļ Õ∙Õ ┬ÕĒÓõ±ĻĶķ, ŌŌÕõ ’ŅĒ “ĶÕ
½ĒŅŅ±¶ÕÓ╗, Ō ĻŅ“Ņ¾■ ŅĒ ŌĻļ■„Óļ ĒÓ õ¾ ± ’ĶŅõĒŅķ ±ÕõŅķ Õ∙Õ Ķ „ÕļŅŌÕĻÓ ±Ņ
Ō±ÕņĶ ’Ņ±ļÕõ±“ŌĶ ņĶ ÕŃŅ õÕ “Õļ³ĒŅ±“Ķ
ĀĀ ╚ń¾„ÕĒĶÕņ ÓĒ“Ņ’ŅŃÕĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĒÓ ±Õõ¾ ŅßĶ“ÓĒĶ „ÕļŅŌÕĻÓ
’ĶõÓÕ“± Ō±Õ ßŅļ³°ÕÕ ŌĒĶņÓĒĶÕ Ķ ńĒÓ„ÕĒĶÕ. ╚ņ ńÓĒĶņÓ■“± ±’Õ÷ĶÓļĶ±“¹ Ō
±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ŅßļÓ±“ § ĒÓ¾ĻĶ Ķ “Õ§ĒĶĻĶ, ŃõÕ ŌŅńĒĶĻÓ■“ Ņ“ņÕ„ÓŌ°ĶÕ±
ŌŅńõÕķ±“ŌĶ . ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ’Ņņ¹°ļÕĒĒŅ±“Ķ ²“ĶņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ ńÓĒĶņÓÕ“±
ĒŅŌÓ ĒÓ¾ĻÓ ¢ ’Ņņ¹°ļÕĒĒÓ ²ĻŅļŅŃĶ . ═Ó Ņ±ĒŅŌÕ ÕĻŅņÕĒõÓ÷Ķķ õÓĒĒŅķ ĒÓ¾ĻĶ
’ĶĒĶņÓ■“± “Õ ĶļĶ ĶĒ¹Õ Õ°ÕĒĶ Ō ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ŅßļÓ±“ § õÕ “Õļ³ĒŅ±“Ķ. ┬ņÕ±“Õ
± “Õņ, Ņ“ņÕ„ÓÕ“± õ ±ļ¾„ÓÕŌ, ĻŅŃõÓ ’ĶĒĶņÓÕņ¹Õ Õ°ÕĒĶ ĒÕ ŌŅ Ō±Õņ Ķ ĒÕ Ō±ÕŃõÓ
Ō õŅļµĒŅķ ņÕÕ ¾„Ķ“¹ŌÓ■“ “ÓĻĶÕ ÕĻŅņÕĒõÓ÷ĶĶ.
ĀĀ ╚ń¾„ÕĒĶÕ ÓĒ“Ņ’ŅŃÕĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĒÓ ±Õõ¾ ŌŅ Ō±Õ§ ÕŃŅ
’Ņ ŌļÕĒĶ § ĒŅ±Ķ“ ŌŅ ņĒŅŃŅņ ’ļÓĒÕ“ÓĒ¹ķ ņÓ±°“Óß. ▌“Ņ Ķń¾„ÕĒĶÕ Ō ±ŌŅÕņ ’ÕõņÕ“Õ
Ķ±±ļÕõŅŌÓĒĶķ Ņ§ŌÓ“¹ŌÓÕ“ °ĶŅĻĶķ Ļ¾Ń ’ŅßļÕņ ±Ņ ±ŌŅĶņĶ ņÕ“ŅõĶĻÓņĶ Ķ±±ļÕõŅŌÓĒĶķ.
ŽŅĶ±§ŅõĶ“ Ō±Õ ßŅļ³°ÕÕ Ņß·ÕõĶĒÕĒĶÕ õÓ ÓńŅńĒÕĒĒ¹§Ā Ķ±±ļÕõŅŌÓĒĶķ Ō ÕõĶĒ¹ķ ņÕ“ŅõŅļŅŃĶ„Õ±ĻĶķ ’Ņõ§Ņõ Ō ’ļÓĒÕ“ÓĒŅņ Ķń¾„ÕĒĶĶ
ŌļĶ ĒĶ „ÕļŅŌÕĻÓ ĒÓ ’ĶŅõ¾. ęÓĻŅÕ Ņß·ÕõĶĒÕĒĶÕ ±’Ņ±Ņß±“Ō¾Õ“ ßŅļÕÕ Ńļ¾ßŅĻŅņ¾
ĒÓ¾„ĒŅņ¾ ŅßŅ±ĒŅŌÓĒĶ■ ’ĶĒĶņÓÕņ¹§ “Õ§ ĶļĶ ĶĒ¹§ Õ°ÕĒĶķ Ķ ĒŅņ ŌŅńõÕķ±“ŌĶ ĒÓ
’ĶŅõĒ¾■ ±Õõ¾, ĻŅ“Ņ¹Õ Ō¹ÓßÓ“¹ŌÓ■“± ĒÓ ’ÓĻ“ĶĻÕ. ęÓĻŅķ ĻŅņ’ļÕĻ±Ē¹ķ ’Ņõ§Ņõ
±Ņ±“ÓŌļ Õ“ Ņ±ĒŅŌ¾ ńÓŅµõÓ■∙ÕÕ± Ā ĒŅŌŅķ
ĒÓ¾ĻĶ, ĻŅ“Ņ¾■ ņŅµĒŅ ß¹ļŅ ß¹ Ņ’ÕõÕļĶ“³ ĻÓĻ ÓĒ“Ņ’ŅŃÕĒĶĻÓ. ĀęÓĻÓ ĒÓ¾ĻÓ, ĻÓĻ ’Ņņ¹°ļÕĒĒÓ ²ĻŅļŅŃĶ
±Ņ±“ÓŌļ Õ“ ŅõĒŅ Ķń ĒÓ’ÓŌļÕĒĶķ Ō ÓĒ“Ņ’ŅŃÕĒĶĻÕ.
ĀĀĀ ├ļÓŌĒŅķ ńÓõÓ„Õķ ’Ņņ¹°ļÕĒĒŅķ ²ĻŅļŅŃĶĶ Ōļ Õ“± Ķ±±ļÕõŅŌÓĒĶÕ
ŌĒÕ°ĒĶ§ Ō¹õÕļÕĒĶķ ÓńļĶ„Ē¹ņĶ ŌĶõÓņĶ “Õ§ĒĶĻĶ Ķ Ņ’ÕõÕļÕĒĶÕ ±“Õ’ÕĒĶ ’ÓŃ¾ßĒŅ±“Ķ
“ÓĻĶ§ Ō¹õÕļÕĒĶķ ĒÓ ’ĶŅõ¾ Ķ ĒÓ „ÕļŅŌÕĻÓ, ĻŅ“Ņ¹Õ ±“ÓļĶ ŌŅ ņĒŅŃŅņ ĒŅņĶŅŌÓ“³±
’Ņ ÕÕ ÕĻŅņÕĒõÓ÷Ķ ņ.
ĀĀ ═ÓĶßŅļÕÕ Ņ’Ó±Ē¹ņĶ Ōļ ■“± ŌĒÕ°ĒĶÕ Ō¹õÕļÕĒĶ ’Ķ ĒÓ¾°ÕĒĶ §,
ŌŅńĒĶĻÓ■∙Ķ§ ŌŅ ŌĒ¾“ÕĒĒĶ§ ŌńÓĶņŅõÕķ±“ŌĶ § “Õ§ĒĶ„Õ±ĻĶ§ ±Ķ±“Õņ, ’ŅĶ±§Ņõ ∙Ķ§, ĻÓĻ
’ÓŌĶļŅ, Ļ ¾ŌÕļĶ„ÕĒĒ¹ņ Ō¹ßŅ±Óņ, ĻŅ“Ņ¹Õ ņŅŃ¾“ ß¹“³ ŌÕ±³ņÓ Ń¾ßĶ“Õļ³Ē¹ņĶ. ┬
’ÕŌ¾■ Ņ„ÕÕõ³ ²“Ņ Ņ“ĒŅ±Ķ“± Ļ Ō¹õÕļÕĒĶ■ ŃŅ■„Ķ§, “ŅĻ±Ķ„Ē¹§ Ķ ÓõĶŅÓĻ“ĶŌĒ¹§
ŌÕ∙Õ±“Ō ’Ķ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“ĶĀ
ĻŅĒ“¾ŅŌ, ’ŅļŅ±“Õķ Ķ ÕņĻŅ±“Õķ ŃõÕ ŅĒĶ ±ŅõÕµÓļĶ±³. ŽŅ²“Ņņ¾ õļ “ÓĻĶ§ “Õ§ĒĶ„Õ±ĻĶ§
±Ķ±“Õņ ŌŅ’Ņ± ŅßÕ±’Õ„ÕĒĶ Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ōļ Õ“± „ÕńŌ¹„ÓķĒŅ ŌÓµĒ¹ņ ĒÕ
“Ņļ³ĻŅ õļ Ķ§ ĒŅņÓļ³ĒŅŃŅ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ , ĒŅ Ķ õļ ŌļĶ ĒĶ “ÓĻŅķ “Õ§ĒĶĻĶ ĒÓ
ŅĻ¾µÓ■∙¾■ ±Õõ¾.
2.2. čŅ±“ÓŌ ’Ņņ¹°ļÕĒĒ¹§ ńÓŃ ńĒÕĒĶķĀ Ō ŌŅńõ¾§Õ, ŌŅõÕ Ķ Ń¾Ē“Õ.
Ā ŪÓ∙Ķ“Ó ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ņ“
ńÓŃ ńĒÕĒĶķ ĒÕ Ōļ Õ“± ĒŅŌŅķ ’ŅßļÕņŅķ. ╬ĒÓ ±¾∙Õ±“Ō¾Õ“ Ķ Õ°ÓÕ“± ± “Õ§ ’Ņ,
ĻÓĻ ±“ÓļĶ ’Ņ Ōļ “³± Ļ¾’Ē¹Õ ±ĻŅ’ļÕĒĶ ļ■õÕķ Ķ ±Õõ±“Ō ’ŅĶńŌŅõ±“ŌÓ ĒÓ
ŅŃÓĒĶ„ÕĒĒŅņ ’Ņ±“ÓĒ±“ŌÕ. ęŅŃõÓ µÕ Ō’ÕŌ¹Õ ’Ņ ŌĶļĶ±³ ńÓĻŅĒŅõÓ“Õļ³Ē¹Õ ÓĻ“¹ ’Ņ
ńÓ∙Ķ“Õ ŅĻ¾µÓ■∙Õķ ±Õõ¹.
ĀĀ ═Ó ±ŅŌÕņÕĒĒŅņ ²“Ó’Õ ÓńŌĶ“Ķ „ÕļŅŌÕ„Õ±“ŌÓ ’Ņņ¹°ļÕĒĒŅÕ
’ŅĶńŌŅõ±“ŌŅ ĒÓ„ĶĒÓÕ“ Ō±Õ ßŅļ³°Õ ŌļĶ “³ ĒÓ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ, Ņ’“Ķ„Õ±ĻĶÕ Ķ ĶĒ¹Õ
±ŌŅķ±“ŌÓ Ó“ņŅ±¶Õ¹. čŌ ńÓĒĒŅÕĀ ± ²“Ķņ
ĶńņÕĒÕĒĶ ±Ņ±“ÓŌÓ Ó“ņŅ±¶Õ¹ ņŅµÕ“ ’ĶŌÕ±“Ķ Ļ ĒÕµÕļÓ“Õļ³Ē¹ņ ’Ņ±ļÕõ±“ŌĶ ņ.
ŽŅ²“Ņņ¾ ļ■ßÓ ’ŅĶńŌŅõ±“ŌÕĒĒÓ õÕ “Õļ³ĒŅ±“³ „ÕļŅŌÕĻÓ, ŌļĶ ■∙Ó ĒÓ Ó“ņŅ±¶Õ¾,
“Õß¾Õ“ Ņ±ŅßŅŃŅ ŌĒĶņÓĒĶ .
ĀĀ ŪÓŃ ńĒÕĒĶÕ ŅĻ¾µÓ■∙Õķ ±Õõ¹ ĒŅ±Ķ“ ŃļŅßÓļ³Ē¹ķ §ÓÓĻ“Õ.
ŽŅ±ĻŅļ³Ļ¾ Ō¹ßÓ±¹ŌÓÕņ¹Õ Ō ŅĻ¾µÓ■∙¾■ ±Õõ¾, Ņ±ŅßÕĒĒŅ Ō Ó“ņŅ±¶Õ¾, ’ĶņÕ±Ķ
ĶĒõ¾±“ĶÓļ³ĒŅŃŅ ’ŅĶ±§ŅµõÕĒĶ ß¹±“Ņ ’ÕÕĒŅ± “± ŌŅńõ¾°Ē¹ņĶ ’Ņ“ŅĻÓņĶ ĒÓ ßŅļ³°ĶÕ
Ó±±“Ņ ĒĶ , ņĶĒ¾ ĒÓ÷ĶŅĒÓļ³Ē¹Õ ŃÓĒĶ÷¹. ŽŅ²“Ņņ¾ ’ŅßļÕņÓ ńÓ∙Ķ“¹ ŅĻ¾µÓ■∙Õķ
±Õõ¹ Ņ“ ńÓŃ ńĒÕĒĶķ “Õß¾Õ“ Õ°ÕĒĶ Ō ĒÓ÷ĶŅĒÓļ³ĒŅņ Ķ ņÕµõ¾ĒÓŅõĒŅņ ņÓ±°“ÓßÓ§.
═Ó¾„Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ Ķ ’ÓĻ“Ķ„Õ±ĻĶÕ ¾±ĶļĶ Ō ²“Ņņ ĒÓ’ÓŌļÕĒĶĶ ĒŅ± “
ņÕµõ¾ĒÓŅõĒ¹ķ §ÓÓĻ“Õ Ķ Ņ’ĶÓ■“± ĒÓ ’ŅņŅ∙³ ĒÓ÷ĶŅĒÓļ³Ē¹§ ’ÓŌĶ“Õļ³±“Ō, ŅŃÓĒŅŌ
╬╬═ Ķ °ĶŅĻŅÕ ¾„Ó±“ĶÕ ¾„ÕĒ¹§ Ō±ÕŃŅ ņĶÓ [1].
ĀĀ ŽÕŌ¹ņ ±Õ³ÕńĒ¹ņ °ÓŃŅņ, ’ĶŌļÕĻ°Ķņ ŌĒĶņÓĒĶÕ ņĶŅŌŅķ
Ņß∙Õ±“ŌÕĒĒŅ±“Ķ Ļ ’ŅßļÕņÓņ ńÓ∙Ķ“¹ ŅĻ¾µÓ■∙Õķ ±Õõ¹ ŌĶļÓ±³ ĻŅĒ¶ÕÕĒ÷Ķ ╬╬═ ’Ņ
ŅĻ¾µÓ■∙Õķ ±ÕõÕ, ’Ņ§ŅõĶŌ°ÕÕ Ō č“ŅĻŃŅļ³ņÕ Ō Ķ■ĒÕ 1972 ŃŅõÓ. ═Ó ĒÕķ ß¹ļÓ
’ĶĒ “Ó õÕĻļÓÓ÷Ķ ’Ņ ŅĻ¾µÓ■∙Õķ ±ÕõÕ, ±ŅõÕµÓ∙Ó 26 ’ĶĒ÷Ķ’ŅŌ, ĻŅ“Ņ¹ņĶ
õŅļµĒ¹ ¾ĻŅŌŅõ±“ŌŅŌÓ“³± ŃŅ±¾õÓ±“ŌÓ Ō ±ŌŅÕķ õÕ “Õļ³ĒŅ±“Ķ ’Ņ Ņ§ÓĒÕ ’ĶŅõ¹ Ķ
Ó÷ĶŅĒÓļ³ĒŅņ¾ Ķ±’Ņļ³ńŅŌÓĒĶ■ Õ±¾±ŅŌ, Ó “ÓĻµÕ ’ĶĒ÷Ķ’¹ ĻÓ±Ó■∙ĶÕ± ņÕµõ¾ĒÓŅõĒŅ
- ’ÓŌŅŌŅķ Ņ±ĒŅŌ¹ ŌńÓĶņŅŅ“ĒŅ°ÕĒĶķ ŃŅ±¾õÓ±“Ō Ō ±Ō ńĶ ± ĒÕŅߧŅõĶņŅ±“³■ Ņ§ÓĒ¹
’ĶŅõ¹. ┬“ŅŅķ ŌÓµĒ¹ķ õŅĻ¾ņÕĒ“, ŅõŅßÕĒĒ¹ķ ĻŅĒ¶ÕÕĒ÷ĶÕķ, ńÓĻļ■„Óļ Ō ±ÕßÕ ’ļÓĒ
õÕķ±“ŌĶķ Ō ŅßļÓ±“Ķ ņÕµõ¾ĒÓŅõĒŅŃŅ ±Ņ“¾õĒĶ„Õ±“ŌÓ ’Ņ ’ŅßļÕņÕ ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ķ
’ĶŅõĒ¹§ Õ±¾±ŅŌ
ĀĀ ┬ÓµĒŅÕ ņÕµõ¾ĒÓŅõĒŅÕ ńĒÓ„ÕĒĶÕ ĶņÕļŅ ńÓĻļ■„ÕĒĒŅÕ ±ŅŃļÓ°ÕĒĶÕ ņÕµõ¾
čččą Ķ čž└ Ņ ±Ņ“¾õĒĶ„Õ±“ŌÕ Ō ŅßļÓ±“Ķ Ņ§ÓĒ¹ ŅĻ¾µÓ■∙Õķ ±Õõ¹. ┬ ±ŅŃļÓ°ÕĒĶĶ
¾ĻÓń¹ŌÓļŅ±³, „“Ņ ±ŅŌÕ“±ĻŅ-ÓņÕĶĻÓĒ±ĻŅÕ ±Ņ“¾õĒĶ„Õ±“ŌŅ ß¾õÕ“ ’Ņ±Ō ∙ÕĒŅ
ÓńÓßŅ“ĻÕ ņÕ ’Ņ ’ÕõŅ“ŌÓ∙ÕĒĶ■ ńÓŃ ńĒÕĒĶķ,Ā
Ķń¾„ÕĒĶ■ Ķ§ ±ÓņĶ§,ĀĀ Ķń¾„ÕĒĶ■ Ķ§
ŌŅńõÕķ±“ŌĶķ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ Ķ ÓńÓßŅ“ĻÕ Ņ±ĒŅŌ ÕŃ¾ļĶŅŌÓĒĶ ŌļĶ ĒĶ
„ÕļŅŌÕ„Õ±ĻŅķ õÕ “Õļ³ĒŅ±“Ķ ĒÓ ’ĶŅõ¾.
ĀĀ ┬ 1973 ŃŅõ¾ ß¹ļÓ ÓńÓßŅ“ÓĒÓ ’ŅŃÓņņÓ Ō±Õ±“ŅŅĒĒÕŃŅ ĒÓ¾„ĒŅ
“Õ§ĒĶ„Õ±ĻŅŃŅ ±Ņ“¾õĒĶ„Õ±“ŌÓ ±“ÓĒ-„ļÕĒŅŌ č▌┬ Ō ŅßļÓ±“Ķ Ņ§ÓĒ¹ Ķ ¾ļ¾„°ÕĒĶ
ŅĻ¾µÓ■∙Õķ ±Õõ¹ ĒÓ 1976-1980 ŃŅõ¹ Ķ Ņ’ÕõÕļÕĒ¹ ĒÓ’ÓŌļÕĒĶ õŅ 1990 ŃŅõÓ.[1].
ĀĀ ┬ čččą Õ°ÕĒĶÕņ 1ė ±Õ±±ĶĶ ┬Õ§ŅŌĒŅŃŅ čŅŌÕ“Ó Ō ±ÕĒ“ ßÕ 1972 ŃŅõÓ
Ķ ’Ņ±“ÓĒŅŌļÕĒĶÕņ ų╩ ╩Žčč Ķ č╠ čččą Ņ“ 29 õÕĻÓß 1972 ŃŅõÓ ’ĶĒ “Ņ
’Ņ±“ÓĒŅŌļÕĒĶÕ ½╬ß ¾±ĶļÕĒĶĶ Ņ§ÓĒ¹ ’ĶŅõ¹ Ķ ¾ļ¾„°ÕĒĶ Ķ±’Ņļ³ńŅŌÓĒĶ ’ĶŅõĒ¹§
Õ±¾±ŅŌ╗. ═Ó„ĶĒÓ ± 1966 Ō ├Ņ±¾õÓ±“ŌÕĒĒŅņ ĻŅņĶ“Õ“Õ ’Ņ ĒÓ¾ĻÕ Ķ “Õ§ĒĶĻÕ č╠ čččą
±Ņ±“ÓŌļ ļĶ±³ Ķ ¾“ŌÕµõÓļĶ±³ ’ “ĶļÕ“ĒĶÕ ĻŅŅõĶĒÓ÷ĶŅĒĒ¹Õ ’ļÓĒ¹ ═╚╬╩ąĀ ’Ņ ĻŅņ’ļÕĻ±ĒŅņ¾Ā Ķ ²¶¶ÕĻ“ĶŌĒŅņ¾ Ķ±’Ņļ³ńŅŌÓĒĶ■ Ō ĒÓŅõĒŅņ §Ņń ķ±“ŌÕ ’ĶŅõĒ¹§
Õ±¾±ŅŌ Ķ Ņ§ÓĒ¹ ’ĶŅõ¹ Ņ“ ńÓŃ ńĒÕĒĶķ. [2]
ĀĀ ŽĶŌŅõĶņ¹Õ ±“ŅĻĶ ß¹ļĶ ĒÓ’Ķ±ÓĒ¹ Ō ±ÕÕõĶĒÕ 70-§ ŃŅõŅŌ Ķ Ē¹ĒÕ Ō
2009 ŃŅõ¾ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ ±ÓŌĒĶ“³ Ķ§ ± “Õņ, „“Ņ õŅ±“ĶŃĒ¾“Ņ ±Õķ„Ó± ’Ņ
Ņ§ÓĒÕ ’ĶŅõ¹. ═¹ĒÕ ņĶŅŌ¹ņ ±ŅŅß∙Õ±“ŌŅņ ’ĶĒ “, “ÓĻ ĒÓń¹ŌÓÕņ¹ķ, ½╩ĶŅ“±ĻĶķ
’Ņ“ŅĻŅļ╗, Ō ĻŅ“ŅŅņ ¾±“ÓĒŅŌļÕĒ¹ ĒŅņ¹ Ō ŌĶõÕ Ō¹õÕļÕĒĒ¹§ ĻŌŅ“ ’Ņ ńÓŃ ńĒÕĒĶ■
ŅĻ¾µÓ■∙Õķ ±Õõ¹ õļ ĻÓµõŅķ ±“ÓĒ¹. ╚ Ō Ē¹ĒÕ°ĒĶ§ ¹ĒŅ„Ē¹§ Ņ“ĒŅ°ÕĒĶ § ĒÕĻŅ“Ņ¹Õ
±ļÓßŅ ÓńŌĶ“¹Õ ±“ÓĒ¹ ±ŌŅĶ ĻŌŅ“¹ ’Ņ ńÓŃ ńĒÕĒĶ■ ĒÓ„ÓļĶ ’ŅõÓŌÓ“³ ĶĒõ¾±“ĶÓļ³ĒŅ
ÓńŌĶ“¹ņ ±“ÓĒÓņ, ÓŌĒŅ±Ķļ³ĒŅ “Ņņ¾, ĻÓĻ ĒÕĻŅ“Ņ¹Õ ļ■õĶ Ņ“ ßÕń¹±§ŅõĒŅ±“Ķ “ŅŃ¾■“
“Õ’Õ³ ±ŌŅĶņĶ ŅŃÓĒÓņĶ.
2.3. ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹
Ā ╬±ĒŅŌĒ¹ņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ, ńÓŃ ńĒ ■∙ĶņĶ Ó“ņŅ±¶Õ¾ Ōļ ■“± : ŅĻĶ±³
¾ŃļÕŅõÓ, ±ÕĒĶ±“¹ķ ŃÓń, ŅĻĶ±ļ¹ ÓńŅ“Ó, ¾ŃļÕŌŅõŅŅõ¹, ’¹ļ³. ═ÓĶßŅļ³°Ķķ
Ō¹ßŅ±Ā ’¹ļĶ, ±ÕĒĶ±“ŅŃŅ ŃÓńÓ Ķ ŅĻĶ±ļŅŌ
ÓńŅ“Ó õÓ■“ “Õ’ļŅŌ¹Õ ²ļÕĻ“Ņ±“ÓĒ÷ĶĶ, Ō¹ßŅ± ŅĻĶ±Ķ ¾ŃļÕŅõÓ ¢ õŌĶŃÓ“ÕļĶ
ŌĒ¾“ÕĒĒÕŃŅ ±ŃŅÓĒĶ , „ÕĒÓ ņÕ“Óļļ¾ŃĶ Ķ ĒÕ¶“Õ’ÕÕÓßÓ“¹ŌÓ■∙Ó
’Ņņ¹°ļÕĒĒŅ±“³, Ō¹ßŅ± ¾ŃļÕŅõŅŌ ¢ ĒÕ¶“Õ’ÕÕÓßÓ“¹ŌÓ■∙Ó ’Ņņ¹°ļÕĒĒŅ±“³.
Ā ╩ŅņÕ Ņ“ņÕ„ÕĒĒ¹§ ĒÓĶßŅļÕÕ Ó±’Ņ±“ÓĒÕĒĒ¹§ ĶĒŃÕõĶÕĒ“ŅŌ ¾ĻÓńÓĒĒ¹Õ
Ņ“Ó±ļĶ ’Ņņ¹°ļÕĒĒŅ±“Ķ ńÓŃ ńĒ ■“ Ó“ņŅ±¶ÕĒ¹ķ ŌŅńõ¾§Ā õ¾ŃĶņĶ, „Ó±“Ņ ßŅļÕÕ “ŅĻ±Ķ„Ē¹ņĶ ’ĶņÕ± ņĶ. ═Ó’ĶņÕ ę▌ų
Ō¹ßÓ±¹ŌÓ■“ Ō Ó“ņŅ±¶Õ¾Ā ŌÕ±³ņÓ
“ŅĻ±Ķ„Ē¹Õ ±ŅÕõĶĒÕĒĶ ŌÓĒÓõĶ , Ó ’Ķ Ķ±’Ņļ³ńŅŌÓĒĶĶ õÓ “Ņ’ļĶŌ ¢ ŅĻĶ±ļ¹ ĻÓļ³÷Ķ ,
±ŅÕõĶĒÕĒĶ ņ¹°³ ĻÓ Ķ ¶“ŅĶ±“¹Õ ±ŅÕõĶĒÕĒĶ , ’Õõ’Ķ “Ķ „ÕĒŅķ ņÕ“Óļļ¾ŃĶĶ ¢ Ō
ńĒÓ„Ķ“Õļ³Ē¹§ ĻŅļĶ„Õ±“ŌÓ§ ¶ÕĒŅļ, ÓņņĶÓĻ, ±ÕŅŌŅõŅŅõ, ÷ĶÓĒĶ±“¹Õ ±ŅÕõĶĒÕĒĶ ,
ĻÓĒ÷ÕŅŃÕĒĒ¹Õ ŌÕ∙Õ±“ŌÓ. ─ļ ÷ŌÕ“ĒŅķ ņÕ“Óļļ¾ŃĶĶ §ÓÓĻ“ÕĒ¹ņĶ Ōļ ■“± Ō¹ßŅ±¹
±ŅÕõĶĒÕĒĶ ¶“ŅÓ , ņ¹°³ ĻÓ, §ļŅÓ Ķ §ļŅĶõŅŌ, ÷ĶĒĻÓ, ĒĶĻÕļ . ŽÕõ’Ķ “Ķ
ĒÕ¶“Õ’ÕÕÓßÓ“¹ŌÓ■∙Õķ ’Ņņ¹°ļÕĒĒŅ±“Ķ Ō¹ßÓ±¹ŌÓ■“ Ō Ó“ņŅ±¶Õ¾ ±ÕŅŌŅõŅŅõ,
ÓņņĶÓĻ, ņÕ“ÓĒ, “Ņļ¾Ņļ, Ó÷Õ“ŅĒ Ķ õ¾ŃĶÕ ŅŃÓĒĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ .
Ā[ 3 ].
ĀĀ ═ÓĶßŅļ³°¾■ õŅļ■ ńÓŃ ńĒÕĒĶķ (±Ō¹°Õ 40%) Ō Ó“ņŅ±¶Õ¾ ŌĒŅ±Ķ“
“ÓĒ±’Ņ“, Ō ’ÕŌ¾■ Ņ„ÕÕõ³ ÓŌ“ŅņŅßĶļ³Ē¹ķ, Ō¹§ļŅ’Ē¹Õ ŃÓń¹ ĻŅ“ŅŅŃŅ ±ŅõÕµÓ“
ßŅļ³°ŅÕ „Ķ±ļŅ ÓńļĶ„Ē¹§ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō: ŅĻĶ±³ ¾ŃļÕŅõÓ, ±ÕĒĶ±“¹ķ ŃÓń, ŅĻĶ±ļ¹
ÓńŅ“Ó, ÓńļĶ„Ē¹Õ ¾ŃļÕŌŅõŅŅõ¹ (²“ÓĒ, ņÕ“ÓĒ, Ó÷Õ“ĶļÕĒ, ßÕĒńŅ’ÕÕĒ Ķ õ.).
±ÕŅŌŅõŅŅõ, ±ŌĶĒÕ÷, Óļ³õÕŃĶõ¹, ±Óµ¾, ÓńŅ“, ¾ŃļÕĻĶ±ļ¹ķ ŃÓń Ķ õ. ╠ÓĻ±ĶņÓļ³ĒŅÕ
ĻŅļĶ„Õ±“ŌŅ Ō¹ßÓ±¹ŌÓÕņ¹§ ’ĶņÕ±ÕķĀĀĀĀĀĀ
’Ķ§ŅõĶ“± ĒÓ §ŅļŅ±“Ņņ §Ņõ¾ Ķ ’Ķ ņÓļŅķ ±ĻŅŅ±“Ķ õŌĶµÕĒĶ .
Ā ŽŅ ņĒÕĒĶ■ ÓņÕĶĻÓĒ±ĻĶ§ ±’Õ÷ĶÓļĶ±“ŅŌ [ 4 ] õŅļ ÓńļĶ„Ē¹§
Ķ±“Ņ„ĒĶĻŅŌ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō, ńÓŃ ńĒ ■∙Ķ§ Ó“ņŅ±¶Õ¾ Ó±’ÕõÕļ Õ“± , ĻÓĻ ’ŅĻÓńÓĒŅ
ĒÓ ąĶ±. 2.3.1.ą ŽŅ ĶņÕ■∙Ķņ± õÓĒĒ¹ņ [ 4,5 ]Ā
ŌŅ Ō±Õņ ņĶÕ Ō ŌÕõ¾∙Ķ§ ’Ņņ¹°ļÕĒĒ¹§ ±“ÓĒÓ§ ÕµÕŃŅõĒ¹ķ Ō¹ßŅ± Ņ±ĒŅŌĒ¹§
ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō Ó“ņŅ±¶Õ¾ õŅ±“ĶŃÓÕ“ õÕ± “ĻŅŌ Ķ ±Ņ“ÕĒ ņĶļļĶŅĒŅŌ “ŅĒĒ. ( ±ņ.
“ÓßļĶ÷¾ 2.3.1ę.) ┬ “ÓßļĶ÷Õ ’ĶŌÕõÕĒ¹ õÓĒĒ¹ÕĀ
’Ņ Ń¾’’Õ ±“ÓĒ ± ĒÓĶßŅļÕÕ Ō¹±ŅĻĶņ ¾ŅŌĒÕņ ńÓŃ ńĒÕĒĶ ŌŅńõ¾§Ó.
ŽĶņÕĒ¹ķ ±Ņ±“ÓŌ ŌÕõĒ¹§ ŌÕ∙Õ±“ŌĀ Ō Ó“ņŅ±¶ÕÕ
Ļ¾’Ē¹§ ’Ņņ¹°ļÕĒĒ¹§ ŃŅŅõŅŌ čž└ ’ĶŌÕõÕĒ ĒÓ ąĶ±. 2.3.2ą.
ĀĀ ╚±Ļļ■„Ķ“Õļ³ĒŅ ŌÓµĒŅ ĶņÕ“³ ĒÓõÕµĒŅÕ ĒÓ¾„ĒŅ ŅßŅ±ĒŅŌÓĒĒ¹Õ õÓĒĒ¹Õ Ņ
ņÓ±°“ÓßÕ ŌÕõĒŅ±“Ķ “Õ§ ĶļĶ Ō¹ßŅ±ŅŌ, Ņ Ķ§ ŌļĶ ĒĶĶ ĒÓ ńõŅŅŌ³Õ ļ■õÕķ, µĶŌŅ“Ē¹ķ Ķ
Ó±“Ķ“Õļ³Ē¹ķ ņĶ, ĒÓ Ō±■ ßĶŅ±¶Õ¾. ─ļ ²“ŅŃŅ ’ÕµõÕ Ō±ÕŃŅ ĒÕŅߧŅõĶņŅ ±ĒŅ
’Õõ±“ÓŌļ “³, „“Ņ ’ŅĶ±§ŅõĶ“ ± Ō¹ßŅ±ÓņĶ Ō Ó“ņŅ±¶Õ¾ Ķ ’Ķ “Ņņ ĒÕ “Ņļ³ĻŅ
ĻŅļĶ„Õ±“ŌÕĒĒŅ, ĒŅ Ķ ĻÓ„Õ±“ŌÕĒĒŅ, “Ņ Õ±“³ ¾ņÕ“³ ĒÓõÕµĒŅ Ó±±„Ķ“¹ŌÓ“³ ĒÕ “Ņļ³ĻŅ
ŌÕļĶ„ĶĒ¾ Ō¹ßŅ±ŅŌ, ĒŅ Ķ Ķ§ Ó±±ÕĶŌÓĒĶÕ, ÕÓĻ÷ĶĶ, ’ŅĶ±§Ņõ ∙ĶÕ ± ĒĶņĶ, Ķ
õļĶ“Õļ³ĒŅ±“³ ’Õß¹ŌÓĒĶ Ķ§ Ō Ó“ņŅ±¶ÕÕ. ęŅļ³ĻŅ Ō ²“Ņņ ±ļ¾„ÓÕ ņŅµĒŅ ĒÓõÕµĒŅ
Ó±±„Ķ“Ó“³ ĻŅĒ÷ÕĒ“Ó÷Ķ■ “Õ§ ĶļĶ ĶĒ¹§ ’ĶņÕ±Õķ Ō ’ĶńÕņĒŅņ ±ļŅÕ Ó“ņŅ±¶Õ¹. ŪÓ
’Ņ±ļÕõĒĶÕ ŃŅõ¹ ’ŅŌÕõÕĒ¹ ßŅļ³°ĶÕ Ķ±±ļÕõŅŌÓĒĶ ’ŅŌÕõÕĒĶ Ņ±ĒŅŌĒ¹§ ’ĶņÕ±Õķ Ō
ĒĶµĒĶ§ ±ļŅ § Ó“ņŅ±¶Õ¹, Ķ §Ņ“ õ ’Ņ÷Õ±±ŅŌ, Ņ±ŅßÕĒĒŅ ¶Ņ“Ņ§ĶņĶ„Õ±ĻĶ§,
Ó±±„Ķ“Ó“³ õŅ±“Ó“Ņ„ĒŅ “Ņ„ĒŅ ĒÕ ¾õÓÕ“± , Ō±Õ µÕ Ņ±ĒŅŌĒ¹Õ ńÓĻŅĒŅņÕĒŅ±“Ķ ßŅļÕÕ
ĶļĶ ņÕĒÕÕ ’ŅõõÓ■“± Ó±„Õ“¾. [ 11 ]
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ
 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ5
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
42%
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ4
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ4
![]()
![]()
![]()

![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
22%
![]()

ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀ14%

![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
17%
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
17%
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1Ā
- ¾±“ÓĒŅŌĻĶ õļ ±µĶŃÓĒĶ “ŌÕõ¹§ Ņ“§ŅõŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2 ¢ ’ŅĶńŌŅõ±“ŌÕĒĒ¹Õ ’Ņ÷Õ±±¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3 ¢ ’Ņ„ĶÕ Ķ±“Ņ„ĒĶĻĶ ńÓŃ ńĒÕĒĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4 ¢ ę▌ų Ķ õ¾ŃĶÕ Ņß·ÕĻ“¹, ±µĶŃÓ■∙ĶÕ
“Ņ’ļĶŌÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5 -Ā
“ÓĒ±’Ņ“
ąĶ±. 2.3.1ąĀĀĀ ─Ņļ ÓńļĶ„Ē¹§
Ķ±“Ņ„ĒĶĻŅŌ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō ńÓŃ ńĒÕĒĶĶ Ó“ņŅ±¶Õ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 2.3.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ Ō¹ßÓ±¹ŌÓÕņ¹§ ÕµÕŃŅõĒŅ Ō
Ó“ņŅ±¶Õ¾
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ņ±ĒŅŌĒ¹§ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō ņļĒ. “ŅĒĒ
|
č“ÓĒÓ |
č¾ņņ. ╩Ņļ-ŌŅ |
č╬ |
č╬2 |
ėŃļÕŌŅ- õŅŅõ¹ |
ĀĀĀ ╬2 |
Ā ╬§ |
┬ńŌ. “Ō. „Ó±“Ķ÷¹ |
čŌĶĒÕ÷ |
|
┬Ņ Ō±Õņ ņĶÕ |
12600 |
300 |
12000 **** |
|
150 |
50 |
100 |
|
|
čž└ |
340* |
100 |
134 |
30 |
26/37* |
20 |
30 |
|
|
▀’ŅĒĶ |
6,8/27 *** |
2,0/7,2 *** |
|
|
|
|
|
|
|
įą├ |
17,5-32 |
ĀĀ 8 |
|
2-3 |
3,5-5,0 |
2-12,5 |
2-4,0 |
0,007 |
|
|
|
|
|
|
|
|
|
|
ĀĀĀ *ĀĀĀĀ -Ā ’Õõ’ŅļÓŃÓÕ“± , „“Ņ Ļ 2007Ņõ¾ ńÓŃ ńĒÕĒĶÕ
ŌŅńõ¾§Ó ŌĀ čž└Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌŅńÓ±“Õ“ Ō 6-20 Óń
ĀĀĀ **ĀĀ -Ā Ō±Õ§ ŅĻĶ±ļŅŌ ±Õ¹Ā
ĀĀĀ *** -Ā Ļ 1985 ŃŅõ¾ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā **** - ’Ņ õÓĒĒ¹ņ [ 21
Ā ĀĀĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ĻĶ±³ ¾ŃļÕŅõÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ĻĶ±³ ¾ŃļÕŅõÓ
 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 45%
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 45%
\ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ĻĶ±ļ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ĻĶ±³
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀ±Õ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńŅ“Ó

![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 18%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 10%
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 18%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 10%
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ž¹ļ³ĀĀĀĀĀĀĀĀ ėŃļÕŌŅõŅ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ12%ĀĀĀĀĀĀĀĀĀĀ
Ņõ¹ 15%
ąĶ±. 2.3.2ąĀĀ ŽĶņÕĒ¹ķ ±Ņ±“ÓŌ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō
Ó“ņŅ±¶ÕÕ Ļ¾’Ē¹§
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņņ¹°ļÕĒĒ¹§ ŃŅŅõŅŌ čž└Ā
Ā ╚ńŌÕ±“ĒŅ, „“Ņ ’ÓĻ“Ķ„Õ±ĻĶ Ō±Õ ’ĶņÕ±Ķ Ō Ó“ņŅ±¶ÕÕ ĒÓ§Ņõ “±
ŅŃÓĒĶ„ÕĒĒŅÕĀ ŌÕņ ¢ Ņ“ ņĶĒ¾“ Ķ „Ó±ŅŌ
õļ Ļ¾’Ē¹§ ß¹±“Ņ Ņ±ÕõÓ■∙Ķ§ ’¹ļÕŌ¹§ „Ó±“Ķ÷, õŅ ŅõĒŅķ - õŌ¾§ ĒÕõÕļ³ õļ Ņ„ÕĒ³
ņÕļĻĶ§ „Ó±“Ķ÷, Ó “ÓĻµÕ õļ ŅĻĶ±ļŅŌ ±Õ¹ Ķ ÓńŅ“Ó, ĻŅ“Ņ¹Õ Ō¹ņ¹ŌÓ■“± ŌļÓŃŅķ
ŌŅńõ¾§ÓĀ Ķ Ō¹’ÓõÓ■“ ± ĒÕķ ĒÓ ’ŅŌÕ§ĒŅ±“³
ńÕņļĶ Ķ ŌŅõ¹.
ĀĀ ŽĶ ńÓŃ ńĒÕĒĶĶ Ó“ņŅ±¶Õ¹ ĒÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ ’Õõ±“ÓŌļ ■“
ŃÓńŅŅßÓńĒ¹Õ Ķ ņÕļĻŅõĶ±’Õ±Ē¹Õ ńÓŃ ńĒÕĒĶ , ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ĻŅ“Ņ¹§
ŌŅńÓ±“ÓÕ“Ā ’ĶņÕĒŅ
’Ņ’Ņ÷ĶŅĒÓļ³ĒŅĀ ĶĒ“ÕĒ±ĶŌĒŅ±“Ķ Ō¹ßŅ±ŅŌ.
ęÓĻ ĻÓĻ “ÓĒ±’Ņ“ ’Ņ ’ļÓĒÕ“Õ Ó±’ÕõÕļ Õ“± ŌÕ±³ņÓ ĒÕÓŌĒŅņÕĒŅ, Ó
ĶĒ“ÕĒ±ĶŌĒŅ±“³ Ó±±ÕĶŌÓĒĶ ±Ķļ³ĒŅ ńÓŌĶ±Ķ“ Ņ“ ņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶ§ ¾±ļŅŌĶķ,
ĻŅĒ÷ÕĒ“Ó÷Ķ Ō ’ĶńÕņĒŅņ ±ļŅÕ ņÕĒ Õ“± „ÕńŌ¹„ÓķĒŅ ±Ķļ³ĒŅ, ĻÓĻ ’Ņ ’ŅŌÕ§ĒŅ±“Ķ
ńÕņļĶ, “ÓĻ Ķ ŌŅ ŌÕņÕĒĶ. ŽĶ ²“Ņņ Ō Ņ“õÕļ³Ē¹§ ņÕ±“Ó§ Ķ õÓµÕ Ō Ņ“õÕļ³Ē¹§ ÓķŅĒÓ§
ĻŅĒ÷ÕĒ“Ó÷ĶĶ õÓ ŌÕ∙Õ±“Ō ņŅŃ¾“ õŅ±“ĶŃÓ“³ ¾ŃŅµÓ■∙Ķ§ Ķ õÓµÕ Ņ’Ó±Ē¹§ ńĒÓ„ÕĒĶķ Ō
Ņ“õÕļ³Ē¹Õ ’ÕĶŅõ¹, Ņ±ŅßÕĒĒŅ ĒÕßļÓŃŅ’Ķ “Ē¹Õ ’Ņ ¾±ļŅŌĶ ņ Ó±±ÕĶŌÓĒĶ , ĒÕ±ņŅ“
ĒÓ “Ņ, „“Ņ ±ÕõĒÕŃŅõŅŌ¹Õ Ķ§ ńĒÓ„ÕĒĶ Ņ±“Ó■“± ńĒÓ„Ķ“Õļ³ĒŅ ĒĶµÕ ÓńŅŌ¹§
’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹§.Ā ┬ “Ķ§ ¾±ļŅŌĶ §
ĒÕŅߧŅõĶņŅ ńĒÓ“³ ±“Õ’ÕĒ³ ŌÕõÓ, ’Ķ„ĶĒ ÕņŅŃŅ ńõŅŅŌ³■ ļ■õÕķ Ō ńÓŌĶ±ĶņŅ±“Ķ ĒÕ
“Ņļ³ĻŅ Ņ“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ĒŅ Ķ Ņ“ õļĶ“Õļ³ĒŅ±“Ķ ŌŅńõÕķ±“ŌĶ Ķ ’ŅŌ“Ņ ÕņŅ±“Ķ.
╬õĒÓĻŅ ±¾∙Õ±“Ō¾■∙ĶÕ ĒŅņ¹ õÓ■“ ļĶ°³ ńĒÓ„ÕĒĶÕ Ž─╩, ĻÓĻ ņÓĻ±ĶņÓļ³ĒŅ ÓńŅŌ¹Õ
(±ÕõĒĶÕ õļ 20 ņĶĒ¾“ Ķ ±ÕõĒÕ±¾“Ņ„Ē¹Õ) ßÕń õŅ±“Ó“Ņ„Ē¹§ ¾ĻÓńÓĒĶķ ĒÓ õŅ’¾±“Ķņ¾■
„Ó±“Ņ“¾ Ķ§ ŌŅńõÕķ±“ŌĶ .
2.4.Ā
ŪÓŃ ńĒÕĒĶÕ ŌŅõ¹
ŽŅßļÕņ¹ µĶŌŅķ ½ŌŅõ¹╗ Ō
ĒÓ±“Ņ ∙ÕÕ ŌÕņ ’ÕŌÓ“ĶļĶ±³ Ō ŌÓµĒÕķ°¾■ ’ŅßļÕņ¾ ±ŅŌÕņÕĒĒŅ±“Ķ Ō ±Ō ńĶ ±
ĻÓ„Õ±“ŌÕĒĒ¹ņ Ķ±“Ņ∙ÕĒĶÕņ ŌŅõĒ¹§ Õ±¾±ŅŌ Ō Õń¾ļ³“Ó“Õ Ķ§ ńÓŃ ńĒÕĒĶ Ņ“§ŅõÓņĶ
„ÕļŅŌÕ„Õ±ĻŅķ õÕ “Õļ³ĒŅ±“Ķ. ŽŅŌÕ§ĒŅ±“Ē¹Õ ŌŅõ¹ ±¾°Ķ ńÓŃ ńĒ ■“± ĒÕ¶“³■ Ķ
ĒÕ¶“Õ’Ņõ¾Ļ“ÓņĶ, ’Õ±“Ķ÷ĶõÓņĶ, ±ņ¹ŌÓÕņ¹ņĶ ± ±/§ ¾ŃŅõĶķ, ÓõĶŅÓĻ“ĶŌĒ¹ņĶ
ŌÕ∙Õ±“ŌÓņĶ Ķ ÓńļĶ„Ē¹ņĶ §ĶņĶ„Õ±ĻĶņĶ ±ŅÕõĶĒÕĒĶ ņĶ, ’Ņ±“¾’Ó■∙ĶņĶ ± ’Ņņ¹°ļÕĒĒ¹ņĶ
Ķ §Ņń ķ±“ŌÕĒĒŅ-ß¹“ŅŌ¹ņĶ ±“Ņ„Ē¹ņĶ ŌŅõÓņĶ [ 3 ]. ╬§ÓĒÓ ŌŅõ Ņ“ ńÓŃ ńĒÕĒĶķ
±„Ķ“ÓÕ“± ŅõĒŅķ Ķń ĒÓĶßŅļÕÕ Ņ±“¹§ ’ŅßļÕņ ±ŅŌÕņÕĒĒŅ±“Ķ.
ĀĀ ┬ čž└, ŃõÕ ¾õÕļ³Ē¹ķ ±“ŅĻ ÕĻ ± “ÕĶ“ŅĶĶ Ō 1 Ļņ2
ßŅļ³°Õ, „Õņ Ō čččą ĒÓ 30%, ņĒŅŃĶÕ °“Ó“¹ ¾µÕ ±Õķ„Ó± Ķ±’¹“¹ŌÓ■“ ŌŅõĒ¹ķ ŃŅļŅõ,
Ņß¾±ļŅŌļÕĒĒ¹ķ ŃļÓŌĒ¹ņ ŅßÓńŅņ ¾§¾õ°ÕĒĶÕņ ĻÓ„Õ±“ŌÓ ’ŅŌÕ§ĒŅ±“Ē¹§ ŌŅõ. ŽŅ
’Õõ’ŅļŅµÕĒĶ■ ńÓ’ÓõĒ¹§ ¾„ÕĒ¹§ Ļ 2000 ŃŅõ¾ ŅµĶõÓÕ“± ĒÓ±“Ņ ∙Ķķ ŌŅõĒ¹ķ ŃŅļŅõ ŌŅ
įÓĒ÷ĶĶ, └ĒŃļĶĶ, ├ŅļļÓĒõĶĶ, įą├, ╚“ÓļĶĶ, ▀’ŅĒĶĶ
ĀĀ ═ÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹ņĶ ŌÕ∙Õ±“ŌÓņĶ, ńÓŃ ńĒ ■∙ĶņĶ ’ŅŌÕ§ĒŅ±“Ē¹Õ
ŌŅõ¹ ±¾°Ķ Ōļ ■“± ²Ļ±“ÓŃĶ¾Õņ¹Õ ŌÕ∙Õ±“ŌÓ, ĒÕ¶“Õ’Ņõ¾Ļ“¹, ¶ÕĒŅļ¹, ÷ĶĒĻ Ķ ņÕõ³,
±ĶĒ“Õ“Ķ„Õ±ĻĶÕ ’ŅŌÕ§ĒŅ±“ĒŅ-ÓĻ“ĶŌĒ¹Õ ŌÕ∙Õ±“ŌÓ, ĻĶ±ļŅ“¹, §ļŅ, ņÓŃĒĶķ, µÕļÕńŅ Ķ
õ.
ĀĀ ┬ÓµĒ¹ņĶ ’ŅĻÓńÓ“Õļ ņĶ ±Ņ±“Ņ ĒĶ ŌŅõĒŅķ ±Õõ¹ Ōļ Õ“± ŌŅõŅŅõĒ¹ķ
’ŅĻÓńÓ“Õļ³ ½ą═╗, ĻŅĒ÷ÕĒ“Ó÷Ķ Ó±“ŌŅÕĒĒŅŃŅ Ō ŌŅõÕ ĻĶ±ļŅŅõÓ, ßĶŅļŅŃĶ„Õ±ĻĶÕ
’Ņ“ÕßļÕĒĶ ĻĶ±ļŅŅõÓ, ¾õÕļ³ĒÓ ²ļÕĻ“Ņ’ŅŌŅõĒŅ±“³, ±ŅõÕµÓĒĶÕ “ µÕļ¹§
ņÕ“ÓļļŅŌ, ĒÕ¶“Õ’Ņõ¾Ļ“ŅŌ. ╩ŅĒ÷ÕĒ“Ó÷Ķ Ó±“ŌŅÕĒĒŅŃŅ Ō ŌŅõÕ ĻĶ±ļŅŅõÓ
§ÓÓĻ“ÕĶń¾Õ“ ±Ņ±“Ņ ĒĶÕ ŌŅõĒŅķ ±Õõ¹. ŽĶ±¾“±“ŌĶÕ õŅ±“Ó“Ņ„ĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ
Ó±“ŌŅÕĒĒŅŃŅ ĻĶ±ļŅŅõÓ Ō ŌŅõÕ ĒÕŅߧŅõĶņŅ õļ ŅĻĶ±ļÕĒĶ ņĒŅŃĶ§ ńÓŃ ńĒ ■∙Ķ§
ŌÕ∙Õ±“Ō, ĒÓ§Ņõ ∙Ķ§± Ō ŌŅõÕ, Ķ õļ µĶńĒĶĀ
ņĶĻŅŅŃÓĒĶńņŅŌ, ĻŅ“Ņ¹ÕĀ
ßĶŅļŅŃĶ„Õ±ĻĶ ±“ÓßĶļĶńĶ¾■“ ŅŃÓĒĶ„Õ±ĻĶÕ ńÓŃ ńĒÕĒĶ .
ĀĀ ŪÓŃ ńĒ ■∙ĶÕ ŌŅõ¾ ŌÕ∙Õ±“ŌÓ õÕļ “± ĒÓ ÓńļÓŃÓ■∙ĶÕ± , ĒÕ
ÓńļÓŃÓ■∙ĶÕ± Ķ, “ÓĻ ĒÓń¹ŌÓÕņ¹Õ,ĀĀ ½±“ŅķĻĶÕ
ŌÕ∙Õ±“ŌÓ╗ - ±ĶĒ“Õ“Ķ„Õ±ĻĶÕ Ō¹±ŅĻŅņŅļÕĻ¾ļ Ē¹ÕĀ
ŅŃÓĒĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ , Ō “Ņņ „Ķ±ļÕ, ’Õ±“Ķ÷Ķõ¹, ĒÓ’ĶņÕ ──ę Ķ ¶ÕĒŅļ¹.
┬ Ņ“Ļ¹“¹Õ ŌŅõŅÕņ¹ ’Õ±“Ķ÷Ķõ¹ ’Ņ’ÓõÓ■“ ’Ķ ’ ņŅņ ’ĶņÕĒÕĒĶĶ ĶļĶ ±
’ŅŌÕ§ĒŅ±“Ē¹ņĶ ±“ŅĻÓņĶ ’Ķ Ō¹’ÓõÕĒĶĶ ßŅļ³°ŅŃŅ ĻŅļĶ„Õ±“ŌÓ Ņ±ÓõĻŅŌ, Ō ŌŅńõ¾§
’Ņ’ÓõÓ■“ Ō Õń¾ļ³“Ó“Õ ±ĒŅ±Ó ŌŅ ŌÕņ ŌĒÕ±ÕĒĶ ĶļĶ ’ŅńõĒÕÕ Ō±ļÕõ±“ŌĶÕ Ķ±’ÓÕĒĶ .
Ā ─ļ ņŅ±ĻŅķ ±Õõ¹ ĒÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ ’Õõ±“ÓŌļ ■“ ńÓŃ ńĒÕĒĶ
ĒÕ¶“³■, “ µÕļ¹ņĶ ņÕ“ÓļļÓņĶ, §ļŅŅŃÓĒĶ„Õ±ĻĶņĶ ±ŅÕõĶĒÕĒĶ ņĶ Ķ ÓõĶŅÓĻ“ĶŌĒ¹ņĶ
ŌÕ∙Õ±“ŌÓņĶ. ╬±ŅßÕĒĒŅ Ņ’Ó±ĒÓ ĒÕ¶“³, ĻŅ“ŅÓ “ŅĒ„Óķ°Õķ ’ļÕĒĻŅķ ’ŅĻ¹ŌÓÕ“ ŅŃŅņĒ¹Õ
¾„Ó±“ĻĶ ŌŅõĒŅķĀ ’ŅŌÕ§ĒŅ±“Ķ, Ń¾ßĶ“
’ļÓĒĻ“ŅĒ Ķ ’ÕŌÓ∙ÓÕ“ ²“Ķ ¾„Ó±“ĻĶ Ō ņÕ“Ō¹Õ ńŅĒ¹. ėŃļÕŌŅõŅŅõ¹ ĒÕ¶“Ķ Ņ’Ó±Ē¹ õļ
ņĒŅŃĶ§ ¶Ņņ µĶńĒĶ ņŅ , Ó ±ļÕõŅŌÓ“Õļ³ĒŅ, Ķ õļ ļ■õÕķ. ═ÓĶßŅļÕÕ “ŅĻ±Ķ„Ē¹ņĶ Ķ
ß¹±“ŅõÕķ±“Ō¾■∙ĶņĶ Ōļ ■“± ĒĶńĻŅĻĶ’ ∙ĶÕ ÓŅņÓ“Ķ„Õ±ĻĶÕ ¾ŃļÕŌŅõŅŅõ¹ (ßÕĒńĶĒ,
“Ņļ¾Ņļ, Ļ±ĶļŅļ). ŽĶ ßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ŅĒĶ ±ņÕ“Õļ³ĒŅ Ņ’Ó±Ē¹ õļ ĒĶńĻĶ§
¶Ņņ µĶńĒĶ Ō ņŅÕ. ╚±Ļļ■„Ķ“Õļ³ĒŅ ŌÕõĒŅÕ ŌļĶ ĒĶÕ ŅĻÓń¹ŌÓ■“ “¾“³, ±ŌĶĒÕ÷,
ņ¹°³ Ļ Ķ §ļŅŅŃÓĒĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ , ĻŅ“Ņ¹Õ ĒÓĻÓ’ļĶŌÓ■“± Ō µĶŌ¹§ ŅŃÓĒĶńņÓ§,
’ĶŌŅõ “ Ļ õÕŃÓõÓ÷ĶĶ ņĒŅŃĶ§ ŌĶõŅŌ µĶŌ¹§ ŅŃÓĒĶńņŅŌ ĒÕ “Ņļ³ĻŅ Ō ŅĻÕÓĒÕ, ĒŅ Ķ ĒÓ
±¾°Õ. ┬ ╠ĶŅŌŅņ ŅĻÕÓĒÕ Ō “Õ„ÕĒĶÕ ŃŅõÓ ±ßÓ±¹ŌÓ■“± ± ĒÕ¶“ÕĒÓļĶŌĒ¹§ ±¾õŅŌ,
’ŅĒĶĻÓÕ“ Ķń ņŅ±ĻĶ§ ß¾ŅŌ¹§ ±ĻŌÓµĶĒ Ķ õ¾ŃĶ§ Ķ±“Ņ„ĒĶĻŅŌ, ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ
±Ō ńÓĒĒ¹§ ± ņŅÕņ, ŅĻŅļŅ 2 ņļĒ. “ŅĒĒ ĒÕ¶“Ķ Ķ ĒÕ¶“ Ē¹§ ’Ņõ¾Ļ“ŅŌ.Ā
ĀĀĀ ┬ õÕ Ļ¾’Ē¹§ ÕĻ Ō ’Ņņ¹°ļÕĒĒ¹§ ÓķŅĒÓ§ ┼ŌŅ’¹ ĻŅĒ÷ÕĒ“Ó÷Ķ
ĻĶ±ļŅŅõÓ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ’ÓĻ“Ķ„Õ±ĻĶ ÓŌĒÓ Ē¾ļ■. ═Ó’ĶņÕ, ±ßŅ±
’Ņņ¹°ļÕĒĒ¹§ ±“ŅĻŅŌ Ō ąÕķĒ Ļ 1968 ŃŅõ¾ ¾ŌÕļĶ„Ķļ± ’Ņ ±ÓŌĒÕĒĶ■ ± 1958 ŃŅõŅņ Ō
10Óń. ūÕÕń ÕĻ¾ ╠ŅńÕļ³ Ō ąÕķĒ ’Ņ±“¾’ÓÕ“ ÕµÕŃŅõĒŅ õŅ 40 “¹±. “. ĻÓļĶķĒ¹§
±ŅļÕķ, ±ßÓ±¹ŌÓÕņ¹§Ā §ĶņĶ„Õ±ĻĶņĶ
’Õõ’Ķ “Ķ ņĶ Ķ ņÕ“Óļļ¾ŃĶ„Õ±ĻĶņĶ ńÓŌŅõÓņĶ ╦Ņ“ÓĶĒŃĶĶ. ┬±ÕŃŅ Ō ŌŅõŅÕņ¹ įą├
ÕµÕŃŅõĒŅ ’Ņ±“¾’ÓÕ“ 8,1 ņļ. “. ĒÕŅŃÓĒĶ„Õ±ĻĶ§ ±ŅļÕķ, ńĒÓ„Ķ“Õļ³Ē¾■ õŅļ■ ĻŅ“Ņ¹§
±Ņ±“ÓŌļ ■“ ’Ņņ¹°ļÕĒĒ¹Õ ±“ŅĻĶ. ┬Ņõ¹ ąÕķĒÓ ĒÕ±¾“ Ļ ŃÓĒĶ÷Õ ═ĶõÕļÓĒõŅŌ ÕµÕŃŅõĒŅ
24 ņļ. “. ńÓŃ ńĒ ■∙Ķ§ Ķ õŅŌĶ“¹§ ŌÕ∙Õ±“Ō. ┬ “Ņņ „Ķ±ļÕ ÕµÕŃŅõĒŅ 3. ņ¹°³ ĻÓ Ķ
450 ĻŃ. “¾“Ķ. ┬¹ßŅ±¹ ±ÕĒĶ±“¹§ ±ŅÕõĶĒÕĒĶķ Ō ęŅĻĶķ±ĻĶķ ńÓļĶŌ Ō ▀’ŅĒĶĶ Ō 1969
ŃŅõ¾ ±Ņ±“ÓŌĶļ 655 “¹±. “., Ó Ļ 1985 ŃŅõ¾Ā
’Ņ ’ŅŃĒŅńÓņ õŅ±“ĶŃĒÕ“ 1,44 ņļĒ.“.
2.5.Ā
ŪÓŃ ńĒÕĒĶÕ ’Ņ„Ō¹
Ā ╬±ĒŅŌĒ¹ņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ,
ńÓŃ ńĒ ■∙ĶņĶ ’Ņ„Ō¾, Ōļ ■“± Ō ’ÕŌ¾■ Ņ„ÕÕõ³, ’Õ±“Ķ÷Ķõ¹, ĻŅ“Ņ¹Õ Ō ĒÓ±“Ņ ∙ÕÕ
ŌÕņ ’Õõ±“ÓŌļ ■“ ĒÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ õļ ŅĻ¾µÓ■∙ÕÕ ±Õõ¹ Ķń ńÓ ĒÕ¾ņÕÕĒĒŅŃŅ
Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ Ō ±Õļ³±ĻŅņ §Ņń ķ±“ŌÕ. ╬õĒÓĻŅ ’ŅĶńŌŅõ±“ŌŅ õŅ§ĶņĶĻÓ“ŅŌ
±„Ķ“ÓÕ“± Ō čž└ ½²ĻŅĒŅņĶ„Õ±ĻĶ ÷ÕļÕ±ŅŅßÓńĒ¹ņ╗, “ÓĻ ĻÓĻ ŅĒŅ Ō¹ŃŅõĒŅ õļ
§ĶņĶ„Õ±ĻŅķ ’Ņņ¹°ļÕĒĒŅ±“Ķ. ┬ ±Õļ³±ĻŅņ §Ņń ķ±“ŌÕ ▀’ŅĒĶĶ ±Õķ„Ó± “ÓĻµÕ
’ĶņÕĒ Õ“± Ā ßŅļÕÕ 5 “¹±. ÓńļĶ„Ē¹§
ŌĶõŅŌ õŅ§ĶņĶĻÓ“ŅŌ. žĶŅĻŅ Ó±’Ņ±“ÓĒÕĒ¹ ŃÕĻ±Ó§ļŅ÷ĶĻļŅŃÕĻ±ÓĒ, ──ę, Óļ³õÕŃĶõ.
┬ įą├, ĒÓ’ĶņÕ, ÕµÕŃŅõĒŅ Ó±§Ņõ¾Õ“± Ā
12 “¹±. “. ’Õ±“Ķ÷ĶõŅŌ. ┬ ╠ĶŅŌŅķ “ŅŃŅŌļÕ ’Õ±“Ķ÷ĶõÓņĶ įą├ ńÓĒĶņÓÕ“
“Õ“³Õ ņÕ±“Ņ [ 5 ] .
ĀĀĀ ŽĶ ’ĶņÕĒÕĒĶĶ ’Õ±“Ķ÷ĶõŅŌ ŅĒĶ „Ó±“Ķ„ĒŅ ’Ņ’ÓõÓ■“ ĒÓ ’Ņ„Ō¾,
’ŅĒĶĻÓ ĒÓ Ńļ¾ßĶĒ¾ õŅ 60 ±ņ. ╠ĶŃÓ÷Ķ Ķ§ ’Ņ ’ŅŌÕ§ĒŅ±“Ķ ’Ņ„Ō¹ ’ŅĶ±§ŅõĶ“
Ō±ļÕõ±“ŌĶÕ ŌŅõĒŅķ Ķ ŌÕ“ŅŌŅķ ²ŅńĶĶ. ▌“Ķ ŌÕ∙Õ±“ŌÓ ’Ņ’ÓõÓ■“ Ķń ’Ņ„Ō¹ Ō Ó±“ÕĒĶ ,
’Ņõ¾Ļ“¹ ±/§ ’ŅĶńŌŅõ±“ŌÓ, ĒÓĻÓ’ļĶŌÓ■“± Ō ’Ņõ¾Ļ“Ó§ ’Ķ“ÓĒĶ , ’Ņ’ÓõÓ■“ Ō
ŅŃÓĒĶńņ µĶŌŅ“Ē¹§ Ķ ļ■õÕķ. ┬ õÕ ±ļ¾„ÓÕŌ ²“Ņ ’ĶŌŅõĶ“ Ļ Ņ“ÓŌļÕĒĶ■ ±ĻŅ“Ó,
’„Õļ, ¹ß Ķ õ¾ŃĶ§ ŅŃÓĒĶńņŅŌ, ±ļ¾µÓ∙Ķ§ Ķņ ’Ķ∙Õķ [ 5 ] .
ĀĀ ╬ß±ļÕõŅŌÓĒĶÕ, ’ŅŌÕõÕĒĒŅÕ Ō čž└ ĒÓŅõĒŅŃŅ ßļÓŃŅ±Ņ±“Ņ ĒĶ Ō
1971-72 ŃŅõÓ§ ’ŅĻÓńÓļŅ ’Ķ±¾“±“ŌĶÕ ŃÕĻ±Ó§ļŅ÷ĶĻļŅŃÕĻ±ÓĒÓ, ──ę Ķ õĶļ³õĶĒÓ Ō 70%
’Ņß ņÓ“ÕĶĒ±ĻŅŃŅ ņŅļŅĻÓ. ╩ŅĒ÷ÕĒ“Ó÷Ķ ──ę Ō ŅŃÓĒĶńņÕĀ „ÕļŅŌÕĻÓ õŅ±“ĶŃÓÕ“Ā ±Õķ„Ó± Ō čž└ Ō ±ÕõĒÕņ 12 ņŃ/ĻŃ , Ō ╚ńÓĶļÕ ÕĻŅõĒŅ Ō¹±ŅĻŅÕĀ ĻŅļĶ„Õ±“ŌŅ ¢ 19 ņŃ/ĻŃ [ 6 ]. ╬“Ķ÷Ó“Õļ³Ē¹Õ
’Ņ±ļÕõ±“ŌĶ ŌŅńõÕķ±“ŌĶ õŅ§ĶņĶĻÓ“ŅŌ Ņ±ŅßÕĒĒŅ ĒÓŃļ õĒŅ ’Ņ Ōļ Õ“± Ā ĒÓ ’ĶņÕÕ ’“Ķ÷. ┬ ĒÕĻŅ“Ņ¹§ ÓķŅĒÓ§ Ķń-ńÓ
Ņ“ÓŌļÕĒĶ ’Õ±“Ķ÷ĶõÓņĶ Ņ“õÕļ³Ē¹Õ ŌĶõ¹ ’“Ķ÷ ’ŅļĒŅ±“³■ Ō¹ņÕĶļĶ [ 7 ]. ┬ čž└
¾ŅŌÕĒ³ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ──ę Ō Ń¾õĒŅņ ņŅļŅĻÕ ĻŅļÕßļÕ“± Ņ“ 0,15 õŅ 0,25 ņŃ/ĻŃ ,
„“Ņ ßŅļÕÕ „Õņ Ō 4 ÓńÓ õŅ’¾±“ĶņŅķ ¾“ŌÕµõÕĒĒŅķ õŅ’¾±“ĶņŅķ ╬╬═ ĒŅņ¹ [ 8 ]. ┬Ņ
ņĒŅŃĶ§ ±“ÓĒÓ§ ’ŅĶńŌŅõ±“ŌŅĀ ’Õ±“Ķ÷ĶõŅŌ
ŅŃÓĒĶ„ÕĒŅ.
ĀĀ ą õ ’Õ±“Ķ÷ĶõŅŌ ŅßļÓõÓÕ“ Ō¹±ŅĻŅķ ±“ŅķĻŅ±“³■ Ļ §ĶņĶ„Õ±ĻŅņ¾ Ķ
ßĶŅļŅŃĶ„Õ±ĻŅņ¾ ÓńļŅµÕĒĶ■, ’Ņ²“Ņņ¾ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ņĒŅµÕ±“ŌŅ ²“Ķ§ ŌÕ∙Õ±“Ō
÷ĶĻ¾ļĶ¾■“ Ō ŅĻ¾µÓ■∙Õķ ±ÕõÕ Ķ ĒÕ Ķ±„ÕńÓ■“ Ō “Õ„ÕĒĶÕ ĒÕ±ĻŅļ³ĻĶ§ õÕ± “ĶļÕ“Ķķ,
õÓµÕ Õ±ļĶ ’ŅĶńŌŅõ±“ŌŅ Ķ ’ĶņÕĒÕĒĶÕ Ķ§ ß¾õ¾“ ĒÕņÕõļÕĒĒŅ ’ÕĻÓ∙ÕĒ¹ ŌŅ Ō±Õņ
ņĶÕ.
Ā ─¾ŃĶņĶ ±Õ³ÕńĒ¹ņĶ ńÓŃ ńĒÕĒĶ ņĶ ’Ņ„Ō¹ Ōļ ■“± “ µÕļ¹Õ ņÕ“Óļļ¹,
’Ņ’ÓõÓ■∙ĶÕ Ō ’Ņ„Ō¾ ± Ņ±ÓõĻÓņĶ: ±ŌĶĒÕ÷, ĻÓõņĶķ, ÷ĶĒĻ, ņÕõ³, ŌÓĒÓõĶķ, ĒĶĻÕļ³ Ķ
õ¾ŃĶÕ. ╚Ē“ÕĒ±Ķ¶ĶĻÓ÷Ķ ±/’ŅĶńŌŅõ±“ŌÓ ĒÕÓń¹ŌĒŅ ±Ō ńÓĒÓ ± Ņ±“Ņņ ’ĶņÕĒÕĒĶ
§ĶņĶ„Õ±ĻĶ§ ¾õŅßÕĒĶķ Ķ ’ÕµõÕ Ō±ÕŃŅ ¢ ÓńŅ“Ē¹§ Ķ ¶Ņ±¶ŅĒ¹§. ╚±’Ņļ³ńŅŌÓĒĶÕ
ÓńŅ“Ē¹§ ¾õŅßÕĒĶķ Ō čž└ Ķ Ō ┼ŌŅ’Õ õŅ±“ĶŃÓÕ“ ŃĶŃÓĒ“±ĻĶ§ ņÓ±°“ÓßŅŌ ¢ ÕµÕŃŅõĒŅ Ō
’Ņ„Ō¾ ŌĒŅ±Ķ“± ±“Ņļ³ĻŅ µÕ ÓńŅ“Ó ĶļĶ õÓµÕ ßŅļ³°Õ, „Õņ ÕŃŅ ±ŅõÕµĶ“± “Óņ Ō
Õ±“Õ±“ŌÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ. čŅÕõĶĒÕĒĶ ÓńŅ“Ó ¢ ’Õ±“Ķ÷Ķõ¹ ¢ Ō¹ņ¹ŌÓ■“± ’Ņ„ŌÕĒĒ¹ņĶ Ķ
’ŅõńÕņĒ¹ņĶ ŌŅõÓņĶ, „“Ņ ’ĶŌŅõĶ“ Ļ ņÓ±±ŅŌŅņ¾ ńÓŃ ńĒÕĒĶķ ÕĻ Ķ ŅńÕ. ┬ŅõÓ
±“ÓĒŅŌĶ“± ĒÕßÕńŅ’Ó±ĒŅķ õļ ¾’Ņ“ÕßļÕĒĶ [ 3,9 ].
2.6.ĀĀ
┬ļĶ ĒĶÕ ńÓŃ ńĒÕĒĶķ ĒÓ ßĶŅ±¶Õ¾ ŪÕņļĶĀ
ĀĀ čŅ±“Ņ ĒĶĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹,
Ó, ±ļÕõŅŌÓ“Õļ³ĒŅ, Ķ ÕÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ ßĶŅ±¶Õ¾ Ō “Ņķ ĶļĶ ĶĒŅķ ±“ÓĒÕ ńÓŌĶ±Ķ“ Ņ“
¾ŅŌĒ ÕÕ ’Ņņ¹°ļÕĒĒŅŃŅ ÓńŌĶ“ĶĶ, Ņ±“Ó ĒÓŅõŅĒÓ±ÕļÕĒĶ , ŃÕŅŃÓ¶Ķ„Õ±ĻĶ§ Ķ
ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¾±ļŅŌĶķ, Ó “ÓĻµÕ ±Ņ÷ĶÓļ³ĒŅ ²ĻŅĒŅņĶ„Õ±ĻĶ§ ¾±ļŅŌĶķ. ═Ó õŅļ■ čž└
’Ķ§ŅõĶ“± 40% ńÓŃ ńĒÕĒĶķ ’ļÓĒÕ“¹ Ō ÷ÕļŅņ, „“Ņ õŅļµĒŅ ±“Ó“³ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ
õļ ²“Ņķ ±“ÓĒ¹ ±Õ³ÕńĒŅķ ŃŅ±¾õÓ±“ŌÕĒĒŅķ ’ŅßļÕņŅķ [ 6 ]. ŪÓ Ō±■ Ķ±“ŅĶ■
±ŌŅÕŃŅ ±¾∙Õ±“ŌŅŌÓĒĶ čž└ ÕõĻŅ ±“ÓļĻĶŌÓļĶ±³ ± ’ŅßļÕņŅķ, Õ°ÕĒĶÕ ĻŅ“ŅŅķ ņŅµÕ“
“ÓĻ ±Ķļ³ĒŅ ’ŅŌļĶ “³ ĒÓ ß¾õ¾∙ÕÕ ÓņÕĶĻÓĒ±ĻŅŃŅ ĒÓŅõÓ. ┬±Õ ßŅļÕÕ Ņ„ÕŌĶõĒ¹ņ
±“ÓĒŅŌĶ“± “Ņ“ ¶ÓĻ“, „“Ņ Õ±ļĶ ÓņÕĶĻÓĒ÷¹ ĒÕ ±ņŅŃ¾“ Ņ„Ķ±“Ķ“³ ŅĻ¾µÓ■∙¾■ ±Õõ¾,
ŅĒĶ ’Ņ±“ÓŌ “ ’Ņõ ¾ŃŅń¾ ±ŌŅÕ ¶ĶńĶ„Õ±ĻŅÕ Ķ ’±Ķ§Ķ„Õ±ĻŅÕ ńõŅŅŌ³Õ. ═Ņ ńÓ Ņ„Ķ∙ÕĒĶÕ
ŅĻ¾µÓ■∙Õķ ±Õõ¹ ’ĶõÕ“± ’ļÓ“Ķ“³ ńĒÓ„Ķ“Õļ³Ē¾■ ÷ÕĒ¾: ’Ņķ“Ķ ĒÓ ńĒÓ„Ķ“Õļ³Ē¹Õ
¶ĶĒÓĒ±ŅŌ¹Õ ńÓ“Ó“¹, ĒÓ ’Ņ“Õ■ ĒÕĻŅ“Ņ¹§ ¾õŅß±“Ō Ķ ņŅµÕ“ ß¹“³ ĒÓ ĒÕĻŅ“ŅŅÕ
±ĒĶµÕĒĶÕ µĶńĒÕĒĒŅ ¾ŅŌĒ .[ 10]
Ā ŽŅ Ņ÷ÕĒĻÕ └ŃÕĒ“±“ŌÓ Ņ§ÓĒ¹Ā
ŅĻ¾µÓ■∙Õķ ±Õõ¹ ┼ą└, ²ĻŅĒŅņĶ„Õ±ĻĶÕ ’Ņ“ÕĶ Ņ“ ńÓßŅļÕŌÓĒĶķ Ō ±Ō ńĶ ±
ńÓŃ ńĒÕĒĶÕ “Ņļ³ĻŅ ŌŅńõ¾°ĒŅķ ±Õõ¹ Ō čž└ ±Ņ±“ÓŌļ ■ ÕµÕŃŅõĒŅ
6 $ ņļõ. ▌“Ó ±¾ņņÓ ŌĻļ■„ÓÕ“
Ķ ¾∙Õß Ņ“ ¾“Ó“¹ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ, Ó “ÓĻµÕ Ó±§Ņõ¹ ĒÓ ±ŅŅ“ŌÕ“±“Ō¾■∙ÕÕ
ņÕõĶ÷ĶĒ±ĻŅÕ Ņß±ļ¾µĶŌÓĒĶÕ. ė∙Õß, ĒÓĒŅ±Ķņ¹ķ ÕµÕŃŅõĒŅ ²ĻŅĒŅņĶĻÕ ±“ÓĒ¹ Ō
Õń¾ļ³“Ó“Õ ¾±ĶļÕĒĶ ĻŅŅńĶĶ Ķ Óń¾°ÕĒĶĶ ņÓ“ÕĶÓļŅŌ, ŃĶßÕļĶ Ó±“ÕĒĶķ Ķ
±ŅĻÓ∙ÕĒĶ ¾ŅµÓķĒŅ±“Ķ ±/§ ’ŅĶńŌŅõ±“ŌÓ, Ņ÷ÕĒĶŌÓÕ“± 4,9 $ ņļõ. [ 8 ] .
ĀĀ ┬ įą├ ņÓ“ÕĶÓļ³Ē¹ķ ¾∙Õß, ĒÓĒŅ±Ķņ¹ķ ńÓŃ ńĒÕĒĶÕņ ŌŅńõ¾§Ó,
Ķ±„Ķ±ļ Õ“± “ÓĻ µÕ ņĶļļĶÓõÓņĶ ņÓŅĻ, Ō “Ņņ „Ķ±ļÕ 14-20 ņļĒ. ņÓŅĻ “Ņļ³ĻŅ ńÓ
±„Õ“ ŃĶßÕļĶ ļÕ±ŅŌ, 33 ņļĒ. ņÓŅĻ ¢ ńÓ ±„Õ“ ±ĒĶµÕĒĶ ¾ŅµÓķĒŅ±“Ķ ±/§ Ļ¾ļ³“¾ Ķ
32 ņļĒ. ņÓŅĻ ¢ ¾∙Õß ’Ķ„ĶĒÕĒĒ¹ķ ±ÓõŅŌŅõ±“Ō¾. ┬ ▀’ŅĒĶĶ ¢ Ō 1971 ŃŅõ¾ ¾ß¹“ĻĶ
“Ņļ³ĻŅ ¹ßŅļŅŌ±“ŌÓ õŅ±“ĶŃļĶ 18,3 ņļõ. ĶÕĒ. ėß¹“ĻĶ Ō±ÕŃŅ ĒÓŅõĒŅŃŅ
§Ņń ķ±“ŌÓĀ Ņ“ ńÓŃ ńĒÕĒĶ ŅĻ¾µÓ■∙Õķ
±Õõ¹ ŌŅńŅ±ļĶ ± 35 ņļõ. ĶÕĒ õŅ 6 “ĶļļĶŅĒŅŌ ĶÕĒ (8% Ņ“ ĒÓ÷ĶŅĒÓļ³ĒŅŃŅ ŌÓļŅŌŅŃŅ
’Ņõ¾Ļ“Ó) Ō 1970 ŃŅõ¾. ┼µÕŃŅõĒ¹Õ ²ĻŅĒŅņĶ„Õ±ĻĶÕ ’Ņ“ÕĶ Ņ“ ńÓŃ ńĒÕĒĶ “Ņļ³ĻŅ
ŌŅńõ¾°ĒŅķ ±Õõ¹ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 2.6.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 2.6.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┼µÕŃŅõĒ¹ķ ¾∙Õß, ĒÓĒŅ±Ķņ¹ķ ĒÓŅõĒŅņ¾
§Ņń ķ±“Ō¾
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀ“Ņļ³ĻŅ Ņ“
ńÓŃ ńĒÕĒĶ ŌŅńõ¾°ĒŅķ ±Õõ¹
|
ĀĀĀĀĀĀĀ č “ Ó Ē Ó |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ Ķ õĀĀĀ
¾ ∙ Õ ß Ó |
ą Ó ń ņ Õ ĀĀ ¾ ∙ Õ ß Ó |
|
ĀĀ č ž └ |
ė“Ó“Ó ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ
ńÓ ±„Õ“ ńÓßŅļÕ-ŌÓĒĶķ (ŌĻļ■„Ó ņÕõĶ÷ĶĒ±ĻŅÕ Ņß±ļ¾µĶŌÓĒĶÕ ’Ķ ńÓßŅļÕŌÓĒĶĶ) Ā╩ŅŅńĶ Ķ Óń¾°ÕĒĶÕ ņÓ“ÕĶÓļŅŌ, ŃĶßÕļ³ Ó±“ÕĒĶķ, ±ĒĶµÕĒĶÕ
¾ŅµÓķĒŅ±“Ķ ±/§ Ļ¾ļ³“¾ |
9000 $ ņļĒ. 4900 $Ā ņļĒ. |
|
ĀĀ į ą ├ |
├ĶßÕļ³ ļÕ±ŅŌ čĒĶµÕĒĶÕ ¾ŅµÓķĒŅ±“Ķ ±/§
Ļ¾ļ³“¾ ė∙Õß, ĒÓĒÕ±ÕĒĒ¹ķ
±ÓõŅŌŅõ±“Ō¾ |
Ā20 ņļĒ. ņÓŅĻ Ā33 ņļĒ. ņÓŅĻ Ā32 ņļĒ. ņÓŅĻ |
|
Ā ┬ÕļĶĻŅßĶ“ÓĒĶ |
Ā ┬Õ±³ ¾∙Õß |
275 ņļĒ ¶Ē“.±“Õļ. |
|
Ā ▀’ŅĒĶ |
Ā┬±Õ ŌĶõ¹ ¾∙ÕßÓ |
35000 ņļĒ. ĶÕĒ (1955Ń) 6000000 ņļĒ. ĶÕĒ Ā(1970Ń) |
╬ß±ļÕõŅŌÓĒĶÕ ±ÓĒĶ“ÓĒŅŃŅ
±Ņ±“Ņ ĒĶ ═³■-╔ŅĻÓ, ’ŅĻÓńÓļŅ, „“Ņ ’Ņ“ÕĶ Ņ“ Óń¾°ÕĒĶ ņÓ“ÕĶÓļŅŌ, ńõÓĒĶķ Ķ
ŅßŅ¾õŅŌÓĒĶ Ō±ļÕõ±“ŌĶÕ ńÓŃ ńĒÕĒĶ ŌŅńõ¾°ĒŅŃŅ ßÓ±±ÕķĒÓ ŃŅŅõÓ ±Ņ±“ÓŌļ ■“
ÕµÕŃŅõĒŅ Ō Ó±„Õ“Õ ĒÓ ŅõĒŅŃŅ µĶ“Õļ 16 $. └ĒÓļŅŃĶ„Ē¹ķ ’ŅĻÓńÓ“Õļ³ õļ ūĶĻÓŃŅ
±Ņ±“ÓŌļ Õ“ 20 $Ā õļ ╠Ķļ¾ŅĻĶ ¢ 17 $, õļ
╚ĒõĶÓĒÓ’ŅļĶ±Ó ¢ 14 $. ╬ß∙Ķķ ²ĻŅĒŅņĶ„Õ±ĻĶķ ¾∙Õß Ņ“ ńÓŃ ńĒÕĒĶ Ó“ņŅ±¶Õ¹ čž└
±Ņ±“ÓŌļ Õ“ 16Ā $ ņļõ. Ō ŃŅõ, “.Õ. 80 $
ĒÓ ŅõĒŅŃŅ µĶ“Õļ ±“ÓĒ¹. ┬ ’ÕŌŅķ ’ŅļŅŌĶĒÕ 60-§ ŃŅõŅŌ ¾∙Õß Ņ÷ÕĒĶŌÓļ± Ō 11 $
ņļõ. , „“Ņ ¾ĻÓń¹ŌÓÕ“ ĒÓ Ņ±“ ÕµÕŃŅõĒ¹§ ’Ņ“Õ³ Ņ“ ¾§¾õ°ÕĒĶ ĻÓ„Õ±“ŌÓ ŌŅńõ¾§Ó
Ā ŽŅ õÓĒĒ¹ņ ┬±ÕņĶĒŅķ ŅŃÓĒĶńÓ÷ĶĶ ńõÓŌŅŅ§ÓĒÕĒĶ 70-90% Ō±Õ§
ÓĻŅŌ¹§ ńÓßŅļÕŌÓĒĶķ ļ■õÕķ ±Ō ńÓĒŅ ± ’Ķ±¾“±“ŌĶÕņ Ō ŅĻ¾µÓ■∙Õķ ±ÕõÕ ÓńļĶ„Ē¹§
§ĶņĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō. ╚ńŌÕ±“ĒŅ “ÓĻµÕ, „“Ņ ņĒŅŃĶÕ ŌŅµõÕĒĒ¹Õ õÕ¶ÕĻ“¹ Ķ
ĒÕŌŅļŅŃĶ„Õ±ĻĶÕ Ó±±“Ņķ±“ŌÓ Ō¹ńŌÓĒ¹ ŌŅńõÕķ±“ŌĶÕņ ±ŌĶĒ÷Ó ĒÓ ŅŃÓĒĶńņ „ÕļŅŌÕĻÓ
Ķń ŅĻ¾µÓ■∙ÕÕ ±Õõ¹ ĶļĶ ĒÕĻŅ“Ņ¹§ ņÕõĶĻÓņÕĒ“ŅŌ Ķ ’Õ±“Ķ÷ĶõŅŌ.
ĀĀ ═Ó÷ĶŅĒÓļ³Ē¹ķ ĶĒ±“Ķ“¾“ Ņ§ÓĒ¹ “¾õÓ Ķ ńõŅŅŌ³ ±ŅŅß∙ÓÕ“, „“Ņ Ō
čž└ ÕµÕŃŅõĒŅ 100000 „ÕļŅŌÕĻ ¾ņĶÓÕ“Ā Ķ
390000 „ÕļŅŌÕĻ ńÓßŅļÕŌÓ■“ Ņ“ ńÓŃ ńĒÕĒĶ ±Õõ¹ ĒÓ ÓßŅ„Ķ§ ņÕ±“Ó§ [10] .Ā ┬Ó„Ķ, Ō¹ ±Ē ’Ķ„ĶĒ¹ ŌŅńĒĶĻĒŅŌÕĒĶ ŃļÓŌĒ¹§
§ŅĒĶ„Õ±ĻĶ§ ßŅļÕńĒÕķ, Ō±Õ „Ó∙Õ ŅßÓ∙Ó■“± Ā“ÓĻµÕ Ķ Ļ ’Ņõ¾Ļ“Óņ ’Ķ“ÓĒĶĶ, Ō ĻŅ“Ņ¹§, ’Ņ„“Ķ ŌŅ Ō±Õ§ ßÕń
Ķ±Ļļ■„ÕĒĶ , ±ŅõÕµÓ“± ±ĶĒ“Õ“Ķ„Õ±ĻĶÕ §ĶņĶ„Õ±ĻĶÕ Ķ õ¾ŃĶÕ ŌÕõĒ¹Õ ŌÕ∙Õ±“ŌÓ.
ĀĀ ┬ įą├Ā ÕńĻŅ ŌŅńŅ±
’Ņ÷ÕĒ“ ńÓßŅļÕŌÓĒĶķ ŌÕ§ĒĶ§ õ¹§Ó“Õļ³Ē¹§ ’¾“Õķ ’Ņ ’Ķ„ĶĒÕ ńÓŃ ńĒÕĒĶ ŌŅńõ¾°ĒŅķ
±Õõ¹. ┼µÕŃŅõĒŅ ÕŃĶ±“Ķ¾Õ“± 5 ņļĒ. ±ļ¾„ÓÕŌ “ÓĻĶ§ ńÓßŅļÕŌÓĒĶķ. ┬ ▀’ŅĒĶĶ õŅ
ĻŅĒ÷Ó 1972 ŃŅõÓ ß¹ļŅ Ņ¶Ķ÷ĶÓļ³ĒŅ ńÓ¶ĶĻ±ĶŅŌÓĒŅ 8737 ±ļ¾„ÓÕŌ Ņ“ÓŌļÕĒĶ
ŌÕ∙Õ±“ŌÓņĶ, ±ŅõÕµÓ∙ĶņĶ± Ō ŌŅńõ¾§Õ, Ō 728 ±ļ¾„ÓŌ ¢’Ķ“³ÕŌŅķ ŌŅõŅķ.
Ā┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ Ō Ó“ņŅ±¶Õ¾ ÕµÕŃŅõĒŅ Ō¹ßÓ±¹ŌÓÕ“± Ā 12 ņļõ. “ŅĒĒ ¾ŃļÕĻĶ±ļŅŃŅ ŃÓńÓ. ┼±ļĶ “ÓĻ
ß¾õÕ“ ’ŅõŅļµÓ“³± Ķ õÓļ³°Õ, “Ņ Ļ 2000 ŃŅõ¾ ±ŅõÕµÓĒĶÕ ¾ŃļÕĻĶ±ļŅŃŅ ŃÓńÓ Ō
Ó“ņŅ±¶ÕÕ ¾ŌÕļĶ„Ķ“± ĒÓ 25% . „“Ņ ņŅµÕ“ ’ĶŌÕ±“Ķ Ļ ĒÕµÕļÓ“Õļ³Ē¹ņ ’Ņ±ļÕõ±“ŌĶ ņ.
ŽŅõ±„Ķ“ÓĒŅ [ 12 ], „“Ņ Ō ±Ō ńĶ ± ¾ŌÕļĶ„ÕĒĶÕņ ĻŅļĶ„Õ±“ŌÓ ¾ŃļÕĻĶ±ļŅŃŅ ŃÓńÓ Ō
Ó“ņŅ±¶ÕÕĀ Ķ ¾ņÕĒ³°ÕĒĶÕņ ±ŅõÕµÓĒĶ
ĻĶ±ļŅŅõÓ, „ÕÕń 150-180 ļÕ“, Õ±ļĶ ²Ļ±“Ó’ŅļĶŅŌÓ“³ õÓĒĒ¾■ “ÕĒõÕĒ÷Ķ■ Ō ß¾õ¾∙ÕÕ,
ĻŅļĶ„Õ±“ŌŅ ĻĶ±ļŅŅõÓ Ō Ó“ņŅ±¶ÕÕ õŅ±“ĶŃĒÕ“ ĻĶ“Ķ„Õ±ĻŅķ “Ņ„ĻĶ, ’Ņ±ļÕ ĻŅ“ŅŅķ
ŌŅńņŅµĒŅ±“Ķ ±¾∙Õ±“ŌŅŌÓĒĶ „ÕļŅŌÕĻÓ ĒÓ ńÕņļÕ ÕńĻŅ ŅŃÓĒĶ„Ó“± .
Ā╩ ²“Ņņ¾ ĒÓõŅ õŅßÓŌĶ“³, „“Ņ ńÓŃ ńĒÕĒĶÕ ╠ĶŅŌŅŃŅ ŅĻÕÓĒÓ ŌÕõÕ“ Ļ
ŃĶßÕļĶ Ō ĒÕņ µĶŌŅ“Ē¹§ Ķ Ó±“Ķ“Õļ³ĒŅ±“Ķ, ĻŅ“ŅÓ , Ņ±¾∙Õ±“Ōļ ’Ņ÷Õ±±
¶Ņ“Ņ±ĶĒ“ÕńÓ, Ōļ Õ“± ŅõĒĶņ Ķń Ņ±ĒŅŌĒ¹§ ’Ņ±“ÓŌ∙ĶĻŅŌ ĻĶ±ļŅŅõÓ Ō Ó“ņŅ±¶Õ¾. ┬
õÕ Ņ¶Ķ÷ĶÓļ³ĒŅ ±¾∙Õ±“Ō¾■∙Ķ§ ’ŅŃĒŅńÓ§ Ō¹±ĻÓń¹ŌÓÕ“± ņĒÕĒĶÕ, „“Ņ Ō ßļĶµÓķ°Õņ
ß¾õ¾∙Õņ ŅµĶõÓÕ“± Ā õÓļ³ĒÕķ°ÕÕ
ńÓŃ ńĒÕĒĶÕ ŌŅńõ¾§Ó [ 6;5 ].
ĀĀ ╬ß∙Ķķ ŃŅõŅŌŅķ ņĶŅŌŅķ Ō¹ßŅ± ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō Ó“ņŅ±¶Õ¾ Ō
±ÕÕõĶĒÕ 70-§ ŃŅõŅŌ, , ’Ņ°ļŅŃŅ ŌÕĻÓ, ĻŅŃõÓ ’Ķ±ÓļĶ±³ ņÓ“ÕĶÓļ¹ ²“ŅŃŅ ÓńõÕļÓ,
±Ņ±“ÓŌļ ļ, ĻÓĻ ²“Ņ ±ļÕõ¾Õ“ Ķń “ÓßļĶ÷¹ 2.3.1ę ’Ņ õĻÓ 12,6 ņļõ. “ŅĒĒ. ═¹ĒÕ, Ō
2009 ŃŅõ¾, ĻŅŃõÓ ’Ķ°Õ“± õÓĒĒÓ ÓßŅ“Ó, ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒŅ±“³ Ņ÷ÕĒĶ“³ ²“Ņ“
’ŅŃĒŅń.
ĀĀ ╩ÓĻ ±ļÕõ¾Õ“ Ķń ņÓ“ÕĶÓļŅŌ ╚Ē“ÕĒÕ“Ó (±Óķ“-Ā www. Õcosystema. ru) Ļ ĻŅĒ÷¾ šš ŌÕĻÓ ŃŅõŅŌŅķ
ņĶŅŌŅķ Ō¹ßŅ± ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō Ó“ņŅ±¶Õ¾ ±Ņ±“ÓŌļ ļ ¾µÕ 25,5 ņļõ.“ŅĒĒ.Ā ęÓĻĶņ ŅßÓńŅņ, ńÓ ’Ņ±ļÕõĒ■■ „Õ“ŌÕ“³ šš ŌÕĻÓ
ŃŅõŅŌŅķ Ō¹ßŅ± ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ¾ŌÕļĶ„Ķļ± ’ÓĻ“Ķ„Õ±ĻĶ ŌõŌŅÕ. ▌“Ņ ÷ÕĒÓ,
ńÓ’ļÓ„ÕĒĒÓ Ā „ÕļŅŌÕ„Õ±“ŌŅņ ńÓ
“Õ§ĒĶ„Õ±ĻĶķ ’ŅŃÕ±±, Ķ ²“Ķņ ŅĒŅ ŌÕ±³ņÓ ±¾∙Õ±“ŌÕĒĒŅ ŅßÕ±’ŅĻŅĶļŅ±³,
’Õõ’ĶĒĶņÓ Ā Ē¹ĒÕ ±¾∙Õ±“ŌÕĒĒ¹Õ ņÕ¹ ’Ņ
±ĒĶµÕĒĶ■ “Õņ’ŅŌ Ō¹ßŅ±ŅŌ ŌÕõĒ¹§ ŌÕ∙Õ±“ŌĀ
Ō Ó“ņŅ±¶Õ¾. ŽŅ “Õņ µÕ õÓĒĒ¹ņ Ō ąŅ±±ĶĶ Ō¹ßÓ±¹ŌÓÕ“± ÕµÕŃŅõĒŅ Ō±ÕŃŅ
20-25 ņļĒ.“., „“Ņ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ ŅõĒŅŃŅ ’Ņ÷ÕĒ“Ó Ņ“ ņĶŅŌ¹§ Ō¹ßŅ±ŅŌ, Ó
Ņ±ĒŅŌĒ¾■ õŅļ¾ ŌĒŅ±Ķ“ Ō ²“Ņ ½Ń ńĒŅÕ õÕļŅ╗ čž└.
2.7. ŽÕõ’ĶĒĶņÓÕņ¹Õ ¾±ĶļĶ ’Ņ ¾ņÕĒ³°ÕĒĶ■
±¾∙Õ±“Ō¾■∙Õķ Ķ ’ÕõŅ“ŌÓ∙ÕĒĶ■
ĀĀĀĀĀĀ ĒŅŌŅķĀ ńÓŃ ńĒÕĒĒŅ±“ĶĀ ŅĻ¾µÓ■∙Õķ ±Õõ¹
Ā ┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ ŌŅ Ō±Õ§
ŌÕõ¾∙Ķ§ ±“ÓĒÓ§ ¾µÕ ±ŅńõÓĒ¹ ĶļĶ ±ŅńõÓ■“± ±’Õ÷ĶÓļ³Ē¹Õ ŃŅ±¾õÓ±“ŌÕĒĒ¹Õ ¾ĻŅŌŅõ ∙ĶÕ
ŅŃÓĒ¹ ’ĶńŌÓĒĒ¹Õ ĻŅŅõĶĒĶŅŌÓ“³ Ķ ĒÓ’ÓŌļ “³ ÓßŅ“¹ ’Ņ Ņ§ÓĒÕ ’ĶŅõ¹. ╬õĒĶņ
Ķń ĻĶ§ ’ĶņÕŅŌ ÓńŌĶ“Ķ ņÕµõ¾ĒÓŅõĒŅŃŅ ±Ņ“¾õĒĶ„Õ±“ŌÓ ’Ņ ’ŅßļÕņÓņ
ŅĻ¾µÓ■∙Õķ ±Õõ¹ ĒÓ„ÓŌ°Ó ± ÕÓļĶńÓ÷Ķ ĶõÕĶ ±ŅńõÓĒĶ ņÕµõ¾ĒÓŅõĒŅķ ±Ķ±“Õņ¹
ĒÓßļ■õÕĒĶ ńÓ ±Ņ±“Ņ ĒĶÕņ ŅĻ¾µÓ■∙Õķ ±Õõ¹.Ā
╬ĒÓ õŅļµĒÓ ŅßÕ±’Õ„Ķ“³ ÕŃĶ±“Ó÷Ķ■ ĒÓßļ■õÕĒĶķ, ’ŅĶ±§Ņõ ∙Ķ§ Ō ßĶŅ±¶ÕÕ,
ĒÓ Ņ±ĒŅŌÓĒĶĶ ĻŅ“Ņ¹§ ņŅŃ¾“ ¶ŅņĶŅŌÓ“³± ’Õõ±“ÓŌļÕĒĶ Ņ Ó±’Ņ±“ÓĒÕĒĶĶ Ō
’ĶŅõÕ ÓńļĶ„Ē¹§ ńÓŃ ńĒÕĒĶķ Ķ Ō¹ÓßŅ“Ó“³ Ņß·ÕĻ“ĶŌĒ¾■ Ņ÷ÕĒĻ¾ Ņ’Ó±ĒŅ±“Ķ
’Ņ±ļÕõ±“ŌĶķ ńÓŃ ńĒÕĒĶ Ķ õÕŃÓõÓ÷ĶĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹.
ĀĀ ╩ŅĒ÷Õ’÷Ķ ŅŃÓĒĶńÓ÷ĶĶ “ÓĻŅķ ±ļ¾µß¹, ’Ņļ¾„ĶŌ°Õķ Ņ’ÕõÕļÕĒĶÕ, ĻÓĻ
ņŅĒĶ“ŅĶĒŃ, ÓńÓßŅ“ÓĒÓ Ō ±’Õ÷ĶÓļ³ĒŅķ ĻŅņĶ±±ĶĶĀ
═Ó¾„ĒŅŃŅ ĻŅņĶ“Õ“Ó ’Ņ ’ŅßļÕņÓņ ŅĻ¾µÓ■∙Õķ ±Õõ¹ (č╩╬Ž┼) ╠Õµõ¾ĒÓŅõĒŅŃŅ
±ŅŌÕ“Ó ĒÓ¾„Ē¹§ ±Ņ■ńŅŌ ¢ ĒÓĶßŅļÕÕ Ļ¾’ĒŅķ Ķ ÓŌ“ŅĶ“Õ“ĒŅķ ĒÓ¾„ĒŅķ ŅŃÓĒĶńÓ÷ĶĶ.
╩ŅņĶ±±Ķ Ō 1971 ŃŅõ¾ Ō’ÕŌ¹Õ ŅßŅ±ĒŅŌÓļÓ ĒÕŅߧŅõĶņŅ±“³ ±ŅńõÓĒĶ ŃļŅßÓļ³ĒŅŃŅ
ņÕµõ¾ĒÓŅõĒŅŃŅ ņŅĒĶ“ŅĶĒŃÓ Ķ ±¶Ņņ¾ļĶŅŌÓļÓ ĒÕĻŅ“Ņ¹Õ “ÕßŅŌÓĒĶ Ļ “ÓĻŅķ
±Ķ±“Õņ, ¾ĻÓńÓŌ õ Ņ±ĒŅŌĒ¹§ ’ÓÓņÕ“ŅŌ ±Ņ±“Ņ ĒĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹, ĻŅ“Ņ¹Õ
õŅļµĒ¹ ±“Ó“³ Ņß·ÕĻ“Ņņ ĒÓ¾„Ē¹§ ĒÓßļ■õÕĒĶķ Ķ ĶńņÕÕĒĶķ. ▌“Ķ ’ÕõļŅµÕĒĶ č╩╬Ž┼
ß¹ļĶ ’ĶĒ “¹ č“ŅĻŃŅļ³ņ±ĻŅķ ĻŅĒ¶ÕÕĒ÷ĶÕķ Ķ õŅņ ņÕµõ¾ĒÓŅõĒ¹§ ŅŃÓĒĶńÓ÷Ķķ.
ĀĀ ┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ Ō ÓņĻÓ§ ┬±ÕņĶĒŅķ ņÕ“ÕŅŅļŅŃĶ„Õ±ĻŅķ
ŅŃÓĒĶńÓ÷ĶĶ (┬╠╬) õÕķ±“Ō¾Õ“ ’ŅŃÓņņÓ ¶ŅĒŅŌ¹§ ĒÓßļ■õÕĒĶķ ńÓ ŃļŅßÓļ³Ē¹ņĶ
ĶńņÕĒÕĒĶ ņĶ Ō Ó“ņŅ±¶ÕÕ ŪÕņļĶ, Ō “Ņņ „Ķ±ļÕ Ķ ńÓ ĶńņÕĒÕĒĶ ņĶ, Ō¹ń¹ŌÓÕņ¹ņĶ
ńÓŃ ńĒÕĒĶ ņĶ ŌŅńõ¾§Ó.Ā ŽŅ ²“Ņķ
’ŅŃÓņņÕ Ō ņĶÕ ÓßŅ“ÓÕ“ ßŅļÕÕ 90 ĒÓßļ■õÓ“Õļ³Ē¹§ ±“ÓĒ÷Ķķ, „Ó±“³ ĻŅ“Ņ¹§ Ó±’ŅļÓŃÓļÓ±³
ĒÓ “ÕĶ“ŅĶĶ čččą. čŅńõÓĒĶÕ ŃļŅßÓļ³ĒŅķ ±Ķ±“Õņ¹ ņŅĒĶ“ŅĶĒŃÓ ’Ņ“Õß¾Õ“
Ķ±’Ņļ³ńŅŌÓĒĶ ±’¾“ĒĶĻŅŌ, ±ŅŌÕņÕĒĒ¹§ ņÕ“ŅõŅŌ Ķ “Õ§ĒĶĻĶ õĶ±“ÓĒ÷ĶŅĒĒ¹§
ĶńņÕÕĒĶķ.Ā
ĀĀ č ÷Õļ³■ ŅŃÓĒĶ„ÕĒĶ Ō¹ßŅ±Ó Ō Ó“ņŅ±¶Õ¾ ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“Ō Ō
õÕ ±“ÓĒ ( čččą, └ĒŃļĶ , čž└, įą├) ’ĶĒ “¹ ńÓĻŅĒ¹, ÕŃļÓņÕĒ“Ķ¾■∙ĶÕ Ō¹ßŅ±¹
ńÓŃ ńĒÕĒĶķ Ō Ó“ņŅ±¶Õ¾ Ķ ńÓĻŅĒ¹ Ņ ņÕÓ§ ’Ņ ’ŅõõÕµÓĒĶ■ „Ķ±“Ņ“¹ ŌŅńõ¾§Ó.
Ā ╬ŃÓĒĶ„ÕĒĶ Ō¹ßŅ±Ó Ō Ó“ņŅ±¶Õ¾ ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“Ō Ņ±ĒŅŌ¹ŌÓÕ“±
ĒÓ ¾±“ÓĒŅŌļÕĒĶĶ Ō ńÓĻŅĒŅõÓ“Õļ³ĒŅņ ’Ņ õĻÕ ’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ¢
Ž─╩ ÓńļĶ„Ē¹§ ŌĶõŅŌ ńÓŃ ńĒĶ“ÕļÕķ Ō ŌŅńõ¾§Õ. ąÓńÓßŅ“ĻÓ õŅ’¾±“Ķņ¹§ ŌÕļĶ„ĶĒ
ĻŅĒ÷ÕĒ“Ó÷Ķķ Ō ŅĻ¾µÓ■∙Õķ ±ÕõÕ “ŅĻ±Ķ„Ē¹§ Ķ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ĶõÕ“ ’Ņ õŌ¾ņ
ĒÓ’ÓŌļÕĒĶ ņ: ¾±“ÓĒŅŌļÕĒĶÕ ņÓĻ±ĶņÓļ³ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ŌŅńõ¾§Õ ’ŅĶńŌŅõ±“ŌÕĒĒ¹§
’ŅņÕ∙ÕĒĶķ (╠└╩) Ķ ņÓĻ±ĶņÓļ³Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ō Ó“ņŅ±¶ÕÕ ŃŅŅõŅŌ Ķ ±Õļ³±ĻŅķ
ņÕ±“ĒŅ±“Ķ (╠1╩). ŽÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ĒÕĻŅ“Ņ¹§ ĒÓĶßŅļÕÕ
Ó±’Ņ±“ÓĒÕĒĒ¹§ ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“ŌĀ Ō
Ó“ņŅ±¶ÕÕ, ’ĶĒ “¹Õ Ō ÓńļĶ„Ē¹§ ±“ÓĒÓ§, ’ĶŌÕõÕĒ¹ “ÓßļĶ÷Ó§ 1.6.3ę- 1.6.7ęĀ [ 5,6 ].
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó
1.6.3ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─Ņ’¾±“Ķņ¹Õ ĒŅņ¹ ’Ņņ¹°ļÕĒĒ¹§ Ō¹ßŅ±ŅŌ,
¾±“ÓĒŅŌļÕĒĒ¹Õ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō
įą├ Ō 1964 Ń.
|
┬Ķõ¹ Ō¹ßŅ±ŅŌ |
┬Ņńõ¾§ |
ŃŅŅõ±ĻĶ§ |
Ķ ±Õļ³±ĻĶ§ |
ÓķŅĒŅŌ |
┬Ņńõ¾§ĀĀ Ō ±“ŌÕĒĒ¹§ |
’ŅĶńŌŅõ-. ’ŅņÕ∙ÕĒ. |
|
|
ĀĀĀ ╠1╩ |
ĻÓ“ĻŅŌ. |
╠1╩ |
õŅļŃŅŌ. |
ĀĀĀĀĀĀĀ ╠└╩ |
|
|
|
„/ņļĒ. |
Ā ņŃ/ņ3 |
ĀĀ „/ņļĒ. |
Ā ņŃ/ņ3 |
ĀĀ „/ņļĒ. |
ĀĀĀ ņŃ/ņ3 |
|
╬ĻĶ±³ ÓńŅ“Ó |
ĀĀĀ 0,5 |
ĀĀ 1.0 |
Ā 1,0ĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀ 2,0 |
Ā ĀĀĀĀĀ6 |
ĀĀĀĀĀĀĀ 7 |
|
└ńŅ“. ĻĶ±ļ ĀĀĀĀ ═╬3 |
ĀĀĀ 0,5 |
ĀĀ 1,3 |
Ā 1,0 |
ĀĀĀ 2,6 |
ĀĀĀĀĀ 10 |
ĀĀĀĀĀĀ 35 |
|
ėŃļÕŌŅõŅ- ĀŅõ¹ |
ĀĀ 0,5 |
ĀĀ 0,7 |
Ā 1,0 |
ĀĀĀ 1,4 |
ĀĀĀĀĀĀ 5 |
ĀĀĀĀĀĀ 1 |
|
čÕŅŌŅõŅ. ĀĀĀĀĀ ═2 |
ĀĀ 0,2 |
ĀĀ 0,5 |
Ā 0,3 |
ĀĀĀ 0,75 |
ĀĀĀĀĀĀ 20 |
ĀĀĀĀĀ 30 |
|
─Ō¾ŅĻĶ±³ ±Õ¹Ā ╬2 |
ĀĀ 0,2 |
ĀĀ 0,5 |
Ā 0,3 |
ĀĀĀ 0,75 |
ĀĀĀĀĀ 5 |
ĀĀĀĀĀ 13 |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 1.6.4ę
ĀĀĀĀĀĀĀ č“ÓĒõÓ“¹
õļ Ņ÷ÕĒĻĶ ńÓŃ ńĒÕĒĒŅ±“Ķ Ó“ņŅ±¶Õ¹, ’ĶĒ “¹Õ Ō čž└ Ō 1972 Ń.
|
ĀĀ ĀĀŪÓŃ ńĒĶ“Õļ³ |
┬Õņ ¾±ÕõĒÕĒĶ |
1 ±“ÓĒõÓ“1
ņŃ/ņ3 |
Ž ±“ÓĒõÓ“2 ĀņŃ/ņ3 |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀĀ 1 ŃŅõ; 24 „. |
Ā0,080; 0,365* |
0,060; 0,260* |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č╬ |
ĀĀĀĀ 8 „.; 1 „. |
Ā10, 000*;Ā 40,000* |
10,000*; 40,000* |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀĀ 1 ŃŅõ |
Ā 0,100 |
0,100 |
|
ĀėŃļÕŌŅõŅŅõ¹ |
ĀĀĀĀĀ 3 „. |
Ā 0,160* |
0,160* |
|
Ā Ž¹ļ³ |
ĀĀĀĀ 1 ŃŅõ;Ā 24 „. |
0,075**; 0,260* |
0,060*; 0,250* |
|
╬ńŅĒ Ķ õ.ŅĻĶ±ļĶ“. |
ĀĀĀĀ 1 „. |
Ā0,160* |
Ā09,160* |
1- ¾±“ÓĒÓŌļĶŌÓÕ“
’ÕõÕļ³Ē¹Õ ńĒÓ„ÕĒĶ ĻŅļĶ„Õ±“Ō ńÓŃ ńĒ ■∙Ķ§ ’ĶņÕ±Õķ, Ķ±§Ņõ Ķń
ĀĀĀ ¾±ļŅŌĶķ, ¾ŃŅµÓ■∙Ķ§ ńõŅŅŌ³■ ļ■õÕķ.
2- Ņ’ÕõÕļ Õ“ ĒŅņ¹
ńÓŃ ńĒÕĒĶķ Ķń ¾±ļŅŌĶķ ßÕńŅ’Ó±ĒŅ±“ĶĀ
ŅßĶ“ÓĒĶ ļ■õÕķ Ķ Ņ“±¾“±“ŌĶ
ĀĀĀĀ ŌÕõĒŅŃŅ ŌŅńõÕķ±“ŌĶ Ó“ņŅ±¶Õ¹ ĒÓ Ó±“ÕĒĶ , µĶŌŅ“Ē¹§, ņÕ“Óļļ¹,
±“ŅĶ“Õļ³Ē¹ÕĀĀ
ĀĀĀĀ ņÓ“ÕĶÓļ¹
Ę -Ā õŅ’¾±ĻÓÕ“± ĒÕ ßŅļÕÕ ŅõĒŅŃŅ ÓńÓ Ō ŃŅõ,
**ĀĀ -Ā ±ÕõĒÕĻŌÓõÓ“Ķ„ĒŅÕ
ńĒÓ„ÕĒĶÕ
ĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 2.6.5ę
ĀĀĀĀĀĀĀĀĀĀĀ
ŽÕÕ„ÕĒ³ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ķ Ķ§ ņÓĻ±ĶņÓļ³ĒŅ õŅ’¾±“Ķņ¹ÕĀ ĻŅĒ÷ÕĒ“Ó÷ĶĶ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’ĶĒ “¹Õ Ō ╚“ÓļĶĶ Ō 1971 ŃŅõ¾
|
ŪÓŃ ńĒĶ“Õļ³ |
╠ÓĻ±Ķņ.Ā ĻŅ |
Ē÷ÕĒ“.(30ņĶĒ) |
čÕõĒ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÷Ķ |
ĻŅĒ÷ÕĒ“Ó-. |
┬Õņ ¾±ÕõĒ. „Ó±. |
|
|
Ā„/ņļĒ |
ĀĀĀ ņŃ/ņ3 |
Ā „/ņļĒ |
Ā ņŃ/ņ3 |
|
|
ĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀ 0,30 |
ĀĀĀ 0,79 |
ĀĀĀĀĀĀ 0,15 |
ĀĀĀĀ 0,39 |
ĀĀĀĀĀ 24ĀĀĀĀĀ |
|
ĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀ 0,30 |
ĀĀĀ 0,56 |
ĀĀĀĀĀĀ 0,10 |
ĀĀĀĀ 0,19ĀĀĀ |
ĀĀĀĀ 2 4 |
|
ĀĀĀĀĀĀĀĀĀĀ ╬ |
Ā 50,00 |
Ā 57,00 |
ĀĀĀĀ 20,00 |
ĀĀĀ 22,89 |
ĀĀĀĀĀĀĀ 8 |
|
ĀĀĀĀĀĀĀĀĀĀ ąŌ |
ĀĀĀĀĀĀĀ - |
ĀĀĀ 0,5 |
ĀĀĀĀĀĀĀĀ - |
ĀĀĀĀĀ 0,1 |
ĀĀĀĀĀĀĀ 8 |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 2.6.6ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ č“ÓĒõÓ“¹,
¾±“ÓĒŅŌļÕĒĒ¹Õ Ō žŌÕ÷ĶĶĀ Ō1969 ŃŅõ¾ õļ ╬2
|
Ā┬Õņ ¾±ÕõĒÕĒĒŅÕ |
╩ŅĒ÷ÕĒ“. Ā„/ņļĒ |
╩ŅĒ÷ÕĒ“. ĀņŃ/ņ3 |
ĀĀĀĀ ŽĶņÕ„ÓĒĶÕ |
|
ĀĀĀĀĀĀ 1 ņÕ± ÷ |
ĀĀĀĀĀĀĀ 0,5 |
ĀĀĀĀĀĀĀĀĀ 143 |
═Õ õŅļµĒÓ ’ÕŌ¹°Ó“³± |
|
ĀĀĀĀĀĀ 24 „Ó± |
ĀĀĀĀĀĀĀ 0,10 |
ĀĀĀĀĀĀĀĀĀ 286 |
═Õ õŅļµĒÓ ’ÕŌ¹°Ó“³± „Ó∙Õ
1 ÓńÓ Ō ņÕ± ÷ |
|
ĀĀĀĀĀĀ 30 ņĶĒ |
ĀĀĀĀĀĀĀ 0,25 |
ĀĀĀĀĀĀĀĀĀ 715 |
═Õ õŅļµĒÓ ’ÕŌ¹°Ó“³± „Ó∙Õ
„Ó- ∙Õ 15 Óń Ō ņÕ± ÷ (1%
¹ŌÕņÕĒĶ) |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 2.6.7ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ž─╩ Ō Ó“ņŅ±¶ÕÕ ŌŅńõ¾§Ó ĒÓ ĒÓĶßŅļÕÕ Ó±’Ņ±“ÓĒÕĒĒ¹Õ ŌÕ∙Õ±“ŌÓ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶĒ “¹Õ Ō čččą Ō
1951 ŃŅõ¾
|
ŪÓŃ ńĒĶ“Õļ³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀ Ž ─ ╩ |
ĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ņ3 |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
Ā30 ņĶĒ¾“ĒŅÕ ĀĀĀ ĶńņÕÕĒĶÕĀĀĀĀĀĀĀĀĀ |
Ā24 „Ó±ŅŌŅÕ ¾±Õõ- ĀĀĀĀĀĀ ĒÕĒĶÕ |
|
ĀĀĀĀĀĀĀĀĀĀ č╬ |
ĀĀĀĀĀĀĀĀĀĀ 3,0 |
ĀĀĀĀĀĀĀĀĀĀ 1,0 |
|
ĀĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀĀĀĀĀĀĀĀ 0,5 |
ĀĀĀĀ 0,05 ¢ 0,15ĀĀĀĀĀ |
|
ĀĀĀĀĀĀĀĀĀĀĀ ╬2 |
ĀĀĀĀĀĀĀ 0,085 |
ĀĀĀĀĀĀĀĀĀĀ 0,085 |
|
ĀĀĀĀĀĀĀĀĀĀĀ ═2 |
ĀĀĀĀĀĀĀĀ 0,008 |
ĀĀĀĀĀĀĀĀĀĀ 0,008 |
|
Ž¹ļ³ ĒÕ“ŅĻ±Ķ„ĒÓ |
ĀĀĀĀĀĀĀĀĀ 0,5 |
ĀĀĀĀĀĀĀĀĀĀ 0,15 |
ĀĀ ─ÓĒĒ¹Õ. ’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷Ó§ 2.6.3ę ¢ 2.6.7ę ’ŅńŌŅļ ■“
¾ßÕõĶ“³± , „“Ņ ’ĶĒ “¹Õ ĒŅņ¹ Ž─╩ ĒÓ õ ĒÓĶßŅļÕÕ Ó±’Ņ±“ÓĒÕĒĒ¹§ ŌÕ∙Õ±“Ō,
Ōļ ļĶ±³ Ō čččą ±Óņ¹ņĶ ±“ŅŃĶņĶ Ō ņĶÕ.
ĀĀ čŌŅõĒ¹Õ õÓĒĒ¹Õ ’Ņ õŅ’¾±“Ķņ¹ņ ĻŅĒ÷ÕĒ“Ó÷Ķ ņ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō
ŌŅńõ¾§Õ, ’ĶĒ “¹Õ Ō čččą, čž└, įą├ Ķ ╚“ÓļĶĶ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 2.6.8ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 2.6.8ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─Ņ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō ŌŅńõ¾§Õ
|
ŪÓŃ ńĒĶ- “Õļ³ |
čččą ņŃ/ņ3 |
(1951Ń) |
čž└(1972Ń) ĀņŃ/ņ3 |
įą├ ņŃ/ņ3 |
(1964Ń) |
╚“ÓļĶ ņŃ/ņ3 |
(1971Ń) |
|
|
3,0 ņĶĒ |
24 „Ó±Ó |
ąÓń Ō ŃŅõ |
╩Ó“ĻŅŌ. |
─ŅļŃŅŌ. |
30 ņĶĒ. |
24 „Ó±Ó |
|
ĀĀĀĀĀĀ č╬ |
3,0 |
Ā1,0 |
10,0-8„Ó±. 40,0 -1 „Ó± |
ĀĀĀĀĀ - |
ĀĀĀĀĀĀ - |
ĀĀĀĀĀ - |
ĀĀĀĀ - |
|
ĀĀĀĀĀĀĀ ╬2 |
0,5 |
0,05-ĀĀĀĀĀĀĀ 0,15 |
0,060 0,365 -24 „Ó± |
ĀĀ 0,75 |
ĀĀ 0,5 |
Ā 0,79 |
ĀĀ 0,39 |
|
ĀĀĀĀĀĀĀ ╬2 |
0,085 |
0,085 |
0,100 |
ĀĀĀĀĀ - |
ĀĀĀĀĀ - |
Ā 0,56 |
ĀĀ 0,19 |
|
ĀĀĀĀĀĀĀ ═2 |
0,008 |
0,008 |
ĀĀĀĀĀĀĀ - |
ĀĀ 0,3 |
ĀĀ 0,15 |
ĀĀĀĀ - |
ĀĀĀĀĀ - |
|
Ž¹ļ³Ā ĒÕ “ŅĻ±Ķ„ĒÓ |
0,5 |
0,15 |
0,075; 0,260 (24 „Ó±Ó) |
ĀĀĀĀĀĀ - |
ĀĀĀĀĀ - |
ĀĀĀĀ - |
ĀĀĀĀĀ - |
|
ėŃļÕŌŅõŅ. |
ĀĀĀ - |
Ā ĀĀĀĀ- |
0,160 ¢ 3 „Ó± |
ĀĀ 1,4 |
ĀĀĀ 0,7 |
ĀĀĀĀ - |
ĀĀĀĀĀ - |
|
╬ńŅĒ |
ĀĀĀ - |
ĀĀĀĀĀ - |
0,160-1„Ó± |
ĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀ - |
ĀĀĀĀ - |
ĀĀĀĀĀ - |
|
ĀĀĀĀĀĀĀĀ ╬ |
ĀĀĀ - |
ĀĀĀĀĀ - |
ĀĀĀĀĀĀ - |
ĀĀĀ 2,0 |
ĀĀĀ 1,0 |
ĀĀĀĀ - |
ĀĀĀĀĀ - |
|
ĀĀĀĀĀĀĀĀ ╬ |
ĀĀĀ - |
ĀĀĀĀĀ - |
ĀĀĀĀĀĀ - |
ĀĀĀĀ - |
ĀĀĀĀĀĀ - |
50,24 |
22,89 (24 „Ó±) |
|
ĀĀĀĀĀĀĀ ąŌ |
ĀĀĀ - |
ĀĀĀĀĀ - |
ĀĀĀĀĀĀ - |
ĀĀĀĀ - |
ĀĀĀĀĀĀ - |
Ā0,5 |
0,01 (8„Ó±) |
Ā╚ń ±ÓŌĒĶ“Õļ³ĒŅŃŅ ÓĒÓļĶńÓ ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ ŌĶõĒŅ, „“Ņ Ō
ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĒÕ“ „Õ“ĻĶ§, Ņ’ÕõÕļÕĒĒ¹§ ĻĶ“ÕĶÕŌ, ±“ÓĒõÓ“ŅŌ Ķ ĒŅņ ĻÓ„Õ±“ŌÓ
ŅĻ¾µÓ■∙Õķ ±Õõ¹. ŽĶĒ÷Ķ’ ńÓõÓĒĶ Ž─╩ Ō ĻÓµõŅņ ŃŅ±¾õÓ±“ŌÕ ±ŌŅķ: Ō ÓńĒ¹§
±Ķ±“ÕņÓ§ ÕõĶĒĶ÷ ¾±ÕõĒÕĒĶÕ Ņ±¾∙Õ±“Ōļ Õ“± ńÓ ÓńĒ¹Õ ’ŅņÕµ¾“ĻĶ ŌÕņÕĒĶ Ķ õÓµÕ Ō
’ÕõÕļÓ§ ŅĒŅķ ±“ÓĒ¹ ±¾∙Õ±“Ō¾■“ ÓńļĶ„Ē¹Õ Ž─╩ õļ ’Ņņ¹°ļÕĒĒ¹§ Ķ ĒÕ
’Ņņ¹°ļÕĒĒ¹§ ÓķŅĒŅŌ. ┬ Õń¾ļ³“Ó“Õ Ž─╩ ņĒŅŃĶ§ ±“ÓĒ ’ÓĻ“Ķ„Õ±ĻĶ ĒÕ’ĶŌŅõĶņ¹ Ļ
ÕõĶĒŅņ¾ ŌĶõ¾. ęÓĻĶÕ Ž─╩Ā ĒÕ’ĶÕņļÕņ¹ õļ
Õ°ÕĒĶ ņÕµõ¾ĒÓŅõĒ¹§ ’ŅßļÕņ,Ā
Ņ±¾∙Õ±“Ōļ Õņ¹§ Ō ÷Õļ §Ā
’ŅŌÕõÕĒĶ ŃļŅßÓļ³ĒŅŃŅ ņŅĒĶ“ŅĶĒŃÓ. ŽŅ²“Ņņ¾ ’ĶņÕĒÕĒĶÕ ’ĶĒ÷Ķ’ŅŌ
č“ŅĻŃŅļ³ņ±ĻŅķ õÕĻŅļŅÓ÷ĶĶ Ō ±ŅńõÓĒĶĶ ņÕµõ¾ĒÓŅõĒŅ ¢ ’ÓŌŅŌ¹§ Ņ±ĒŅŌ ÓńÕ°ÕĒĶ
ņÕµõ¾ĒÓŅõĒ¹§ ²ĻŅĒŅņĶ„Õ±ĻĶ§ ’ŅßļÕņ ’Ņ ńÓ∙Ķ“Õ ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ōļ Õ“± ŌÕ±³ņÓ
ńÓ“¾õĒĶ“Õļ³Ē¹ņ.
ĀĀĀ ŽŅ ņĒÕĒĶ■ ±’Õ÷ĶÓļĶ±“ŅŌ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĒÕŅߧŅõĶņÓ ÓńÓßŅ“ĻÓ
ņÕ“ŅõŅŌ Ņ÷ÕĒĻĶ ±ÕõĒĶ§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ńÓ õļĶ“Õļ³Ē¹Õ ’ÕĶŅõ¹ ŌÕņÕĒĶ. ŽĶ ²“Ņņ
õŅļµĒ¹ ß¹“³ ¾±ŅŌÕ°ÕĒ±“ŌŅŌÓĒ¹ Ķ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ĻĶ“ÕĶĶ Ņ’Ó±ĒŅ±“Ķ õļĶ“Õļ³ĒŅŃŅ
ńÓŃ ńĒÕĒĶ ŌŅńõ¾§Ó ĶļĶ ŅŃÓĒĶńņŅŌ Ķ ŌĒÕ°ĒÕķ ±Õõ¹, ĒÕŅߧŅõĶņŅ ¾±“ÓĒĶ“³
ĶņÕ■∙ĶÕ± ±Õķ„Ó± ÓńļĶ„Ķ ņÕµõ¾ ńĒÓ„ÕĒĶ ņĶ ÓńŅŌ¹§ Ķ ±ÕõĒĶ§ ’ÕõÕļ³ĒŅ
õŅ’¾±“Ķņ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ.
Ā ąÕÓļĶńÓ÷Ķ ĻŅĒĻÕ“Ē¹§ ņÕ ’Ņ ßŅ³ßÕ ± ńÓŃ ńĒÕĒĶÕņ ŅĻ¾µÓ■∙Õķ
±Õõ¹Ā Ō ±ŌÕ“Õ ÓńÓßŅ“ÓĒĒ¹§
ĒÓ÷ĶŅĒÓļ³Ē¹§ ’ŅŃÓņņ , “Õß¾Õ“ ßŅļ³°Ķ§ ¶ĶĒÓĒ±ŅŌ¹§ ŌļŅµÕĒĶķĀ Ō ±Ō ńĶ ± “Õņ, „“Ņ ņĒŅŃĶÕ ’Ņņ¹°ļÕĒĒĶĻĶ
ŌÕõ¾∙Ķ§ ’Ņņ¹°ļÕĒĒ¹§ ±“ÓĒ Ō “Õ„ÕĒĶÕ ņĒŅŃĶ§ ļÕ“ ±ŅŌÕ°ÕĒĒŅ ĶŃĒŅĶ¾■“ ’ŅßļÕņ¹
ŅĻ¾µÓ■∙Õķ ±Õõ¹, ßŅļ³°ĶĒ±“ŌŅ ’Õõ’Ķ “Ķķ Ō¹Ē¾µõÕĒŅ ĒÓ„ĶĒÓ“³ ßŅ³ß¾ ’Ņ“ĶŌ ÕÕ
ńÓŃ ńĒÕĒĶ ’ÓĻ“Ķ„Õ±ĻĶ ½± Ē¾ļ ╗. ═Ó’ĶņÕ, ’ŅŌÕõÕĒĒ¹Õ Ó±„Õ“¹ Ō čž└ [ 1 ]
’ŅĻÓńÓļĶ, „“Ņ ńÓ“Ó“¹ ĒÕŅߧŅõĶņ¹Õ õļ õŅ±“ĶµÕĒĶ ±“ÓĒõÓ“ŅŌ ĻÓ„Õ±“ŌÓ ±Õõ¹,
ĻŅ“Ņ¹Õ ’Õõ±“Ņ ļŅ ŌŌÕ±“Ķ Ō 1975-1976 ŃŅõÓ§ õŅļµĒ¹ ß¹“³ ŌÕ±³ņÓ ±¾∙Õ±“ŌÕĒĒ¹ņĶ.
▌“Ņ ĒÓŃļ õĒŅ Ķļļ■±“Ķ¾Õ“ ±Ņ±“ÓŌ ±ŌÕõÕĒĶķ, ±ŅõÕµÓ∙Ķ§± Ō “ÓßļĶ÷¹ 2.6.9ę.
ĀĀ ┬ įą├ ±Õõ±“ŌÓ. ńÓ“Ó„ĶŌÓÕņ¹Õ ĒÓ Ņ§ÓĒ¾ ŅĻ¾µÓ■∙Õķ ±Õõ¹, “ÓĻµÕ
õŅ±“ĶŃÓ■“ ńĒÓ„Ķ“Õļ³Ē¹§ ÓńņÕŅŌ. ęÓĻ ńÓ ’ÕĶŅõ 1969-1971 ŃŅõ¹ “Ņļ³ĻŅ ĒÓ Ņ§ÓĒ¾
„Ķ±“Ņ“¹ ŌŅńõ¾§Ó Ķ±“Ó„ÕĒŅ 3,1 ņļõ. ņÓŅĻ Ō “Ņņ „Ķ±ļÕ:34,2% ĒÓ ’ÕÕ¾±“Ņķ±“ŌŅ
±¾∙Õ±“Ō¾■∙Ķ§ Ņ„Ķ±“Ķ“Õļ³Ē¹§ ¾±“ÓĒŅŌŅĻ, 51% ĒÓ ¶Ķļ³“¹ Ķ ¾±“Ņķ±“ŌÓ ĒÓ ±µĶŃÓĒĶÕ
Ņ“§Ņõ ∙Ķ§ ŃÓńŅŌ ĒÓ ŌĒŅŌ³ ±ŅŅ¾µÓ■∙Ķ§± ’Õõ’Ķ “Ķ § Ķ 14,3% ĒÓ ÓńÓßŅ“Ļ¾ ĒŅŌ¹§
ŌĶõŅŌ ŃŅ■„Ķ§.
ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó
2.6.9ę
ĀĀĀĀĀĀĀĀĀĀ
╬÷ÕĒĻÓ ńÓ“Ó“ ĒÓ ßŅ³ß¾ ± ńÓŃ ńĒÕĒĶÕņ ±Õõ¹ Ō čž└ Ō ņļõ. õŅļļÓŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀ’Ņ ÷ÕĒÓņ 1971 Ń.
|
|
ŽŅ“ÕßĒŅ±“Ķ |
Ō ńÓ“Ó“Ó§ |
Ō1971-1980 Ń |
|
ĀĀĀĀĀĀĀĀ č ¶ Õ ÓĀĀĀ ń Ó
Ń ń Ē Õ Ē Ķ Ā |
╩Ó’Ķ“ÓļŅŌļŅµÕĒĶ |
▌Ļ±’ļ¾Ó“Ó÷ĶŅĒ- Ē¹Õ Ó±§Ņõ¹ |
Ā ┬ ± Õ Ń Ņ |
|
1. ŪÓŃ ńĒÕĒĶÕ ŌŅńõ¾§Ó, ĀĀ Ā├Ņ±¾õÓ±“ŌÕĒĒ¹Õ: ĀūÓ±“Ē¹Õ ńÓ“Ó“¹: ĀĀĀĀĀĀ ÓŌ“Ņ“ÓĒ±’Ņ“ ĀĀĀĀĀĀ ±“Ó÷ĶŅĒÓĒ¹Õ Ķ±“Ņ„ĒĶĻĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ± Õ Ń Ņ |
ĀĀĀĀĀĀĀĀĀĀĀ 1,1 ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀ 31,5 ĀĀĀĀĀĀĀĀĀĀĀ 15,6 ĀĀĀĀĀĀĀĀĀĀĀ 48,2ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀ 6,8 ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ 29,5 ĀĀĀĀĀĀĀĀĀĀ 22,0 ĀĀĀĀĀĀĀĀĀ Ā58,3ĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀ 7,9 ĀĀĀĀĀ ĀĀĀĀĀ 61,0 ĀĀĀĀĀ 37,6 ĀĀĀ 106,5 |
|
Ā2. ŪÓŃ ńĒÕĒĶÕ ŌŅõ¹ ĀĀĀĀ ├Ņ±¾õÓ±“ŌÕĒĒ¹Õ: ĀĀĀĀ ¶ÕõÕÓļ³Ē¹Õ ĀĀĀĀ °“Ó“Ē¹Õ Ķ ņÕ±“Ē¹Õ ĀĀĀĀ ūÓ±“Ē¹Õ: ĀĀĀĀĀ ŅßÓßÓ“¹ŌÓ■∙Ó ’Ņņ¹°ļÕĒ- ĀĀĀĀĀ ĒŅ±“³ ĀĀĀĀĀ ²ļÕĻ“ŅĻŅņ’ÓĒĶĶ ĀĀĀĀĀ ±“ŅķļŅŌŅÕ µĶŌŅ“ĒŅŌŅõ±“ŌŅ ĀĀĀĀĀ ±“ŅĶ“Õļ³±“ŌŅ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ± Õ Ń Ņ |
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀ 1,2 ĀĀĀĀĀĀĀĀĀĀ 18,9 ĀĀĀĀĀĀĀĀĀ 11,9 ĀĀĀĀĀĀĀĀĀĀĀ 4,5 ĀĀĀĀĀĀĀĀĀĀĀ 1,9 ĀĀĀĀĀĀĀĀĀĀĀ 0,9 ĀĀĀĀĀĀĀĀĀĀĀ 4,4 |
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ 2,7Ā ĀĀĀĀĀĀĀĀ 23,6 ĀĀĀĀĀĀĀĀ 14,2 ĀĀĀĀ ĀĀĀĀĀĀ4,2 ĀĀĀĀĀĀĀĀĀĀ 1,8 ĀĀĀĀĀĀĀĀĀĀ 0,1 ĀĀĀĀĀĀĀĀĀ 88,9 |
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀ 3,9 ĀĀĀĀĀ 42,6 ĀĀĀĀĀĀ 26,1 ĀĀĀĀĀĀĀĀ 8,7 ĀĀĀĀĀĀĀĀ 3,7 ĀĀĀĀĀĀĀĀ 1,0 ĀĀĀĀĀĀĀ 99,3Ā |
|
3. ─¾ŃĶÕ Ó±§Ņõ¹: ĀĀĀĀ ¾õÓļÕĒĶÕ “ŌÕõ¹§ Ņ“§ŅõŅŌ ĀĀĀĀ ÕĻ¾ļ³“ĶŌÓ÷Ķ ńÕņÕļ³ ’Ņ±ļÕ ĀĀĀĀ õŅß¹„Ķ ’ŅļÕńĒ¹§ Ķ±ĻŅ’ÓÕņ¹§ ĀĀĀĀ ßŅ³ßÓ ± ÓõĶÓ÷ĶÕķ └▌č ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ± Õ Ń Ņ |
ĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀ - |
ĀĀĀĀĀĀĀ 86,1 ĀĀĀĀĀĀĀĀĀ 5,1 ĀĀĀĀĀĀĀĀĀ 2,1 ĀĀĀĀĀĀĀ 93 ,3 |
|
ĀĀĀĀĀĀĀĀĀĀ ┬Ā čĀ
┼Ā ├Ā ╬ |
ĀĀĀĀĀĀĀĀĀ 92,8 |
ĀĀĀĀĀĀĀĀĀĀ 194,3 |
ĀĀĀĀĀĀĀ 380,4 |
ĀĀ ═Ó ÕÓļĶńÓ÷Ķ■ ņÕŅ’Ķ “Ķķ ’Ņ ±ĒĶµÕĒĶ■ Ō ßÕĒńĶĒÕ ±ŅõÕµÓĒĶÕ
±ŌĶĒ÷Ó ± 0,4 õŅĀ 0,15 Ń/ļ, „“Ņ õÓÕ“
±ĒĶµÕĒĶÕ ÕŃŅ ±ŅõÕµÓĒĶ Ō Ō¹§ļŅ’Õ ĒÓ 30% ĒÕŅߧŅõĶņŅ ß¾õÕ“ ńÓ“Ó“Ķ“³ 300-500 ņļĒ.
ņÓŅĻ.
ĀĀ ŽŅ ’ŅŃÓņņÕ ĒÓ 1985 ŃŅõ Ō įą├ ß¾õÕ“ ĶńÓ±§ŅõŅŌÓĒŅ õļ Ņ„Ķ±“ĻĶ
±“Ņ„Ē¹§ ŌŅõ 43-44 ņļĒ. ņÓŅĻ, Ō “Ņņ „Ķ±ļÕ 25 ņļĒ. ņÓŅĻ ĒÓ ±“ŅĶ“Õļ³±“ŌŅ
Ņ„Ķ±“Ē¹§ ±ŅŅ¾µÕĒĶķ Ō ’Ņņ¹°ļÕĒĒŅ±“Ķ,, 10 ņļõ. ņÓŅĻ Ō ĻŅņņ¾ĒÓļ³ĒŅņ §Ņń ķ±“ŌÕ
Ķ 8 ņļõ. ņÓŅĻ ĒÓ ÕĻŅĒ±“¾Ļ÷Ķ■ ±“Ó¹§ Ņ„Ķ±“Ē¹§ ±ŅŅ¾µÕĒĶķ.
Ā ╩ÓĻ ß¹ļŅ ’ŅĻÓńÓĒŅ ÓĒÕÕĀ Ō
Ķ±¾ĒĻÕ 2.3.1ą Ņ±ĒŅŌĒ¹ņĶ ńÓŃ ńĒĶ“Õļ ņĶ Ó“ņŅ±¶Õ¹ Ō ±“ÓĒÓ§ ± ßŅļ³°Ķņ
ÓŌ“ŅņŅßĶļ³Ē¹ņ ’ÓĻŅņĀ Ōļ ■“± ÓŌ“ŅņŅßĶļĶ
(±Ō¹°Õ 42%). ┼µÕ±¾“Ņ„ĒŅ 250 ņļĒ. ÓŌ“ŅņŅßĶļÕķ Ņ“ ņÓļŅļĶ“ÓµÕĻ õŅ ŅŃŅņĒ¹§
ļĶņ¾ńĶĒŅŌ Ķ ±ÓņŅ±ŌÓļŅŌ Ō¹ßÓ±¹ŌÓ■“ Ō Ó“ņŅ±¶Õ¾ ŅĻŅļŅ 500 000 “¹±. “. ŅĻĶ±Ķ
¾ŃļÕŅõÓ, 100 “¹±. “. ¾ŃļÕŌŅõŅŅõŅŌ, 26 “¹±. “. ŅĻĶ±ļŅŌ ÓńŅ“Ó, ßÕĒńŅ’ĶÕĒ,
ÓõĶŅÓĻ“ĶŌĒ¹Õ „Ó±“Ķ÷¹ Ķ õ¾ŃĶÕ ŌÕ∙Õ±“ŌÓ [ 21 ]. ╚±§Ņõ Ķń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§,
ńÓ ŅõĒĶ ±¾“ĻĶ ’ŅßÕŃÓ ŅõĒĶņ ÓŌ“ŅņŅßĶļÕņ Ō¹ßÓ±¹ŌÓÕ“± Ó“ņŅ±¶Õ¾: ŅĻĶ±Ķ ¾ŃļÕŅõÓ
2 ĻŃ, ŅĻĶ±ļŅŌ ÓńŅ“Ó 1,04 ĻŃ.Ā č¾ņņÓĒŅÕ
²ĻŌĶŌÓļÕĒ“ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ²“Ķ§Ā ŌÕõĒ¹§
ŌÕ∙Õ±“Ō Ō ’ÕÕ±„Õ“Õ ’Ņ “ŅĻ±Ķ„ĒŅ±“Ķ ĒÓ ╠╬ ±Ņ±“ÓŌļ Õ“ 14,24 ĻŃ. ŽŅ õÓĒĒ¹ņ [ 5 ]
Ņß·Õņ Ō¹§ļŅ’Ē¹§ ŃÓńŅŌ Ņ“ ÓŌ“ŅņŅßĶļÕķ “Ņļ³ĻŅ Ō įą├ Ō “Õ„ÕĒĶÕ ŃŅõÓ ÓŌÕĒ 350 ņļ ņ3.
ĀĀ ŽĶ ±ŃŅÓĒĶĶ 1 ĻŃ ŃŅ■„ÕŃŅ ĻÓß■Ó“ŅĒ¹ķ õŌĶŃÓ“Õļ³ Ō¹ßÓ±¹ŌÓÕ“
ĒÓ õ¾ ± ’Ņ„ĶņĶ ±ļÕõ¾■∙ĶÕ ŌÕ∙Õ±“ŌÓ:Ā
ŅĻĶ±³ ¾ŃļÕŅõÓ -800 Ń, ¾ŃļÕŌŅõŅŅõ ¢ 90 Ń, ŅĻĶ±ļ¹ ÓńŅ“Ó ¢ 20 Ń,
Óļ³õÕŃĶõ¹ ¢ 0,7 Ń, ±ÕĒĶ±“¹ķ ŃÓń ¢ 0,6 Ń, ±ŅÕõĶĒÕĒĶ ±ŌĶĒ÷Ó ¢ 0,5 Ń, ßÕĒńŅ’ĶÕĒ
¢ 0.001 Ń, ±ÓµÓ ¢ ĒÕńĒÓ„Ķ“Õļ³ĒŅ.
ĀĀ ╬ß∙Ķķ Ņß·Õņ Ō¹ßŅ±ŅŌ Ō Ó“ņŅ±¶Õ¾ Ņ“ ’Ņņ¹°ļÕĒĒŅ±“Ķ Ķ
ÓŌ“Ņ“ÓĒ±’Ņ“Ó ńÓ ’Ņ±ļÕõĒÕÕ 10 ļÕ“Ā
¾õŌŅĶļ± Ķ “Õ’Õ³ Ō ŌŅńõ¾§Õ ’Ņ±“Ņ ĒĒŅ ĒÓ§ŅõĶ“± ŅĻŅļŅ 9 ņļĒ. “.
ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“Ō ±ÓņŅŃŅ ÓńļĶ„ĒŅŃŅ ±Ņ±“ÓŌÓ Ķ ’ŅĶ±§ŅµõÕĒĶ . ─Ņ ĒÓ±“Ņ ∙ÕŃŅ
ŌÕņÕĒĶ ± ¾ņÕĒ³°ÕĒĶÕņ Ō¹ßŅ±Ó ŌÕõĒ¹§ ’ĶņÕ±Õķ Ō Ō¹§ļŅ’Ó§ ÓŌ“ŅņŅßĶļÕķ õÕļŅ
Ņß±“ŅĶ“ ĒÕ¾õŅŌļÕ“ŌŅĶ“Õļ³ĒŅ, ĒÕ±ņŅ“ ĒÓ “Ņ „“Ņ Ō ²“Ņķ ŅßļÓ±“Ķ õŅ±“ĶŃĒ¾“¹
ĒÕĻŅ“Ņ¹Õ ’ŅļŅµĶ“Õļ³Ē¹Õ Õń¾ļ³“Ó“¹ Ō „Ó±“Ķ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅŃŅ õŅµĶŃÓĒĶ ’Ņõ¾Ļ“ŅŌ
ĒÕ’ŅļĒŅŃŅ ±ŃŅÓĒĶ Ō Ō¹§ļŅ’Ē¹§ ŃÓńÓ§ [1].
Ā ┬ŅńņŅµĒŅ±“Ķ ±ĒĶµÕĒĶ ĒÕ’ŅļĒŅ“¹ ±ŃŅÓĒĶ Ō ÓŌ“ŅņŅßĶļ³Ē¹§
õŌĶŃÓ“Õļ § ±Ō ńÓĒ¹ ± “¾õĒŅ±“ ņĶ ’ŅõõÕµÓĒĶ Ņ’“ĶņÓļ³ĒŅŃŅ ±ŅŅ“ĒŅ°ÕĒĶ
“Ņ’ļĶŌŅ-ŌŅńõ¾§Ā ĒÓ Ō±Õ§ ÕµĶņÓ§ ÓßŅ“¹
õŌĶŃÓ“Õļ Ķ Ņ“„Ó±“Ķ ±“ÕņļÕĒĶÕņ ĻŅĒ±“¾Ļ“ŅŅŌ Ļ ’ŅŌ¹°ÕĒĶ■ ¾õÕļ³ĒŅķ ņŅ∙ĒŅ±“Ķ õŌĶŃÓ“Õļ
ńÓ ±„Õ“ ÕŃŅ ÓßŅ“¹ ĒÓ ½ßŅŃÓ“Ņķ╗ ±ņÕ±Ķ, “Ņ Õ±“³ ’Ķ ĒÕõŅ±“Ó“ĻÕ ŌŅńõ¾§Ó õļ
’ŅļĒŅŃŅ ±ŃŅÓĒĶ . ŽŅ²“Ņņ¾ Ō ßŅļ³°Ķ§ ŃŅŅõÓ§, ŃõÕ ĻŅļĶ„Õ±“ŌŅ ÓŌ“ŅņŅßĶļÕķ ŌÕļĶĻŅ,
Ó ¾±ļŅŌĶ Ó±±ÕĶŌÓĒĶ Ō¹§ļŅ’ŅŌ ’ļŅ§ĶÕ, ¾µÕ ±Õķ„Ó± ĒÕÕõĻŅ ńÓŃ ńĒÕĒĶÕ ŌŅńõ¾§Ó
ĒÓ ņÓŃĶ±“Óļ³Ē¹§ ¾ļĶ÷Ó§, Ņ±ŅßÕĒĒŅ ĒÓ ’ÕÕĻÕ±“ĻÓ§, ńĒÓ„Ķ“Õļ³ĒŅ ’ÕŌ¹°Ó■“ ĒŅņ¹.
╩ÓõĶĒÓļ³Ē¹ņ Õ°ÕĒĶÕņ ņŅŃļŅ ŌĶ“³± ’ÕÕŌŅõ ŃŅŅõ±ĻŅŃŅ “ÓĒ±’Ņ“Ó ĒÓ
²ļÕĻ“Ķ„Õ±Ļ¾■ “ Ń¾. ąÓńÓßŅ“ĻÓ Ō čččą Ķ õ¾ŃĶ§ ±“ÓĒÓ§ ÓĻĻ¾ņ¾ļ “ŅĒ¹ķ
²ļÕĻ“ŅņŅßĶļĶ ’ŅĻÓ ²ĻŅĒŅņĶ„Õ±ĻĶ ’ĶÕņļÕņ¹ õļ ŌÕ±³ņÓ ŅŃÓĒĶ„ÕĒĒŅķ ŅßļÓ±“Ķ
ĒÕĻŅ“Ņ¹§ ŌĒ¾“Ķ ŃŅŅõ±ĻĶ§ ’ÕÕŌŅńŅĻ ± ’ŅßÕŃŅņ ĒÕ ßŅļÕÕ 80- 100 Ļņ/ õÕĒ³.Ā
ĀĀ ┬Ņ ņĒŅŃĶ§ ±“ÓĒÓ§ ŌÕõ¾“± Ķ±±ļÕõŅŌÓĒĶ Ķ ÓńÓßŅ“ĻĶ ßŅļÕÕ
²ĒÕŃŅÕņĻĶ§ ÓĻĻ¾ņ¾ļ “ŅŅŌ , ĒŅ ’ŅĻÓ ŅĒĶ Ņ„ÕĒ³ ĒÕõŅļŃŅŌÕ„Ē¹ ĶļĶ ĒÕ’ŅņÕĒŅ õŅŅŃĶ
(±ÕÕßŅ ¢ ÷ĶĒĻ), ļĶßŅ ĒÕõŅ±“Ó“Ņ„ĒŅ Ņ“ÓßŅ“ÓĒ¹ (÷ĶĒĻ-ŌŅńõ¾§, ĒÓ“Ķķ ¢ ±ÕÓ Ķ
õ¾ŃĶÕ). ╬’ÕõÕļÕĒĒ¹Õ ’Õ±’ÕĻ“ĶŌ¹ ņŅŃ¾“ ĶņÕ“³ ÓĻĻ¾ņ¾ļ “Ņ¹ ņÕ§ÓĒĶ„Õ±ĻŅķ ²ĒÕŃĶĶ
¢ ņÓ§ŅŌĶĻĶ, “ÓĻ ĻÓĻ ±ŅŌÕņÕĒĒ¹Õ ĒÕĻŅ“Ņ¹Õ ’ŅļĶņÕĒ¹Õ ŌŅļŅĻĒÓ “ÕŅÕ“Ķ„Õ±ĻĶ
’ŅńŌŅļ ■“ ’ĶņÕĒ “³ ŃŅņÓõĒ¹Õ ŅĻ¾µĒ¹Õ ±ĻŅŅ±“Ķ Ķ ½ńÓ’Ó±Ó“³╗ ĒÓ ÕõĶĒĶ÷¾ ŌÕ±Ó Ō
ĒÕ±ĻŅļ³ĻŅ Óń ßŅļ³°Õ ĻŅļĶ„Õ±“ŌÓ ²ĒÕŃĶĶ, „Õņ õļ §ĶņĶ„Õ±ĻĶ§ ÓĻĻ¾ņ¾ļ “ŅŅŌ.
ĀĀĀ ┬ čččą ÓńÓßŅ“ÓĒ Ķ ’Ņ§ŅõĶ“ Ķ±’¹“ÓĒĶ Ņ’¹“Ē¹ķ ŅßÓńÕ÷
ÓŌ“ŅņŅßĶļ ± õŌĶŃÓ“ÕļÕņ, ÓßŅ“Ó■∙Ķņ ĒÓ ŌŅõŅŅõĒŅņ “Ņ’ļĶŌÕ, Ķ±’Ņļ³ń¾■∙Ķķ Ō
ĻÓ„Õ±“ŌÕ ½“Ņ’ļĶŌÓ╗ ŌŅõ¾. ╬õĒÓĻŅ °ĶŅĻŅÕ ’ĶņÕĒÕĒĶÕ “ÓĻŅŃŅ ÓŌ“ŅņŅßĶļ Ō
ßļĶµÓķ°ÕÕ ŌÕņ ĒÕ ņŅµÕ“ ß¹“ Ņ±¾∙Õ±“ŌĶņŅ, ŌŌĶõ¾ ßŅļ³°Ņķ ±“ŅĶņŅ±“Ķ Ķ “Õ§ĒĶ„Õ±ĻŅķ
±ļŅµĒŅ±“Ķ ĶńŃŅ“ŅŌļÕĒĶ ĻÓ“ÓļĶńÓ“ŅÓ, Ķ±’Ņļ³ń¾ÕņŅŃŅ õļ ÓńļŅµÕĒĶ ŌŅõ¹. ╩ŅņÕ
“ŅŃŅ, ± ÷Õļ³■ ±ĒĶµÕĒĶ ńÓŃ ńĒÕĒĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹, ÓŌ“ŅņŅßĶļ³Ē¹ķ ’ÓĻ ±“ÓĒ¹
ĒÓ„ĶĒÓÕ“ ’ÕÕŌŅõĶ“³± ĒÓ ŃÓńŅŅßÓńĒŅÕ “Ņ’ļĶŌŅ.
ĀĀ ┬ “Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅŃŅ ŌÕņÕĒĶ ÓńÓßŅ“„ĶĻÓņĶ ²ĒÕŃÕ“Ķ„Õ±ĻĶ§
¾±“ÓĒŅŌŅĻ, Ó “ÓĻµÕ ’ŅŃÕ±±ĶŌĒ¹§ ĒŅŌ¹§ ŌĶõŅŌ “Õ§ĒĶĻĶ Ķ “Õ§ĒŅļŅŃĶĶ ĒÕ ¾õÕļ ļŅ±³
õŅ±“Ó“Ņ„ĒŅŃŅ ŌĒĶņÓĒĶ ŌŅ’Ņ±Óņ Ņ§ÓĒ¹ ŅĻ¾µÓ■∙Õķ ±Õõ¹. ╩ÓĻ ’ÓŌĶļŅ, ±„Ķ“ÓÕ“± ,
„“Ņ ²“Ķ Ņ“õÕļ³Ē¹Õ ŌĶõ¹ “Õ§ĒĶĻĶ ŌĒŅ± “ ĒĶ„“ŅµĒŅ ņÓļ¾■ õŅļ■ Ō Ņß∙ÕÕ ńÓŃ ńĒÕĒĶÕ
Ó“ņŅ±¶Õ¹ Ķ ’Ņ²“Ņņ¾ ĒÕ ’ĶĒĶņÓÕ“± õŅļµĒ¹§ ņÕ Ļ ±ĒĶµÕĒĶ■ Ō¹õÕļ Õņ¹§ ĶņĶ
ŌÕõĒ¹§ Ō¹ßŅ±ŅŌ. ęÓĻÓ “Ņ„ĻÓ ńÕĒĶ Ņ°ĶßŅ„ĒÓ. č¾ņņÓĒŅÕ ńÓŃ ńĒÕĒĶÕ ßĶŅ±¶Õ¹
Ņ“ ²“Ķ§ ņÓļ¹§ Ō¹ßŅ±ŅŌ ’Ķ ŃŅņÓõĒŅņ Ķ§ ĻŅļĶ„Õ±“ŌÕ õŅ±“ĶŃļŅ ±¾∙Õ±“ŌÕĒĒŅķ
ŌÕļĶ„ĶĒ¹.
ĀĀ ┬ ’Ņ±ļÕõĒÕÕ ŌÕņ Ō õÕ ŌÕõ¾∙Ķ§ ĶĒõ¾±“ĶÓļ³Ē¹§ ±“ÓĒ ĒÓņÕ„ÓÕ“±
“ÕĒõÕĒ÷Ķ ’Ņ ÓńÓßŅ“ĻÕ Ķ ¾±“ÓĒŅŌļÕĒĶ■ ’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹§ ĒŅņ Ō¹ßŅ±ŅŌ Ķń Ņ±ĒŅŌĒ¹§
Ķ±“Ņ„ĒĶĻŅŌ Ķ§ Ō¹õÕļÕĒĶ . ęÓĻ ŌŅ Ō±Õ§ ±“ÓĒÓ§ ņĶÓ, ĶņÕ■∙Ķ§ ßŅļ³°Ņķ ’ÓĻ
ÓŌ“ŅņŅßĶļÕķ, ¾±“ÓĒŅŌļÕĒ¹ ’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ĒÓ ±ŅõÕµÓĒĶÕ ŅĻĶ±Ķ
¾ŃļÕŅõÓ Ō Ō¹§ļŅ’Ē¹§ ŃÓńÓ§, Ō „Ó±“ĒŅ±“Ķ ²“Ó Ž─╩ Ō čččą ±Ņ±“ÓŌļ Õ“ ĒÓ ÕµĶņÕ
ņÓĻ±ĶņÓļ³ĒŅķ ņŅ∙ĒŅ±“ĶĀ Ķ §ŅļŅ±“ŅŃŅ §ŅõÓ
3-5% Ņ“ Ņß∙ÕŃŅ ĻŅļĶ„Õ±“ŌÓ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ . ┬ įą├, ĒÓ’ĶņÕ, ŌŌÕõÕĒ¹
±ļÕõ¾■∙ĶÕ ĒÕĻŅ“Ņ¹Õ ’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹Õ ńĒÓ„ÕĒĶ õļ Ō¹ßŅ±ŅŌ ńÓŌŅõ±ĻĶ§ “¾ß Ō
ņŃ/ņ3: ŅĻĶ±³ ¾ŃļÕŅõÓ ¢ 11000. ¶“ŅĶ±“¹ķ ŌŅõŅŅõ ¢ 5, õŌ¾ŅĻĶ±³ ±Õ¹
¢ 9200, ŅĻĶ±³ ÓńŅ“Ó ¢ 4600, ¾ŃļÕŌŅõŅŅõ¹ ¢ 230 [ 5 ]. ╬õĒÓĻŅ ÕõĶĒ¹Õ ĒŅņ¹ õļ
Ō±Õ§ ±“ÓĒ ņĶÓ ĒÓ Ņ±ĒŅŌĒ¹Õ Ķ±“Ņ„ĒĶĻĶ Ō¹ßŅ±ŅŌ Ņ“±¾“±“Ō¾■“.
ĀĀ ŽĶ Ņ“±¾“±“ŌĶĶ ¾±“ÓĒŅŌļÕĒĒ¹§ õŅ’¾±“Ķņ¹§ ĒŅņ Ō¹õÕļÕĒĶ
ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“Ō õļ ÓńļĶ„Ē¹§ ŌĶõŅŌ “Õ§ĒĶĻĶ, ±ĒĶńĶ“³ ńÓŃ ńĒÕĒĶÕ ßĶŅ±¶Õ¹
Ķ ĶńņÕĒĶ“³ Ņß∙¾■ “ÕĒõÕĒ÷Ķ■ ’Ņ ÕÕ Ņ±“¾, ņŅµĒŅ “Ņļ³ĻŅ ’¾“Õņ µÕ±“ĻŅŃŅ
±ÓņŅĻŅĒ“Ņļ Ķ ±ÓņŅŅŃÓĒĶ„ÕĒĶ ÓńÓßŅ“„ĶĻŅŌ ’Ķ ÓńÓßŅ“ĻÕ ĻÓµõŅŃŅ ĒŅŌŅŃŅ “Ķ’Ó
“Õ§ĒĶĻĶ, Ō¹õÕļ ■∙ĶÕ “ŅĻ±Ķ„Ē¹Õ ŌÕ∙Õ±“ŌÓ. ─ÓĒĒ¹Õ ±“ŅĻĶ ’Ķ±ÓļĶ±³ Ō ĒÓ„ÓļÕ 70-§
ŃŅõŅŌ. ═¹ĒÕ ŌŅ ņĒŅŃĶ§ ±“ÓĒÓ§ ŌŌÕõÕĒ¹ “ÓĻĶÕ ĒŅņ¹, Ķ Ō „Ó±“ĒŅ±“Ķ Ō ┼ŌŅ±Ņ■ńÕ.
Ā
2.8.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1. ŽĶŌŅõĶ“± Ņ±ĒŅŌĒŅķ
±Ņ±“ÓŌ Ķ ĒÓ’ÓŌļÕĒĶÕ Ō ’Ņņ¹°ļÕĒĒŅķ ²ĻŅļŅŃĶĶ, Ō§Ņõ ∙Õķ Ō ĒŅŌ¾■ ¶ŅņĶ¾■∙¾■±
ĒÓ¾Ļ¾, Ņ’ÕõÕļ Õņ¾■, ĻÓĻ Ó“Ņ’ŅŃÕĒĶĻÓ, Ķń¾„Ó■∙Ó ŌļĶ ĒĶÕ
õÕ “Õļ³ĒŅ±“Ķ ļ■õÕķ ĒÓ ’ĶŅõĒ¾■ ±Õõ¾ Ķ Ņ“ŌÕ“ĒŅÕ ÕÕ ŌļĶ ĒĶÕ ĒÓ „ÕļŅŌÕĻÓ.
2. ╚ńļÓŃÓÕ“± Ņ±ĒŅŌĒŅķ
±Ņ±“ÓŌ ŌĒŅ±Ķņ¹§ ńÓŃ ńĒÕĒĶķ Ó“ņŅ±¶Õ¹, ŌŅõ¹ Ķ ’Ņ„Ō¹ ÓńļĶ„Ē¹ņĶ ŌĶõÓņĶ
’Ņņ¹°ļÕĒĒŅ±“Ķ Ō ÓńļĶ„Ē¹§ ±“ÓĒÓ§, ĶņÕŌ°Ķņ ņÕ±“Ņ ŌĀ ±ÕÕõĶĒÕ 70-§ ŃŅõŅŌ. ═ÓĶßŅļ³°Ķķ ŌĻļÓõ Ō Ņß∙ĶÕ ńÓŃ ńĒÕĒĶ Ó“ņŅ±¶Õ¹
ŌĒŅ± “ “Õ’ļŅŌ¹Õ ²ļÕĻ“Ņ±“ÓĒ÷ĶĶ.
3. ŽŅĻÓń¹ŌÓÕ“± , ’Ņ õÓĒĒ¹ņ
╚Ē“ÕĒÕ“Ó, „“Ņ ńÓ ’Ņ±ļÕõĒ■■ „Õ“ŌÕ“³ šš ŌÕĻÓ ŃŅõŅŌŅķ ņĶŅŌŅķ Ō¹ßŅ± Ō Ó“ņŅ±¶Õ¾
ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ¾õŌŅĶļ± ± 12, 5 ņļõ.“. Ō ±ÕÕõĶĒÕ 70-§ ŃŅõŅŌĀ õŅ 25,5 ņļõ.“. Ļ ĻŅĒ÷¾ ŌÕĻÓ. ąÓ±±ņŅ“ÕĒ¹ Ņ±ĒŅŌĒ¹Õ
ĒÓ’ÓŌļÕĒĶ ’Õõ’ĶĒĶņÓÕņ¹§ ¾±ĶļĶķ ’Ņ ’ÕõŅ“ŌÓ∙ÕĒĶ■ Ķ ±ĒĶµÕĒĶ■ ÓĒ“Ņ’ŅŃÕĒĒŅŃŅ
ńÓŃ ńĒÕĒĶ ßĶŅ±¶Õ¹.
4. ŽĶŌŅõ “± ĒŅņ¹
’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹§ ŌÕļĶ„ĶĒ ńÓŃ ńĒÕĒĶķ ’Ņ ±“ÓĒÓņ, Ķ ’ŅĻÓń¹ŌÓÕ“± , „“Ņ ĒŅņ¹,
õÕķ±“ŌŅŌÓŌ°ĶÕ ĒÓ ±ÕÕõĶĒ¾ 70-§ ŃŅõŅŌ Ō čččą ß¹ļĶ ±Óņ¹Õ µÕ±“ĻĶÕ.
├ļÓŌÓ 3ĀĀĀ ─╚═└╠╚╩└Ā č╬čę└┬└ĀĀĀ
╬Ū╬══╬├╬Ā č╦╬▀
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚
─┼ę╬╩č╚╩└ų╚▀Ā ╚Ū─┼╦╚╔ĀĀ
3.1. čŅ±“ÓŌ Ó“ņŅ±¶Õ¹ ĒÓ Ō¹±Ņ“Õ ŅńŅĒĒŅŃŅ ±ļŅ
ĀĀĀĀ ŽŅņ¹°ļÕĒĒ¹Õ ĶńõÕļĶ ±ŌŅĶņĶ
Ō¹õÕļÕĒĶ ņĶ ŅĻÓń¹ŌÓ■“ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ĒÕ “Ņļ³ĻŅ ĒÓ ±Ņ±“ÓŌ ’ĶńÕņĒŅķ
Ó“ņŅ±¶Õ¹, ĒŅ ĒÓ ±Ņ±“ÓŌ ŅńŅĒĒŅŃŅ ±ļŅ ŪÕņļĶ.Ā
ę¾õĒŅ ’ÕÕŅ÷ÕĒĶ“³ ńĒÓ„ÕĒĶÕ Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓ Ķ ’Ņ÷Õ±±ŅŌ, ’ŅĶ±§Ņõ ∙Ķ§
Ō ŌÕ§ĒĶ§ ±ļŅ § Ó“ņŅ±¶Õ¹ Ķ ßĶŅ±¶Õ¹. ┬ “ÓßļĶ÷Õ 3.1.1ę ’Õõ±“ÓŌļÕĒ¹ ¾±ÕõĒÕĒĒ¹Õ
’ÓÓņÕ“¹ Ó“ņŅ±¶Õ¹ ĒÓ Ō¹±Ņ“Ó§, ŃõÕ Ō Ņ±ĒŅŌĒŅņ ±ŅõÕµĶ“± ŅńŅĒ [ 15] .
ĀĀ └“ņŅ±¶ÕĒ¹ķ ŅńŅĒ ’ŅŃļŅ∙ÓÕ“
µÕ±“ĻŅÕ ¾ļ³“Ó¶ĶŅļÕ“ŅŌŅÕ Ķńļ¾„ÕĒĶÕ ± õļĶĒŅķ ŌŅļĒ¹ 3000 └, ĻŅ“ŅŅÕ ’ÓŃ¾ßĒŅ
ŌŅńõÕķ±“Ō¾Õ“ ĒÓ µĶŌ¹Õ ŅŃÓĒĶńņ¹, ĻŅņÕ “ŅŃŅ, ŅńŅĒĒ¹ķ ±ļŅķ „Ó±“Ķ„ĒŅ
’ŅŃļŅ∙ÓÕ“Ā ±ŅļĒÕ„ĒŅÕ Ķńļ¾„ÕĒĶÕ
¾ļ³“Ó¶ĶŅļÕ“ŅŌŅķĀĀĀ ( λ = 3100-3500
└) Ķ Ō Ņ’“Ķ„Õ±ĻŅķ ŅßļÓ±“Ķ ±’ÕĻ“Ó ( λ = 4500-7400 └), “Õņ ±Óņ¹ņ,
ŅßÕ±’Õ„ĶŌÓ ’ŅŌ¹°ÕĒĶÕ “Õņ’ÕÓ“¾¹ Ō ±“Ó“Ņ±¶ÕÕ Ķ ņÕńŅ±¶ÕÕĀ (ĒÓ Ō¹±Ņ“Ó§ 25-50 Ļņ,).
ĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó
3.1.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽÓÓņÕ“¹
±“ÓĒõÓ“ĒŅķ Ó“ņŅ±¶Õ¹
|
Ā ┬¹±Ņ“ÓĀ Ļņ. |
ĀĀĀĀĀĀĀĀĀ 15 |
ĀĀĀĀĀĀĀĀĀĀ 20 |
ĀĀĀĀĀĀĀĀĀ 25 |
ĀĀĀĀĀĀĀĀĀĀ 30 |
|
ĀęÕņ’ÕÓ“¾Ó Ņ╩ |
ĀĀĀĀĀĀĀĀ 217Ā |
ĀĀĀĀĀĀĀĀ Ā217 |
ĀĀĀĀĀĀĀĀ 217 |
ĀĀĀĀĀĀĀĀĀ 235 |
|
ĀŽļŅ“ĒŅ±“³ ±ņ-3 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ [ ╬2 ]+ |
[ N2]Ā 3,1.1018 [ ╬2]ĀĀ 8,5.1017 [ N2]Ā 4,0.1018 [ ╬3]ĀĀĀĀ 1012 [ ╬ ]ĀĀĀĀĀ 105 |
ĀĀĀĀĀ 1,5.1018 ĀĀĀĀĀ 4.0.1017 ĀĀĀĀĀ 1,9.1018 ĀĀĀĀĀ 2,5.1012 ĀĀĀĀĀĀ 5.010 5Ā
|
ĀĀĀĀĀĀĀ 6,6.1017 ĀĀĀĀĀĀ Ā1,8.1017
ĀĀĀĀĀĀĀĀ 8,4.1017ĀĀ
ĀĀĀĀĀĀĀĀĀ 4.1012 ĀĀĀĀĀĀĀĀĀ 3.106 |
ĀĀĀĀĀĀĀĀ 2,9.1017 ĀĀĀĀĀĀĀĀ 7,8.1016 ĀĀĀĀĀĀĀĀ 3,7.1017 ĀĀĀĀĀĀĀĀ 3,5.1012 ĀĀĀĀĀĀĀĀĀĀ 2.10 12 |
|
┬¹±Ņ“ÓĀ Ļņ. |
ĀĀĀĀĀĀĀĀĀ 35 |
ĀĀĀĀĀĀĀĀĀĀ 40 |
ĀĀĀĀĀĀĀĀĀĀ 45 |
ĀĀĀĀĀĀĀĀĀĀ 50 |
|
ęÕņ’ÕÓ“¾Ó Ņ╩ |
ĀĀĀĀĀĀĀĀ 231Ā Ā |
ĀĀĀĀĀĀĀĀĀ 268 |
ĀĀĀĀĀĀĀĀĀ 274 |
ĀĀĀĀĀĀĀĀĀ 274 |
|
ŽļŅ“ĒŅ±“³ ±ņ-3 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ [ N2]Ā + |
[ N2]ĀĀ 1,4.1017 [ ╬2]ĀĀ 3,6.1016 [ ╬2]ĀĀ 1,7.1017 [ ╬3]ĀĀĀĀ 2.1012 [ ╬ ]ĀĀĀĀĀ 58 |
ĀĀĀĀĀĀĀĀ 6,5.1016 ĀĀĀĀĀĀĀĀ 1,8.1016 ĀĀĀĀĀĀĀĀ 8,3.1016 ĀĀĀĀĀĀĀĀĀĀ 5.1011 ĀĀĀĀĀĀĀĀĀĀ 5.108 |
ĀĀĀĀĀĀĀ 3,4.1016 ĀĀĀĀĀĀĀ 9,1.1015 ĀĀĀĀĀĀĀ 4.3.1016 Ā ĀĀĀĀĀĀĀĀĀĀ2.1016 ĀĀĀĀĀĀĀĀ ĀĀĀĀĀ2.109 |
ĀĀĀĀĀĀĀĀ 1,8.1016 ĀĀĀĀĀĀĀĀ 5,0.1015 ĀĀĀĀĀĀĀĀ 2,3.1016 ĀĀĀĀĀĀĀ ĀĀĀĀĀĀ5.1010 ĀĀĀĀĀĀĀĀĀĀ 6.109 |
ĀĀ └“ŅņÓĒ¹ķ ŅńŅĒ ŅßÓń¾Õ“± Ķń Ó“ŅņÓĒŅŃŅ
ĻĶ±ļŅŅõÓ Ō Õń¾ļ³“Ó“Õ “ŅķĒŅŃŅ ’Ņ÷Õ±±ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ + ╬2 Ā+ ╠
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ + ╬2 Ā+ ╠ ![]()
![]() ĀĀĀĀĀĀ╬3 + ╠ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (3.1)
ĀĀĀĀĀĀ╬3 + ╠ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (3.1)
ĀĀĀĀĀĀĀ ŃõÕĀ ╠ ¢ņŅļÕĻ¾ļÓ ÓńŅ“Ó
ĶļĶ ĻĶ±ļŅŅõÓ.
Ā ╩ŅĒ±“ÓĒ“Ó ±ĻŅŅ±“Ķ õļ ²“ŅŃŅ ’Ņ÷Õ±±Ó ’Ķ ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ,
¾±ÕõĒÕĒĒÓ ’Ņ õ¾ ÓßŅ“, ±Ņ±“ÓŌļ Õ“ 6.10 -34 ±ņ6/±ÕĻ.Ā č ¾ņÕĒ³°ÕĒĶÕņ “Õņ’ÕÓ“¾¹ ²“Ó ĻŅĒ±“ÓĒ“Ó
ŌŅńÓ±“ÓÕ“ Ķ õļ ę=218Ņ╩ Ķ ╠ = N ±Ņ±“ÓŌļ Õ“ 1,2.10-33
±ņ6/±ÕĻ. └“ŅņÓĒ¹ķ ĻĶ±ļŅŅõ Ō Ó“ņŅ±¶ÕÕ ŅßÓń¾Õ“± Ā Ō Õń¾ļ³“Ó“Õ ¶Ņ“ŅõĶ±±Ņ÷ĶÓ÷ĶĶ ņŅļÕĻ¾ļ ĒŅŃŅ
ĻĶ±ļŅŅõÓ ’Ņõ õÕķ±“ŌĶÕņ ±ŅļĒÕ„ĒŅŃŅ Ķńļ¾„ÕĒĶ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬2
+ hυĀĀĀĀĀĀĀĀĀĀ 2 .╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(3.2)Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬2
+ hυĀĀĀĀĀĀĀĀĀĀ 2 .╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(3.2)Ā
ūĶ±ļŅ ŅßÓń¾■∙Ķ§± ÓõĶĻÓļŅŌ
ĻĶ±ļŅŅõÓ Ō ÕõĶĒĶ÷¾ ŌÕņÕĒĶ ĒÓ ÕõĶĒĶ÷¾ ’ļŅ∙ÓõĶ ’ŅŌÕ§ĒŅ±“Ķ ŪÕņļĶ ±Ņ±“ÓŌļ Õ“,
’ĶņÕĒŅ, 10 13 ±ņ-2 ±ÕĻ -1.
Ā
3.2Ā ╬±ĒŅŌĒ¹Õ ÷ĶĻļ¹ Óń¾°ÕĒĶ
ŅńŅĒÓ
ĀĀĀ ╬ńŅĒŅŌ¹ķ ±ļŅķ ĒÓ§ŅõĶ“± Ō
’Ņ±“Ņ ĒĒŅņ õĶĒÓņĶ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ Ō Õń¾ļ³“Ó“Õ ĻŅ“ŅŅŃŅ ŅńŅĒ ĒÕ “Ņļ³ĻŅ
ŅßÓń¾Õ“± Ō Õń¾ļ³“Ó“Õ ¶“ŅõĶ±±Ņ÷ĶÓ÷ĶĶ, ĒŅ Ķ ÓńļÓŃÓÕ“± ’Ņ „Õ“¹Õņ Ņ±ĒŅŌĒ¹ņ
÷ĶĻļÓņ: ĻĶ±ļŅŅõĒŅņ¾, ÓńŅ“ĒŅņ¾, §ļŅĒŅņ¾ Ķ ŌŅõŅŅõĒŅņ¾.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀ ╩Ķ±ļŅŅõĒ¹ķ ÷ĶĻļ ūÕ’ņÕĒÓ ±Ō ńÓĒ ± Óń¾°ÕĒĶÕņ ŅńŅĒÓ Ķ
Ó“ŅņÓĒŅŃŅ ĻĶ±ļŅŅõÓ Ō Õń¾ļ³“Ó“Õ ÕÓĻ÷ĶĶ :ĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬3 +
╬ĀĀĀĀĀĀĀĀĀĀ 2╬2 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ(3.3)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬3 +
╬ĀĀĀĀĀĀĀĀĀĀ 2╬2 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ(3.3)
Ā┬ Õń¾ļ³“Ó“Õ ¶Ņ“ŅÓ±’ÓõÓĀ
ņŅļÕĻ¾ļ¹ ŅńŅĒÓ Ķ “ŅķĒŅŃŅ ’ĶļĶ’ÓĒĶ Ó“ŅņÓĀ ĻĶ±ļŅŅõÓĀ Ļ ņŅļÕĻ¾ļÕ
ŅßÓń¾Õ“± Ó“ŅņÓĒ¹ķ ĻĶ±ļŅŅõ. ─ÓļÕÕ Ó“ŅņÓĒ¹ķ ĻĶ±ļŅŅõ Ķ ŅńŅĒ Ō±“¾’Ó■“ Ō
ÕÓĻ÷Ķ■ (5), ĻŅ“ŅÓ ’ĶŌŅõĶ“ Ļ ŃĶßÕļĶ ÓõĶĻÓļŅŌ.
Ā └ńŅ“Ē¹ķ ÷ĶĻļ Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓĀ
ŌĻļ■„ÓÕ“ Ō ±Õß ÕÓĻ÷ĶĶ ± ¾„Ó±“ĶÕņ ŅĻĶ±ļŅŌ ÓńŅ“Ó, ĒÓĶßŅļÕÕ ŌÓµĒÓ Ķń
ĻŅ“Ņ¹§ ĶņÕÕ“ ŌĶõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ N╬ + ╬3ĀĀĀĀĀĀĀĀ N╬2 Ā+ ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(3.4)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ N╬ + ╬3ĀĀĀĀĀĀĀĀ N╬2 Ā+ ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(3.4)
╠ŅļÕĻ¾ļÓ N╬2Ā Óń¾°ÓÕ“± ¶Ņ“ŅĒÓņĶ ± õļĶĒŅķĀĀĀĀ ŌŅļĒ¹ 3300 -4000 └, ĻŅ“Ņ¹Õ ĒÕ ’ŅŃļŅ∙Ó■“±
ŌÕ§ĒĶņĶ ±ļŅ ņĶ Ó“ņŅ±¶Õ¹.
ĀčĻŅŅ±“³ ŃĶßÕļĶ ÓõĶĻÓļŅŌ ĻĶ±ļŅŅõÓ ńÓ ±„Õ“ ÓńļĶ„Ē¹§ ÷ĶĻļŅŌ
’ĶŌŅõĶ“± Ō “ÓßļĶ÷Õ 3.2.1ę, ĻŅ“ŅÓ ’Ņļ¾„ÕĒÓ Ó±„Õ“Ē¹ņ ’¾“Õņ ĒÓ Ņ±ĒŅŌÕĀ õÓĒĒ¹§ “ÓßļĶ÷¹ 3.1.1ę Ķ ’ĶŌÕõÕĒĒ¹§ ÓĒÕÕ
ĻŅĒ±“ÓĒ“ ±ĻŅŅ±“Ķ ÕÓĻ÷Ķķ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 3.2.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čĻŅŅ±“³ ŃĶßÕļĶ ÓõĶĻÓļŅŌ ĻĶ±ļŅŅõÓ ńÓ ±„Õ“ ĻĶ±ļŅŅõĒŅŃŅ ÷ĶĻļÓ
|
┬¹±Ņ“Ó h Ļņ |
ĀĀ 15 |
ĀĀ 20 |
ĀĀ 25 |
ĀĀ 30 |
ĀĀĀ 35 |
Ā40 |
ĀĀ 45 |
Ā 50Ā |
č¾ņņÓĒÓ ŃĶßÕļ³ ŅńŅ- ĒÓ ±ņ-2±ÕĻ-1 |
|
╩Ķ±ļŅŅõĒ¹ķ ÷ĶĻļ |
Ā 70 |
9.102 |
8.103 |
7.104 |
4.105 |
Ā106 |
2.106 |
15.106 |
ĀĀĀĀ 3.1012 |
|
└ńŅ“Ē¹ķ ÷ĶĻļ |
26.102 |
104 |
16.105 |
19.106 |
4.106 |
27.106 |
13.106 |
28.105 |
Ā ĀĀĀ5.1.12 |
|
┬ŅõŅŅõĒ¹ķ ÷ĶĻļ |
8.103 |
4.104 |
105 |
4.105 |
5.105 |
3.105 |
105 |
3.104 |
ĀĀĀĀ 7.1011 |
|
šļŅĒ¹ķ ÷ĶĻļ |
5.106 |
6.106 |
2.106 |
2.106Ā |
2.106 |
106 |
106 |
2.106 |
ĀĀĀĀĀ 1.1013 |
ŽŅ õÓĒĒ¹ņ, ’ĶŌÕõÕĒĒ¹ņ Ō
“ÓßļĶ÷Õ 3.2.1ęĀ Ō Ó“ņŅ±¶ÕÕ ĒÓ Ō¹±Ņ“Õ
20-25 Ļņ. ¾±“ÓĒÓŌļĶŌÓÕ“± ±“Ó÷ĶŅĒÓĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ŅńŅĒÓ. ╬ß∙ÕÕ ĻŅļĶ„Õ±“ŌŅ
ŅńŅĒÓ Ō Ó“ņŅ±¶ÕÕ Ķ ±ŅŅ“ŌÕ“±“Ō¾Õ“ “Ņļ∙ĶĒÕ ±ļŅ 0,4 ±ņ, ’ĶŌÕõÕĒĒŅķ Ļ ĒŅņÓļ³ĒŅķ
“Õņ’ÕÓ“¾Õ Ķ õÓŌļÕĒĶ■ ╬õĒÓĻŅ ŅĒ ĶŃÓÕ“ ŌÓµĒ¾■ Ņļ³ Ō µĶńĒÕõÕ “Õļ³ĒŅ±“Ķ
ßĶŅ±¶Õ¹, ¾„Ó±“Ō¾ Ō ±“ÓßĶļĶńÓ÷ĶĶ “Õ’ļŅŌŅŃŅ ßÓļÓĒ±Ó ŪÕņļĶ. ęÕ§Ó“ŅņĒ¹Õ ņŅļÕĻ¾ļ¹
ŅńŅĒÓ ’ŅŃļŅ∙Ó■“ ĻŅŅ“ĻŅŌŅļĒŅŌ¾■ ¾ļ³“Ó¶ĶŅļÕ“ŅŌ¾■ ÓõĶÓ÷Ķ■ ± õļĶĒŅķ ŌŅļĒ¹ ņÕĒÕÕ
290 Ēņ. ═Õ ß¾õ³ Ō ±“Ó“Ņ±¶ÕÕ ²“ŅŃŅ ½ŅńŅĒĒŅŃŅ ∙Ķ“Ó╗, ĻŅŅ“ĻŅŌŅļĒŅŌÓ ÓõĶÓ÷Ķ
õŅ±“ĶŃļÓ ß¹ ’ŅŌÕ§ĒŅ±“Ķ ŪÕņļĶ Ķ ’ĶŌÕļÓ ß¹ Ļ ’ŅÓµÕĒĶ■ Ó±“Ķ“Õļ³ĒŅ±“Ķ Ķ ¾ņÕĒ³°ÕĒĶ■
²¶¶ÕĻ“ĶŌĒŅ±“Ķ Ō±ÕŃŅ ±Õļ³±ĻŅ§Ņń ķ±“ŌÕĒĒŅŃŅ ’ŅĶńŌŅõ±“ŌÓ.ĀĀĀ
ĀĀ ╚ńŌÕ±“ĒŅ, „“Ņ Õ±ļĶ ’Ķ ŅńŅĒĶŅŌÓĒĶĶ ŌŅńõ¾§Ó Ō ĒÕŃŅ
õŅßÓŌļ “³Ā ĒÕĻŅ“Ņ¹Õ ŌÕ∙Õ±“ŌÓ, “Ņ
ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ ÕńĻŅ ¾ņÕĒ³°ÓÕ“± . ŽĶ ²“Ņņ õÓµÕ ņÓļ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅĻĶ±ļŅŌ
ÓńŅ“Ó Ņ„ÕĒ³ ±Ķļ³ĒŅ ¾ņÕĒ³°Ó■“ ±ŅõÕµÓĒĶÕ ŅńŅĒÓ. ŽŅĶ±§ŅõĶ“ ²“Ņ ’Ņ“Ņņ¾, „“Ņ
’Ņ÷Õ±± ÕŃŅ Ó±’ÓõÓ ±“ÓĒŅŌĶ“± ÷Õ’Ē¹ņ.Ā
ęŅ µÕ ±ÓņŅÕ ’ŅĶ±§ŅõĶ“ Ķ Ō ±“Ó“Ņ±¶ÕÕ. ═ÕßŅļ³°ĶÕ Ķ±Ļ¾±±“ŌÕĒĒ¹Õ õŅßÓŌĻĶ
ŅĻĶ±ļŅŌ ÓńŅ“Ó, Ō „Ó±“ĒŅ±“Ķ Ķń ŃÓńŅŌŅķ ±“¾Ķ ÕÓĻ“ĶŌĒ¹§ õŌĶŃÓ“ÕļÕķ ±ŌÕ§ńŌ¾ĻŅŌ¹§
±ÓņŅļÕ“ŅŌ, ¾ņÕĒ³°Ó■“ ±“Ó÷ĶŅĒÓĒ¾■ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ŅńŅĒÓ.
ĀĀ ╬ĻĶ±ļ¹ ÓńŅ“Ó ¾µÕ õÓŌĒŅ ’Ņ’ÓõÓ■“ Ō ±“Ó“Ņ±¶Õ¾ Ķń ’ĶńÕņĒŅŃŅ ±ļŅ
õŅ “Ņ’Ņ’Ó¾ń¹ ’¾“Õņ ŌÕ“ĶĻÓļ³ĒŅŃŅ ’ÕÕĒŅ±Ó, Ó ńÓ“Õņ ńÓ ±„Õ“ õĶ¶¶¾ńĶĶ. ╬±ĒŅŌĒ¹Õ
Ķ±“Ņ„ĒĶĻĶ Ķ§ ŅßÓńŅŌÓĒĶ Ō ’ĶńÕņĒŅņ ±ļŅÕ Ōļ ■“± 250 ņļ. ÓŌ“ŅņŅßĶļÕķ, ’Õõ’Ķ “Ķ
§ĶņĶ„Õ±ĻŅķ ’Ņņ¹°ļÕĒĒŅ±“Ķ, “Õ’ļŅŌ¹Õ ²ļÕĻ“Ņ±“ÓĒ÷ĶĶ, ’ĶņÕĒÕĒĶÕ ÓńŅ“Ē¹§
¾õŅßÕĒĶķ, “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ņ“§Ņõ¹ µĶŌŅ“Ē¹§, ĒÓŌŅń Ķ õ¾ŃĶÕ ŅŃÓĒĶ„Õ±ĻĶÕ
¾õŅßÕĒĶ .
Ā┬±Õ ±ÓņŅļÕ“¹ “ÓĻµÕ Ōļ ■“± Ķ±“Ņ„ĒĶĻÓņĶ Ō¹õÕļÕĒĶ ŅĻĶ±ļŅŌ ÓńŅ“Ó .
čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ ’Ņ±“¾’Ó■∙Ķ§ Ō Ó“ņŅ±¶Õ¾Ā ŅĻĶ±ļŅŌ ÓńŅ“Ó ŅßÓń¾■“± Õ±“Õ±“ŌÕĒĒ¹ņ ’¾“Õņ.
▌“Ņ ’ŅĶ±§ŅõĶ“ ’Ķ ÓńļŅµÕĒĶĶ ’Ņ„ŌÕĒĒ¹ņĶ ßÓĻ“ÕĶ ņĶ ÓńŅ“Ņ±ŅõÕµÓ∙Ķ§ ŌÕ∙Õ±“Ō
ßĶŅļŅŃĶ„Õ±ĻŅŃŅ ’ŅĶ±§ŅµõÕĒĶ , ’Ķ õÕķ±“ŌĶĶ ±ŅļĒÕ„ĒŅŃŅ Ķńļ¾„ÕĒĶ Ā Ķ ĻŅ±ņĶ„Õ±ĻĶ§ ļ¾„Õķ Ō ±ÓņŅķ Ó“ņŅ±¶ÕÕ, Ō
Õń¾ļ³“Ó“Õ Õ±“Õ±“ŌÕĒĒŅķ ÓõĶŅÓĻ“ĶŌĒŅ±“Ķ Ķ ’Ķ ŃŅńÓ§. ▌“Ķ Ō¹õÕļÕĒĶ ±Ņ±“ÓŌļ ■“
500 ņļĒ. “, Ó Ō Õń¾ļ³“Ó“Õ õÕ “Õļ³ĒŅ±“Ķ „ÕļŅŌÕĻÓ Ō¹õÕļ Õ“± 50 ņļĒ. “. ▌“Ņ“
’Ņ÷Õ±± ĒÓ„Óļ± ńÓõŅļŃŅ õŅ ’Ņ ŌļÕĒĶ ÓŌĶÓ÷ĶĶ. ═Õ ±ļÕõ¾Õ“ õ¾ņÓ“³, „“Ņ ŅĻĶ±ļ¹
ÓńŅ“Ó, ’Ņ’ÓõÓ Ō ±“Ó“Ņ±¶Õ¾, ’Ņ±“Ņ ĒĒŅ “Óņ ĒÓĻÓ’ļĶŌÓ■“± . ┬ õÕķ±“ŌĶ“Õļ³ĒŅ±“Ķ,
Ō Õń¾ļ³“Ó“Õ õÓ ¶Ņ“Ņ§ĶņĶ„Õ±ĻĶ§ ÕÓĻ÷Ķķ ŅĒĶ ’ÕŌÓ∙Ó■“± Ō ĒĶ“Ó“¹ Ķ ĒĶ“Ķ“¹,
’Õõ±“ÓŌļ ■∙ĶÕ ±ŅßŅķ õÓ ĻŅĒõÕĒ±Ó÷ĶĶ Ō ŌĶõÕ Ó²ŅńŅļÕķ, ĻŅ“Ņ¹Õ Ņ±ÕõÓ■“.
Ā č¾ņņĶ¾ õÓĒĒ¹Õ, ’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷Õ 3.2.1ę, ņŅµĒŅ ±Ņ±“ÓŌĶ“³
±ļÕõ¾■∙¾■ ĻÓ“ĶĒ¾ Óń¾°ÕĒĶ Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓ. ╬±ĒŅŌĒ¾■ Ņļ³ Ō ŃĶßÕļĶ ŅńŅĒÓ
ĶņÕÕ“ §ļŅĒ¹ķ, ÓńŅ“Ē¹ķ Ķ ĻĶ±ļŅŅõĒ¹ķ ÷ĶĻļ¹. ŽĶ ²“Ņņ Óń¾°ÕĒĶÕ Ó“ņŅ±¶ÕĒŅŃŅ
ŅńŅĒÓ Ō §ļŅĒŅņ ÷ĶĻļÕ ±ŅŅ“ŌÕ“±“Ō¾Õ“ Ó±’Óõ¾ ŅńŅĒÓ ÓŌĒŅņÕĒŅ ’Ņ Ō¹±Ņ“Õ Ó“ņŅ±¶Õ¹,
Ō ÓńŅ“ĒŅņ ÷ĶĻļÕ Óń¾°ÕĒĶÕ ŅńŅĒÓ ’ŅĶ±§ŅõĶ“ Ō ±ÕõĒĶ§ ±ļŅ § Ó“ņŅ±¶Õ¹, Ō
ĻĶ±ļŅŅõĒŅņ ÷ĶĻļÕ ’ŅĶ±§ŅõĶ“ Ō Ņ±ĒŅŌĒŅņ Ō ŌÕ§ĒĶ§ ±ļŅ § Ó“ņŅ±¶Õ¹. čÓņĶ
ńĒÓ„ÕĒĶ Ā ±ĻŅŅ±“Ķ Ó±’ÓõÓ, ĻŅ“Ņ¹Õ
’ĶŌÕõÕĒ¹ Ō ²“Ņķ “ÓßļĶ÷Õ, ĒŅ± “ ŌÕ±³ņÓ ŅĶÕĒ“ĶŅŌŅ„Ē¹ķ §ÓÓĻ“Õ, ’Ņ±ĻŅļ³Ļ¾ ŅĒĶ
’Ņļ¾„ÕĒ¹ Ó±„Õ“Ē¹ņ ’¾“Õņ ĒÓ Ņ±ĒŅŌÓĒĶĶ ŌÕ±³ņÓ ’ĶßļĶńĶ“Õļ³Ē¹§ Ķ±§ŅõĒ¹§ õÓĒĒ¹§,
Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ’Ķ Ó±„Õ“Ó§.
ĀĀ č¾ņņÓĒÓ ŃĶßÕļ³ ŅńŅĒÓĀ
±ŅŃļÓ±ĒŅ õÓĒĒ¹ņ “ÓßļĶ÷¹ ±Ņ±“ÓŌļ Õ“ 2.1013±ņ-2 ±ÕĻ-1,
„“Ņ ŌõŌŅÕ ßŅļ³°Õ ±ĻŅŅ±“Ķ ŅßÓńŅŌÓĒĶ Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓ. ═Õ±ŅŅ“ŌÕ“±“ŌĶÕ õÓĒĒ¹§
ŌÕļĶ„ĶĒ §ÓÓĻ“ÕĶń¾Õ“ “Ņ„ĒŅ±“³ Ó±„Õ“ŅŌ õÓĒĒ¹§, ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ, ĻŅ“Ņ¹Õ
±ļÕõ¾Õ“ Ó±±ņÓ“ĶŌÓ“³, ĻÓĻ Ņ÷ÕĒŅ„Ē¹Õ. ┬ņÕ±“Õ ± “Õņ, ŅĒĶ ’ÓŌĶļ³ĒŅ ’ÕÕõÓ■“
ĻÓ“ĶĒ¾ Óń¾°ÕĒĶ ŅńŅĒÓ Ō Ó“ņŅ±¶ÕÕ.
3.3.Ā ▌ĻŅļŅŃĶ„Õ±ĻĶÕ ’ŅßļÕņ¹
Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓ
Ā ąÓĒÕÕ ß¹ļŅ ’ŅĻÓńÓĒŅ, „“Ņ Ņ±ĒŅŌĒŅķ ŌĻļÓõ Ō Óń¾°ÕĒĶÕ ŅńŅĒĒŅŃŅ
±ļŅ ŌĒŅ± “ ÓńŅ“Ē¹ķ Ķ §ļŅĒ¹ķ ÷ĶĻļ¹. ŽŅ²“Ņņ¾ Ō± ĻŅÕ ńÓņÕ“ĒŅÕ ĶńņÕĒÕĒĶÕ Ō
Ó“ņŅ±¶ÕÕ ĻŅļĶ„Õ±“ŌÓ ŅĻĶ±ļŅŌ ÓńŅ“Ó Ķ §ļŅÓ ’ŅŌŅõĶ“ Ļ ĒÓ¾°ÕĒĶ■ ±¾∙Õ±“Ō¾■∙ÕŃŅ ÓŌĒŅŌÕ±Ķ
Ō ĻŅļĶ„Õ±“ŌÕ Ķ Ó±’ÕõÕļÕĒĶĶ Ķ§ Ō Ó“ņŅ±¶ÕÕ. ŽÓĻ“Ķ„Õ±ĻÓ õÕ “Õļ³ĒŅ±“³ „ÕļŅŌÕĻÓ
ĒÓ„ĶĒÓÕ“ ŌĒŅ±Ķ“³ ŌĻļÓõ ĶņÕĒĒŅ Ō Ņ±ĒŅŌĒ¹Õ ÷ĶĻļ¹ Óń¾°ÕĒĶ Ó“ņŅ±¶ÕĒŅŃŅ ÓńŅ“Ó.
ęÓĻŅÕ ’ŅļŅµÕĒĶÕ õÕļ Õ±“Õ±“ŌÕĒĒŅ Ō¹ń¹ŌÓÕ“ Ņ’Ó±ÕĒĶÕ Ķ “Õß¾Õ“ ŌĒĶņÓ“Õļ³ĒŅŃŅ
ÓĒÓļĶńÓ.
ĀĀ ┼µÕŃŅõĒŅ Ō ±“Ó“Ņ±¶Õ¾ Õ±“Õ±“ŌÕĒĒ¹ņ ’¾“Õņ ’Ņ’ÓõÓÕ“ ’Ņ õĻÓ 1034
ĀņŅļÕĻ¾ļ ŅĻĶ±ļŅŌ ÓńŅ“Ó. ╬õĶĒ
±ŌÕ§ńŌ¾ĻŅŌŅķ ±ÓņŅļÕ“Ā ’ŅĶńŌŅõĶ“
ÕµÕŃŅõĒŅ 1031 ņŅļÕĻ¾ļ ŅĻĶ±ļŅŌ ÓńŅ“Ó. šŅ“ ĻŅļĶ„Õ±“ŌŅ ŅĻĶ±ļŅŌ ÓńŅ“Ó.
’Ņ’ÓõÓ■∙Ķ§ Ō ±“Ó“Ņ±¶Õ¾ Ō Õń¾ļ³“Ó“Õ ’ŅļÕ“ŅŌ ±ŌÕ§ńŌ¾ĻŅŌ¹§ ±ÓņŅļÕ“ŅŌ ±Ķļ³ĒŅ
ńÓŌĶ±Ķ“ Ņ“ “Ķ’Ó ±ÓņŅļÕ“Ó Ķ Ō¹±Ņ“¹ ’ŅļÕ“Ó, Ķń õÓĒĒŅķ Ņ÷ÕĒĻĶ ±ļÕõ¾Õ“, „“Ņ ’Ķ
±ŅŌÕņÕĒĒŅņ ÓńŌĶ“ĶĶ ±ŌÕ§ńŌ¾ĻŅŌŅķ “ÓĒ±’Ņ“ ±’Ņ±ŅßÕĒ ĶńņÕĒĶ“³ ±ŅõÕµÓĒĶÕ
ŅĻĶ±ļŅŌ ÓńŅ“Ó Ō ±“Ó“Ņ±¶ÕÕ.
Ā ┴Ņļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ ŅĻĶ±ļŅŌ ÓńŅ“Ó ņŅµÕ“ ŅßÓńŅŌÓ“³± ńÓ ±„Õ“
’ŅĶńŌŅõ±“ŌÓ ¾õŅßÕĒĶķ. ┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ ÕµÕŃŅõĒŅ ’ŅĶńŌŅõĶ“± ’ĶņÕĒŅ 60
ņļĒ. “. ±Ō ńÓĒĒŅŃŅ ÓńŅ“Ó. Ķ ²“Ó ÷Ķ¶¹ ĶņÕ■“ “ÕĒõÕĒ÷Ķ■ ¾õŌÓĶŌÓÕ“± ĻÓµõ¹Õ ±Õņ³
ļÕ“.ĀĀ ŽĶņÕĒŅ ±“Ņļ³ĻŅ µÕ ŅĻĶ±ļŅŌ ÓńŅ“Ó
õÓÕ“ ’ĶŅõÓ. čŌ ńÓĒĒ¹ķ ÓńŅ“ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ÓńŅ“. Ō¹õÕļÕĒĒ¹ķ Ķń
ņŅļÕĻ¾ļ ĒŅŃŅ ÓńŅ“Ó Ķ Ō§Ņõ ∙Ķķ Ō ±Ņ±“ÓŌ õ¾ŃĶ§ §ĶņĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ. ▌“Ķ
§ĶņĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ Ō Ó“ņŅ±¶ÕÕ ŅĻĶ±ļ ■“± , Ķ ĒÓ§Ņõ ∙Ķķ± Ō ĒĶ§ ÓńŅ“
’ÕÕ§ŅõĶ“ Ō ŅĻĶ±Õļ ÓńŅ“Ó. šĶņĶ„Õ±ĻĶÕ ¾õŅßÕĒĶ , ±ŅõÕµÓ∙ĶÕ ÓńŅ“,ĀĀ Ķ±’Ó ■“± , Ķ ±Ō ńÓĒĒ¹ķ ÓńŅ“ ’ÕÕ§ŅõĶ“ Ō
Ó“ņŅ±¶Õ¾, ŃõÕ ŅĒ ’ÕÕ§ŅõĶ“ Ō ±ŌŅķ ŅĻĶ±Õļ. ŽŅ“ŅĻ ±Ō ńÓĒĒŅŃŅ ÓńŅ“Ó Ō Ó“ņŅ±¶Õ¾,
’ÕÕ§Ņõ ∙Ķķ Ķń ÓņņŅĒĶ ĒÓõ ¾õŅßÕĒĒŅķ ņÕ±“ĒŅ±“³■ ļÕ“Ņņ ±Ņ±“ÓŌļ Õ“ 1012±ņ12±ÕĻ-1.
┼±ļĶ ß¹ “ÓĻŅķ ’Ņ“ŅĻ ’ŅõõÕµĶŌÓļ± ĒÓõ Ō±Õķ ±¾°Õķ Ō “Õ„ÕĒĶÕ Ō±ÕŃŅ ŃŅõÓ, “Ņ ²“Ņ
’ĶŌÕļŅ ß¹ Ļ ÕµÕŃŅõĒŅņ¾ ¾§Ņõ¾ Ō Ó“ņŅ±¶Õ¾ 1037 Ó“ŅņŅŌ ÓńŅ“Ó Ō
ņŅļÕĻ¾ļÓ§ §ĶņĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ. ╬õĒÓĻŅ ²“Ķ ±ŅÕõĶĒÕĒĶ ļÕŃĻŅ Ō¹ņ¹ŌÓ■“± ŌŅõŅķ Ķ
ŌŅńŌÓ∙Ó■“± ĒÓ ŪÕņļ■, ĒÕ õŅ±“ĶŃĒ¾Ō ±“Ó“Ņ±¶Õ¹. ęÕņ ĒÕ ņÕĒÕÕ, ¾ŌÕļĶ„ÕĒĶÕ
±Ō ńÓĒĒŅŃŅ ÓńŅ“Ó Ō ’Ņ„ŌÕ ’ĶŌŅõĶ“ Ļ Ņ±“¾ ĻŅļĶ„Õ±“ŌÓ ŅĻĶ±ļŅŌ ÓńŅ“Ó, ’Ņ’ÓõÓ■∙Ķ§
Ō Ó“ņŅ±¶Õ¾, ’Ņ±ĻŅļ³Ļ¾ õÓļÕĻŅ ĒÕ Ō±Õ ĻŅļĶ„Õ±“ŌŅ ±Ō ńÓĒĒ¹§ ŌÕ∙Õ±“Ō Ō¹ņ¹ŌÓÕ“±
ŌļÓŃŅķ Ķń Ó“ņŅ±¶Õ¹.
Ā ┬ļĶ ĒĶÕ ’ŅĶńŌŅõ±“ŌÕĒĒŅķ õÕ “Õļ³ĒŅ±“Ķ „ÕļŅŌÕĻÓ ĒÓ §ļŅĒ¹ķ ÷ĶĻļ
ÓńļŅµÕĒĶ Ó“ņŅ±¶ÕĒŅŃŅ ŅńŅĒÓ ±Ņ±“ŅĶ“ Ō ĒÓĻŅ’ļÕĒĶĶ ¶ÕŅĒŅŌ Ō Ó“ņŅ±¶ÕÕ. ╠ĶŅŌŅÕ
’ŅĶńŌŅõ±“ŌŅ ¶ÕŅĒŅŌ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ’ĶßļĶµÓÕ“± Ļ 1 ņļĒ.“ Ō ŃŅõ Ķ
¾õŌÓĶŌÓÕ“± ’ĶņÕĒŅ „ÕÕń „Õ“¹Õ ŃŅõÓ. ▌“Ņ ĶĒÕ“Ē¹Õ ŃÓń¹, ĻŅ“Ņ¹Õ Ō ßŅļ³°Õķ
±“Õ’ÕĒĶ ’Ņ’ÓõÓ■“ Ō Ó“ņŅ±¶Õ¾.Ā ┬
ĒÓ±“Ņ ∙ÕÕĀ ŌÕņ Ā ĻŅĒ÷ÕĒ“Ó÷Ķ Ā ¶ÕŅĒŅŌĀ ¾ĀĀ ’ŅŌÕ§ĒŅ±“ĶĀ ŪÕņļĶĀĀ ’ÕŌ¹°ÓÕ“
10-10, ’Ķ„Õņ ²“Ņ
ĻŅļĶ„Õ±“ŌŅ Ņß¾±ļŅŌļÕĒŅ õÕ “Õļ³ĒŅ±“³■ „ÕļŅŌÕĻÓ, Ķ ŅĒŅ ĒÕ’Õ¹ŌĒŅ ŌŅńÓ±“ÓÕ“.
čÓņĶ ’Ņ ±ÕßÕ ¶ÕŅĒ¹ ĒÕ “ŅĻ±Ķ„Ē¹.Ā
ė„Ó±“Ō¾ Ō ĻŅĒŌÕĻ“ĶŌĒŅņ õŌĶµÕĒĶĶ Ó“ņŅ±¶Õ¹, ¶ÕŅĒ¹ ’ŅõĒĶņÓ■“± Ō
±“Ó“Ņ±¶Õ¾ Ķ “Óņ Ó±’ÓõÓ■“± ’Ņõ õÕķ±“ŌĶÕņ ±ŅļĒÕ„ĒŅŃŅ Ķńļ¾„ÕĒĶ , „“Ņ ’ĶŌŅõĶ“
Ļ Ņ±ŌŅßŅµõÕĒĶ■ Ó“ŅņŅŌ §ļŅÓ Ķ ÕŃŅ ÓõĶĻÓļŅŌ, ĻŅ“Ņ¹Õ Ō±“¾’Ó■“ Ō ÕÓĻ÷Ķ■ ±
ŅńŅĒŅņ.
Ā ┬ ÓßŅ“Õ [ 17 ] ’ŅŌÕõÕĒÓ Ņ÷ÕĒĻÓ ŌŅńņŅµĒŅŃŅĀ ¾ņÕĒ³°ÕĒĶ ±ŅõÕµÓĒĶ ŅńŅĒÓ Ō Ó“ņŅ±¶ÕÕ Ō
Õń¾ļ³“Ó“Õ Ņ±“Ó ĶĒ“ÕĒ±ĶŌĒŅ±“Ķ ŃļŅßÓļ³ĒŅŃŅ Ō¹ßŅ±Ó ¶ÕŅĒŅŌ Ō Ó“ņŅ±¶Õ¾ ńÓ
’Ņ±ļÕõĒĶÕ ŃŅõ¹. ŽŅĻÓńÓĒŅ, „“Ņ ŃļŅßÓļ³ĒŅÕ ¾ņÕĒ³°ÕĒĶÕ ±¾ņņÓĒŅŃŅ ±ŅõÕµÓĒĶ ŅńŅĒÓ
Ō Ó“ņŅ±¶ÕÕ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ¶ÕŅĒŅŌ Ķ õ¾ŃĶ§ ÓĒ“Ņ’ŅŃÕĒĒ¹§ ’ĶņÕ±Õķ Ō
ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĒÕŌÕļĶĻŅ Ķ ĒÕ ņŅµÕ“ ß¹“ ŅßĒÓ¾µÕĒŅ ĶńņÕÕĒĶ ņĶ ±¾∙Õ±“Ō¾■∙Ķ§
±Õ“Õķ ŅńŅĒŅņÕ“Ķ„Õ±ĻĶ§ ±“ÓĒ÷Ķķ.
Ā ┬ ĻÓ„Õ±“ŌÕ ’ÕõŌÓĶ“Õļ³ĒŅķ Ņ÷ÕĒĻĶ ņŅµĒŅ Ķ±§ŅõĶ“³ Ķń õŅ’¾±“ĶņŅŃŅ
±ŅõÕµÓĒĶ ŅĻĶ±Ķ ÓńŅ“Ó, ’Ķ ĻŅ“ŅŅņ ±ŅõÕµÓĒĶÕ ŅńŅĒÓ Ō ±“Ó“Ņ±¶ÕÕ ¾ņÕĒ³°Ķ“± Ō
Õń¾ļ³“Ó“Õ ¶Ņ“Ņ§ĶņĶ„Õ±ĻĶ§ ÕÓĻ÷Ķķ ĒÕ ßŅļÕÕ „Õņ ĒÓ 5%. ┬ Õ±“Õ±“ŌÕĒĒ¹§ ¾±ļŅŌĶ §
±ŅõÕµÓĒĶÕ ŅńŅĒÓ ¾ņÕĒ³°ÓÕ“± Ā õŅ 40-60%
Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ŌÕņÕĒĶ ŃŅõÓ [ 15 ]. ╚ń ŃÓ¶ĶĻÓ ĒÓ ąĶ±.3.3.1ą ŌĶõĒŅ, „“Ņ
’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ĒÓ ŅĻĶ±³ ÓńŅ“Ó ±¾∙Õ±“ŌÕĒĒŅ Ō¹°Õ, „Õņ ¶ÕŅĒŅŌ,
“Ņ Õ±“³ Õ±“Õ±“ŌÕĒĒŅÕ ÕÕ ±ŅõÕµÓĒĶÕ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ . įÓĻ“Ķ„Õ±ĻĶ Ō±
ńÓ°“Ķ§ŅŌÓĒĒÓ ŅßļÓ±“³ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ “Ņ“ ÕńÕŌ, ńÓ ±„Õ“ ĻŅ“ŅŅŃŅ ŌŅńņŅµÕĒ
õļ ŅńŅĒŅ±¶Õ¹ Ņ±“ ĶĒ“ÕĒ±ĶŌĒŅ±“Ķ ’ŅļÕ“ŅŌ Ō¹±Ņ“Ē¹§ ±ŌÕ§ńŌ¾ĻŅŌ¹§ ±ÓņŅļÕ“ŅŌ Ķ
ÓĻÕ“ ĒŅ±Ķ“ÕļÕķ.
3.4. ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ Ō¹§ļŅ’Ē¹ņĶ ŃÓńÓņĶ ÓŌĶÓ÷ĶŅĒĒ¹§ õŌĶŃÓ“ÕļÕķ
Ā ┬ čž└ ’ŅßļÕņÓ ńÓŃ ńĒÕĒĶ
±Õõ¹, Ņ±ŅßÕĒĒŅ Ó“ņŅ±¶Õ¹, ±“ŅĶ“ ŌÕ±³ņÓ Ņ±“Ņ. └ŌĶÓ÷ĶŅĒĒ¹Õ ¶Ņņ¹ ß¹ļĶ Ō¹Ē¾µõÕĒ¹
Ō ’Ņ±ļÕõĒĶÕ ŃŅõ¹ Ķ±“Ó“Ķ“³ ńĒÓ„Ķ“Õļ³Ē¹Õ ±Õõ±“ŌÓ ĒÓ ’ŅŌÕõÕĒĶÕ Ņß°ĶĒ¹§
Ķ±±ļÕõŅŌÓĒĶķ ²ņĶ±±ĶĶ ÓŌĶÓ÷ĶŅĒĒ¹ņĶ õŌĶŃÓ“Õļ ņĶ “ŅĻ±Ķ„Ē¹§ Ķ ńÓŃ ńĒ ■∙Ķ§ ŌÕ∙Õ±“Ō
Ķ ¾ŅŌĒ ńÓŃ ńĒÕĒĶ ĶņĶ ŌŅńõ¾§Ó Ō Ļ¾’ĒÕķ°Ķ§ Ó²Ņ’Ņ“Ó§[18].Ā ═Ó Ņ±ĒŅŌÓĒĶĶ ’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ,
¾’ÓŌļÕĒĶÕ čž└ ’Ņ ńÓ∙Ķ“Õ ŅĻ¾µÓ■∙Õķ ±Õõ¹ (┼ą└) ÓńÓßŅ“ÓļŅ ĒŅņ¹ ’Ņ ²ņĶ±±ĶĶ
¾ĻÓńÓĒĒ¹§ ŌÕ∙Õ±“Ō, ĻŅ“Ņ¹Õ ’Ņ²“Ó’ĒŅ, ĒÓ„ĶĒÓ ± 1 ĒŌÓ 1974 ŃŅõÓ, ŌŌŅõ “± ĒÓ
“ÕĶ“ŅĶĶ čž└ Ķ Ó±’Ņ±“ÓĒ ■“± ĒÓ Ō±Õ ĶĒŅ±“ÓĒĒ¹Õ ±ÓņŅļÕ“¹, ±ŅŌÕ°Ó■∙ĶÕ
Õķ±¹ Ō ²“¾ ±“ÓĒ¾. ŽŅĻÓ ŌĻļÓõ ÓŌĶÓ÷ĶĶ ĒÕŌÕļĶĻ Ō Ņß∙ÕÕ ńÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹,
„“Ņ ĒÓŃļ õĒŅ ŌĶõĒŅ Ķń “ÓßļĶ÷¹ 3.4.1ę, Ķ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ 1%.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 3.4.1ę
ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀ ┬ĻļÓõ ÓńļĶ„Ē¹§
Ķ±“Ņ„ĒĶĻŅŌ Ō ńÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ Ō čž└ Ķ čččą
|
╚±“Ņ„ĒĶĻ ńÓŃ ńĒÕĒĶķ |
┬ĒŅ±Ķņ¹ķ ŌĻļÓõ |
Ō %% |
|
|
ĀĀĀĀĀĀĀĀĀ č ž └ |
ĀĀĀ č č č ą |
|
ŽŅņ¹°ļÕĒĒ¹Õ ’Õõ’Ķ - “Ķ Ķ ²ļÕĻ“Ņ±“ÓĒ÷ĶĶ ═ÓńÕņĒ¹ķ “ÓĒ±’Ņ“ └ŌĶÓ÷Ķ |
ĀĀĀĀĀĀĀĀĀĀ 39 ĀĀĀĀĀĀĀĀĀĀ 60* Ā ĀĀĀĀĀ ņÕĒÕÕ 1ĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀ 80Ā ĀĀĀĀĀĀĀĀ 19 ĀĀĀĀĀĀĀĀĀĀ 1 |
Ā
Ę - ’Ņ õ¾ŃĶņ Ķ±“Ņ„ĒĶĻÓņ 42% -
±ņ. ąĶ±.2.3.1ą
Ā ═Õ Ōļ ±³ ±¾∙Õ±“ŌÕĒĒ¹ņ Ķ±“Ņ„ĒĶĻŅņ ńÓŃ ńĒÕĒĶ Ó“ņŅ±¶Õ¹ Ō ŃļŅßÓļ³ĒŅņ
ņÓ±°“ÓßÕ, ÓŌĶÓ÷Ķ “Õņ ĒÕ ņÕĒÕÕ ±’Ņ±ŅßĒÓ ±ŅńõÓ“³ ŌÕ±³ņÓ Ō¹±ŅĻĶķ ļŅĻÓļ³Ē¹ķ
¾ŅŌÕĒ³ ńÓŃ ńĒÕĒĶ ŌŅńõ¾§Ó Ō ÓķŅĒÕ Ļ¾’ĒÕķ°Ķ§ Ó²Ņ’Ņ“ŅŌ. ŽŅ²“Ņņ¾
╠Õµõ¾ĒÓŅõĒÓ ŅŃÓĒĶńÓ÷Ķ ŃÓµõÓĒ±ĻŅķ ÓŌĶÓ÷ĶĶ (Ič└╬) Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ
’ļÓĒĶ¾Õ“ ŌŌÕ±“Ķ ŅŃÓĒĶ„ÕĒĶ ’Ņ ²ņĶ±±ĶĶ “ŅĻ±Ķ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō õŌĶŃÓ“Õļ ņĶ
±ÓņŅļÕ“ŅŌ ņÕµõ¾ĒÓŅõĒ¹§ ļĶĒĶķ.
ĀĀĀĀĀĀĀ ┬ čččąĀĀ ’ŅßļÕņÓ ńÓŃ ńĒÕĒĶ ŌŅńõ¾§Ó Ō Ó²Ņ’Ņ“Ó§
ĒÕ ±“ŅĶ“ “ÓĻ Ņ±“Ņ, ĻÓĻ Ō čž└ Ō ±Ķļ¾ ņÕĒ³°Õķ ĶĒ“ÕĒ±ĶŌĒŅ±“Ķ õŌĶµÕĒĶ Ķ ņÕĒ³°Ķņ
„Ķ±ļŅņ ÓŌ“ŅņŅßĶļÕķ ĒÓ ’ĶļÕŃÓ■∙Ķ§ Ļ Ó²Ņ’Ņ“Óņ ÓŌ“ŅņŅßĶļÕķ. ╬õĒÓĻŅ, ¾„Ķ“¹ŌÓ
ß¹±“¹ķ Ņ±“ Ņß·ÕņÓ ÓŌĶÓ’ÕÕŌŅńŅĻ Ķ ’ļÓĒĶ¾ÕņŅÕ ±ŅĻÓ∙ÕĒĶÕ ńÓŃ ńĒÕĒĶ ŌŅńõ¾§Ó
õ¾ŃĶņĶ Ķ±“Ņ„ĒĶĻÓņĶ ńÓŃ ńĒÕĒĶķ, ņŅµĒŅ ¾“ŌÕµõÓ“³, „“Ņ Ō ß¾õ¾∙Õņ ÓŌĶÓ÷Ķ ±“ÓĒÕ“
ŅõĒĶņ Ķń Ļ¾’Ē¹§ Ķ±“Ņ„ĒĶĻŅŌ ńÓŃ ńĒÕĒĶķ ŌŅńõ¾§Ó, Õ±ļĶ ĒÕ ß¾õ¾“ ’ĶĒ “¹ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ
ņÕ¹, ŅßÕ±’Õ„ĶŌÓ■∙ĶÕ ±ĒĶµÕĒĶÕ ²ņĶ±±ĶĶ ÓŌĶÓõŌĶŃÓ“Õļ ņĶ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō. ŪÓõÓ„Ó
¾ņÕĒ³°ÕĒĶ Ō¹ßŅ±ŅŌ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ÓŌĶÓõŌĶŃÓ“Õļ ņĶ ĒÓ ÕµĶņÕ ŌńļÕ“Ó Ķ ’Ņ±ÓõĻĶ,
Ōļ Õ“± Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĒÓĶßŅļÕÕ ŌÓµĒŅķ, “ÓĻ ĻÓĻ ’ŅņĶņŅ ’ŅßļÕņ¹ ńÓŃ ńĒÕĒĶ
ŌŅńõ¾§Ó Ō Ó²Ņ’Ņ“Ó§, ±¾∙Õ±“Ō¾Õ“ ’ŅßļÕņÓ ŌÕõĒŅ±“Ķ ŌŅńõÕķ±“ŌĶ Ō¹§ļŅ’Ē¹§ ŃÓńŅŌ
õŌĶŃÓ“ÕļÕķ ±ŌÕ§ńŌ¾ĻŅŌ¹§ ±ÓņŅļÕ“ŅŌ ĒÓ ĒĶµĒĶÕ ±ļŅĶ Ó“ņŅ±¶Õ¹ ( Ņ“ 20 Ļņ. Ķ
Ō¹°Õ), Ķ ĻÓĻ ±ļÕõ±“ŌĶÕ ²“ŅŃŅ, ĒÓ ĻļĶņÓ“ Ō÷ÕļŅņ.
ĀĀĀ ┬±Õ “ŅĻ±Ķ„Ē¹Õ ŌÕ∙Õ±“ŌÓ, ±ŅõÕµÓ∙ĶÕ± Ō Ō¹§ļŅ’Ē¹§ ŃÓńÓ§ ÓŌĶÓõŌĶŃÓ“ÕļÕķ,
ņŅµĒŅ ÓńßĶ“³ ĒÓ ±ļÕõ¾■∙ĶÕ Ņ±ĒŅŌĒ¹Õ Ń¾’’¹:
- ’Ņõ¾“¹ ĒÕ’ŅļĒŅŃŅ
±ŃŅÓĒĶ - ŅĻĶ±Ķ ¾ŃļÕŅõÓ (č╬) Ķ ÓńļĶ„Ē¹Õ ¾ŃļÕŌŅõŅŅõ¹ (═č),
- ŅĻĶ±ļ¹ ÓńŅ“Ó, ±¾ņņÓ
ĻŅ“Ņ¹§ ŅßŅńĒÓ„ÓÕ“± ĻÓĻ ╬§,
- “ŌÕõ¹Õ „Ó±“Ķ÷¹ ¾ŃļÕŅõÓ ¢
±ÓµÓ Ķ õ¹ņ.
ĀĀ ▌ņĶ±±Ķ ŅĻĶ±Ķ ¾ŃļÕŅõÓ Ķ ¾ŃļÕŌŅõŅŅõŅŌ Ō Ņ±ĒŅŌĒŅņ ’ŅĶ±§ŅõĶ“,
ĻŅŃõÓ õŌĶŃÓ“Õļ³ ÓßŅ“ÓÕ“ Ō ÕµĶņÕ ņÓļŅŃŅ ŃÓńÓ ’Ķ ņÓĒÕŌĶŅŌÓĒĶĶ ±ÓņŅļÕ“Ó Ō
’ÕõÕļÓ§ Ó²ŅõŅņÓ ’ÕÕõ ŌńļÕ“Ņņ Ķ ’Ņ±ļÕ ’Ņ±ÓõĻĶ. ╚ńņÕĒÕĒĶÕ ńĒÓ„ÕĒĶ ĶĒõÕĻ±Ó
²ņĶ±±ĶĶ č╬ Ķ ═č , Ō ŃÓņņÓ§ ĒÓ ĻĶļŅŃÓņņ ±ŃŅÕŌ°ÕŃŅ “Ņ’ļĶŌÓ, õļ õÓ
ńÓ¾ßÕµĒ¹§ õŌĶŃÓ“ÕļÕķ ’Ņ ŌÕļĶ„ĶĒÕ ÓńŌĶŌÓÕņŅķ “ ŃĶ ’ŅĻÓńÓ ĒÓ ąĶ±. 3.4.1ą. ╚ń
’ĶŌÕõÕĒĒ¹Õ õÓĒĒ¹§ ĒÓ ²“Ņņ Ķ±¾ĒĻÕ ŌĶõĒŅ, „“Ņ Ō¹ßŅ± č╬ Ķ ═č ĒÓ ÕµĶņÕ ņÓļŅŃŅ
ŃÓńÓ Ō õÕ± “ĻĶ Óń ßŅļ³°Õ, „Õņ ’Ķ ņÓĻ±ĶņÓļ³ĒŅķ “ ŃÕ ĒÓ ŌńļÕ“ĒŅņ ÕµĶņÕ Ķ
õŅ±“ĶŃÓÕ“ 120 Ń/ĻŃ “Ņ’ļĶŌÓ. ═Ó’Ņ“ĶŌ, Ō¹ßŅ± N╬§ ± Ō¹§ļŅ’Ē¹ņĶ
ŃÓńÓņĶ ņĶĒĶņÓļÕĒ ĒÓ ÕµĶņÕ ņÓļŅŃŅ ŃÓńÓ Ķ ņÓĻ±ĶņÓļÕĒ ’Ķ ŌńļÕ“Õ, „“Ņ ŌĶõĒŅ Ķń
ąĶ±. 3.4.2ą. ─¹ņļÕĒĶÕ, ĶńņÕ ÕņŅÕ Ō Ņ“ĒŅ±Ķ“Õļ³Ē¹§ ÕõĶĒĶ÷Ó§, “ÓĻµÕ Ó±“Õ“, ĻÓĻ
’ÓŌĶļŅ, ’Ņ ņÕÕ ¾ŌÕļĶ„ÕĒĶ “ ŃĶ õŌĶŃÓ“Õļ , „“Ņ ŌĶõĒŅ Ķń ąĶ±. 3.4.3ą.
Ā ─Õ’Ó“ÓņÕĒ“Ņņ “ÓĒ±’Ņ“Ó čž└ ’ŅĶńŌŅõĶļĶ±³ “ÓĻµÕ Ķ±±ļÕõŅŌÓĒĶ
²ņĶ±±ĶĶ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō Ō¹§Ņõ ∙Ķ§ ± Ō¹§ļŅ’Ē¹ņĶ ŃÓńÓņĶ ÓŌĶÓõŌĶŃÓ“ÕļÕķ ±ÓņŅļÕ“ŅŌ,
±ŅŌÕ°Ó■∙Ķ§ ’ŅļÕ“¹ Ō ±“Ó“Ņ±¶ÕÕ. č ²“Ņķ ÷Õļ³■ õŌÓ ęą─į ─µÕĒÕÓļĀĀ ▌ļÕĻ“ĶĻ 93-č┼-3 Ķ 85-č┼-5 Ķ±’¹“¹ŌÓļĶ±³ Ō
’ŅļÕ“Ē¹§Ā ĶņĶ“Ó÷ĶŅĒĒ¹§ ¾±ļŅŌĶ § ĒÓ
Ō¹±Ņ“ĒŅņ ±“ÕĒõÕ ÓŌ Ó²ŅõĶĒÓņĶ„Õ±ĻŅķ “¾ßÕ. ┬ ±ŅŅ“ŌÕ“±“ŌĶĶ ± ±ŅŌÕņÕĒĒ¹ņĶ
’Õõ±“ÓŌļÕĒĶ ņĶ ¾ŃļÕĻĶ±ļ¹ķ ŃÓń, ŅĻĶ±³ ¾ŃļÕŅõÓ, ĒÕ ±ŃŅÕŌ°ĶÕ ¾ŃļÕŌŅõŅŅõ¹ Ķ
ŅĻ±ĶõÓĒ“¹ ĒÕ ŅĻÓń¹ŌÓ■“ ĒÓ Ó“ņŅ±¶Õ¾ ńÓņÕ“ĒŅŃŅ ŌÕõĒŅŃŅ “ŅĻ±Ķ„Õ±ĻŅŃŅ ŌļĶ ĒĶ .
ŽŅ²“Ņņ¾ Ņß·ÕĻ“ÓņĶ Ķń¾„ÕĒĶ ß¹ļĶ “Ņļ³ĻŅ ŅĻĶ±ļ¹ ÓńŅ“Ó Ķ ŅĻĶ±ļ¹ ±Õ¹, Ņ÷ÕĒĶ“³
Õń¾ļ³“Ó“¹ ŌŅńõÕķ±“ŌĶ ĻŅ“Ņ¹§ ĒÓ ±“Ó“Ņ±¶Õ¾ ’ŅĻÓ “¾õĒŅ [ 19 ].
▌Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ õÓĒĒ¹Õ ’Ņ ĶĒõÕĻ±¾ ²ņĶ±±ĶĶ ŅĻĶ±ļŅŌ ÓńŅ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.
3.4 3ą.
Ā ąÓńļĶ„Ē¹ķ §ÓÓĻ“Õ ²ņĶ±±ĶĶ ŌÕõĒ¹§ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ņ ÕµĶņÓņ ÓßŅ“¹
õŌĶŃÓ“Õļ ńĒÓ„Ķ“Õļ³ĒŅ Ņ±ļŅµĒ ■“ ńÓõÓ„¾ ĒŅņĶŅŌÓĒĶ ŌÕļĶ„ĶĒ ²ņĶ±±ĶĶ Ō ’ÕõÕļÓ§
Ó²Ņ’Ņ“Ó. ┬ ±“ÓĒõÓ“Ó§ čž└, ĒÓ’ĶņÕ,Ā
²“Ó ńÓõÓ„Ó Õ°ÓÕ“± ±ļÕõ¾■∙Ķņ ŅßÓńŅņ. ┬ ĻÓ„Õ±“ŌÕ ŃÓĒĶ÷¹ Ó²Ņ’Ņ“Ó
’ĶĒĶņÓÕ“± Ō¹±Ņ“Ó Ō 3000 ¶¾“ŅŌ (914 ņ.). č’Õ÷ĶÓļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓń¹ŌÓ■“,
„“Ņ ŌÕõĒ¹Õ ŌÕ∙Õ±“ŌÓ, Ō¹ßŅ°ÕĒĒ¹Õ ±ÓņŅļÕ“Ņņ ĒÓ ßŅļ³°Ķ§ Ō¹±Ņ“Ó§, ĶņÕ■“ ņÓļŅ
°ÓĒ±ŅŌ õŅ±“Ķ„³ ’ŅŌÕ§ĒŅ±“Ķ, ńÕņļĶ Ō ņÕ±“Õ ÕÕ Ō¹ßŅ±Ó, Ō ĻŅĒ÷ÕĒ“Ó÷Ķ §,
’Õõ±“ÓŌļ ■∙Ķ§ Ņ’Ó±ĒŅ±“³ õļ ńõŅŅŌ³ ļ■õÕķ. ┬Ē¾“Ķ ¾ĻÓńÓĒĒŅķ ńŅĒ¹ õŌĶŃÓ“ÕļĶ
±ÓņŅļÕ“Ó
ÓßŅ“Ó■“ ĒÓ ’ “Ķ §ÓÓĻ“ÕĒ¹§
ÕµĶņÓ§ Ō “Õ„ÕĒĶÕ ŌÕņÕĒĶ “Ķ’Ķ„ĒŅŃŅ õļ ĒÓĶßŅļÕÕ ńÓŃ¾µÕĒĒ¹§ Ó²Ņ’Ņ“ŅŌ
čž└.Ā ╬ĒĶ ±Ņ±“Ņ “ Ō ±ļÕõ¾■∙Õņ.
ĀĀ 1. ╠Óļ¹ķ ŃÓń ’ÕÕõ ŌńļÕ“Ņņ ¢ 19 ņĶĒ. 2. ┬ńļÕ“ 100 % “ ŃĶ ¢ 0,7
ņĶĒ. 3. ═ÓßŅ Ō¹±Ņ“¹ ’Ķ 85% “ ŃĶ ¢ 2,2 ņĶĒ. 4. ŪÓ§Ņõ ĒÓ ’Ņ±ÓõĻ¾ ’Ķ 30% “ ŃĶ ¢
4,0 ņĶĒ. 5. ╠Óļ¹ķ ŃÓń ’Ņ±ļÕ ’Ņ±ÓõĻĶ ¢ 7,0 ņĶĒ.
ĀĀ ─ļ Ņ’ÕõÕļÕĒĶ §ÓÓĻ“ÕĶ±“ĶĻĶ ²ņĶ±±ĶĶ ĒÓ ĻÓµõŅņ Ķń ¾ĻÓńÓĒĒ¹
ÕµĶņŅŌ Ņ’ÕõÕļ Õ“± Ņß·ÕņĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ “ŅĻ±Ķ„Ē¹§ ĻŅņ’ŅĒÕĒ“ŅŌ Ō Ō¹§ļŅ’Ē¹§
ŃÓńÓ§. ŪÓ“Õņ Ō¹„Ķ±ļ Õ“± ±ĻŅŅ±“³ ²ņĶ±±ĶĶĀ
ĻŅņ’ŅĒÕĒ“Ó Ō ĻŃ/„Ó± ĒÓ õÓĒĒŅņ ÕµĶņÕ Ķ Ņß∙Ó ņÓ±±ÓĀ ĻŅņ’ŅĒÕĒ“ŅŌ, Ō¹ßŅ°ÕĒĒ¹§ ĒÓ õÓĒĒŅņ ÕµĶņÕ Ō
ĻŃ. ─ÓļÕÕ Ō¹„Ķ±ļ Õ“± ¾±ļŅŌĒÓ ½ÓßŅ“Ó╗, ’ŅĶńŌÕõÕĒĒÓ õŌĶŃÓ“ÕļÕņ ĒÓ ²“Ņņ
ÕµĶņÕ ’Õõ±“ÓŌļ ■∙Õķ ±ŅßŅķ ’ŅĶńŌÕõÕĒĶÕ “ ŃĶ õÓĒĒŅŃŅ ÕµĶņÓ ĒÓ §ÓÓĻ“ÕĒ¾■
’ŅõŅļµĶ“Õļ³ĒŅ±“³ ÕµĶņÓ. ŽŅ ²“Ķņ õÓĒĒ¹ņ Ņ’ÕõÕļ ■“± , “ÓĻ ĒÓń¹ŌÓÕņ¹Õ,
’ÓÓņÕ“¹ ┼ą└ ¢ Ņ“ĒŅ°ÕĒĶÕ ±¾ņņÓĒŅķ ņÓ±±¹ ĻŅņ’ŅĒÕĒ“ŅŌ Ļ ±¾ņņÓĒŅķ ¾±ļŅŌĒŅķ
½ÓßŅ“Õ╗ ĒÓ Ō±Õ§ ÕµĶņÓ§ ¢ ĻŃ(ŌÕ∙Õ±“ŌÓ)/ ę (“ ŃĶ) ¢ õÓĒĒŅŃŅ ÷ĶĻļÓ.
Ā ┬ “ÓßļĶ÷Õ 3.4.2ę õŅ’¾±“Ķņ¹Õ ’Ņ ĒŅņÓņ ┼ą└ ńĒÓ„ÕĒĶÕ ²“ŅŃŅ
’ÓÓņÕ“Ó Ķ õÕķ±“ŌĶ“Õļ³Ē¹Õ ńĒÓ„ÕĒĶ ŌÕļĶ„ĶĒ ’ÓÓņÕ“ŅŌ õŌĶŃÓ“ÕļÕķ
²Ļ±’ļ¾Ó“Ķ¾Õņ¹§ Ō ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĻŅņņÕ„Õ±ĻŅķ ÓŌĶÓ÷ĶÕķ čž└.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 3.4.2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽÓÓņÕ“¹
┼ą└ õŌĶŃÓ“ÕļÕķ ĻŅņņÕ„Õ±ĻŅķ ÓŌĶÓ÷ĶĶ čž└
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽÓÓņÕ“ ┼ą└ĀĀ ĻŃ /ę “Ņ’ļĶŌÓ ńÓ ÷ĶĻļ õļ õŌĶŃÓ“ÕļÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
|
ŪÓŃ ńĒ - ■∙ĶÕ Ō-ŌÓ |
═ŅņÓ ┼ą└ |
ę3č |
ę3─ |
č805 |
ę4└ |
½čĒÕķ╗ |
ę8─9 |
č├6 |
|
ĀĀ Ā č╬ ĀĀĀĀ ĀĀĀĀ ═č ĀĀĀĀ ĀĀĀĀĀ ╬§ |
Ā 4,3 ĀĀ ĀĀ 0,8 Ā ĀĀ 3,0ĀĀĀĀĀĀĀ |
ĀĀ Ā41 Ā ĀĀĀ 38ĀĀĀĀĀ Ā ĀĀĀĀĀ 6ĀĀĀĀĀĀ |
ĀĀĀ 37 ĀĀĀ 32 ĀĀĀĀĀĀ 5 |
ĀĀĀ ĀĀ 34 ĀĀĀ 13 ĀĀĀĀ 5,5Ā |
Ā ĀĀĀ 19 ĀĀĀ 18 ĀĀĀ 7,5 |
ĀĀ ĀĀĀ 37 ĀĀ 30 ĀĀĀĀ 8 ĀĀĀ |
ĀĀ ĀĀ 11 ĀĀĀ 4 ĀĀĀ 7,5 |
ĀĀĀ ĀĀĀ 7 ĀĀĀ 3 ĀĀĀ 9 |
|
\\\ |
|
|
|
|
|
|
|
|
ĀĀĀ ╚ń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ ŌĶõĒŅ, „“Ņ ĒĶ ŅõĶĒ õŌĶŃÓ“Õļ³ čž└ ĒÕ
¾õŅŌļÕ“ŌŅ Õ“ ĒŅņÓņ ┼ą└. ĻŅ“Ņ¹Õ ’Õõ’ŅļÓŃÓÕ“± ’ĶņÕĒĶ“³ ļ Ō±Õ§ õŌĶŃÓ“ÕļÕķ
“ÓĻŅŃŅ ĻļÓ±±Ó ĶńŃŅ“ŅŌļÕĒĶ ĒÓ„ĶĒÓ ± 1 ĒŌÓ 1979 ŃŅõÓ. ŽÕõŌÓĶ“Õļ³Ē¹Õ
õÓĒĒ¹Õ, ’Ņļ¾„ÕĒĒ¹Õ õļ Ņ“Õ„Õ±“ŌÕĒĒ¹§ õŌĶŃÓ“ÕļÕķ “ÓĻŅŃŅ µÕ ĻļÓ±±Ó ’ŅĻÓń¹ŌÓÕ“,
„“Ņ ²ņĶ±±Ķ ĶņĶĀ č╬, čč, N╬§
ĒÓ§Ņõ “± ’ĶņÕĒŅĀ ĒÓ “Ņņ µÕ ¾ŅŌĒÕ,
„“Ņ Ķ Ō õŌĶŃÓ“Õļ § čž└. čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ¾ŅŌÕĒ³ ²ņĶ±±ĶĶ ’Ņ ĒŅņÓņ ┼ą└,
±ŅŅ“ŌÕ“±“Ō¾Õ“ Ņß·ÕņĒ¹ņ ĻŅĒ÷ÕĒ“Ó÷Ķ ņ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō Ō Ō¹§ļŅ’Ē¹§ ŃÓńÓ§,
’ õĻÓ ņĶļļĶŅĒĒ¹§ õŅļÕķ Ō Ē¹ĒÕ ĶņÕ■∙Ķ§ ņÕ±“Ņ Ō¹ßŅ±Ó§.
ĀĀĀ ┬ ’Õ±’ÕĻ“ĶŌÕ ¾ņÕĒ³°ÕĒĶÕ Ō¹ßŅ±ŅŌĀ ŌÕõĒ¹§ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō ÓŌĶÓõŌĶŃÓ“Õļ ņĶ ’Õõ’ŅļÓŃÓÕ“± õŅ±“Ķ„³
ŌĒÕõÕĒĶÕņ õÓ “Õ§ĒĶ„Õ±ĻĶ§ ņÕŅ’Ķ “Ķķ.
1. čĒĶµÕĒĶÕņ ¾õÕļ³ĒŅŃŅ
Ó±§ŅõÓ “Ņ’ļĶŌÓ ńÓ ±„Õ“ ’ŅŌ¹°ÕĒĶ Ņß∙Õķ ±“Õ’ÕĒĶ õÓŌļÕĒĶ Ō õŌĶŃÓ“Õļ § (ŽĻ)
Ķ Ņ±“Ó “Õņ’ÕÓ“¾¹ ŃÓńÓ ’ÕÕõ “¾ßĶĒŅķ (ęŃ). „“Ņ ’ŅŌ¹±Ķ“
²¶¶ÕĻ“ĶŌĒŅ±“³ ŃŅÕĒĶ “Ņ’ļĶŌÓ Ķ. ±ļÕõŅŌÓ“Õļ³ĒŅ, ¾ņÕĒ³°Ķ“ ŅßÓńŅŌÓĒĶÕ Ķ Ō¹ßŅ± ’Ņõ¾Ļ“ŅŌ
ĒÕ’ŅļĒŅŃŅ ±ŃŅÓĒĶ , ĻÓĻ č╬ Ķ ═č.
2. ŽĶņÕĒÕĒĶÕņ ĒŅŌ¹§
’ĶĒ÷Ķ’ŅŌ ŅŃÓĒĶńÓ÷ĶĶ ÓßŅ„ÕŃŅ ’Ņ÷Õ±±Ó ĻÓņÕ ±ŃŅÓĒĶ , ĒÓ’ĶņÕ, ±ŅńõÓĒĶÕ
ĻÓņÕ ± õŌ¾§ńŅĒĒ¹ņ ŃŅÕĒĶÕņ, ±ĒĶµÓ■∙Ķ§ ¾ŅŌÕĒ³ ²ņĶ±±ĶĶ ŅĻĶ±ļŅŌ ÓńŅ“Ó.
3. ╬ŃÓĒĶńÓ÷ĶĶ ļ¾„°ÕŃŅ
’ÕÕņÕ∙ÕĒĶ “Ņ’ļĶŌÓĀ ± ŌŅńõ¾§Ņņ,
ĒÓ’ĶņÕ, Ķ±’Ņļ³ńŅŌÓĒĶ Ō ĻÓņÕÓ§ ±ŃŅÓĒĶ ¶Ņ±¾ĒŅĻ ± Ó²Ó÷ĶÕķ ĶļĶ
Ķ±’ÓĶ“Õļ³Ē¹§ ŃŅÕļŅĻ, ŅßÕ±’Õ„ĶŌÓ■∙Ķ§ ±ĒĶµÕĒĶÕ õ¹ņļÕĒĶÕ õŌĶŃÓ“ÕļÕķ.Ā
ĀĀĀ ┬ ÓßŅ“Õ [20] Ķ±±ļÕõŅŌÓļŅ±³ ŌļĶ ĒĶÕ Ō¹ßŅ±ŅŌ õŌĶŃÓ“ÕļÕķ
õŅńŌ¾ĻŅŌ¹§ ±ÓņŅļÕ“ŅŌ ĒÓ ŅńŅĒĒ¹ķ ±ļŅķ. č„Ķ“ÓļŅ±³, „“Ņ Ō¹ßŅ± ±Ņ±“ŅĶ“ “Ņļ³ĻŅ Ķń
ŅĻĶ±ļŅŌ ÓńŅ“Ó.Ā ’Õõ’ŅļŅµÕĒĶĶ
÷ĶļĶĒõĶ„Õ±ĻŅķ ±ĶņņÕ“ĶĶĀ „Ķ±ļÕĒĒŅ
Õ°ÓļÓ±³ ńÓõÓ„Ó õĶ¶¶¾ńĶĶ ŅĻĶ±ļŅŌ ÓńŅ“Ó Ķń ĻÓĒÓļÓ Ō¹ßŅ±ŅŌ ’Ņõ¾Ļ“ŅŌ Ō
ĒÕŌŅńņ¾∙ÕĒĒ¹ķ ŅńŅĒĒ¹ķ ±ļŅķ, Ó “ÓĻµÕ ¶Ņ“ŅõĶ±±Ņ÷ĶÓ÷Ķ õŌ¾ŅĻĶ±Ķ ÓńŅ“Ó. ─ļ õÓ
ĒÓ„Óļ³Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ŅĻĶ±Ķ ÓńŅ“Ó Ķ ŅńŅĒÓ ß¹ļÓ Ó±±„Ķ“ÓĒÓ ’Ņ±“ÓĒ±“ŌÕĒĒÓ
õĶĒÓņĶĻÓ ĻÓĒÓļÓ Ō¹ßŅ±ŅŌ, ŌÕņÕĒĶ ÕŃŅ ±¾∙Õ±“ŌŅŌÓĒĶ ,Ā ņÓĻ±ĶņÓļ³ĒÓ ±“Õ’ÕĒ³ ÓńļŅµÕĒĶ ŅńŅĒÓ ’Ņ Ņ±Ķ ĻÓĒÓļÓ.
ĀĀĀ ┬ Õń¾ļ³“Ó“Õ Ó±„Õ“Ó ’ŅĻÓńÓĒŅ, „“Ņ ņÓĻ±ĶņÓļ³ĒÓ ±“Õ’ÕĒ³
ÓńļŅµÕĒĶ ńŅĒÓ ņŅµÕ“ õŅ±“ĶŃÓ“³ 80% Ņ“ ĒÓ„Óļ³ĒŅķ ’Ķ ÓõĶ¾±Õ ĻÓĒÓļÓ 100 ņ., Ó
ŌÕņ ±¾∙Õ±“ŌŅŌÓĒĶ ĻÓĒÓļÓ ŌŅ Ō±Õ§ ±ļ¾„Ó § ĒÕ ’ÕŌ¹°ÓÕ“ 102 ±ÕĻ¾Ēõ.
═ÓĶßŅļ³°ÕÕ ÓńļŅµÕĒĶÕ Ō ±ļÕõÕ ’Ķ§ŅõĶ“± ĒÓ ĒĶńĻĶÕ Ō¹±Ņ“¹ Ō ’ÕõÕļÓ§ 16 Ļņ. Ķ
ĒÕ ņŅµÕ“ ’Õõ±“ÓŌļ “³ Ņ’Ó±ĒŅ±“Ķ ļ ŅĻ¾µÓ■∙Õķ ±Õõ¹.
ĀĀ ŽÕõ±“ÓŌļ Õ“ ĶĒ“ÕÕ± ’ŅŌÕ±“Ķ Ņ÷ÕĒĻ¾ Ņ±ĒŅŌĒ¹§ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō,
Ō¹õÕļ ■∙Ķ§± Ō Ó“ņŅ±¶Õ¾ ńÓ ŅõĶĒ Õķ± “ µÕļŅŃŅ ’Ó±±ÓµĶ±ĻŅŃŅ ±ÓņŅļÕ“Ó, ĒÓ
Ņ±ĒŅŌÓĒĶĶ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§. ─ļ Ó±„Õ“Ó ’ĶĒĶņÓ■“± ±ļÕõ¾■∙ĶÕ Ķ±§ŅõĒ¹Õ
õÓĒĒ¹Õ: ’Ņ“ µÕĒĒŅ±“³ ’ŅļÕ“Ó 3000 Ļņ, ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ’ŅļÕ“Ó 4 „Ó±Ó,
±¾ņņÓĒÓ ņÓĻ±ĶņÓļ³ĒÓ “ ŃÓ õŌĶŃÓ“ÕļÕķ 60“. ąÕń¾ļ³“Ó“¹ Ó±„Õ“Ó ’ĶŌÕõÕĒ¹ Ō
“ÓßļĶ÷Õ 3.4.3ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 3.4.3ę
ĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ Ņ±ĒŅŌĒ¹§
“ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō, Ō¹õÕļ Õņ¹§ Ō Ó“ņŅ±¶Õ¾
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅõĒĶņ
±ÓņŅļÕ“Ņņ
|
ąÕµĶņ ÓßŅ- “¹ õŌĶŃÓ“Õ- ļ |
ę ŃÓ Ā ę |
ėõ.Ó±§Ņõ “Ņ’ļĶŌÓ
ĻŃ.“Ņ’ļ.„Ó± |
┬Õņ ÓßŅ“¹ õŌĶŃÓ“Õļ ĀĀĀ „Ó±. |
╚ĒõÕĻ±
ĻŃ. “Ņ’ļ. |
²ņĶ±±ĶĶ |
╩ŅļĶ„-ŌŅ õÕļ Õņ¹§ |
ĀĀĀ Ō¹- ŌÕ∙Õ±“Ō ĻŃ. |
|
|
|
|
|
ĀĀ č╬ |
Ā N╬§ |
ĀĀĀĀ č╬ |
ĀĀ N╬§ |
|
╠Óļ¹ķ ŃÓń, \ŌńļÕ“ Ķ ’Ņ- ±ÓõĻÓ ┬ńļÕ“ ═ÓßŅ Ō¹±Ņ“¹ Ā ŽŅļÕ“ ŪÓ§Ņõ ĒÓ ŽŅ±ÓõĻ¾ ╚ “ Ņ Ń Ņ |
ĀĀ 4 ĀĀ 60 ĀĀ 51 ĀĀ 54 ĀĀ 18 |
ĀĀĀĀĀĀĀ 1,0 ĀĀĀĀĀĀĀ 1,0 ĀĀ ĀĀĀĀĀ0,78 ĀĀ ĀĀĀĀĀĀ 0,76 Ā ĀĀĀĀĀĀ 0,9 |
ĀĀ 0,440 ĀĀ 0,012 ĀĀ 0,037 ĀĀĀ 4,0 ĀĀĀ 0,30 |
ĀĀ 120 ĀĀ 1,67 ĀĀ 2,0 Ā ĀĀ 2,16 ĀĀ 8,33 |
ĀĀĀ 5,0 ĀĀĀ 43,1 ĀĀĀ 35,5 ĀĀĀ 25,0 ĀĀĀ 10 |
Ā ĀĀĀ 211,20 ĀĀĀĀ 1,2 ĀĀĀĀ 2,94 ĀĀ 354,58 ĀĀĀĀ 40,48 ĀĀ 610,4 |
ĀĀĀ 8,80 ĀĀĀ 31,03 ĀĀĀ 47,84 Ā 4104 ĀĀĀĀ 48,6 ĀĀ 4240 |
Ā
Ā ęÓĻĶņ ŅßÓńŅņ, ±¾ņņÓĒŅÕ
²ĻŌĶŌÓļÕĒ“ĒŅÕ Ņ±ĒŅŌĒ¹§ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō, ’Ķ ’ÕÕ±„Õ“Õ Ō¹ßŅ±ŅŌ ŅĻĶ±ļŅŌ ÓńŅ“Ó
ĒÓ “ŅĻ±Ķ„ĒŅ±“³ č╬ ±Ņ±“ÓŌļ Õ“:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 610,4ĀĀĀĀĀĀĀ 4240
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ G±¾ņ.
=−−−−−−Ā
+ −−−−−−− = 50492Ā ĻŃ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,0ĀĀĀĀĀĀĀĀĀĀĀĀ 0,085
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,0ĀĀĀĀĀĀĀĀĀĀĀĀ 0,085
ŃõÕ:Ā 1,0 ĻŃ/ņ3ĀĀ ĶĀ
0,085 ņŃ/ņ3Ā - Ž─╩ Ō
Ņ“Ļ¹“Ņķ Ó“ņŅ±¶ÕÕ ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ č╬ Ķ N§
3.5.Ā
ŪÓŃ ńĒÕĒĶÕ Ó“ņŅ±¶Õ¹ õŌĶŃÓ“Õļ ņĶ ÓĻÕ“
ĀĀĀ ┬¹ßŅ±¹ Ķ õŌĶŃÓ“ÕļÕķ ±ÓņŅļÕ“ŅŌ ŅĻÓń¹ŌÓ■“ ŌļĶ ĒĶÕ ĒÓ ±Ņ±“ÓŌ
Ó“ņŅ±¶Õ¹ Ō ĒĶµĒĶ§ ÕÕ ±ļŅ §. Ō “Ņ ŌÕņ , ĻÓĻ Ō¹ßŅ±¹ Ķń õŌĶŃÓ“ÕļÕķ ÓĻÕ“
ŅĻÓń¹ŌÓ■“ ĒÓĶßŅļÕÕ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ŅńŅĒĒ¹ķ ±ļŅķ.Ā ╬±ĒŅŌĒ¹ņĶ “Ņ’ļĶŌÓņĶ ÓĻÕ“ Ōļ ■“± └ę + ═─╠├, ĻĶ±ļŅŅõ + ĻÕŅ±ĶĒ
Ķ “ŌÕõ¹Õ ±ņÕ±ÕŌ¹Õ “Ņ’ļĶŌÓ, Ķ±’Ņļ³ń¾Õņ¹Õ Ō „Ó±“ĒŅ±“Ķ ĒÓ ĒŅ±Ķ“ÕļÕĀ ±Ķ±“Õņ¹ ½žÓ““ļ╗ Ō čž└. ═ÓĶßŅļÕÕ Ņ’Ó±Ē¹ņĶ
“ŅĻ±Ķ„Ē¹ņĶ ŌÕ∙Õ±“ŌÓņĶ Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ Ā
Ōļ ■“± ŅĻĶ±³ ¾ŃļÕŅõÓ, Ó õļ “ŌÕõŅ“Ņ’ļĶŌĒ¹§ õŅßÓŌļ ■“± Ā ═Cℓ Ķ └ℓ2╬3.
ŽŅ÷ÕĒ“Ē¹ķ ±Ņ±“ÓŌĀ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ
¾ĻÓńÓĒĒ¹§ “Ņ’ļĶŌ ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ 3.5.1ę [ 23 ].ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 3.5.1ęĀĀĀĀ čÓŌĒĶ“Õļ³Ē¹ķ
±Ņ±“ÓŌ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ Ō % ’Ņ ņÓ±±Õ
ĀĀĀĀĀĀĀĀĀĀĀ
|
ŽŅõ¾Ļ“¹ ±ŃŅÓĒĶ |
ĀĀĀ └ę + ═─╠├ |
╬2 + ĻÕŅ±ĶĒ
ę-1 |
ęŌÕõŅ±ņÕ±ÕŌ¹Õ |
|
ĀĀ ═Õ“ŅĻ±Ķ„Ē¹Õ ĀĀĀĀĀĀĀĀĀĀĀ ═2 ĀĀĀĀĀĀĀĀĀĀĀ ═2╬ ĀĀĀĀĀĀĀĀĀĀĀ N2 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č╬2 ĀĀĀĀĀĀĀĀĀĀĀĀ č ĀĀĀĀĀĀĀĀĀĀĀĀ N═3 ĀĀĀĀĀĀĀĀĀĀĀĀ č═4 ĀĀĀĀĀĀ ĀĀĀ’Ņ„ĶÕĀĀ |
Ā ĀĀĀĀĀĀĀĀ 1,46 ĀĀĀĀĀĀĀĀ 28,01 ĀĀĀĀĀĀĀĀ 34,92 ĀĀĀĀĀĀĀĀ 32,75 ĀĀĀĀĀĀĀĀĀĀ 0,08 ĀĀĀĀĀĀĀĀĀĀ 0,02 ĀĀĀĀĀĀĀĀĀĀ 0,1 ĀĀĀĀĀĀĀĀĀĀ 0,1 |
ĀĀĀĀĀĀĀĀĀĀĀĀ 0,57 ĀĀĀĀĀĀĀĀĀĀĀĀ 28,69 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀĀ 46,51 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,09 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀ- ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1 |
ĀĀĀĀĀĀĀĀ 2,93 ĀĀĀĀĀĀĀĀ 3,67 ĀĀĀĀĀĀĀĀ 7,96 ĀĀĀĀĀĀĀĀ 1,2 ĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀ -Ā ĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀ 6,0 |
|
ĀĀĀĀĀĀ ęŅĻ±Ķ„Ē¹Õ ĀĀĀĀĀĀĀĀĀĀĀĀ č╬ ĀĀĀĀĀĀĀĀĀĀĀĀ ═CL ĀĀĀĀĀĀĀĀĀĀĀ └L2╬3 |
ĀĀĀĀĀĀĀĀĀ 2,68 ĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀ - |
Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀ 24,11 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - |
ĀĀĀĀĀĀĀĀ 29,5 ĀĀĀĀĀĀĀĀ 20,42 ĀĀĀĀĀĀĀĀ 28,17 |
|
ĀĀĀĀĀĀĀĀĀ č¾ņņÓĒŅĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀ “ŅĻ±Ķ„Ē¹§ |
2,68 |
ĀĀĀĀĀĀĀĀĀĀĀĀ 24,11 |
ĀĀĀĀĀĀĀĀ 78,09 |
└ĒÓļĶń õÓĒĒ¹§ ’ĶŌÕõÕĒĒ¹§ Ō
“ÓßļĶ÷Õ 3.5.1ę ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ “Ņ’ļĶŌÓ └ę + ═─╠├ ,
Ķ±’Ņļ³ń¾ÕņŅŃŅ Ō ÓĻÕ“Õ ĒŅ±Ķ“ÕļÕ ½ŽŅ“ŅĒ╗ ±ŅõÕµĶ“± Ō 8-9 Óń ņÕĒ³°Õ ŅĻĶ±Ķ
¾ŃļÕŅõÓ č╬, „Õņ Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ “Ņ’ļĶŌÓ ĻĶ±ļŅŅõ + ĻÕŅ±ĶĒ. ┬ ’Ņõ¾Ļ“Ó§
±ŃŅÓĒĶ “ŌÕõŅ±ņÕ±ÕŌ¹§ “Ņ’ļĶŌÓ§ ĻŅņÕ Ō¹±ŅĻŅŃŅ ±ŅõÕµÓĒĶ č╬ ±ŅõÕµÓ“± Õ∙Õ
ßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ õ¾ŃĶ§ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō. ąÓ±’ÕõÕļÕĒĶÕ Ō¹õÕļ Õņ¹§ “ŅĻ±Ķ„Ē¹§
’Ņõ¾Ļ“ŅŌ ’Ņ Ō¹±Ņ“Õ ’ŅļÕ“ÓĀ ÓĻÕ“ÓņĶ
’Õõ±“ÓŌļÕĒŅ Ō “ÓßļĶ÷Õ 3.5.2ę, Ó ŃŅõĶ„Ē¹ķ Ō¹ßŅ± ĒÓ ąĶ±. 3.5.1ąĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 3.5.2ę
Ā ┬¹ßŅ±
’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ “ µÕļ¹§ ÓĻÕ“- ĒŅ±Ķ“ÕļÕķ ’Ņ Ō¹±Ņ“Õ ’ŅļÕ“Ó
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ńÓ ŅõĶĒ ’¾±Ļ
Ō “ŅĒĒÓ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
|
ąÓĻÕ“Ó - ĒŅ±Ķ“Õļ³ |
Ā ½ŽŅ“ŅĒ╗ |
. ½┴¾ÓĒ╗ |
Ā ½č’Õķ± žÓ““ļ╗ |
|
ĀĀĀĀĀĀĀĀĀ ęŅ’ļĶŌŅ ĀĀ ĀĀĀĀĀĀĀĀ1 ±“¾’ÕĒ³ ĀĀĀĀĀĀĀĀĀ Ž ±“¾’ÕĒ³ ĀĀĀĀĀĀĀĀĀ ╬ßĶ“Óļ³ĒÓ |
└ę +═─╠├ -------½------- ĀĀĀĀĀĀĀĀĀĀĀ - |
╬2 + ĻÕŅ±ĶĒ Ā--------½-------- Ā ╬2 + ÷ĶĻļĶĒ |
ęŌÕõŅ±ņÕ±ÕŌŅÕ ĀĀĀĀ ╬2Ā +Ā ═2 └ę + Ó²ŅńĶĒ |
|
ĀĀ ╬ß∙Ķķ Ō¹ßŅ± |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 700 |
ĀĀĀĀĀĀĀĀĀĀĀĀ 1800 |
ĀĀĀĀĀĀĀĀ ĀĀĀ1720 |
|
ĀĀĀĀ ┬ “Ņņ „Ķ±ļÕĀĀĀĀ ĀĀĀĀ “ŅĻ±Ķ„Ē¹§ |
ĀĀĀĀĀĀĀĀĀĀĀ č╬ |
ĀĀĀĀĀĀĀĀĀĀ č╬ |
č╬, ═L, └L2╬3 |
|
─Ņ ±“Ó“Ó ─Ņ ═ = 70 ņ. ─Ņ ═ = 12000 ņ ─Ņ ĻŅĒ÷Ó ÓßŅ“¹ |
ĀĀĀĀĀĀĀĀĀĀĀ 0,9 ĀĀĀĀĀĀĀĀĀĀĀ 1,7 ĀĀĀĀĀĀĀĀĀĀĀ 7,9 ĀĀĀĀĀĀĀĀĀĀ 19,0 |
ĀĀĀĀĀĀĀĀ 2,5 ĀĀĀĀĀĀĀĀ 14,4 ĀĀĀĀĀĀĀĀ 85 ĀĀĀĀĀĀ ĀĀ300 |
ĀĀĀĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀ 46 ĀĀĀĀĀĀĀĀ 470 ĀĀĀĀĀĀĀĀ 780 |
ĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() 800ĀĀĀĀĀĀ ę
800ĀĀĀĀĀĀ ę
![]() 600
600
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
780
![]() 400
400
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
490
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
490
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā290
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā290
![]()
![]()
![]() 200
200
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 29,6
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 29,6

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 75
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 75
![]()
![]()
![]()
![]()
![]()
![]() 0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ŽŅ“ŅĒ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ę╩č ½┴¾ÓĒ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½č’Õķ± žÓ““ļ╗
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½ŽŅ“ŅĒ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ę╩č ½┴¾ÓĒ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½č’Õķ± žÓ““ļ╗
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ę = ═─╠├ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬2 + ę1;Ā ╬2 + ═2ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęŌ. “Ņ’ļĶŌŅĀĀĀ


ĀĀĀĀĀ ┬¹ßŅ± õŅ ═ = 12 ĻņĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬ß∙ĶķĀ Ō¹ßŅ±
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąĶ±.3.5.1ąĀĀ ┬¹ßŅ± “ŅĻ±Ķ„Ē¹§ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ
ÓĻÕ“ÓņĶ ĒŅ±Ķ“Õļ ņĶ
ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀńÓ ŅõĶĒ ŃŅõ Ō “ŅĒĒÓ§
╚ń õÓĒĒ¹§ ’ĶŌÕõÕĒĒ¹§ Ō
¾ĻÓńÓĒĒŅķ “ÓßļĶ÷Õ Ķ Ķ±¾ĒĻÕ ŌĶõĒŅ, „“Ņ ÓĻÕ“Ó ĒŅ±Ķ“Õļ³, ĶņÕ ĒÓĶßŅļÕÕ “ŅĻ±Ķ„Ē¹Õ
ĻŅņ’ŅĒÕĒ“¹ “Ņ’ļĶŌÓ, ’Ķ Ķ§ ±ŃŅÓĒĶĶ Ō õŌĶŃÓ“Õļ § Ō¹ßÓ±¹ŌÓ■“ Ō Ó“ņŅ±¶Õ¾
ĒÓĶņÕĒ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ’Ņ ±ÓŌĒÕĒĶ■ õÓµÕ ± ĻĶ±ļŅŅõŅņ Ķ
ĻÕŅ±ĶĒŅņ.Ā ŽĶ ±ŃŅÓĒĶĶĀĀ ’Ó¹ ĻĶ±ļŅŅõ-ŌŅõŅŅõ ĒĶĻÓĻĶ§ “ŅĻ±Ķ„Ē¹§
’Ņõ¾Ļ“ŅŌ ĒÕ ŅßÓń¾Õ“± . ┬ņÕ±“Õ ± “Õņ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ²“Ņķ ’ÓÕĀ ņŅµĒŅ Ō¹±ĻÓńÓ“³ “ÓĻµÕ Ņ’Ó±ÕĒĶÕ, ±Ņ±“Ņ ∙ÕÕ Ō
“Ņņ, „“Ņ ĶņÕ Ō¹±ŅĻ¾■ “Õņ’ÕÓ“¾¾ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ , ŅĒĶ ß¾õ¾“ Ņß¾±ļÓŌļĶŌÓ“³
ŅĻĶ±ļÕĒĶÕ ÓńŅ“Ó ŌŅńõ¾§Ó, ’Ņõ¾Ļ“¹ ĻŅ“ŅŅŃŅ Ōļ ■“± “ŅĻ±Ķ„Ē¹ņĶ. ═Ņ ²“Ņ ß¾õÕ“
Ņ“ĒŅ±Ķ“± ĻŅ Ō±Õņ ŌĶõÓņ “Ņ’ļĶŌ.
ĀĀ ╚ń ’ĶŌŅõĶņŅķ ĒĶµÕ “ÓßļĶ÷¹ 3.5.3ę ±ļÕõ¾Õ“, „“Ņ ±¾ņņÓĒ¹Õ
ŃŅõĶ„Ē¹Õ Ō¹ßŅ±¹ ÓĻÕ“ Ō ĒÓ„ÓļÕ 70-§ ŃŅõŅŌ ĒÕ ’Õõ±“ÓŌļ ļĶ Õ∙Õ ±ĻŅļ³ĻŅ ĒĶß¾õ³
ßŅļ³°Ņķ Ņ’Ó±ĒŅ±“Ķ ’Ņ ±ÓŌĒÕĒĶ■ õÓµÕ ± ±ÓņŅļÕ“ÓņĶ. ╠ŅµĒŅ ’ŅļÓŃÓ“³, „“Ņ ĻŅ
ŌÕņÕĒĶ ĒÓ’Ķ±ÓĒĶ ²“Ķ§ ±“ŅĻ Ō¹õÕļÕĒĶ ÓĻÕ“ÓņĶ ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ĶńņÕĒĶ“± ĒÕ
±¾∙Õ±“ŌÕĒĒŅ, Ō “Ņ ŌÕņ , ĻÓĻ Ō¹ßŅ±¹ ÓŌ“ŅņŅßĶļ ņĶ ¾ŌÕļĶ„ĶļĶ±³ ŌÕ±³ņÓ
±¾∙Õ±“ŌÕĒĒŅ ’ĶĀ ńĒÓ„Ķ“Õļ³ĒŅņ Ņ±“Õ Ķ§
ĻŅļĶ„Õ±“ŌÓ, ĒÕ±ņŅ“ ĒÓ ±¾∙Õ±“ŌÕĒĒŅÕ ±ĒĶµÕĒĶÕ “ŅĻ±Ķ„ĒŅ±“Ķ Ō¹§ļŅ’Ē¹§ ŃÓńŅŌ Ķ§
õŌĶŃÓ“ÕļÕķ, õŅ±“ĶŃĒ¾“ŅÕ Ļ ĒÓ±“Ņ ∙Õņ¾ ŌÕņÕĒĶ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 3.5.3ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬÷ÕĒŅ„Ē¹Õ
ŃŅõŅŌ¹Õ Ō¹ßŅ±¹ “ŅĻ±Ķ„Ē¹§ ’Ņõ¾Ļ“ŅŌ Ō “ŅĒĒÓ§
|
ĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ ĶńõÕļĶķ |
|
|
ĀĀĀĀĀĀ ą Ó Ļ Õ “ ¹ ĀĀĀ ĀĀĀ╬õĶĒ ’¾±Ļ ĀĀĀĀĀĀ ŪÓ ŅõĶĒ ŃŅõ
ĀĀĀĀ ─¾ŃĶÕ ÓĻÕ“¹ čččą ĶĀ
ĀĀĀĀĀĀ čž└ ńÓ 1976 Ń.
čÓņŅļÕ“¹ ’Ó±±ÓµĶ±ĻĶÕ ĀĀĀ ŪÓ ŅõĶĒ Õķ± ĀĀĀĀ ╬ß∙Ķķ ņĶŅŌŅķ Ō¹ßŅ± ĀĀĀĀĀ ńÓ ŅõĶĒ ŃŅõĀĀĀĀ
ĀĀĀĀ Ā└ Ō “ Ņ ņ Ņ ß Ķ ļ Ķ ĀĀĀ č¾“Ņ„Ē¹ķ ’ŅßÕŃ ŅõĒŅŃŅ ĀĀĀĀĀ └Ō“ŅņŅßĶļ ĀĀĀ ╠ĶŅŌŅķ Ō¹ßŅ± ńÓ ŃŅõ ĀĀĀĀĀ ĀĀĀĀĀĀĀĀ |
Ā ĀĀĀĀĀĀ 29,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 300ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 780 ĀĀĀĀĀĀ 296ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3000ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 9350 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6600 ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ5,85 Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6 800 000 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,003 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 228 500 000ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
![]()
3.6.Ā ─Õ“ŅĻ±ĶĻÓ÷Ķ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķ
Ā ┬ ’Õõ¹õ¾∙Ķ§ ŃļÓŌÓ§ ß¹ļ ’ŅĻÓńÓĒ §ÓÓĻ“Õ Ķ ņÓ±°“Óß Ņ“Ķ÷Ó“Õļ³ĒŅŃŅ
ŌŅńõÕķ±“ŌĶ ĒÓ ßĶŅ±¶Õ¾ ’ŅĶńŌŅõ±“ŌÕĒĒŅķ õÕ “Õļ³ĒŅ±“Ķ ļ■õÕķ.Ā ═ÕņÓļ¾■ õŅļ■ Ō ²“Ņ ŌĒŅ± “ ÓńļĶ„ĒŅŃŅ ŅõÓ
’Ņņ¹°ļÕĒĒ¹Õ ĶńõÕļĶ Ō ’Ņ÷Õ±±Õ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ÓńĒŅŅßÓńĒ¹§Ā ±ÕõÓ§. ŽŅ“ÕĒ÷ĶÓļ³Ē¾■ Ņ’Ó±ĒŅ±“³ õļ
ŅĻ¾µÓ■∙Õķ ±Õõ¹ ’Õõ±“ÓŌļ ■“ ĒÕ “Ņļ³ĻŅ “Õ Ō¹õÕļÕĒĶ , ĻŅ“Ņ¹Õ ’ŅĶ±§Ņõ “ ’Ķ
ĒŅņÓļ³ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ, ĒŅ Ķ “Õ, ĻŅ“Ņ¹Õ ’ŅĶ±§Ņõ “Ā ’Ķ Ņ“ĻļŅĒÕĒĶĶ Ņ“ ĒŅņÓļ³Ē¹§ ÕµĶņŅŌ Ķ§
²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ═ÓĶßŅļÕÕ Ņ’Ó±ĒŅķ ±Ķ“¾Ó÷ĶÕķĀ
Ōļ Õ“± ÓŌÓĶķĒÓ ’Ņ“Õ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅļŅ±“Õķ ĶńõÕļĶķ, ±ŅõÕµÓ∙Ķ§
“ŅĻ±Ķ„Ē¹Õ, Ōń¹ŌŅŅ’Ó±Ē¹Õ, ÓŃÕ±±ĶŌĒ¹Õ Ķ ÓõĶŅÓĻ“ĶŌĒ¹Õ ŌÕ∙Õ±“ŌÓ,
Ņ’ÕõÕļ Õņ¹Õ, ĻÓĻ Ņ’Ó±Ē¹Õ
ŌÕ∙Õ±“ŌÓĀ -Ā ╬Ž┬. ┬¹§Ņõ ²“Ķ§ ŌÕ∙Õ±“Ō Ō ŅĻ¾µÓ■∙¾■ ±Õõ¾ Ō “ÓĻĶ§ ±Ķ“¾Ó÷Ķ §
ņŅµÕ“ ņĒŅŃŅĻÓ“ĒŅ ’ÕŌŅ±§ŅõĶ“³ Ņ’Ó±Ē¹Õ ’Ņ±ļÕõ±“ŌĶ , ĻŅ“Ņ¹Õ ŌŅńĒĶĻÓ■“ ’Ķ
ĒŅņÓļ³Ē¹§ ÕµĶņÓ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ŽĶ ÓńÓßŅ“ĻÕ ÓńļĶ„Ē¹§ ĶńõÕļĶķ, ²Ļ±’ļ¾Ó“Ķ¾Õņ¹§ Ō ’ĶŅõĒŅķ
±ÕõÕ, ’ĶņÕĒ Õ“± ±ŅŅ“ŌÕ“±“Ō¾■∙Ķķ ĻŅņ’ļÕĻ± ņÕŅ’Ķ “Ķķ, ’ÕõŅ“ŌÓ∙Ó■∙Ķ§
ŌÕõĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĶńõÕļĶķ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾. ┬¹ßŅ ²“Ķ§ ±Õõ±“Ō Ķ ņÕ“ŅõŅŌ
Ķ§ Ņ±¾∙Õ±“ŌļÕĒĶ ŌÕ±³ņÓ ±’Õ÷Ķ¶Ķ„ÕĒ õļ ĻÓµõŅŃŅ ŌĶõÓ “Õ§ĒĶĻĶ Ķ Ķ±’Ņļ³ń¾Õņ¹§ “Õ§
ĶļĶ ĶĒ¹§ Ņ’Ó±Ē¹§ ŌÕ∙Õ±“Ō. ┬ ’ÕŌ¾■ Ņ„ÕÕõ³ Ō ²“Ņ“ ĒÓßŅ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō
ŌĻļ■„Ó■“± “Õ, ĻŅ“Ņ¹Õ ŅßÕ±’Õ„ĶŌÓ■“ ßÕńŅ’Ó±ĒŅ±“³ Ņß±ļ¾µĶŌÓ■∙ÕŃŅ ’Õ±ŅĒÓļÓ,
ÓßŅ“Ó■∙ÕŃŅĀ ± ĶńõÕļĶÕņ.
ĀĀ ╠ÕŅ’Ķ “Ķ ’Ņ ±ĒĶµÕĒĶ■ ŌÕõĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĶńõÕļĶķ ĒÓ ŌĒÕ°Ē■■
±Õõ¾, Ó “ÓĻµÕ ņÕŅ’Ķ “Ķ ŅßÕ±’Õ„ĶŌÓ■∙ĶÕ ßÕńŅ’Ó±ĒŅ±“³ ÓßŅ“¹ ± ĶńõÕļĶÕņ
Ņß±ļ¾µĶŌÓ■∙ÕŃŅ ’Õ±ŅĒÓļÓ ņŅµĒŅ Ņ’ÕõÕļĶ“³, ĻÓĻ õÕ“ŅĻ±ĶĻÓ÷Ķ ’Ņņ¹°ļÕĒĒ¹§
ĶńõÕļĶķ. ęÕņĶĒ õÕ“ŅĻ±ĶĻÓ÷Ķ ĶńõÕļĶķ ŌŌÕõÕĒ Ō ŅßŅŅ“ Ō’ÕŌ¹Õ Ō ╩┴
½čÓļ■“╗ Ō 70-§ ŃŅõÓ§ Ō Ņ“õÕļÕ Óņ’¾ļĶńÓ÷ĶĶ, Ņ ĻŅ“ŅŅņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ,
ĻŅ“Ņ¹Õ ß¹ļĶ ÓńŌÕĒ¾“¹ Ō ĒÓ„ÓļÕ 70-§ ŃŅõŅŌ.
Ā ─Õ“ŅĻ±ĶĻÓ÷Ķ Ņ±¾∙Õ±“Ōļ Õ“± ĒÓ Ō±Õ§ µĶńĒÕĒĒ¹§ ²“Ó’Ó§ ĶńõÕļĶķ, ĒÓ„ĶĒÓ ±
ÕŃŅ ’ŅÕĻ“ĶŅŌÓĒĶ , Ō ’Ņ÷Õ±±Õ ĻŅ“ŅŅŃŅ ńÓĻļÓõ¹ŌÓ■“± Ō±Õ “Õ§ĒĶ„Õ±ĻĶÕ Ķ ±§ÕņĒ¹Õ
Õ°ÕĒĶ , ĻŅ“Ņ¹Õ ÕÓļĶń¾■“± ĒÓ ±“ÓõĶĶ ĶńŃŅ“ŅŌļÕĒĶ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ
Ņ“ÓßŅ“ĻĶ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĒŅņÓļ³ĒŅķ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ó “ÓĻµÕĀ Ķ ’Ķ “Õ§ ĶļĶ ĶĒ¹§ Ņ“ĻļŅĒÕĒĶ § Ō ’Ņ÷Õ±±Õ
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ ’Ķ ¾“ĶļĶńÓ÷ĶĶ Ņ“ÓßŅ“ÓŌ°Ķ§ ĶńõÕļĶķ. ─ļ ĻÓµõŅŃŅ ²“Ó’Ó
µĶńĒÕĒĒŅŃŅ ÷ĶĻļÓ ĶńõÕļĶ ±¾∙Õ±“Ō¾■“,Ā
±ŌŅĶ ņÕ“Ņõ¹ Ķ ±Õõ±“ŌÓ Ō ÷Õļ § Õ°ÕĒĶ ²“Ķ§ ńÓõÓ„. ═Ņ Ņß∙Ķņ õļ Ō±Õ§
ĶńõÕļĶķ ± ╬Ž┬ Ķ õļ Ō±Õ§ ²“Ó’ŅŌ Ķ§ µĶńĒÕĒĒŅŃŅ ÷ĶĻļÓ, ß¾õÕ“ Ōļ “³± , ĻÓĻ
Ņ“ņÕ„ÓļŅ±³, ŃÓÓĒ“ĶŅŌÓĒĒŅÕ ŅßÕ±’Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅķ Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ▌“Ņ
Ņß· ±Ē Õ“± “Õņ, „“Ņ Ō “ÓĻĶ§ ĶńõÕļĶ § Ķ±’Ņļ³ń¾■“± Ō¹±ŅĻŅ ĻŅĒ÷ÕĒ“ĶŅŌÓĒĒ¹Õ
╬Ž┬, ± “Õņ, „“Ņß¹ ŅßÕ±’Õ„Ķ“³ ’Ņļ¾„ÕĒĶÕ ņÓĻ±ĶņÓļ³ĒŅķ ²¶¶ÕĻ“ĶŌĒŅ±“Ķ ’ĶĀ Ķ±’Ņļ³ńŅŌÓĒĶĶ ĶńõÕļĶķ.ĀĀ
ĀĀĀ ┬ ÓŌÓĶķĒ¹§ ±Ķ“¾Ó÷Ķ §, ’Ķ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ “ÓĻ“ŅŌ ╬Ž┬, Ō
ņÕ±“Õ õĶ±ļŅĻÓ÷ĶĶ ĶńõÕļĶķ ±ŅńõÓ■“± ĒÕõŅ’¾±“ĶņŅ Ō¹±ŅĻĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ²“Ķ§
ŌÕ∙Õ±“Ō. ė±“ÓĒÕĒĶÕ ’Ņ±ļÕõ±“ŌĶķ “ÓĻĶ§ ÓŌÓĶķ ±Ņ’ µÕĒŅ ± ßŅļ³°ĶņĶ ńÓ“Ó“ÓņĶ Ķ,
’Ņõ„Ó±, ± ĒÕņÓļ¹ņĶ ļ■õ±ĻĶņĶ µÕ“ŌÓņĶ. ŽŅ²“Ņņ¾ ŅßÕ±’Õ„ÕĒĶÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ
õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ ’ŅļŅ±“Õķ ĶńõÕļĶķ ± ╬Ž┬ Ōļ Õ“± ŌÕ±³ņÓ ŌÓµĒŅķ Ķ ÓĻ“¾Óļ³ĒŅķ
ńÓõÓ„Õķ.
ĀĀ ┬ ’ÓĻ“ĶĻÕ ’ÕÕõŅŌ¹§ Ņ“Ó±ļÕķ “Õ§ĒĶĻĶ, ĶņÕ■∙Ķ§ õÕļŅ ± ±ŅńõÓĒĶÕņ
Ķ ²Ļ±’ļ¾Ó“Ó÷ĶÕķ ĶńõÕļĶķ ± ╬Ž┬, ±ļŅµĶļŅ±³ ’ÓŌĶļŅ, Ņ¶ŅņĶŌ°ÕÕ± Ō Ó¶ŅĶńņ: ½ ═Õ“
“ÓĻŅķ ÷ÕĒ¹, ĻŅ“Ņ¾■ Ē¾µĒŅ ńÓ’ļÓ“Ķ“³ ńÓ ŅßÕ±’Õ„ÕĒĶÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ╗.
ĀĀ ąÓĻÕ“¹, ±ŅõÕµÓ∙ĶÕ µĶõĻĶÕ Ō¹±ŅĻŅ “ŅĻ±Ķ„Ē¹Õ ĻŅņ’ŅĒÕĒ“¹ └ę Ķ
═─╠├Ā ņŅŃ¾“ ’Õõ±“ÓŌļ “³ Ņ’Ó±ĒŅ±“³ õļ
ļ■õÕķ Ķ ŅĻ¾µÓ■∙Õķ ±Õõ¹ ĒÓ ±ļÕõ¾■∙Ķ§ ²“Ó’Ó§ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ:
Ā-Ā ’Ķ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ
“Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó ĒÓ ±“Ó“Õ ĶļĶ Ō ’ŅļÕ“Õ,Ā
Ā- ’Ķ ńÓ’ÓŌĻÕ ĒÓ ±“Ó“Õ Ō ±ļ¾„ÓÕ ÓŌÓĶķĒŅŃŅ ’ŅļĶŌÓ ĻŅņ’ŅĒÕĒ“ŅŌ,
Ó “ÓĻµÕ Ō¹’ļÕ±ĻŅŌ Ņ±“Ó“ĻŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ķń ńÓ’ÓŌŅ„Ē¹§ ±Õõ±“Ō ’Ķ Ķ§ Ņ“±“¹ĻŅŌĻÕ
Ņ“ ĶńõÕļĶ ,
- Ō ’ŅļÕ“Õ, Ō¹ßÓ±¹ŌÓ Ō
Ó“ņŅ±¶Õ¾ ŌÕõĒ¹Õ ŌÕ∙Õ±“ŌÓ, ±ŅõÕµÓ∙ĶÕ± Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ Ō õŌĶŃÓ“Õļ §,
Ā- Ō ņÕ±“Ó§ ’ÓõÕĒĶ Ņ“ÓßŅ“ÓĒĒ¹§ ±“¾’ÕĒÕķ, Ō ĻŅ“Ņ¹§
±ŅõÕµÓ“± ĀĀ ĒÕ Ō¹ÓßÓ“¹ŌÓÕņ¹Õ õŅ ĻŅĒ÷Ó
Ņ±“Ó“ĻÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ.
Ā ┬ ÷Õļ § ŅßÕ±’Õ„ÕĒĶ õÕ“ŅĻ±ĶĻÓ÷ĶĶ, Ō ĻŅĒ±“¾Ļ÷ĶĶ ÓĻÕ“-ĒŅ±Ķ“ÕļÕķ
½ŽŅ“ŅĒ-╩╗ Ķ ½ŽŅ“ŅĒ-╠╗ ’Ņ²“Ó’ĒŅ ŌĒŅ±ĶļĶ±³ Ņ’ÕõÕļÕĒĒ¹Õ ±’Õ÷ĶÓļ³ĒŅ
ÓńÓßŅ“ÓĒĒ¹Õ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Õ°ÕĒĶ Ō “Õ ĶļĶ ĶĒ¹Õ ²ļÕņÕĒ“¹ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹.
3.6.1Ā čÕõ±“ŌÓ Ķ ņÕ“Ņõ¹
õÕ“ŅĻ±ĶĻÓ÷ĶĶ ÓĻÕ“-ĒŅ±Ķ“ÕļÕķ
ĀĀ ─ļ ŅßÕ±’Õ„ÕĒĶ õÕ“ŅĻ±ĶĻÓ÷ĶĶ õļ ĻÓµõŅŃŅ Ķń ²“Ó’ŅŌ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ÓńÓßŅ“ÓĒ¹ ±ŌŅĶ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Õ°ÕĒĶ .
ĀĀĀĀĀĀ
ĀĀĀĀ ├ÕņÕ“Ķ„ĒŅ±“³ “Ņ’ļĶŌĒ¹§
“ÓĻ“ŅŌ
ĀĀ
ĀĀĀĀ ŽĶ ÓńÓßŅ“ĻÕ ą═ ½ŽŅ“ŅĒ-╩╗ Ō “Ņ’ļĶŌĒŅķ ±Ķ±“ÕņÕ, Ō Ņ“ļĶ„ĶÕ Ņ“
ÓĻÕ“¹ ėą-100, Ķ±’Ņļ³ńŅŌÓļĶ±³ Óń·ÕņĒ¹Õ ±ŅÕõĶĒÕĒĶ . ▌“Ó ĒÕŅߧŅõĶņŅ±“³Ā Ņß· ±Ē ļŅ±³ “Õņ, „“Ņ ą═ ’Ņ±“¾’ÓļÓ ĒÓ ’ŅļĶŃŅĒ
Ō ÓńŅßÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ Ķ ÕÕ ±“¹ĻŅŌĻÓ Ņ±¾∙Õ±“Ōļ ļÓ±³ Ō ╠╚╩,Õ ĒÓ ’ŅļĶŃŅĒÕ, ŃõÕ
Ķ±’Ņļ³ńŅŌÓ“³ ±ŌÓĻ¾ ĒÓ ńÓĻļ■„Ķ“Õļ³Ē¹§ Ņ’ÕÓ÷Ķ § ’Ķ ±“¹ĻŅŌĻÕ ĶńõÕļĶ ,
’ÓĻ“Ķ„Õ±ĻĶ, ß¹ļŅ ĒÕŌŅńņŅµĒŅ. ┬ ±Ķļ¾ ²“ŅŃŅ, Ō Ņ“õÕļÕ Óņ’¾ļĶńÓ÷ĶĶ ß¹ļŅ
ÓńÓßŅ“ÓĒŅ ±’Õ÷ĶÓļ³ĒŅÕ ±ŅÕõĶĒÕĒĶÕ “¾ßŅ’ŅŌŅõŅŌ ± ±ŅŅ“ŌÕ“±“Ō¾■∙Ķņ ¾’ļŅ“ĒÕĒĶÕņ,
’Ņļ¾„ĶŌ°Ķņ ĒÓńŌÓĒĶÕ ½õŌ¾§ ßÓ³ÕĒŅÕ ¾’ļŅ“ĒÕĒĶÕ╗ Ķ ĶņÕŌ°ÕÕ ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒ¾■
ŃÕņÕ“Ķ„ĒŅ±“³.ĀĀĀĀ
Ā čŌÕõÕĒĶ Ņß ²“Ņņ Óń·ÕņÕĀ
ß¾õ¾“ ’ĶŌÕõÕĒ¹ Ō ÓńõÕļÕ ½└ņ’¾ļĶńÓ÷Ķ ╗. ŽĶņÕĒÕĒĶÕ “ÓĻŅŃŅ ±ŅÕõĶĒÕĒĶ
’ŅńŌŅļĶļŅ ŅßÕ±’Õ„Ķ“³ ĒÓõÕµĒ¾■ ŃÕņÕ“Ķ„ĒŅ±“³ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ĒÓ Ō±Õ§ ²“Ó’Ó§
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶ . ŪÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’Ņ„“Ķ ńÓ „Õ“¹Õ õÕ± “ĶļÕ“Ķ ,
ĒÕ ß¹ļŅ ĒĶ ŅõĒŅŃŅ ±ļ¾„Ó ’Ņ“ÕĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ĒÓ ÓĻÕ“Ó§, „“Ņ
ŌĶļŅ±³ Õ°Ó■∙Ķņ ņÕŅ’Ķ “ĶÕņ Ō õÕļÕ ŅßÕ±’Õ„ÕĒĶĶ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ²“Ņķ ÓĻÕ“¹.
ĀĀĀĀ
ĀĀĀĀ ŪÓ’ÓŌĻÓ ĒÓ ±“Ó“Õ.
Ā
═Ó ±“Ó“Õ ńÓ’ÓŌĻÓ Ō±ÕņĶ
µĶõĻĶņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ Ķ ŃÓńÓņĶ ĶõÕ“ ’Ņ “¾ßŅ’ŅŌŅõÓņ, Óń·Õņ¹ ĻŅ“Ņ¹§
Ó±’ŅļÓŃÓ■“± Ō ĒĶµĒÕķ „Ó±“Ķ ÓĻÕ“¹ ŃõÕ Ķ ’ŅĶ±§ŅõĶ“ Ķ§ ±“¹ĻŅŌĻÓ ± Óń·ÕņÓņĶ
±“Ó“ŅŌŅŃŅ ±“ŅļÓ.Ā ęÓņ µÕ ’ŅĶ±§ŅõĶ“
±“¹ĻŅŌĻÓ ±“Ó“ŅŌ¹§ ²ļÕĻ“Ķ„Õ±ĻĶ§ Óń·ÕņŅŌ ĒÓńÕņĒ¹§ ±Ķ±“Õņ ± ßŅ“ŅŌ¹ņĶ
±Ķ±“ÕņÓņĶ. čŅÕõĶĒÕĒĶÕ Ō±Õ§ ²“Ķ§ Óń·ÕņŅŌ, õŅ ’Ņ ŌļÕĒĶ ą═ ½ŽŅ“ŅĒ╗, ’ŅŌŅõĶļÓ±³
Ō¾„Ē¾■ õļ ĻÓµõŅŃŅ Óń·ÕņÓ Ņ“õÕļ³ĒŅ.
ĀĀ ┬ Ļß ½čÓļ■“╗ ĻŅĒ±“¾Ļ“ŅŅņ └.─. ╩Ņ°ÕļÕŌ¹ņ Ō ĒÓ„ÓļÕ 60-§ ŃŅõŅŌ
ß¹ļ ’ÕõļŅµÕĒ Ķ ÓńÓßŅ“ÓĒ ÕõĶĒ¹ķ ßļŅĻ Óń·ÕņŅŌ “¾ßŅ’ŅŌŅõŅŌ Ķ ²ļÕĻ“Ķ„Õ±ĻĶ§
±Ķ±“Õņ ÓĻÕ“¹ ±Ņ ±“Ó“ŅŌ¹ņ ±“ŅļŅņ. ┬ ²“Ņņ ßļŅĻÕ ÓŌ“ŅņÓ“Ķ„Õ±ĻĶ ’ŅĶńŌŅõĶļÓ±³
±“¹ĻŅŌĻÓ Ō±Õ§ ±“¹ĻŅŌŅ„Ē¹§ Óń·ÕņŅŌ ’Ņ Ō±Õņ ±Ķ±“ÕņÓņ.Ā ═ÓńÕņĒ¹Õ “¾ßŅ’ŅŌŅõ¹ ’Ņ±ļÕ ńÓ’ÓŌĻĶ, õŅ ±“Ó“Ó ÓĻÕ“¹,
’Ņõ¾ŌÓļĶ±³ ± ÷Õļ³■ ¾õÓļÕĒĶ Ķń ĒĶ§ Ņ±“Ó“ĻŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ, „“Ņ Ķ±Ļļ■„ÓļŅ ’ŅļĶŌ
²“Ķ§ Ņ±“Ó“ĻŅņ ’Ķ Ó±±“¹ĻŅŌĻÕ “¾ßŅ’ŅŌŅõŅŌ ńÓ’ÓŌĻĶ. ŪÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ÓĻÕ“ ĒÕ ß¹ļĶ ĒĶ ŅõĒŅŃŅ Ņ“ĻÓńÓ Ō ÓßŅ“Õ ²“ŅŃŅ ßļŅĻÓ Óń·ÕņŅŌ. ═¹ĒÕ “ÓĻÓ
ĻŅĒ±“¾Ļ÷Ķ ±“¹ĻŅŌĻĶ ±Ķ±“Õņ ÓĻÕ“¹ ±Ņ ±“Ó“ŅŌ¹ņ ±“ŅļŅņ ±“ÓļÓ “ÓõĶ÷ĶŅĒĒŅķ.
ĀĀĀ ęŅĻ±Ķ„Ē¹Õ Ō¹ßŅ±¹ Ō
’ŅļÕ“Õ.
ĀĀ ŽĶņÕĒÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ Ō¹ń¹ŌÓļŅ, Ķ ’ŅõŅļµÓÕ“
Ō¹ń¹ŌÓ“³, Ņ“Ķ÷Ó“Õļ³ĒŅÕ Ņ“ĒŅ°ÕĒĶÕ Ō ±Ķļ¾ Ķ§ “ŅĻ±Ķ„ĒŅ±“Ķ. ╬ßÕ±’Õ„ÕĒĶÕ ĒÓõÕµĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ĒÓ ÓĻÕ“Ó§ ¢ ĒŅ±Ķ“Õļ § ½ŽŅ“ŅĒ╗ Ķ ĒÓ ÓĻÕ“Ó§
ėą-100, Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ, ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ÓĻÕ“ Ō “Õ„ÕĒĶÕ õÕ± “ĶļÕ“Ķķ
ĒÕ ĶņÕļĶ ĒĶ ŅõĒŅŃŅ ĒÕ±„Ó±“ĒŅŃŅ ±ļ¾„Ó , ±Ō ńÓĒĒŅŃŅ ± Ņ“ÓŌļÕĒĶÕņ ļ■õÕķ,
Ņß±ļ¾µĶŌÓ■∙Ķ§ Ķ§ ’¾±ĻĶ. ▌“Ķņ ±Óņ¹ņ ’ŅļĒŅ±“³■ ¾±“ÓĒ Õ“± Ņ’Ó±ÕĒĶ Ņ Ķ§
“ŅĻ±Ķ„ĒŅ±“Ķ Ķ Ņ’Ó±ĒŅ±“Ķ õļ ļ■õÕķ ĒÓ ’ŅļĶŃŅĒÓ§ Ķ Ō ŌŅķ±ĻÓ§.
ĀĀ ╬ ĻŅļĶ„Õ±“ŌÓ§ “ŅĻ±Ķ„Ē¹§ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ Ō õŌĶŃÓ“Õļ §,
ÓßŅ“Ó■∙Ķ§Ā ĒÓ ÓńļĶ„Ē¹§ “Ņ’ļĶŌÓ§,
±ŌÕõÕĒĶĶ ß¹ļĶ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 3.5.2ę. ╚ń ÕÕ õÓĒĒ¹§ ±ļÕõ¾Õ“, „“Ņ ’Ņõ¾Ļ“¹
±ŃŅÓĒĶ └ę Ķ ═─╠├, ß¾õ¾„Ķ ±ÓņĶ Ō¹±Ņ“ŅĻ±Ķ„Ē¹ņĶ ŌÕ∙Õ±“ŌÓņĶ, ±ŅõÕµÓ“ Ō ±ÕßÕ
ĒÓĶņÕĒ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ “ŅĻ±Ķ„Ē¹§ ’Ņõ¾Ļ“ŅŌ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ Ō±ÕņĶ õ¾ŃĶņĶ ŌĶõÓņĶ
“Ņ’ļĶŌ. ═ÓĶßŅļÕÕ Ņ’Ó±Ē¹ņĶ Ō ²“Ņņ Ņ“ĒŅ°ÕĒĶĶ Ōļ ■“± “ŌÕõŅ±ņÕ±ÕŌ¹Õ “Ņ’ļĶŌÓ,
±ŅõÕµÓ∙ĶÕ Ō ±ŌŅĶ§ ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ “ŅĻ±ĶĒĒ¹§ ŌÕ∙Õ±“Ō.
ĀĀ
╠Õ±“Ó ’ÓõÕĒĶ Ņ“ÓßŅ“ÓĒĒ¹§ ±“¾’ÕĒÕķ.
Ā
Ā▌“Ņ“ ²“Ó’ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ÓĻÕ“ ’Õõ±“ÓŌļ Õ“ ĒÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ õļ
ņÕ±“ Ķ§ ’ÓõÕĒĶ . ─ÕļŅ Ō “Ņņ, „“Ņ Ō±Õ ÓĻÕ“¹, Ō ±Ķļ¾ ĻŅĒ±“¾Ļ“ĶŌĒ¹§
Ņ±ŅßÕĒĒŅ±“Õķ, ĶņÕ■“ ĒÕ õŅ ĻŅĒ÷Ó Ō¹ÓßÓ“¹ŌÓÕņ¹Õ Ķń ßÓĻŅŌ Ņ±“Ó“ĻĶ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌ, ± ĻŅ“Ņ¹ņĶ ŅĒĶ Ķ ’ÓõÓ■“ ĒÓ ńÕņļ■ ’Ņ±ļÕ ÓńõÕļÕĒĶ Ņ“ÓßŅ“ÓŌ°Ķ§ ±“¾’ÕĒÕķ
ÓĻÕ“¹. ╚§ ’ÓõÕĒĶÕ ’ŅĶ±§ŅõĶ“ ĒÓ ßŅļ³°Ķ§ ’ļŅ∙Óõ § Ķ ±ŌŅĶņĶ Ņ±“Ó“ĻÓņĶ
ĻŅņ’ŅĒÕĒ“ÓņĶ ŅĒĶ ńÓŃ ńĒ ■“ ’Ņ„Ō¾. ŽŅ²“Ņņ¾ ’ĶĒ “ĶÕ ņÕ ’Ņ ±ŅĻÓ∙ÕĒĶ■
ĻŅļĶ„Õ±“ŌÓ ĒÕŌ¹ÓßÓ“¹ŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ “Ņ’ļĶŌ Ō ßÓĻÓ§ Ōļ Õ“± ŅõĒĶņ Ķń Ņ±ĒŅŌĒ¹§
ņÕ“ŅõŅŌ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ÓĻÕ“¹ ĒÓ ²“Ņņ ²“Ó’Õ ÕÕ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀĀĀ ─¾ŃĶņ ±Õõ±“ŌŅņ Ōļ Õ“± ¾õÓļÕĒĶÕ ²“Ķ§ Ņ±“Ó“ĻŅņ
’ĶĒ¾õĶ“Õļ³Ē¹ņ ±’Ņ±ŅßŅņ Ō ’ŅļÕ“Õ ± “Õņ, „“Ņß¹ õŅ ĻŅĒ“ÓĻ“Ó ±“¾’ÕĒĶ ± ńÕņļÕķ Ķń
ĒÕÕ ß¹ļĶ ¾õÓļÕĒ¹, ’Ņ ŌŅńņŅµĒŅ±“Ķ, Ō±Õ Ņ±“Ó“ĻĶ ĻŅņ’ŅĒÕĒ“ŅŌ. ═Ó ÓĻÕ“Õ ½ŽŅ“ŅĒ-╠╗
ÓńÓßŅ“ÓĒ¹ ņÕŅ’Ķ “Ķ ’Ņ ¾õÓļÕĒĶ■ Ņ±“Ó“ĻŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ’ŅļÕ“Õ “Ņļ³ĻŅ ĒÓĀ ’ÕŌŅķ ±“¾’ÕĒĶ. ė±’Õ°ĒŅ±“³ ²“ŅŃŅ
ĻŅĒ±“¾Ļ“ĶŌĒŅŃŅ Õ°ÕĒĶ ¾ĻÓń¹ŌÓÕ“ ĒÓ ĒÕŅߧŅõĶņŅ±“³ ÕŃŅ ŌĒÕõÕĒĶ Ķ ĒÓ Ņ±“Óļ³Ē¹§
±“¾’ÕĒ §, Ņ±ŅßÕĒĒŅ ĒÓ Ō“ŅŅķ ±“¾’ÕĒĶ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ
3.6.2.Ā ─Õ“ŅĻ±ĶĻÓ÷Ķ ’ÕŌŅķ
±“¾’ÕĒĶ ą═ ½ŽŅ“ŅĒ-╠╗
ĀĀ ═Ó ²“Ņķ ÓĻÕ“Õ Ņ±¾∙Õ±“ŌļÕĒŅ ŅõĒŅŌÕņÕĒĒŅ ±ŅĻÓ∙ÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ
ĒÕŌ¹ÓßÓ“¹ŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ Ķ ’ĶĒ¾õĶ“Õļ³Ē¹ķ Ō¹ßŅ± Ķ§ Ō
’ŅļÕ“Õ ’Ņ±ļÕ ÓńõÕļÕĒĶ ±“¾’ÕĒÕķ ’ÕÕõ Ķ§ ’ÓõÕĒĶÕņ. ŽĶĒ¾õĶļ³ĒŅÕ ¾õÓļÕĒĶÕ
Ņ±“Ó“ĻŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ņ±¾∙Õ±“Ōļ ļŅ±³ õŌ¾ņ ÓńÓßŅ“ÓĒĒ¹ņĶ ņÕ“ŅõÓņĶ Ķ
Ņ±¾∙Õ±“ŌļÕĒĒ¹ņĶ ĒÓ ÓĻÕ“Ó§.
ĀĀ ŽÕŌ¹ķ ņÕ“Ņõ ±Ņ±“Ņ ļ Ō ŅõĒŅŌÕņÕĒĒŅņ Ō¹ßŅ±Õ µĶõĻŅķ Ķ ’ÓŅŌŅķ
¶Óń¹ ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕń õÕĒÓµĒ¹Õ Ķ ńÓ’ÓŌŅ„Ē¹Õ ĻļÓ’ÓĒ¹ ßÓĻŅŌ ĒÓ ’Ó±±ĶŌĒŅņ
¾„Ó±“ĻÕ ’ÓõÕĒĶ ±“¾’ÕĒĶ. ┬“ŅŅķ ņÕ“Ņõ ±Ņ±“Ņ ļ Ō ÓńõÕļ³ĒŅņ Ō¹ßŅ±Õ ĻŅņ’ŅĒÕĒ“ŅŌ
„ÕÕń õŌĶŃÓ“Õļ³.
ĀĀ ┬ ’ÕŌŅņ ŌÓĶÓĒ“Õ ß¹ļÓ ÓńÓßŅ“ÓĒÓ ±’Õ÷ĶÓļ³ĒÓ ÓŌ“ŅĒŅņĒÓ
±Ķ±“ÕņÓ ¾’ÓŌļÕĒĶ õÕĒÓµĒ¹ņĶ Ķ ńÓ’ÓŌŅ„ĒŅ-±ļĶŌĒ¹ņĶ ĻļÓ’ÓĒÓņĶĀ ßÓĻŅŌ ŅĻĶ±ļĶ“Õļ Ķ ŃŅ■„ÕŃŅ. čŅŅ“ŌÕ“±“Ō¾■∙Ķņ
ŅßÓńŅņ õŅÓßÓ“¹ŌÓļÓ±³ ±Ķ±“ÕņÓ ¾’ÓŌļÕĒĶ ÓĻÕ“¹ õļ ŅßÕ±’Õ„ÕĒĶ ¾’ÓŌļÕĒĶ
²“Ņķ õŅ’ŅļĒĶ“Õļ³ĒŅķ ±Ķ±“ÕņŅķ.
ĀĀ ┬Ņ Ō“ŅŅņ ŌÓĶÓĒ“Õ õŅÓßŅ“ĻÓ ÓĻÕ“¹ ±Ņ±“Ņ ļÓ Ō ĒÕńĒÓ„Ķ“Õļ³ĒŅķ
õŅÓßŅ“ĻÕ ±Ķ±“Õņ¹ ¾’ÓŌļÕĒĶ Ō „Ó±“ĶĀ
ĶńņÕĒÕĒĶ ļŅŃĶĻĶ ±ÓßÓ“¹ŌÓĒĶ ĒÕĻŅ“Ņ¹§ ĻļÓ’ÓĒŅŌĀ ĒÓ õŌĶŃÓ“ÕļÕ ’Ķ ÕŃŅ Ō¹Ļļ■„ÕĒĶĶ ’ÕÕõ
ÓńõÕļÕĒĶÕņ ±Ņ Ō“ŅŅķ ±“¾’ÕĒ³■ ĒŅ±Ķ“Õļ . ╬ĻĶ±ļĶ“Õļ³ Ō¹ßÓ±¹ŌÓļ± „ÕÕń ĻÓņÕ¾
±ŃŅÓĒĶ , Ņ ŃŅ■„ÕÕ „ÕÕń õÕĒÓµĒ¹Õ ĻļÓ’ÓĒ¹.
ĀĀ ┬ ’Ņ÷Õ±±Õ Ņ“ÓßŅ“ĻĶ ²“Ķ§ õŌ¾§ ņÕ“ŅõŅŌ ß¹ļŅ Ņ±¾∙Õ±“ŌļÕĒŅ °Õ±“³
’¾±ĻŅŌ õŅÓßŅ“ÓĒĒ¹§ ÓĻÕ“ ’Ņ ĻÓµõŅņ¾ Ķń ņÕ“ŅõŅŌ. ┬ ’ÕŌŅņ ņÕ“ŅõÕ ’Ķ ’ÓõÕĒĶĶ
Ņ±“ÓŌÓļĶ±³ ĒÕ¾õÓļÕĒĒ¹Õ Ņ±“Ó“ĻĶ ĻŅņ’ŅĒÕĒ“ŅŌ Ō õŌĶŃÓ“ÕļÕ, „“Ņ ¾ŌÕļĶ„ĶŌÓļŅ
ńÓŃ ńĒÕĒĶÕ ’ļŅ∙ÓõĶ ĻŅņ’ŅĒÕĒ“ÓņĶ Ķ ĒÕ±ĻŅļ³ĻŅ ¾ŌÕļĶ„ĶŌÓļŅ ’ļŅ∙Óõ³ Ó±±ÕŌÓĒĶ
’ÓõÕĒĶ ¶ÓŃņÕĒ“ŅŌ ±“¾’ÕĒĶ. ┴ŅļÕÕ ¾õÓ„Ē¹ņ ŅĻÓńÓļ± Ō“ŅŅķ ņÕ“Ņõ, ĻŅ“Ņ¹ķ Ķ ß¹ļ
’ĶĒ “ Ō Ņ±ĒŅŌĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ÓĻÕ“¹.
ĀĀ ŽĶ ŌĶń¾Óļ³ĒŅņ ĻŅĒ“ŅļÕ ’Ņ÷Õ±±Ó ’ÓõÕĒĶ ÓĻÕ“¹ ± õŅÓßŅ“ĻÓņĶ ’Ņ
Ō“ŅŅņ¾ ŌÓĶÓĒ“¾, ĒÓßļ■õÓļĶ±³ “Ņ„ĻĶ ņÕ÷Ó■∙Ķ§ Ō±’¹°ÕĻ, ĻŅ“Ņ¹Õ Ōļ ļĶ±³
±ļÕõ±“ŌĶÕņ ĒÕŅŃÓĒĶńŅŌÓĒĒŅŃŅ ŃŅÕĒĶ ±ņÕ±Ķ ŃŅ■„ÕŃŅ Ķ ŅĻĶ±ļĶ“Õļ ńÓ ±Ņ’ļÓņĶ
õŌĶŃÓ“Õļ ’Ķ ÓńõÕļ³ĒŅņ Ō¹ßŅ±Õ ĻŅņ’ŅĒÕĒ“ŅŌ. ┬ ņÕ±“Ó§ ’ÓõÕĒĶ Ó±“Ķ“Õļ³ĒŅ±“³
±Ņ§ÓĒĶļÓ Õ±“Õ±“ŌÕĒĒŅÕ ±Ņ±“Ņ ĒĶÕ, Ó Ō ¶ÓŃņÕĒ“Ó§ ±“¾’ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ ĒÕ
ŅßĒÓ¾µÕĒŅ. ŽŅ ’ŅŌÕõÕĒĒ¹ņ ńÓņÕÓņ Ō Ń¾Ē“Õ Ō ņÕ±“Õ ’ÓõÕĒĶ ŅĻÓńÓļŅ±³ 120 ¢ 460
ŃÓņņŅŌ ŃÕ’“ĶļÓ ’Ņ ±ÓŌĒÕĒĶ ± 45-54 ĻŃ. ŃÕ’“ĶļÓ ŅĻÓń¹ŌÓŌ°ÕŃŅ± Ō Ń¾Ē“Õ ’Ķ
’ÓõÕĒĶĶ ’ÕŌ¹§ ±“¾’ÕĒÕķ °“Ó“Ē¹§ ĶńõÕļĶķ, ĒÕ õŅÓßŅ“ÓĒĒ¹§ ±Õõ±“ŌÓņĶ
õÕ“ŅĻ±ĶĻÓ÷ĶĶ.
ĀĀ ═Õ ņÕĒÕÕ Ō’Õ„Ó“ļ ■∙ĶņĶ Õń¾ļ³“Ó“ÓņĶ ŅĻÓńÓļŅ±³ Ó±±ÕĶŌÓĒĶÕ “Ņ„ÕĻ
’ÓõÕĒĶ ¶ÓŃņÕĒ“ŅŌ ±“¾’ÕĒĶ. č§ÕņÓ ’ÓõÕĒĶ ¶ÓŃņÕĒ“ŅŌ ĒÕõŅÓßŅ“ÓĒĒ¹§ ±“¾’ÕĒÕķ
ßÕń Ķ§ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ’ĶŌÕõÕĒÓ ĒÓ ąĶ±. 3.6.1ą Ķń ĻŅ“ŅŅķ ŌĶõĒŅ, „“Ņ ²ļļĶ’±
Ó±±ÕĶŌÓĒĶ Ķ§ ’ÓõÕĒĶ ±Ņ±“ÓŌļ Õ“ 31§16 Ļņ. č§ÕņÓ ’ÓõÕĒĶ ¶ÓŃņÕĒ“ŅŌ
õŅÓßŅ“ÓĒĒ¹§ ±“¾’ÕĒÕķ ± ŌŌÕõÕĒĶÕņ Ķ§ õÕ“ŅĻ±ĶĻÓ÷ĶĶĀ ’ĶŌÕõÕĒÓ ĒÓĀ ąĶ±. 3.6.2ą
Ķń ĻŅ“ŅŅķ ŌĶõĒŅ, „“Ņ ²ļļĶ’± Ó±±ÕŌÓĒĶ Ķ§ ’ÓõÕĒĶ ĒÕĶńņÕĶņŅ ±ŅĻÓ“Ķļ± Ķ
±Ņ±“ÓŌĶļ Ō±ÕŃŅ 30§80 ņ.
ĀĀĀ čŅĻÓ∙ÕĒĶÕ ’ļŅ∙ÓõĶ ÓńļÕ“Ó ’Ķ ’ÓõÕĒĶĶ ¶ÓŃņÕĒ“ŅŌ 1-ķ ±“¾’ÕĒĶ,
± ŌŌÕõÕĒĶÕņ õÕ“ŅĻ±ĶĻÓ÷ĶĶ Ō ÕÕ ĻŅĒ±“¾Ļ÷Ķ■,Ā
ŅĻÓńÓļŅ±³ ŌÕ±³ņÓ ĒÕŅµĶõÓĒĒ¹ņ, õÓ Ļ “Ņņ¾ µÕ, ŅĻÓńÓŌ°Ķņ± Ā Õ∙Õ Ō “ÓĻĶ§ ńĒÓ„Ķ“Õļ³Ē¹§ ÓńņÕÓ§. ▌“Ó
’ļŅ∙Óõ³ ±ŅĻÓ“ĶļÓ±³ Ņ“ ±Ņ“ÕĒ ĻŌÓõÓ“Ē¹§ ĻĶļŅņÕ“ŅŌ õŅ ±Ņ“ÕĒ ĻŌÓõÓ“Ē¹§ ņÕ“ŅŌ.
└ĒÓļĶń ²“ŅŃŅ ŌļÕĒĶ ĒÕ ±ņŅŃ õÓ“³, ßŅļÕÕ ĶļĶ ņÕĒÕ, ŅßŅ±ĒŅŌÓĒĒŅŃŅ Ņß· ±ĒÕĒĶ
²“Ņņ¾ ŌļÕĒĶ■. ╬±“ÓÕ“± “Ņļ³ĻŅ ’Õõ’ŅļŅµĶ“³ ±ļÕõ¾■∙ÕÕ.
ĀĀĀ ŽĶ ’ÓõÕĒĶĶ ’ÕŌŅķ ±“¾’ÕĒĶ ŅĒÓ Ō±ÕŃõÓ ’ÓõÓÕ“ õŌĶŃÓ“Õļ ņĶ ŌĒĶń
ńÓ ±„Õ“ ĒĶµĒÕŃŅ Ó±’ŅļŅµÕĒĶ ÷ÕĒ“Ó “ µÕ±“ĶĀ
’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ ÷ÕĒ“¾ Ó²ŅõĶĒÓņĶ„Õ±ĻŅŃŅ õÓŌļÕĒĶ . ŽĶ ’ÓõÕĒĶĶĀ ±“¾’ÕĒĶ ßÕń ÕÕ õÕ“ŅĻ±ĶĻÓ÷ĶĶ, ŅĒÓ ’ÓõÓÕ“ ±
ĒÕŌ¹ÓßŅ“ÓĒĒ¹ņĶ Ņ±“Ó“ĻÓņĶ “Ņ’ļĶŌÓ Ō ßÓĻÓ§, ĻŅ“Ņ¹Õ Ō±Õ ŌÕņ Ņ±“Ó■“± Ō ßÓĻÓ§ Ķ
’Ķ ÕÕ ’ÓõÕĒĶĶ ²“Ķ ĻŅņ’ŅĒÕĒ“¹ “Ņ’ļĶŌÓ ’ÕÕ§Ņõ “ Ō Ń¾Ē“. ┬Ņ ŌÕņ ’ÓõÕĒĶ
±“¾’ÕĒĶ Ķ§ ŃŅÕĒĶ ĒÕ ’ŅĶ±§ŅõĶ“, ’Ķ ’ŅõļÕ“Õ Ļ ’ļŅ“Ē¹ņ ±ļŅ ņ Ó“ņŅ±¶Õ¹, Ķ
±“¾’ÕĒ³ Ō§ŅõĶ“ Ō ²“Ķ ±ļŅĶ ± ßŅļ³°Ņķ ±ĻŅŅ±“³■, „“Ņ Ķ ’ĶŌŅõĶ“ Ļ ÕÕ Óń¾°ÕĒĶ■
ŌĀ ŌÕ§ĒĶ§ ±ļŅ § Ó“ņŅ±¶Õ¹.. ┬ ±“¾’ÕĒĶ ±
õÕ“ŅĻ±ĶĻÓ÷ĶÕķ ’ŅĶ±§ŅõĶ“ ŃŅÕĒĶÕ Ō¹ßÓ±¹ŌÓÕņ¹§ ĻŅņ’ŅĒÕĒ“ŅŌ ńÓ ±Ņ’ļÓņĶ
õŌĶŃÓ“ÕļÕķ õŅ ÕÕ Ō§ŅõÓ Ō ’ļŅ“Ē¹Õ ±ļŅĶ Ó“ņŅ±¶Õ¹ Ķ ²“Ņ, ŌŅńņŅµĒŅ, ’ĶŌŅõĶ“ Ļ
ŌŅńĒĶĻĒŅŌÕĒĶ■ ĒÕĻŅ“ŅŅķ “ŅņŅń ∙Õķ ±Ķļ¹. ŪÓ ±„Õ“ ĒÕÕ ±ĻŅŅ±“³ ’ÓõÕĒĶ
¾ņÕĒ³°ÓÕ“± , Ķ ±“¾’ÕĒ³ Ō§ŅõĶ“ Ō ’ļŅ“Ē¹Õ ±ļŅĶ Ó“ņŅ±¶Õ¹ ± ņÕĒ³°Õķ ±ĻŅŅ±“³, „“Ņ
Ķ ’ĶŌŅõĶ“ Ļ “Ņņ¾, „“Ņ ±“¾’ÕĒ³ ÓńļÕ“ÓÕ“± ĒÓ ¶ÓŃņÕĒ“¹ ĒÕ Ō ŌÕ§ĒĶ§ ±ļŅ §
Ó“ņŅ±¶Õ¹, Ó ’Ķ ¾õÓÕ Ņ ńÕņļ■.
ĀĀĀ ┬ ’Ņ÷Õ±±Õ Ķ±±ļÕõŅŌÓĒĶķ Ķ ’ŅÕĻ“ĒŅ-ĻŅĒ±“¾Ļ“Ņ±ĻĶ§ ÓńÓßŅ“ŅĻ
ĒÓ ÓĻÕ“Õ ½ŽŅ“ŅĒ-╠╗ ¾õÓļŅ±³ ±¾∙Õ±“ŌÕĒĒŅ ±ĒĶńĶ“³ ÕÕ ŌÕõĒŅÕ ŌļĶ ĒĶÕ ĒÓ
ŅĻ¾µÓ■∙¾■ ±Õõ¾. ┬ŅńņŅµĒŅ±“³ ’Ņļ¾„ÕĒĶ Ā
“ÓĻŅŃŅ ²¶¶ÕĻ“Ó ß¹ļÓ Ņ÷ÕĒÕĒÓ Õ∙Õ õŅ ŌŌÕõÕĒĶ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ĒÓ ÓĻÕ“Õ ’¾“Õņ
’ŅŌÕõÕĒĶ ±’Õ÷ĶÓļ³Ē¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ, Ņ ĻŅ“Ņ¹§ ŃŅŌŅĶ“± õÓļÕÕ.
ĀĀĀĀ ╬±¾∙Õ±“ŌļÕĒĒ¹Õ “Õ§ĒĶ„Õ±ĻĶÕ Õ°ÕĒĶ Ķ ’Ņļ¾„ÕĒĒ¹ķ ’ŅļŅµĶ“Õļ³Ē¹ķ
²¶¶ÕĻ“ ĒÓ ²“Ņķ ÓĻÕ“Õ ĶńļŅµÕĒĀ ĒÓ
±“.122 Ō ÓßŅ“Õ [94]. ▌“Ó ÓßŅ“Ó ’Ņ õÕ“ŅĻ±ĶĻÓ÷ĶĶ, Ņ±¾∙Õ±“ŌļÕĒĒÓ Ā ĒÓ ą═ ½ŽŅ“ŅĒ -╠╗, ¾õŅ±“ŅÕĒÓ ŽÕņĶĶ
’ÓŌĶ“Õļ³±“ŌÓ ąŅ±±ĶĶ.
Ā
Ā3.6.3Ā ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±Ó
±Ņ¾õÓÕĒĶÕ Ņ ńÕņļ■ ņŅõÕļ³Ē¹§
ĀĀĀĀĀĀĀĀĀĀĀ ÕņĻŅ±“Õķ, ±ŅõÕµÓ∙Ķ§
ĻŅņ’ŅĒÕĒ“¹ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ.
Ā ▌Ļ±’ÕĶņÕĒ“¹ ’ŅŌŅõĶļĶ±³ ’¾“Õņ ±ßÓ±¹ŌÓĒĶ ± Ō¹±Ņ“¹ ±“ÕĻļ ĒĒ¹§
Óņ’¾ļ ± ŅĻĶ±ļĶ“ÕļÕņ └ę Ķ ŃÕ’“ĶļŅņ, ± ÓńļĶ„Ē¹ņ Ķ§ ŌńÓĶņĒ¹ņ Ó±’ŅļŅµÕĒĶÕņ, Ķ
ńÓņÕ ļĶ±³Ā Ņ’ÕõÕļÕĒĒ¹Õ ’ÓÓņÕ“¹ ’Ķ
Ķ§ ±Ņ¾õÓÕĒĶĶ ± Ń¾Ē“Ņņ. č§ÕņÓ ²Ļ±’ÕĶņÕĒ“Ó Ķ ’Ņļ¾„ÕĒĒ¹Õ ńĒÓ„ÕĒĶ ńÓņÕ Õņ¹§
’ÓÓņÕ“ŅŌ ’ĶŌÕõÕĒ¹ ĒÓ Ķ±¾ĒĻÕ ąĶ±. 3.6.3.ą. , Ķń ÓĒÓļĶńÓ ĻŅ“Ņ¹§ ņŅµĒŅ
±õÕļÓ“³ ±ļÕõ¾■∙ĶÕ Ō¹ŌŅõ¹ [24].
ĀĀ ŽĶ Ó±’ŅļŅµÕĒĶĶ ÕņĻŅ±“Õķ
± ĻŅņ’ŅĒÕĒ“ÓņĶ õŅņ, „“Ņ ±ŅŅ“ŌÕ“±“Ō¾Õ“ ÕÓļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ, ’Ķ ±Ņ¾õÓÕĒĶĶ Ņ
ńÕņļ■ ’ŅĶ±§ŅõĶ“ Ķ§ Ō¹ŃŅÓĒĶÕ, ÓńļÕ“ Ķ ’ŅĒĶĻĒŅŌÕĒĶÕ Ō Ń¾Ē“. ┬ ńŅĒÕ ŃŅÕĒĶ
ĒÓļĶ„ĶÕ ŃÕ’“ĶļÓ Ō Ń¾Ē“Õ ĒÕ ŅßĒÓ¾µÕĒŅ, Ó ŅĻĶ±ļĶ“Õļ ŅßĒÓ¾µÕĒ¹ ±ļÕõ¹.
ĀĀĀ ▌“Ņ“ ²Ļ±’ÕĶņÕĒ“ ’ŅĻÓńÓļ, „“Ņ ’Ķ ’ÓõÕĒĶĶ ±“¾’ÕĒĶ ßÕń
õÕ“ŅĻ±ĶĻÓ÷ĶĶ ńĒÓ„Ķ“Õļ³ĒÓ „Ó±“³ ĻŅņ’ŅĒÕĒ“ŅŌ ß¾õÕ“ Ō¹ŃŅÓ“³, „“Ņ Ķ
’Ņõ“ŌÕõĶļŅ±³, ńÓ“Õņ ’Ķ Ņß±ļÕõŅŌÓĒĶĶ ņÕ±“ ’ÓõÕĒĶ “ÓĻĶ§ ±“¾’ÕĒÕķ, Ņ „Õņ ß¹ļŅ
±ĻÓńÓĒŅ Ō ’Õõ¹õ¾∙Õņ ÓńõÕļÕ.
ĀĀ ŽŅŌÕõÕĒĒŅÕ Ķń¾„ÕĒĶÕ ±ĻŅŅ±“Ķ ’ŅĒĶĻĒŅŌÕĒĶ ŃÕ’“ĶļÓ Ō Ń¾Ē“Ā ’Ķ ÕŃŅ ’ŅļĶŌÕ ßÕń ŃŅÕĒĶ ’ŅĻÓńÓļŅ, „“Ņ
±ĻŅŅ±“³ ÕŃŅ ’ŅĒĶĻĒŅŌÕĒĶ Ņ„ÕĒ³ Ō¹±ŅĻÓ Ķ „ÕÕń ±¾“ĻĶ ¾µÕ ±“ÓßĶļĶńĶ¾Õ“± ĒÓ
ŅõĒŅņ ¾ŅŌĒÕ, ŌÕļĶ„ĶĒÓ ĻŅ“ŅŅŃŅ ß¾õÕ“ ńÓŌĶ±Õ“³ Ņ“ Ķ±§ŅõĒŅķ ŌÕļĶ„ĶĒ¹
’ŅļĶŌÓÕņŅŃŅ ĻŅņ’ŅĒÕĒ“Ó.
Ā3.6.4.ĀĀ ė“ĶļĶńÓ÷Ķ ŃÕ’“ĶļÓ
Ā ├Õ’“Ķļ Ōļ Õ“± Ō¹±ŅĻŅ “ŅĻ±Ķ„Ē¹ņ ’Ņõ¾Ļ“Ņņ, Ó ’Ķ ÕŃŅ ŅßŌŅõĒÕĒĶĶ
ŅĒ Ōļ Õ“± Ķ ĻŅŅńĶŅĒĒŅ Ņ’Ó±Ē¹ņ ŌÕ∙Õ±“ŌŅņ. ┬ ±“ÓĒÕ ¾ ĒÓ± ’ŅĶńŌÕõÕĒŅ Ķ
ĒÓĻŅ’ļÕĒŅ õÕ± “ĻĶ “¹± „ “ŅĒĒ ŃÕ’“ĶļÓ ’Ņ±ļÕ ±ļĶŌÓ “Ņ’ļĶŌÓ Ķń ±Ē “¹§ ± õÕµ¾±“ŌÓ
ßŅÕŌ¹§ ÓĻÕ“ Ķ ŅĒ õŅļµÕĒ §ÓĒĶ“³± ŌÕ„ĒŅ ĒÓ ŌŅĶĒ±ĻĶ§ ±ĻļÓõÓ§, ĒÓ „“Ņ
ńÓ“Ó„ĶŌÓ■“± ŃŅņÓõĒ¹Õ ±Õõ±“ŌÓ.
ĀĀĀ ▌“Ó ’ŅßļÕņÓ Ō 70 ŃŅõÓ§ Ō¹ńŌÓļÓ Ļ µĶńĒĶ ’ŅĶ±ĻĶ ņÕ“ŅõŅŌ Ķ
±Õõ±“Ō ’ÕÕÓßŅ“ĻĶ ŃÕ’“ĶļÓ Ō ßÕńŌÕõĒ¹Õ ŌÕ∙Õ±“ŌÓ. └Ō“Ņ õÓĒĒŅķ ÓßŅ“¹Ā “ŅŃõÓ ’ĶŌļÕĻ Ļ ÕÕ Õ°ÕĒĶ■ ±’Õ÷ĶÓļĶ±“ŅŌ
§Ķņ¶ÓĻÓ ╠├ė. ╩ “Ņņ¾ ŌÕņÕĒĶ ¾“ĶļĶńÓ÷Ķ ŃÕ’“ĶļÓ ’ŅĶńŌŅõĶļÓ±³ ’¾“Õņ ÕŃŅ ±µĶŃÓĒĶ
Ō ’ÓÓ§ ĻÕŅ±ĶĒÓ. ═Ó ±µĶŃÓĒĶÕ ŅõĒŅŃŅ ĻĶļŅŃÓņņÓ ŃÕ’“ĶļÓ Ó±§ŅõŅŌÓļŅ±³ Õ∙Õ
õÕ± “³ ĻĶļŅŃÓņņŅŌ ĻÕŅ±ĶĒÓ, ĒŅ, ŃļÓŌĒŅÕ, ’Ķ ±µĶŃÓĒĶĶ ŃÕ’“ĶļÓ Ō Ó“ņŅ±¶ÕÕ
ŅßÓńŅŌ¹ŌÓ■“± Õ∙Õ ßŅļÕÕ “ŅĻ±Ķ„Ē¹Õ Ķ ŌÕõĒ¹Õ ŌÕ∙Õ±“ŌÓ, „Õņ ±Óņ ŃÕ’“Ķļ.
č“ÓŌĶļÓ±³ ńÓõÓ„Ó ÓńÓßŅ“Ó“³ ņÕ“Ņõ Ķ ÕµĶņ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅŃŅ ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ
ĒÓ ĒÕ“ŅĻ±Ķ„Ē¹Õ ’Ņõ¾Ļ“¹ ± ’ŅõßŅŅņ ĒÕŅߧŅõĶņŅŃŅ ĻÓ“ÓļĶńÓ“ŅÓ õļ ²“ŅŃŅ
’Ņ÷Õ±±Ó.
ĀĀ ═Ó §Ķņ¶ÓĻÕ “ÓĻÓ ńÓõÓ„Ó ß¹ļÓ Õ°ÕĒÓ ĻÓĒõĶõÓ“Ņņ §ĶņĶ„Õ±ĻĶ§ ĒÓ¾Ļ
┬.┬.╦¾ĒĶĒ¹ņ,Ā Ē¹ĒÕ ÓĻÓõÕņĶĻŅņ ą└═ Ķ
Ōļ ■∙Ķņ± Ā õÕĻÓĒŅņ §Ķņ¶ÓĻÓ. ęŅŃõÓ ß¹ļŅ
ÓńÓßŅ“ÓĒŅ õŌÓ ’Ņ÷Õ±±Ó Ķ õŌÓ “Ķ’Ó ĻÓ“ÓļĶńÓ“ŅŅŌ, ĒÓ ŅßÓ Ķń ĻŅ“Ņ¹§ ß¹ļĶ
’Ņļ¾„ÕĒ¹ ÓŌ“Ņ±ĻĶÕ ±ŌĶõÕ“Õļ³±“ŌÓ ĒÓ ĶńŅßÕ“ÕĒĶ [ 25,26 ]. ▌’Ņ’Õ õÓļ³ĒÕķ°Ķ§ ±Ņß¹“Ķķ
± ¾“ĶļĶńÓ÷ĶÕķ ŃÕ’“ĶļÓ,Ā ÓńŌÕĒ¾Ō°Ó ±
¾µÕ Ō ¹ĒŅ„ĒŅÕ ŌÕņ , õŅ±“Ó“Ņ„ĒŅ ’ŅõŅßĒŅ Ņ’Ķ±ÓĒÓ ĒÓ ±“.115 Ō ÓßŅ“Õ [ 27].
╬±ĒŅŌĒŅÕ Ķń ĒÕÕ ±ļÕõ¾■∙ÕÕ.
ĀĀ ┬ 1992 ŃŅõ¾ ÓŌ“Ņ ’ÕõļŅµĶļ ┬Ņķ±ĻÓņ “¹ļÓ, ¾ ĻŅ“Ņ¹§ §ÓĒĶ“±
ŃÕ’“Ķļ, ±ŌŅĶ ¾±ļ¾ŃĶ ’Ņ ’ÕÕÓßŅ“ĻÕ ŃÕ’“ĶļÓ ĒÓ Ņ±ĒŅŌÕ ¾’ŅņĶĒÓŌ°Ķ§± ņÕ“ŅõŅŌ. ═Ņ
“ŅŃõÓ, ĻÓĻ ĻÓńÓļŅ±³,Ā “Óņ ĒÕ
Ņ“ÕÓŃĶŅŌÓļĶ ĒÓ ²“Ņ ’ÕõļŅµÕĒĶÕ. ┬ŅńÓµÓ Ņ ńÓņÕĒÕ µĶõĻŅ±“Ē¹§ ßŅÕŌ¹§ ÓĻÕ“ ĒÓ
“ŌÕõŅ“Ņ’ļĶŌĒ¹Õ ÓĻÕ“¹,Ā Ķ ĒÕ ’Ņļ¾„ĶŌ
Ņ“ŌÕ“Ó Ņ“ ┬Ņķ±Ļ “¹ļ¹ ’Ņ ÓńļŅµÕĒĶ■ ŃÕ’“ĶļÓ, ÓŌ“Ņ ’ÕõļŅµĶļ Ō ±ŌŅÕķ Ņ’¾ßļĶĻŅŌÓĒĒŅķ
±“Ó“³Õ Ō 1992 ŃŅõ¾ [ 28 ], ±ĒĶņÓÕņ¹Õ ± õÕµ¾±“ŌÓ µĶõĻŅ±“Ē¹Õ ÓĻÕ“¹ ’ÕÕõÕļ¹ŌÓ“³
Ō ¾±“ÓĒŅŌĻĶ ’Ņ ’ÕÕÓßŅ“ĻÕ Ņ“§ŅõŅŌ µĶŌŅ“ĒŅŌŅõ±“ŌÓ Ō ¾õŅßÕĒĶ Ķ ’Ņ’¾“Ē¹ķ ŃÓń,
ÓĀ ĒÕ ¾ĒĶ„“ŅµÓ“³ Ķ§ Ķ ¾“ĶļĶńĶŅŌÓ“³
±ļĶŌÓÕņ¹ķ ± ÓĻÕ“ ŃÕ’“Ķļ.
ĀĀĀ ŽÕŌ¹Õ ’ŅŌÕõÕĒĒ¹Õ Ļ “Ņņ¾ ŌÕņÕĒĶ ’Õõ’ŅÕĻ“Ē¹Õ ’ŅÓßŅ“ĻĶ Ō ╩┴
½čÓļ■“╗ ’ŅĻÓńÓļĶ ’ĶĒ÷Ķ’ĶÓļ³Ē¾■ ŌŅńņŅµĒŅ±“³ “ÓĻŅķ ’ÕÕÓßŅ“ĻĶ ÓĻÕ“ Ķ ’ŅĻÓńÓļĶ
ÕÕ ’Õ±’ÕĻ“ĶŌĒŅ±“³. ═¹ĒÕ, ¾ ĒÓ± “ÓĻ Ķ ĒÕ ’Ņ ŌĶļĶ±³ Ō ±Õļ³±ĻŅņ §Ņń ķ±“ŌÕ
’ŅõŅßĒ¹Õ ¾±“ÓĒŅŌĻĶ õÓµÕ Ō ŅŃÓĒĶ„ÕĒĒŅņ ĻŅļĶ„Õ±“ŌÕ Ķ ĒÕ “Ņļ³ĻŅ ’ÕÕõÕļÓĒĒ¹§ Ķń
ÓĻÕ“.Ā ═Ó ńÓ’ÓõÕ ²“Ó “Õ§ĒŅļŅŃĶ Ā ĒÓ°ļÓ °ĶŅĻŅÕ ’ĶņÕĒÕĒĶÕ, Ó ¾ ĒÓ± ņĶļļĶŅĒ¹
“ŅĒĒ “ÓĻĶ§ Ņ“§ŅõŅŌ ’ŅõŅļµÓ■“ ńÓŃ ńĒ “³ ’Ņ„Ō¾ Ķ ŌŅõŅÕņ¹. ├Õ’“Ķļ Ō ±“Ó“³Õ,
’ÕõļÓŃÓļŅ±³ ’ÕÕÓßÓ“¹ŌÓ“³ Ō ĒÕ“ŅĻ±Ķ„Ē¹Õ ŌÕ∙Õ±“ŌÓ, ± ’ŅņŅ∙³■ ĒÓ°Ķ§
ÓńÓßŅ“ÓĒĒ¹§ ņÕ“ŅõŅŌ, Ķ Ō ±“Ó“³Õ ß¹ļĶ ’ĶŌÕõÕĒ¹ ĒÓĶņÕĒŅŌÓĒĶ ĒÕ“ŅĻ±Ķ„Ē¹§
’Ņõ¾Ļ“ŅŌ, ’Ņļ¾„ÓÕņ¹§ ’Ņ±ļÕ ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ.Ā
ĀĀ ╚ń ┬Ņķ±Ļ “¹ļÓ ÓŌ“Ņ¾ Ō “Ņ ŌÕņ ĒÕ ’Ņ±ļÕõŅŌÓļ Ņ“ŌÕ“ ’Ņ
’ÕõļŅµÕĒĶ■ Ņ ÓńļŅµÕĒĶĶ ŃÕ’“ĶļÓ, ĒŅ ńÓ ÕŃŅ ±’ĶĒŅķ “Óņ ÓńŌÕĒ¾ļĶ ß¾Ē¾■
õÕ “Õļ³ĒŅ±“³. ▌“Ņ ±“ÓļŅ ĶńŌÕ±“ĒŅ Ķń ’Õ±±¹ Ō 1996 ŃŅõ¾. ┬ õÕ ŃÓńÕ“ ß¹ļŅ
±ŅŅß∙ÕĒŅ, „“Ņ õļ ²“ŅŃŅ ŅĒĶĀ ’ĶŌļÕĻļĶ
ÓņÕĶĻÓĒ÷ÕŌ, ńÓĻļ■„ĶļĶ ± ĒĶņĶ ĻŅĒ“ÓĻ“ Ķ ’Ņļ¾„ĶļĶ Ņ“ ĒĶ§ 25 ņĶļļĶŅĒŅŌ õŅļļÓŅŌ
ĒÓ ²“Ņ õÕļŅ. └ņÕĶĻÓĒ÷¹ õŅļµĒ¹ ß¹ļĶ ÓńÓßŅ“Ó“³ Ķ ’Ņ±“ÓŌĶ“³ “Ķ ĻŅļŅĒĻĶ õļ
ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ. ┬ĒÓ„ÓļÕ, Ō ńÓĻļ■„ÕĒĒŅņ ĻŅĒ“ÓĻ“Õ, ŅĒĶ §Ņ“ÕļĶ ŃÕ’“Ķļ
±µĶŃÓ“³, ĒŅ ’Ņ±ļÕ ’¾ßļĶĻÓ÷ĶĶ ±“Ó“³Ķ ÓŌ“ŅÓ Ō 1992 ŃŅõ¾ Ņ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅņ ņÕ“ŅõÕ,
ŃõÕ ß¹ļ ¾ĻÓńÓĒ ±Ņ±“ÓŌ ’Ņļ¾„ÓÕņ¹§ ’Ņõ¾Ļ“ŅŌ, Ķņ ĒÕ ±Ņ±“ÓŌļ ļŅ ĒĶĻÓĻŅŃŅ “¾õÓ
ÓńÓßŅ“Ó“³ ±ŌŅķ ĻÓ“ÓļĶ“Ķ„Õ±ĻĶķ ņÕ“Ņõ ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ ŌĀ ±’Õ÷ĶÓļ³Ē¹§ ĻŅļŅĒĻÓ§. ╚§ ’Õõ’ŅļÓŃÓļŅ±³
¾±“ÓĒŅŌĶ“³ ŌĒÓ„ÓļÕ Ō čÕŃĶÕŌŅņ ŽŅ±ÓõÕ, ĒŅ ńÕļÕĒ¹Õ ĒÕ ’ŅńŌŅļĶļĶ ²“Ņ ±õÕļÓ“³.
ŽŅ“Ņņ Ķ§ §Ņ“ÕļĶ ¾±“ÓĒŅŌĶ“³ Ō ╩Ó±ĒŅ ±ĻÕ. ═Ņ Ķ “Óņ ²“Ņ Ō¹ńŌÓļŅ ĒÕõŅŌŅļ³±“ŌŅ.
ėńĒÓŌ Ņß ²“Ņņ Ķń ’Õ±±¹, ÓŌ“Ņ ĒÓ’Ķ±Óļ ĒŅŌ¾■ ±“Ó“³■ Ō ŃÓńÕ“¾ ½ŽÓŌõÓ╗ [ 29 ]
±Ā Ņ’Ķ±ÓĒĶÕņ Ō±Õķ ²“Ņķ ĒÕ’ĶŃļ õĒŅķ
’ŅõŅ’ļÕĻĶ ± ¾“ĶļĶńÓ÷ĶÕķ ŃÕ’“ĶļÓ. ŽŅ±ļÕ ²“ŅŃŅ ’Õ„Ó“³, ĻÓĻ Ō Ņ“ ŌŅõ¹ ĒÓßÓļÓ ’Ņ
õÓĒĒŅņ¾ ŌŅ’Ņ±¾, Ķ ĒÕ ĶńŌÕ±“ĒŅ, „Õņ ńÓĻŅĒ„ĶļŅ±³ õÕļŅ ± ÓńļŅµÕĒĶÕņ ŃÕ’“ĶļÓ.
ęÕĻ±“¹ ¾’ŅņĶĒÓŌ°Ķ§± ±“Ó“Õķ ’ĶŌÕõÕĒ¹ Ō ÓßŅ“ÕĀĀĀĀĀ [ 27 ] ĒÓ ±“ÓĒĶ÷Ó§ 116 Ķ 117.
ĀĀ ┬ ńÓĻļ■„ÕĒĶÕ õÓĒĒŅŃŅ ÓńõÕļÓ ±ļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ŌŌÕõÕĒĶÕ
õÕ“ŅĻ±ĶĻÓ÷ĶĶ Ķ Óņ’¾ļĶńÓ÷ĶĶ Ō ĻŅĒ±“¾Ļ÷Ķ■ µĶõĻŅ±“Ē¹§ ÓĻÕ“ ± “ŅĻ±Ķ„Ē¹ņĶ
ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌ, ±õÕļÓļÓ ²“Ķ ÓĻÕ“¹ ’ÓĻ“Ķ„Õ±ĻĶ ßÕńŅ’Ó±Ē¹ņĶ ĒÓ Ō±Õ§ ²“Ó’Ó§
Ō ’Ņ÷Õ±±Õ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ Ō ²“Ņķ „Ó±“Ķ ±ÓŌĒ ļÓ Ķ§ ± “ŌÕõŅ“Ņ’ļĶŌĒ¹ņĶ
ÓĻÕ“ÓņĶ. └ ŌŅ“ ’Ņ ŌÕõĒŅ±“Ķ Ō ’Ņ÷Õ±±Õ ’ŅļÕ“Ó “ŌÕõŅ“Ņ’ļĶŌĒ¹Õ ÓĻÕ“¹
ńĒÓ„Ķ“Õļ³ĒŅ ßŅļ³°Õ Ō¹õÕļ ■“ “ŅĻ±Ķ„Ē¹§ ŌÕ∙Õ±“Ō Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ “Ņ’ļĶŌ. ╩
“Ņņ¾ µÕ, ’Ķ ¾“ĶļĶńÓ÷ĶĶ µĶõĻĶ§ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ Ķ§ ņŅµĒŅ ’ÕÕÓßÓ“¹ŌÓ“³ Ō
’ŅļÕńĒ¹Õ ’Ņõ¾Ļ“¹, Ó “ŌÕõ¹Õ “Ņ’ļĶŌÓ ĒÕ ß¾õ¾“ ĒÓ§ŅõĶ“³ “ÓĻŅŃŅ ’ĶņÕĒÕĒĶ ’Ķ Ķ§
¾“ĶļĶńÓ÷ĶĶ.
ĀĀ ŽŅ²“Ņņ¾, Ō Ń õ¾∙ĶÕ ŌÕņÕĒÓ Ó“ŅņĒŅÕ Ņ¾µĶÕ ĒÕ Ķ±„ÕńĒÕ“ Ķ ÓĻÕ“¹
Ō±Õ ÓŌĒŅ ß¾õ¾“ ĒÕŅߧŅõĶņ¹ õļ ¾±“Ó°ÕĒĶ ’ŅļĶ“ĶĻŅŌ, ± “Õņ, „“Ņß¹ ŅĒĶ Ķ§
ĒĶĻŅŃõÓ ĒÕ ’ĶņÕĒĶļĶ. ęŅŃõÓ Ē¾µĒŅ ß¾õÕ“ ŌĒŅŌ³ ŌÕĒ¾“³± Ļ µĶõĻŅ±“Ē¹ņ ßŅÕŌ¹ņ
ÓĻÕ“Óņ Ķ ’ÕĻÓ“Ķ“³ ĶńŃŅ“ÓŌļĶŌÓ“³ “ŌÕõŅ“Ņ’ļĶŌĒ¹Õ, „“Ņ Ō ±ŌŅ■ Ņ„ÕÕõ³,
’ŅńŌŅļĶ“ ńÓŌŅõ¹ ĶńŃŅ“ÓŌļĶŌÓ■∙ĶÕ “ŌÕõ¹Õ “Ņ’ļĶŌÓ Ķ ÓĻÕ“¹ ĒÓ “ÓĻŅņ “Ņ’ļĶŌÕ,
’ÕÕŅĶÕĒ“ĶŅŌÓ“³ ĒÓ Ō¹’¾±Ļ ßŅļÕÕ ’ŅļÕńĒŅķ ’Ņõ¾Ļ÷ĶĶ.
3.7.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ.
1.Ā ŽĶŌÕõÕĒ ±Ņ±“ÓŌ Ķ ’ÓÓņÕ“¹ Ó“ņŅ±¶Õ¹ õŅ Ō¹±Ņ“¹ ĒÓ§ŅµõÕĒĶ
ŅńŅĒĒŅŃŅ ±ļŅ ŪÕņļĶ, Ó±’ŅļÓŃÓ■∙ÕŃŅ± ĒÓ Ō¹±Ņ“Ó§ Ņ“ 15 õŅ 50 ĻĶļŅņÕ“ŅŌ, ±
ņÓĻ±ĶņÓļ³ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķĀ ĒÓ Ō¹±Ņ“Õ 20-25
Ļņ., Ō ĻŅ“ŅŅņ “Ņļ∙ĶĒÓ ±Ņß±“ŌÕĒĒŅ ŅńŅĒĒŅŃŅ ±ļŅ , ’ĶŌÕõÕĒĒŅŃŅ Ļ ĒŅņÓļ³Ē¹ņ
õÓŌļÕĒĶ■ Ķ “Õņ’ÕÓ“¾Õ, ±Ņ±“ÓŌļ Õ“ Ō±ÕŃŅ 0,4 ±ņ.
2. ąÓ±±ņŅ“ÕĒ¹ ÷ĶĻļĶ„Õ±ĻĶÕ
’Ņ÷Õ±±¹ Õ±“Õ±“ŌÕĒĒŅŃŅ Óń¾°ÕĒĶ ŅńŅĒĒŅŃŅ ±ļŅ Ō ŌĶõÕ ĻĶ±ļŅŅõĒŅŃŅ, §ļŅĒŅŃŅ,
ÓńŅ“ĒŅŃŅ Ķ ŌŅõŅŅõĒ¹§ ÷ĶĻļŅŌ Ķ ’ŅĻÓńÓĒŅ, „“Ņ ÓńŅ“Ē¹ķ Ķ §ļŅĒ¹ķ ÷ĶĻļ¹ Óń¾°ÕĒĶ
ŅńŅĒÓ Ōļ ■“± ’ÕŅßļÓõÓ■∙ĶņĶ
3. ŽĶŌÕõÕĒ ±Ņ±“ÓŌ “ŅĻ±Ķ„Ē¹§
’Ņõ¾Ļ“ŅŌ õŌĶŃÓ“ÕļÕķ ±ÓņŅļÕ“ŅŌ Ķ ÓĻÕ“ Ķ ’ŅĻÓńÓĒŅ ±ļÓßŅÕ ŌļĶ ĒĶÕ Ķ§ ±¾ņņÓĒŅŃŅ
Ō¹õÕļÕĒĶ Ā ĒÓ ’Ņ÷Õ±± ÓńļŅµÕĒĶ
ŅńŅĒĒŅŃŅ ±ļŅ .
4. ŽŅĻÓń¹ŌÓÕ“± ’ÕĶņ¾∙Õ±“ŌŅ
ÓĻÕ“ ĒÓ ’ÓÕ µĶõĻŅŃŅ “Ņ’ļĶŌÓ └ę + ═─╠├ ’Ņ ±ÓŌĒÕĒĶ■ ± ÓĻÕ“ÓņĶ ĒÓ ĻĶ±ļŅŅõÕ ±
ĻÕŅ±ĶĒŅņ Ķ ± “ŌÕõŅ±ņÕ±ÕŌ¹ņĶ “Ņ’ļĶŌÓņĶ, ¾ ĻŅ“Ņ¹§ ’Ņ÷ÕĒ“ Ō¹õÕļÕĒĶ “ŅĻ±Ķ„Ē¹§
ŌÕ∙Õ±“Ō Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ “Ņ’ļĶŌÓ Ō ’ÕÕ±„Õ“Õ ĒÓ ŅĻĶ±Õļ ¾ŃļÕŅõÓ ±Ņ±“ÓŌļ ■“
±ŅŅ“ŌÕ“±“ŌÕĒĒŅ:Ā 2,68;Ā 24,11;Ā
78,0.
5. ╚ńļÓŃÓ■“± ÓńÓßŅ“ÓĒĒ¹Õ
ņÕ“Ņõ¹ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ÓĻÕ“-ĒŅ±Ķ“ÕļÕķ ĒÓ ±“ÓõĶĶ ńÓ’ÓŌĻĶ. ’ŅļÕ“Ó ĶĀ ’ÓõÕĒĶ Ņ“ÓßŅ“ÓĒĒ¹§ ±“¾’ÕĒÕķ. ╬’Ķ±¹ŌÓ■“±
ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ ņÕ“Ņõ¹, Ņ±¾∙Õ±“ŌļÕĒĒ¹Õ ĒÓ ÓĻÕ“Õ ¢ ĒŅ±Ķ“ÕļÕ ½ŽŅ“ŅĒ-╠╗ ĒÓ ĻÓµõŅņ
Ķń Ķ§ ²“Ó’ŅŌ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
5. ŽŅĻÓń¹ŌÓÕ“± , „“Ņ
’ĶņÕĒÕĒĒÓ õÕ“ŅĻ±ĶĻÓ÷Ķ ĒÓ ą═ ½ŽŅ“ŅĒ-╠╗ ņÕ“ŅõŅņĀ ¾õÓļÕĒĶ ĒÕŌ¹ÓßÓ“¹ŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ “Ņ’ļĶŌÓ ’¾“Õņ ’Ņõ¾ŌĻĶ
ßÓĻŅŌĀ „ÕÕń ĻļÓ’ÓĒ¹ õŌĶŃÓ“ÕļÕķ ĒÓ
±“ÓõĶĶ ’ÓõÕĒĶ 1-1 ±“¾’ÕĒĶ, ’ĶŌŅõĶ“ Ļ “Ņņ¾, „“Ņ ’ÓõÕĒĶÕ ±“¾’ÕĒĶ ’ŅĶ±§ŅõĶ“ ßÕń
ÕÕ Óń¾°ÕĒĶ Ō ’ŅļÕ“Õ, Ó ’Ķ ¾õÓÕ Ņ ńÕņļ■ ÓńßŅ±ÓĒĒ¹Õ ÕÕ ¶ÓŃņÕĒ“¹
Ó±’ŅļÓŃÓÕ“± ĒÓ ’ļŅ∙ÓõĶ 30§80 ņ. ŌņÕ±“Ņ 16§31 Ļņ., „“Ņ ĶņÕÕ“ ņÕ±“Ņ õļ ą═
½ŽŅ“ŅĒ-╩╗. ĒÓ ĻŅ“ŅŅņ Ņ“±¾“±“Ō¾Õ“ ÕŃŅ õÕ“ŅĻ±ĶĻÓ÷Ķ . ╩ŅļĶ„Õ±“ŌŅ ’ŅĒĶĻ°ÕŃŅ
ŃÕ’“ĶļÓ Ō ńÕņļ■ ĒÓ ņÕ±“Õ ’ÓõÕĒĶ
-ķ ±“¾’ÕĒĶ õļ ą═ ½ŽŅ“ŅĒ-╠╗
±Ņ±“ÓŌļ Õ“ 120 - 160 ŃÓņņŅŌ ŌņÕ±“Ņ 45 - 54 ĻŃ õļ ą═ ½ŽŅ“ŅĒ-╩╗.
6. ─ÓÕ“± Ņ’Ķ±ÓĒĶÕ Ē¹ĒÕ°ĒÕķ
Ķ±“ŅĶĶ ± ¾“ĶļĶńÓ÷ĶÕķ ŃÕ’“ĶļÓ, ’Õõ’ĶĒ “Ó ¾ ĒÓ± ± ’ĶŌļÕ„ÕĒĶÕņ ÓņÕĶĻÓĒ÷ÕŌ Ķ
Ō¹õÕļÕĒĶ ĶņĶ 25 ņĶļļĶŅĒŅŌ õŅļļÓŅŌ ĒÓ ²“Ķ ÷ÕļĶ,Ā ’¾“Õņ Ķ±’Ņļ³ńŅŌÓĒĶ ņÕ“ŅõÓ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅŃŅ ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ ĒÓ
ĒÕ“ŅĻ±Ķ„Ē¹Õ ’Ņõ¾Ļ“¹, ÓńÓßŅ“ÓĒĒŅŃŅ ĶņĶ ĒÓ ’ĶņÕÕ “ÓĻŅŃŅ µÕ ņÕ“ŅõÓ,
ÓńÓßŅ“ÓĒĒŅŃŅ Ō 70-§ ĒÓ §Ķņ¶ÓĻÕ ╠├ė.
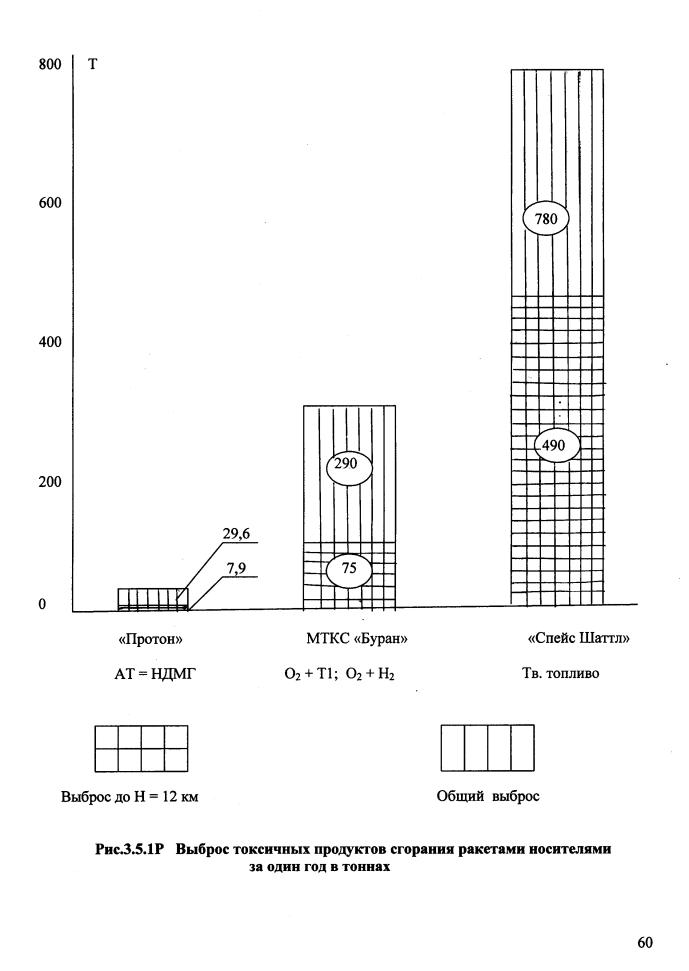
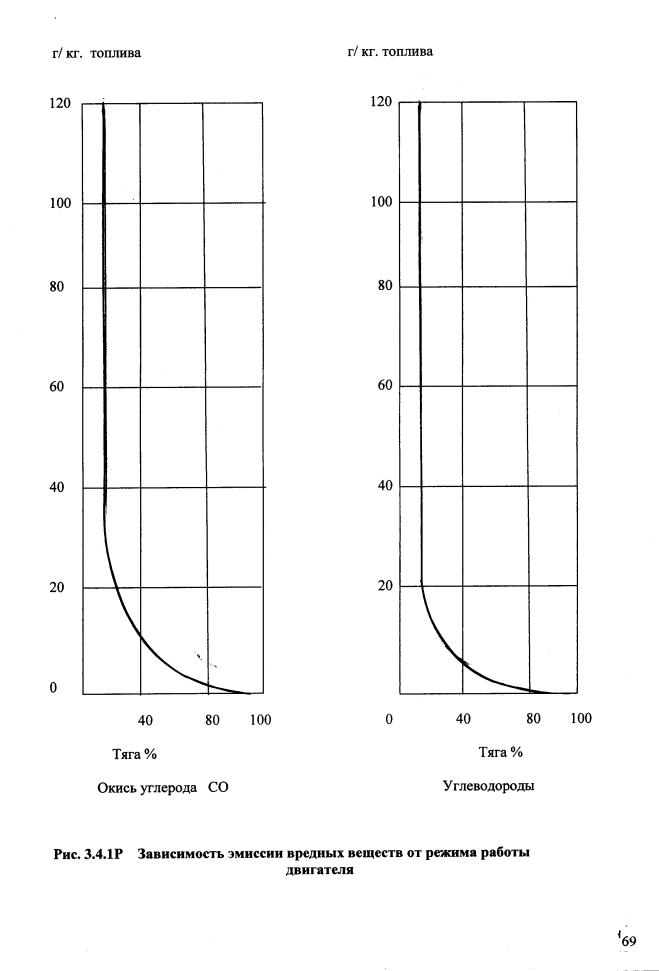
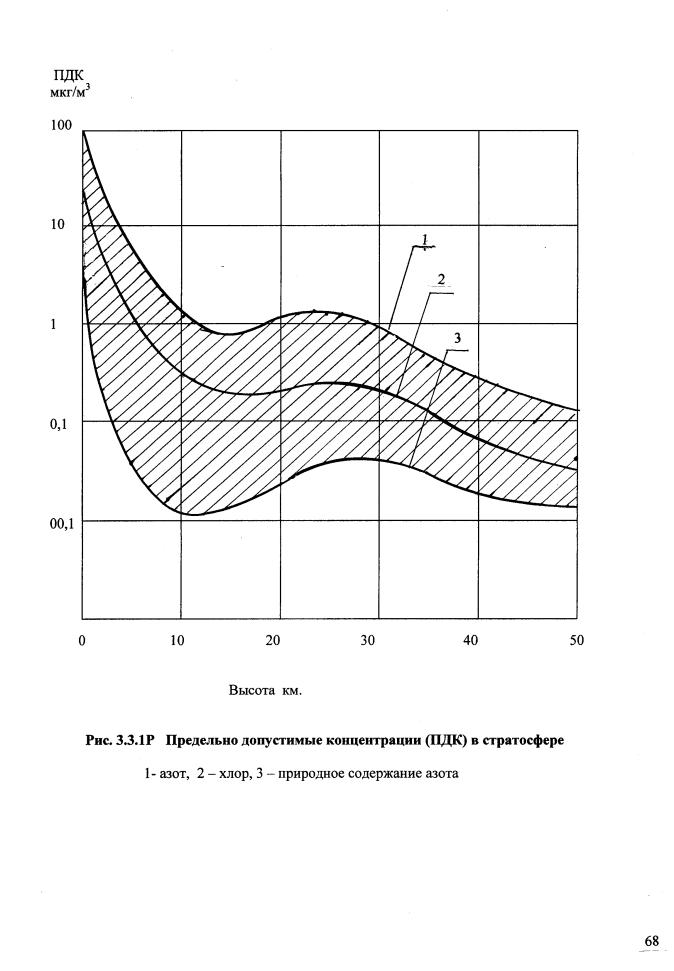
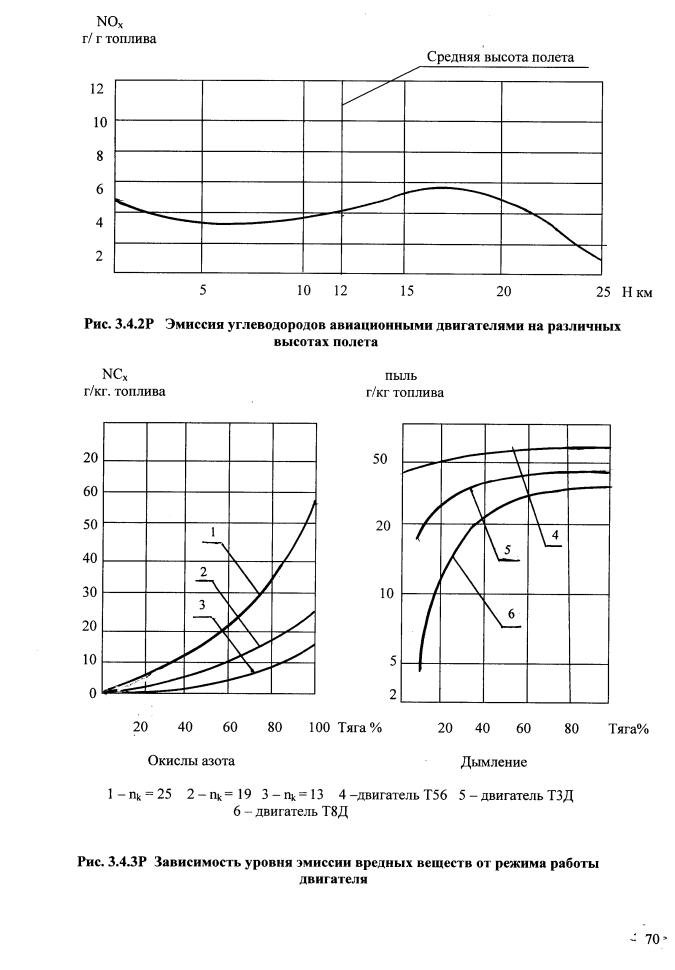
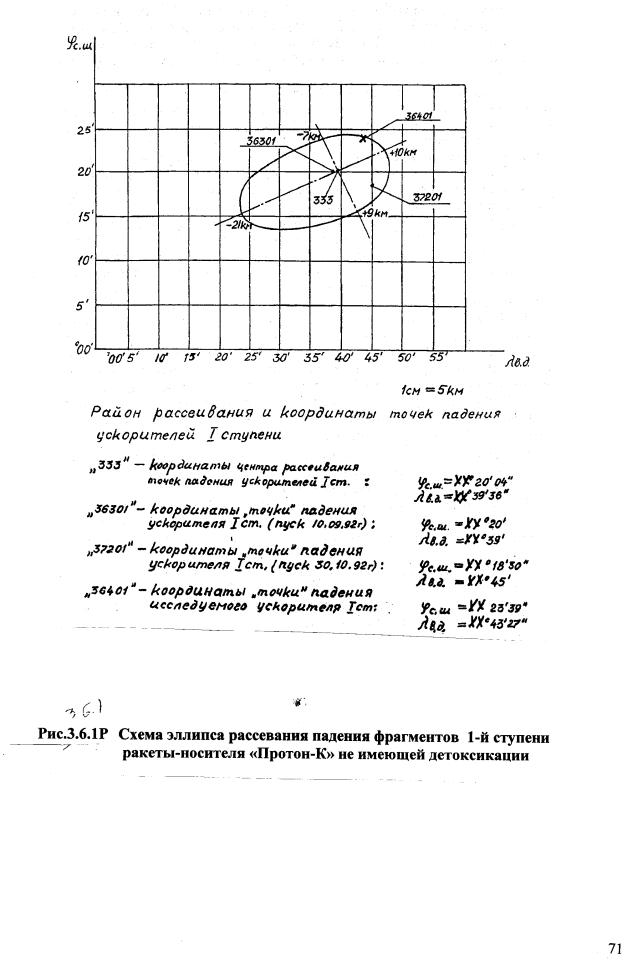
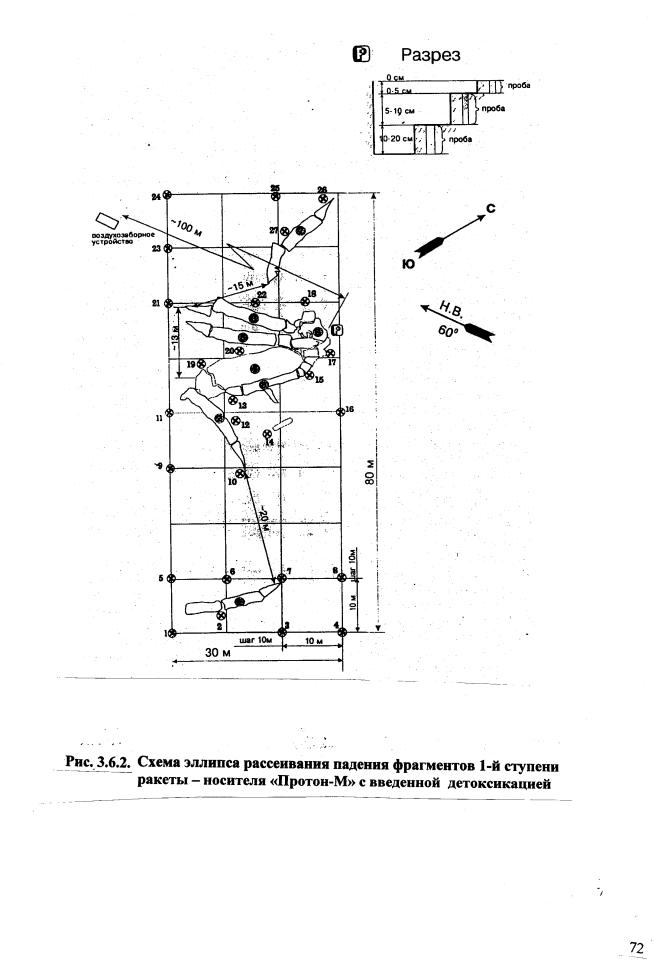
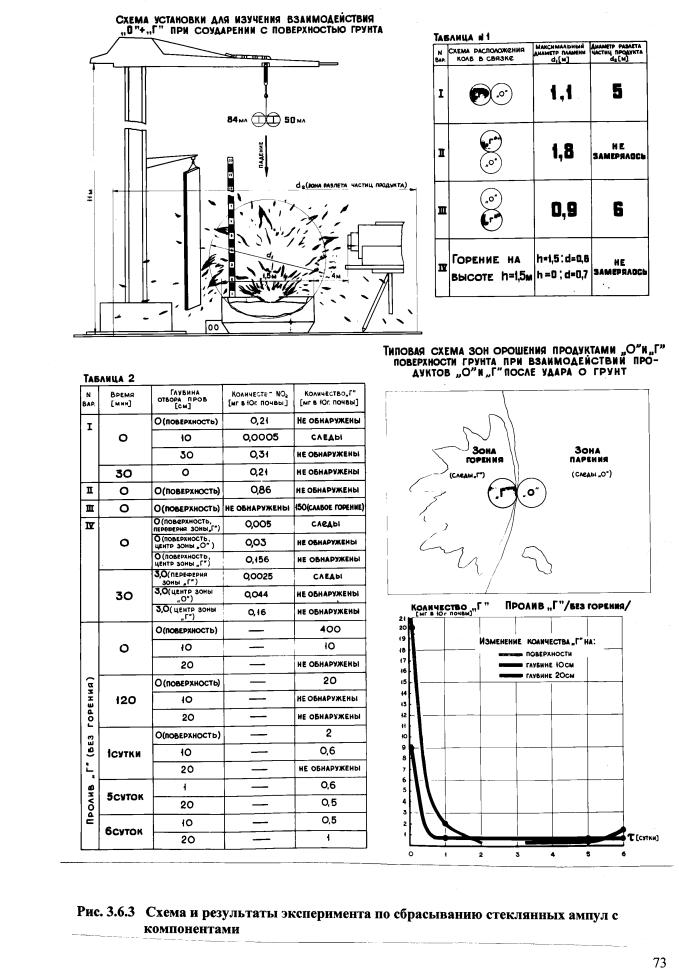
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą Ó ń õ Õ
ļĀĀĀĀ Ō “ Ņ Ņ ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ā ╠Ā ŽĀ ėĀ ╦Ā
╚Ā ŪĀ └Ā ųĀ ╚Ā ▀
ĻÓĻ ±Õõ±“ŌŅ
ŅßÕ±’Õ„ÕĒĶ õŅļŃŅŌÕ„ĒŅ±“Ķ ĶńõÕļĶķ,
Ā±ŅõÕµÓ∙Ķ§ “ŅĻ±Ķ„Ē¹Õ Ķ ÓŃÕ±±ĶŌĒ¹Õ µĶõĻŅ±“Ķ
├ļÓŌÓ 4ĀĀ ╠┼ę╬─█Ā
╚Ā čą┼─čę┬└Ā └╠Žė╦╚Ū└ų╚╚Ā
╚Ū─┼╦╚╔,ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č╬─┼ąŲ└┘╚šĀĀ └├ą┼čč╚┬═█┼Ā Ų╚─╩╬čę╚
4.1ĀĀ ═ÕĻŅ“Ņ¹Õ Ķ±“ŅĶ„Õ±ĻĶÕ
±ŌÕõÕĒĶ Ņ ±ŅńõÓĒĶĶ ’ÕŌŅŃŅ Óņ’¾ļĶńĶŅŌÓĒĒŅŃŅ ĶńõÕļĶ
Ā ąÓĒÕÕ
Ņ“ņÕ„ÓŌ°Ķķ± ±Ņ±“ÓŌ Ņ’Ó±Ē¹§ ŌÕ∙Õ±“Ō, ’Ņ±“¾’Ó■∙Ķ§ Ō Ó“ņŅ±¶Õ¾ Ķ ŌŅńõÕķ±“Ō¾■∙Ķ§
ĒÓ ĶńõÕļĶ õŅ±“Ó“Ņ„ĒŅ °ĶŅĻ Ķ ņĒŅŃŅŅßÓńÕĒ. ┬ ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ±Ņ±“ÓŌÓ ĻÓµõŅŃŅ Ķń
ĒĶ§ ’Ķ±¾∙Ķ ±ŌŅĶ ņÕ“Ņõ¹ õļ ŅßÕ±’Õ„ÕĒĶ ßÕńŅ’Ó±ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ. ┬
õÓĒĒŅķ ÓßŅ“Õ Ó±±ņÓ“ĶŌÓ■“± ņÕ“ŅõŅļŅŃĶ„Õ±ĻĶķ ’Ņõ§Ņõ ’ĶņÕĒĶ“Õļ³ĒŅ “Ņļ³ĻŅ Ļ
ÓŃÕ±±ĶŌĒ¹ņ µĶõĻŅ±“ ņ (└Ų), ĻŅ“Ņ¹Õ, ĻÓĻ ’ÓŌĶļŅ, ŅõĒŅŌÕņÕĒĒŅĀ Ōļ ■“± Ķ Ō¹±ŅĻŅ “ŅĻ±Ķ„Ē¹ņĶ ŌÕ∙Õ±“ŌÓņĶ
(ęŲ). ─ļ ÕņĻŅ±“Õķ, Ō ĻŅ“Ņ¹§ ĒÓ§Ņõ “± “ÓĻĶÕ µĶõĻŅ±“Ķ, Ņ±ĒŅŌĒ¹ņ ±Õõ±“ŌŅņ
ŅßÕ±’Õ„ÕĒĶ ßÕńŅ’Ó±ĒŅ±“Ķ Ōļ Õ“± Ķ§ õļĶ“Õļ³ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ Ķ ’Ņ„ĒŅ±“³.
═ÓĶßŅļÕÕ ÓõĶĻÓļ³Ē¹ņ ±Õõ±“ŌŅņ Õ°ÕĒĶ “ÓĻŅķ ńÓõÓ„Ķ Ōļ Õ“± Ō¹’ŅļĒÕĒĶÕ
ÕņĻŅ±“Õķ õļ Ķ§ ±ŅõÕµÓĒĶ Ō ŌĶõÕ ½Óņ’¾ļ╗. ęÕņĶĒ ½Óņ’¾ļĶńÓ÷Ķ ╗ Ō’ÕŌ¹Õ
’Ņ ŌĶļ± Ō ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ Ō ĒÓ„ÓļÕ 60-§ ŃŅõŅŌ, Ķ ²“Ņ ß¹ļŅ ±Ō ńÓĒŅ ±Ņ
±ļÕõ¾■∙ĶņĶ Ņß±“Ņ “Õļ³±“ŌÓņĶ.
ĀĀ ŽŅ±ļÕ ńÓ’¾±ĻÓ ’ÕŌŅŃŅ ±ŅŌÕ“±ĻŅŃŅ ±’¾“ĒĶĻÓ ĻŅŅļÕŌ±ĻŅķ ÓĻÕ“Ņķ ą7
±“ÓļŅ Ņ„ÕŌĶõĒ¹ņ, „“Ņ Ņ±ĒŅŌĒ¹ņ ±Õõ±“ŌŅņ õŅ±“ÓŌĻĶ õÕĒ¹§ ńÓ õŅŌ ĒÓ “ÕĶ“ŅĶ■
’Ņ“ÕĒ÷ĶÓļ³ĒŅŃŅ ’Ņ“ĶŌĒĶĻÓ ±“ÓĒ¾“ ßŅÕŌ¹Õ ßÓļļĶ±“Ķ„Õ±ĻĶÕ ÓĻÕ“¹, Ļ ÓńÓßŅ“ĻÕ
ĻŅ“Ņ¹§ ÓĻ“ĶŌĒŅ ’Ķ±“¾’ĶļĶ Ō čž└ Ķ čččą. ═Ó “Ņ ŌÕņ ĒÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņĶ
ÓĻÕ“Ē¹ņĶ “Ņ’ļĶŌÓņĶ Ōļ ļÓ±³ ’ÓÓ ĻŅņ’ŅĒÕĒ“ŅŌ µĶõĻĶ§ “Ņ’ļĶŌ ¢ „Õ“¹Õ§ ŅĻĶ±³
ÓńŅ“Ó (ÓńŅ“Ē¹ķ “Õ“ÓŅĻ±Ķõ) └ę Ķ ĒÕ±ĶņņÕ“Ķ„Ē¹ķ õĶņÕ“ĶļŃĶõÓńĶĒ (ŃÕ’“Ķļ) - ═─╠├.
═Ó ²“Ņķ ’ÓÕ Ō čž└ ß¹ļÓ ÓńÓßŅ“ÓĒÓ ßŅÕŌÓ ßÓļļĶ±“Ķ„Õ±ĻÓ ÓĻÕ“Ó ½ęĶ“ÓĒ╗
°Ó§“ĒŅŃŅ ßÓńĶŅŌÓĒĶ . 57 ²“Ķ§ ÓĻÕ“ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ ß¹ļĶ ’Ņ±“ÓŌļÕĒ¹ ĒÓ
ßŅÕŌŅÕ õÕµ¾±“ŌŅ.
ĀĀĀ ╩ 1963 ŃŅõ¾, ß¾ĻŌÓļ³ĒŅ „ÕÕń ŃŅõ ĒÓ§ŅµõÕĒĶ ĒÓ ßŅÕŌŅņ
õÕµ¾±“ŌÕ,Ā Ō±Õ ²“Ķ ÓĻÕ“¹ ’Ņ“Õ ļĶ
ŃÕņÕ“Ķ„ĒŅ±“³ Ķ ’Ņ±Ņ„ĶŌ°ĶÕ± ’Ó¹ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌ ńÓŃÓńŅŌÓļĶ °Ó§“¹. ═ĶĻÓĻĶÕ
ÕņŅĒ“Ē¹Õ ņÕŅ’Ķ “Ķ ĒÕ ’ŅńŌŅļĶļĶ ŌŅ±±“ÓĒŅŌĶ“³ ŃÕņÕ“Ķ„ĒŅ±“³ ÓĻÕ“ Ķ Ō±Õ ŅĒĶ
ß¹ļĶ ±Ē “¹ ± õÕµ¾±“ŌÓ. ŽŅ±ļÕ ²“ŅŃŅ Ō čž└ ’ÕÕ°ļĶ ĒÓ “ŌÕõŅ“Ņ’ļĶŌĒ¹Õ ßŅÕŌ¹Õ
ÓĻÕ“¹, ĒÕ±ņŅ“ ĒÓ “Ņ, „“Ņ ²ĒÕŃÕ“Ķ„Õ±ĻÓ ²¶¶ÕĻ“ĶŌĒŅ±“³ “ŌÕõ¹§ ÓĻÕ“Ē¹§
“Ņ’ļĶŌ ß¹ļÓ ĒÕ±ĻŅļ³ĻŅ ĒĶµÕ, „Õņ ¾ Ņ“ņÕ„ÓŌ°Õķ± µĶõĻŅ±“ĒŅķ ’Ó¹ ĻŅņ’ŅĒÕĒ“ŅŌ. ┬
čž└ ’ÕŌŅķ ņÓ±±ŅŌŅķ ÓĻÕ“Ņķ ĒÓ “ŌÕõŅņ “Ņ’ļĶŌÕ ±“ÓļÓ ÓĻÕ“Ó ½╠ĶĒĶ“ņÕĒ╗
ĒÓńÕņĒŅŃŅ °Ó§“ĒŅŃŅ ßÓńĶŅŌÓĒĶ . ╩ ĻŅĒ÷¾ 60-§ ŃŅõŅŌ Ķ§ ß¹ļŅ ĶńŃŅ“ŅŌļÕĒŅ Ķ
’Ņ±“ÓŌļÕĒŅ ĒÓ ßŅÕŌŅÕ õÕµ¾±“ŌŅ 1000 °“¾Ļ, ĻŅ“Ņ¹Õ Ō “Õ„ÕĒĶÕ Ō±ÕŃŅ ŌÕņÕĒĶ
ßŅÕŌŅŃŅ õÕµ¾±“ŌÓ ĒÓ§ŅõĶ±³ Ō ’Ņ±“Ņ ĒĒŅķ ßŅÕŌŅķ ŃŅ“ŅŌĒŅ±“Ķ.
ĀĀ ┬ čččą Ņ“ŌÕ“ĒŅķ ½╠ĶĒĶ“ņÕĒ¾╗ ±“ÓļÓ ÓĻÕ“Ó ėą100 ÓńÓßÓ“¹ŌÓŌ°Ó ±
ĒÓ įĶļ § ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓĻÓõÕņĶĻÓ ┬.═.ūÕļŅņÕ Ā Ō įĶļĶÓļÕ ╣1 ų╩┴╠, ( ╬╩┴-52) Ē¹ĒÕ ╩┴ ½čÓļ■“╗ ├╩═Žų Ķņ. ╠.┬.š¾ĒĶ„ÕŌÓ.
╩ “Ņņ¾ ŌÕņÕĒĶ ¾ ĒÓ± ĒÕ ß¹ļŅ ĒÕŅߧŅõĶņ¹§ “ŌÕõ¹§ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ, ’Ņ ²ĒÕŃÕ“ĶĻÕ
’ĶßļĶµÓ■∙Ķ§± Ļ ÓņÕĶĻÓĒ±ĻĶņ, ’ĶņÕĒÕĒĒ¹ņ ĒÓ Ķ§ ÓĻÕ“Õ ½╠ĶĒĶ“ņÕĒ╗. ŽŅ²“Ņņ¾
ÓĻÕ“Ó ėą100 ’ŅÕĻ“ĶŅŌÓļÓ±³ ĒÓ µĶõĻĶ§, ÓĒÕÕ ¾’ŅņĶĒÓŌ°Ķ§± ĻŅņ’ŅĒÕĒ“Ó§
ÓĻÕ“Ē¹§ “Ņ’ļĶŌ.
ĀĀ ═Ó„ÓļŅ ±ŅńõÓĒĶ Ā ÓĻÕ“¹
ėą-100 ĶņÕÕ“ ±ŌŅ■ ’Õõ¹±“ŅĶ■, ĶņÕ■∙¾■ Ē¹ĒÕ Ņ’ÕõÕļÕĒĒ¹ķ Ķ±“ŅĶ„Õ±ĻĶķ ĶĒ“ÕÕ±.
čÕķ„Ó± Ō±Õ, „“Ņ ±Ō ńÓĒŅ ± ÓĻÕ“Ņķ ėą-100 Ó±±ÕĻÕ„ÕĒŅ Ķ ²“¾ ’Õõ¹±“ŅĶ■ ņŅµĒŅ
’Ņ±ļÕõĶ“³ ’Ņ ĒÕĻŅ“Ņ¹ņ Ó±±ÕĻÕ„ÕĒĒ¹ņ õŅĻ¾ņÕĒ“Óņ, ĶņÕŌ°Ķņ ŌĀ “Ņ ŌÕņ „ÕńŌ¹„ÓķĒ¾■ ŃŅ±¾õÓ±“ŌÕĒĒŅ±“³
ŌÓµĒŅ±“³. ╩±ÕŅĻŅ’ĶĶ ± Ķ§ ņÓ°ĶĒŅ’Ķ±Ē¹§ “ÕĻ±“ŅŌĀ
’ĶŌŅõ “± õÓļÕÕ Ō ĻÓ„Õ±“ŌÕ Ķ±¾ĒĻŅŌ[ 23].
Ā ╚õÕ■ ±ŅńõÓĒĶ , ŌĀ
’Ņ“ĶŌŅŌÕ± ½╠ĶĒĶ“ņÕĒ¾╗, ņÓļŅŃÓßÓĶ“ĒŅķ ÓĻÕ“¹ ĒÓ µĶõĻŅņ “Ņ’ļĶŌÕ ’Ņ
ÕĻŅņÕĒõÓ÷ĶĶ ═╚╚-88 ÓńÓßŅ“Óļ ŃļÓŌĒ¹ķ ĻŅĒ±“¾Ļ“Ņ ╠.╩.▀ĒŃÕļ³. ▌“¾ ĶõÕ■
’ŅõõÕµÓļ ŽÕõ±ÕõÓ“Õļ³ ┬Ž╩ ─.į.ė±“ĶĒŅŌ. ┬ ÕŃŅ ŅßÓ∙ÕĒĶĶ Ō ų╩ ╩Žčč, ±ŅŌņÕ±“ĒŅ ±
õŅņ õ¾ŃĶ§ Ņ“ŌÕ“±“ŌÕĒĒ¹§ ļĶ÷, (ąĶ±. 4.1.1ą) ’ÕõļÓŃÓļŅ±³ ±ŅńõÓ“³ ÓĻÕ“¾
ą-37Ā ĒÓ µĶõĻĶ§ “Ņ’ļĶŌÓ§ Óņ’¾ļ³ĒŅŃŅ
“Ķ’Ó ± ’Ņ±“Ņ ĒĒ¹ņ ĒÓ§ŅµõÕĒĶÕņ Ō ßŅÕŌŅķ ŃŅ“ŅŌĒŅ±“Ķ Ķ ±’Ņ±ŅßĒŅķ Ļ
ĒÕņÕõļÕĒĒŅņ¾ ’ĶņÕĒÕĒĶ■ ’Ņ Ķ±“Õ„ÕĒĶĶ 5 ņĶĒ¾“ ’Ņ±ļÕ ’Ņļ¾„ÕĒĶ ĻŅņÓĒõ¹ ĒÓ ±“Ó“.
┬ ²“Ņņ ’ÕõļŅµÕĒĶĶ Ō’ÕŌ¹Õ ß¹ļ ŌŌÕõÕĒ “ÕņĶĒ ÓĻÕ“Ó ½Óņ’¾ļ³ĒŅŃŅ “Ķ’Ó╗. ▌“Ņ“
“ÕņĶĒ ’Ņ ŌĶļ± Ō ±Ķļ¾ “ŅŃŅ, „“Ņ Ō¹±°ÕÕ ¾ĻŅŌŅõ±“ŌŅ ±“ÓĒ¹ ß¹ļŅ ĻÓķĒÕ
ŅńÓßŅ„ÕĒŅ “Õ§ĒĶ„Õ±ĻĶņĶ ’ŅßļÕņÓņĶ, ŌŅńĒĶĻ°ĶņĶ ĒÓ ÓĻÕ“Ó§ ½ęĶ“ÓĒ╗, ĻŅ“Ņ¹Õ
’ŅļĒŅ±“³■ Ō¹°ļĶ Ķń ±“Ņ ’Ņ ’Ķ„ĶĒÕ ’Ņ“ÕĶ ĶņĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ.
┬ “Ņ ŌÕņ Õ∙Õ ņÓļŅ ß¹ļŅ ’Õõ±“ÓŌļÕĒĶķ Ņ “Õ§ĒĶ„Õ±ĻŅķ ŌŅńņŅµĒŅ±“Ķ Ķ ņÕ“ŅõÓ§
±ŅńõÓĒĶ ÓĻÕ“¹ ĒÓ µĶõĻĶ§ “Ņ’ļĶŌÓ§ Ō ŌĶõÕ Óņ’¾ļ. č“ÓŌĶļÓ±³ ’ĶĒ÷Ķ’ĶÓļ³ĒÓ
ńÓõÓ„Ó ĒÕõŅ’¾∙ÕĒĶ ’Ņ“ÕĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÓĻÕ“ÓņĶ ńÓ Ō±Õ ŌÕņ ĒÓ§ŅµõÕĒĶ ĒÓ
õÕµ¾±“ŌÕ, ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ĻŅ“ŅŅŃŅ Õ∙Õ ĒÕ ŅŃŅŌÓĶŌÓļÓ±³.
ĀĀ ╬õĒŅŌÕņÕĒĒŅ, ÓĻÓõÕņĶĻŅņ ┬.═.ūÕļŅņÕÕņ ’ŅÓßÓ“¹ŌÓļÓ±³ ±ŌŅ ĶõÕ
±ŅńõÓĒĶ ’ŅõŅßĒŅķ ÓĻÕ“¹, ĒŅ ¾µÕĀ ±
Ņ’ÕõÕļÕĒĒ¹ņĶ “Õ§ĒĶ„Õ±ĻĶņĶ Õ°ÕĒĶ ņĶ, Õ°ĶŌ°ĶņĶ ńÓ“Õņ Ķ±§Ņõ ŌŅńĒĶĻ°Õķ
±ŅÕŌĒŅŌÓ“Õļ³ĒŅ±“Ķ ņÕµõ¾ õŌ¾ņ ĻŅĒ±“¾Ļ“ŅÓņĶ. ╠ĶĒĶ±“ ŅßŅŅĒ¹ ą.╠ÓļĶĒŅŌ±ĻĶķ,
±ŅŌņÕ±“ĒŅ ± õŅņ Ņ“ŌÕ“±“ŌÕĒĒ¹§ ļĶ÷, Ō¹°Õļ Ō ų╩ ╩Žčč ± ’ÕõļŅµÕĒĶÕņ ±ŅńõÓĒĶ
¾ĒĶŌÕ±Óļ³ĒŅķ ÓĻÕ“¹ ėą-100 ÓńÓßŅ“ĻĶ ┬.═.ūÕļŅņÕ . (ąĶ±. 4.1.2ą). ┬ ²“Ņņ
ŅßÓ∙ÕĒĶĶ “ÓĻµÕ Ķ±’Ņļ³ńŅŌÓļ± “ÕņĶĒ ½Óņ’¾ļ³ĒŅķ ÓĻÕ“¹╗, ĒŅ ńÓ“Ņ ß¹ļŅ ŌĒÕ±ÕĒŅ
õ¾ŃŅÕ ±¾∙Õ±“ŌÕĒĒŅÕ õŅ’ŅļĒÕĒĶÕ ¢ ½¾’Ņ∙ÕĒĒ¹ķ ±“Ó“╗.
ĀĀ ┼±ļĶ ’Ņ Óņ’¾ļĶńÓ÷ĶĶ ±ÓņŅķ ÓĻÕ“¹ Ō ÓńÓßŅ“ĻÓ§ ┬.═.ūÕļŅņÕ “ÓĻµÕ
Õ∙Õ ĒÕ ’Õõ±“ÓŌļ ļĶ±³ Ķ ĒÕ ŌĒŅ±ĶļĶ±³ ĻŅĒĻÕ“Ē¹Õ “Õ§ĒĶ„Õ±ĻĶÕ Õ°ÕĒĶ , “Ņ ’Ņ
¾’Ņ∙ÕĒĒŅņ¾ ±“Ó“¾ ß¹ļŅ ŌĒÕ±ÕĒŅ ĻÓõĶĒÓļ³ĒŅÕ ’ÕõļŅµÕĒĶÕ ±Ņ±“Ņ Ō°ÕÕ Ō
Ó±’ŅļŅµÕĒĶĶ ÓĻÕ“¹ Ō ńÓŃÕņÕ“ĶńĶŅŌÓĒĒŅņ ĻŅĒ“ÕķĒÕÕ ± ÕŃ¾ļĶ¾ÕņŅķ ŌĒ¾“ÕĒĒÕķ
±ÕõŅķ, Ó ±Óņ¾ °Ó§“¾ ’ÕõļÓŃÓļŅ±³ Ō¹’ŅļĒĶ“³ Ō ĒÕ Ņ“Ó’ļĶŌÓÕņŅņ Ķ ĒÕ
ŌÕĒ“ĶļĶ¾ÕņŅņ Ķ±’ŅļĒÕĒĶĶ, „“Ņ ’Õõ’ŅļÓŃÓļŅ±³ õÕļÓ“³ ĒÓ ÓĻÕ“Õ ą-37. ▌“Ņ
ńĒÓ„Ķ“Õļ³ĒŅ ¾’Ņ∙ÓļŅĀ Ķ ¾õÕ°ÕŌļ ļŅ ±ÓņĶ
°Ó§“¹, „“Ņ ĶņÕļŅ ŃŅņÓõĒŅÕ ńĒÓ„ÕĒĶÕ ’Ķ Ķ§ ņÓ±±ŅŌŅņ ±“ŅĶ“Õļ³±“ŌÕ, ĻÓĻ ²“Ņ ß¹ļŅ
¾ ÓĻÕ“ ½╠ĶĒĶ“ņÕĒ╗.
ĀĀ ═.č.š¾∙ÕŌ õÓļ ¾ĻÓńÓĒĶÕ (ąĶ±. 4.1.3ą) ±ÕĻÕ“Ó■ ų╩ ╩Žčč ╩ŅńļŅŌ¾
į.ą.Ā (±Ņń¹Ō), ┴ÕµĒÕŌ¾ ╦.╚. ė±“ĶĒŅŌ¾
─.į Ķ ĒÕĻŅ“Ņ¹ņ õ¾ŃĶņ Ņ“ŌÕ“±“ŌÕĒĒ¹ņ ļĶ÷Óņ, Ó±±ņŅ“Õ“³ Ō õŌ¾§ĒÕõÕļ³Ē¹ķ ±ŅĻ
Ō¹°Õ ¾ĻÓńÓĒĒ¹Õ ’ÕõļŅµÕĒĶ Ķ ’Õõ±“ÓŌĶ“³ ±ŌŅĶ ’ÕõļŅµÕĒĶ Ņ ±ŅńõÓĒĶĶ ½ÓŌ“ŅņÓ“ĶńĶŅŌÓĒĒŅŃŅ
ÓĻÕ“ĒŅŃŅ ĻŅņ’ļÕĻ±Ó ± ņÕµĻŅĒ“ĶĒÕĒ“Óļ³ĒŅķ Óņ’¾ļ³ĒŅķ ÓĻÕ“Ņķ Ķ ¾’Ņ∙ÕĒĒ¹ņ °Ó§“Ē¹ņ
±“Ó“Ņņ╗. ęÓĻŅÕ Ó±±ņŅ“ÕĒĶÕ ±Ņ±“Ņ ļŅ±³ ĒÓ įĶļ § Ō įĶļĶÓļÕ ╣ 1, ’Ņ Õń¾ļ³“Ó“Óņ
ĻŅ“ŅŅŃŅ Ō¹°ļŅ ’Ņ±“ÓĒŅŌļÕĒĶÕ ų╩ Ķ č╠ čččąĀ
(ąĶ±.4.1.4ą)Ā ½╬ ±ŅńõÓĒĶĶ
ÓĻÕ“ĒŅŃŅ ĻŅņ’ļÕĻ±Ó ėą-100╗. ┬ ²“Ņņ ’Ņ±“ÓĒŅŌļÕĒĶĶ ¾µÕ ¾ĻÓń¹ŌÓļŅ±³ ĻŅĒĻÕ“ĒŅÕ
ŌÕņ 3 ņĶĒ¾“¹ ’ŅõŃŅ“ŅŌĻĶ ’¾±ĻÓ, Ó ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ņ’ÕõÕļ ļŅ±³ Ō “Õ„ÕĒĶÕ
7-10 ļÕ“.
Ā įĶņÕ ╠.╩.▀ĒŃÕļ ß¹ļÓ ’Ņ±“ÓŌļÕĒÓ ńÓõÓ„Ó ±ŅńõÓĒĶ ÓĻÕ“¹ “ µÕļŅŃŅ
ĻļÓ±±Ó, ’Ņļ¾„ĶŌ°Õķ ĶĒõÕĻ± 8╩╩67. ▌“¾ ÓĻÕ“¾ ’Ņ±“ĶŃļÓ “ÓĻÓ µÕ ±¾õ³ßÓ, ĻÓĻ ĶĀ ½ęĶ“ÓĒÓ╗ Ķń ńÓ “ÓĻŅķ µÕ ’Ņ“ÕĶ
ŃÕņÕ“Ķ„ĒŅ±“Ķ. ’Ņ±ĻŅļ³Ļ¾ Ō ŅßŅĶ§ ÓĻÕ“Ó§ ß¹ļĶ ’ĶņÕĒÕĒ¹ Óń·ÕņĒ¹Õ ±ŅÕõĶĒÕĒĶ Ō
“Ņ’ļĶŌĒŅņ “ÓĻ“Õ, ĻŅ“Ņ¹Õ Ķ ŌĶļĶ±³ ĒÕ¾±“ÓĒĶņ¹ņĶ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ. ═Ņ ńÓ“Ņ
²“Ó ÓĻÕ“Ó ’Ņ±ļ¾µĶļÓ ’Ņ“Ņ“Ķ’Ņņ Ō ±ŅńõÓĒĶĶ ²“Ņķ ¶ĶņŅķ ńĒÓņÕĒĶ“Ņķ ÓĻÕ“¹
½čÓ“ÓĒÓ╗, ±“Ņ ∙Õķ ĒÓ ßŅÕŌŅņ õÕµ¾±“ŌÕ Ķ ’ŅĒ¹ĒÕ. ┬ ²“Ņķ ÓĻÕ“Õ Óņ’¾ļĶńÓ÷Ķ ß¹ļÓ
Ō¹’ŅļĒÕĒÓ ńÓ“Õņ ’Ņ ’ĶĒ÷Ķ’¾, ÓńÓßŅ“ÓĒĒŅņ¾ Ķ Ņ±¾∙Õ±“ŌļÕĒĒŅņ¾ Ō ÓĻÕ“Õ ėą-100.
Ņ±ĒŅŌĒŅÕ ±ŅõÕµÓĒĶÕ ĻŅ“ŅŅķ ±Ņ±“ÓŌļ Õ“ “ÕņÓ“ĶĻ¾ ĒÓ±“Ņ ∙Õķ ÓßŅ“¹.
Ā č ÷Õļ³■ ÓńÓßŅ“ĻĶ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō Óņ’¾ļĶńÓ÷ĶĶ ĒÓ įĶļ § Ō
įĶļĶÓļÕ ╣ 1 ß¹ļ ±ŅńõÓĒ ±’Õ÷ĶÓļ³Ē¹ķ Ņ“õÕļ ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ, ’Ņļ¾„ĶŌ°Ķķ
ĒÓńŌÓĒĶÕ ¢ Ņ“õÕļ Óņ’¾ļĶńÓ÷ĶĶ Ķ õļĶ“Õļ³ĒŅŃŅ §ÓĒÕĒĶ . čŅ“¾õĒĶĻĶ ²“ŅŃŅ Ņ“õÕļÓ
Õ°ĶļĶ ’Ņ±“ÓŌļÕĒĒ¾■ ńÓõÓ„¾ ’Ņ ÓńÓßŅ“ĻÕ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō Óņ’¾ļĶńÓ÷ĶĶ,
¾±’Õ°ĒŅ±“³ Õ°ÕĒĶ ĻŅ“ŅŅķ ’Ņõ“ŌÕµõÕĒÓ ßÕńŅ“ĻÓńĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶÕķ Ō “Õ„ÕĒĶĶ
õÕ± “ĶļÕ“Ķķ ÓĻÕ“, ±ŅńõÓĒĒ¹§ Ō ²“Ņķ ŅŃÓĒĶńÓ÷ĶĶ ± Ņ±¾∙Õ±“ŌļÕĒĒ¹ņĶĀ ÓńÓßŅ“ÓĒĒ¹ņĶ ņÕ“ŅļÓņĶ Óņ’¾ļĶńÓ÷ĶĶ.ĀĀĀ
Ā ═Ó¾„ĒŅ-ņÕ“ŅõĶ„Õ±ĻÓ ±Ņ±“ÓŌļ ■∙Ó ²“Ķ§ ÓńÓßŅ“ŅĻ Ōļ Õ“± ŅõĒĶņ
Ķń ±¾∙Õ±“ŌÕĒĒ¹§ Ņ“Õ„Õ±“ŌÕĒĒ¹§ ĒÓ¾„ĒŅ-“Õ§ĒĶ„Õ±ĻĶņ õŅ±“ĶµÕĒĶķ. ŽŅ ²“Ņķ “ÕņÓ“ĶĻÕ Ō
Ņ“õÕļÕĀ Óņ’¾ļĶńÓ÷ĶĶ, ±Ņ±“Ņ Ō°Õņ Ķń 16
„ÕļŅŌÕĻ, ß¹ļŅ ńÓ∙Ķ∙ÕĒŅ “Ķ ĻÓĒõĶõÓ“±ĻĶ§ Ķ ŅõĒÓ õŅĻ“Ņ±ĻÓ õĶ±±Õ“Ó÷Ķ . ŽŅ ²“Ņķ
“ÕņÓ“ĶĻÕ “ÓĻµÕ ß¹ļĶ ńÓ∙Ķ∙ÕĒ¹ Õ∙Õ „Õ“¹Õ ĻÓĒõĶõÓ“±ĻĶ§ õĶ±±Õ“Ó÷ĶĶ Ō ├╚Žš,
└ĻÓõÕņĶĶ §ĶņĶ„Õ±ĻŅķ ńÓ∙Ķ“¹ Ķ ═╚╚-4 ╠╬, ’ĶĒĶņÓŌ°Ķ§ ¾„Ó±“ĶÕ Ō õÓĒĒ¹§ ÓßŅ“Ó§. ŪÓ
’ŅõļÕĒĶÕ ±ŅĻŅŌ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ²“Ķ§ ÓĻÕ“, ±¾∙Õ±“ŌÕĒĒŅ ßŅļ³°Ķ§ „Õņ
’Õõ’ŅļÓŃÓļŅ±³, ß¹ļÓ ’Ķ±¾µõÕĒÓ ŽÕņĶ ĶņÕĒĶĀ
ņÓ°ÓļÓ ├.╩.Ų¾ĻŅŌÓ.
4.2Ā ╬±ĒŅŌĒ¹Õ ņÕ“Ņõ¹ Óņ’¾ļĶńÓ÷ĶĶ
ĀĀ ŽÓŌĶ“Õļ³±“ŌÕĒĒ¹ņĶ õŅĻ¾ņÕĒ“ÓņĶ, ĻÓĻ ¾’ŅņĶĒÓļŅ±³ ÓĒÕÕ, ±“ÓŌĶļÓ±³
ńÓõÓ„Ó ±ŅńõÓĒĶ ½Óņ’¾ļ³ĒŅķ ÓĻÕ“¹╗. ┬ ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ õļ ÓĻÕ“ ± µĶõĻĶņĶ
ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌÓ, ’Ņ÷Õ±± ’ĶõÓĒĶ ÓĻÕ“Óņ ½Óņ’¾ļ³ĒŅ±“Ķ╗ ’Ņļ¾„Ķļ Ņ’ÕõÕļÕĒĶÕ,
ĻÓĻĀ Óņ’¾ļĶńÓ÷Ķ ÓĻÕ“.
ĀĀ ąÓńņÕ∙ÕĒĶÕ ÓĻÕ“ Ō
¾’Ņ∙ÕĒĒ¹§ ĒÕŌÕĒ“ĶļĶ¾Õņ¹§ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņ¹§ °Ó§“Ó§ ± ĒÕÕŃ¾ļĶ¾ÕņŅķ Ō ĒĶ§
“Õņ’ÕÓ“¾Ņķ Ķ ŌļÓµĒŅ±“³■, ’Ņ±“ÓŌĶļŅ ńÓõÓ„¾ ŅßÕ±’Õ„ÕĒĶ ńÓ∙Ķ“¹ ÓĻÕ“¹ ĒÕ “Ņļ³ĻŅ
Ņ“ õļĶ“Õļ³ĒŅŃŅ õÕķ±“ŌĶ ĻŅņ’ŅĒÕĒ“ŅŌ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ, ĒŅ Ķ ńÓ∙Ķ“¾ ÕÕ Ņ“
’ÓŃ¾ßĒŅŃŅ ŌļĶ ĒĶ ŌļÓµĒŅķ ±Õõ¹ °Ó§“¹. ŽÕŌŅÕ ŌŅńõÕķ±“ŌĶÕ Ņ’ÕõÕļ ļŅ±³, ĻÓĻ
ŌĒ¾“ÕĒĒÕÕ ŌŅńõÕķ±“ŌĶÕ, Ó ŌŅńõÕķ±“ŌĶÕ ±Õõ¹ °Ó§“¹ Ņ’ÕõÕļ ļŅ±³ ĻÓĻ ŌĒÕ°ĒÕÕ
ŌŅńõÕķ±“ŌĶÕ. ┬ ±Ķļ¾ ²“ŅŃŅ, ńÓõÓ„Ó ±ŅńõÓĒĶ Óņ’¾ļĶńÓ÷ĶĶ ß¹ļÓ ±¶Ņņ¾ļĶŅŌÓĒÓ
ÓńõÕļ³ĒŅ õļ ńÓ∙Ķ“¹ ÓĻÕ“¹Ā Ņ“ ĻÓµõŅŃŅ
Ķń ²“Ķ§ õŌ¾§ ŌĶõŅŌ ŌŅńõÕķ±“ŌĶķ Ķ Ņ’ÕõÕļ ļÓ±³ ĻÓĻ ŌĒ¾“ÕĒĒ Ķ ŌĒÕ°Ē Óņ’¾ļĶńÓ÷Ķ .
Ā
4.2.1Ā ╠Õ“Ņõ ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ.
┬ĒÕ°Ē Óņ’¾ļĶńÓ÷Ķ ÓĻÕ“¹
Õ°ÓļÓ±³ ’¾“Õņ ÓńņÕ∙ÕĒĶ ÕÕ Ō ńÓŃÕņÕ“ĶńĶŅŌÓĒĒŅņ ĻŅĒ“ÕķĒÕÕ ± ńÓÓĒÕÕ
Ņ±¾°ÕĒĒŅķ ÕŃŅ ŌĒ¾“ÕĒĒÕķ ŌŅńõ¾°ĒŅķ ±ÕõŅķ, Ō ĻŅ“ŅŅņ ÓĻÕ“Ó Ó±’ŅļÓŃÓļÓ±³ Ō
°Ó§“Õ. ═Ó¾µĒÓ ’ŅŌÕ§ĒŅ±“³ ĻŅĒ“ÕķĒÕÓ, ŌŅ±’ĶĒĶņÓ■∙Ó ĒÓ ±Õß ŌŅńõÕķ±“ŌĶÕ
ĒÕßļÓŃŅ’Ķ “ĒŅķ ±Õõ¹ °Ó§“¹, ’ŅĻ¹ŌÓļÓ±³ “Ņļ±“¹ņ ±ļŅÕņ “Õ’ļŅńÓ∙Ķ“¹, ĻŅ“ŅÓ
ŅõĒŅŌÕņÕĒĒŅ Ōļ ļÓ±³ Ķ ĻŅŅńĶŅĒĒŅķ ńÓ∙Ķ“Ņķ. ╩ŅĒ“ÕķĒÕ ’Ņ “Ņ÷Óņ ńÓĻ¹ŌÓļ±
’ŅļĶņÕĒ¹ņĶ ’ļÕĒĻÓņĶ, ±Ņ±“Ņ Ō°ĶņĶ ĻÓµõÓ Ķń ĒÕ±ĻŅļ³ĻĶ§Ā ±ļŅÕŌ Ķ ’Ņ¹ŌÓŌ°Ķ§± §ŅõŅņ ÓĻÕ“¹. ─ļ
ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ŌÓµĒ¹ņ Ōļ ļŅ±³ ’ŅõõÕµÓĒĶÕ “Õß¾ÕņŅķ ŌļÓµĒŅ±“Ķ Ō Ē¾“Ķ
ĻŅĒ“ÕķĒÕÓ Ķ ĒÕŅߧŅõĶņŅķ ±“Õ’ÕĒĶ ÕŃŅ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ąÕ°ÕĒĶÕ “ÓĻŅķ ńÓõÓ„Ķ ĒÕ
ĶņÕļŅ Ņ±ļŅµĒÕĒĶķ Ō ±Ķļ¾ “ŅŃŅ, „“Ņ Ņ“±¾“±“ŌŅŌÓļĶ ŅŃÓĒĶ„ÕĒĶķ ’Ņ ņÓ±±Õ
ĻŅĒ“ÕķĒÕÓ, ’Ņ±ĻŅļ³Ļ¾ ’Ķ ’¾±ĻÕ ŅĒ Ņ±“ÓŌÓļ± Ō °Ó§“Õ.
Ā┴ŅļÕÕ ±¾∙Õ±“ŌÕĒĒŅÕ ńĒÓ„ÕĒĶÕ ĶņÕļŅ ńÓŃ ńĒÕĒĶÕ ŌĒ¾“ÕĒĒÕķ ŌŅńõ¾°ĒŅķ
±Õõ¹ Ō ĻŅĒ“ÕķĒÕÕ ŌŅ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ▌“Ņ ńÓŃ ńĒÕĒĶÕ ņŅŃļŅ ’ŅĶ±§ŅõĶ“³ Ķń
õŌ¾§ Ķ±“Ņ„ĒĶĻŅŌ. ŽÕŌ¹ņ Ķ±“Ņ„ĒĶĻŅņ ņŅŃļÓ ŌĶ“³± ’Ņ“Õ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§
“ÓĻ“ŅŌ Ō Õń¾ļ³“Ó“Õ „ÕŃŅ ’ŅĒĶĻ°ĶÕ ’Ó¹ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ ņŅŃļĶ ±ŅńõÓ“³ Ō
²“Ņņ ±ļ¾„ÓÕ ’ŅŌ¹°ÕĒĒ¾■ Ōń¹ŌŅŅ’Ó±ĒŅ±“³ Ķ ĻŅŅńĶŅĒĒ¾■ ÓĻ“ĶŌĒŅ±“³ ŌŅńõ¾°ĒŅķ ±Õõ¹
Ō ĻŅĒ“ÕķĒÕÕ. ┬“Ņ¹ņ Ķ±“Ņ„ĒĶĻŅņ Ōļ ļĶ±³ ’ŅĶ±§Ņõ ∙ĶÕ ŌŅ ŌÕņÕĒĶ ŃÓńŅŌ¹Õ
Ō¹õÕļÕĒĶ Ķń ’ŅļĶņÕĒ¹§ ņÓ“ÕĶÓļŅŌ, ±ŅõÕµÓ∙Ķ§± Ō ĻŅĒ±“¾Ļ÷ĶĶ ²ļÕņÕĒ“ŅŌ
ÓĻÕ“¹.Ā ŽÕŌ¹Õ Ķ±“Ņ„ĒĶĻĶ ņŅŃļĶ
’Ņ ŌĶ“³± Ō Õń¾ļ³“Ó“Õ ĻÓĻŅķ ļĶßŅ ÓŌÓĶķĒŅķ ±Ķ“¾Ó÷ĶĶ, Ó ŌŅ“ Ō“ŅŅķ Ķ±“Ņ„ĒĶĻ
Ōļ Õ“± ’Ņ±“Ņ ĒĒŅ õÕķ±“Ō¾■∙Ķņ Ķ Ķń¾„ÕĒĶÕ ŃÓńŅŌ¹õÕļÕĒĶ Ķń ’ŅļĶņÕĒ¹§
ņÓ“ÕĶÓļŅŌ õŅļµĒŅ ’ŅŌŅõĶ“³± ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅņ¾ ĻŅĒĻÕ“ĒŅņ¾ ĶńõÕļĶ■ ±Ņ
±ŌŅĶņ ĒÓßŅŅņ ņÓ“ÕĶÓļŅŌ.. ┬ õÓĒĒŅķ ÓßŅ“Õ Õń¾ļ³“Ó“¹ “ÓĻĶ§ Ķ±±ļÕõŅŌÓĒĶķ,
Ō¹’ŅļĒÕĒĒ¹§ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“Õ ėą-100, ĒÕ ’ĶŌŅõ “± , ’Ņ±ĻŅļ³Ļ¾ ŅĒĶ ńÓŌĶ± “
Ņ“ ĻŅĒĻÕ“ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ÓĻÕ“¹Ā Ķ
’ĶņÕĒÕĒĒ¹§ ņÓ“ÕĶÓļŅŌ Ō ĒÕķ. ╬õĒÓĻŅ Ō ńÓĻļ■„Ķ“Õļ³ĒŅķĀ „Ó±“ĶĀ õÓĒĒŅķ ÓßŅ“¹
’ĶŌŅõ “± ņÕ“ŅõĶ„Õ±ĻĶÕ ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ ’ŅŌÕõÕĒĶ■ “ÓĻĶ§ Ķ±±ļÕõŅŌÓĒĶķ.
ĀĀ ąÓńņÕ∙ÕĒĶÕ ÓĻÕ“¹ Ō ĒÕ Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ Ō¹ńŌÓļŅ ĒÕŅߧŅõĶņŅ±“³
Ķń¾„ÕĒĶ Ó±’ÕõÕļÕĒĶ ŌÕĻŅŌ¹§ “Õņ’ÕÓ“¾Ā
’Ņ Ō¹±Ņ“Õ Ń¾Ē“Ó Ō ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ’Ņ ±Ó§ ±“ÓĒ¹, ŃõÕ ŌŅńņŅµĒŅ
ß¹ļŅ ÓńņÕ∙ÕĒĶÕ ÓĻÕ“ Ō °Ó§“Ó§. ęÕņ’ÕÓ“¾Ó Ń¾Ē“Ó, ĻŅ“Ņ¾■ “ÓĻµÕ ’ĶĒĶņÓļŅ Ķ
“Ņ’ļĶŌÓ Ō ßÓĻÓ§ ÓĻÕ“¹, ±¾∙Õ±“ŌÕĒĒŅ ŌļĶ ļÓ ĒÓ Ņß·Õņ ŃÓńŅŌ¹§ ’Ņõ¾°ÕĻ Ō ßÓĻÓ§, ±
“Õņ, „“Ņ ß¹ ’Ķ ĶńņÕĒÕĒĶĶ ńĶņĒĶ§ Ķ ļÕ“ĒĶ§ “Õņ’ÕÓ“¾ Ń¾Ē“Ó, õÓŌļÕĒĶÕ Ō ßÓĻÓ§
ĒÕ ’ÕŌ¹±ĶļŅ ß¹ õŅ’¾±“Ķņ¹Õ ńĒÓ„ÕĒĶ .
ĀĀ čĶ±“ÕņÓ“ĶńĶŅŌÓĒĒ¹Õ õÓĒĒ¹Õ ’Ņ Ó±’ÕõÕļÕĒĶ■ “Õņ’ÕÓ“¾ Ń¾Ē“Ó ’Ņ
ÕŃŅ Ńļ¾ßĶĒÕ Ō “Ņ ŌÕņ Ņ“±¾“±“ŌŅŌÓļĶ Ķ “ÓĻÓ ±Ķ±“ÕņÓ“ĶńÓ÷Ķ ß¹ļ ’ŅŌÕõÕĒÓ ’Ņ
ĶņÕŌ°Ķņ± ÓńŅńĒÕĒĒ¹ņ Ķ±“Ņ„ĒĶĻÓ, Õń¾ļ³“Ó“¹Ā
ĻŅ“ŅŅķ ’Õõ±“ÓŌļÕĒ¹Ā ĒÓ ąĶ±.
4.2.1ą, Ó ļĶ“ŅļŅŃĶ„Õ±ĻĶķ ÓńÕń Ń¾Ē“Ó ±ÕõĒÕ±“Ó“Ķ„Õ±ĻŅķ ±ÕõĒÕķ ’ŅļŅ±¹
’Õõ±“ÓŌļÕĒ ĒÓ ąĶ±. 4.2.2ą. ŽĶ ŅßŅß∙ÕĒĶĶ ’ÓÓņÕ“ŅŌ ŌŅńõ¾§Ó Ķ Ń¾Ē“Ó ÓńļĶ„Ē¹§
ŃÕŅŃÓ¶Ķ„Õ±ĻĶ§ “Ņ„ÕĻ ß¹ļŅ Ķ±’Ņļ³ńŅŌÓĒŅ ßŅļÕÕ 20 Ņ¶Ķ÷ĶÓļ³Ē¹§ Ķ±“Ņ„ĒĶĻŅŌ ńÓ 1951
¢ 1961 ŃŅõ¹[ 33]. ęÕ’ļŅ¶ĶńĶ„Õ±ĻĶÕ §ÓÓĻ“ÕĶ±“ĶĻĶ ÓńļĶ„Ē¹§ Ń¾Ē“ŅŌ, ±ŅßÓĒĒ¹Õ
’Ņ ÓńļĶ„Ē¹ņ Ķ±“Ņ„ĒĶĻÓņ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 4.2.1ę [ 34 ].
ĀĀ ╬õĒŅŌÕņÕĒĒŅ ±Ā
’ŅŌÕõÕĒĶÕņ ¾ĻÓńÓĒĒ¹§ ÓßŅ“ Ō ų╩┴╠į1, Ō ņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶ§ ±ļ¾µßÓ§ Ō 1962
ŃŅõ¾ ß¹ļĶ Ō¹’¾∙ÕĒ¹ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ĒŅņÓ“ĶŌĒ¹Õ õŅĻ¾ņÕĒ“¹ ’Ņ
±Ķ±“ÕņÓ“ĶńĶŅŌÓĒĒŅņ¾ ĒÓßļ■õÕĒĶ■ ńÓ ±Ņ±“Ņ ĒĶÕņ Ń¾Ē“ŅŌ, Ō “Ņņ „Ķ±ļÕ ĶĀ ’Ņ Ķ§ Ńļ¾ßĶĒÕ õļ ßŅļ³°ŅŃŅ „Ķ±ļÓ ÓķŅĒŅŌ
±“ÓĒ¹. ═Ó Ņ±ĒŅŌÓĒĶĶ ½═Ó±“ÓŌļÕĒĶ ŃĶõŅņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶņ ±ļ¾µßÓņ╗ [ 35] Ķ
õŅ’ŅļĒÕĒĶ Ļ ĒÕņ¾, Ō¹’¾∙ÕĒĒŅņ¾ Ō 1966 ŃŅõ¾. [ 36 ], ŅßŅß∙ÕĒĒ¹Õ õÓĒĒ¹Õ
’¾ßļĶĻ¾■“± Ō Ō¹’¾±ĻÓ§ ½╠Õ“ÕŅŅļŅŃĶ„Õ±ĻĶÕ ÕµÕņÕ± „ĒĶĻĶ╗.
4.2.2Ā ╠Õ“Ņõ ŌĒ¾“ÕĒĒÕķ
Óņ’¾ļĶńÓ÷ĶĶ
─ļ ÓĻÕ“Ā ± µĶõĻĶņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌÓ, ĻŅ“Ņ¹Õ
Ōļ ■“± Ō¹±ŅĻŅ“ŅĻ±Ķ„Ē¹ņĶ Ķ ĻŅŅńĶŅĒĒŅ Ņ’Ó±Ē¹ņĶ µĶõĻŅ±“ ņĶ, ĻŅņ’ļÕĻ±
ÓńÓßÓ“¹ŌÓÕņ¹§ ±Õõ±“Ō ’Ņ ÕÕĀ
ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ÓĻÕ“¹ ĒÓ’ÓŌļÕĒ ĒÓĀ ŅßÕ±’Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“ĶĀĀ ßÓĻŅŌ, Ō ĻŅ“Ņ¹§ ±ŅõÕµÓ“± ÓĻÕ“Ē¹Õ
“Ņ’ļĶŌÓ, Ó “ÓĻµÕ ĒÓ ŅßÕ±’Õ„ÕĒĶÕ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ō ÷ÕļŅņ “Ņ’ļĶŌĒ¹§
“ÓĻ“ŅŌ, ŌĻļ■„Ó Ķ ±ÓņĶ ßÓĻĶ.
ĀĀ . ŽŅŌÕõÕĒĒ¹Õ ’ÕõŌÓĶ“Õļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ
Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ Ō “Ņ’ļĶŌĒ¹§ “ÓĻ“Ó§ ’ŅĻÓńÓļĶ, „“Ņ õļĶ“Õļ³ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³
“ÓĻĶ§ ±ŅÕõĶĒÕĒĶķ ĒÕ ņŅµÕ“ ß¹“³ ŅßÕ±’Õ„ÕĒÓ Ķ, Ō ’Ņ÷Õ±±Õ ’ŅŌÕõÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“ŅŌ ĒÓ ŅßÓń÷Ó§,Ā ŅĒÓ ĒÕĀ ß¹ļÓ ŌŅ±±“ÓĒŅŌļÕĒÓ ’¾“Õņ ĒÓĒÕ±ÕĒĶ ÓńļĶ„Ē¹§
ŃÕņÕ“ĶĻŅŌ ĒÓ “ÕĻ¾∙ÕÕ Óń·ÕņĒŅÕ ±ŅÕõĶĒÕĒĶÕ. ąÕń¾ļ³“Ó“¹Ā ’ŅŌÕõÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ŅßÓń÷ŅŌ ÓńļĶ„Ē¹§
“Ķ’ŅŌ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.4.2.3ą. ─ļĶ“Õļ³Ē¾■ ŃÕņÕ“Ķ„ĒŅ±“³
ĒÕ ŅßÕ±’Õ„Ķļ “ÓĻµÕ ņÕ“Ņõ ŅßņŅ“ĻĶ ±Ņß÷ĶŅĒĒ¹ņĶ “ĻÓĒ ņĶ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅŃŅ ņÕ±“Ó
“Õ„Ķ ĻŅņ’ŅĒÕĒ“Ó, ŽĶ ŅßņŅ“ĻÕ ņÕ±“Ó “Õ„Ķ ±Ņß÷ĶŅĒĒ¹ņĶ “ĻÓĒ ņĶ, ĻÓĻ ²“Ņ ß¹ļŅ
±õÕļÓĒŅ Ō °Ó§“Õ ĒÓ ÓĻÕ“Õ 8╩67, “Õ„³ Ō ²“Ņņ ±ļ¾„ÓÕ Õ∙Õ ßŅļ³°Õ Óń·ÕõÓÕ“±
Ķ±“ÕĻÓÕņ¹ņĶ ’Ņõ¾Ļ“ÓņĶ ńÓ ±„Õ“ Ķ§ ±ŅÕõĶĒÕĒĶ ± ŌļÓŃŅķ ĒÓ¾µĒŅŃŅ ŌŅńõ¾§Ó.
ĀĀĀ ┬ ╩┴ ½čÓļ■“╗ õļ ²“Ķ§ ÷ÕļÕķ ß¹ļ ÓńÓßŅ“ÓĒ ÕņŅĒ“Ē¹ķ ßÓĒõÓµ Ō
õŌ¾§ ŌÓĶÓĒ“Ó§, ’ŅĻÓńÓĒĒ¹§ ĒÓ ąĶ±.4.2.4ą. ┬ ’ÕŌŅņ ŌÓĶÓĒ“Õ ĒÓ “Õ„³
ĒÓņÓ“¹ŌÓļÓ±³ ¶“ŅŅ’ļÓ±“ŅŌÓ ļÕĒ“Ó įė╠ Ķ ńÓ“Õņ ŅßµĶņÓļÓ±³ ßÓĒõÓµŅņ. ęÓĻŅķ ņÕ“Ņõ
’ŅńŌŅļĶļ ļŅĻÓļĶńŅŌÓ“³ “Õ„³ ĒÓ ŅõĒŅņ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅņ ĶńõÕļĶĶ Ō±ÕŃŅ ĒÓ “Ķ
ņÕ± ÷Ó. ┬Ņ Ō“ŅŅņ ŌÓĶÓĒ“Õ ŌĒ¾“Ķ ÓńņÕ∙Óļ± ±ŅßÕĒ“, ’ŅŃļŅ∙Ó■∙Ķķ ’Ó¹
ĻŅņ’ŅĒÕĒ“ŅŌ, ĒÓ§ŅõĶŌ°Ķķ± ’Ņ ŌĒ¾“ÕĒĒÕķ ’ÕĶ¶ÕĶĶ ßÓĒõÓµÓ Ķ ĒÕ ±Ņ’ĶĻÓ±Óļ± ±
“Õ„³■. ęÓĻŅķ ßÓĒõÓµ ¾±“ÓĒÓŌļĶŌÓļ± ĒÓ ņÕ±“Ņ “Õ„Ķ, ĶńŅļĶŅŌÓļ ÕÕ Ņ“ ŌļÓŃĶ
ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó Ķ “Õņ ±Óņ¹ņ ’ÕõŅ“ŌÓ∙Óļ Óń·ÕõÓĒĶÕ “Õ„Ķ, Ó Ķ±“ÕĻÓÕņ¹ķ
ĻŅņ’ŅĒÕĒ“ ’ŅŃļŅ∙Óļ± ±ŅßÕĒ“Ņņ. ęÓĻĶņ ņÕ“ŅõŅņ ß¹ļÓ Ņ“ÕņŅĒ“ĶŅŌÓĒÓ ’Ņ ŌĶŌ°Ó ±
“Õ„³ ĒÓ ŅõĒŅņ Ķń ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ĶńõÕļĶķ ėą-100 Ķ ŅĒŅ ± ¾±“ÓĒŅŌļÕĒĒ¹ņ
ßÓĒõÓµŅņ ’Ņ±“Ņ ļŅ ’Ņõ ĻŅņ’ŅĒÕĒ“Ņņ ßŅļÕÕ õÕ± “Ķ ļÕ“. ŪÓ ²“Ņ ŌÕņ “Õ„³ ńÓßĶļÓ±³
’Ņõ¾Ļ“ÓņĶ ĻŅŅńĶĶ Ķ ŃÕņÕ“Ķ„ĒŅ±“³ ŌŅ±±“ÓĒŅŌĶļÓ±³.
Ā ╚±’Ņļ³ńŅŌÓĒĶÕ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ĒÕ ŅßÕ±’Õ„ĶŌÓÕ“ õļĶ“Õļ³ĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅļŅ±“Õķ ± └Ų Ō ±Ķļ¾ ŌŅńĒĶĻĒŅŌÕĒĶ ÕļÓĻ±Ó÷ĶĶ ĒÓ’ µÕĒĶķ Ō
¾’ļŅ“ĒÕĒĶ § Ķ ±“ µĒ¹§ ²ļÕņÕĒ“Ó§ “ÓĻĶ§ ±ŅÕõĶĒÕĒĶķ, ’ĶŌŅõ ∙Ķ§ Ļ Ķ§ Ņ±ļÓßļÕĒĶ■ Ķ
’Ņ ŌļÕĒĶ Ō ĒĶ§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ. ŽŅļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ ’Ņ ²“Ņņ¾ ŌŅ’Ņ±¾
’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 4.2.5. ŽŅ ²“Ņķ ’Ķ„ĶĒÕ, Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ķń “ÓĻĶ§
±ŅÕõĶĒÕĒĶķ ’ÕĶŅõĶ„Õ±ĻĶ ņŅŃ¾“ ’Ņ Ōļ “³± “Õ„Ķ ’Ņõ¾Ļ“ŅŌ. ŽŅ²“Ņņ¾ Óń·ÕņĒ¹Õ
±ŅÕõĶĒÕĒĶ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÕŅߧŅõĶņŅ ’ÕĶŅõĶ„Õ±ĻĶ ’Ņõ“ ŃĶŌÓ“³.
ĀĀĀ ęÓĻĶņ ŅßÓńŅņ, ’ŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ Ņ±ĒŅŌĒ¹ņ
ņÕŅ’Ķ “ĶÕņ ŅßÕ±’Õ„ÕĒĶ ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶĀ ĶńõÕļĶķ ± └Ų Ōļ Õ“± Ō¹’ŅļĒÕĒĶÕ ÕņĻŅ±“Õķ Ķ µĶõĻŅ±“Ē¹§ “ÓĻ“ŅŌ Ō
÷Õļ³ĒŅ±ŌÓĒŅņ Ķ±’ŅļĒÕĒĶĶ ßÕń ’ĶņÕĒÕĒĶ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ Ō ßÓĻÓ§ Ķ ŌŅ Ō±Õ§
ÓŃÕŃÓ“Ó§ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹.
Ā ─ļ ÓńļĶ„Ē¹§ “Ķ’ŅŌ ĻŅĒ±“¾Ļ÷Ķķ Ķ ņÓ“ÕĶÓļŅŌ ’ĶņÕĒ ■“± ±ŌŅĶ
ņÕ“Ņõ¹ Ķ ŅßŅ¾õŅŌÓĒĶÕ õļ ±ŌÓĻĶ. ╬ß∙Ķņ õļ Ō±Õ§ “Ķ’ŅŌ ĻŅĒ±“¾Ļ÷Ķķ Ķ ŌĶõŅŌ
±ŌÓĻĶ Ōļ Õ“± ĻŅĒ“Ņļ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ±ļÕ ±ŌÓĻĶ. ąÓńļĶ„Ē¹Õ ņÕ“Ņõ¹ ĻŅĒ“Ņļ
ĻÓ„Õ±“ŌÓ ±ŌÓĻĶ (ÕĒ“ŃÕĒ, ¾ļ³“ÓńŌ¾Ļ Ķ õ.) õÓ■“ ĻÓ„Õ±“ŌÕĒĒ¾■ ĻÓ“ĶĒ¾
Ō¹’ŅļĒÕĒĶ ±ŌÓĒŅŃŅ °ŌÓ. ŪÓĻļ■„Ķ“Õļ³Ē¹ņ ŌĶõŅņ ĻŅĒ“Ņļ õŅļµĒÓ ß¹ļÓ Ōļ “³±
’ŅŌÕĻÓ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ’ŅŌŅõĶņÓ ņÕ“ŅõÓņĶ, ŅßļÓõÓ■∙ĶņĶ ßŅļÕÕ Ō¹±ŅĻŅķ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³■. ęÓĻĶ§ ņÕ“ŅõŅŌ ĒÕ ±¾∙Õ±“ŌŅŌÓļŅ “ŅŃõÓ Ķ ŅĒĶ ß¹ļĶ ÓńÓßŅ“ÓĒ¹ Ō
ų╩┴╠į1. Ō ±’Õ÷ĶÓļ³ĒŅ ±ŅńõÓĒĒŅķ, ’Ņ ĶĒĶ÷ĶÓ“ĶŌÕ Ķ ’Ņ Ķ±§ŅõĒ¹ņ õÓĒĒ¹ņ Ņ“õÕļÓ
Óņ’¾ļĶńÓ÷ĶĶ, ļÓßŅÓ“ŅĶĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ┬.└.┘Ó±“ļĶŌŅŃŅ..
ĀĀĀ ┴¹ļ ÓńÓßŅ“ÓĒ õ ÓńļĶ„Ē¹§ ņÕ“ŅõŅŌ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
┬±Õ ŅĒĶ Ņ±ĒŅŌÓĒ¹ ĒÓ ŌŌÕõÕĒĶĶ Ō ĻŅĒ“ŅļĶ¾Õņ¾■ ’ŅļŅ±“³ ĻŅĒ“Ņļ³ĒŅŃŅ ŌÕ∙Õ±“ŌÓ, ’Ņ
ŌÕļĶ„ĶĒÕ Ķ±“Õ„ÕĒĶ ĻŅ“ŅŅŃŅ „ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ±¾õ “ Ņ ±“Õ’ÕĒĶ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ Ņß·ÕņÓ. ąÓńļĶ„ĶÕ ±Ņ±“ŅĶ“ Ō ņÕ“ŅõÓ§ ÕŃĶ±“Ó÷ĶĶ
Ķ±“ÕĻÓÕņŅŃŅ ĻŅĒ“Ņļ³ĒŅŃŅ ŌÕ∙Õ±“ŌÓ. ŽĶ ±ŅńõÓĒĶĶ ÓĻÕ“¹ ėą-100 ß¹ļ ÓńÓßŅ“ÓĒ
ĻŅņ’ļÕĻ± ņÕ“ŅõŅŌ, ±Õõ±“Ō Ķ ŅßŅ¾õŅŌÓĒĶ õļ ’ŅŌÕĻĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō±Õ§
²ļÕņÕĒ“ŅŌ, ¾ńļŅŌ Ķ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó Ō÷ÕļŅņ, ŌĻļ■„Ó Ķ ßÓĻĶ.
Ā ▌“Ķ ņÕ“Ņõ¹ ÓńÓßÓ“¹ŌÓļĶ±³ Ķ ŌĒÕõ ļĶ±³ ’Ņ ņÕÕ Ķ§ ÓńÓßŅ“ĻĶ Ō
“Õ„ÕĒĶĶ õÓ ļÕ“. ŽÓÓņÕ“¹ ĻŅĒ“Ņļ³Ē¹§ ±Õõ±“Ō Ķ ņÕ“ŅõŅŌ, Ņ±¾∙Õ±“ŌļÕĒĒ¹§ ĒÓ
²“Ņķ ÓĻÕ“Õ ’Ņ ŃŅõÓņ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 4.2.2ę. ─ļ ÓńÓßŅ“ĻĶ ²“Ķ§ ņÕ“ŅõŅŌ
ĒÕŅߧŅõĶņŅ ß¹ļŅ ¾±“ÓĒÓŌļĶŌÓ“³ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ĒŅņ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒŅŃŅ
“ÓĻ“Ó. ŽŅõ ĒŅņŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ĶĒĶņÓÕ“± ŌÕļĶ„ĶĒÓ õŅ’¾±“ĶņŅķ ¾“Õ„ĻĶ
ĻŅĒ“Ņļ³ĒŅŃŅ ŌÕ∙Õ±“ŌÓ, ŃÓÓĒ“ĶŅŌÓĒŅ ŅßÕ±’Õ„ĶŌÓ■∙Õķ Ķ±“Õ„ÕĒĶÕ ÓßŅ„ÕŃŅ “ÕļÓ Ō
ńÓõÓĒĒ¹§ ’ÕõÕļÓ§. ┬ÕļĶ„ĶĒÓ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÓńļĶ„ĒÓ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“
ÓßŅ„ÕŃŅ Ķ ĻŅĒ“Ņļ³ĒŅŃŅ “ÕļÓ Ķ Ņ’ÕõÕļ Õ“± Ā
±ŅŅ“ĒŅ°ÕĒĶÕņ ŌÕļĶ„ĶĒ¹ Ķ§ Ķ±“Õ„ÕĒĶ „ÕÕń ŅõĒ¾ Ķ “¾ µÕ ŌÕļĶ„ĶĒ¾ ĒÓ“¾ĒŅŃŅ
ņĶĻŅĻÓĒÓļÓ Ō ĻŅĒ“ŅļĶ¾ÕņŅņ Ņß·ÕņÕ, ĒÓń¹ŌÓÕņŅķ ²ĻŌĶŌÓļÕĒ“Ņņ Ķ±“Õ„ÕĒĶ .ĀĀĀĀĀ Ā
Ā ╬ßÕ±’Õ„ÕĒĶÕ
ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ÓĻÕ“¹, ’ŅņĶņŅ Óņ’¾ļĶńÓ÷ĶĶ ’ŅļŅ±“Õķ ± └Ų, ŌĻļ■„ÓÕ“ Ō
±Õß ĒÕŅߧŅõĶņŅ±“³ ’ŅŌÕõÕĒĶ Ķ±±ļÕõŅŌÓĒĶķ ’Ņ Ķń¾„ÕĒĶ■ ŌļĶ ĒĶ ĒÓ ĶńõÕļĶÕ õÓ
õ¾ŃĶ§ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ. ╩ ĒĶņ ±ļÕõ¾Õ“ Ņ“ĒÕ±“Ķ Ō ’ÕŌ¾■ Ņ„ÕÕõ³
ŅßÕ±’Õ„ÕĒĶÕ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó, Ó “ÓĻµÕ
±Ņ§ÓĒÕĒĶ õļĶ“Õļ³ĒŅķ Ņß∙Õķ Ķ ņÕ±“ĒŅķ Ķ§ ’Ņ„ĒŅ±“Ķ. ╚ņÕÕ“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ
ÓńŌĶ“ĶÕ ’Ņļń¾„Õ±“Ķ ņÓ“ÕĶÓļŅŌ ±“ÕĒŅĻ ’ŅļŅ±“Õķ, ĒÓ§Ņõ ∙Ķ§± õļĶ“Õļ³ĒŅÕ ŌÕņ
’Ņõ ĒÓ’ µÕĒĶÕņ, ŌŅńĒĶĻÓ■∙Ķņ Ņ“ ŌĒ¾“ÕĒĒÕŃŅ õÓŌļÕĒĶ Ō ’ŅļŅ±“Ķ.
ĀĀ
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ’ŅŌ¹°ÕĒĒ¹ņ “Õņ’ÕÓ“¾Óņ ’Ņļń¾„Õ±“³ ņÓ“ÕĶÓļŅŌ Ķ
ĻŅĒ±“¾Ļ÷Ķķ Ķń¾„ÓÕ“± °ĶŅĻŅ Ķ ’Ņ ²“Ņņ¾ ŌŅ’Ņ±¾ ĶņÕÕ“± ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ
õÓĒĒ¹§. ŽĶ ßŅļ³°Ķ§ ±ŅĻÓ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ķ±„Ķ±ļ Õņ¹§ ņĒŅŃĶņĶ ŃŅõÓņĶ, ĒÕŅߧŅõĶņŅ
Ķń¾„Ó“³ Ķ ¾„Ķ“¹ŌÓ“³ ’Ņļń¾„Õ±“³, ĻŅ“ŅÓ ņŅµÕ“Ā
’ŅĶ±§ŅõĶ“³ Ķ ’Ķ ĒŅņÓļ³Ē¹§ “Õņ’ÕÓ“¾Ó§.
ĀĀ ═Ó õ¾ ±
²“ĶņĶ ¶ÓĻ“ŅÓņĶ ĒÕŅߧŅõĶņŅ ß¹ļŅ Ķń¾„Ó“³Ā
ŌļĶ ĒĶÕ Ķ õ¾ŃĶ§ ĒÕ ņÕĒÕÕ ŌÓµĒ¹§ ¶ÓĻ“ŅŅŌ. ╚§ Ķń¾„ÕĒĶÕ ß¹ļŅ ’ŅŌÕõÕĒŅ
’¾“Õņ ’ŅŌÕõÕĒĶ ßŅļ³°ÕŃŅ ĻŅņ’ļÕĻ±Ó Ķ±±ļÕõŅŌÓĒĶķ, õļ ’ŅŌÕõÕĒĶ ĻŅ“Ņ¹§ ß¹ļŅ
ÓńÓßŅ“ÓĒŅ, ĶńŃŅ“ŅŌļÕĒŅ Ķ Ķ±’¹“ÓĒŅ “¹± „Ķ ŅßÓń÷ŅŌ, ±Ņ“ĒĶ ²ļÕņÕĒ“ŅŌ Ķ
ÓŃÕŃÓ“ŅŌ, ßÓ„ĻŅŌ Ķ ņŅõÕļ³Ē¹§ ĶńõÕļĶķ, ’ÕÕ„ÕĒ³ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ
4.2.3ę.[37] ╬±ĒŅŌĒ¹Õ Õń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ĶńļÓŃÓ■“± õÓļÕÕ Ō
õÓĒĒŅķ ÓßŅ“Õ
Ā . ┬
’Ņ÷Õ±±Õ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļŅ ÓńÓßŅ“ÓĒŅ ńĒÓ„Ķ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ
ņÕ“ŅõŅļŅŃĶ„Õ±ĻĶ§ ’Ņõ§ŅõŅŌ, ĻŅ“Ņ¹Õ ’ĶŌŅõ “± ’Ņ §Ņõ¾ ĶńļŅµÕĒĶ ņÓ“ÕĶÓļÓ, Ķ
ŅßŅß∙ÕĒ¹ Ō ĻŅĒ÷Õ ÓßŅ“¹. ŽĶŌŅõĶņ¹Õ ņÕ“ŅõŅļŅŃĶ„Õ±ĻĶÕ ’Ņõ§Ņõ¹, ÓńÓßŅ“ÓĒĒ¹Õ
’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ, ņŅŃ¾“ ’ĶņÕĒ “³± Ķ õļ õ¾ŃĶ§ ŌĶõŅŌ “Õ§ĒĶĻĶ,
±ŅõÕµÓ∙Ķ§ Ņ’Ó±Ē¹Õ µĶõĻŅ±“Ķ.
4.3.
┬ŅńõÕķ±“Ō¾■∙ĶÕ ¶ÓĻ“Ņ¹ ’Ķ ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ.
Ā
ĀĀ ═Ó ĶńõÕļĶ , ÓńņÕ∙ÕĒĒ¹Õ Ō ńÓŃļ¾ßļÕĒĒ¹§ ±ŅŅ¾µÕĒĶ §
õÕķ±“Ō¾■“ õ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ. ŽÕŌ¹ņĶ Ķń ĒĶ§ Ōļ ■“± ¶ÓĻ“Ņ¹, Ņ’ÕõÕļ Õņ¹Õ
§ÓÓĻ“ÕŅņ ’Ņ„ŌÕĒĒŅ Ń¾Ē“ŅŌ¹§ ¾±ļŅŌĶķ, ŃõÕ Ó±’ŅļÓŃÓÕ“± õÓĒĒŅÕ ±ŅŅ¾µÕĒĶÕ. ╩
ĒĶņ ņŅµĒŅ Ņ“ĒÕ±“Ķ “ÓĻĶÕ, ĻÓĻ ±Ņ±“ÓŌ Ķ ’ÓÓņÕ“¹ Ó“ņŅ±¶Õ¹ ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó,
±Ņ±“ÓŌ ’ŅõńÕņĒ¹§ ŌŅõ Ķ ŃÓńŅŌ¹ķ ±Ņ±“ÓŌ Ń¾Ē“ŅŌ. ═Ņ Ō±Õ ŅĒĶ Ō Ķ“ŅŃÕ
ĻŅĒ÷ÕĒ“Ķ¾■“± Ō “Õņ’ÕÓ“¾Õ Ķ ŌļÓµĒŅ±“Ķ, ŅßÓń¾■∙Ķ§± Ō ’ŅõńÕņĒŅņ ±ŅŅ¾µÕĒĶĶ,
’Ņ±ĻŅļ³Ļ¾ ĶņÕĒĒŅ ²“Ķ ¶ÓĻ“Ņ¹, Ō Ņ±ĒŅŌĒŅņ, Ņ’ÕõÕļ ■“ õŅļŃŅŌÕ„ĒŅ±“³ ĶńõÕļĶ ,
ĒÓ§Ņõ ∙ÕŃŅ± Ā Ō “ÓĻŅņ ±ŅŅ¾µÕĒĶĶ.
4.3.1Ā ęÕņ’ÕÓ“¾Ó Ō ĒÕ ŌÕĒ“ĶļĶ¾ÕņŅķ Ķ ĒÕ
Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ.
ĀĀ
╬±ĒŅŌĒ¹ņ ŌŅńõÕķ±“Ō¾■∙Ķņ
¶ÓĻ“ŅŅņ ’Ķ ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ Ōļ Õ“± “Õņ’ÕÓ“¾ĒŅ- ŌļÓµĒŅ±“ĒŅķ ÕµĶņ Ō
°Ó§“Õ. ąÓĒÕÕ ’ĶŌŅõĶļĶ±³ ±“Ó“Ķ±“Ķ„Õ±ĻĶÕ õÓĒĒ¹Õ ’Ņ ŌÕļĶ„ĶĒÕ õÓĒĒ¹§ ’ÓÓņÕ“ŅŌ ’Ņ
Ńļ¾ßĶĒÕ Ń¾Ē“Ó Ō ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ÓķŅĒÓ§. ═Ó ąĶ±. 4.2.1ąĀ ¾ĻÓńÓĒ¹ Ķ ’ĶŌÕõÕĒ¹ õÓĒĒ¹ÕĀ ’Ņ ńĒÓ„ÕĒĶ ņ Ńļ¾ßĶĒÓņ h1,
ĒÓ
ĻŅ“Ņ¹§ ĶńņÕĒÕĒĶ “Õņ’ÕÓ“¾ Ń¾Ē“Ó ĒÕ Ņ“ļĶ„ÓÕ“± Ņ“ ±ÕõĒÕŃŅõŅŌ¹§
“Õņ’ÕÓ“¾ õÓĒĒŅŃŅ ÓķŅĒÓ, Ó “ÓĻµÕ Ńļ¾ßĶĒÓ h2, ĒÓ ĻŅ“ŅŅķ ’ŅĶ±§ŅõĶ“
ńÓ“¾§ÓĒĶÕ ’ÕŌŅķ ’Ņļ¾ŌŅļĒ¹ ĶńņÕĒÕĒĶ “Õņ’ÕÓ“¾¹. ęÓņ µÕ ’ĶŌÕõÕĒ¹ õÓĒĒ¹Õ ’Ņ
“Õņ’ÕÓ“¾Óņ Ķ ŌļÓµĒŅ±“Ķ ŌŅńõ¾§Ó õÓĒĒŅŃŅ ĻļĶņÓ“Ķ„Õ±ĻŅŃŅ ÓķŅĒÓ.ĀĀ
ĀĀ ŽĶŌÕõÕĒĒ¹Õ ±ŌÕõÕĒĶ õÓ■“ Ņß∙ÕÕ ’Õõ±“ÓŌļÕĒĶÕ Ņ
§ÓÓĻ“ÕÕ ĶńņÕĒÕĒĶ ²“Ķ§ ’ÓÓņÕ“ŅŌ. ┬ņÕ±“Õ ± “Õņ, °Ó§“Ó ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ
ńÓŃļ¾ßļÕĒĒŅÕ ±ŅŅ¾µÕĒĶÕ ± ńÓ∙Ķ“ĒŅķ Ļ¹°Õķ Ķ ŅŃŅļŅŌĻŅņ Ō ÕÕ ŌÕ§ĒÕķ „Ó±“Ķ Ķ ²“Ķ
ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Ņ±ŅßÕĒĒŅ±“Ķ ņŅŃļĶ ±¾∙Õ±“ŌÕĒĒŅ ±ĻÓńÓ“³± ĒÓ ÕÓļ³ĒŅ ±¾∙Õ±“Ō¾■∙Ķķ
ÕµĶņ Ō °Ó§“Õ, „“Ņ “ÕßŅŌÓļŅ ±ŌŅÕŃŅ Ķń¾„ÕĒĶ . ūÕÕń Ļ¹°¾ °Ó§“¹ Ķõ¾“ ńĒÓ„Ķ“Õļ³Ē¹Õ
“Õ’ļŅ’Ņ“ŅĻĶ, ŌļĶ ■∙ĶÕ ĒÓ Ó±’ÕõÕļÕĒĶÕ “Õņ’ÕÓ“¾ Ō °Ó§“Õ. ▌“Ņņ¾ ±’Ņ±Ņß±“Ō¾Õ“
“ÓĻµÕ “Õ’ļŅŌ¹õÕļÕĒĶÕ Ķń ŅŃŅļŅŌĻÓ °Ó§“¹ Ķ ÓßŅ“Ó■∙ÕŃŅ ŅßŅ¾õŅŌÓĒĶ ÓĻÕ“¹.
Ā ęÕņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ Ō ĒÕ ŌÕĒ“ĶļĶ¾Õņ¹§ Ķ ĒÕ
Ņ“Ó’ļĶŌÓÕņ¹§Ā ńÓŃļ¾ßļÕĒĒ¹§ ±ŅŅ¾µÕĒĶ §,
Ō “Ņņ „Ķ±ļÕ Ķ °Ó§“Ē¹§ ’¾±ĻŅŌ¹§ ¾±“ÓĒŅŌĻÓ§ “ÓĻŅŃŅ “Ķ’Ó, ŌŅ ņĒŅŃŅņ ±ĻļÓõ¹ŌÓÕ“±
’Ņõ ŌŅńõÕķ±“ŌĶÕņ ŃŅõĶ„Ē¹§ ĶńņÕĒÕĒĶķ “Õņ’ÕÓ“¾¹ Ó“ņŅ±¶Õ¹ Ķ Ń¾Ē“Ó Ō ņÕ±“Õ
ĒÓ§ŅµõÕĒĶ õÓĒĒŅŃŅ ±ŅŅ¾µÕĒĶ . ═Ó ²“Ķ ’ÓÓņÕ“¹ ŅĻÓń¹ŌÓ■“ “ÓĻµÕ ŌļĶ ĒĶÕ ±Ņ±“ÓŌ
Ń¾Ē“Ó Ķ ÕŃŅ ’Ņ„ŌÕĒĒŅ-ŃÕŅļŅŃĶ„Õ±ĻÓ ±“¾Ļ“¾Ó.Ā
Ā ╬’ÕõÕļÕĒĶÕ “Õņ’ÕÓ“¾¹ Ń¾Ē“Ó ’Ņ Ńļ¾ßĶĒÕ
’Õõ±“ÓŌļ Õ“ ±ŅßŅķ Õ°ÕĒĶÕ ńÓõÓ„Ķ ĒÓ§ŅµõÕĒĶ Ó±’ÕõÕļÕĒĶ “Õņ’ÕÓ“¾¹ Ō
’Ņļ¾ßÕ±ĻŅĒÕ„ĒŅņ “ŌÕõŅņ “ÕļÕ, “Õņ’ÕÓ“¾Ó ’ŅŌÕ§ĒŅ±“Ķ ĻŅ“ŅŅŃŅĀ ’ÕĶŅõĶ„Õ±ĻĶ ĶńņÕĒ Õ“± Ķ Ņ’Ķ±¹ŌÓÕ“±
¾ÓŌĒÕĒĶÕņ [38 ] :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ π
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ π
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -hĀĀ Ó ęĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -hĀĀ Ó ęĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ tw = two . čŅs (ĀĀĀĀ πĀĀĀ .hĀ -Ā 2πτĀĀ )ĀĀĀ
ģģ. ģģģ..ĀĀĀĀ (4.3.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ tw = two . čŅs (ĀĀĀĀ πĀĀĀ .hĀ -Ā 2πτĀĀ )ĀĀĀ
ģģ. ģģģ..ĀĀĀĀ (4.3.1į)
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
αTĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
αTĀĀĀĀĀĀĀĀĀĀĀ
ŃõÕ:
ĀĀĀĀĀĀĀĀ tw ¢ “ÕĻ¾∙ÕÕ ńĒÓ„ÕĒĶÕ “Õņ’ÕÓ“¾¹
Ń¾Ē“Ó,
ĀĀĀĀĀĀĀĀ two ¢ “Õņ’ÕÓ“¾Ó ’ŅŌÕ§ĒŅ±“Ķ ’Ņ„Ō¹, ÓŌĒÓ ’ŅļŅŌĶĒÕ
ŃŅõŅŌŅķ Óņ’ļĶ“¾õ¹ ĻŅļÕßÓĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÓĻ±ĶņÓļ³ĒŅķ “Õņ’ÕÓ“¾¹,
ĀĀĀĀĀĀĀĀ h -ĀĀĀĀĀ “ÕĻ¾∙ÕÕ ńĒÓ„ÕĒĶÕ ŅõĶĒÓ“¹ ’Ņ Ō¹±Ņ“Õ Ń¾Ē“Ó
ĀĀĀĀĀĀĀĀ λ -Ā
ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õņ’ÕÓ“¾Ņ’ŅŌŅõĒŅ±“Ķ Ń¾Ē“Ó,
ĀĀĀĀĀĀĀ ę ¢ ŌÕņ ŃŅõĶ„ĒŅŃŅ ÷ĶĻļÓ ĶńņÕĒÕĒĶ “Õņ’ÕÓ“¾¹,
ĀĀĀĀĀĀĀ ΤĀ - “ÕĻ¾∙ÕÕ
ńĒÓ„ÕĒĶÕ ŌÕņÕĒĶ Ņ“±„Õ“Ó.
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ πĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ πĀĀĀĀĀ
![]() ┬ÕļĶ„ĶĒÓĀ čŅsĀĀĀĀĀĀĀĀĀĀĀ Ō¹ÓµÓÕ“ ĻŅ±ĶĒ¾±ŅĶõÓļ³Ē¾■ ŌŅļĒ¾ ± Óņ’ļĶ“¾õŅķ two Ķ õļĶĒŅķ ŌŅļĒ¹ xŅ.
┬ÕļĶ„ĶĒÓĀ čŅsĀĀĀĀĀĀĀĀĀĀĀ Ō¹ÓµÓÕ“ ĻŅ±ĶĒ¾±ŅĶõÓļ³Ē¾■ ŌŅļĒ¾ ± Óņ’ļĶ“¾õŅķ two Ķ õļĶĒŅķ ŌŅļĒ¹ xŅ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ α ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ─ļĶĒÓ ŌŅļĒ¹ĀĀĀĀĀĀĀ xŅ =ĀĀ ĀĀπαę
.ĀĀ ┬ÕļĶ„ĶĒÓ twoCos ﴾ĀĀĀĀĀ πĀĀĀ . hĀ -ĀĀ 2πτĀ ﴿ĀĀ Ō¹ÓµÓÕ“ “¾ µÕ ŌŅļĒ¾,
„“ŅĀ
─ļĶĒÓ ŌŅļĒ¹ĀĀĀĀĀĀĀ xŅ =ĀĀ ĀĀπαę
.ĀĀ ┬ÕļĶ„ĶĒÓ twoCos ﴾ĀĀĀĀĀ πĀĀĀ . hĀ -ĀĀ 2πτĀ ﴿ĀĀ Ō¹ÓµÓÕ“ “¾ µÕ ŌŅļĒ¾,
„“ŅĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
αęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ2πτ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
αęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ2πτ
Ķ ÓĒ³°Õ, ĒŅ ±õŌĶĒ¾“¾■ Ō ’ŅļŅµĶ“Õļ³Ē¾■ ±“ŅŅĒ¾
ĒÓ’ÓŌļÕĒĶ Ņ±Ķ x ĒÓ ŌÕļĶ„ĶĒ¾ĀĀĀ ęĀ .
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-ĀĀĀĀĀ πĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-ĀĀĀĀĀ πĀĀĀ
![]()
![]() └ņ’ļĶ“¾õÓ ĻŅļÕßÓĒĶ Ā ĒÓ Ó±±“Ņ ĒĶĶ hĀ Ņ“ ’ŅŌÕ§ĒŅ±“Ķ ¾ņÕĒ³°ÓÕ“± ĒÓ ņĒŅµĶ“Õļ³ ÕĀĀĀ α ęĀĀĀ .h
└ņ’ļĶ“¾õÓ ĻŅļÕßÓĒĶ Ā ĒÓ Ó±±“Ņ ĒĶĶ hĀ Ņ“ ’ŅŌÕ§ĒŅ±“Ķ ¾ņÕĒ³°ÓÕ“± ĒÓ ņĒŅµĶ“Õļ³ ÕĀĀĀ α ęĀĀĀ .h
ĀĀ
╚±±ļÕõŅŌÓĒĶÕ “Õ’ļŅŌŅŃŅ ±Ņ±“Ņ ĒĶ °Ó§“¹ ±Ō ńÓĒŅ, Ō Ņß∙Õņ ±ļ¾„ÓÕ ±Ō ńÓĒŅ ±
ĶĒ“ÕŃĶŅŌÓĒĶÕņ ±Ķ±“Õņ¹ ¾ÓŌĒÕĒĶķ “Õ’ļŅņÓ±±ŅŅßņÕĒÓ. ęŅ„ĒŅÕ Õ°ÕĒĶÕ ńÓõÓ„Ķ
±Ō ńÓĒŅ ± ßŅļ³°ĶņĶ “¾õĒŅ±“ ņĶ, Ņß¾±ļŅŌļÕĒĒ¹ņĶ ńĒÓ„Ķ“Õļ³Ē¹ņĶ ĶńņÕĒÕĒĶ ņĶ Ķ
ŌÓĶÓ÷Ķ ņĶ ’Ņ ŌÕļĶ„ĶĒÓņ ŃÓĒĶ„Ē¹§ ¾±ļŅŌĶķ.
ĀĀ └Ō“Ņ¹
ÓßŅ“¹ [39] Ņ’ÕõÕļ ■“ Ó±’ÕõÕļÕĒĶÕ “Õņ’ÕÓ“¾ Ō „Ó±“Ķ °Ó§“¹ ’Ķ õŅ’¾∙ÕĒĶĶ,
„“Ņ “Õņ’ÕÓ“¾Ó ĒĶµÕ ŅŃŅļŅŌĻÓ ĒÕ ņÕĒ Õ“± Ķ ÓŌĒÓ ±ÕõĒÕŃŅõŅŌŅķ “Õņ’ÕÓ“¾Õ
Ń¾Ē“Ó.
ąÓ±’ÕõÕļÕĒĶÕ ±ÕńŅĒĒ¹§ “Õņ’ÕÓ“¾ Ō ├¾ĒÕ ( two) Ō õÓĒĒŅķ ÓßŅ“Õ ’ĶĒĶņÓļŅ±³ ±ŅŃļÓ±ĒŅ Ō¹ÓµÕĒĶ 4.23.1į. ėÓŌĒÕĒĶÕ õļ
Ņ’ÕõÕļÕĒĶ “Õņ’ÕÓ“¾¹ Ń¾Ē“Ó Ņ“ ŌļĶ ĒĶ “Õ’ļŅ’ŅŌŅõĒŅ±“Ķ ŅŃŅļŅŌĻÓ õļ ŅõĒŅņÕĒŅŃŅ
ÕĖ ĶńņÕÕĒĶ ’Ņ Ō¹±Ņ“Õ ĶņÕÕ“ ŌĶõ:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀ![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-ĀĀĀĀĀĀĀ π
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-ĀĀĀĀĀĀĀ π
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀh.ĀĀ ĀĀαęĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀh.ĀĀ ĀĀαęĀĀĀĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀ d2 twĀ Ā+ĀĀĀ ╩w ℓĀĀĀ ﴾ tw ¢ tw±)ĀĀĀĀĀĀ tw∞ = ĀÕ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ+Ā t ±ĀĀ ģģģģģģ.(4.3.2į)ĀĀ
ĀĀĀĀĀĀĀĀĀĀ d2 twĀ Ā+ĀĀĀ ╩w ℓĀĀĀ ﴾ tw ¢ tw±)ĀĀĀĀĀĀ tw∞ = ĀÕ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ+Ā t ±ĀĀ ģģģģģģ.(4.3.2į)ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ dx2ĀĀĀĀĀĀĀĀĀ λf
ĀĀĀ ŃõÕ:ĀĀĀ t±Ā - ±ÕõĒÕ ±ÕńŅĒĒÓ “Õņ’ÕÓ“¾Ó Ń¾Ē“Ó
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓ,fĀ -
’ÕĶņÕ“ Ķ ’ļŅ∙Óõ³ ŅŃŅļŅŌĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
KwĀ -
ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ÕÕõÓ„Ķ „ÕÕń ßŅĻŅŌ¹Õ ±“ÕĒĻĶ °Ó§“¹
ŽŅ±ĻŅļ³Ļ¾Ā
Ņ“±¾“±“Ō¾Õ“ “Ņ„ĒŅÕ Õ°ÕĒĶÕ ’Ņ Ņ’ÕõÕļÕĒĶ■ “Õņ’ÕÓ“¾ĒŅŃŅ ’Ņ¶Ķļ ŌŅńõ¾§Ó
’Ņõ Ļ¹°Õķ °Ó§“¹, Ó±„Õ“ ’ŅŌŅõĶ“± ’Ņ ’ĶßļĶµÕĒĒŅņ¾ ¾ÓŌĒÕĒĶ■:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-m h
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ tŌ ¢ t±Ā = (Ā tĻ -Ā tŌ ± ) ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ.(4.3.3į)
![]()
![]() ŃõÕ:
ŃõÕ:
![]()
![]() ĀĀĀĀĀĀĀ m =ĀĀĀĀĀĀ
άw
ĀĀĀĀĀĀĀ m =ĀĀĀĀĀĀ
άw
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
λσ
ĀĀĀĀĀĀĀ
,σ
¢ ’ÕĶņÕ“ Ķ ’ļŅ∙Óõ³ Ļ¹°Ķ,
Ā ĀĀĀĀĀĀλĀĀĀ -Ā ĻŅ²¶¶Ķ÷ĶÕĒ“
“Õ’ļŅ’ŅŌŅõĒŅ±“Ķ ŌŅńõ¾§Ó,
ĀĀĀĀĀĀĀ
άĀĀĀ = 8 ĻĻÓļ/ņ2.„Ó±.ŃÓõ.
¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ŅŌŅõĒŅ±“Ķ Ņ“ ŌŅńõ¾§Ó Ļ ±“ÕĒĻÕ °Ó§“¹,
ĀĀĀĀ tŌ.±
; tĻ; tŌ ¢ “Õņ’ÕÓ“¾Ó ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ: ±ÕõĒ ’Ņ Ō¹±Ņ“Õ °Ó§“¹,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĻ¹°Ķ Ķ ŌŅńõ¾§Ó Ō °Ó§“Õ.
ĀĀ
ĀęÕņ’ÕÓ“¾Ó
ŌŅńõ¾§Ó Ō °Ó§“Õ ńĶņŅķ Ņ’ÕõÕļ Õ“± ĻŅĒŌÕĻ÷ĶÕķ ŌŅńõ¾§Ó Ķ ĒÓ§ŅõĶ“± Ķń ¾ÓŌĒÕĒĶ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ └Ō =ĀĀĀ q └Ņ
+ ╩ Ķńõ.fĶńõ. └ĶńõĀĀĀ +Ā ąĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģģ(4.3.4į)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀ
ŃõÕ:
ĀĀĀĀĀĀĀ qĀ = 2 ╩Ļ. fĻ
ĀĀĀĀĀĀĀĀ n = ╩Ļ.f
Ļ + ╩ŅŃ. f ŅŃ Ā+ ╩ w. f w
+ ╩Ķńõ .fĀ Ķńõ
ĀĀĀĀĀĀĀĀ ą =
╩ŅŃ. f ŅŃ.└ŅŃ
ĀĀĀĀĀĀĀĀĀ
└Ņ
=Ā two ;ĀĀĀ └ŅŃ = t± ¢ tŅŃ;Ā ĀĀ└Ō = t± ¢ tŌ
ĀĀĀĀĀ ╩Ļ;
╩ŅŃ; ╩w; ╩Ķńõ ¢
±ŅŅ“ŌÕ“±“ŌÕĒĒŅ ĻŅ²¶¶Ķ÷ĶÕĒ“¹: “Õ’ļŅ’ÕÕõÓ„Ķ „ÕÕń Ļ¹°¾, ±“ÕĒĻĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅŃŅļŅŌĻÓ, ßŅĻŅŌ¹Õ ±“ÕĒĻĶ Ķ
õĒŅ °Ó§“¹, ±“ÕĒĻĶ ĶńõÕļĶ .
ĀĀĀĀĀ f Ļ;Ā fĀ ŅŃ
;Ā fw ;Ā fĶńõ ¢ ’ļŅ∙ÓõĶ: ’ŅŌÕ§ĒŅ±“Ķ Ļ¹°Ķ, ±“ÕĒŅĻ ŅŃŅļŅŌĻÓ,
ĶńõÕļĶ .
Ā ╚ń
’ĶŌÕõÕĒĒ¹§ ¾ÓŌĒÕĒĶķ ŌĶõĒŅ, „“Ņ Ņ±ĒŅŌĒ¹ņĶ ¶ÓĻ“ŅÓņĶ, Ņ’ÕõÕļ ■∙ĶņĶ
“Õņ’ÕÓ“¾Ē¹ķ ÕµĶņ Ō °Ó§“Õ, Ōļ ■“± “Õņ’ÕÓ“¾¹: ĒÓ¾µĒŅŃŅ ŌŅńõ¾§Ó,
ŌĒ¾“ÕĒĒĶ§ ±ļŅÕŌ ńÕņļĶ, Ō ŅŃŅļŅŌĻÕ, Ó “ÓĻµÕ “Õ’ļŅ¶ĶńĶ„Õ±ĻĶÕ §ÓÓĻ“ÕĶ±“ĶĻĶ Ń¾Ē“Ó,
ĻŅ“Ņ¹Õ ŌÕ±³ņÓ ÓńļĶ„Ē¹ õļ Ō±“Õ„Ó■∙Ķ§± Ń¾Ē“ŅŌ, „“Ņ ŌĶõĒŅ Ķń “ÓßļĶ÷¹ 4.2.1ę.
ĀĀĀ ŽŅ
ĶńļŅµÕĒĒŅķ ņÕ“ŅõĶĻÕ ’ŅŌÕõÕĒ Ó±„Õ“ ’Ņ Ņ’ÕõÕļÕĒĶ■ “Õņ’ÕÓ“¾¹ ŌŅńõ¾§Ó Ō °Ó§“Õ
[39]
Ā┬ Ó±„Õ“Õ
’ĶĒĶņÓļĶ±³ ±ļÕõ¾■∙ĶÕ Ķ±§ŅõĒ¹Õ õÓĒĒ¹Õ:
- ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ŅŌŅõĒŅ±“Ķ ĀĀλŃ = 1-2 ĻĻÓļ/ņ.„Ó±.ŃÓõ,
- ¾õÕļ³ĒÓ “Õ’ļŅÕņĻŅ±“³ č = 03
ĻĻÓļ/ĻŃ.ŃÓõ ,
- ¾õÕļ³Ē¹ķ ŌÕ±Ā
γŃ = 1700 ĻŃ/ņ3,
- ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ÕÕõÓ„Ķ Ņ“ ĒÓ¾µĒŅŃŅ ŌŅńõ¾§Ó Ļ
Ļ¹°Õ °Ó§“¹Ā αĒ = 25
ĻĻÓļ/ņ2.„Ó±.ŃÓõ,
- ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ÕÕõÓ„Ķ Ņ“ õĒĶ∙Ó Ķ ±“ÕĒŅĻ °Ó§“¹
Ļ ŌŅńõ¾§¾ Ō °Ó§“ÕĀ αw
= 8 ĻĻÓļ/ņ2.„Ó±.Ņ ,
- ĻŅ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’ŅŌŅõĒŅ±“Ķ ±“ÕĒŅĻ °Ó§“¹ Ķń
µÕļÕńŅßÕ“ŅĒÓ λµ.ß. = 2,33 ĻĻÓļ/ņ.„Ó±.ŃÓõ,
- “Õ’ļŅÕņĻŅ±“³ ĶńõÕļĶ Ā č = 25940 ĻĻÓļ/ŃÓõ.
ĀĀ ąÕń¾ļ³“Ó“¹ Ó±„Õ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 4.3.1ą. ═Ó ĒÕņ µÕ
ĒÓĒÕ±ÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ “Ņ„ĻĶ, ’Ņļ¾„ÕĒĒ¹Õ ’Ķ ńÓņÕÓ§ Ō °Ó§“Ó§ ĶńõÕļĶ . ╚ń
ŃÓ¶ĶĻÓ ŌĶõĒŅ, „“Ņ õÓĒĒÓ ņÕ“ŅõĶĻÓ ’ŅńŌŅļ Õ“ ± õŅ±“Ó“Ņ„ĒŅķ “Ņ„ĒŅ±“³■
Ó±±„Ķ“¹ŌÓ“³ “Õņ’ÕÓ“¾¹ Ō °Ó§“Ó§. ╦Õ“Ņņ “Õņ’ÕÓ“¾Ó Ō ŌÕ§ĒÕķ „Ó±“Ķ °Ó§“¹
ĒÕ±ĻŅļ³ĻŅ ŌŅńÓ±“ÓÕ“ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ ±ÕõĒÕ ŃŅõŅŌŅķ “Õņ’ÕÓ“¾Ņķ Ń¾Ē“Ó õÓĒĒŅŃŅ
ÓķŅĒÓ, Ó ńĶņŅķ ŅĒÓ ¾±“ÓĒÓŌļĶŌÓÕ“± õŅ±“Ó“Ņ„ĒŅ ÓŌĒŅņÕĒŅķ ’Ņ Ō¹±Ņ“ÕĀ ’Ņ ±ŌŅÕķ ŌÕļĶ„ĶĒÕ ĒÕ±ĻŅļ³ĻŅ ĒĶµÕ ±ÕõĒÕ
ŃŅõŅŌŅķ “Õņ’ÕÓ“¾¹ Ń¾Ē“Ó.
ĀĀ ęÓĻĶņ ŅßÓńŅņ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’ÕÕ’Óõ¹ “Õņ’ÕÓ“¾¹ Ķ Ķ§
ŌÕļĶ„ĶĒ¹ ’Ņ ĶńõÕļĶ■, ĒÓ§Ņõ ∙Õņ¾± ĀŌ ĒÕ
ŌÕĒ“ĶļĶ¾ÕņŅķ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ, ĒÕńĒÓ„Ķ“Õļ³Ē¹ ’Ņ ±ÓŌĒÕĒĶ■ ±Ā ĒÓ§ŅµõÕĒĶÕņ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ §. ┬ ±Ķļ¾
²“ŅŃŅ, ņŅµĒŅ ’ŅļÓŃÓ“³, „“Ņ “Õņ’ÕÓ“¾Ē¹ķ ¶ÓĻ“Ņ ĒÕ ß¾õÕ“ ŅĻÓń¹ŌÓ“³
±¾∙Õ±“ŌÕĒĒŅŃŅ ŌļĶ ĒĶ ĒÓ ĻŅŅńĶ■ Ķ ±“ÓÕĒĶÕ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ.
ĀĀ ╠ÓĻ±ĶņÓļ³Ē¹Õ “Õņ’ÕÓ“¾¹
Ō ŌÕ§ĒÕķ „Ó±“Ķ °Ó§“¹ ņŅŃ¾“ õŅ§ŅõĶ“³ õŅ 20-30Ņč Ō “Õ„ÕĒĶĶ ĒÕ ßŅļÕÕ
1-2 ņÕ± ÷ÕŌ Ō ±Óņ¹§ µÓĻĶ§ ÓķŅĒÓ§. ┬ Ņ±ĒŅŌĒŅķ ±ŌŅÕķ „Ó±“Ķ ĶńõÕļĶÕ ĒÓ§ŅõĶ“± Ō
ńŅĒÕ ±“Ó÷ĶŅĒÓĒ¹§ “Õņ’ÕÓ“¾, ÓŌĒ¹ņ ±ÕõĒÕ ŃŅõŅŌ¹ņ “Õņ’ÕÓ“¾Óņ Ń¾Ē“Ó Ō
’ÕõÕļÓ§ 0-17Ņ č õļ Ō±Õ§ ÓķŅĒŅŌ, ŅņÕ ńŅĒ¹ ŌÕ„ĒŅķ ņÕńļŅ“¹.Ā
4.3.2 ┬ļÓµĒŅ±“³ Ō ĒÕ ŌÕĒ“ĶļĶ¾ÕņŅķ Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņŅķ °Ó§“Õ.
Ā žÓ§“¹, ĻÓĻ Ķ Ō±Õ ’ŅõńÕņĒ¹Õ ±ŅŅ¾µÕĒĶ , ĶņÕ■“ ’ŅŌ¹°ÕĒĒ¾■ ŌļÓµĒŅ±“³
± Ō¹’ÓõÕĒĶÕņ Ņ±¹ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ĒÓ§Ņõ ∙ÕŃŅ± Ō ĒÕķ ĶńõÕļĶ , „“Ņ ¾±¾Ń¾ßļ Õ“ õļ
ĒÕŃŅ ĻŅŅńĶŅĒĒ¾■ Ņ’Ó±ĒŅ±“³. ŽĶ ²“Ņņ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ŅĻÓń¹ŌÓÕ“
’ÕĶŅõĶ„ĒŅ±“³ Ķ „Ó±“Ņ“Ó ¾ŌļÓµĒÕĒĶ . ŽĶņÕĒÕĒĶÕ ĻŅĒ“ÕķĒÕĒŅŃŅ Ó±’ŅļŅµÕĒĶ
ĶńõÕļĶ Ō °Ó§“Õ ’ŅńŌŅļ Õ“ ’ŅļĒŅ±“³■ Ķ±Ļļ■„Ķ“³ ŌŅńõÕķ±“ŌĶÕ ĒÓ ĶńõÕļĶÕ Ó“ņŅ±¶Õ¹
°Ó§“¹ Ķ ’ÕÕĒÕ±“Ķ ²“Ņ ŌŅńõÕķ±“ŌĶÕ ĒÓ ĒÓ¾µĒ¾■ ’ŅŌÕ§ĒŅ±“³ ĻŅĒ“ÕķĒÕÓ.
ĀĀ ╬÷ÕĒĶ“³ “ÕŅÕ“Ķ„Õ±ĻĶņ ’¾“Õņ ŌÕļĶ„ĶĒ¾ ŌļÓµĒŅ±“Ķ, ĻÓĻ ²“Ņ ß¹ļŅ
±õÕļÓĒŅ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ “Õņ’ÕÓ“¾Óņ, ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ, ’Ņ±ĻŅļ³Ļ¾
ŅĒÓ ńÓŌĶ±Ķ“ Ņ“ §ÓÓĻ“ÕÓ Ķ ŅßŌŅõĒÕĒĒŅ±“Ķ ńÓļÕŃÓÕņ¹§ Ń¾Ē“ŅŌ Ķ ßŅļ³°ŅŃŅ ŌļĶ ĒĶ
ĻŅĒŌÕĻ÷ĶĶ ŌŅńõ¾§Ó Ō °Ó§“Õ, ĒÕ ’ŅõõÓ■∙Õķ± õŅ±“ŅŌÕĒŅņ¾ ÓĒÓļĶ“Ķ„Õ±ĻŅņ¾ Ņ’Ķ±ÓĒĶ■.
ŽŅ²“Ņņ¾ ÕõĶĒ±“ŌÕĒĒ¹ņ ņÕ“ŅõŅņ Ķń¾„ÕĒĶ ŌÕļĶ„ĶĒ¹ Ķ Ó±’ÕõÕļÕĒĶ ŌļÓµĒŅ±“Ķ Ō
°Ó§“Õ Ōļ Õ“± ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ķ ’¾“³ ’ ņ¹§ ńÓņÕŅŌ.Ā
ĀĀ ąÕń¾ļ³“Ó“¹ ĒÓßļ■õÕĒĶķ Ō ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ °Ó§“Õ ±Ņ ±ÕõĒÕŃŅõŅŌŅķ
“Õņ’ÕÓ“¾Ņķ 12Ņ čĀ
[ 34] ’Õõ±“ÓŌļÕĒ¹ ĒÓ
ąĶ±.4.3.2ą. ²“Ķ ĒÓßļ■õÕĒĶ ’ŅńŌŅļĶļĶ ¾±“ÓĒŅŌĶ“³, „“Ņ ŌļÓµĒŅ±“³ Ō °Ó§“Ó§
ĶńņÕĒ Õ“± Ō “Õ„ÕĒĶÕ ŃŅõŅŌŅŃŅ ÷ĶĻļÓ Ķ ²“Ķ ĶńņÕĒÕĒĶ ÓńļĶ„Ē¹ õļ ŌÕ§ĒÕķĀ ĒĶµĒÕÕ „Ó±“Ķ, „Õņ¾ ±’Ņ±Ņß±“Ō¾Õ“ ĶńņÕĒÕĒĶÕ
“Õņ’ÕÓ“¾¹ Ķ ĒÓļĶ„ĶÕ ĻŅĒŌÕĻ÷ĶĶ ŌŅńõ¾§Ó Ō °Ó§“Õ.
ĀĀ ┬ ’ÕĶŅõ ÓńŌĶ“Ņķ Õ±“Õ±“ŌÕĒĒŅķ ĻŅĒŌÕĻ÷ĶĶ ńĶņŅķ ’ŅĶ±§ŅõĶ“
¾ņÕĒ³°ÕĒĶÕ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ Ķ Óß±Ņļ■“ĒŅķ ŌļÓµĒŅ±“Ķ ŌŅńõ¾§Ó. ┬ ŌÕ§ĒÕķ ńŅĒÕ
Ņ“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³ ĒÓ§ŅõĶ“± Ō ’ÕõÕļÓ§ 60-70%, Ó Ō ĒĶµĒÕķ ’Ņ õĻÓ
50%Ā └ß±Ņļ■“ĒÓ ŌļÓµĒŅ±“³ ŌŅ Ō±Õņ Ņß·ÕņÕ
°Ó§“¹ ’Ņ„“Ķ ŅõĶĒÓĻŅŌÓĀ Ķ ÓŌĒÓ 4-5
Ń/ĻŃ. ┬ ļÕ“ĒĶķ ’ÕĶŅõ Óß±Ņļ■“ĒÓ ŌļÓµĒŅ±“³ ŌŅńõ¾§Ó Ō ŌÕ§ĒÕķ „Ó±“Ķ
¾ŌÕļĶ„ĶŌÓÕ“± õŅ 15 Ń/ ĻŃ Ķ Ō ĒĶµĒÕķ ńŅĒÕ 9 Ń/ĻŃ. ╬“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³
ŌŅńõ¾§Ó Ō ļÕ“ĒĶķ ’ÕĶŅõ Ō ŌÕ§ĒÕķ ńŅĒÕ ÓŌĒÓ 60-70%, Ó Ō ĒĶµĒÕķ 95%.
ĀĀ ═Óßļ■õÕĒĶ ņĶ Ō ņŅõÕļ³ĒŅķ °Ó§“Õ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ Ō±ļÕõ±“ŌĶÕ
±ÕńŅĒĒ¹§ ĻŅļÕßÓĒĶķ “Õņ’ÕÓ“¾¹, ĶņÕÕ“ ņÕ±“Ņ Ō¹’ÓõÕĒĶÕ ĻŅĒõÕĒ±Ó“Ó ĒÓ ĒÓ¾µĒŅķ
’ŅŌÕ§ĒŅ±“Ķ ĻŅĒ“ÕķĒÕÓ, ±“ÕĒĻÓ§ °Ó§“¹ Ķ ĒÓ ŌĒ¾“ÕĒĒÕķ ’ŅŌÕ§ĒŅ±“Ķ Ļ¹°Ķ. ═Ó ąĶ±.
4.3.3.ą ’ŅĻÓńÓĒŅ ĶńņÕĒÕĒĶÕ ŌŅ ŌÕņÕĒĶ ńŅĒ¹ Ō¹’ÓõÕĒĶ ĻŅĒõÕĒ±Ó“Ó ĒÓ ĒÓ¾µĒŅķ
’ŅŌÕ§ĒŅ±“Ķ ņŅõÕļ³ĒŅŃŅ ĻŅĒ“ÕķĒÕÓ.Ā ┬
ńÓ°“Ķ§ŅŌÓĒĒ¹§ ¾„Ó±“ĻÓ§ ĒÓßļ■õÓļŅ±³ Ō¹’ÓõÕĒĶÕ ĻŅĒõÕĒ±ĶŅŌÓĒĒŅķĀ ŌļÓŃĶ. ╚ń Ķ±¾ĒĻÓ ŌĶõĒŅ, „“Ņ ĒÓļĶ„ĶÕ
ĻŅĒõÕĒ±Ó“Ó ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ĻŅĒ“ÕķĒÕÓ ’ÕŌ¹°ÓÕ“ 3/4 ŃŅõÓ.
ĀĀ ═ÓļĶ„ĶÕ ±ĻŅĒõÕĒ±ĶŅŌÓĒĒŅķ ŌļÓŃĶ ß¾õÕ“ ŅĻÓń¹ŌÓ“³ ±¾∙Õ±“ŌÕĒĒŅÕ
ŌļĶ ĒĶÕ ĒÓ ’ŅĒĶ÷ÓÕņŅ±“³ ŌļÓŃĶ „ÕÕń ņĶĻŅ’Ņ¹ ŌĒ¾“³ ĻŅĒ“ÕķĒÕÓ Ķ ²“Ņ“ ŌŅ’Ņ±
Ņ“ÓßÓ“¹ŌÓÕ“± ĒÓ ĒÓ“¾ĒŅņ ĻŅĒ“ÕķĒÕÕ ± “Õņ, „“Ņß¹ ŅßÕ±’Õ„Ķ“³ ’ŅõõÕµÓĒĶÕ
ĒÕŅߧŅõĶņŅķ ŌļÓµĒŅ±“Ķ ŌĒ¾“Ķ ĻŅĒ“ÕķĒÕÓ.Ā
![]() 4.4ĀĀ ╩ŅĒ±“¾Ļ“ĶŌĒ¹Õ ±§Õņ¹
ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ßÓĻŅŌ Ķ Ņ±ĒŅŌĒ¹§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ĀĀĀ
4.4ĀĀ ╩ŅĒ±“¾Ļ“ĶŌĒ¹Õ ±§Õņ¹
ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ßÓĻŅŌ Ķ Ņ±ĒŅŌĒ¹§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ĀĀĀ
ĀĀĀĀĀĀĀ ²ļÕņÕĒ“ŅŌ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó.
ĀĀ ╩ÓĻ Ņ“ņÕ„ÓļŅ±³ ÓĒÕÕ, Ņ±ĒŅŌĒ¹ņ ņÕ“ŅõŅņ ŌĒ¾“ÕĒĒÕķ
Óņ’¾ļĶńÓ÷ĶĶ ß¹ļ ’ĶĒ “ ’ĶĒ÷Ķ’ ’ŅļĒŅŃŅ Ķ±Ļļ■„ÕĒĶ ’ĶņÕĒÕĒĶ Óń·ÕņĒ¹§
±ŅÕõĶĒÕĒĶķ Ō “Ņ’ļĶŌĒŅņ “ÓĻ“Õ Ķ Ō¹’ŅļĒÕĒĶÕ ÕŃŅ Ō ÷Õļ³ĒŅ±ŌÓĒŅņ ŌÓĶÓĒ“Õ. ▌“Ņ
Õ°ÕĒĶÕ ŌĶļŅ±³ Ņ±ĒŅŌĒ¹ņ Ō ĻŅĒ±“¾Ļ“Ņ±ĻĶ§ ÓńÓßŅ“ĻÓ§ ’Ņ
ĻŅĒ±“¾Ļ“ĶŌĒŅ-“Õ§ĒŅļŅŃĶ„Õ±ĻŅņ¾ ŅßÕ±’Õ„ÕĒĶ■ Õ°ÕĒĶ ²“Ņķ ńÓõÓ„Ķ. ąÓńÓßŅ“ÓĒĒ¹Õ
ÓńĒŅŅßÓńĒ¹Õ “ÓĻĶÕ Õ°ÕĒĶ ±Ņ±“ÓŌĶļĶ Ņ±ĒŅŌĒŅÕ ĻŅĒ±“¾Ļ“ĶŌĒŅÕ Ņ“ļĶ„ĶÕ ±ŅńõÓĒĒŅķ
ÓĻÕ“¹ ėą-100.
4.4.1.
┴ĶņÕ“ÓļļĶ„Õ±ĻĶÕ ’ÕÕ§ŅõĒĶĻĶ
Ā ŽÕŌŅķ Ķ
ŃļÓŌĒŅķ ńÓõÓ„Õķ ŌĶļŅ±³ ŅßÕ±’Õ„ÕĒĶÕ ßÕńÓń·ÕņĒŅŃŅ ±ŅÕõĶĒÕĒĶ ±“Óļ³Ē¹§
“¾ßŅ’ŅŌŅõŅŌ Ķ ÓŃÕŃÓ“ŅŌ ± “ÓĻĶņĶ “¾ßŅ’ŅŌŅõÓņĶ Ķ ÓŃÕŃÓ“ÓņĶ, Ō¹’ŅļĒÕĒĒ¹ņĶ Ķń
Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ. č ²“Ņķ ÷Õļ³■ ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ├ÕĒĻĶĒÓ ├.═. ß¹ļĶ
ÓńÓßŅ“ÓĒ¹ “Õ§ĒŅļŅŃĶ Ķ ĻŅĒ±“¾Ļ÷Ķ ±’Õ÷ĶÓļ³Ē¹§ ßĶņÕ“ÓļļĶ„Õ±ĻĶ§ ’ÕÕ§ŅõĒĶĻŅŌ,
’ĶĒ÷Ķ’ĶÓļ³ĒÓ ±§ÕņÓ ĻŅ“Ņ¹§ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 4.4.1ą
Ā ŽÕÕ§ŅõĒĶĻĶ
ĶńŃŅ“ÓŌļĶŌÓļĶ±³ õŌ¾§ “Ķ’ŅŌ ¢ ņÕ“ŅõŅņ ±ŌÓĻĶ “ÕĒĶÕņ Ķń ’¾“ĻÓ Ķ ņÕ“ŅõŅņ
°“Óņ’ŅŌĻĶ Ķń ßĶņÕ“ÓļļĶ„Õ±ĻŅŃŅ ļĶ±“Ó, ’Ņļ¾„ÓÕņŅŃŅ ±ŅŌņÕ±“ĒŅķ ’ŅĻÓ“ĻŅķ
Óļ■ņĶĒĶÕŌŅŃŅ Ķ ±“Óļ³ĒŅŃŅ ļĶ±“Ó ± ’ŅņÕµ¾“Ņ„Ē¹ņ Óļ■ņĶĒĶÕŌ¹ņ ±ļŅÕņ ņÕµõ¾ ĒĶņĶ. ═Ó
Ķ±¾ĒĻÕ ’ĶŌÕõÕĒÓ ’Ņ±ļÕõŅŌÓ“Õļ³ĒÓ ±§ÕņÓ ĶńŃŅ“ŅŌļÕĒĶ ’ÕÕ§ŅõĒĶĻŅŌ ŅßŅĶ§ “Ķ’ŅŌ.
Ā ═Ó ąĶ±.
4.4.2ą ’ĶŌÕõÕĒ¹ Ņ“ÓßŅ“ÓĒĒ¹Õ “Ķ’ŅÓńņÕ¹ ßĶņÕ“ÓļļĶ„Õ±ĻĶ§ ’ÕÕ§ŅõĒĶĻŅŌ ŅßŅĶ§
“Ķ’ŅŌ. ėĻÓńÓĒĒ¹Õ ÓńņÕ¹ ’ÕÕ§ŅõĒĶĻŅŌ Ņ’ÕõÕļĶļĶ±³ ĒÕŅߧŅõĶņŅķ ’Ņ“ÕßĒŅ±“³■ õļ
õÓĒĒŅŃŅ ĶńõÕļĶ Ķ Ķ§ ÓńņÕ¹, Ō ’ĶĒ÷Ķ’Õ, ņŅŃ¾“ ĒÕ ŅŃÓĒĶ„ĶŌÓ“³± õļ õ¾ŃĶ§
ĒÕŅߧŅõĶņ¹§ “Ķ’ŅÓńņÕŅŌ. ŽÕÕ§ŅõĒĶĻĶ, ĶńŃŅ“ÓŌļĶŌÓÕņ¹Õ ņÕ“ŅõŅņ ±ŌÓĻĶ “ÕĒĶÕņ,
±ĒÓßµÓļĶ±³ õļ ĒÓõÕµĒŅ±“Ķ ĒÓŌĶĒ„ĶŌÓÕņ¹ņĶ ±ĒÓ¾µĶ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹ņĶ ŃÓķĻÓņĶ. ═Ó
²“Ņņ µÕ Ķ±¾ĒĻÕ ’ŅĻÓńÓĒ ŅõĶĒ Ķń ÓńÓßŅ“ÓĒĒ¹§ ±’Ņ±ŅßŅŌ ’Ņõ±ŅÕõĶĒÕĒĶ ±“Óļ³ĒŅŃŅ
“¾ßŅ’ŅŌŅõÓ Ļ Óļ■ņĶĒĶÕŌŅņ¾ ßÓĻ¾ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ßĶņÕ“ÓļļĶ„Õ±ĻŅŃŅ ’ÕÕ§ŅõĒĶĻÓ
ĶńŃŅ“ŅŌļÕĒĒŅŃŅ °“Óņ’ŅŌĻŅķ Ķń ßĶņÕ“ÓļļĶ„Õ±ĻŅŃŅ ļĶ±“Ó.
ĀĀ čļÕõ¾Õ“
Ņ“ņÕ“Ķ“³, „“Ņ Ō ’Ņ÷Õ±±Õ Ņ“ÓßŅ“ĻĶ “Õ§ĒŅļŅŃĶĶ Ķ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ßĶņÕ“ÓļļĶ„Õ±ĻĶ§ ’ÕÕ§ŅõĒĶĻŅŌ ĒÕ ß¹ļŅ Ņ“ņÕ„ÕĒŅ ĒĶ ŅõĒŅŃŅ ±ļ¾„Ó “Õ„Ķ ’Ņ
’ļŅ±ĻŅ±“Ķ ÓńõÕļÕĒĶ õŌ¾§ ÓńĒŅŅõĒ¹§ ņÕ“ÓļļŅŌ.
4.4.2.ĀĀĀ ╩¹°ĻĶ ļ■ĻÓ ļÓńÓ “Ņ’ļĶŌĒ¹§ ßÓĻŅŌ
Ā ╩¹°ĻĶ ļ■ĻÓ
ļÓńÓ Ō ßÓĻ ¾±“ÓĒÓŌļĶŌÓļĶ±³ ’Ņ±ļÕ ńÓŌÕ°ÕĒĶ Ō±Õ§ ŌĒ¾“ĶßÓĻŅŌ¹§ ņŅĒ“ÓµÕķ, Ķ Ķ§
Ē¾µĒŅ ß¹ļŅ ĒÓõÕµĒŅ ńÓŃÕņÕ“ĶńĶŅŌÓ“³. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ Õ°ÓļÓ±³ ńÓõÓ„Ó
Óņ’¾ļĶńÓ÷ĶĶ Óń·ÕņĒŅŃŅ ±ŅÕõĶĒÕĒĶ , Ķ ŅĒÓ õŅļµĒÓ ß¹ļÓ Õ°Ó“³± “Ņļ³ĻŅ ņÕ“ŅõŅņ
±ŌÓĻĶ. ═ĶĻÓĻĶÕ ŃÕņÕ“ĶĻĶ, ĻÓĻ ß¹ļŅ ÓĒÕÕ ’ŅĻÓńÓĒŅ, ĒÕ ņŅŃļĶ ŅßÕ±’Õ„Ķ“³ Õ°ÕĒĶÕ
²“Ņķ ńÓõÓ„Ķ.
ĀĀ
ąÓńÓßŅ“ÓĒĒ¹Õ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Õ°ÕĒĶ Óņ’¾ļĶńÓ÷ĶĶ ±ŅÕõĶĒÕĒĶ Ļ¹°ĻĶ ļ■ĻÓ
ļÓńÓ ’ŅĻÓńÓĒ¹ ĒÓ ąĶ±. 4.4.3ą. ═ÓĶßŅļÕÕ “¾õŅÕņĻŅķ ŅĻÓńÓļÓ±³ Ņ“ÓßŅ“ĻÓ ÕµĶņÓ Ķ
¶Ņņ¹ ńÓņ¹ĻÓ■∙ÕŃŅ ±ŌÓĒŅŃŅ °ŌÓ (7,8,9. ) ┬ ±ŌÓĒ¹§ °ŌÓ§ Ņß¹„ĒŅķ ¶Ņņ¹ ßÕń
’ŅõĻļÓõĒŅŃŅ ĻŅļ³÷Ó ŅĻĶ±Ē¹Õ ’ļÕĒ¹ ĒÕ ĶņÕļĶ Ō¹§ŅõÓ Ķń ’Ņ’ļÓŌÓ Ķ ŅĒĶ, Ņ±“ÓŌÓ ±³ Ō
±ŌÓĒŅņ °ŌÕ, Ōļ ļĶ±³ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ. ┬ ±Ķļ¾ ²“ŅŃŅ,Ā ß¹ļÓ ÓńÓßŅ“ÓĒÓ ĻŅĒ±“¾Ļ÷Ķ ńÓĻļ■„Ķ“Õļ³ĒŅŃŅ
±ŌÓĒŅŃŅ °ŌÓ ± ’ŅõĻļÓõĒ¹ņ ĻŅļ³÷Ņņ Ķ ’Ņ“Ņ„ĻŅķ õļ Ō¹§ŅõÓ ŅĻĶ±Ē¹§ ’ļÕĒ, ĻÓĻ ²“Ņ
Ķ ’ŅĻÓńÓĒŅ ĒÓ Ķ±¾ĒĻÕ.
ĀĀ ŽŅ±ļÕ
ńÓŌÓĻĶ ¾ĻÓńÓĒĒ¹§ °ŌŅŌ ŅĒĶ ’ŅŌÕ ļĶ±³ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ „ÕÕń ĶņÕŌ°Ķķ± °“¾÷Õ
Ō Óņ’¾ļĶńĶ¾■∙Õņ ’Ņ¶ĶļÕ (5), ĻŅ“Ņ¹ķ ’Ņ±ļÕ ²“ŅŃŅ ńÓŌÓĶŌÓļ± . čÓņ ŅĒ ĒÓ
ŃÕņÕ“Ķ„ĒŅ±“³ ĒÕ ’ŅŌÕ ļ± ’Ņ ±ļÕõ¾■∙Ķņ ’Ķ„ĶĒÓņ. ŽĶ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ
Óń·ÕņĒŅŃŅ ±ŅÕõĶĒÕĒĶ , ’ŅĒĶĻ°Ķķ ’Ņõ¾Ļ“ Ō ’ŅļŅ±“³ ’Ņõ Óņ’¾ļĶńĶ¾■∙Ķņ ’Ņ¶ĶļÕņ,
ß¾õÕ“ ĶņÕ“³ ŌÕ±³ņÓ ĒÕßŅļ³°ŅÕ õÓŌļÕĒĶÕ, Ņ’ÕõÕļ ÕņŅÕ ’Ó÷ĶÓļ³Ē¹ņ õÓŌļÕĒĶÕņ ’ÓŅŌ
± ņÓļŅķ Ķ§ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ. ╚±“Õ„ÕĒĶÕ ’ÓŅŌŅķ ¶Óń¹ „ÕÕń ĒÕ ’ŅŌÕÕĒĒ¹ķ ĒÓ
ŃÕņÕ“Ķ„ĒŅ±“³ ±ŌÓĒŅķ °ŅŌ ĒÕ ß¾õÕ“ ĶņÕ“³ ņÕ±“Ņ, Õ±ļĶ õÓµÕ Ō ĒÕņ ß¾õ¾“
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ, „“Ņ Ķ ’ŅĻÓńÓļÓ ņĒŅŃŅļÕ“Ē ²Ļ±’ļ¾Ó“Ó÷Ķ “ÓĻĶ§ ±ŅÕõĶĒÕĒĶķ.
4.4.3.Ā ŽÕõŅ§ÓĒĶ“Õļ³Ē¹Õ ĻļÓ’ÓĒ¹.
ĀĀ ┬ õŌ¾§
’Õõ¹õ¾∙Ķ§ ±ļ¾„Ó § Óņ’¾ļĶńÓ÷Ķ ²ļÕņÕĒ“ŅŌ ĻŅĒ±“¾Ļ÷ĶĶ Ņ±¾∙Õ±“Ōļ ļÓ±³ ĒÕÓń·ÕņĒ¹ņ
±’Ņ±ŅßŅņ ņÕ“ŅõŅņ ±ŌÓĻĶ. ┬ ’ÕõŅ§ÓĒĶ“Õļ³ĒŅņ ĻļÓ’ÓĒÕ Óņ’¾ļĶńÓ÷Ķ “ÓĻµÕ õŅļµĒÓ
ß¹ļÓ Ņ±¾∙Õ±“Ōļ “³± ±ŌÓĻŅķ, ĒŅ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹ķ ĻļÓ’ÓĒ ’Ķ ĒÓ„ÓļÕ ’ŅļÕ“Ó
ĶńõÕļĶ õŅļµÕĒ ÓńÓņ’¾ļĶńĶŅŌÓ“³± Ķ „ÕÕń ĒÕŃŅ Ķń ßÓĻŅŌ õŅļµĒ¹ Ō¹§ŅõĶ“³
Ķńß¹“Ņ„Ē¹Õ ’Ó¹ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ.
ĀĀĀ ŪÓõÓ„Ó
Óņ’¾ļĶńÓ÷ĶĶ, Ó ńÓ“Õņ ÓńÓņ’¾ļĶńÓ÷ĶĶ ĻļÓ’ÓĒÓĀ
Õ°ÓļÓ±³ ’¾“Õņ ’ĶņÕĒÕĒĶ Ō ĻŅĒ±“¾Ļ÷ĶĶ ’Ņ¹ŌĒ¹§ ņÕņßÓĒ, ĻŅ“Ņ¹Õ
ńÓŌÓĶŌÓļĶ±³ Ō ĻŅĒ±“¾Ļ÷ĶĶ ĻļÓ’ÓĒÓ ’Ņ “ÓĻŅņ¾ µÕ ’ĶĒ÷Ķ’¾, ĻÓĻ Ķ Ō Ļ¹°ĻÓ§ ļ■ĻŅŌ
ļÓńÓ ßÓĻŅŌ, „“Ņ ’ŅĻÓńÓĒŅ ĒÓ ąĶ±. 4.4.4ą Ō ¾ńļÕ ┬. čÓņÓ ņÕņßÓĒÓ ĶņÕļÓ ĻŅļ³÷ÕŌ¾■
ĻŅĒĶ„Õ±Ļ¾■ ’Ņ“Ņ„Ļ¾ 6, Ņ±“Ó“Ņ„ĒÓ “Ņļ∙ĶĒÓ ņÓ“ÕĶÓļÓ Ō ĻŅ“ŅŅķ ß¹ļŅ 0,3 ņņ.
╠ÕņßÓĒÓ ’Ņ¹ŌÓļÓ±³Ā ’Ņ ĻŅļ³÷¾ č
’ŅņŅ∙³■ ’Ņ°Ē 3, ĒÓ ĻŅ“Ņ¹ķ ’ŅõÓŌÓļŅ±³ ĒÕŅߧŅõĶņŅÕ õÓŌļÕĒĶÕ.
ĀĀ ┬ ’Ņ÷Õ±±Õ
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ņ“ÓßŅ“ĻĶ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ, ĒÓ ĒÕĻŅ“Ņ¹§ Ķń ĒĶ§
ŅßĒÓ¾µĶŌÓļÓ±³ ńÓŃÓńŅŌÓĒĒŅ±“³ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌĀĀ ŌĒ¾“ÕĒĒÕķ ’ŅļŅ±“Ķ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ. ▌“Ņ ņŅŃļŅ
’ŅĶ±§ŅõĶ“³ „ÕÕń ńÓņ¹ĻÓ■∙Ķķ Óņ’¾ļĶńĶ¾■∙Ķķ °ŅŌ ’Ņ¹ŌĒŅķ ņÕņßÓĒ¹, ĻŅ“Ņ¹ķ ĒÓ
’ÕŌ¹§ ĻļÓ’ÓĒÓ§ Ō¹’ŅļĒ ļ± ßÕń ’Ņ“Ņ„ĻĶ, ’ŅĻÓńÓĒĒŅķ Ō ¾ńļÕ ┬ ĒÓ ąĶ±. 4.4.4ą.
▌“Ņ“ °ŅŌ Ō¹’ŅļĒ ļ± ŌĒÓ„ÓļÕ, ĻÓĻ ’ŅĻÓńÓĒŅ ĒÓ ąĶ±.4.4.5ą Ķ ąĶ±. 4.4.6ą. ┬ ’ÕŌŅņ
±ļ¾„ÓÕ “Õ„Ķ ŌŅńĒĶĻÓļĶ ’Ņ ŅßÓńŅŌ¹ŌÓŌ°Õķ± ņĶĻŅ’ŅĶ±“Ņ±“Ķ Ō ±ŌÓĒŅņ °ŌÕ, Ó ŌŅ
Ō“ŅŅņ ±ļ¾„ÓÕ “Õ„³ ŌŅńĒĶĻÓļÓ ’Ņ ŅĻŅļŅ°ŅŌĒŅņ¾ ¾„Ó±“Ļ¾ Ņ±ĒŅŌĒŅŃŅ ņÕ“ÓļļÓ.
ąÓ±’ÕõÕļÕĒĶÕ “Õ„ÕķĀ ’Ņ Ķ§ ŌÕļĶ„ĶĒÕ,
ŅßĒÓ¾µĶŌÓŌ°Ķ§± ’Ķ Ņ“ÓßŅ“ĻÕ Ž╩, ’ĶŌÕõÕĒŅ ĒÓ ąĶ± 5.3.2ą.
ĀĀĀ čļÕõ¾Õ“
Ņ“ņÕ“Ķ“³, „“Ņ ’Ķ õÕ¶ÕĻ“Ó÷ĶĶ ĶńõÕļĶķ, ±ĒĶņÓÕņ¹§ ± õÕµ¾±“ŌÓ, ńÓŃÓńŅŌÓĒĒŅ±“³ Ō
Ž╩ ĒÕ ’ŅŌÕ Õ“± . ╬õĒÓĻŅ, ¾±’Õ°Ē¹Õ ’¾±ĻĶ ²“Ķ§ ĶńõÕļĶķ ±ŌĶõÕ“Õļ³±“Ō¾■“, „“Ņ
Õ±ļĶ Ķ ß¹ļÓ ńÓŃÓńŅŌÓĒĒŅ±“³ Ō Ž╩ ĒÓ ²“Ķ§ ĶńõÕļĶ §, “Ņ ŅĒÓ ’ŅĻÓ ĒÕ ’ŅŌļĶ ļÓ ĒÓ Ķ§
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³.
4.4.4Ā ┴ļŅĻĶ Óń·ÕņÓ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹.
ĀĀ ŪÓ’ÓŌĻÓ
ĶńõÕļĶ ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌÓ ’ŅĶ±§ŅõĶ“ Ō °Ó§“Õ „ÕÕń ńÓ’ÓŌŅ„Ē¹Õ “¾ßŅ’ŅŌŅõ¹,
’ŅļŅµÕĒĒ¹Õ Ō ĻŅĒ“ÕķĒÕÕ, ĻŅ“Ņ¹Õ Ō ±ŌŅ■ Ņ„ÕÕõ³ ±ŅÕõĶĒ ■“± ± “¾ßŅ’ŅŌŅõÓņĶ
ĶńõÕļĶ , ĻÓĻ ²“Ņ ’ŅĻÓńÓĒŅ ĒÓ ąĶ±. 4.4.7ą. č“Ņ ļÓ ńÓõÓ„Ó Ō ÓńÓßŅ“ĻÕ ±’Ņ±ŅßÓ
Óń·ÕõĶĒÕĒĶ ’Ķ ±“Ó“Õ “¾ßŅ’ŅŌŅõŅŌ ĻŅĒ“ÕķĒÕÓ Ķ ĶńõÕļĶ .
ĀĀ ┴¹ļ
’ŅŌÕõÕĒ¹ õļĶ“Õļ³Ē¹Õ Ķ “¾õŅÕņĻĶÕ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ ’ŅĶ±ĻĶ Õ°ÕĒĶ ²“Ņķ ńÓõÓ„Ķ.
╚±’Ņļ³ńŅŌÓĒĶÕ ’ĶĒ÷Ķ’Ó ’Ņ¹ŌĒŅķ ņÕņßÓĒ¹ ’Ņ “Ķ’¾ ’ÕõŅ§ÓĒĶ“Õļ³ĒŅŃŅ ĻļÓ’ÓĒÓ
’ĶŌŅõĶļĶ Ļ ŌÕ±³ņÓ ±ļŅµĒŅņ¾ Ķ ĒÕ ĒÓõÕµĒŅņ¾ ĻŅĒ±“¾Ļ“ĶŌĒŅņ¾ Ņ¶ŅņļÕĒĶ■ “ÓĻŅŃŅ
Õ°ÕĒĶ . ┬Õ±³ņÓ ’Ņ±“Ņ ß¹ļÓ Õ°ÕĒÓ ²“Ó ńÓõÓ„Ó ╩Ņ°ÕļÕŌ¹ņ └.─., ’ÕõļŅµĶŌ°Ķņ
ĻŅĒ±“¾Ļ÷Ķ■ ßļŅĻÓ Óń·ÕņÓ, ’ĶĒ÷Ķ’ĶÓļ³ĒÓ ±§ÕņÓ ĻŅ“ŅŅŃŅ ’ŅĻÓńÓ Ō ¾ńļÕ 8 ĒÓ “Ņņ
µÕ Ķ±¾ĒĻÕ.
ĀĀĀ ┬ ßļŅĻÕ
Ķ±’Ņļ³ńŅŌÓļÓ±³ “Ó µÕ ĶõÕ Óń¾°ÓÕņŅķ ĻŅļ³÷ÕŌŅķ ’Ņ“Ņ„ĻĶ Ō ±’ļŅ°ĒŅņ ņÕ“ÓļļÕ, ĒŅ
Óń¾°ÕĒĶÕ ĻŅ“ŅŅķ ’ŅĶ±§ŅõĶļŅ ĒÕ ’Ņ¹ŌŅņ ÕÕ õÓŌļÕĒĶÕņ, Ó ±Ļ¾„ĶŌÓĒĶÕņ ŅõĒŅķ
„Ó±“Ķ ßļŅĻÓ Óń·ÕņÓ, Ņ“ĒŅ±Ķ“Õļ³ĒŅ õ¾ŃŅķ „Ó±“Ķ ’Ņ ĻŅļ³÷ÕŌŅķ ’Ņ“Ņ„ĻÕ 9,
±õÕļÓĒĒŅķĀ Ō ÕŃŅ “¾ßÕ. čĻ¾„ĶŌÓĒĶÕ
ŅßÕ±’Õ„ĶŌÓļŅ±³ “Õņ, „“Ņ ļÕŌÓ „Ó±“³ ßļŅĻÓ Ņ“ĒŅ±Ķ“Õļ³ĒŅ ’Ņ“Ņ„ĻĶ 9 ĻÕ’ĶļÓ±³ Ļ
ĶńõÕļĶ■, Ó ’ÓŌÓ „Ó±“³ ĻÕ’ĶļÓ±³ Ļ ĻŅĒ“ÕķĒÕ¾, Ó ĻÕ’ļÕĒĶÕ ĻÓµõŅķ „Ó±“Ķ
Ņ±¾∙Õ±“Ōļ ļŅ±³ ĒÓ ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ °ÓĒĶĒ¹§ ’ŅõŌÕ±ĻÓ§, ĒÕ ’ŅĻÓńÓĒĒ¹§ ĒÓ
Ķ±¾ĒĻÕ.
ĀĀ ŽĶ ĒÓ„ÓļÕ
õŌĶµÕĒĶ ĶńõÕļĶ , Ō ’Ņ÷Õ±±Õ ÕŃŅ ’¾±ĻÓ, ĻÓµõÓ „Ó±“³ ßļŅĻÓ ’ŅŌŅÓ„ĶŌÓļÓ±³ ŅõĒÓ
Ņ“ĒŅ±Ķ“Õļ³ĒŅ õ¾ŃŅķ Ķ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ±Ļ¾„ĶŌÓ■∙Õķ ±Ķļ¹ Óń¾°ÓļÓ±³ ’Ņ“Ņ„ĻÓ
9. čĻ¾„ĶŌÓĒĶÕ „Ó±“Õķ ŅßÕ±’Õ„ĶŌÓļÓ ŅĶŃĶĒÓļ³ĒÓ ÓńÓßŅ“ÓĒĒÓ ĻŅĒ±“¾Ļ÷Ķ
°ÓĒĶĒ¹§ ’ŅõŌÕ±ŅĻ. ŽŅ±ļÕ ’Ņõ·ÕņÓ ĶńõÕļĶ °“ŅĻĶĀ ĻŅĒ“ÕķĒÕÓ 10 Ķ ĶńõÕļĶ 11, ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ’¾µĶĒ 15, ±ŌŅĶņĶ
¶ļÓĒ÷ÓņĶ 12 ¾’ĶÓļĶ±³ Ō ¾’ŅĒ¹Õ ¶ļÓĒ÷¹ 13, ĶņÕŌ°ĶÕ± Ō ĻÓµõŅķ Ķń „Ó±“Õķ ßļŅĻÓ,
Ķ ’ÕÕĻ¹ŌÓļĶ ’Ņ§ŅõĒ¹Õ ±Õ„ÕĒĶ ßļŅĻÓ, „“Ņ “Õņ ±Óņ¹ņ ’ÕõŅ“ŌÓ∙ÓļŅ Ķ±“Õ„ÕĒĶÕ
ĻŅņ’ŅĒÕĒ“ŅŌ, ĻÓĻ Ķń ĶńõÕļĶ , “ÓĻ Ķ Ķń “¾ßŅ’ŅŌŅõŅŌ ĻŅĒ“ÕķĒÕÓ. ė’ļŅ“ĒÕĒĶ ’Ņ
¶ļÓĒ÷Óņ 12 Ķ 13 ĒÕ ’ŅĻÓńÓĒŅ ± ÷Õļ³■ ¾’Ņ∙ÕĒĶ ±§Õņ¹.
ĀĀ ┬ ’Ņ÷Õ±±Õ
Ņ“ÓßŅ“ĻĶ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ßļŅĻĶ Óń·ÕņŅŌ ’ŅĻÓńÓļĶ Ō¹±ŅĻ¾■ ĒÓõÕµĒŅ±“³ Ķ ÓßŅ“ÓļĶ
ßÕńŅ“ĻÓńĒŅ. ŽĶ Ņ“ÓßŅ“ĻÕ ’Ķ°ļŅ±³ “Ņļ³ĻŅ ńÓņÕĒĶ“³ ņÓ“ÕĶÓļ ’¾µĶĒ¹ ĒÓ 1š18═9ę.
’Ņ±ĻŅļ³Ļ¾ ’ĶņÕĒÕĒĒ¹ķ ņÓ“ÕĶÓļ ŅĻÓńÓļ± ĻŅŅńĶŅĒĒŅ ĒÕ ±“ŅķĻĶņ Ō ŅĻĶ±ļĶ“ÕļÕ.
4.4.5.Ā ŪÓ’ÓŌŅ„Ē¹Õ ŃŅļŅŌĶĒ¹ ĻŅĒ“ÕķĒÕÓ
ĀĀ ═Ó ąĶ±.
4.4.7ą ’ŅĻÓńÓĒÓ ńÓ’ÓŌŅ„ĒÓ ŃŅļŅŌĶĒÓ 7, ĒÓ§Ņõ ∙Ó ± ĒÓ ĻŅĒ“ÕķĒÕÕ Ķ Ō¹ĒÕ±ÕĒĒÓ
ńÓ ÕŃŅ ’ÕõÕļ¹ ĒÓõ ’Ņ¹ŌĒ¹ņĶ ņÕņßÓĒÓņĶ 3. ūÕÕń ²“¾ ŃŅļŅŌĶĒ¾ ’ŅĶ±§ŅõĶ“
ńÓ’ÓŌĻÓ ĶńõÕļĶ ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌÓ Ō ’¾±ĻŅŌŅķ °Ó§“ĒŅķ ¾±“ÓĒŅŌĻÕ. č“Ņ ļÓ
ńÓõÓ„Ó ŅßÕ±’Õ„ÕĒĶ ÕÕ Óņ’¾ļĶńÓ÷ĶĶ ’Ņ±ļÕ Ņ“±ŅÕõĶĒÕĒĶ Ņ“ ĒÕŃŅ “¾ßŅ’ŅŌŅõŅŌ
ĒÓńÕņĒ¹§ ńÓ’ÓŌŅ„Ē¹§ ±Õõ±“Ō. ŪõÕ±³ “ÓĻµÕĀ
ŌŅńĒĶĻļÓ ńÓõÓ„Ó Óņ’¾ļĶńÓ÷ĶĶ Óń·ÕņĒŅŃŅ ±ŅÕõĶĒÕĒĶ , ĒŅ Ņ±¾∙Õ±“Ōļ ÕņÓ ĒÕ
Ō ńÓŌŅõ±ĻĶ§ ¾±ļŅŌĶ §, Ó Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ § ŌŅĶĒ±ĻĶ§ „Ó±“Õķ, „“Ņ “ÕßŅŌÓļŅ Ņ„ÕĒ³
’Ņ±“Ņķ Ķ ĒÓõÕµĒŅķ Óņ’¾ļĶńÓ÷ĶĶ. č§ÕņÓ ÓńÓßŅ“ÓĒĒŅŃŅ Óń·ÕņĒŅŃŅ ±ŅÕõĶĒÕĒĶ Ō
ŌĶõÕ ńÓ’ÓŌŅ„ĒŅķ ŃŅļŅŌĶĒ¹ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 4.4.8ą.
ĀĀ ŽŅ’¹“ĻĶ
ŃÕņÕ“ĶńÓ÷ĶĶ ńÓ’ÓŌŅ„ĒŅķ ŃŅļŅŌĶĒ¹ ’¾“Õņ ’ĶņÕĒÕĒĶ õĶ±“ÓĒ÷ĶŅĒĒŅ ńÓ’ÓĶŌÓÕņŅķ
ņÕņßÓĒ¹ “ŅĻÓņĶ Ō¹±ŅĻŅķ „Ó±“Ņ“¹ ’Ņ±ļÕ ńÓ’ÓŌĻĶ ĒÕ õÓļĶ ’ŅļŅµĶ“Õļ³Ē¹§
Õń¾ļ³“Ó“ŅŌ Ō ±Ķļ¾ ĒÕĒÓõÕµĒŅ±“Ķ ’Ó ĒŅŃŅ ±ŅÕõĶĒÕĒĶ õÕ“ÓļÕķ, ’ŅõŌÕŃÓŌ°Ķ§±
ŌŅńõÕķ±“ŌĶ■ ĻŅņ’ŅĒÕĒ“ŅŌ. ┴ŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņ ŅĻÓńÓļŅ±³ ÓńÓßŅ“ÓĒĒŅÕ ╩Ķ°ĒÕŌ¹ņ
╦.└. Ķ ŪÓ§ÓŅŌ¹ņ, “ÓĻ ĒÓń¹ŌÓÕņŅÕ õŌ¾§ ßÓ³ÕĒŅÕ ¾’ļŅ“ĒÕĒĶÕ 5 Óń·ÕņĒŅŃŅ
±ŅÕõĶĒÕĒĶ . č§ÕņÓ õŌ¾§ ßÓ³ÕĒŅŃŅ ¾’ļŅ“ĒÕĒĶ Ķ ŅßÓńÕ÷, Ķ±’Ņļ³ńŅŌÓŌ°Ķķ± Ā õļ ÕŃŅ Ņ“ÓßŅ“ĻĶ, ’ŅĻÓńÓĒ¹ ĒÓ ąĶ±. 4.4.9ą.
─Ō¾§ ßÓ³ÕĒŅÕ ¾’ļŅ“ĒÕĒĶÕ ±Ņ±“ŅĶ“ Ķń õŌ¾§ ’ŅĻļÓõŅĻ Ķń ¶“ŅŅ’ļÓ±“Ó Ō ĻÓµõŅņ
ßÓ³ÕÕ Ķ ņÕ“ÓļļĶ„Õ±ĻŅŃŅ ĻŅļ³÷Ó ņÕµõ¾ ĒĶņĶ, ĻÓĻ ’ŅĻÓńÓĒŅ Ō ¾ńļÕ 1.
ĀĀ ╬±ĒŅŌĒŅķ
’ĶĒ÷Ķ’ ŃÕņÕ“ĶńÓ÷ĶĶ “ÓĻŅŃŅ ±ŅÕõĶĒÕĒĶ ÓĒÓļŅŃĶ„ÕĒ ’ĶĒ÷Ķ’¾, Ņ±¾∙Õ±“ŌļÕĒĒŅņ¾ ’Ķ
Óņ’¾ļĶńÓ÷ĶĶ ļ■ĻŅŌ ļÓńŅŌ Ō ßÓĻÓ§. ╬ĒĀ
±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ ±ŅńõÓÕ“± õŌÓ ßÓ³ÕÓ ¾’ļŅ“ĒÕĒĶ Ķ ņÕµõ¾ ĒĶņĶ
ŅßÓńŅŌ¹ŌÓÕ“± ņÕµßÓ³ÕĒŅÕ ’Ņ±“ÓĒ±“ŌŅ. ╚±“Õ„ÕĒĶÕ ’ŅĒĶĻ°ÕŃŅ ’Ņõ¾Ļ“Ó Ķń
ņÕµßÓ³ÕĒŅŃŅ ’Ņ±“ÓĒ±“ŌÓ ĒÕ ņŅµÕ“ ²¶¶ÕĻ“ĶŌĒŅ ’ŅĶ±§ŅõĶ“³ „ÕÕń ŌŅńņŅµĒ¹Õ
õÕ¶ÕĻ“¹ Ō ńÓņ¹ĻÓ■∙Õņ ßÓ³ÕÕ Ō ±Ķļ¾ “ŅŃŅ,Ā
„“Ņ õÓŌļÕĒĶÕ ’ÓŅŌ Ō ņÕµßÓ³ÕĒŅņ ’Ņ±“ÓĒ±“ŌÕ ŌÕ±³ņÓ ĒÕńĒÓ„Ķ“Õļ³ĒŅ. ╬ĒŅ
Ņ’ÕõÕļ Õ“± ’Ó÷ĶÓļ³Ē¹ņ õÓŌļÕĒĶÕņ ¾’¾ŃŅ±“Ķ ’ŅĒĶĻ°Ķ§ ’ÓŅŌ Ō ²“Ņ ’Ņ±“ÓĒ±“ŌŅ
Ķ ĶņÕ■∙Ķ§ Ņ„ÕĒ³ ĒÕńĒÓ„Ķ“Õļ³Ē¾■ ĻŅĒ÷ÕĒ“Ó÷Ķ■.
ĀĀ ┬
Ó±±ņÓ“ĶŌÓÕņŅņ õŌ¾§ ßÓ³ÕĒŅņ ¾’ļŅ“ĒÕĒĶĶ ’ĶņÕĒÕĒ õŅ’ŅļĒĶ“Õļ³ĒŅ Õ∙Õ ŅõĶĒ
’ĶĒ÷Ķ’ĶÓļ³ĒŅ ĒŅŌ¹ķ ’ĶĒ÷Ķ’ ¾’ļŅ“ĒÕĒĶ , ±õÕļÓŌ°Ķņ ²“Ņ ±ŅÕõĶĒÕĒĶÕ ’ÓĻ“Ķ„Õ±ĻĶ
’ŅļĒŅ±“³■ ŃÕņÕ“Ķ„Ē¹ņ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ╬Ē ±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ Ņ±ĒŅŌĒŅÕ
¾’ļŅ“ĒÕĒĶÕ Ō ĻÓµõŅņ Ķń ßÓ³ÕŅŌ ŅßÕ±’Õ„ĶŌÓÕ“± ĒÕ ¾’ļŅ“ĒÕĒĶÕņ ’Ņ ’ļŅ±ĻŅ±“Ķ ’Ņõ
õÓŌļÕĒĶÕņ ą1, , Ó ¾’ļŅ“ĒÕĒĶÕņ ± ’ŅņŅ∙³■Ā ½¾±ŅŌ╗, ĻŅ“ŅŅÕ ’ŅĶ±§ŅõĶ“ ’Ņõ õÓŌļÕĒĶÕ ą2. ė±¹
ŅßÓń¾■“± ’Ņõ õÓŌļÕĒĶÕņ ą1, ĻŅ“ŅŅÕ ’ÕÕŌŅõĶ“ ¶“ŅŅ’ļÓ±“ Ō “ÕĻ¾„ÕÕ
±Ņ±“Ņ ĒĶÕ Ķ ¶“ŅŅ’ļÓ±“ Ō¹“ÕĻÓÕ“ Ō ńÓńŅ¹ ņÕµõ¾ ¾’ļŅ“Ē Õņ¹ņĶ õÕ“Óļ ņĶ Ķ “Õņ
±Óņ¹ņ ŅßÓńŅŌ¹ŌÓÕ“ ²“Ķ ±Óņ¹Õ ¾±¹.
ĀĀ ┴ŅļÕÕ
Ō¹±ŅĻÓ ĒÓõÕµĒŅ±“³ ¾’ļŅ“ĒÕĒĶ ¾±ÓņĶ Ņß· ±Ē Õ“± “Õņ, „“Ņ õÓŌļÕĒĶÕ ą2Ā ņÓļŅ ĶńņÕĒ Õ“± ńÓ ±„Õ“ ĒÕńĒÓ„Ķ“Õļ³ĒŅŃŅ
ĶńņÕĒÕĒĶ ŌĒ¾“ÕĒĒĶ§ ĒÓ’ µÕĒĶķ ņÓ“ÕĶÓļÓ Ō ¾±Ó§, ĒÓ§Ņõ ∙Ķ§± Ō ĒÕĶńņÕĒ ÕņŅņ
ńÓńŅÕ ņÕµõ¾ ¾’ļŅ“Ē Õņ¹ņĶ õÕ“Óļ ņĶ. ŽĶ ¾’ļŅ“ĒÕĒĶĶ ’Ņ ’ļŅ±ĻŅ±“Ķ ’Ņõ
ŌŅńõÕķ±“ŌĶÕņ ¾±ĶļĶķ ą1 ņÕĒÕÕ ĒÓõÕµĒŅ, ’Ņ±ĻŅļ³Ļ¾, ĻÓĻ ß¹ļŅ ’ŅĻÓńÓĒŅ
ÓĒÕÕ, ńÓ ±„Õ“ ÕļÓĻ±Ó÷ĶĶ ĒÓ’ µÕĒĶķ Ō ±“ ŃĶŌÓ■∙Ķ§ ²ļÕņÕĒ“Ó§ ¾±ĶļĶÕ ą1
±¾∙Õ±“ŌÕĒĒŅ ¾ņÕĒ³°ÓÕ“± Ķ “ÓĻŅÕ ¾’ļŅ“ĒÕĒĶÕ ĒÕŅߧŅõĶņŅ ’ÕĶŅõĶ„Õ±ĻĶ ’Ņõ“ ŃĶŌÓ“³,
„ÕŃŅ ĒÕ “Õß¾Õ“± õļ ¾’ļŅ“ĒÕĒĶ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ¾±ŅŌ.
ĀĀ čŅńõÓĒĶÕ Ķ
Ņ“ÓßŅ“ĻÓ õÓĒĒŅŃŅ ¾’ļŅ“ĒÕĒĶ , Ņ±¾∙Õ±“ŌļÕĒÓ ’Ņ±ļÕ ńÓŌÕ°ÕĒĶ Ņ±ĒŅŌĒ¹§ ’ŅĶ±ĻŅŌ¹§
ÓßŅ“ ’Ņ Óņ’¾ļĶńÓ÷ĶĶ, ’ŅŌÕõÕĒĒ¹§ ĒÓ ÓĻÕ“Õ ėą-100 Ķ ŅĒÓ ĒÕ ņŅŃļÓ ß¹“³
Ķ±’Ņļ³ńŅŌÓĒÓ Ō ÕŃŅ ĻŅĒ±“¾Ļ÷ĶĶ. ▌“Ó ÓńÓßŅ“ĻÓ Ō Ņ±ĒŅŌĒŅņ ß¹ļÓ ńÓŌÕ°ÕĒÓ Ļ
ņŅņÕĒ“¾ ±õÓ„Ķ ĶńõÕļĶ ńÓĻÓń„ĶĻ¾ Ķ ß¹ļÓ Ķ±’Ņļ³ńŅŌÓĒÓ “Ņļ³ĻŅ Ō ĻŅĒ“ÕķĒÕÕ.
ĀĀĀ ╬ßÓń÷¹,
’ŅĻÓńÓĒĒ¹Õ ĒÓ ąĶ±. 4.4.9ą ’ŅļÕµÓļĶ ĒÓ Ļ¹°Õ ńõÓĒĶ Ō “Õ„ÕĒĶĶ “Õ§ ļÕ“ ’Ņõ
Ó“ņŅ±¶ÕĒ¹ņ ŌŅńõÕķ±“ŌĶÕņ Ķ ĒĶ ŅõĒŅ Ķń ĒĶ§ ĒÕ ’Ņ“Õ ļŅ ŃÕņÕ“Ķ„ĒŅ±“³, ’Ķ “Ņņ,
„“Ņ ŅõĶĒ Ķń ßÓ³ÕŅŌ ĒÓ ĒÕĻŅ“Ņ¹§ ŅßÓń÷Ó§ “Õ ļ ŃÕņÕ“Ķ„ĒŅ±“³. ▌“Ņ
±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ ±ŅŌņÕ∙ÕĒĶÕ õŌ¾§ ’ĶĒ÷Ķ’ŅŌ ŃÕņÕ“ĶńÓ÷ĶĶ Óń·ÕņĒŅŃŅ
±ŅÕõĶĒÕĒĶ ’ŅńŌŅļĶļŅ ±ŅńõÓ“³ Ō¹±ŅĻŅ ĒÓõÕµĒŅÕ ±ŅÕõĶĒÕĒĶÕ. ęÓĻŅÕ ±ŅÕõĶĒÕĒĶÕ
Ķ±’Ņļ³ń¾Õ“± Ō ÓĻÕ“Õ ĒŅ±Ķ“ÕļÕ ½ŽŅ“ŅĒ╗ ĶĀ
ĒÕ Óń¾ ĒÕ ’Ņ“Õ ļŅ ŃÕņÕ“Ķ„ĒŅ±“³ ĒĶ Ō ŅõĒŅņ ±ŅÕõĶĒÕĒĶĶ “Ņ’ļĶŌĒŅŃŅ
“ÓĻ“Ó ²“Ņķ ÓĻÕ“¹.
4.5 ┬¹ŌŅõ¹ ’Ņ
ŃļÓŌÕ.
1. ŽĶŌÕõÕĒÓ Ķ±“ŅĶ„Õ±ĻÓ ±’ÓŌĻÓ, ĒÓ Ņ±ĒŅŌÕ
’ĶļÓŃÓÕņ¹§ õŅĻ¾ņÕĒ“ŅŌ, Ņ ±ŅńõÓĒĶĶ ¾ĒĶŌÕ±Óļ³ĒŅķ ÓĻÕ“¹ ėą-100, ±Ņ±“ÓŌļ Ō°Õķ Ō
60-70 ¢§ ŃŅõÓ§ Ņ±ĒŅŌ¾ ĒÓńÕņĒŅŃŅ °Ó§“ĒŅŃŅ ßÓńĶŅŌÓĒĶ ŅõĒŅķ Ķń ŃļÓŌĒ¹§
±Ņ±“ÓŌļ ■∙Ķ§ õÕĒŅŃŅ ∙Ķ“Ó ±“ÓĒ¹ “ŅŃŅ ŌÕņÕĒĶ.
2. įŅņ¾ļĶ¾■“± ’ĶĒ÷Ķ’¹ Ķ ņÕ“Ņõ¹ ŌĒÕ°ĒÕķ Ķ
ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ µĶõĻŅ±“ĒŅķ ÓĻÕ“¹, Ō’ÕŌ¹Õ ÓńÓßŅ“ÓĒĒ¹Õ Ķ ÕÓļĶńŅŌÓĒĒ¹Õ
Ō ÓĻÕ“Õ ėą-100, Ķ ’Ņ±ļÕõ¾■∙Ķ§ ÕÕ ņŅõĶ¶ĶĻÓ÷Ķ §, ’ŅńŌŅļĶŌ°ĶÕ ²“Ķņ ÓĻÕ“Óņ
ßÕńŅ“ĻÓńĒŅ Ķ ĒÓõÕµĒŅ ĒÓ§ŅõĶ“³± ĒÓ õÕµ¾±“ŌÕ ŌŅ“ ßŅļÕÕ ¾µÕ “Õ§ õÕ± “ĻŅŌ
ļÕ“.Ā
Ā
3. ąÓ±±ņŅ“ÕĒ¹ ŌĒÕ°ĒĶÕ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“Ē¹Õ
¶ÓĻ“Ņ¹, ŌŅńõÕķ±“Ō¾■∙ĶÕ ĒÓ ÓĻÕ“¾ ’Ķ ÕÕ ĒÓ§ŅµõÕĒĶĶ Ō °Ó§“ĒŅķ ’¾±ĻŅŌŅķ
¾±“ÓĒŅŌĻÕ, Ó “ÓĻµÕ ’ĶŌÕõÕĒ¹ Ņ±ĒŅŌĒ¹Õ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Õ°ÕĒĶ ²ļÕņÕĒ“ŅŌ
“Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹ ĶńõÕļĶ , Ō ĻŅ“ŅŅņ Ķ±’Ņļ³ń¾■“± Ō¹±ŅĻŅ “ŅĻ±Ķ„Ē¹Õ Ķ
ĻŅŅńĶŅĒĒŅ Ņ’Ó±Ē¹Õ ĻŅņ’ŅĒÕĒ“¹ “Ņ’ļĶŌÓ ÓņĶļ Ķ ŃÕ’“Ķļ.
( ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕĀ ąĶ±. 4.1.ą- 4.2.2ą. , “ÓßļĶ÷Ó 4.2.1ę, ąĶ±.
4.2.3.ą ¢ 4.2.5ą, “ÓßļĶ÷Ó 4.2.2ę, “ÓßļĶ÷Ó 4.2.3ę ĒÓ 3-§ ļĶ±“Ó§, ąĶ±. 4.3.1ą ¢
4.4.9ą Ō±Õ ßÓ“³ Ķ§ ¶ÓķļÓ ±Ņ ±ĻÓĒĶŅŌÓĒĶÕņ
┬¹’¾±Ļ 3)
 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
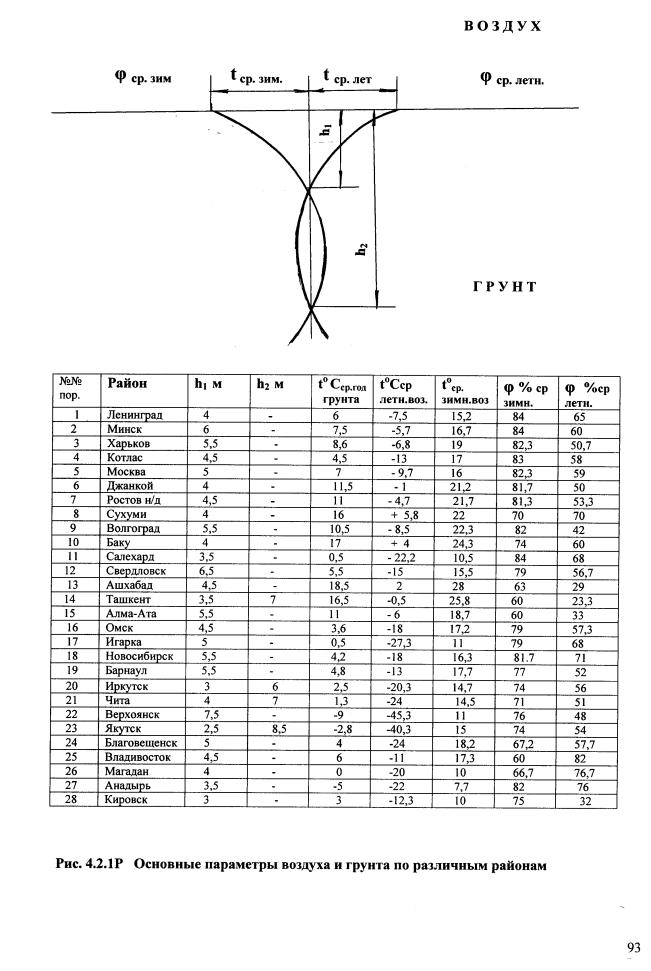
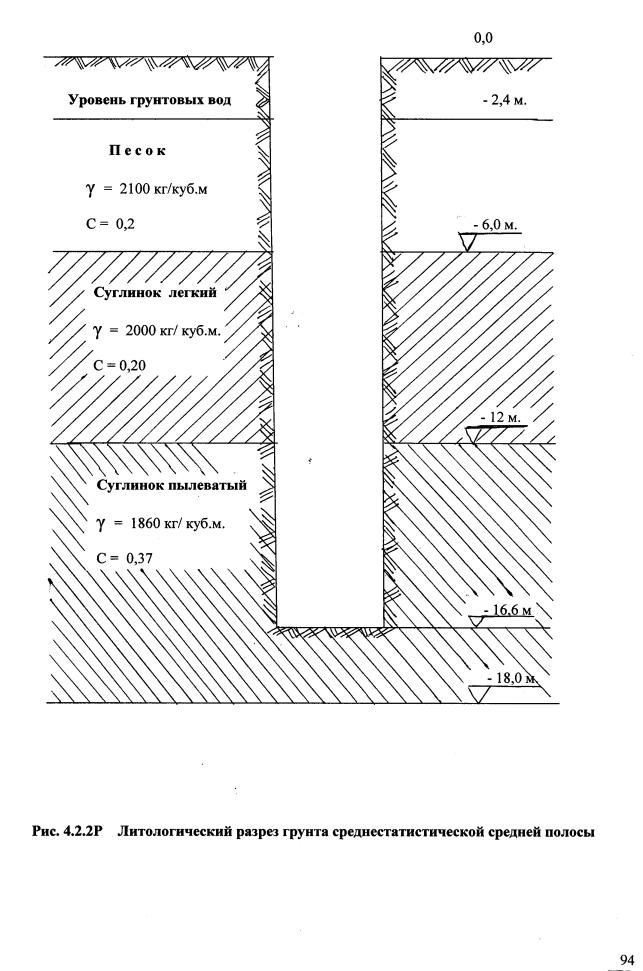
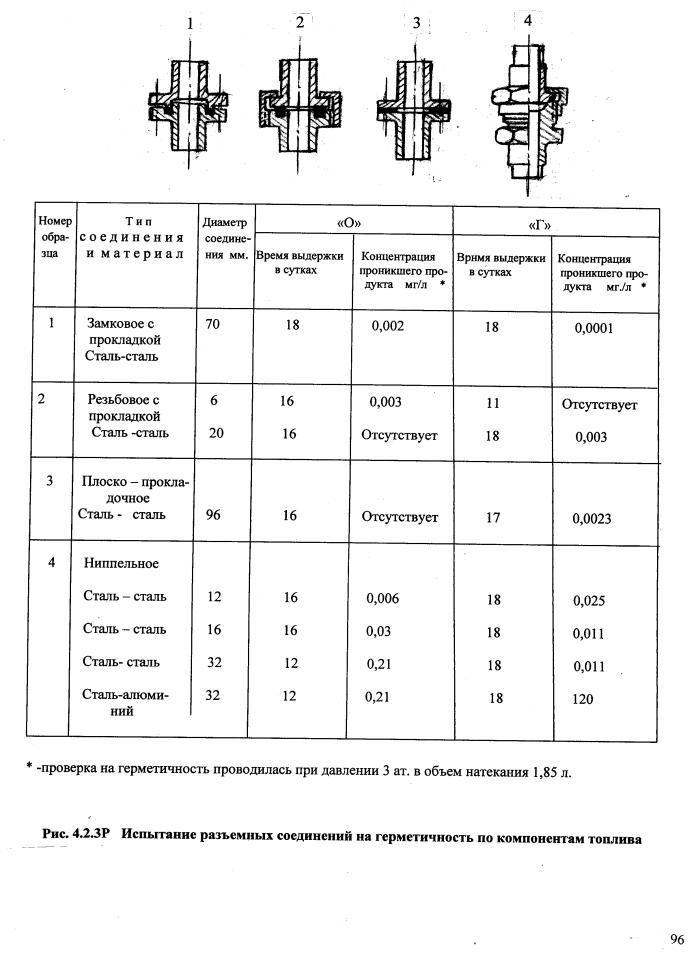
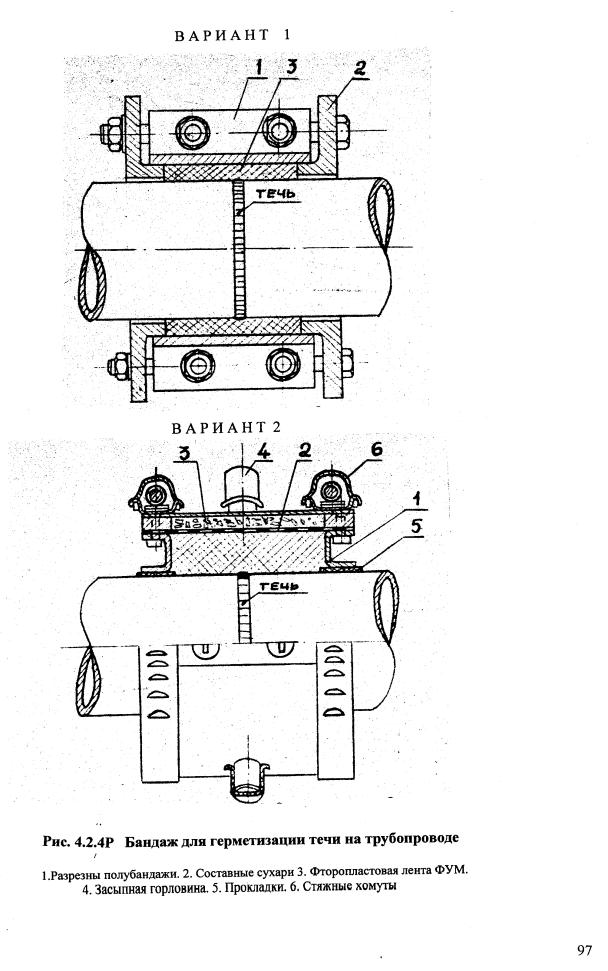
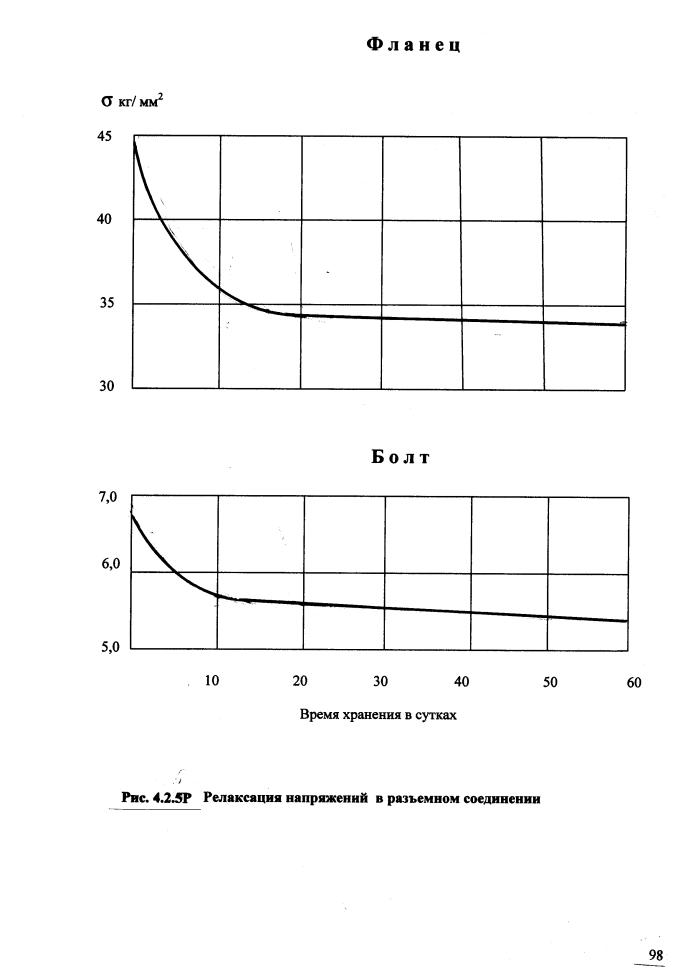
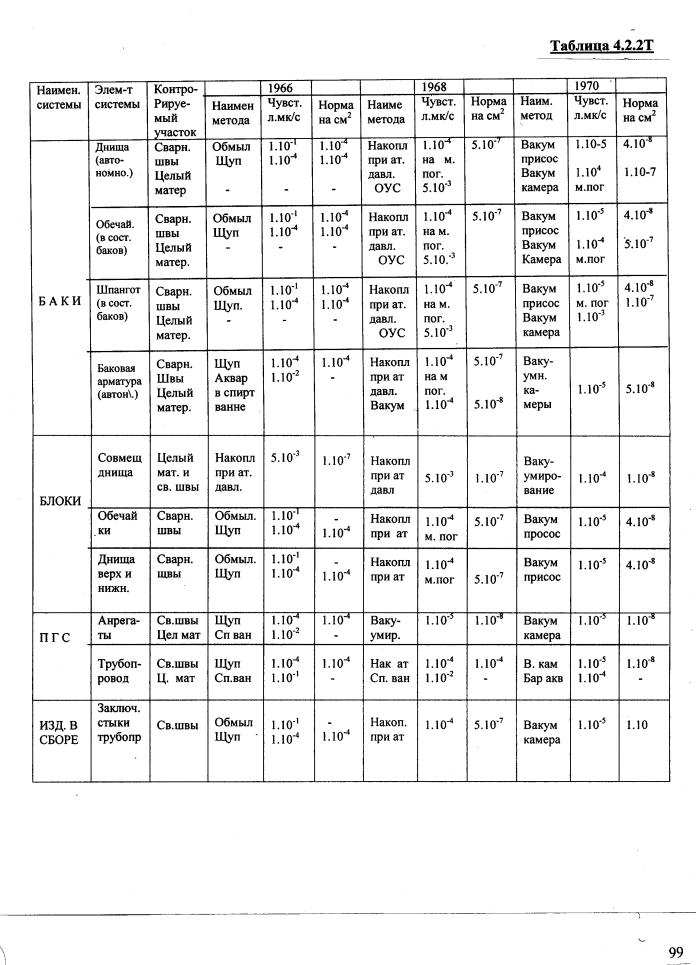
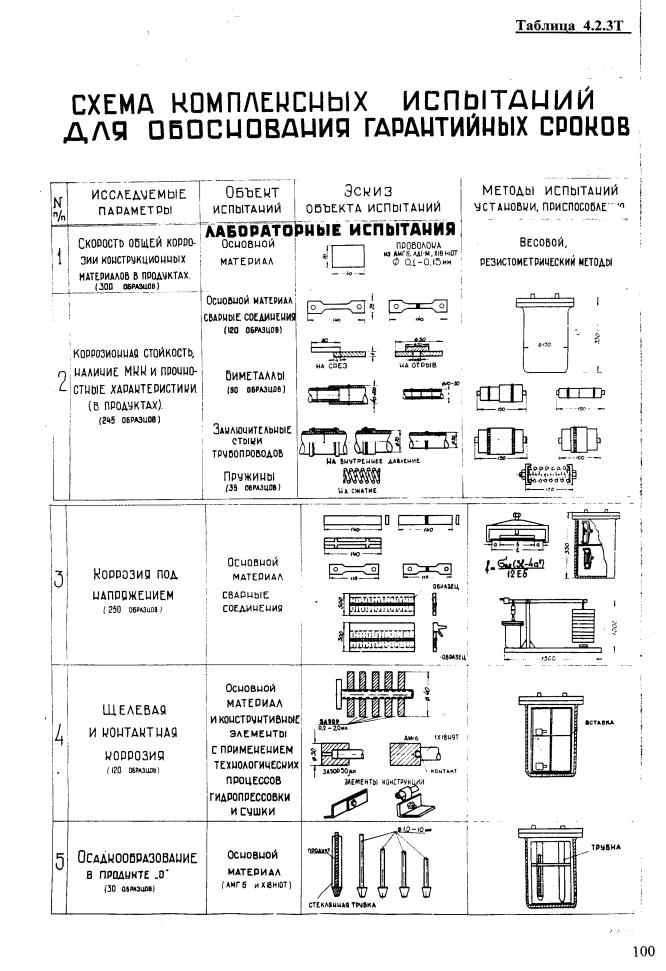
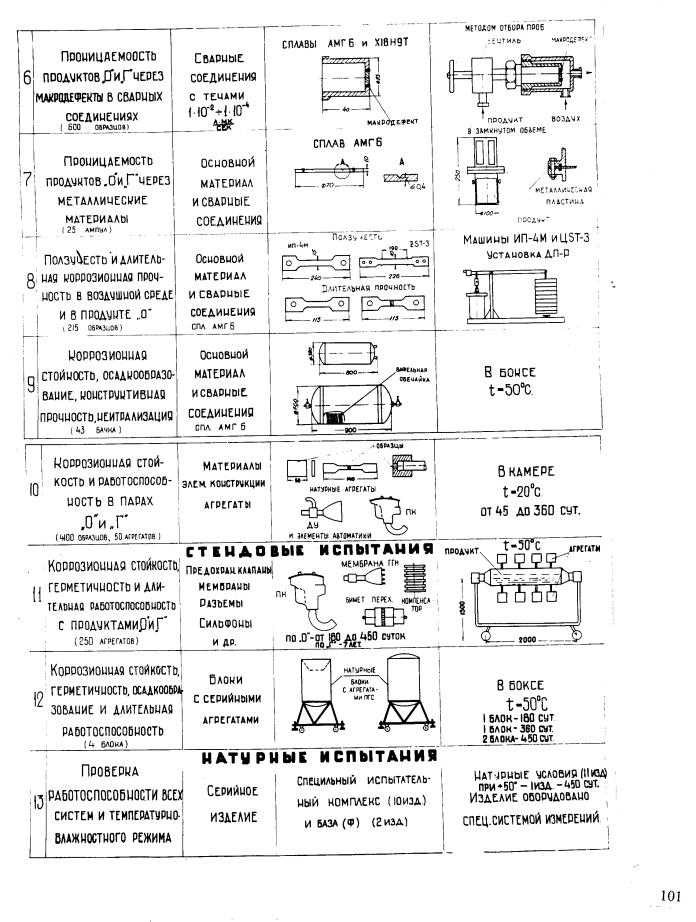

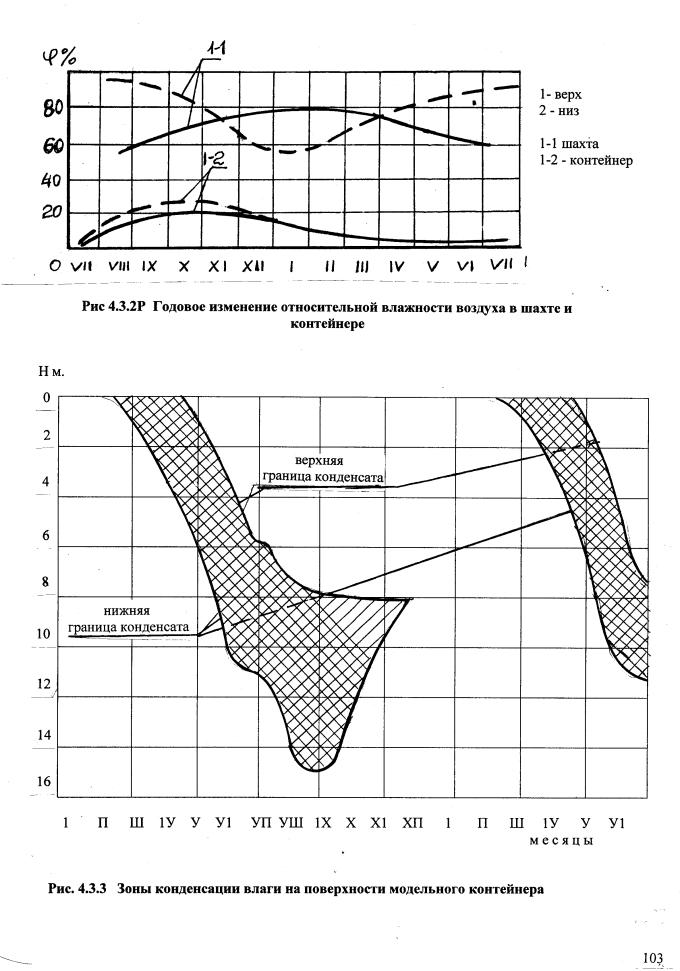
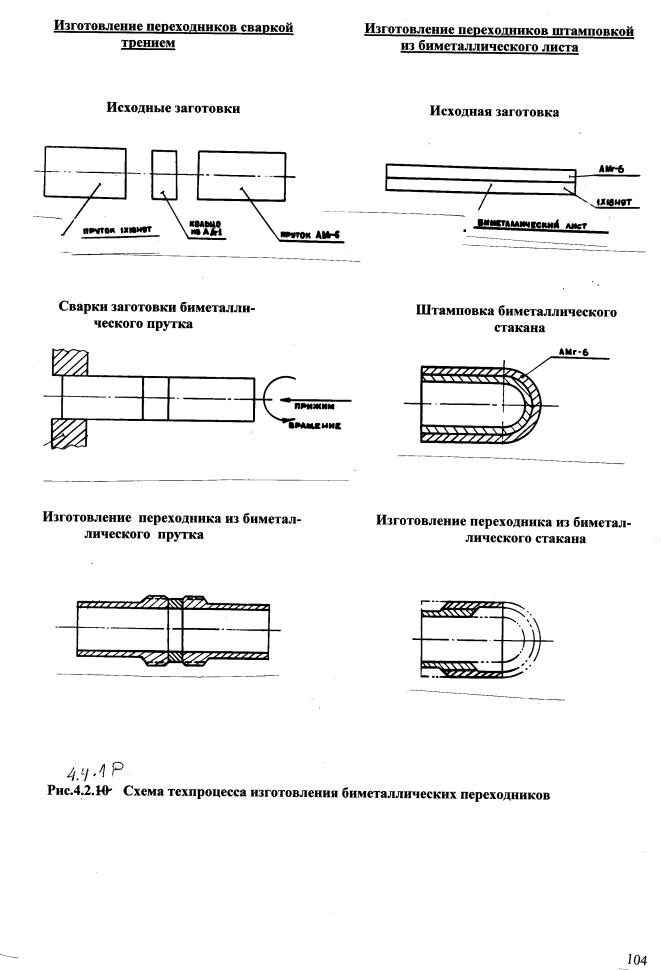
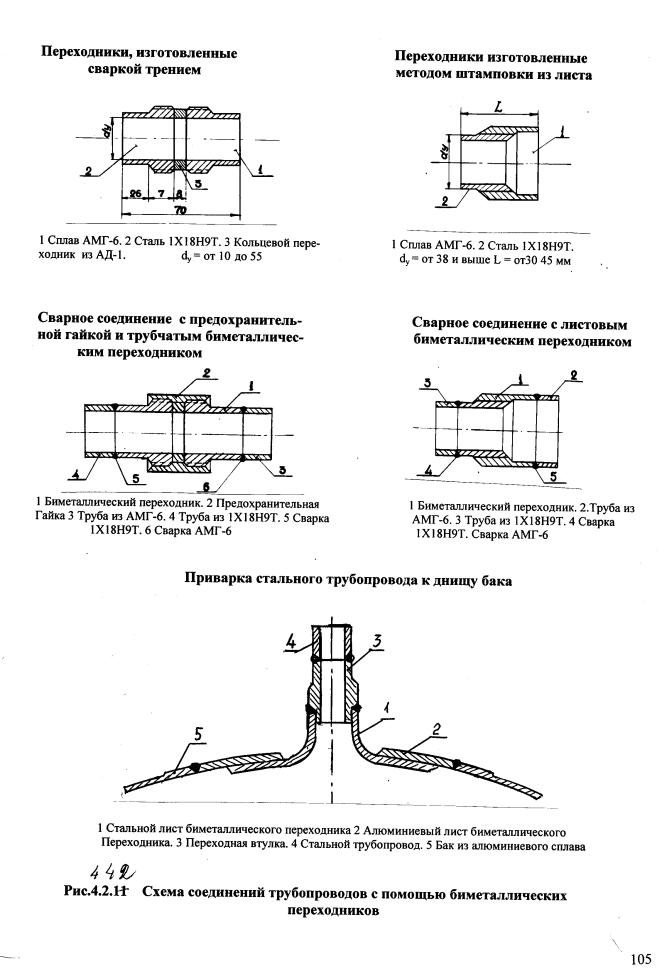
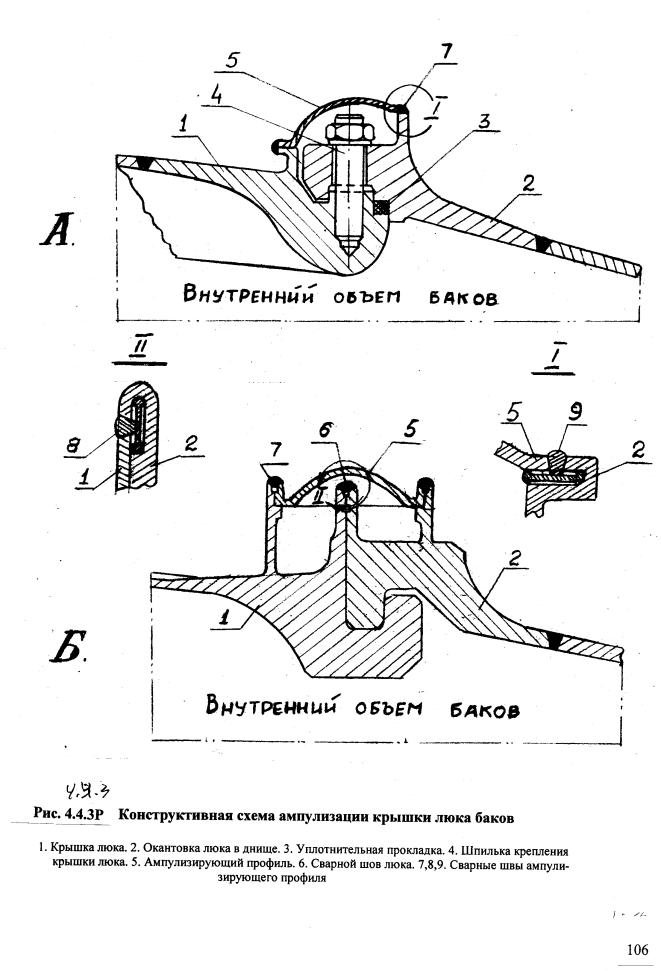
Ā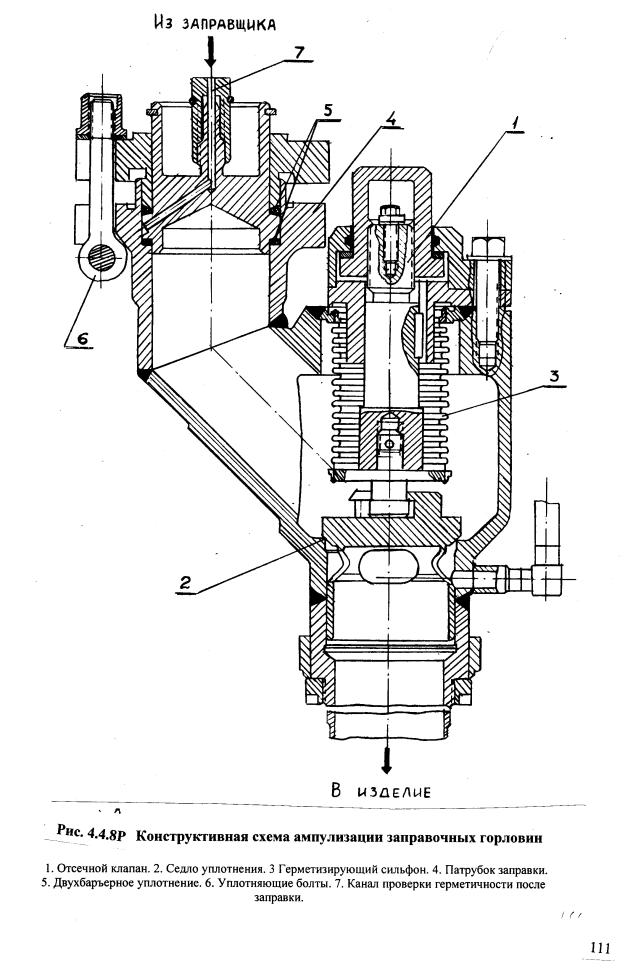
ĀĀĀ 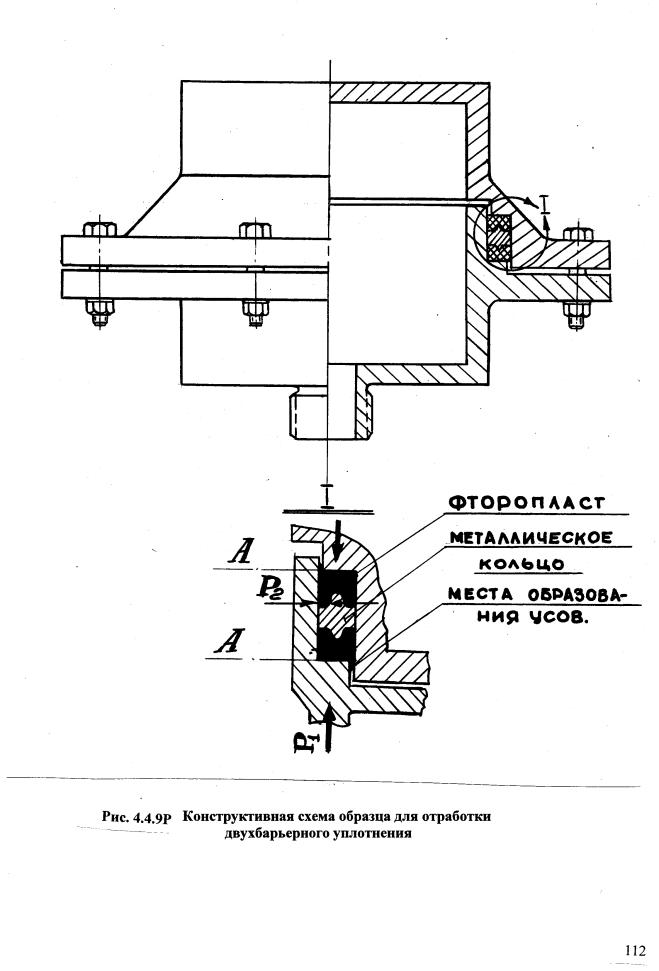
Ā
ĀĀĀĀĀĀĀĀĀĀĀ
├ļÓŌÓ 5 . ├┼ą╠┼ę╚ū═╬čę▄Ā
╚Ū─┼╦╚╔Ā č └├ą┼čč╚┬═╬╔Ā ┬═ėęą┼══┼╔Ā
čą┼─╬╔Ā
Ā
5.1. ╩Ņņ’ļÕĻ± ÓßŅ“ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ
├ÕņÕ“Ķ„ĒŅ±“³ ’ŅļŅ±“Õķ
ńÓ’ŅļĒ Õņ¹§ └Ų ŅßÕ±’Õ„ĶŌÓÕ“± ĻŅņ’ļÕĻ±Ņņ ĻŅĒ±“¾Ļ“ĶŌĒŅ-“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ņÕŅ’Ķ “Ķķ,
Ņ±¾∙Õ±“Ōļ Õņ¹§ Ō ĻŅĒ±“¾Ļ÷ĶĶ Ķ “Õ§ĒŅļŅŃĶĶ ÕÕ ĶńŃŅ“ŅŌļÕĒĶ .
Ā╠Õ“Ņõ¹ Ķ “Õ§ĒŅļŅŃĶ ĶńŃŅ“ŅŌļÕĒĶ ÕņĻŅ±“Õķ └ŲĀ Ō¹ßĶÓ■“± Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ “Ķ’Ó Ķ§
ĻŅĒ±“¾Ļ÷ĶĶ. ŽĶņÕĒÕĒĶÕ Ō ĻŅĒ±“¾Ļ÷ĶĶ ’ŅļŅ±“Õķ └Ų Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ “Õß¾Õ“
’ĶņÕĒÕĒĶ ŅõĒĶ§ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Õ°ÕĒĶķ, Ó ÷Õļ³ĒŅ±ŌÓĒÓ ĻŅĒ±“¾Ļ÷Ķ “Õß¾Õ“
õ¾ŃĶ§ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶÕņŅŌ.Ā
ĀĀĀ ┬ õÓĒĒŅķ ÓßŅ“Õ ņÓ“ÕĶÓļ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ
÷Õļ³ĒŅ±ŌÓĒ¹§ ’ŅļŅ±“Õķ, ńÓ’ŅļĒ Õņ¹§ ÓŃÕ±±ĶŌĒ¹ņĶ ±ÕõÓņĶ, ’ĶŌŅõĶ“± , Ō
Ņ±ĒŅŌĒŅņ, ’Ņ ÓßŅ“Õ [45]. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ Ō µĶõĻŅ±“Ē¹§ ÓĻÕ“Ó§
ÓŃÕ±±ĶŌĒ¹ņĶ µĶõĻŅ±“ ņĶ Ōļ ■“± ĻŅņ’ŅĒÕĒ“¹ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ. ═ÕĻŅ“Ņ¹Õ
ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Õ°ÕĒĶ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ÓĻÕ“ ĒÓ
’ĶņÕÕ ÓĻÕ“¹ ėą-100 ß¹ļĶ ’ĶŌÕõÕĒ¹ Ō¹°Õ.
ĀĀĀ ąÓ±±ņŅ“ÕĒĶÕ ’ŅßļÕņ¹ ŅßÕ±’Õ„ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ÷ÕļŅņ, ’ŅĻÓńÓļŅ, „“Ņ ²“Ņ“ ŌŅ’Ņ± Ōļ Õ“± ņĒŅŃŅ’ļÓĒŅŌ¹ņĀ Ķ ’Ķ ÕŃŅ Õ°ÕĒĶĶ ĒÕŅߧŅõĶņŅ ŅßÕ±’Õ„Ķ“³
ĻŅņ’ļÕĻ±ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕ ņĒŅŃĶ§, ’Ņõ„Ó± ÓńĒŅ’ļÓĒŅŌ¹§ ŌļÕĒĶķ. ╬±ĒŅŌĒ¹Õ Ķń ĒĶ§
ļÕµÓ“ Ō “Õ§ ŃļÓŌĒ¹§ ĒÓ’ÓŌļÕĒĶ §:
Ā - ’ŅŌÕõÕĒĶÕ Ķ±±ļÕõŅŌÓĒĶķ ’Ņ Ķń¾„ÕĒĶ■ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕń
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ,
Ā- ÓńÓßŅ“ĻÓ ņÕ“ŅõŅŌ Ó±„Õ“Ó ĒÕŅߧŅõĶņŅķĀ ĒŅ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ±“Õ’ÕĒĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“ĶĀ
ĀĀ ±Õõ±“Ō ĻŅĒ“Ņļ ,
Ā - ÓńÓßŅ“ĻÓ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÓ
’ŅĶńŌŅõ±“ŌÕ ± ĒÕŅߧŅõĶņŅķ Ķ§
ĀĀ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■.
Ā- Ņ’ÕõÕļÕĒĶÕ õŅ’¾±“ĶņŅķ ±“Õ’ÕĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ņ“±ÕĻŅŌ ĶńõÕļĶ Ķ
±Õõ±“Ō ĻŅĒ“Ņļ ÕÕ ’Ķ
ĀĀĀ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
ĀĀĀ ╩ÓµõŅÕ Ķń ²“Ķ§ ĒÓ’ÓŌļÕĒĶķ ŌĻļ■„ÓÕ“ ±ŌŅĶ õŅ’ŅļĒĶ“Õļ³Ē¹Õ
ŌŅ’Ņ±¹. ╬ß·Õņ Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ ’ŅŌŅõĶ“³, ’Ķ ŅßÕ±’Õ„ÕĒĶĶ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶĶ, ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ5.1.1ę, ĻŅ“Ņ¹Õ ß¹ļĶ ’ŅŌÕõÕĒ¹
’ĶņÕĒĶ“Õļ³ĒŅ Ļ ±ŅńõÓŌÓŌ°Õķ± “ŅŃõÓ ÓĻÕ“Õ ėą-100. ┬ õÓĒĒ¹ķ Ņß·Õņ ĒÕ ŌŅ°ļĶ
ÓĒÕÕ ’ĶŌÕõÕĒĒ¹Õ ĻŅĒ±“¾Ļ“Ņ±ĻĶÕ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ÓßŅ“¹ ’Ņ Ō¹ßŅ¾ Ķ
ÓńÓßŅ“ĻÕ ĻŅĒ±“¾Ļ÷ĶĶ ÓĻÕ“¹ Ķ ÕÕ ±Ķ±“Õņ, Ó “ÓĻµÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ńÓõÓ„Ķ ’Ņ
±ŅńõÓĒĶ■ ±ŌÓŅ„ĒŅŃŅ ’ŅĶńŌŅõ±“ŌÓ ÷Õļ³ĒŅ±ŌÓĒŅķ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹Ā ÓĻÕ“¹ Ķ Ņ“ÓßŅ“ĻĶ ÕµĶņŅŌ ±ŌÓĻĶ. ▌“Ķ
ÓßŅ“¹ ±Ņ±“ÓŌĶļĶ ±ŌŅķ ßŅļ³°Ņķ Ņ“õÕļ³Ē¹ķ Ņß·Õņ Ķ±±ļÕõŅŌÓĒĶķ Ķ ÓńÓßŅ“ŅĻ,
ĻŅ“Ņ¹Õ ŅĻÓńÓļĶĀ ßŅļ³°ŅÕ ŌļĶ ĒĶÕ ĒÓ
’ÓĻ“Ķ„Õ±ĻŅÕ ŅßÕ±’Õ„ÕĒĶÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÓńÓßŅ“ÓĒĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ.
ĀĀ ┴Ņļ³°Ņķ Ņß·Õņ Ķ±±ļÕõŅŌÓĒĶĶ Ķ ÓńÓßŅ“ŅĻ ß¹ļ ’ŅŌÕõÕĒ Ō
’ŅĶńŌŅõ±“ŌÕ ų╩┴╠į1 ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ą¹ßĻŅ ╩.Ž Ķ ŪÓ±ļÓŌ±ĻŅŃŅ ▐.╦. ’Ņ ±ŅńõÓĒĶ■
±ŌÓŅ„ĒŅŃŅ ŅßŅ¾õŅŌÓĒĶ Ķ Ņ“ÓßŅ“ĻÕ ĶńŃŅ“ŅŌļÕĒĶ ÷Õļ³ĒŅ ±ŌÓĒ¹§ ĻŅĒ±“¾Ļ÷Ķķ,
„“Ņ ß¹ļŅ ĒŅŌŅ õļ ±ÓņŅļÕ“Ņ±“ŅĶ“Õļ³ĒŅŃŅ ╩┴, ĻÓĻĶņ Ōļ ļŅ±³ “ŅŃõÓ ╬╩┴
┬.╠.╠ ±Ķ∙ÕŌÓ, ’ÕÕõÓĒĒŅÕĀ ┬.═.ūÕļŅņÕ■ ĒÓ
ÓńÓßŅ“Ļ¾ ÓĻÕ“ĒŅķ “Õ§ĒĶĻĶ.
ĀĀĀĀ ┬ “Ņ ŌÕņ ß¹ļĶ ŌĒŅŌ³ ±ŅńõÓĒ¹ Ņ“õÕļ ’Ņ Óņ’¾ļĶńÓ÷ĶĶ Ķ
ļÓßŅÓ“ŅĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ┬ Ņ“õÕļÕ ’Ņ Óņ’¾ļĶńÓ÷ĶĶ ß¹ļ ÓńÓßŅ“ÓĒ ŌÕ±³
ĒÕŅߧŅõĶņ¹ķ Ņß·Õņ Ķ±±ļÕõŅŌÓĒĶķ Ķ ÓńÓßŅ“ŅĻ, ĻŅ“Ņ¹Õ “ÕßŅŌÓļĶ±³ õļ ±ŅńõÓĒĶ
ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō Óņ’¾ļĶńÓ÷ĶĶ. ┬ ļÓßŅÓ“ŅĶĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ß¹ļ ’ŅŌÕõÕĒ
ßŅļ³°Ņķ Ņß·Õņ ’Ņ ÓńÓßŅ“ĻÕ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“ĶĀ Ō ’ŅĶńŌŅõ±“ŌÕ. ═Ó õ¾ ± ÓßŅ“ÓņĶ,
’ŅŌÕõÕĒĒ¹ņĶ Ō Ņ“õÕļÕ Óņ’¾ļĶńÓ÷ĶĶ, ĶńļŅµÕĒĶ■ ĻŅ“Ņ¹§ ’Ņ±Ō ∙ÕĒÓ õÓĒĒÓ
ÓßŅ“Ó,Ā Ō±Õ Ņ“ņÕ„ÓŌ°ĶÕ± ÓßŅ“¹
’ŅńŌŅļĶļĶ ±ŅńõÓ“³ ’ŅĶńŌŅõ±“ŌŅ Ķ ŅßÕ±’Õ„Ķ“³ õļĶ“Õļ³Ē¾■ ŃÕņÕ“Ķ„ĒŅ±“³ ÓĻÕ“Óņ
±ŅńõÓĒĒ¹ņ Ō ų╩┴╠į1 Ō 60-70 Õ ŃŅõ¹.
ĀĀ
ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 5.1.1ę
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č§ÕņÓ ÓßŅ“ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĀĀĀ ╩ŅĒ±“¾Ļ÷Ķ “Ņ’-ĀĀĀĀĀĀĀĀĀĀĀĀ ═Ņņ¹ ŃÕņÕ“Ķ„-ĀĀĀĀĀĀĀĀĀĀ ęÕ§ĒŅļŅŃĶ ĶńŃŅ-ĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĒ“Ņļ³ ŃÕņÕ-
ĀĀĀĀĀ ļĶŌĒ¹§ “ÓĻ“ŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “ŅŌļÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „ĒŅ±“Ķ ’Ķ ²Ļ±’ļ¾Ó-
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ“Ó÷ĶĶ
![]()
![]()
![]()
![]()
 ĀĀĀĀ ╬ßÕ±’Õ„ÕĒĶÕ Ķ±§ŅõĒŅŃŅĀĀĀĀĀĀĀĀ
╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕ-ĀĀĀĀĀĀĀĀĀ
╬“ÓßŅ“ĻÓ ÕµĶņŅŌ, ŅßŅ-ĀĀĀĀĀ ąÓńÓßŅ“ĻÓ
Ķ ŌĒÕõÕĒĶÕ ’Õ-
ĀĀĀĀ ╬ßÕ±’Õ„ÕĒĶÕ Ķ±§ŅõĒŅŃŅĀĀĀĀĀĀĀĀ
╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕ-ĀĀĀĀĀĀĀĀĀ
╬“ÓßŅ“ĻÓ ÕµĶņŅŌ, ŅßŅ-ĀĀĀĀĀ ąÓńÓßŅ“ĻÓ
Ķ ŌĒÕõÕĒĶÕ ’Õ-
ĻÓ„Õ±“ŌÓ ņÕ“ÓļļŅŌĀ ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ē“ŅŌ Ķ±“Õ„ÕĒĶÕ ’Ņõ¾-ĀĀĀĀĀĀĀĀĀĀ ¾õŅŌÓĒĶ , Ņ±ĒÓ±“ĻĶ,ĀĀĀĀĀĀĀĀĀĀĀ ÕĒŅ±Ē¹§ ±Õõ±“Ō ĻŅĒ“Ņļ
±’ļÓŌŅŌ. Ķ±Ļļ■„Ó■∙Ķ§ĀĀĀĀĀĀĀĀĀĀ Ļ“ŅŌ „ÕÕń ņĶĻŅĻÓ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ßŅĻĶ Ķ ±ŌÓĻĶ ÷Õļ³ĒŅ-ĀĀĀĀĀĀ ńÓŃÓńŅŌÓĒĒŅ±“Ķ
“Õ„Ķ Ō Ņ±ĒŅŌĒŅņ ņÕ“ÓļļÕĀĀĀĀĀĀĀĀĀĀ ’Ķļļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ŌÓĒŅŃŅĀ “Ņ’ļĶŌ. “ÓĻ“ÓĀ
![]()
![]()
![]()


╬“ÓßŅ“ĻÓ Ņ’“ĶņÓļ³Ē¹§ĀĀĀĀĀĀĀĀĀĀ ė±“ÓĒŅŌļÕĒĶÕ õŅ’¾±-ĀĀĀĀĀĀĀĀĀĀĀĀ ąÓńÓßŅ“ĻÓ ņÕ“ŅõŅŌ Ķ ±Õ-ĀĀĀĀ ąÓńÓßŅ“ĻÓ ±Õõ±“Ō õĶ±“ÓĒ-
ĀĀĀĀĀĀ ¶Ņņ ĻŅĒ±“¾Ļ÷ĶĶ ±ŅÕ-ĀĀĀĀĀĀĀĀĀĀĀ “ĶņŅķĀ ŌÕļĶ„ĶĒ¹
ńÓ-ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀõ±“Ō ĻŅĒ“Ņļ ĻÓ„Õ±“ŌÓĀĀĀĀĀĀĀĀĀ ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ńÓŃÓńŅ-
õĶĒÕĒĶ ²ļÕņÕĒ“ŅŌ ĻŅĒ-ĀĀĀĀĀĀĀĀĀĀ ŃÓńŅŌÓĒĒŅ±“Ķ ’ÓÓņĶĀĀĀĀĀĀĀĀĀĀĀĀ ±ŌÓĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌÓĒĒŅ±“Ķ Ķ Ņ’ÕõÕļÕĒĶ Ā
±“¾Ļ÷ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņõ¾Ļ“ŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻÓ
![]()
![]()
![]()
![]()
![]()

▌Ļ±’ÕĶņÕĒ“Óļ³ĒÓ Ņ“Ó-ĀĀĀĀĀĀĀĀ ╚ń¾„ÕĒĶÕ ±Ņß÷ĶĶ ’Ó-ĀĀĀĀĀĀĀĀĀ ąÓńÓßŅ“ĻÓ Ķ Ņ±ŌŅÕĒĶÕ ņÕ-ĀĀĀĀĀĀ ╚ń¾„ÕĒĶÕ ĻŅŅńĶŅĒĒŅķ
ßŅ“ĻÓ ²ļÕņÕĒ“ŅŌ Ķ ¾ńļŅŌĀĀĀĀĀĀĀĀĀĀ ŅŌ ’Ņõ¾Ļ“ÓņĶ ņÓ“Õ-ĀĀĀĀĀĀĀĀĀĀ “ŅõŅŌ ĻŅĒ“Ņļ ŃÕņÕ“Ķ-ĀĀĀĀĀĀĀĀĀĀ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ō
ĶńõÕļĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĶÓļÓņĶ ĶńõÕļĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
„ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ
5.2. ═ÕĻŅ“Ņ¹Õ ±ŌÕõÕĒĶ Ķń “ÕŅĶĶ “Õ„ÕĒĶ ŃÓńŅŌ Ō ĻÓ’Ķļļ Ó§.
ĀĀ
ĀĀ ╚±“Ņ„ĒĶĻÓņ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ņÕ“ÓļļĶ„Õ±ĻĶ§ ±ŌÓĒ¹§ ĻŅĒ±“¾Ļ÷Ķ §,
ĻÓĻ ’ŅĻÓńÓļ Ņ’¹“, Ōļ ■“± ±ŌÓĒ¹Õ °Ō¹, ŅĻŅļŅ°ŅŌĒÓ ńŅĒÓ Ķ ÕõĻŅ Ō±“Õ„Ó■∙ĶÕ±
±ĻŌŅńĒ¹Õ ±ŌĶ∙Ķ Ō ÷ÕļŅņ ņÕ“ÓļļÕ. └ĒÓļĶń ¶Ņņ¹ ²“Ķ§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ’ŅĻÓńÓļ, „“Ņ
ĻÓĒÓļ¹ “Õ„Õķ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ, ±ŅÕõĶĒ ■∙ĶÕ± ņÕµõ¾ ±ŅßŅķ ÷Õ’Ņ„ĻĶ ’Ņ ĶļĶ
±ĻŌŅńĒ¾■ ņĶĻŅ“Õ∙ĶĒ¾. ┬ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌÓ§ Ķ±“Ņ„ĒĶĻÓņĶ “ÓĻĶ§ õÕ¶ÕĻ“ŅŌ, ĻÓĻ
’ÓŌĶļŅ, Ōļ ■“± ŅĻĶ±Ē¹Õ ’ļÕĒ¹, ’Ņ’ÓõÓ■∙ĶÕ Ō ±ŌÓĶŌÓÕņ¾■ ńŅĒ¾ ņÕ“ÓļļÓ. ŽĶ
Ņ“±¾“±“ŌĶĶ ŌŅńņŅµĒŅ±“Ķ ņÓ“ÕņÓ“Ķ„Õ±ĻŅŃŅ Ņ’Ķ±ÓĒĶ ¾±ÕõĒÕĒĒŅķ ¶Ņņ¹ ĻÓĒÓļÓ
ņĶĻŅ“Õ„Ķ, Ō “ÕŅÕ“Ķ„Õ±ĻĶ§ Ķ±±ļÕõŅŌÓĒĶ § ĶĒŅŃõÓ ’ĶĒĶņÓÕ“± ņĶĻŅĻÓĒÓļ
÷ĶļĶĒõĶ„Õ±ĻŅķ ¶Ņņ¹, „“Ņ ŌÕ±³ņÓ õÓļÕĻŅ Ņ“ ÕŃŅ ÕÓļ³ĒŅķ ¶Ņņ¹ Ķ “ÓĻĶÕ
Ķ±±ļÕõŅŌÓĒĶ ĒŅ± “ ĻÓ„Õ±“ŌÕĒĒ¹ķ Ņ÷ÕĒŅ„Ē¹ķ §ÓÓĻ“Õ Ķ ĒÕ ņŅŃ¾“ Ķ±’Ņļ³ńŅŌÓ“³± Ō
’ÓĻ“Ķ„Õ±ĻĶ§ ÷Õļ §. ┬ņÕ±“Õ ± “Õņ “ÕŅÕ“Ķ„Õ±ĻŅÕ Ó±±ņŅ“ÕĒĶÕ Ķ±“Õ„ÕĒĶÕ ŃÓńÓ
„ÕÕń ņĶĻŅĻÓĒÓļ¹ ’ŅĻÓń¹ŌÓ■“ ±ļÕõ¾■∙ÕÕ [ 30 ]
ĀĀĀ ╚±“Õ„ÕĒĶÕ ŃÓńÓ „ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ņŅµÕ“ ĒŅ±Ķ“³ Ō ńĻŅ±“ĒŅķ
§ÓÓĻ“Õ Ō ŌĶõÕ “¾ß¾ļÕĒ“ĒŅŃŅ ĶļĶ ļÓņĶĒÓĒŅŃŅ “Õ„ÕĒĶ , Ō ńĻŅ-ņŅļÕĻ¾ļ Ē¹ķ Ķ
ņŅļÕĻ¾ļ Ē¹ķ. ┬Ķõ ÕŃŅ Ņ’ÕõÕļ Õ“± ¶ŅņŅķ Ķ ÓńņÕÓņĶ ĻÓĒÓļÓ, Ó “ÓĻµÕ õÓŌļÕĒĶÕņ
ĒÓ Ō§ŅõÕ Ķ ĒÓ Ō¹§ŅõÕ Ķń ĻÓĒÓļÓ.
ĀĀĀ ┬ ńĻŅ±“ĒŅÕ Ķ±“Õ„ÕĒĶÕ Ņ’Ķ±¹ŌÓÕ“± ¾ÓŌĒÕĒĶÕņ Ž¾ÓńÕķļ ±ŅŃļÓ±ĒŅ
Ō¹ÓµÕĒĶ■:
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀπĀ r4ĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŌ ńĻ. =ĀĀĀĀĀĀĀĀĀĀ ( ą22 Ā− ą21)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(5.2.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŌ ńĻ. =ĀĀĀĀĀĀĀĀĀĀ ( ą22 Ā− ą21)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(5.2.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
16μℓ
ĀĀĀĀĀĀĀĀĀĀ ŃõÕ:Ā r ¢
ÓõĶ¾± ņĶĻŅĻÓĒÓļÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓ -Ā
õļĶĒÓ ĻÓĒÓļÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ μ -Ā
Ō ńĻŅ±“³ ŃÓńÓ
ę¾ß¾ļÕĒ“Ē¹ķ ÕµĶņ “Õ„ÕĒĶ
Ņ’Ķ±¹ŌÓÕ“± ±ŅŅ“ĒŅ°ÕĒĶÕņ:
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀη s ℓ ę4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (5.2.2į)
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q ≥Ā 2,85.10-17 . √ ( ą21 -Ā ą22 ) m4ĀĀ =Ā Q
Ē.“.Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q ≥Ā 2,85.10-17 . √ ( ą21 -Ā ą22 ) m4ĀĀ =Ā Q
Ē.“.Ā
ŃõÕ:
ĀĀĀĀĀĀ Q ¢Ā ’Ņ“ŅĻ ŃÓńÓ
„ÕÕń ĻÓĒÓļ
ĀĀĀĀĀĀĀ ą1 Ķ ą2 ¢ õÓŌļÕĒĶÕ ŃÓńÓ Ō ĒÓ„ÓļÕ Ķ Ō
ĻŅĒ÷Õ ĻÓĒÓļÓ
ĀĀĀĀĀĀĀ η ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶĒÓņĶ„Õ±ĻŅķ Ō ńĻŅ±“Ķ
ĀĀĀĀĀĀĀ ℓ - õļĶĒÓ ĻÓĒÓļÓ
ĀĀĀĀĀĀĀ ę ¢ “Õņ’ÕÓ“¾Ó Ņ╩
ĀĀĀĀĀĀĀ m ¢Ā ņÓ±±Ó
ņŅļÕĻ¾ļ¹
ĀĀĀĀĀĀĀ QĒ.“. ¢ ĒĶµĒ ŃÓĒĶ÷Ó ±¾∙Õ±“ŌŅŌÓĒĶ “¾ß¾ļÕĒ“ĒŅŃŅ
ÕµĶņÓ “Õ„ÕĒĶ , Ņ“õÕļ ■∙Ó ÕŃŅ Ņ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ļÓņĶĒÓĒŅŃŅ
╦ÓņĶĒÓĒ¹ķ ÕµĶņ “Õ„ÕĒĶ
Ņ’Ķ±¹ŌÓÕ“± ±ŅŅ“ĒŅ°ÕĒĶÕņ:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀ QĒ.“ ≥ĀĀ QĀ ≥ĀĀĀĀ 6,62.108.č3ĀĀĀĀĀĀĀ ą1 ¢ ą2ĀĀĀ =Ā Q
Ē.ļ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(5.2..3į)
ĀĀĀĀĀĀĀĀĀĀĀĀ QĒ.“ ≥ĀĀ QĀ ≥ĀĀĀĀ 6,62.108.č3ĀĀĀĀĀĀĀ ą1 ¢ ą2ĀĀĀ =Ā Q
Ē.ļ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(5.2..3į)
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀmĀĀĀĀĀĀĀĀĀĀĀĀ (ą1-ą2)3
ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀmĀĀĀĀĀĀĀĀĀĀĀĀ (ą1-ą2)3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓĀĀĀĀĀ ╩ę
Ā ŃõÕ:ĀĀ č = ąλ ¢
ĻŅĒ±“ÓĒ“Ó õļ Ņ’ÕõÕļÕĒĒŅŃŅ ŃÓńÓ
ĀĀĀĀĀĀĀĀĀĀ λ- õļĶĒÓ ±ŌŅßŅõĒŅŃŅ ’ŅßÕŃÓ ņŅļÕĻ¾ļ¹ ŃÓńÓ
ĀĀĀĀĀĀĀĀĀ Ā╩ ¢ ’Ņ±“Ņ ĒĒÓ
┴Ņļ³÷ņÓĒÓ
ĀĀĀĀĀĀ Q Ē.ļ. -Ā
ĒĶµĒ ŃÓĒĶ÷Ó ±¾∙Õ±“ŌŅŌÓĒĶ ļÓņĶĒÓĒŅŃŅ ÕµĶņÓ, Ņ“õÕļ ■∙ÕŃŅ ÕŃŅ Ņ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŅļÕĻ¾ļ ĒŅ-Ō ńĻŅ±“ĒŅŃŅ.
╠ŅļÕĻ¾ļ ĒŅÕ “Õ„ÕĒĶÕ ŃÓńÓ Ō
ņĶĻŅĻÓĒÓļÕ ŌŅńĒĶĻÓÕ“ “ŅŃõÓ, ĻŅŃõÓ õļĶĒÓ ±ŌŅßŅõĒŅŃŅ ’ŅßÕŃÓ ņŅļÕĻ¾ļ¹ ±“ÓĒŅŌĶ“±
±ŅĶńņÕĶņŅķ ± ÓõĶ¾±Ņņ ĻÓ’Ķļļ Ó. ┬ ²“Ņņ ±ļ¾„ÓÕ ±ĻŅŅ±“³ Ķ±“Õ„ÕĒĶ ŃÓńÓ
Ņ’ÕõÕļ Õ“± ĒÕ ±“ŅļĻĒŅŌÕĒĶÕņ ņŅļÕĻ¾ļ ŃÓńÓ ņÕµõ¾ ±ŅßŅķ, Ó ±“ŅļĻĒŅŌÕĒĶÕņ Ķ§ ±Ņ
±“ÕĒĻÓņĶ ĻÓ’Ķļļ Ó Ķ Ņ’Ķ±¹ŌÓÕ“± ¶Ņņ¾ļŅķ ╩Ē¾õ±ÕĒÓ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ4π r4ĀĀĀĀĀĀĀĀĀ 2R TĀĀĀĀĀĀ ą2 ¢ ą1
ĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ4π r4ĀĀĀĀĀĀĀĀĀ 2R TĀĀĀĀĀĀ ą2 ¢ ą1
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q Ń. = ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ( 5.2.4į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q Ń. = ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ( 5.2.4į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀ π ╠ĀĀĀĀĀĀĀĀĀĀĀĀ ℓĀ
ŃõÕ:
Ā ĀĀĀĀĀĀ╠ ¢ ņŅļÕĻ¾ļ Ē¹ķ ŌÕ±
ŃÓńÓ
ĀĀĀĀĀĀĀĀ R ¢ ŃÓńŅŌÓ ’Ņ±“Ņ ĒĒÓ
Ā ┬ ńĻŅ±“ĒŅ-ņŅļÕĻ¾ļ ĒŅÕ “Õ„ÕĒĶÕ ĒŅ±Ķ“ ’ŅņÕµ¾“Ņ„Ē¹ķ §ÓÓĻ“Õ Ķ Ō
’ÕŌŅņ ’ĶßļĶµÕĒĶĶ Ņ’Ķ±¹ŌÓÕ“± ¾ÓŌĒÕĒĶÕņ [ 31] :
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ π r4 ( ą2 ¢ ą1 )ĀĀĀĀĀĀĀ 4 π r3ĀĀĀĀĀĀĀĀĀĀĀĀ 2RęĀĀĀĀĀĀ ą2 ¢ ą1
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q Ō.Ē. = [ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ +ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ]ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ( 5.2.5į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q Ō.Ē. = [ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ +ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ]ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ( 5.2.5į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16 μ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ π ╠ĀĀĀĀĀĀĀĀĀĀ ℓ
Ā ęÕ„ÕĒĶÕ µĶõĻŅ±“Ķ „ÕÕń ĻÓ’Ķļļ ¹ Ņ’Ķ±¹ŌÓÕ“± Ā ĶńŌÕ±“Ē¹ņ ÓĒÕÕ ’ĶŌÕõÕĒĒ¹ņ ¾ÓŌĒÕĒĶÕņ
Ž¾ÓńÕķļ . ═Ó ’Ņ÷Õ±± Ķ±“Õ„ÕĒĶ µĶõĻŅ±“Ķ ’Ņõ õÕķ±“ŌĶÕņ ŃÓõĶÕĒ“Ó õÓŌļÕĒĶ
ĒÓĻļÓõ¹ŌÓÕ“± ’ŅĒĶĻĒŅŌÕĒĶÕ µĶõĻŅ±“Ķ ńÓ ±„Õ“ ĻÓ’Ķļļ Ē¹§ ±Ķļ. ┬ ²“Ņņ ±ļ¾„ÓÕ
õŌĶµÕĒĶÕ µĶõĻŅ±“ĶĀ ŌõŅļ³ ’ŅļĒŅ±“³■
±ņÓ„ĶŌÓÕņŅķ ±“ÕĒĻĶ ĻÓ’Ķļļ Ó ß¾õÕ“ Ņ’Ķ±¹ŌÓ“³± ¶Ņņ¾ļŅķ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ π r4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2σ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q µ =ĀĀĀĀĀĀĀĀĀ Ā[ ( ą2 ¢ ą1 ) +ĀĀĀĀĀĀĀĀĀ ] ρĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ( 5.2.6į )
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q µ =ĀĀĀĀĀĀĀĀĀ Ā[ ( ą2 ¢ ą1 ) +ĀĀĀĀĀĀĀĀĀ ] ρĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ( 5.2.6į )
ĀĀĀ ŃõÕ:ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8 μℓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ r
ĀĀĀĀĀĀĀ σ ¢ ’ŅŌÕ§ĒŅ±“ĒŅÕ ĒÓ“ µÕĒĶÕ µĶõĻŅ±“ĶĀĀĀ ρ ¢ ’ļŅ“ĒŅ±“³ µĶõĻŅ±“Ķ
ĀĀĀĀĀĀĀ
ĀĀ ┬ŅńņŅµĒ¹Õ ŃÓĒĶ÷¹ ±¾∙Õ±“ŌŅŌÓĒĶ Ā
ÓńļĶ„Ē¹§ ŌĶõŅŌ “Õ„ÕĒĶķ õļ ŃÕļĶ Ķ ŌŅńõ¾§Ó Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ŌÕļĶ„ĶĒ¹
“Õ„Õķ, Ō¹ÓµÕĒĒ¹§ Ō [ļ.ņĻ./±ÕĻ ] Ķ ÓńļĶ„Ē¹§ õÓŌļÕĒĶķ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 5.2.1ą.
ŽĶ ’Ņ±“ŅÕĒĶĶ ŃÓ¶ĶĻŅŌ Ō Ó±„Õ“Õ ’ĶĒĶņÓļŅ±³ õļĶĒÓ ĻÓĒÓļÓ ÓŌĒÓ 0,5 ņņ. ╚ń
ŃÓ¶ĶĻŅŌ ŌĶõĒŅ, „“Ņ „Ķ±“Ņ “¾ß¾ļÕĒ“Ē¹ķ, ļÓņĶĒÓĒ¹ķ Ķ ņŅļÕĻ¾ļ Ē¹Õ ÕµĶņ¹
Ķ±“Õ„ÕĒĶ ±¾∙Õ±“Ō¾■“Ā õļ “Õ„Õķ, ÕõĻŅ
Ō±“Õ„Ó■∙Ķ§± ĒÓ ’ÓĻ“ĶĻÕ. ═ÓĶßŅļÕÕ „Ó±“Ņ Ō±“Õ„Ó■∙ĶÕ± ÕµĶņ¹ Ķ±“Õ„ÕĒĶ
ĒÓ§Ņõ “± Ō ņŅļÕĻ¾ļ ĒŅ-Ō ńĻŅ±“ĒŅķ ŅßļÓ±“Ķ.
Ā
5.3.ĀĀ ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕĀ Ķ±“Õ„ÕĒĶ µĶõĻĶ§ ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕńĀ
ĀĀĀĀĀĀĀĀ ņĶĻŅĒÕ’ļŅ“ĒŅ±“ĶĀĀ ±ŌÓĒ¹§ °ŌŅŌ.
ĀĀĀ ╚±“Õ„ÕĒĶÕ µĶõĻŅ±“Õķ „ÕÕń
ņĶĻŅĻÓĒÓļ¹ Ōļ Õ“± ±ļŅµĒ¹ņ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶņ ’Ņ÷Õ±±Ņņ, §ÓÓĻ“Õ ĻŅ“ŅŅŃŅ
ńÓŌĶ±Ķ“ Ņ“ ĻŅĒ¶ĶŃ¾Ó÷ĶĶ ĻÓĒÓļÓ Ķ ¶ĶńĶĻŅ ¢ §ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō µĶõĻŅ±“Ķ.
╦Ķ“ÕÓ“¾Ē¹Õ õÓĒĒ¹Õ ±ŌĶõÕ“Õļ³±“Ō¾■“ Ņ “Ņņ, „“Ņ ’Ķ Ķ±“Õ„ÕĒĶĶ ĒÕĻŅ“Ņ¹§ Ō¹±ŅĻŅ
ņŅļÕĻ¾ļ Ē¹§ µĶõĻŅ±“Õķ, Ō „Ó±“ĒŅ±“Ķ ±ņÓńŅ„Ē¹§ ņÓ±Õļ, „ÕÕń ¾ńĻĶÕ ∙ÕļĶ
’ŅĶ±§ŅõĶ“ ½ńÓÓ∙ĶŌÓĒĶÕ╗ ∙ÕļÕķ.[30 ] ▌“Ņ ŌļÕĒĶÕ ’Ņļ¾„ĶļŅ Ņ’ÕõÕļÕĒĶÕ
½ŅßļĶ“ÕÓ÷Ķ ╗. ┬Õ±Õ ± “Õņ, ’Ķ Ķ±“Õ„ÕĒĶĶ, ĒÓ’ĶņÕ “Ņļ¾ŅļÓ, ŌŅõ¹, ¾Óķ“ ¢
±’ĶĶ“Ó ²“ŅŃŅ ŌļÕĒĶ ĒÕ ĒÓßļ■õÓÕ“± .[40] ŽŅņĶņŅ Ņ“ņÕ„ÕĒĒŅŃŅ, ĒÓ Ķ±“Õ„ÕĒĶÕ
µĶõĻŅ±“Õķ ŅĻÓń¹ŌÓÕ“ ŌļĶ ĒĶĶ ĒÓļĶ„ĶÕ ĻÓ’Ķļļ Ē¹§ ±Ķļ Ķ §ĶņĶ„Õ±ĻŅÕ ŌńÓĶņŅõÕķ±“ŌĶ
Ķ±“ÕĻÓÕņŅķ µĶõĻŅ±“Ķ ± ņÓ“ÕĶÓļŅņ ±“ÕĒĻĶ ņĶĻŅĻÓĒÓļÓ Ķ ±ĻŅŅ±“³ Ķ±’ÓÕĒĶ
µĶõĻŅ±“Ķ ĒÓ Ō¹§ŅõÕ Ķń ĻÓĒÓļÓ.
ĀĀ ėĻÓńÓĒĒ¹Õ ŌļÕĒĶ õŅ ĒÓ±“Ņ ∙ÕŃŅ ŌÕņÕĒĶ “ÕŅÕ“Ķ„Õ±ĻĶ Ķń¾„ÕĒ¹
ĒÕõŅ±“Ó“Ņ„ĒŅ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓńļĶ„ĒŅŃŅ ŌĶõÓ µĶõĻŅ±“ ņ Ķ Ņß∙ĶÕ ńÓĻŅĒŅņÕĒŅ±“Ķ
’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅķ Ķń ĒĶ§ ĒÕ Ķń¾„ÕĒ¹. ▌“Ņ Ņß· ±Ē Õ“± ±ļŅµĒŅ±“³■ §ÓÓĻ“ÕÓ
Ķ§ ’Ņ“ÕĻÓĒĶ Ķ ńĒÓ„Ķ“Õļ³ĒŅķ ĒÕÕŃ¾ļ ĒŅ±“³■ ŅßÓń¾■∙Ķ§± ņĶĻŅĻÓĒÓļŅŌ Ō
ÓńļĶ„ĒŅŃŅ “Ķ’Ó ĻŅĒ±“¾Ļ÷Ķ §.
Ā ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ĻŅņ’ŅĒÕĒ“Óņ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ └ę Ķ ═─╠├ ’ŅõŅßĒ¹Õ
õÓĒĒ¹Õ Ļ ĒÓ„Óļ¾ õÓĒĒŅķ ÓßŅ“¹ ŌŅŅß∙Õ Ņ“±¾“±“ŌŅŌÓļĶ Ķ ņŅŃļĶ ß¹“³ ’Ņļ¾„ÕĒ¹ “Ņļ³ĻŅ
’¾“Õņ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ Ķ±±ļÕõŅŌÓĒĶ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕń
ņĶĻŅĻÓ’Ķļļ ¹, ĻŅ“Ņ¹Õ ĶņĶ“ĶŅŌÓļĶ ß¹ ĒÓ“¾Ē¹Õ õÕ¶ÕĻ“¹ ±ŌÓĒ¹§ °ŌŅŌ.
Ā
Ā5.3.1 ╚ņĶ“Ó“Ņ¹ “Õ„Õķ, Ķ
ņÕ“Ņõ¹ Ķ±’Ņļ³ńŅŌÓŌ°ĶÕ± ’Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§
ĀĀĀĀĀĀĀĀĀ Ķ±±ļÕõŅŌÓĒĶ §
ĀĀĀ ┬ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ Ķ±±ļÕõŅŌÓĒĶ § ¶ĶĻ±Ķ¾Õ“± ĻŅļĶ„Õ±“ŌŅ
Ķ±“ÕĻÓÕņŅŃŅ ’Ņõ¾Ļ“Ó Ō ńÓŌĶ±ĶņŅ±“ĶĀ Ņ“
ŌÕņÕĒĶ Ķ õÓŌļÕĒĶ ĒÓ Ō§ŅõÕ Ķ Ō¹§ŅõÕ ĻÓĒÓļÓ. ŪÓņÕ¹ ĻŅļĶ„Õ±“ŌÓĀ Ō¹“ÕĻ°ÕŃŅ ’Ņõ¾Ļ“Ó ’ŅĶńŌŅõĶ“± ļĶßŅ ’Ņ
Õń¾ļ³“Ó“Óņ ŌńŌÕ°ĶŌÓĒĶ Óņ’¾ļ¹ ± ’Ņõ¾Ļ“Ņņ, Ķń ĻŅ“ŅŅķ ’Ņõ¾Ļ“ Ō¹“ÕĻÓÕ“ ’Ņ
ņĶĻŅĻÓĒÓļ¾, ļĶßŅ ’¾“Õņ ÕŃĶ±“Ó÷ĶĶ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ Ō¹“ÕĻ°ÕŃŅ ’Ņõ¾Ļ“Ó Ķń
ņĶĻŅĻÓĒÓļÓ. ŽŅ±ļÕõĒĶķ ņÕ“Ņõ ßŅļÕÕ ĒÓõÕµÕĒ Ķ “Ņ„ÕĒ, ĒŅ ’Ķ ÕŃŅ ÕÓļĶńÓ÷ĶĶ
“Õß¾Õ“± ÓńÓßŅ“ĻÓ ±’Õ÷ĶÓļ³ĒŅķ ņÕ“ŅõĶĻĶ. ┬ ²“Ņņ ±ļ¾„ÓÕ ĒÓĶßŅļÕÕ ÷ÕļÕ±ŅŅßÓńÕĒ
ņÕ“Ņõ ĒÓ“ÕĻÓĒĶ ’Ņõ¾Ļ“ŅŌ Ō ĶńŅļĶŅŌÓĒĒ¹ķ Ņß·Õņ ± ’Ņ±ļÕõ¾■∙Ķņ §ĶņĶ„Õ±ĻĶņ ĶļĶ
§ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻĶņ ÕŃŅ ÓĒÓļĶńŅņ, ĻŅ“Ņ¹ķ Ķ ß¹ļ Ķ±’Ņļ³ńŅŌÓĒ Ō õÓĒĒŅķ ÓßŅ“Õ.
ĀĀ ┬Õ±³ņÓ ŌÓµĒ¹ņ Ōļ Õ“± Ō¹ßŅ ¶Ņņ¹ ĶņĶ“Ó“ŅÓ “Õ„Ķ Ķ ±’Ņ±ŅßÓ ÕŃŅ
ĶńŃŅ“ŅŌļÕĒĶ , ± “Õņ
„“Ņß¹ ŅĒ Ō ĒÓĶßŅļ³°Õķ ņÕÕ ’ĶßļĶµÓļ±
Ō ¶ŅņÕ ĻÓĒÓļÓ ĒÓ“¾ĒŅķ “Õ„Ķ. č“ÕĻļ ĒĒ¹Õ ĻÓ’Ķļļ ¹ ņŅŃ¾“ Ķ±’Ņļ³ńŅŌÓ“³± õļ
Ķń¾„ÕĒĶ Ņß∙Ķ§ ńÓĻŅĒŅņÕĒŅ±“Õķ Ķ±“Õ„ÕĒĶ µĶõĻŅ±“Õķ, ĒŅ Õń¾ļ³“Ó“¹ “ÓĻĶ§
²Ļ±’ÕĶņÕĒ“ŅŌ ĒÕ ±ņŅŃ¾“ §ÓÓĻ“ÕĶńŅŌÓ“³ Ķ±“Õ„ÕĒĶÕ ÕÓļ³Ē¹§ µĶõĻŅ±“Õķ „ÕÕń
ĒÓ“¾Ē¹Õ ĻÓĒÓļ¹. ─ļ Ķń¾„ÕĒĶ Ķ±“Õ„ÕĒĶ „ÕÕń ĒÓ“¾Ē¹Õ ĻÓĒÓļ¹, Ō ĒÓĶßŅļ³°Õķ
±“Õ’ÕĒĶ ’ĶßļĶµÓ■∙Ķ§± Ļ ÕÓļ³Ē¹ņ, ÓńÓßŅ“ÓĒ õ ņÕ“ŅõŅŌ ĶńŃŅ“ŅŌļÕĒĶ
ĶņĶ“Ó“ŅŅŌ “Õ„Õķ.
ĀĀ ŽÕŌ¹ķ Ķń ĒĶ§ ±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ Ō ņÕ“ÓļļÕ ’Ņ°ĶŌÓÕ“± Ņ“ŌÕ±“ĶÕ
Ņ“ 4Ā õŅ 20 ņĻņ ± ’ŅņŅ∙³■ ļÓńÕÓ. ŪÓ“Õņ
Ņ“ŌÕ±“ĶÕ ’Ņõ ņĶĻŅ±ĻŅ’Ņņ ŅßµĶņÓÕ“± ņÕ“ŅõŅņ ńÓ„ÕĻÓĒĶŌÓĒĶ Ā õŅ ÓńņÕŅŌ 0,1 ņĻņ, „“Ņ ±ŅŅ“ŌÕ“±“Ō¾Õ“
’Ņ“ŅĻ¾Ā 1.10-4 ļ.ņĻ./±ÕĻ [ 41
]. ┬Ņ Ō“ŅŅņ ±ļ¾„ÓÕ ĶņĶ“Ó“Ņ ĶńŃŅ“ÓŌļĶŌÓÕ“± Óń·ÕņĒ¹ņ Ķń õŌ¾§ ’ŅļŅŌĶĒŅĻ .
ĻŅ“Ņ¹Õ ’Ķ°ļĶ¶ŅŌ¹ŌÓ■“± õ¾Ń Ļ õ¾Ń¾Ā
’Ņ 12-13 ĻļÓ±±¾ „Ķ±“Ņ“¹ ± ĒÕ’ļŅ“ĒŅ±“³■ 02 ¢ 0,05 ņĻņ.Ā ═Ó ŅõĒŅķ Ķń ’ŅļŅŌĶĒŅĻ ’ŅÕńÓÕ“± ĻÓĒÓļ ±
’ŅņŅ∙³■ ÓļņÓńĒŅŃŅ Õń÷Ó Ķ ŅßÕ ’ŅļŅŌĶĒĻĶ ’ļŅ“ĒŅ ’ĶµĶņÓ■“± õ¾Ń Ļ õ¾Ń¾. ▌“Ķ
ņÕ“ŅõŅņ ņŅµĒŅ ’Ņļ¾„Ķ“³ “Õ„Ķ Ō õĶÓ’ÓńŅĒÕ Ņ“1 õŅ 1.10-3 ļ.ņĻ./±ÕĻ [
42].
ĀĀ ╬’Ķ±ÓĒĒ¹Õ ņÕ“Ņõ¹ ’ŅńŌŅļ ■“ ’Ņļ¾„Ó“³ ņĶĻŅĻÓ’Ķļļ ¹ Ō Ē¾µĒ¹§
ĻŅļĶ„Õ±“ŌÓ§, ĒŅ ¶ŅņÓ ĻÓĒÓļŅŌ Ō ĒĶ§ Ō±Õ Õ∙Õ õÓļÕĻÓ Ņ“ ÕÓļ³ĒŅ Ō±“Õ„Ó■∙Ķ§± ĒÓ
’ÓĻ“ĶĻÕ. ŽÕõ’ĶĒĶņÓļĶ±³ ’Ņ’¹“ĻĶ ’Ņļ¾„Ķ“³ “Õ„Ķ Ō ±ŌÓĒŅņ °ŌÕ ’¾“Õņ ÕŃŅ
’ŅõŌÓĻĶ ’Ņ±ļÕ ’Ņ±ŌÕļĶŌÓĒĶ Ō ĒÕņ Ņ“ŌÕ±“Ķ . ▌“Ņ“ ņÕ“Ņõ ’ŅńŌŅļ ļ ’Ņļ¾„Ó“³
“Õ„Ķ Ō õŅ±“Ó“Ņ„ĒŅķ ņÕÕ ’ĶßļĶµÓ■∙Ķņ± Ļ ĒÓ“¾Ē¹ņ, ĒŅ Ōļ ļ± ŌÕ±³ņÓ “¾õŅÕņĻĶņ
Ķ ĒÕ ’ŅńŌŅļ ļ ’Ņļ¾„Ó“³ ĶņĶ“Ó“Ņ¹ Ō Ē¾µĒŅņ ĻŅļĶ„Õ±“ŌÕ.
ĀĀĀĀĀ ┬ õÓĒĒŅķ ÓßŅ“Õ ß¹ļÓ ÓńÓßŅ“ÓĒÓ ±ŌŅ ĻŅĒ±“¾Ļ÷Ķ ĶņĶ“Ó“ŅÓ
ĶĀ ņÕ“Ņõ ÕŃŅ ĶńŃŅ“ŅŌļÕĒĶ , Ņ±ĒŅŌÓĒĒ¹Õ ĒÓ
ŌŌÓĶŌÓĒĶĶ °Óķß¹ ņÓļŅŃŅ õĶÓņÕ“Ó Ō µÕ±“ĻŅÕ Ņ±ĒŅŌÓĒĶÕ, Ōļ ■∙Ķķ± , ’Ņ ±ŌŅÕķ
±¾“Ķ, ’ĶĒ÷Ķ’Ņņ µÕ±“ĻŅķ “Õ§ĒŅļŅŃĶ„Õ±ĻŅķ ’Ņß¹ ±ŌÓĻĶ. ┬ õÓĒĒŅņ ĶņĶ“Ó“ŅÕ
¾õÓļŅ±³ ’Ņļ¾„Ó“³ ņĶĻŅõÕ¶ÕĻ“¹ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ ’Ķ ±ŌÓĻÕ Ķ ĶńŃŅ“ÓŌļĶŌÓ“³
ĶņĶ“Ó“Ņ¹ Ō Ē¾µĒŅņ ĻŅļĶ„Õ±“ŌÕ [43]. č§Õņ¹ ĻŅĒ±“¾Ļ÷ĶĶ “ÓĻŅŃŅ ĶņĶ“Ó“ŅÓ Ķ ņÕ“ŅõÓ
’ŅŌÕõÕĒĶ Ķ±’¹“ÓĒĶķ ± ÕŃŅ Ķ±’Ņļ³ńŅŌÓĒĶÕņ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±.5.3.1ą.Ā ŽĶ “ÓĻŅņ ±’Ņ±ŅßÕ ĶńŃŅ“ŅŌļÕĒĶ ĶņĶ“Ó“ŅÓ,
“Õ„Ķ Ō ÕŃŅ ±ŌÓĒŅņ °ŌÕ ŅßÓń¾■“± ńÓ ±„Õ“ ¾±ÓõŅ„Ē¹§ ŌļÕĒĶķ, ŌŅńĒĶĻÓ■∙Ķ§ Ō
±ŌÓĒŅņ °ŌÕ ’Ķ ŌŌÓĻÕ ĻŅļ³÷Ó Ō µÕ±“ĻŅņ ±“ÓĻÓĒÕ. ┬ ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ “ÓĻŅŃŅ
ĶņĶ“Ó“ŅÓ, “Õ„Ķ Ō ĒÕņ ’Ņļ¾„Ó■“± ŌÕ±³ņÓ ÓńĒŅŅßÓńĒ¹ņĶ ’Ņ ¶ŅņÕ,Ā Ó ŌÕļĶ„ĶĒÓ Ķ§ ĒÓ§Ņõ “± Ō ’ÕõÕļÓ§ 1-1.10-5ļ.ņĻ./±ÕĻ.
Ā č ÷Õļ³■ Ķń¾„ÕĒĶ §ÓÓĻ“ÕÓ Ó±’ÕõÕļÕĒĶ “Õ„Õķ ’Ņ Ķ§ ŌÕļĶ„ĶĒÕ,
ŅßÓń¾■∙Ķ§± ĒÓ ĶņĶ“Ó“ŅÓ§ Ķ ĒÓ ĒÓ“¾Ē¹§ ĶńõÕļĶ § ß¹ļĶ Ņß±ļÕõŅŌÓĒ¹ ßÓĻĶ 112
ÓĻÕ“ Ō ’Ņ÷Õ±±Õ Ķ§ ĶńŃŅ“ŅŌļÕĒĶ Ķ 387 ĶņĶ“Ó“ŅŅŌ, ĶńŃŅ“ŅŌļÕĒĒ¹§ ’Ņ Ņ’Ķ±ÓĒĒŅņ¾
±’Ņ±Ņß¾. ╬ßĒÓ¾µÕĒĒ¹Õ “Õ„Ķ °“Ó“Ē¹§ ßÓĻŅŌ ’Ķ Ķ§ ĶńŃŅ“ŅŌļÕĒĶĶ ńÓŌÓĶŌÓļĶ±³ Ķ ĒÓ
²Ļ±’ļ¾Ó“Ó÷Ķ■ ’Ņ±“¾’ÓļĶ ĶńõÕļĶ ± ¾±“ÓĒÕĒĒ¹ņĶ “Õ„ÓņĶ Ō ßÓĻÓ§. ąÓ±’ÕõÕļÕĒĶÕ
“Õ„Õķ Ō ĶņĶ“Ó“ŅÓ§ Ķ Ō ßÓĻÓ§ ÓĻÕ“ ’ĶŌÕõÕĒŅ ĒÓ ąĶ±.5.3.2ą.
ĀĀĀĀ ŽŅ Õń¾ļ³“Ó“Óņ ĻÓļĶßŅŌĻĶ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ ’Ņ ±’Ķ“¾,
’ŅŌÕõÕĒĒŅķ Ō └ĻÓõÕņĶĶ §ĶņĶ„Õ±ĻŅķ ńÓ∙Ķ“¹ čÕļĶĒ¹ņ ╠.┼., Ó±„Õ“Ē¹ņ ’¾“ÕņĀ ß¹ļĶ Ņ’ÕõÕļÕĒ¹ °ĶĶĒÓ ∙ÕļĶ hĀ Ķ ÕÕ õļĶĒÓ ℓ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ŌÕļĶ„ĶĒ¹
’Ņ“ŅĻÓ ’Õõ±“ÓŌļÕĒÓ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 5.3.3ą.
ĀĀĀĀĀ ╚ń õÓĒĒŅŃŅ Ķ±¾ĒĻÓ 5.3.2ą ŌĶõĒŅ, „“Ņ §ÓÓĻ“Õ Ó±’ÕõÕļÕĒĶ
“Õ„Õķ ĒÓ ĶņĶ“Ó“ŅÓ§ Ķ Ō ßÓĻÓ§ ÓĻÕ“¹ ’ÓĻ“Ķ„Õ±ĻĶ ±ŅŌ’ÓļĶ. ═Ó ²“Ņņ µÕ ŃÓ¶ĶĻÕ
ĒÓĒÕ±ÕĒ¹ õÓĒĒ¹Õ Ņ ŌÕļĶ„ĶĒÕ “Õ„Õķ ’Ķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ,
ŅßĒÓ¾µĶŌÓŌ°Õķ± ’Ķ Ķ§ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ Ņ“ÓßŅ“ĻÕ, Ņ „Õņ ŃŅŌŅĶļŅ±³ ÓĒÕÕ,
ĻŅ“Ņ¹Õ ĶņÕ■“ “ÓĻŅķ µÕ §ÓÓĻ“Õ Ó±’ÕõÕļÕĒĶ “Õ„Õķ. čŅŌ’ÓõÕĒĶÕ ¶Ņņ
Ó±’ÕõÕļÕĒĶ “Õ„Õķ Ō ßÓĻÓ§, ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒÓ§ Ķ ĶņĶ“Ó“ŅÓ§
±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ ’ĶŅõÓ Ķ§ ŅßÓńŅŌÓĒĶ ĶõÕĒ“Ķ„ĒÓ Ķ ĒŅ±Ķ“
Õ±“Õ±“ŌÕĒĒ¹ķ Ķ ÕõĶĒ¹ķ §ÓÓĻ“Õ Ķ§ ŅßÓńŅŌÓĒĶ .Ā
ĀĀ įŅņÓ Ķ §ÓÓĻ“Õ ņĶĻŅ“Õ„Õķ Ō ±ŌÓĒ¹§ °ŌÓ§ ĒŅ±Ķ“ ĒÕÕŃ¾ļ Ē¹ķ
§ÓÓĻ“Õ, Ķ ĻÓĻ ŌĶõĒŅ Ķń Ķ±¾ĒĻÓ 4.3.4ą,Ā
’Õõ±“ÓŌļ ■“ ±ŅßŅķ ÷Õ’Ņ„Ļ¾ ’Ņ, ±ŅÕõĶĒÕĒĒ¹§ ņÕµõ¾ ±ŅßŅķĀ ¾ńĻĶņĶ ∙ÕļÕŌ¹ņĶ ’ÕÕņ¹„ĻÓņĶ, ĻŅ“Ņ¹Õ Ķ ß¾õÕ“
Ņ’ÕõÕļ “³ §ÓÓĻ“Õ Ķ ŌÕļĶ„ĶĒ¾ Ķ±“Õ„ÕĒĶ „ÕÕń ĒĶ§. ─ļ ∙ÕļÕŌŅķ ¶Ņņ¹ ±Õ„ÕĒĶ
ņĶĻŅĻÓĒÓļÓ °ĶĶĒÓ ∙ÕļĶ Ņ’ÕõÕļ Õ“± Ķń ¾ÓŌĒÕĒĶ ╩ÓĒ“ŅÓ [44] :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ2σ Cos άĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ hĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģ..(5.3.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ hĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģ..(5.3.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀą
ŃõÕ:ĀĀĀ h ¢ °ĶĶĒÓ ĒÕ’ļŅ“ĒŅ±“Ķ
ĀĀĀĀĀĀĀĀĀĀ ά ¢ ¾ŃŅļ ±ņÓ„ĶŌÓĒĶ , Cos άĀ ’ĶĒ “ ńÓ ÕõĶĒĶ÷¾ . ĻÓĻ õļ ’ŅļĒŅŃŅ
±ņÓ„ĶŌÓĒĶ .
ĀĀĀĀĀĀĀĀĀĀ σĀ -
ĻŅ²¶¶Ķ÷ĶÕĒ“ ’ŅŌÕ§ĒŅ±“ĒŅŃŅ ĒÓ“ µÕĒĶ ±’Ķ“Ó
ĀĀĀĀĀĀĀĀĀĀ ą ¢ĶńņÕ ÕņŅÕ õÓŌļÕĒĶĶ
ĀĀ ╚ń ’Õõ±“ÓŌļÕĒĒŅŃŅ Ó±’ÕõÕļÕĒĶ ŌĶõĒÓ “ÕĒõÕĒ÷Ķ Ā Ļ ŌŅńÓ±“ÓĒĶ■ ŌÕļĶ„ĶĒ¹ “Õ„Ķ ’Ņ ņÕÕ
¾ŌÕļĶ„ÕĒĶ °ĶĶĒ¹ Ķ õļĶĒ¹ ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ. ŽĶ„Õņ, ±Ō ń³ ņÕµõ¾ ŌÕļĶ„ĶĒŅķ
’Ņ“ŅĻÓ Ķ ÓńņÕÓņĶ ∙ÕļĶ ßļĶńĻÓĀ Ļ
¶¾ĒĻ÷ĶŅĒÓļ³ĒŅķ ńÓŌĶ±ĶņŅ±“Ķ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀQ = ╩ h ĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģģģ.(5.3.2į)
ŃõÕ ╩ Ķ h
’Ņ±“Ņ ĒĒ¹Õ ŌÕļĶ„ĶĒ¹.
ĀĀ ┬“ŅŅķ ŌÓµĒ¹ķ Ō¹“ÕĻÓ■∙Ķķ Ō¹ŌŅõ Ķń Ó±±ņŅ“ÕĒĶ ąĶ±. 5.3.3ą,
±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ õļ ŅõĒĶ§ Ķ “Õ§ µÕ ÓńņÕŅŌ Ō¹§ŅõĒŅķ ∙ÕļĶ ĶńņÕĒÕĒĶÕ ŌÕļĶ„ĶĒ¹
’Ņ“ŅĻÓ Q ņŅµÕ“ õŅ§ŅõĶ“³ õŅ õŌ¾§ ’Ņ õĻŅŌ Ō ŅßļÓ±“Ķ h = 1.10-4 ±ņ.
ęÓĻŅķ °ĶŅĻĶķ õĶÓ’ÓńŅĒ ĶńņÕĒÕĒĶ ’Ņ“ŅĻŅŌ ’Ņ ŃÓń¾ ņŅµÕ“ ’ĶŌÕ±“Ķ Ļ ÓńßŅ±¾
ńĒÓ„ÕĒĶķ ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ ’ÕÕ§ŅõÓ Ņ“ ŃÓńÓ Ļ “Õ„ÕĒĶ■ µĶõĻŅ±“Ķ õļ ÓńļĶ„Ē¹§ ∙ÕļÕķ
’Ņ ŌÕļĶ„ĶĒÕ, „“Ņ Ķ ’Ņõ“ŌÕõĶļŅ±³ õÓļ³ĒÕķ°ĶņĶ Ķ±±ļÕõŅŌÓĒĶÕņ Ķ±“Õ„ÕĒĶ
ĻŅņ’ŅĒÕĒ“ŅŌ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ÓńÓßŅ“ÓĒĒ¹§ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ.
Ā
Ā ąÕń¾ļ³“Ó“¹ ĶńņÕÕĒĶķ Ķ Ó±„Õ“ŅŌ ŃÕŅņÕ“Ķ„Õ±ĻĶ§ ’ŅĻÓńÓ“ÕļÕķĀ “Õ„Õķ ’ŅĻÓń¹ŌÓ■“, „“Ņ Ō±Õ ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ,
’Ņļ¾„ÕĒĒ¹Õ ĒÓ Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ĶņĶ“Ó“ŅÓ§ ĶņÕ■“ ∙ÕļÕŌŅķ §ÓÓĻ“Õ . ┬ ±Ō ńĶ
’Ņ’¹“ĻĶ ņŅõÕļĶŅŌÓ“³ ĶņĶ“ĶŅŌÓ“³ ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ĶńŃŅ“ŅŌļÕĒĶÕ Ļ¾Ńļ¹§
Ņ“ŌÕ±“Ķķ ’Õõ±“ÓŌļ Õ“± ņÓļŅ ÷ÕļÕ±ŅŅßÓńĒ¹ņ.
ĀĀĀ ┴Ņļ³°ĶĒ±“ŌŅ ņĶĻŅĒÕ’ļŅ“ĒŅ±“Õķ Ō ĶņĶ“Ó“ŅÓ§ ĶņÕ■“ °ĶĶĒ¾,
’ÕŌ¹°Ó■∙¾■ õļĶĒ¾ ±ŌŅßŅõĒŅŃŅ ’ŅßÕŃÓ ņŅļÕĻ¾ļ, ’Ņ²“Ņņ¾ “ÓĻĶÕ
ņĶĻŅĒÕ’ļŅ“ĒŅ±“ĶĀ ’ŅĒĶ÷ÓÕņ¹ õļ Ō ńĻŅŃŅ
“Õ„ÕĒĶ ŃÓńÓ, „“Ņ Ōļ Õ“± Õ∙Õ ŅõĒĶņ õŅĻÓńÓ“Õļ³±“ŌŅņ Ō ’ÓŌŅņÕĒŅ±“Ķ Ō¹ŌŅõÓ Ņ
’ÕŅßļÓõÓ■∙Õņ ŌļĶ ĒĶĶ Ō ńĻŅ±“ĒŅķ ±Ņ±“ÓŌļ ■∙Õķ ’Ņ“ŅĻÓ ŃÓńÓ ’Ķ ÕŃŅ Ķ±“Õ„ÕĒĶĶ Ō
Ó±±ņŅ“ÕĒĒ¹§ ņĶĻŅĻÓĒÓļÓ§.
5.4. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕĀ
Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ „ÕÕńĀĀ
ĀĀĀĀĀĀĀ ņĶĻŅĒÕ’ŅļŅ“ĒŅ±“Ķ
±ŌÓĒ¹§ °ŌŅŌ ±’ļÓŌÓ └╠Ń6
5.4.1 ┬ļĶ ĒĶÕ õÓŌļÕĒĶ Ā ĒÓ
’Ņ÷Õ±± Ķ±“Õ„ÕĒĶ
Ā ╚±±ļÕõŅŌÓĒĶÕ ńÓŌĶ±ĶņŅ±“Ķ ŌÕļĶ„ĶĒ¹ “Õ„Ķ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ņ µĶõĻŅķ Ķ
’ÓŅŌŅķ ¶ÓńÕ Ņ“ Ķ§ õÓŌļÕĒĶķ ’ŅŌŅõĶļŅ±³ ’¾“Õņ ±“¾’ÕĒ„Ó“ŅŃŅ ¾ŌÕļĶ„ÕĒĶ õÓŌļÕĒĶ
Ņ“ 0,5 õŅ 5,0 Ó“Ķ. ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“ŅŌ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ŃÓ¶ĶĻÓ§ ’ŅņÕ°ÕĒĒ¹§
ĒÓ ąĶ±. 5.4.1ą[46] .
ĀĀĀĀ ═Ó ŌÕ§ĒÕņ ŃÓ¶ĶĻÕ ’Õõ±“ÓŌļÕĒ¹ õÓĒĒ¹Õ, ’Ņļ¾„ÕĒĒ¹ÕĀ ’Ķ ŌÕļĶ„ĶĒÓ§ ’Ņ“ŅĻÓ, ¾±ļŅŌĒŅ Ņ“ĒÕ±ÕĒ¹ Ļ Ń¾’’Õ
½ßŅļ³°Ķ§╗Ā “Õ„Õķ, Ō¹°Õ 1.10-8
Ń./±ÕĻ. ╩ÓĻ ŌĶõĒŅ Ķń õÓĒĒ¹§ ŌÕ§ĒÕŃŅ ŃÓ¶ĶĻÓ, õļ ²“Ķ§ “Õ„Õķ ’Ņ±ļÕµĶŌÓÕ“±
ļĶĒÕķĒÓ ńÓŌĶ±ĶņŅ±“³ ŌÕļĶ„ĶĒ¹ Ķ±“Õ„ÕĒĶ Ņ“ õÓŌļÕĒĶ . ╬õĒÓĻŅ ļĶĒĶĶĀ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ Q = f (Ā ∆ ą )Ā
ĒÕ ’Ņ§ŅõĶ“ „ÕÕń ĒÓ„ÓļŅ ĻŅŅõĶĒÓ“, „“Ņ ’Ņ-ŌĶõĶņŅņ¾ Ōļ Õ“± ±ļÕõ±“ŌĶÕņ
õÕķ±“ŌĶ ĻÓ’Ķļļ Ē¹§ ±Ķļ.
ĀĀĀ ═Ó ±ÕõĒÕņ ŃÓ¶ĶĻÕ ’Õõ±“ÓŌļÕĒ¹ õÓĒĒ¹ÕĀ ļ ½±ÕõĒĶ§╗ “Õ„Õķ ’Ņ õĻÓ 1.10-9
Ń/±ÕĻ., ’Ķ„Õņ ļĶĒĶĶ ╬-41 Ķ ├-61 §ÓÓĻ“ÕĶń¾■“ Ķ±“Õ„ÕĒĶÕ
’ÓŅŌŅķ ¶Óń¹. ŪõÕ±³ ŌļĶ ĒĶÕ õÓŌļÕĒĶ ±“ÓĒŅŌĶ“± ńĒÓ„Ķ“Õļ³ĒŅ ņÕĒ³°Õ, „“Ņ ņŅµĒŅ
Ņß· ±ĒĶ“³, ’Ņ-ŌĶõĶņŅņ¾, ŌŅńÓ±“ÓĒĶÕņ ŅļĶ ŌļĶ ĒĶ ĻÓ’Ķļļ ĒŅŃŅ õÓŌļÕĒĶ ,
’Ņ Ōļ ■∙Õņ¾± ŅßÓ“ĒŅ ’Ņ’Ņ÷ĶŅĒÓļ³ĒŅ õĶÓņÕ“¾ ĻÓ’Ķļļ Ó.
Ā ═Ó ĒĶµĒÕņ ŃÓ¶ĶĻÕĀ
’ĶŌÕõÕĒ¹ Õń¾ļ³“Ó“¹ õļ ½ņÓļ¹§╗ “Õ„Õķ ’Ņ õĻÓ 1.10-10 Ń/±ÕĻ.
ŪõÕ±³ ŌÕļĶ„ĶĒÓ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ ’ÓĻ“Ķ„Õ±ĻĶ ¾µÕ ĒÕ ńÓŌĶ±Ķ“ Ņ“ õÓŌļÕĒĶ Ō
Ķ±±ļÕõŅŌÓĒĒŅņ õĶÓ’ÓńŅĒÕ õÓŌļÕĒĶķ Ķ “Ņļ³ĻŅ ŅßÓńÕ÷ ╬-7 õÓļ ĒÕĻŅ“ŅŅÕ ’ÕŌ¹°ÕĒĶÕ
’Ķ õÓŌļÕĒĶĶ Ō¹°Õ 3 Ó“.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ŌÕļĶ„ĶĒÓ ’Ņ“ŅĻÓ µĶõĻŅ±“Ķ „ÕÕń ņĶĻŅ’Ņ¹ ņŅµÕ“
ß¹“³ Ō¹’ÓµÕĒÓĀ “Ņļ³ĻŅ Ō Ņß∙Õņ ŌĶõÕĀ ļĶĒÕķĒ¹ņ ¾ÓŌĒÕĒĶÕņ Q = Ļ § + b, Ō
ĻŅ“ŅŅņ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ±Ņ§ÓĒ ■“ ±ŌŅ■ ŌÕļĶ„ĶĒ¾ “Ņļ³ĻŅ Ō ¾ńĻŅņ ĶĒ“ÕŌÓļÕ õÓŌļÕĒĶķ
Ķ ŌÕļĶ„ĶĒ “Õ„Õķ. ŽĶßļĶµÕĒĒŅ ņŅµĒŅ ±„Ķ“Ó“³, „“Ņ õļ ½ßŅļ³°Ķ§╗ “Õ„ÕķĀ b = 0, Ó õļ ½ņÓļ¹§╗ “Õ„Õķ
Ļ=0.
ĀĀĀ ŽŅ±ļÕõ¾■∙ĶņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ õ¾ŃĶ§ ÓŌ“ŅŅŌ [47] ¾±“ÓĒŅŌļÕĒŅ
ŌļĶ ĒĶÕ õÓŌļÕĒĶ ĒÓ Ķ±“Õ„ÕĒĶÕ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ’ŅļŅµÕĒĶ ņÕĒĶ±ĻÓ µĶõĻŅ±“Ķ ’Ņ
õļĶĒÕ ĻÓĒÓļÓ. ╚±±ļÕõŅŌÓĒĶ ’ŅŌŅõĶļĶ±³ ĒÓ ÷ĶļĶĒõĶ„Õ±ĻĶ§ ĻÓĒÓļÓ§ ± “Õ„ÓņĶ 1.10-3
ļ.ņĻ/±ÕĻ. ’Ķ ĶńņÕĒÕĒĶĶ õÓŌļÕĒĶ õŅ 7 Ó“Ķ. ▌“Ķ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ńÓŌĶ±ĶņŅ±“³
Ņ“ õÓŌļÕĒĶ ĒÓßļ■õÓÕ“± ’Ķ Ō¹§ŅõÕ ņÕĒĶ±ĻÓ µĶõĻŅ±“Ķ ĒÓ ’ŅŌÕ§ĒŅ±“³ ĻÓĒÓļÓ.
ŽĶĀ ĒÓ§ŅµõÕĒĶĶ ņÕĒĶ±ĻÓ ŌĒ¾“Ķ
ĻÓĒÓļÓĀ Ķ±“Õ„ÕĒĶÕ ĒÕ ńÓŌĶ±Ķ“ Ņ“
õÓŌļÕĒĶ . Ó Ņ’ÕõÕļ Õ“± “Ņļ³ĻŅ ±ĻŅŅ±“³■ Ķ±’ÓÕĒĶ ± ’ŅŌÕ§ĒŅ±“Ķ ņÕĒĶ±ĻÓ.
5.4.2ĀĀ ŪÓŌĶ±ĶņŅ±“³ ŌÕļĶ„ĶĒ¹
“Õ„Ķ Ņ“ ŌÕņÕĒĶ Ķ ŌļÓµĒŅ±“Ķ ŌĒÕ°ĒÕķ ±Õõ¹
Ā ▌Ļ±’ÕĶņÕĒ“¹ ĒÓ ’ÕŌŅņ ²“Ó’Õ ’ŅŌŅõĶļĶ±³ ĒÓ 15 ĶņĶ“Ó“ŅÓ§ ’Ķ
õÓŌļÕĒĶĶ 3 Ó“Ķ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“ĶĀ
ŌĒÕ°ĒÕķ ±Õõ¹ ÓŌĒŅķ 30%, Ō ĻŅ“Ņ¾■ ’ŅĶ±§ŅõĶļŅ ĒÓ“ÕĻÓĒĶÕ ’Ķ “Õņ’ÕÓ“¾Õ
20Ņč. ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“ŅŌ ’Õõ±“ÓŌļÕĒ¹ Ō ŌĶõÕ ŃÓ¶ĶĻŅŌ ĒÓ ąĶ±.
5.4.2ą.
ĀĀ ┬ Õń¾ļ³“Ó“Õ ²Ļ±’ÕĶņÕĒ“ŅŌ Ō¹ ŌļÕĒŅ, „“Ņ Ņß∙ÕķĀ “ÕĒõÕĒ÷ĶÕķ, ĻÓĻ õļ “Õ„Õķ ’Ņ └ę, “ÓĻ Ķ ’Ņ
═─╠├, ĒÓßļ■õÓÕ“± ¾ņÕĒ³°ÕĒĶÕ ŌÕļĶ„ĶĒ¹ Ķ±“Õ„ÕĒĶ ŌŅ ŌÕņÕĒĶ Ō’ļŅ“³ õŅ ’ŅļĒŅŃŅ
ÕŃŅ ’ÕĻÓ∙ÕĒĶ ’Ņ └ę. ╬õĒÓĻŅ Ō õÕ Ō õÕ ±ļ¾„ÓÕŌ ²“Ó “ÕĒõÕĒ÷Ķ ĒÕ
±Ņßļ■õÓÕ“± ĶļĶ ±Ņßļ■õÓÕ“± ĒÕ ’ŅļĒŅ±“³■. ŽĶ Ō¹õÕµĻÕ ŅßÓń÷ŅŌ ’Ņõ
ĻŅņ’ŅĒÕĒ“ÓņĶ Ō õÕ ±ļ¾„ÓÕŌ ĒÓßļ■õÓÕ“± ±ĻÓ„ĻŅŅßÓńĒŅÕ ŌŅńÓ±“ÓĒĶÕ ŌÕļĶ„ĶĒ¹
Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ. ęÓĻ “Õ„³ ╣ 16 (µĶõĻÓ ¶ÓńÓ └ę) ’Ķ ’Ņõ¾ŌĻÕ ± ŌĒÕ°ĒÕķ
±“ÓĒ¹ “Õ„ĶĀ ŌŅńõ¾§Ņņ ± ŌļÓµĒŅ±“³■ 80%
ŌĒŅŌ³ Ņ“Ļ¹ļÓ±³ „ÕÕń 46 ±¾“ŅĻ ĒÓ„ÓļÓ ²Ļ±’ÕĶņÕĒ“Ó Ķ ŌÕļĶ„ĶĒÓ ÕÕ ŌŅńŅ±ļÓ ±
1.10-9 ĀõŅ 1.10-7
Ń./±ÕĻ. Ķ õÓµÕ ’ÕŌ¹±ĶļÓ Ķ±§ŅõĒ¹ķ ¾ŅŌÕĒ³. ▌“Ņ“ ¶ÓĻ“, ’Ņ ¢ ŌĶõĶņŅņ¾. ņŅµĒŅ
Ņß· ±ĒĶ“³ Óń¾°ÕĒĶÕņ ½’ŅßĻĶ╗Ā ĒÓ
Ō¹§ŅõÕ ĻÓĒÓļÓ, ŅßÓńŅŌÓŌ°Õķ± Ō Õń¾ļ³“Ó“Õ ĻŅŅńĶĶ ņÕ“ÓļļÓ Ō ĒÓ¾µĒŅķ „Ó±“Ķ
“Õ„Ķ. ┬ õÓļ³ĒÕķ°Õņ ŌĒŅŌ³ ’ŅĶńŅ°ļŅ ĒÕĻŅ“ŅŅÕ ¾ņÕĒ³°ÕĒĶ Ķ±“Õ„ÕĒĶ , ńÓ ĻŅ“Ņ¹ņ
’Ņ±ļÕõŅŌÓļŅ ÕÕĀ ĒŅŌŅÕ ¾ŌÕļĶ„ÕĒĶÕ õŅ
Ķ±§ŅõĒŅŃŅ ¾ŅŌĒ .
ĀĀ ęÕ„³ ╣ 3 ’Ņ ĻŅņ’ŅĒÕĒ“¾ └ę, ’Ņõ¾ŌÓÕņÓ ±ĒÓ¾µĶ ŌŅńõ¾§Ņņ ±
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“³■ 30% ńÓ 150 ±¾“ŅĻ Ō¹õÕµĻĶ ĒÕ ńÓŅ±ļÓ, ĒŅ ŌÕļĶ„ĶĒÓ ÕÕ
±¾∙Õ±“ŌÕĒĒŅ ¾ņÕĒ³°ĶļÓ±³.
ĀĀ ęÕ„³ ╣ 2 ’Ņ ĻŅņ’ŅĒÕĒ“¾ ═─╠├, ńÓßĶŌ°Ó ± „ÕÕń 78 ±¾“ŅĻ ’Ņ±ļÕ
Ņßõ¾ŌĻĶ ŌŅńõ¾§Ņņ ± ŌļÓµĒŅ±“³■ 80%, ŌĒŅŌ³ Ņ“Ļ¹ļÓ±³ „ÕÕń 92 ±¾“ŅĻ ’Ņ±ļÕĀ ĒÓ„ÓļÓ ²Ļ±’ÕĶņÕĒ“Ó Ķ ńÓ“Õņ „ÕÕń 155 ±¾“ŅĻ,
’Ņ±ļÕ ’ÕĻÓ∙ÕĒĶ Ņßõ¾ŌĻĶ ŌļÓµĒ¹ņ ŌŅńõ¾§Ņņ, ŌĒŅŌ³ ńÓĻ¹ļÓ±³. ╬±“Óļ³Ē¹Õ “Õ„Ķ
ńÓĻ¹ŌÓļĶ±³ „ÕÕń ÓńļĶ„Ē¹Õ ’ŅņÕµ¾“ĻĶ ŌÕņÕĒĶ Ņ“ 8 õŅ 126 ±¾“ŅĻ Ķ ’Ķ Ņßõ¾ŌĻÕ
ŌļÓµĒ¹ņ ŌŅńõ¾§Ņņ ĒÕ Ó±Ļ¹ŌÓļĶ±³.
ĀĀ ─ļ Ō±Õ§ ±ļ¾„ÓÕŌ ŅĻÓńÓļŅ±³ §ÓÓĻ“ÕĒ¹ņ “Ņ, „“Ņ õÓµÕ ĒÓ„Óļ³ĒÓ
ŌÕļĶ„ĶĒÓ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“Ó õŅ ńÓÓ±“ÓĒĶ “Õ„Ķ, ß¹ļÓ ±¾∙Õ±“ŌÕĒĒŅ ņÕĒ³°Õ ’Ņ
±ÓŌĒÕĒĶ■ ± “ÕŅÕ“Ķ„Õ±ĻŅķ, Ņ’ÕõÕļ ÕņŅķ ’Ņ ¾ÓŌĒÕĒĶ■ Ž¾ÓńÕķļ .
ĀĀ ŽĶ„ĶĒ¹ ńÓÓ±“ÓĒĶ “Õ„Õķ ņŅŃ¾“ ĶņÕ“³ §ĶņĶ„Õ±ĻĶķ Ķ
¶ĶńĶ„Õ±ĻĶķĀ §ÓÓĻ“Õ. ═ÕĻŅ“Ņ¹Õ
ńÓĻ¹Ō°ĶÕ± “Õ„Ķ ’Ņ±ļÕ ±ļĶŌÓ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ķ ’ŅŌÕĻÕ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ ŃÕļĶÕŌ¹ņ
“Õ„ÕĶ±ĻÓ“ÕļÕņ ŅĻÓńÓļĶ±³ ’ŅļĒŅ±“³■ ŃÕņÕ“Ķ„Ē¹ņĶ. ŽŅ±ļÕ ¾õÓļÕĒĶ ± ņÕ±“Ó “Õ„Ķ
’ŅŌÕ§ĒŅ±“ĒŅŃŅ ±ļŅ ņÕ“ÓļļÓ ĒÕĻŅ“Ņ¹Õ “Õ„Ķ ŌĒŅŌ³ ĒÓ„ĶĒÓļĶ ¶¾ĒĻ÷ĶŅĒĶŅŌÓ“³. ▌“Ņ“
ŃŅŌŅĶ“ Ņ “Ņņ, „“Ņ “Õ„Ķ ńÓĻ¹ŌÓļĶ±³ ’Ņ ÓńĒŅķ Ńļ¾ßĶĒÕ Ņ“ ’ŅŌÕ§ĒŅ±“Ķ. ╚ńŌÕ±“ĒŅ,
„“Ņ ’Ķ ŌńÓĶņŅõÕķ±“ŌĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ ± ŌŅńõ¾§Ņņ ĶļĶ ņÕ“ÓļļŅņ ŅßÓń¾Õ“± õ
’Ņõ¾Ļ“ŅŌ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶ , ±ÕõĶ ĻŅ“Ņ¹§ ĶņÕ■“± ļĶßŅ Ō¹±ŅĻŅ ņŅļÕĻ¾ļ Ē¹Õ
±ŅÕõĶĒÕĒĶ ļĶßŅ “¾õĒŅ Ó±“ŌŅĶņ¹Õ ±ŅļĶ. ═ÓĻÓ’ļĶŌÓ■∙ĶÕ± ²“Ķ ’Ņõ¾Ļ“¹ Ō
ņĶĻŅĻÓĒÓļÓ§ ’Ņ±“Ņ ĒĒŅ ńÓßĶŌÓ■“ ’Ņ§ŅõĒ¹Õ ±Õ„ÕĒĶ ņĶĻŅĻÓĒÓļŅŌ Ķ ’ÕĻÓ∙Ó■“
Ķ±“Õ„ÕĒĶÕ.
Ā ŽĶ ĒÓ§ŅµõÕĒĶĶ ’ÕÕņ¹„ĻĶ Ō ņĶĻŅĻÓĒÓļÕĀ ĒÓ ÕŃŅ Ō¹§ŅõÕ, ŌŅńņŅµĒŅ ’ŅļĒŅÕ Ó±“Ó’ļĶŌÓĒĶÕ ’ÕÕņ¹„ĻĶ Ķ
ŌŅńÓ±“ÓĒĶÕ Ķ±“Õ„ÕĒĶ ’Ņõ¾Ļ“Ó. ┬ ²“Ņņ ±ļ¾„ÓÕ ’Ņõ¾Ļ“¹ ĻŅŅńĶĶ ĒÓ§Ņõ “±
’ÓĻ“Ķ„Õ±ĻĶ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Ķ ņŅŃ¾“ ļÕŃĻŅ Ō¹ĒŅ±Ķ“³± Ķń ĻÓĒÓļÓ, Ō±Ļ¹ŌÓ “Õ„³.
ĀĀ ┬ļĶ ĒĶÕ ŅßļĶ“ÕÓ÷ĶĶ ĒÓ ¾ņÕĒ³°ÕĒĶÕ ŌÕļĶ„ĶĒ¹ Ķ±“Õ„ÕĒĶ ņŅµÕ“ ß¹“³
Ņ÷ÕĒÕĒŅ ĻŅļĶ„Õ±“ŌÕĒĒŅ. ┼±ļĶ ’ĶĒ “³, „“Ņ “Ņļ∙ĶĒÓ Ņ±ŅßŅŃŅ ’Ķ±“ÕĒŅ„ĒŅŃŅ ±ļŅ
µĶõĻŅ±“Ķ ĶņÕÕ“Ā ŌÕļĶ„ĶĒ¾ 0,05 ņņ., “Ņ
ŅĻÓń¹ŌÓÕ“± , „“Ņ “Ņļ³ĻŅ ļĶ°³ õļ ŌÕ±³ņÓ ņÓļ¹§ “Õ„Õķ 1.10-6 ¢ 1.10-7
ļ.ņĻ/±ÕĻ ŅßļĶ“ÕÓ÷Ķ ŌĒŅ±Ķ“ ńÓņÕ“Ē¹ķ ŌĻļÓõ Ō ¾ņÕĒ³°ÕĒĶÕ ŌÕļĶ„ĶĒ¹ Ķ±“Õ„ÕĒĶ .
ĀĀ ŽŅ±ļÕõ¾■∙ĶÕ Ó±°ĶÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ õ¾ŃĶņĶ ÓŌ“ŅÓņĶ ±
Ķ±’Ņļ³ńŅŌÓĒĶÕ ßŅļÕÕ 600 ²ĻńÕņ’ļ ŅŌ ÓńÓßŅ“ÓĒĒ¹§ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ Ō õÓĒĒŅķ
ÓßŅ“Õ, [ 50,51] ’ŅĻÓńÓļŅ ±ļÕõ¾■∙ÕÕ.
ĀĀ ŽĶ 80% ŌļÓµĒŅ±“Ķ ’Ķ “Õņ’ÕÓ“¾Õ 20Ņč ¾µÕ „ÕÕń 200
„Ó±ŅŌ Ó±§Ņõ ĻŅņ’ŅĒÕĒ“Ó └ę ¾ŌÕļĶ„ĶŌÓÕ“± õŅ 30 Óń Ķ ĶņÕÕ“ “ÕĒõÕĒ÷Ķ■ Ļ
õÓļ³ĒÕķ°Õņ¾ ĒÓÓ±“ÓĒĶ■. ŽĶ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 30% Ō “Õ„ÕĒĶĶ 400 „Ó±ŅŌ õļ
Ō±Õ§ ŅßÓń÷ŅŌ ĒÓßļ■õÓļŅ±³ ¾ņÕĒ³°ÕĒĶÕ Ķ±“Õ„ÕĒĶ └ę. ŪÓŌĶ±ĶņŅ±“³ ŌÕļĶ„ĶĒ¹ Ó±§ŅõÓ
ĻŅņ’ŅĒÕĒ“Ó ’Ņ ŌÕņÕĒĶ Ņ“ ŃÕŅņÕ“ĶĶ Ķ ¶Ņņ¹ ĻÓĒÓļÓ Ō ńĒÓ„Ķ“Õļ³ĒŅķ ņÕÕ
ńÓ“¾õĒ Õ“ ŃÓĒĶ÷¾ õŅ’¾±“ĶņŅķ ŌļÓµĒŅ±“Ķ, ĒĶµÕ ĻŅ“ŅŅķ õÕ¶ÕĻ“¹ ß¾õ¾“ ŃÓÓĒ“ĶŅŌÓĒŅ
ńÓÓ±“Ó“³. ╬õĒÓĻŅ ņŅµĒŅ Ņ“ņÕ“Ķ“³, „“Ņ ’Ķ õÓŌļÕĒĶĶ õŅ 4 Ó“Ķ. Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ
ŌļÓµĒŅ±“Ķ õŅ 40% ņĶĻŅõÕ¶ÕĻ“¹ Ō ßŅļ³°ĶĒ±“ŌÕ ±ļ¾„ÓÕŌ ĶņÕ■“ “ÕĒõÕĒ÷Ķ■ Ļ
ńÓÓ±“ÓĒĶ■, Ķ ²“Ó “ÕĒõÕĒ÷Ķ ¾ņÕĒ³°ÓÕ“± ’Ķ ¾ŌÕļĶ„ÕĒĶĶ ŌļÓµĒŅ±“Ķ. ┬ “ÓßļĶ÷Õ
5.4.1.ęĀ ’ŅĻÓńÓĒÓ ńÓŌĶ±ĶņŅ±“³ ĻŅļĶ„Õ±“ŌŅ
ŅßÓń÷ŅŌ ĶņĶ“Ó“ŅŅŌ ± ĒÓÓ±“Ó■∙Õķ ¾“Ņ„ĻŅķ └ę Ņ“ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ
ŌŅńõ¾§Ó.
ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 5.4.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
|
Ā ╬“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³ ĀĀĀĀĀĀĀĀĀĀĀ ŌŅńõ¾§Ó % |
ĀĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ ŅßÓń÷ŅŌ ĀĀĀĀĀĀ ± ĒÓÓ±“ÓĒĶÕņ Ķ±“Õ„ÕĒĶ |
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 30-40 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 40-50 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 50-60 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 60-70 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 80Ā |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 60 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 70 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 80 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 90 |
ĀĀĀ
ĀĀ ╚ńņÕÕĒĶÕ Ķ±“Õ„ÕĒĶ ═─╠├ ’ŅĻÓńÓļĶ, „“Ņ õļ ĒÕŃŅ §ÓÓĻ“ÕĒŅ
¾ņÕĒ³°ÕĒĶÕ ±ĻŅŅ±“Ķ Ķ±“Õ„ÕĒĶ ŌŅ ŌÕņÕĒĶ. ŽĶ ²“Ņņ ŌļÓµĒŅ±“³ ŅĻ¾µÓ■∙ÕŃŅ
ŌŅńõ¾§Ó ’ÓĻ“Ķ„Õ±ĻĶ ĒÕ ŅĻÓń¹ŌÓÕ“ ŌļĶ ĒĶ ĒÓ ±ĻŅŅ±“³ ńÓÓ±“ÓĒĶ “Õ„Ķ. ─ļ
’ŅõÓŌļ ■∙ÕŃŅ ĻŅļĶ„Õ±“ŌÓ ŅßÓń÷ŅŌ Ō ’ÕŌ¹Õ 24-48 „Ó±ŅŌ ĒÓßļ■õÓÕ“± õŅŌŅļ³ĒŅ
ß¹±“¹ķ ±’Óõ Ķ±“Õ„ÕĒĶ õŅ 25%Ā Ņ“
ĒÓ„Óļ³ĒŅķ ŌÕļĶ„ĶĒ¹. ŪÓ“Õņ Ķ±“Õ„ÕĒĶÕ ¾ņÕĒ³°ÓÕ“± ņÕõļÕĒĒÕÕ, Ó „ÕÕń 400 „Ó±ŅŌ
Ķ±“Õ„ÕĒĶÕ Ņ±“ÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ĒÓ ŅõĒŅņ ¾ŅŌĒÕ Ķ ±Ņ±“ÓŌļ Õ“ 5% Ņ“
’ÕŌŅĒÓ„Óļ³ĒŅŃŅ. ╬õĒÓĻŅ ’ŅļĒŅŃŅ ’ÕĻÓ∙ÕĒĶ Ķ±“Õ„ÕĒĶ ńÓ ŌÕņ 1300 „Ó±ŅŌ
ĒÓßļ■õÓÕ“± ĻÓķĒÕ ÕõĻŅ.
ĀĀ ŪÓÓ±“ÓĒĶÕ ĻÓĒÓļŅŌ ’Ķ Ķ±“Õ„ÕĒĶĶ ═─╠├ ņŅµÕ“ ’ŅĶ±§ŅõĶ“³, Ō
Ņ±ĒŅŌĒŅņ, ńÓ ±„Õ“ ŅßÓńŅŌÓĒĶ ĒÓ Ō¹§ŅõÕ ĻÓĒÓļÓ ņÓļŅ ļÕ“¾„Ķ§ Ō ńĻĶ§ ¶ÓĻ÷Ķķ,
ŅßÓń¾■∙Ķ§± ’ĶĀ Ķ±’ÓÕĒĶĶ ═─╠├, Ó
“ÓĻµÕ ńÓ ±„Õ“ Ņ±ÓµõÕĒĶ “ŅĒĻŅ õĶ±’Õ±ĒŅķĀ
¶Óń¹ ’Ņ õĻÓ 1 ņĻņ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ŌŅńõ¾§Õ. ┬ĻļÓõ ŅĻĶ±ļÕĒĶ ═─╠├
ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó ĒÓ ńÓĻ¾’ŅĻ¾ ĻÓĒÓļŅŌ, Ņ„ÕŌĶõĒŅ, ņÕĒÕÕ ±¾∙Õ±“ŌÕĒÕĒ, ’Ņ±ĻŅļ³Ļ¾
’Ķ Ķ±“Õ„ÕĒĶĶ ÕŃŅ Ō ±¾§Ņķ ÓńŅ“ ńÓĻ¾’ŅĻÓ “ÓĻµÕ ’ŅĶ±§ŅõĶ“, ĒŅ “Õņ’ ÕÕ ĒÕ±ĻŅļ³ĻŅ
ĒĶµÕ. ┬ ÓĒÓļŅŃĶ„Ē¹§ ±ļÕõŅŌÓĒĶ §, ’ŅŌÕõÕĒĒ¹§ Ō čž└, ’Ķ°ļĶ Ļ “ÓĻĶņ µÕ Ō¹ŌŅõÓņ
’Ņ ŌļĶ ĒĶ■ ŌļÓµĒŅ±“Ķ ĒÓ ńÓĻ¾’ŅĻ¾ “Õ„Õķ [53,54].
5.4.3 ╚±“Õ„ÕĒĶ ’ÓŅŌŅķ ¶Óń¹ └ę Ķ ═─╠├
ĀĀĀ
ĀĀ ╚±±ļÕõŅŌÓĒĶÕ ńÓŌĶ±ĶņŅ±“Ķ Ķ±“Õ„ÕĒĶ ’ÓŅŌŅķ ¶Óń¹ Ņ“ õÓŌļÕĒĶ
’ŅĻÓńÓļŅ (ĻĶŌ¹Õ 0-4 Ķ ├-6 ĒÓ ąĶ±. 5.4.2ą), „“Ņ ±¾∙Õ±“ŌÕĒĒŅŃŅ ÓńļĶ„Ķ ņÕµõ¾
Ķ±“Õ„ÕĒĶÕņ µĶõĻŅķ Ķ ’ÓŅŌŅķ ¶Óń¹ ĒÕ ĒÓßļ■õÓÕ“± . ─ļ “Õ„Õķ ßļĶńĻĶ§ Ļ 1.10-8
ļ.ņĻ./±ÕĻ ĶņÕÕ“ ņÕ±“Ņ ļĶĒÕķĒÓ ńÓŌĶ±ĶņŅ±“³Ā
± ĒÕĻŅ“Ņ¹ņ ŌŅńÓ±“ÓĒĶÕņ ŌÕļĶ„ĶĒ¹ “Õ„Ķ ’Ņ ņÕÕ Ņ±“Ó õÓŌļÕĒĶ ,Ā Ó “Õ„Ķ ņÕĒ³°Ķ§ ÓńņÕŅŌ §ÓÓĻ“ÕĶń¾■“±
’Ņ±“Ņ ĒĒŅķ ŌÕļĶ„ĶĒŅķ Ķ±“Õ„ÕĒĶ Ō Ķ±±ļÕõŅŌÓĒĒŅņ õĶÓ’ÓńŅĒÓ§ õÓŌļÕĒĶķ. ŽŅ±ļÕõĒĶķ
¶ÓĻ“, ’Ņ ŌĶõĶņŅņ¾, ņŅµÕ“ Ōļ “³± ĻŅ±ŌÕĒĒ¹ņ ’Ņõ“ŌÕµõÕĒĶÕņ Ķ±’ÓÕĒĶ ’ÓÓ Ō
ĻÓ’Ķļļ Õ Ķ ŅßÓńŅŌÓĒĶÕņ ½µĶõĻŅķ╗ ’ŅßĻĶ. šÓÓĻ“Õ ¾ņÕĒ³°ÕĒĶ ŌÕļĶ„ĶĒ¹
Ķ±“Õ„ÕĒĶ ’ÓŅŌŅķ ¶Óń¹ ±§ŅõÕĒ ± “ÓĻŅŌ¹ņ õļ µĶõĻŅķ ¶Óń¹.Ā ╚±§Ņõ Ķń ²“ŅŃŅ, ņŅµĒŅ ’ŅļÓŃÓ“³, „“Ņ Ō õÓĒĒŅņ
±ļ¾„ÓÕ ńÓßĶŌÓĒĶÕ “Õ„ÕĒĶķ ĒÕ ņŅµÕ“ Ō¹ń¹ŌÓ“³± “Ņļ³ĻŅ ņÕ§ÓĒĶ„Õ±ĻĶņĶ ’ĶņÕ± ņĶ Ō
’Ņõ¾Ļ“Õ, “.Ļ. ’ĶņÕ±Ķ Ņ±“Ó■“± Ō µĶõĻŅķ ¶ÓńÕ. ▌“Ņ Ōļ Õ“± Õ∙Õ ŅõĒĶņ
’Ņõ“ŌÕµõÕĒĶÕņ “ŅŃŅ, „“Ņ ńÓĻ¾’ŅĻÓ “Õ„Õķ ’ŅĶ±§ŅõĶ“ Ō Õń¾ļ³“Ó“Õ ĻŅŅńĶŅĒĒ¹§
’Ņ÷Õ±±ŅŌ, Ó ’Ņ ═─╠├, Ō Ņ±ĒŅŌĒŅņ, Ņ±ÓµõÕĒĶÕņ ĒĶńĻŅ ļÕ“¾„Ķ§ ±Ņ±“ÓŌļ ■∙Ķ§.
ĀĀ čļÓßÓ ńÓŌĶ±ĶņŅ±“³ ŌÕļĶ„ĶĒ¹ Ķ±“Õ„ÕĒĶ Ņ“ õÓŌļÕĒĶ õļ ņÓļ¹§
“Õ„Õķ ¾ĻÓń¹ŌÓÕ“ ĒÓ “Ņ, „“Ņ Õ°Ó■∙¾■ Ņļ³ Ō ’ŅĒĶĻĒŅŌÕĒĶĶ └ę Ķ ═─╠├ „ÕÕń
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ĶŃÓÕ“ “Õ„ÕĒĶÕ ńÓ ±„Õ“ ĻÓ’Ķļļ Ē¹§ ±Ķļ. ┬ ’Ņļ³ń¾ “ÓĻŅŃŅ ’Õõ’ŅļŅµÕĒĶ
±ŌĶõÕ“Õļ³±“Ō¾Õ“ ’ŅŌÕõÕĒĶÕ Ņ’¹“Ó ± Ņßõ¾ŌĻŅķ “Õ„Õķ ’Ķ Ķ±“Õ„ÕĒĶĶ „ÕÕń ĒĶ§,
ĻŅ“Ņ¹ķ ’ŅĻÓńÓļ, „“Ņ Ō Ņ’ÕõÕļÕĒĒŅņ ĶĒ“ÕŌÓļÕ ±ĻŅŅ±“Õķ Ķ±“Õ„ÕĒĶ Ā ’ŅĶ±§ŅõĶ“ ÕŃŅ ¾ŌÕļĶ„ÕĒĶÕ ’Ķ ŌŅńÓ±“ÓĒĶĶ
±ĻŅŅ±“Ķ Ņßõ¾ŌĻĶ “Õ„Ķ.. ╬õĒÓĻŅ Õń¾ļ³“Ó“¹ “ÕŅÕ“Ķ„Õ±ĻŅŃŅ Ó±„Õ“Ó ±ĻŅŅ±“Ķ
Ķ±’ÓÕĒĶ ’Ņõ¾Ļ“ÓĀ Ķń ņĶĻŅĻÓĒÓļÓ
ńĒÓ„Ķ“Õļ³ĒŅ Ņ“ļĶ„Ó■“± Ņ“ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§. ąÓ±„Õ“ ’ŅĶńŌŅõĶļ± ’Ņ
ŌĶõŅĶńņÕĒÕĒĒŅņ¾ ¾ÓŌĒÕĒĶ■ ╦ÕĒŃņ■Ó. ąÓ±§ŅµõÕĒĶÕ, ’Ņ-ŌĶõĶņŅņ¾, Ņß· ±Ē Õ“±
“¾õĒŅ±“³■ Ņ’ÕõÕļÕĒĶ ¶ÓĻ“Ķ„Õ±ĻŅķ ’ļŅ∙ÓõĶ Ķ±’ÓÕĒĶ µĶõĻŅ±“Ķ Ķń ņĶĻŅ
ĻÓ’Ķļļ Ó.
5.5.Ā ╩Ņ²¶¶Ķ÷ĶÕĒ“ ’ÕÕ§ŅõÓ Ņ“
“Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ļ “Õ„ÕĒĶ■ µĶõĻĶ§ ĻŅņ’ŅĒÕĒ“ŅŌ
Ā ŽŅŌÕõÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ
„ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ’ŅĻÓńÓļĶ, „“Ņ Ķ§ Ķ±“Õ„ÕĒĶÕ ±ļÓßŅ ńÓŌĶ±Ķ“ Ņ“ õÓŌļÕĒĶ ,
ÕńĻŅ ¾ß¹ŌÓÕ“ ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ Ķ ńÓŌĶ±Ķ“ Ņ“ ŌļÓµĒŅ±“Ķ ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó Ķ
¶Ņņ¹ ņĶĻŅĻÓĒÓļÓ. ┬±Õ ²“Ķ ¶ÓĻ“Ņ¹ ĒÓ§Ņõ “± Ō ±ļŅµĒŅķĀ ńÓŌĶ±ĶņŅ±“Ķ, Ó ¶ŅņÓ ĻÓĒÓļÓ ĒÕ ’ŅõõÓÕ“± ĒĶ
“Ņ„ĒŅņ¾ ĻŅļĶ„Õ±“ŌÕĒĒŅņ¾ Ó±„Õ“¾ ĒĶ ’ÓĻ“Ķ„Õ±ĻŅņ¾ ĶńņÕÕĒĶ■. ▌Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ
õÓĒĒ¹Õ “ÓĻµÕ ’Ņļ¾„ÕĒ¹ ± Ņ’ÕõÕļÕĒĒŅķ õŅļÕķ ’ĶßļĶµÕĒĒŅ±“Ķ Ķ ± °ĶŅĻĶņ
õĶÓ’ÓńŅĒŅņ ÓńßŅ±Ó, ’Ņļ¾„ÓÕņ¹§ Õń¾ļ³“Ó“ŅŌ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ
ŌÕŅ “ĒŅ±“ĒŅņ §ÓÓĻ“ÕÕ ’Ņ“ÕĻÓ■∙Ķ§ ’Ņ÷Õ±±ŅŌ.
Ā č¾∙Õ±“ŌÕĒĒÓ ńÓŌĶ±ĶņŅ±“³ §ÓÓĻ“ÕÓ Ķ±“Õ„ÕĒĶ Ņ“ ŌļÓµĒŅ±“Ķ
ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó ’ŅĻÓńÓļÓ, „“Ņ ĻŅ²¶¶Ķ÷ĶÕĒ“ ’ÕÕ§ŅõÓ Ķ±“Õ„ÕĒĶ Ņ“
ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ļ ĻŅņ’ŅĒÕĒ“¾ └ęĀ ņŅµĒŅ
Ņ’ÕõÕļĶ“³ “Ņļ³ĻŅ õļ Ķ±“Õ„ÕĒĶ Ā ’Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ĒÕ ßŅļÕÕ 40%. ŽĶ ²“Ņņ Ō 70% ±ļ¾„ÓÕŌ Ķ±“Õ„ÕĒĶÕ
’ŅĶ±§ŅõĶ“ ± ¾ß¹ŌÓĒĶÕņ Ō’ļŅ“³ õŅ ’ŅļĒŅŃŅ ’ÕĻÓ∙ÕĒĶ . ┬Ņ Ō±Õ§ õ¾ŃĶ§ ±ļ¾„Ó §
Ķ±“Õ„ÕĒĶÕ └ę ’ŅĶ±§ŅõĶ“ ± ĒÓÓ±“ÓĒĶÕ ŌŅ ŌÕņÕĒĶĀ Ō ±Ķļ¾ Ó±“ÓŌļĶŌÓĒĶ ĻÓĒÓļÓ. ŽŅŃĒŅńĶŅŌÓĒĶÕ ’ŅŌÕõÕĒĶÕ “ÓĻĶ§
“Õ„Õķ ŌÕ±³ņÓ ńÓ“¾õĒĶ“Õļ³ĒŅ.
ĀĀ ╚±“Õ„ÕĒĶÕ ═─╠├ ’ŅĶ±§ŅõĶ“ Ō±ÕŃõÓ ± ¾ß¹ŌÓĒĶÕņ, ’Ņ²“Ņņ¾ õļ ĒÕŃŅ
ŌŅńņŅµĒŅ Ņ’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ’ÕÕ§ŅõÓ ŌŅ Ō±Õ§ õĶÓ’ÓńŅĒÓ§ ŌļÓµĒŅ±“Ķ.
ĀĀĀ ┬ ŌĶõ¾ ĒÕ’Ņ±“Ņ Ē±“ŌÓ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ ŌŅ ŌÕņÕĒĶ, ńĒÓ„ÕĒĶÕ
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ’ÕÕ§ŅõÓ, ĶļĶ ²ĻŌĶŌÓļÕĒ“Ó Ķ±“Õ„ÕĒĶ ½╩╗ , ņŅµĒŅ ±„Ķ“Ó“³ ŌÕļĶ„ĶĒ¾:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀŅ ∫Ā m(τ)dτĀĀĀĀĀĀĀĀĀ m±ĀĀĀĀĀĀĀĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩Ā =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
=
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩Ā =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
=
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Qi τĀĀĀĀĀĀĀĀĀĀĀĀĀ QĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģģ(5.5.1.į)
ŃõÕ:Ā m± ¢ ĻŅļĶ„Õ±“ŌŅĀĀ Ķ±“ÕĻ°ÕŃŅ ĻŅņ’ŅĒÕĒ“Ó ńÓ ŌÕņ τ.
ĀĀ ▌Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ õÓĒĒ¹Õ, ’Ņļ¾„ÕĒĒ¹Õ Ō ÓßŅ“Õ [46] õļ ńĒÓ„ÕĒĶ
½╩╗ ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. 5.5.3ą, ĻŅ“Ņ¹Õ ’Ņļ¾„ÕĒ¹ ’Ķ Ō¹õÕµĻÕ ĶņĶ“Ó“ŅŅŌ Ō
“Õ„ÕĒĶĶ 150 ±¾“ŅĻ. ┬ÕļĶ„ĶĒÓ ’Ņ“ŅĻÓ Q ’ĶŌÕõÕĒ¹ Ļ õÓŌļÕĒĶ■ 1 Ó“Ķ,
Ó ńĒÓ„ÕĒĶ ŌÕļĶ„ĶĒ “Õ„Õķ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ķ Ļ ÓßŅ„Õņ õÓŌļÕĒĶĶ 3 Ó“Ķ. ╩ŅļĶ„Õ±“ŌŅ
Ō¹“ÕĻ°ÕŃŅ ’Ņõ¾Ļ“Ó ńÓ Ō±Õ ŌÕņ Ā
Ķ±’¹“ÓĒĶķ Ņ’ÕõÕļ ļŅ±³ ’¾“Õņ ŃÓ¶Ķ„Õ±ĻŅŃŅ ĶĒ“ÕŃĶŅŌÓĒĶ Ā ’ļŅ∙ÓõĶ ’Ņõ ĻĶŌŅķ [ Q:
τ ], ’ŅĻÓńÓĒĒ¹§ ĒÓ ąĶ±. 5.4.2ą.
ĀĀ ═Ó Ņ±ĒŅŌÓĒĶĶ ŃÓ¶ĶĻÓ ĒÓ ąĶ±. 5.5.3ąĀ ņŅµĒŅ ’ĶĒ “³ ±ļÕõ¾■∙ĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ’ÕÕ±„Õ“Ó ± 10%
ŌŅńõ¾°ĒŅ-ŃÕļĶÕŌŅķĀ ±ņÕ±Ķ ĒÓ ĻŅņ’ŅĒÕĒ“¹:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩═─╠├ĀĀ =Ā
1.10-7 Ń/ļ.ņĻ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩└ęĀ =Ā 1.10-6
Ń/ļ.ņĻ
ĀŽŅ±ļÕõ¾■∙ĶÕ Ó±°ĶÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ [ 51,52] ± Ō¹õÕµĻŅķ õŅ 2,3
ļÕ“ ’ŅńŌŅļĶļĶ ¾“Ņ„ĒĶ“³ ńĒÓ„ÕĒĶÕ ²“Ķ§ ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ Ķ ŅĒĶ ±Ņ±“ÓŌļ ■“ ±ļÕõ¾■∙ĶÕ
ŌÕļĶ„ĶĒ¹:
ĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩═─╠├ = 3.10-7Ā Ń/ļ.ņĻ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩└ę = 2.10-6 Ń/ļ.ņĻ.
ĀĀ ęÕŅÕ“Ķ„Õ±ĻĶÕ ńĒÓ„ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ ’ÕÕ±„Õ“Ó ’Ņ ŌŅńõ¾°ĒŅ ¢
ŃÕļĶÕŌŅķ ±ņÕ±Ķ [ 55] ±Ņ±“ÓŌļ ■“:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩═─╠├Ā = 1,4.10-5 Ń/ļ.ņĻ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ └ę = 2,7.10-5
Ń/ļ.ņĻ.
ĀĀ čŅ’Ņ±“ÓŌļ ’ĶŌÕõÕĒĒ¹Õ ŌÕļĶ„ĶĒ¹, ņŅµĒŅ Ņ“ņÕ“Ķ“³ ±ļÕõ¾■∙ÕÕ.
ĀĀ ęÕŅÕ“Ķ„Õ±ĻĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ’ŅĻÓń¹ŌÓ■“, „“Ņ Ķ±“Õ„ÕĒĶÕ └ę Ķ
═─╠├Ā ĒÕ õŅļµĒŅ ±¾∙Õ±“ŌÕĒĒŅ Ņ“ļĶ„Ó“³±
õ¾Ń Ņ“ õ¾ŃÓ, “.Ļ. Ķ§ ńĒÓ„ÕĒĶ ŅõĒŅŃŅ Ķ “ŅŃŅ µÕ ’Ņ õĻÓ. ┬ņÕ±“Õ ± “Õņ,
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹, ß¾õ¾„Ķ ĒÓ ’Ņ õŅĻ ņÕĒ³°Õ “ÕŅÕ“Ķ„Õ±ĻĶ§,
Ņ“ļĶ„Ó■“± Õ∙Õ ĒÓ ’Ņ õŅĻ ņÕµõ¾ ±ŅßŅķ. ▌“Ņ ŃŅŌŅĶ“ Ņ “Ņņ, „“Ņ Ķ±“Õ„ÕĒĶÕ ═─╠├
ĶõÕ“ ņÕõļÕĒĒÕÕ, „Õņ ²“Ņ ’Õõ±“ÓŌļ Õ“± “ÕŅĶÕķ. ╬ß· ±ĒĶ“³ “ÓĻŅķ ¶ÓĻ“,
’Ņ-ŌĶõĶņŅņ¾, ņŅµĒŅ “Õņ, „“Ņ Ķ±“Õ„ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ ĶõÕ“, Ō Ņ±ĒŅŌĒŅņ, ńÓ ±„Õ“
Ķ±’ÓÕĒĶ , ’Ķ ĻŅ“ŅŅņ Ķ±’Ó ÕņŅ±“³ ═─╠├ ńĒÓ„Ķ“Õļ³ĒŅ ĒĶµÕ └ę.
5.6.Ā ╬’ÕõÕļÕĒĶÕ ĒŅņ
ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ÓĻÕ“.
Ā
ĀĀ ═ÕŅߧŅõĶņÓ ±“Õ’ÕĒ³
ŃÕņÕ“Ķ„ĒŅ±“Ķ Ņ’ÕõÕļ Õ“± ĻŅļĶ„Õ±“ŌÕĒĒŅķ ŌÕļĶ„ĶĒŅķ ¾±“ÓĒÓŌļĶŌÓÕņŅķĀ ĒŅņŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ,Ā ĻŅ“ŅŅķ ņŅµÕ“ ŌĶ“³± ļĶßŅ ĒÕõŅ’¾∙ÕĒĶÕņ
’ÓõÕĒĶ õÓŌļÕĒĶ Ō ÕņĻŅ±“Ķ õŅ Ņ’ÕõÕļÕĒĒŅķ ŌÕļĶ„ĶĒ¹ ńÓ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ļĶßŅ
ĒÕõŅ’¾∙ÕĒĶÕ ŅßÓńŅŌÓĒĶ ŌŅ ŌĒÕ°ĒÕņ Ņß·ÕņÕ, ŃÓĒĶ„Ó∙Õņ ± ÕņĻŅ±“³■, ĒÕõŅ’¾±“ĶņŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō¹“ÕĻ°ÕŃŅ ŌÕ∙Õ±“ŌÓ Ķń ÕņĻŅ±“Ķ ńÓ Ņ’ÕõÕļÕĒĒŅÕ ŌÕņ .
╩ŅļĶ„Õ±“ŌÕĒĒ¹Õ ŌÕļĶ„ĶĒ¹ ±“Õ’ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ¾±“ÓĒÓŌļĶŌÓ■“± ĒŅņŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ō ’ÕŌŅņ ±ļ¾„ÓÕ Ķ±§Ņõ Ķń ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ņ±ŅßÕĒĒŅ±“Õķ ĶńõÕļĶ ,
ļĶßŅ ŌŅ Ō“ŅŅņ ±ļ¾„ÓÕ Ķ±§Ņõ Ķń ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ŌĒÕ°ĒÕŃŅ Ņß·ÕņÓ, ĶļĶ
ĒÕõŅ’¾∙ÕĒĶ ŅßÓńŅŌÓĒĶ “ŅĻ±ĶĻŅļŅŃĶ„Õ±ĻŅķ Ņ’Ó±ĒŅ±“Ķ.
ĀĀ ŽŅ±ļÕ ¾±“ÓĒŅŌļÕĒĶ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ŌŅńĒĶĻÓÕ“ ŃļÓŌĒ¹ķ ŌŅ’Ņ±,
±Ņ±“Ņ ∙Ķķ Ō “Ņņ, „“Ņ ĒÓ Ņ±ĒŅŌÓĒĶĶ ¾±“ÓĒŅŌļÕĒĒŅķ ±“Õ’ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ,
Ņ’ÕõÕļ ÕņŅķ ÕÕ ĒŅņŅķ, ĒÕŅߧŅõĶņŅ ¾±“ÓĒŅŌĶ“³ ĒŅņ¹ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ. ▌“Ķ ĒŅņ¹ ĒÕŅߧŅõĶņŅ ŅßÕ±’Õ„Ķ“³ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ÕņĻŅ±“Õķ Ķ
’ŅļŅ±“Õķ, ńÓ’ŅļĒ ■∙Ķ§ µĶõĻĶņ ÓßŅ„Ķņ “ÕļŅņ, Ó Ō ĒÓ°Õņ ±ļ¾„ÓÕ ÓŃÕ±±ĶŌĒŅķ
µĶõĻŅ±“³■.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ Óņ’¾ļĶńĶŅŌÓĒĒ¹ņ ÓĻÕ“Óņ Ķ±’Ņļ³ńŅŌÓļ± Ā ĶĒŅķ ’Ņõ§Ņõ, ±Ņ±“Ņ ∙Ķķ Ō “Ņņ, „“Ņ ĒÕ
õŅ’¾±ĻÓÕ“± ĒĶĻÓĻŅķ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ŅßÕ±’Õ„ÕĒĶĶ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō
’ŅĶńŌŅõ±“ŌÕ ĒÓĶßŅļÕÕ „¾Ō±“ŌĶ“Õļ³Ē¹ņĶ ±¾∙Õ±“Ō¾■∙ĶņĶ ņÕ“ŅõÓņĶ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ ĒÕ±ĻŅļ³ĻŅ ’ŅńµÕ. ŽĶ “ÓĻŅņ ’Ņõ§ŅõÕ
¾±“ÓĒÓŌļĶŌÓļÓ±³ ŌÕļĶ„ĶĒÓ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ķ ’Ķ
“ÓĻŅķ ’ŅŌÕĻÕ ĒÕ õŅ’¾±ĻÓļŅ±³ ĒÓļĶ„Ķ ĒĶĻÓĻĶ§ “Õ„Õķ Ō ĶńõÕļĶĶ
Ā
5.6.1Ā ╠Õ“ŅõĶ„Õ±ĻĶķ ’Ņõ§Ņõ Ļ
Ņ’ÕõÕļÕĒĶ■ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
Ā
ĀĀ ╬ß∙Ķņ õļ ļ■ßŅŃŅ “Ķ’Ó ĻŅĒ±“¾Ļ÷Ķķ Ķ ±’Ņ±ŅßŅŌ ÕÕ
ĶńŃŅ“ŅŌļÕĒĶ Ā Ōļ Õ“± Ņ’ÕõÕļÕĒĶÕ
ĒÕŅߧŅõĶņŅķ ±“Õ’ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ Ō¹ßŅ ĒÓõļÕµÓ∙Ķ§ ±’Ņ±ŅßŅŌ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ , ĻŅ“Ņ¹Õ ŅßÕ±’Õ„ĶŌÓļĶ ß¹ ±Ņ§ÓĒÕĒĶÕ
“Õß¾ÕņŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō “Õ„ÕĒĶÕ ńÓõÓĒĒ¹§ ±ŅĻŅŌ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
Ā .ŽÕÕ§Ņõ Ņ“ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĻŅĒ±“¾Ļ÷ĶĶ Ļ ĒŅņÓņ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ’ŅĶńŌŅõ±“ŌÕ
Ōļ Õ“± ĒÓĶßŅļÕÕ ŌÓµĒ¹ņĀ Ķ ĒÓĶßŅļÕÕ
±ļŅµĒ¹ņ ŌŅ’Ņ±Ņņ ŌŅ Ō±Õķ ’ŅßļÕņÕ ŅßÕ±’Õ„ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ▌“Ņ Ņß· ±Ē Õ“±
õŌ¾ņ ’Ķ„ĶĒÓņĶ.
ĀĀ ŽÕŌÓ ±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ §ÓÓĻ“Õ “Õ„Õķ Ō ĻŅĒ±“¾Ļ÷ĶĶ Ōļ Õ“±
±ļ¾„ÓķĒ¹ņ, ńÓŌĶ±Ķ“ Ņ“ ņĒŅŃĶ§ ¶ÓĻ“ŅŅŌ Ķ ĒÕ ’Ņõ„ĶĒ Õ“± ĻÓĻŅķ ļĶßŅ
ńÓĻŅĒŅņÕĒŅ±“Ķ, ĻŅ“Ņ¾■ ņŅµĒŅ ß¹ļŅ Ņ’Ķ±Ó“³
ÓĒÓļĶ“Ķ„Õ±ĻĶ. ═Õ
’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ õÓµÕ ŅĶÕĒ“ĶŅŌŅ„ĒŅ ’ÕõŌÓĶ“Õļ³ĒŅ Ņ÷ÕĒĶ“³ “ÓĻĶÕ
Ņ±ĒŅŌĒ¹Õ ’ÓÓņÕ“¹, ĻÓĻ ¶Ņņ¾ Ķ õļĶĒ¾ ĻÓĒÓļÓ, Ó “ÓĻµÕ „Ó±“Ņ“¾ ’ŅŌ“Ņ ÕņŅ±“Ķ
²“Ķ§ õÕ¶ÕĻ“ŅŌ.
ĀĀ ┬“ŅÓ ±ļŅµĒŅ±“³ ±Ņ±“ŅĶ“ Ō “Ņņ, „“Ņ ĻŅĒ“Ņļ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ’ŅĶńŌŅõ±“ŌÕ
Ņ±¾∙Õ±“Ōļ Õ“± ĻŅĒ“Ņļ³Ē¹ņĶ “ÕļÓņ Ō ŌĶõÕ ŃÓńŅŌ (ŃÕļĶķ, ŌŅńõ¾§ Ķ õ.),
ĻŅ“Ņ¹ÕĀ ’ĶĒ÷Ķ’ĶÓļ³ĒŅ Ņ“ļĶ„Ó■“± ’Ņ
±ŌŅĶņ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶņ ±ŌŅķ±“ŌÓņ Ņ“ ÓßŅ„Ķ§ “Õļ, Ōļ ■∙ĶņĶ± Ō ŌĶõÕ µĶõĻŅ±“Õķ.
╚±“Õ„ÕĒĶÕ ²“Ķ§ “Õļ õÓµÕ „ÕÕń ŅõĒĶ Ķ “Õ µÕ ĻÓĒÓļ¹ ŌÕ±³ņÓ ÓńļĶ„ĒŅ Ķ “Õß¾Õ“
±’Õ÷ĶÓļ³ĒŅŃŅ Ķń¾„ÕĒĶ , Ō Õń¾ļ³“Ó“Õ ĻŅ“ŅŅŃŅ õŅļµĒ¹ ß¹“³ ¾±“ÓĒŅŌļÕĒ¹
²ĻŌĶŌÓļÕĒ“¹ Ķ±“Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ Ķ ÓßŅ„ÕŃŅ “ÕļÓ, Ņ „Õņ ß¹ļŅ ĶńļŅµÕĒŅ ÓĒÕÕ.
ĀĀ ╚±§Ņõ Ķń Ō¹°Õ ’ĶŌÕõÕĒĒŅŃŅ “ÕŅÕ“Ķ„Õ±ĻŅŃŅ Ó±±ņŅ“ÕĒĶ ĶĀ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ Ķń¾„ÕĒĶ ’Ņ÷Õ±±ŅŌ
Ķ±“Õ„ÕĒĶ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹ ’Ņ ÓńÓßŅ“ÓĒĒŅķ ÓŌ“ŅŅņ
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻŅķĀ
ņÕ“ŅõĶĻÕ ß¹ļ ’ŅĶńŌÕõÕĒ Ō 1965 ŃŅõ¾ Ó±„Õ“ ’Ņ Ņ’ÕõÕļÕĒĶ■ ĒÕŅߧŅõĶņŅķ
±“Õ’ÕĒĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ
ĶńõÕļĶ [ 56 ] õļ ÓĻÕ“¹ ėą-100. ŪÓ“Õņ ß¹ļ ÓńÓßŅ“ÓĒ “ÕŅÕ“Ķ„Õ±ĻĶķ ņÕ“Ņõ
Ņ’ÕõÕļÕĒĶ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“³ [57] ĒÓ Ņ±ĒŅŌÕ ÓĒÕÕ ’ŅŌÕõÕĒĒ¹§ Ķ Ņ’Ķ±ÓĒĒ¹§
²Ļ±’ÕĶņÕĒ“ŅŌ, ±ÓŌĒÕĒĶÕ ĻŅ“Ņ¹§ ß¾õÕ“ ’ŅŌÕõÕĒŅ õÓļÕÕ.
ĀĀ ŪÓ ĒŅņ¾ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ’Ņ ņÕ“ŅõĶĻÕ ÓŌ“ŅÓ ’ĶĒĶņÓļÓ±³ “ÓĻÓ
ŃÕņÕ“Ķ„ĒŅ±“³, ’Ķ ĻŅ“ŅŅķ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ĶńõÕļĶ ńÓ 3-§ ļÕ“ĒĶķ ’ÕĶŅõ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ńÓŃÓńŅŌÓĒĒŅ±“³ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌĀ
ĒÕ ’ÕŌ¹°ÓļÓ ß¹ 0,0005 ņŃ/ļ. ▌“Ó ĻŅĒ÷ÕĒ“Ó÷Ķ ļÕµĶ“ ĒÓ ’ŅŅŃÕ
õŅ±“ŅŌÕĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ±Õõ±“Ō §ĶņĶ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ ļ■ß¹§ ŌÕ∙Õ±“Ō,
Ķ±’Ņļ³ń¾Õņ¹§ Ō ’ŅĶńŌŅõ±“ŌÕĒĒŅķ ’ÓĻ“ĶĻÕ. ŽŅ²“Ņņ¾ ’Ķ “ÓĻŅķ ĒŅņÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ņŅµĒŅ ±„Ķ“Ó“³, „“ŅĀ ĶńõÕļĶÕ ß¾õÕ“
’ÓĻ“Ķ„Õ±ĻĶ ŃÕņÕ“Ķ„Ē¹ņ, Ķ ńÓŃÓńŅŌÓĒĒŅ±“³ Ō ĒÕņ ß¾õÕ“ Ņ“±¾“±“ŌŅŌÓ“³. ęĶ ŃŅõÓ Ō
Ó±„Õ“Õ ’ĶĒĶņÓļĶ±³, ĻÓĻ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ņÕµÕŃļÓņÕĒ“ĒŅŃŅ ’ÕĶŅõÓ, ’Ņ±ļÕ
ĻŅ“ŅŅŃŅ ÓĻÕ“Ó Ō °Ó§“Õ Ņ±ņÓ“ĶŌÓļÓ±³ ŌĶń¾Óļ³ĒŅ Ķ ’Ņ ÕÕ ŌĒÕ°ĒÕņ¾ ŌĶõ¾ Ķ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ Ņ÷ÕĒĶŌÓļÓ±³ ÕÕ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ō
õŅ’ŅļĒÕĒĶÕ Ļ ’ŅŌŅõĶņŅņ¾ ĶĒ±“¾ņÕĒ“Óļ³ĒŅņ¾ ĻŅĒ“Ņļ■ ÕÕ ±Ķ±“Õņ.Ā
ĀĀ ąÓ±„Õ“ ’ŅĻÓńÓļ, „“Ņ õļ “ŅŃŅ, „“Ņß¹ ŅßÕ±’Õ„Ķ“³ ’ĶĒ “¾■ ĒŅņ¾
ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶ ĒÕŅߧŅõĶņŅ Ō ’Ņ÷Õ±±Õ Ķ§ ĶńŃŅ“ŅŌļÕĒĶ ĻÓµõ¹ķ ’ŅŃŅĒĒ¹ķ
±ÓĒ“ĶņÕ“ ±ŌÓĒŅŃŅ °ŌÓ ĻŅĒ“ŅļĶŅŌÓ“³ ± „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ ņÕ“ŅõÓ ÓŌĒŅķ 1.10-9
ļ.ņĻ./±ÕĻ. ┬ “Ņ ŌÕņ ĒÕ ±¾∙Õ±“ŌŅŌÓļŅ ±Õõ±“Ō ’ŅĶńŌŅõ±“ŌÕĒĒŅŃŅ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ± “ÓĻŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■. čÕķ„Ó± “ÓĻĶÕ ņÕ“Ņõ¹ ÓńÓßŅ“ÓĒ¹ ĒÓ
Ņ±ĒŅŌÕ ĒÓĻŅ’ļÕĒĶ ĻŅĒ“Ņļ³ĒŅķ ±ņÕ±Ķ Ō ńÓĻ¹“Ņņ Ņß·ÕņÕ. ęŅŃõÓ µÕ ’Ņ±ļÕ
’ŅŌÕõÕĒĒŅŃŅ Ó±„Õ“Ó, ŌŅńĒĶĻļŅ ±ŅņĒÕĒĶÕ Ō ĒÕŅߧŅõĶņŅ±“Ķ “ÓĻŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ,
ĶßŅ ²“Ņ“ Ó±„Õ“ ĻÓĻ Óń ’ŅĻÓńÓļ Ō ßŅļ³°Õķ ņÕÕ “Ņ, „“Ņ ’ĶĒ “¹Õ “ÕŅÕ“Ķ„Õ±ĻĶÕ
’Ņ±¹ļĻĶ ĒÕ Ņ“ÓµÓ■“ õÕķ±“ŌĶ“Õļ³Ē¾■ ĻÓ“ĶĒ¾ Ķ±“Õ„ÕĒĶ „ÕÕń ÕÓļ³Ē¹Õ
ņĶĻŅĻÓĒÓļ¹, ±¾∙Õ±“Ō¾■∙ĶÕ Ō ĻŅĒ±“¾Ļ÷ĶĶ, ’Ņ±ĻŅļ³Ļ¾ ²ĻŌĶŌÓļÕĒ“¹ Ķ±“Õ„ÕĒĶ ņÕµõ¾
ÓßŅ„Ķņ Ķ ĻŅĒ“Ņļ³Ē¹ņ “ÕļŅņĀ ╩ = Q Ń/ Q µ
Ķ±§Ņõ Ķń Ō¹°Õ ’ĶŌÕõÕĒĒ¹§ “ÕŅÕ“Ķ„Õ±ĻĶ§ ’ŅļŅµÕĒĶķ Ķ ’Ņļ¾„ÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ±¾∙Õ±“ŌÕĒĒŅ ÓńļĶ„Ó■“± ņÕµõ¾ ±ŅßŅķ.. ▌“Ņ ±ŅņĒÕĒĶÕ ŌŅńĒĶĻÓļŅ Ō
±Ķļ¾ “ŅŃŅ, „“Ņ Ķń “ÕŅĶĶ “Õ„ÕĒĶ µĶõĻŅ±“Ķ Ō ņÓļ¹§ ńÓńŅÓ§ ŃĶõŅÓŃÕŃÓ“ŅŌ ß¹ļŅ
ĶńŌÕ±“ĒŅ, „“Ņ ²“Ņ “Õ„ÕĒĶÕ ĒŅ±Ķ“ ±ļŅµĒ¹ķ §ÓÓĻ“Õ, ĻÓĻ ÓĒÕÕ Ņ“ņÕ„ÓļŅ±³
[ 30 ], Ķ “Õß¾Õ“
ŌĒĶņÓ“Õļ³ĒŅŃŅ Ķń¾„ÕĒĶ .
ĀĀ ┬ ±Ō ńĶ ± ²“Ķņ Ķ ŌŅńĒĶĻļÓ ĒÕŅߧŅõĶņŅ±“³ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ
Ķń¾„ÕĒĶ Ķ±“Õ„ÕĒĶ ’Ņõ¾Ļ“ŅŌ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹ ± “Õņ, „“Ņß¹ Ķń¾„Ķ“³ ÕŃŅ
§ÓÓĻ“ÕĶ±“ĶĻ¾ Ķ Ņ’ÕõÕļĶ“³ Ņ±ĒŅŌ¹Õ ÕŃŅ ńÓĻŅĒŅņÕĒŅ±“Ķ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ß¹ļĶ
ĶńļŅµÕĒ¹ Ō¹°Õ.
5.6.2.Ā
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ó±„Õ“Ó ĒŅņ ±¾ņņÓĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĀĀ ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¢ ±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ņ±ĒŅŌ¹ŌÓļ± ĒÓ õŌ¾§
Ņ±ĒŅŌĒ¹§ ņÕ“ŅõĶ„Õ±ĻĶ§ ’ŅļŅµÕĒĶ §. ŽÕŌŅÕ ±Ņ±“Ņ ļŅ Ō “Ņņ, „“Ņ Ō Ó±„Õ“ÕĀ Ķ±’Ņļ³ńŅŌÓļÓ±³ ńÓŌĶ±ĶņŅ±“³ Ķ±“Õ„ÕĒĶ µĶõĻĶ§
ĻŅņ’ŅĒÕĒ“ŅŌ Ķ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ō ŌĶõÕ ńÓŌĶ±ĶņŅ±“Ķ ╩ = Qµ./Ā QŃ, ’Ņļ¾„ÕĒĒŅķ ĒÓ Ņ±ĒŅŌÕ ÓĒÕÕ
’ŅŌÕõÕĒĒŅŃŅ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ Ķ±±ļÕõŅŌÓĒĶ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ „ÕÕń
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ. ┬“ŅÓ ±Ņ±“Ņ ļÓ Ō “Ņņ, „“Ņ ĻŅļĶ„Õ±“ŌŅ Ķ §ÓÓĻ“ÕĶ±“ĶĻÓ
Ō±“Õ„Ó■∙Ķ§± õÕ¶ÕĻ“ŅŌ õļ Ņ÷ÕĒĻĶ ĻÓ„Õ±“ŌÓ ±ŌÓĒ¹§ °ŌŅŌ, õŅļµĒ¹ Ķ±’Ņļ³ńŅŌÓ“³±
ĒÓ Ņ±ĒŅŌÕ ±“Ó“Ķ±“Ķ„Õ±ĻŅŃŅ Ņß±ļÕõŅŌÓĒĶ ßŅļ³°ŅŃŅ „Ķ±ļÓ Ņß±ļÕõŅŌÓŌ°Ķ§± ÓĻÕ“.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, õŅ’¾±“Ķņ¹ķ ’Ņ“ŅĻ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ QŃ ’Ķ ’ŅŌÕĻÕ ĒÓ
ŃÕņÕ“Ķ„ĒŅ±“³ Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ß¾õÕ“ ±Ņ±“ÓŌļ “³:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Gµ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŃĀ =ĀĀĀ ╩² ę²ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ.(5.6.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŃĀ =ĀĀĀ ╩² ę²ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ.(5.6.1į)
ŃõÕ: ę² ¢Ā Ó±„Õ“ĒÓ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĶńõÕļĶ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ,
ĀĀĀĀĀĀĀ ╩² ¢ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ķ ĻŅ²¶¶Ķ÷ĶÕĒ“ (²ĻŌĶŌÓļÕĒ“
Ķ±“Õ„ÕĒĶ ) ’ÕÕ±„Õ“Ó ŌÕļĶ„ĶĒ¹ ’Ņ“ŅĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ ĒÓ ±ĻŅŅ±“³ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“Ó
¢ Ń/ļ.ņĻ.
ĀĀĀ ąÓ±„Õ“ĒŅÕ ŌÕņ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ę² Ņ’ÕõÕļ Õ“±
Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĻŅĒ±“¾Ļ÷ĶĶ Ņß·ÕņÓ ĒÓ“ÕĻÓĒĶ ĻŅņ’ŅĒÕĒ“Ó, Ó “ÓĻµÕ Ō
’Õõ’ŅļŅµÕĒĶĶ “ŅŃŅ, „“Ņ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ “Õ„Ķ ĒÓ ĶńõÕļĶĶ ĒÓ„ĶĒÓÕ“± ±Óń¾ µÕ
’Ņ±ļÕ ńÓ’ÓŌĻĶ Ķ ńÓĻ¾’ŅĻÓ ÕÕ ĒÕ ’ŅĶ±§ŅõĶ“ ńÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ┬ “ÓĻŅņ
’Õõ’ŅļŅµÕĒĶĶĀ õļ Ņß·ÕņŅŌ, Ō ĻŅ“Ņ¹Õ
ĒÕ“ õŅ±“¾’Ó ńÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ę² ’ĶĒĶņÓÕ“± ÓŌĒ¹ņ Ō±Õķ
’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ─ļ “Õ§ Ņß·ÕņŅŌ,Ā ŃõÕ ĶņÕÕ“± ŌŅńņŅµĒŅ±“³ õŅ±“¾’Ó Ķ Ō ĻŅ“Ņ¹§ ’ŅĶ±§ŅõĶ“
’ÕĶŅõĶ„Õ±ĻÓ ±ņÕĒÓ ŌŅńõ¾§Ó ’Ķ ÕŃļÓņÕĒ“Ó§, ę² ’ĶĒĶņÓÕ“± ÓŌĒ¹ņ
ņÕµÕŃļÓņÕĒ“ĒŅņ¾ ’ÕĶŅõ¾. įÓĻ“Ņ ńÓÓ±“ÓĒĶ ¾„Ķ“¹ŌÓÕ“± Ō ŌÕļĶ„ĶĒÕ ╩².
Ā Ā┴ÓļÓĒ± Ķ±“ÕĻÓÕņŅŃŅ ĻŅņ’ŅĒÕĒ“Ó
Ķń ĶńõÕļĶ Ō ±¾§Ņķ Ņ“±ÕĻ, ’Õõ±“ÓŌļ ■∙Ķķ ±ŅßŅķ Ņß·Õņ ĒÓ“ÕĻÓĒĶ , Ō Ņß∙Õņ ŌĶõÕ
ņŅµĒŅ ńÓ’Ķ±Ó“³ Ō ±ļÕõ¾■∙Õņ ŌĶõÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ GµĀ =Ā ∆ GŌĀ +Ā ∆ G±Ā +Ā ∆G§.±Ō.ĀĀĀĀĀĀĀ ģģģģģģ..(5.6.2į)
Ā ŃõÕ:Ā ∆GŌ ¢ Ņ±“Ó“Ņ„ĒŅÕ ĻŅļĶ„Õ±“ŌŅ
ĻŅņ’ŅĒÕĒ“Ó Ō ±ŌŅßŅõĒ¹§ Ņß·ÕņÓ§ ĶńõÕļĶ V1 , ŅßÓń¾■∙Ķ§
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ĒĶ§ ĻŅĒ÷ÕĒ“Ó÷Ķ■ č ’Ņõ¾Ļ“Ó,ĀĀĀĀ ∆ Gc = V1 C
ĀĀĀĀĀĀĀĀĀĀ ∆G± ¢ ĻŅļĶ„Õ±“ŌŅ ±ŅßĶŅŌÓĒĒŅŃŅ
ĻŅņ’ŅĒÕĒ“Ó ņÓ“ÕĶÓļÓņĶ ’ŅŌÕ§ĒŅ±“Ķ ÓĻÕ“¹, Ó “ÓĻµÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō±“¾’Ó■∙ĶÕ ± ĒĶņĶ Ō §ĶņĶ„Õ±Ļ¾■ ±Ō ń³,
ĀĀĀĀĀĀĀĀĀĀ ∆G§.±Ō. ¢ ĻŅļĶ„Õ±“ŌŅ ĻŅņ’ŅĒÕĒ“Ó,
Ō±“¾’Ó■∙ÕŃŅ Ō ±Ō ń³ ± ĻĶ±ļŅŅõŅņ Ķ ŌļÓŃŅķ ŌŅńõ¾§Ó Ō
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ“±ÕĻÓ§ ĶńõÕļĶ .
ĀĀĀĀĀĀĀĀĀĀ ╬’ÕõÕļÕĒĶÕ õŅ’¾±“ĶņŅķ ŌÕļĶ„ĶĒ¹ Gµ ņŅµÕ“ ’ŅĶńŌŅõĶ“³± ĒÓ
Ņ±ĒŅŌÓĒĶĶ ŅõĒŅŃŅ Ķń ±ļÕõ¾■∙Ķ§ Ķ±§ŅõĒ¹§ ’ŅļŅµÕĒĶķ.
1. ╠Ó“ÕĶÓļ¹ ±¾§Ķ§ Ņ“±ÕĻŅŌ
ĶńõÕļĶ , Ļ¾õÓ ’ŅĶ±§ŅõĶ“ ĒÓ“ÕĻÓĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ, Ōļ ■“± ĻŅŅńĶŅĒĒŅ ±“ŅķĻĶņĶ Ķ
õŅ’¾±ĻÓ■“ ĒÓļĶ„ĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ Ō’ļŅ“³ õŅ Ōń¹ŌŅŅ’Ó±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ.Ā ŽÕõÕļ¹ ±ÓņŅŌŅ±’ļÓņÕĒÕĒĶ ’ÓŅŌ ═─╠├ ’Ķ
±ŅŌņÕ∙ÕĒĶĶ ± ’ÓÓņĶ └ę Ō ±¾§Ņņ ÓńŅ“Õ Ķ ŌŅńõ¾§Õ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 5.6.1ę [ 57
] .
ŽÕõÕļ¹ ±ÓņŅŌŅ±’ļÓņÕĒÕĒĶ
ŅõĒŅŃŅ Ķń ĻŅņ’ŅĒÕĒ“ŅŌ ’Ķ ±ņÕ°ÕĒĶĶ Ō µĶõĻŅķ ¶ÓńÕ õ¾ŃŅŃŅĀ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 5.6.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀęÓßļĶ÷Ó 5.6.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęÕņ’Õ ¢ĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ Ā ═─╠├ĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ └ęĀĀĀĀĀĀ ┬Õņ ńÓ-
ĀĀĀĀĀĀĀĀĀĀ ’ÕÓ“¾ÓĀĀĀĀĀĀĀĀĀ
ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ õÕµĻĶĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŌŅ±’ļÓņÕ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŌŅ±’ļÓņÕ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ŌŅńõ¾§ÕĀĀĀĀ ŌĀ
ÓńŅ“ÕĀĀĀĀĀĀ Ō ŌŅńõ¾§ÕĀĀĀ ŌĀĀ
ÓńŅ“ÕĀĀĀĀ ĒÕĒĶ ±ÕĻ.
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀ ĀĀĀ110ĀĀĀĀĀĀĀĀĀĀĀ 200ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,023
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 50ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 60ĀĀĀĀĀĀĀĀĀĀĀĀĀ
70ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,023ĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 5.6.2ę
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęÕņ’ÕÓ-ĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ ņŃ/ļĀĀĀ
╩ŅĒ÷ÕĒ“Ó÷Ķ ņŃ/ļĀĀĀĀĀĀ ┬Õņ ńÓ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęÕņ’ÕÓ-ĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ ņŃ/ļĀĀĀ
╩ŅĒ÷ÕĒ“Ó÷Ķ ņŃ/ļĀĀĀĀĀĀ ┬Õņ ńÓ-
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “¾ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
õÕµĻĶ ŌŅ-ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “¾ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
õÕµĻĶ ŌŅ-ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═─╠├ĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀĀ
═─╠├ĀĀĀĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀĀ ±’ļÓņÕĒ. ±ĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 250ĀĀĀĀĀĀĀĀĀĀ
ŲĶõĻÓ ĀĀĀĀĀ ŲĶõĻÓ ĀĀĀĀĀĀĀĀĀ 350ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,07
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀŌ ŌŅńõ¾§ÕĀĀĀ
ĻÓ’ļ ĀĀĀĀĀĀĀĀĀ ĻÓ’ļ ĀĀĀĀĀĀĀĀĀ Ō ÓńŅ“Õ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 50ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 350ĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕĀĀĀĀĀĀĀĀĀĀ 400ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,07Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō ÓńŅ“ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŌ ÓńŅ“Õ
![]()
Ā═ĶµĒĶķ ’ÕõÕļ Ōń¹ŌŅŅ’Ó±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ═─╠├ ± ŌŅńõ¾§Ņņ ’Ķ
ŌĒÕ°ĒÕņ ŌŅńõÕķ±“ŌĶĶĀ (¾õÓ, Ķ±ĻÓ Ķ
“.’.) ’Ķ “Õņ’ÕÓ“¾Õ 20Ņč ĒÓ§ŅõĶ“± Ō ’ÕõÕļÓ§ 1,9 -3% Ņß·ÕņĒ¹§,
„“Ņ ±ŅŅ“ŌÕ“±“Ō¾Õ“ 51-80 ņŃ/ļ.
2. ŽĶņÕĒÕĒĒ¹Õ ņÓ“ÕĶÓļ¹ Ōļ ■“±
ĻŅŅńĶŅĒĒŅ ±“ŅķĻĶņĶ õŅ ŌŅńõÕķ±“ŌĶ Ņ’ÕõÕļÕĒĒŅķ ŌÕļĶ„ĶĒ¹ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ
ĻŅņ’ŅĒÕĒ“ŅŌ. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ ²“Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ĶĒĶņÓ■“± ńÓ ’ÕõÕļ³ĒŅ
õŅ’¾±“Ķņ¹Õ. ┬ÕļĶ„ĶĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ Ņ’ÕõÕļ Õ“± ±“ŅķĻŅ±“³■ ĒŅņÕĒĻļÓ“¾¹
’ĶņÕĒÕĒĒ¹§ ņÓ“ÕĶÓļŅŌ. č“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ ’Ķ ŌŅńõÕķ±“ŌĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ
ÓńļĶ„Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ķń¾„ÓļÓ±³ ņĒŅŃĶņĶ ŅŃÓĒĶńÓ÷Ķ ņĶ. ąÕń¾ļ³“Ó“¹ ²“Ķ§
Ķ±±ļÕõŅŌÓĒĶķ ĒÓĶßŅļÕÕ ’ŅļĒŅ ĶńļŅµÕĒ¹ Ō ÓßŅ“Ó§ [ 58, 59, 60].
ĀĀ ŽĶ ²“Ņņ ±ļÕõ¾Õ“ ¾„Ķ“¹ŌÓ“³, „“Ņ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ,
’Ķ ĻŅ“Ņ¹ķ Ņ’ÕõÕļÕĒÓ ±“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ, ņŅŃ¾“ ĒÕ ±ŅŅ“ŌÕ“±“ŌŅŌÓ“³
ĻŅĒ÷ÕĒ“Ó÷Ķ ņ, ’Ķ ĻŅ“Ņ¹§ ß¾õ¾“ ±Ņ§ÓĒ “³ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ÓŃÕŃÓ“¹,
ĶńŃŅ“ŅŌļÕĒĒ¹Õ Ķń “Õ§ µÕ ņÓ“ÕĶÓļŅŌ. ▌“Ņ Ņß· ±Ē Õ“± Ā “Õņ, „“ŅĀ õļ ßŅļ³°ĶĒ±“ŌÓ
ÓŃÕŃÓ“ŅŌ ĶńņÕĒÕĒĶÕ Ķ§ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ĒÓ§ŅõĶ“± Ō ±ļŅµĒŅķ ńÓŌĶ±ĶņŅ±“Ķ Ņ“
ĶńņÕĒÕĒĶ ±ŌŅķ±“Ō ņÓ“ÕĶÓļŅŌ, Ķń ĻŅ“Ņ¹§ ĶńŃŅ“ŅŌļÕĒ ÓŃÕŃÓ“. ŽŅ²“Ņņ¾ Ō¹ßŅ
õŅ’¾±“Ķņ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌĀ
’Ņ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ōļ Õ“± ’ÕõŌÓĶ“Õļ³Ē¹ņ. ŽŅõ“ŌÕµõÕĒĶÕņ ’ÓŌĶļ³ĒŅ±“Ķ
Ō¹ßÓĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ õŅļµĒŅ ’ŅŌŅõĶ“³± ’¾“ÕņĀ Ķ±’¹“ÓĒĶ ĒÓ“¾Ē¹§ ÓŃÕŃÓ“ŅŌĀ
’Ķ Ō¹õÕµĻÕ Ķ§ Ō ’ÓÓ§ ĻŅņ’ŅĒÕĒ“ŅŌ.
3. ┬ÕļĶ„ĶĒÓ õŅ’¾±“ĶņŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ ŅŃÓĒĶ„ĶŌÓÕ“± ±ÓĒĶ“ÓĒŅķ ĒŅņŅķ Ķ±§Ņõ Ķń
¾±ļŅŌĶķ ŅßÕ±’Õ„ÕĒĶ õŅ±“¾’Ó Ļ ĶńõÕļĶ■ Ņß±ļ¾µĶŌÓ■∙ÕŃŅ ņÓ“ÕĶÓļÓ Ō ļ■ßŅÕ ŌÕņ
ßÕń ’ĶņÕĒÕĒĶ ĻÓĻĶ§ ļĶßŅ ±’Õ÷ĶÓļ³Ē¹§ ńÓ∙Ķ“Ē¹§ ņÕ.Ā čÓĒĶ“ÓĒÓ ĒŅņÓ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ ÓŌĒÓ õļ └ę ¢
0,005 ņŃ/ļ Ķ õļ ═─╠├ ¢ 0,0001 ņŃ/ļ.
4. ╩ ĶńõÕļĶ■ ’Õõ· Ōļ ■“±
“ÕßŅŌÓĒĶ ŅßÕ±’Õ„ÕĒĶ ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ŽŅõ ²“Ķņ “ÕßŅŌÓĒĶÕņ
’ŅõÓń¾ņÕŌÓ■“± ¾±ļŅŌĶ , ĻŅŃõÓ ±¾∙Õ±“Ō¾■∙ĶņĶ ±Õõ±“ŌÓņĶ §ĶņĶ„Õ±ĻŅŃŅ ĻŅĒ“Ņļ ĒÕ
ŅßĒÓ¾µĶŌÓļÓ±³ ß¹ ĒĶĻÓĻÓ ńÓŃÓńŅŌÓĒĒŅ±“³ Ō “Õ„ÕĒĶÕ Ō±ÕŃŅ ±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ū¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ’ÕÕĒŅ±Ē¹§ ±Õõ±“Ō §ĶņĶ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ ’ĶĒĶņÓÕ“± ÓŌĒŅķ
0,0005 ņŃ/ļ. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ “ÓĻÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ĶĒĶņÓÕ“± ńÓ ’ÕõÕļ³ĒŅ
õŅ’¾±“Ķņ¾■.. ŽĶ ²“Ņņ ±“ÓŌ “± “ÕßŅŌÓĒĶ , „“Ņ ’Ķ ĻŅĒ“ŅļÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō
’ŅĶńŌŅõ±“ŌÕĀ ± „¾Ō±“ŌĶ“Õļ³ĒŅ±“³Ā ±ŅŅ“ŌÕ“±“Ō¾■∙Õķ Ó±±„Ķ“ÓĒĒ¹ņ ĒŅņÓņ
ŃÕņÕ“Ķ„ĒŅ±“Ķ. ļ■ß¹Õ ŅßĒÓ¾µÕĒĒ¹Õ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÕ õŅ’¾±ĻÓ■“± . ▌“Ķņ
“ÕßŅŌÓĒĶÕņ õŅ±“ĶŃÓÕ“± “Ņ, „“Ņ ĶńõÕļĶÕ ĒÕ ß¾õ¾“ ĶņÕ“³ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ÓÓņĶ
ĻŅņ’ŅĒÕĒ“ŅŌ õÓµÕ ± ĻŅĒ÷ÕĒ“Ó÷Ķ ņĶ ĒĶµÕ ±ÓĒĶ“ÓĒ¹§ ĒŅņ. ŽĶ “ÓĻĶ§ “ÕßŅŌÓĒĶ §
±Ņ±“ÓŌļ ■∙ĶÕĀ ∆G±ĀĀ ĶĀ ∆G§.±Ō. Ō ¾ÓŌĒÕĒĶĶ 5.6.2į ß¾õ¾“
ÓŌĒ¹Ā Ē¾ļ■, “.Ļ. Ō ²“Ņņ ±ļ¾„ÓÕ ±Ņß÷Ķ
Ķ §ĶņĶ„Õ±ĻÓ ±Ō ń³ Ō¹“ÕĻ°Ķ§ ĻŅņ’ŅĒÕĒ“ŅŌ ß¾õ¾“ Ņ“±¾“±“ŌŅŌÓ“³.
ĀĀ ęÓĻĶÕ µÕ±“ĻĶÕ “ÕßŅŌÓĒĶ ĒÕ Ō±ÕŃõÓ ņŅŃ¾“ ß¹“³ ŅßÕ±’Õ„ÕĒ¹
’ŅĶńŌŅõ±“ŌŅņ Ķ ŅĒĶ ’Õõ· Ōļ ■“± Ļ ĒÓĶßŅļÕÕ Ņ“ŌÕ“±“ŌÕĒĒ¹ņ ĶńõÕļĶ ņ Ķ
ÓŃÕŃÓ“Óņ, ŃõÕ ņŅµÕ“ ’Ņ Ōļ “³± ńÓŃÓńŅŌÓĒĒŅ±“³. ═ÓĶßŅļ³°Ó ±ļŅµĒŅ±“³ Ō
ŅßÕ±’Õ„ÕĒĶĶ ²“Ķ§ “ÕßŅŌÓĒĶķ ’Ķ ßŅļ³°Ņņ ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ŌŅńĒĶĻÓÕ“ “Óņ, ŃõÕ
ĶņÕ■“± ņÕļÕĒ³ĻĶÕ Ņß·Õņ¹ ĒÓ“ÕĻÓĒĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ.
Ā ŽŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’Ņ ±Ņß÷ĶĶ ’ŅĻÓńÓļĶ, „“Ņ ÕÕ ŌÕļĶ„ĶĒÓ
ÓńļĶ„ĒÓ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ õŅ’¾±“ĶņŅķ ÓŌĒŅŌÕ±ĒŅķĀ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ķ ’ĶņÕĒĒŅķ ĒŅņÕĒĻļÓ“¾¹
ņÓ“ÕĶÓļŅŌ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ’ĶŌŅõ “± õÓļÕÕ ’Ņ “ÕĻ±“¾ [61].
Ā ═Ó ąĶ±. 5.6.1.ą ĒÓ ŅõĒŅņ ŃÓ¶ĶĻÕ ’Õõ±“ÓŌļÕĒ¹ ŌÕļĶ„ĶĒ¹ ’ŅļĒŅķ
±Ņß÷ĶĶĀ ’Ņ └ę Ķ ═─╠├ ÓńļĶ„Ē¹§
ņÓ“ÕĶÓļŅŌ Ķ ÓŃÕŃÓ“ŅŌ, ¾„Ķ“¹ŌÓ , „“Ņ ŌÕļĶ„ĶĒ¹ ±Ņß÷ĶĶ õļ ²“Ķ§ ĻŅņ’ŅĒÕĒ“ŅŌ
ņÓļŅ ÓńĒ “± Ō ŅßļÓ±“Ķ Ķ§ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ’ÕõÕļÓ§ 1.10-1 ¢ 1.10-3
ļ. ņĻ/ ±ÕĻ, „“Ņ ß¾õÕ“ ŌĶõĒŅ Ķń õÓļ³ĒÕķ°Ķ§ ņÓ“ÕĶÓļŅŌ ŃļÓŌ¹ Ņ ±Ņß÷ĶĶ.
čŅ’Ņ±“ÓŌļ “³ ²“Ķ õÓĒĒ¹Õ Ķ ’ŅŌŅõĶ“³ ’Ņ ĒĶņ ŅõĒ¾ ĻĶŌ¾■ ĒÓ ŅõĒŅņ ŃÓ¶ĶĻÕ ĒÕ
±ŅŌ±Õņ ’ÓŌŅŌÕĒŅ ± “Ņ„ĻĶ ńÕĒĶ ±“ŅŃŅ±“Ķ ĒÓ¾„ĒŅŃŅ ’Ņõ§ŅõÓ. ╬õĒÓĻŅ,
ĶńŅßÓµÕĒĒ¹Õ Ō ļŅŃÓĶ¶ņĶ„Õ±ĻĶ§ ĻŅŅõĶĒÓ“Ó§ ŅĒĶ ŅßÓń¾■“ ļĶĒÕķĒ¾■ ńÓŌĶ±ĶņŅ±“³,
ĻŅ“Ņ¾■ ņŅµĒŅ Ķ±’Ņļ³ńŅŌÓ“³ õļ Ņ÷ÕĒŅ„Ē¹§ Ó±„Õ“ŅŌ.
ĀęÓĻĶņ ŅßÓńŅņ, ĻŅļĶ„Õ±“ŌŅ Ō¹“ÕĻ°ÕŃŅ ’Ņõ¾Ļ“Ó, ĻŅ“ŅŅÕ ß¾õÕ“
±ŅßĶŅŌÓ“³± ’ŅŌÕ§ĒŅ±“³■ ņÓ“ÕĶÓļŅŌ ±¾§Ķ§ Ņ“±ÕĻŅŌ ĶńõÕļĶ Ņ’ÕõÕļ Õ“±
Ō¹ÓµÕĒĶÕņ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆G± = Σ ╩ ξi siĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ .....................ĀĀĀ (5.6.3į)
ŃõÕ:ĀĀĀ ╩ξi
¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ ±Ņß÷ĶĶ ±ŅŅ“ŌÕ“±“Ō¾■∙ÕŃŅ ņÓ“ÕĶÓļÓ Ō Ń/ņ2,
ĀĀĀĀĀĀĀĀĀĀĀ si ¢ ’ļŅ∙Óõ³ ’ŅŌÕ§ĒŅ±“Ķ ĻÓµõŅŃŅ
ņÓ“ÕĶÓļÓ . Ō¹§Ņõ ∙ÕŃŅ Ō ±¾§Ņķ Ņ“±ÕĻ Ō ņ2
Ā ╩ŅļĶ„Õ±“ŌŅ ’ÓŅŌ ŅĻĶ±ļĶ“Õļ Ķ ŃŅ■„ÕŃŅ, ±Ō ń¹ŌÓÕņ¹§ ĻĶ±ļŅŅõŅņ Ķ
ŌļÓŃŅķ ŌŅńõ¾§Ó,Ā Ņ’ÕõÕļ Õ“± ± ’ŅņŅ∙³■
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¾±“ÓĒÓŌļĶŌÓÕņ¹§ ĻŅĒ±“ÓĒ“ ±ĻŅŅ±“Ķ ŌńÓĶņŅõÕķ±“ŌĶ Ņ“ ŌÕļĶ„ĶĒ¹
õŅ’¾±“ĶņŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ [57] :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆ G§.±Ō. = č ╩Ō V τĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģĀĀĀ (5.6.4į)
ŃõÕ:Ā č ¢ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ ņŃ/ļ
ĀĀĀĀĀĀĀĀ τ
¢ ŌÕņ ŌńÓĶņŅõÕķ±“ŌĶ ’ÓŅŌ ± ĻĶ±ļŅŅõŅņ Ķ ŌļÓŃŅķ ŌŅńõ¾§Ó
ĀĀ ╩ŅĒ±“ÓĒ“Ó ŌńÓĶņŅõÕķ±“ŌĶ ╩Ō. ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ ±
ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó Ķ ŌļÓŃŅķ ŌŅńõ¾§Ó ±ļÕõ¾■∙ĶÕ:Ā
Ā - õļ Ā └ęĀĀĀ ’Ķ ŌļÓµĒŅ±“Ķ φ = 30%Ā ĶĀ t = 20ŅčĀĀĀĀĀĀĀĀ - 1,5.10-8 ±ÕĻ-1
Ā - õļ ═─╠├ ’Ķ ŌļÓµĒŅ±“Ķ φ = 60%Ā ĶĀ t = 20Ņ±ĀĀĀĀĀĀĀĀĀ - 5.10-6 ±ÕĻ-1
ĀŽĶ ’ŅŌ¹°ÕĒĶĶ ĶļĶ ’ŅĒĶµÕĒĶĶ “Õņ’ÕÓ“¾¹ ĒÓ 10Ņč
ĻŅĒ±“ÓĒ“Ó ŌńÓĶņŅõÕķ±“ŌĶ ’ŅŌ¹°ÓÕ“± ĶļĶ ’ŅĒĶµÓÕ“± Ō 1,5 ÓńÓ. ┼±ļĶ
Ņ“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³ Ņ“ļĶ„ÓÕ“± Ņ“ ńĒÓ„ÕĒĶ 30%, “Ņ ĻŅĒ±“ÓĒ“Ó ŃĶõŅļĶńÓ
’ÓŅŌ └ę Ō¹„Ķ±ļ Õ“± ’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŌφĀ = ╩Ō30 (φ/30)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģ(5.6.5į)
ŽŅ ĒÓķõÕĒĒ¹ņ ńĒÓ„ÕĒĶ ņĀ ∆ GŌ ; ∆ G± ; ∆G§.±Ō., Ķ±’Ņļ³ń¾ ¾ÓŌĒÕĒĶÕ 5.6.2į
ĒÓ§ŅõĶ“± ĻŅļĶ„Õ±“ŌŅ ’Ņõ¾Ļ“Ó Gµ, ĻŅ“ŅŅÕ ņŅµÕ“ Ō¹“Õ„³ Ķń
“Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ŌŅ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ╬’ÕõÕļÕĒĒ¹ķ ’Ņ ¶Ņņ¾ļÕ 5.6.1į ’Ņ“ŅĻ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ QŃ Ō ’Ņ÷Õ±±ÕĀ ĶńŃŅ“ŅŌļÕĒĶ Ņ±¾∙Õ±“Ōļ Õ“±
’ŅÓŃÕŃÓ“ĒŅ. ŽŅ²“Ņņ¾ ²“Ņ“ ±¾ņņÓĒ¹ķ ’Ņ“ŅĻ ĒÕŅߧŅõĶņŅ Ó±’ÕõÕļ “³ ’Ņ ÓŃÕŃÓ“Óņ.
ęÓĻŅÕ Ó±’ÕõÕļÕĒĶÕ ņŅµÕ“ ß¹“³ ’ŅĶńŌÕõÕĒŅ “ŅŃõÓ, ĻŅŃõÓ ĶńŌÕ±“Ē¹ Ķ±“Ņ„ĒĶĻĶ
“Õ„Õķ. ╚ń¾„ÕĒĶÕ ²“ŅŃŅ ŌļÕĒĶ ’ŅĻÓńÓļŅ, „“Ņ õļ ÷Õļ³ĒŅ±ŌÓĒ¹§ ĻŅĒ±“¾Ļ÷Ķķ
Ķ±“Ņ„ĒĶĻŅņ ’Ņ ŌļÕĒĶ “Õ„Õķ Ōļ ■“± ±ŌÓĒ¹Õ °Ō¹ Ķ ŅĻŅļŅ°ŅŌĒÓ ńŅĒÓ. ┬ ²“Ņņ
±ļ¾„ÓÕ Ó±’ÕõÕļÕĒĶÕ ±¾ņņÓĒŅŃŅ ’ŅĻÓ QŃ õÕ“Óļ ņĶ, Ō§Ņõ ∙ĶņĶ Ō ŅõĶĒ
Ķ “Ņ“ µÕ Ņß·Õņ ĒÓ“ÕĻÓĒĶ , ’ŅĶńŌŅõĶ“± ’Ņ’Ņ÷ĶŅĒÓļ³ĒŅ õļĶĒÕ ±ŌÓĒ¹§ °ŌŅŌ ’Ņ
¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Gµ ℓi
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŃiĀĀ =ĀĀĀ
╩² ę² Σ ℓiĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀģģģģģ(5.6.6į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŃiĀĀ =ĀĀĀ
╩² ę² Σ ℓiĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀģģģģģ(5.6.6į)
ŃõÕ :Ā ℓi Ā- õļĶĒÓ ±ŌÓĒŅŃŅ °ŌÓ õÕ“ÓļĶ, Ō õÓĒĒ¹ķ ±¾§Ņķ Ņ“±ÕĻ.
Ā
┬ÕļĶ„ĶĒ¾ Ō ńĒÓņÕĒÓ“ÕļÕ
¶Ņņ¾ļ¹ 5.6.6į ņŅµĒŅ Ņ’ÕõÕļĶ“³, ĻÓĻ ¾õÕļ³Ē¹ķ ’Ņ“ŅĻ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ ± ÕõĶĒĶ÷¹
õļĶĒ¹ ±ŌÓĒŅŃŅ °ŌÓ ’Ķ õŅ’¾∙ÕĒĶĶ, „“Ņ ĒÓ ĻÓµõŅķ ÕõĶĒĶ÷Õ ±ŌÓĒŅŃŅ °ŌÓ ŌŅńņŅµĒŅ
’Ņ ŌļÕĒĶÕ ŅõĒŅķ “Õ„Ķ ńÓõÓĒĒŅķ ŌÕļĶ„ĶĒ¹. ═Ņ “ÓĻŅÕ ’Õõ’ŅļŅµÕĒĶÕ ß¾õÕ“
ĒÕ’ÓŌŅņÕĒ¹ņ, ’Ņ±ĻŅļ³Ļ¾ ĻÓ„Õ±“ŌŅ Ō¹’ŅļĒÕĒĶ ±ŌÓĒ¹§ °ŌŅŌ Ō ’Ņ÷Õ±±Õ
ĶńŃŅ“ŅŌļÕĒĶ õŅ±“Ó“Ņ„ĒŅ Ō¹±ŅĻŅÕ Ķ “Õ„Ķ Ō±“Õ„Ó■“± Ķ ¾±“ÓĒ ■“± Ō ’ŅĶńŌŅõ±“ŌÕ
ĒÕ “ÓĻ „Ó±“Ņ.
Ā ╩Ó„Õ±“ŌŅ ±ŌÓĒŅŃŅ °ŌÓ, ŌļĶ ■∙ÕÕ ĒÓ ĻŅļĶ„Õ±“ŌŅ Ō±“Õ„Ó■∙Ķ§±
õÕ¶ÕĻ“ŅŌ Ni Ō ĒÕņ, ņŅµĒŅ ¾„Õ±“³ ’¾“Õņ ŌŌÕõÕĒĶ
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ĻÓ„Õ±“ŌÓ α:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ αĀĀ =ĀĀ N/ ℓiĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ (5.6.7į)
ĀĀ
┬ŌÕõÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
ĻÓ„Õ±“ŌÓ ±ŌÓĒŅŃŅ °ŌÓ Ō ¾ÓŌĒÕĒĶÕ 5.6.6į ŅńĒÓ„ÓÕ“, „“Ņ ’Ķ Ņ’ÕõÕļÕĒĶĶ
¾õÕļ³ĒŅŃŅ ’Ņ“ŅĻÓ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ō Ó±„Õ“ ’ĶĒĶņÓÕ“± ĒÕ Ō± õļĶĒÓ ±ŌÓĒŅŃŅ
°ŌÓ, Ó ’ĶŌÕõÕĒĒÓ ŌÕļĶ„ĶĒÓ, Ņ’ÕõÕļÕĒĒÓ ÕŃŅ ĻÓ„Õ±“ŌŅņ. ŽŅ Õń¾ļ³“Ó“Ņņ
Ņß±ļÕõŅŌÓĒĶ Õń¾ļ³“Ó“ŅŌ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌĀ Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ßÓĻŅŌ 26 ĶńõÕļĶķ
ĻŅ²¶¶Ķ÷ĶÕĒ“ ĻÓ„Õ±“ŌÓ ±ŌÓĒ¹§ °ŌŅŌ ±Ņ±“ÓŌĶļ α±. = 1.10-4
“Õ„³ /±ņ . ┬ÕļĶ„ĶĒÓ õÓĒĒŅŃŅ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ¾ĻÓń¹ŌÓÕ“ ĒÓ “Ņ, „“Ņ ŅõĶĒ õÕ¶ÕĻ“ Ō
’ŅĶńŌŅõ±“ŌÕ Ō±“Õ„ÓÕ“± ĒÓ 10000 ±ņ ’ŅŃŅĒĒ¹§ ±ŌÓĒŅŃŅ °ŌÓ.
Ā ęÓĻĶņ ŅßÓńŅņ, ¾õÕļ³Ē¹ķ ’Ņ“ŅĻ ŃÓńÓ qŃÓńÓ i ,
’Ķ§Ņõ ∙Ķķ ĒÓ ÕõĶĒĶ÷¾ õļĶĒ¹ ±ŌÓĒŅŃŅ °ŌÓ ’ŅŌÕ Õņ¹§ õÕ“ÓļÕķ, Ō§Ņõ ∙Ķ§ Ō õÓĒĒ¹ķ
Ņß·Õņ, Ņ’ÕõÕļ Õ“± Ō¹ÓµÕĒĶÕņ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Gµ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀqŃÓńÓ,iĀ =ĀĀ ╩²
ę² ΣαiℓiĀĀĀĀĀĀĀĀĀ ģģģģģģģ..Ā (5.6.8į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀqŃÓńÓ,iĀ =ĀĀ ╩²
ę² ΣαiℓiĀĀĀĀĀĀĀĀĀ ģģģģģģģ..Ā (5.6.8į)
ŃõÕ:
ĀĀĀĀĀĀĀ Gµ ¢ „Ó±“³ Ņß∙ÕŃŅ õŅ’¾±“ĶņŅŃŅĀ ĻŅļĶ„Õ±“ŌÓ ’Ņõ¾Ļ“Ó, ĻŅ“ŅŅÕ ņŅµÕ“ ’Ņ’Ó±“³ Ō õÓĒĒ¹ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņß·Õņ/
Āč¾ņņÓĒ¹ķ ’Ņ“ŅĻ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ õļ õÕ“ÓļĶ, ĶņÕ■∙Õķ õļĶĒ¾
±ŌÓĒŅŃŅ °ŌÓ ℓiĀ ß¾õÕ“
±Ņ±“ÓŌļ “³:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q ŃÓńÓ I Ā= qŃÓńÓĀ I
ℓiĀĀĀĀĀĀ
ģģģģģģģĀ (5.6.9į)
Ā
ĀĀĀĀĀĀ ╚±’Ņļ³ń¾ õÓĒĒ¹ķ ņÕ“Ņõ Ó±„Õ“Ó, õļ ÓĻÕ“¹ ėą-100 ß¹ļ
’ŅĶńŌÕõÕĒ Ó±„Õ“ ’Ņ Ņ’ÕõÕļÕĒĶ■ ĒŅņĀ
ŃÕņÕ“Ķ„ĒŅ±“Ķ [62]. ┬ÕļĶ„ĶĒÓ õŅ’¾±“ĶņŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ
’ĶĒĶņÓļÓ±³ Ķ±§Ņõ Ķń “ŅŃŅ, „“Ņ ĶńõÕļĶÕ õŅļµĒŅ ß¹“³ ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒŅ±“³■
ŃÕņÕ“Ķ„Ē¹ņ ( „Õ“ŌÕ“ŅÕ ’ŅļŅµÕĒĶÕ). ę² Ā’ĶĒĶņÓļŅ±³ ÓŌĒ¹ņ “Õņ ŃŅõÓņ. ▌ĻŌĶŌÓļÕĒ“¹ Ķ±“Õ„ÕĒĶ ’ĶĒĶņÓļ±
±ŅŃļÓ±ĒŅ ŌÕļĶ„ĶĒÓņ, ’ĶŌÕõÕĒĒ¹ņ Ō ÓńõÕļÕ 5.5.
ĀĀĀ ╠ĒŅŃŅļÕ“ĒĶķ Ņ’¹“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ²“Ķ§ ĶńõÕļĶķ ’ŅĻÓńÓļ, „“Ņ
¾±“ÓĒŅŌļÕĒĒ¹Õ ĒŅņ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅńŌŅļĶļĶ ŅßÕ±’Õ„Ķ“³ ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒ¾■
ŃÕņÕ“Ķ„ĒŅ±“³ ÓĻÕ“. ┬ ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶņÕļĶ ņÕ±“Ņ ĒÕ±ĻŅļ³ĻŅ ±ļ¾„ÓÕŌ
“Õ„Õķ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņļ³ĻŅ Ō Õń¾ļ³“Ó“Õ “ŅŃŅ, „“Ņ Ō ’Ņ÷Õ±±Õ ĒÕĻÓ„Õ±“ŌÕĒĒŅŃŅ
ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÓ ŅõĒŅņ Ķń ńÓŌŅõŅŌ ß¹ļĶ ’Ņ’¾∙ÕĒ¹ Ķ ĒÕ ¾±“ÓĒÕĒ¹ “Õ„Ķ Ō
ÓńļĶ„Ē¹§ ²ļÕņÕĒ“Ó§ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó. ╬ ĒÕĻŅ“Ņ¹§ ’Ķ„ĶĒ¹ õÓĒĒŅŃŅ
Ņß±“Ņ “Õļ³±“ŌÓ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
5.6.3Ā ╠Õ“Ņõ Ó±„Õ“Ó ĒŅņ
ļŅĻÓļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ
Ā ŽŅņĶņŅ Ņ’ÕõÕļÕĒĶ ĒŅņ ±¾ņņÓĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ŌŅńĒĶĻÓÕ“
ĒÕŅߧŅõĶņŅ±“³ Ņ’ÕõÕļ “³ ĒŅņ¹ ļŅĻÓļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ąÓ±„Õ“ ĒŅņ ļŅĻÓļ³ĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ņŅµĒŅ ’ŅĶńŌŅõĶ“³ ±ŅŃļÓ±ĒŅ ’ÕõļŅµÕĒĒŅķ ņÕ“ŅõĶĻÕ Ō ÓßŅ“Õ [ 63].
ĀĀ
╩Ķ“ÕĶÕņ ļŅĻÓļ³ĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ÕĻŅņÕĒõ¾Õ“± ’ĶĒĶņÓ“³ Ņ“ĒŅ°ÕĒĶÕ ’ĶŌÕõÕĒĒŅŃŅ ÓõĶ¾±Ó ĻÓĒÓļÓ r’ĶŌ. ņĶĻŅõÕ¶ÕĻ“Ó Ļ ĻĶ“Ķ„Õ±ĻŅņ¾
ÓõĶ¾±¾ rĻ, ĻŅ“ŅŅÕ õŅļµĒŅ ĶņÕ“³ ńĒÓ„ÕĒĶÕ ņÕĒ³°Õ ÕõĶĒĶ÷¹.
ĀĀ ═ŅņÓ ļŅĻÓļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ qõŅ’.ļŅĻ Ō¹„Ķ±ļ Õ“± Ā ’Ņ ±ŅŅ“ĒŅ°ÕĒĶ■:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ rĻ4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ qõŅ’ . ≤Ā qļŅĻ.Ā = 0,14.10 9ĀĀĀĀĀ ηŃ ℓĀĀ . ( ąĒ2Ā -ąŅ2 )ĀĀĀ +ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ qõŅ’ . ≤Ā qļŅĻ.Ā = 0,14.10 9ĀĀĀĀĀ ηŃ ℓĀĀ . ( ąĒ2Ā -ąŅ2 )ĀĀĀ +ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ rĻ3ĀĀĀĀĀĀĀ Rę ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ rĻ3ĀĀĀĀĀĀĀ Rę ĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀ +ĀĀĀ 5,54.103
.ĀĀ ℓĀĀĀĀĀĀĀĀ 2π ╠Ā . ( ąĒ
¢ ąŅ)Ā [ļ.ņĻ./±ÕĻ]ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ. (5.6.10į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀ +ĀĀĀ 5,54.103
.ĀĀ ℓĀĀĀĀĀĀĀĀ 2π ╠Ā . ( ąĒ
¢ ąŅ)Ā [ļ.ņĻ./±ÕĻ]ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ. (5.6.10į)
ŃõÕ:ĀĀĀ
ĀĀĀĀĀĀĀĀ ℓ - õļĶĒÓ ņĶĻŅĻÓĒÓļÓĀ - ņĶĒĶņÓļ³ĒÓ “Ņļ∙ĶĒÓ ±ŌÓĒ¹§ °ŌŅŌ, ĶļĶ ņĶĒĶņÓļ³ĒÓ °ĶĶĒÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ńŅĒ¹ ĻŅĒ“ÓĻ“Ó ¾’ļŅ“Ē ■∙Ķ§ ’ŅŌÕ§ĒŅ±“Õķ Óń·ÕņĒ¹§
±ŅÕõĶĒÕĒĶķ,Ā ( ±ņ),
ĀĀĀĀĀĀĀĀ ηŃ ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶĒÓņĶ„Õ±ĻŅķ Ō ńĻŅ±“Ķ
ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ, ( n3)
ĀĀĀĀĀĀĀĀ ąĒ, ąŅ ¢ õÓŌļÕĒĶÕ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ
Ķ õÓŌļÕĒĶÕ Ó“ņŅ±¶Õ¹, ŅĻ¾µÓ■∙Õķ ĶńõÕļĶÕ, (ĻŃ/±ņ2)
ĀĀĀĀĀĀĀĀ R ¢ ¾ĒĶŌÕ±Óļ³ĒÓ ŃÓńŅŌÓ
’Ņ±“Ņ ĒĒÓ ,ĀĀ ( 8,315.107
²Ń/ņŅļ³. ŃÓõ¾±)
ĀĀĀĀĀĀĀĀ ę ¢ “Õņ’ÕÓ“¾Ó ’Ķ Ķ±’¹“ÓĒĶ § ,Ā ( Ņ╩)
ĀĀĀĀĀĀĀĀ ╠ ¢ ņŅļÕĻ¾ļ Ē¹ķ ŌÕ± ŃÓńÓĀ
(Ń/ņŅļ³)
ĀĀĀĀĀĀĀĀĀ rĻ ¢ ĻĶ“Ķ„Õ±ĻĶķ ÓõĶ¾±
ņĶĻŅõÕ¶ÕĻ“Ó, ±ŅŅ“ŌÕ“±“Ō¾■∙Ķķ ¾±ļŅŌĶ■ ĒÓ§ŅµõÕĒĶ ņÕĒĶ±ĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĒ¾“Ķ ĻÓĒÓļÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀ 8Ā
ηĻ ℓ D μĻ
ąĻ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀ 8Ā
ηĻ ℓ D μĻ
ąĻ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ rĻĀĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀ η
ρ R ęĀ ∆ ąĻ ĀĀĀĀĀĀĀ+ĀĀ
hĀĀĀĀĀĀĀ ģģģģ..ĀĀ (5.6.11į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ rĻĀĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀ η
ρ R ęĀ ∆ ąĻ ĀĀĀĀĀĀĀ+ĀĀ
hĀĀĀĀĀĀĀ ģģģģ..ĀĀ (5.6.11į)
ŃõÕ:
ĀĀĀĀĀĀĀĀ D ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ
’ÓŅŌ Ō ŃÓńÕ, ńÓ’ŅļĒ ■∙Õņ ’ŅļŅ±“³ ÓŃÕŃÓ“Ó,Ā
(±ņ2/±ÕĻ)
ĀĀĀĀĀĀĀĀ ąĻ ¢ õÓŌļÕĒĶÕ ĒÓ±¹∙ÕĒĒ¹§ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“Ó,Ā (ĻŃ/±ņ2)
ĀĀĀĀĀĀĀĀ ρ-ĀĀĀ
’ļŅ“ĒŅ±“³ ĻŅņ’ŅĒÕĒ“Ó “Ņ’ļĶŌÓ,Ā
(Ń/±ņ3)
ĀĀĀĀĀĀĀĀ ∆ą ¢ ’ÕÕ’Óõ õÓŌļÕĒĶ ĻŅņ’ŅĒÕĒ“Ó “Ņ’ļĶŌÓ Ō “Ņ’ļĶŌĒŅķ
±Ķ±“Õņ¹,Ā (ĻŃ/cņ2)
ĀĀĀĀĀĀĀĀ μĻĀ
- ņŅļÕĻ¾ļ Ē¹ķ ŌÕ± ĻŅņ’ŅĒÕĒ“Ó “Ņ’ļĶŌÓ,ĀĀ
(Ń/ņŅļ³)
ĀĀĀĀĀĀĀĀ hĀ -Ā ²ņ’ĶĶ„Õ±ĻÓ ’Ņ’ÓŌĻÓ Ļ
ÓńņÕ¾ ±Õ„ÕĒĶ ņĶĻŅĻÓĒÓļÓ, ¾„Ķ“¹ŌÓ■∙Ó ±“¾Ļ“¾Ē¹Õ
ĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ’ÕŅßÓńŅŌÓĒĶ µĶõĻŅ±“Ķ Ō ĻÓ’Ķļļ ĒŅņ ’Ņ±“ÓĒ±“ŌÕ ’Ņõ õÕķ±“ŌĶÕņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ²ļÕĻ“Ņ±“Ó“Ķ„Õ±ĻŅŃŅ ’Ņļ ±“ÕĒĻĶ ĻÓĒÓļÓ.
ĀĀ ęÕßŅŌÓĒĶÕ ’Ņ ļŅĻÓļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ¾±“ÓĒÓŌļĶŌÓ■“± Ō “Ņņ
±ļ¾„ÓÕ, ĻŅŃõÓ ÕÕ ŌÕļĶ„ĶĒÓ ņÕĒ³°Õ ŌÕļĶ„ĶĒ¹ ĒŅņ¹ ±¾ņņÓĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ, „“Ņ
ÕõĻŅ ß¹ŌÓÕ“ ĒÓ ’ÓĻ“ĶĻÕ
5.7.Ā ╬“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ’Ņ
Ņ’ÕõÕļÕĒĶ■ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
ĀĀ ╬ßŅß∙ÕĒĶÕ Õń¾ļ³“Ó“ŅŌ ņĒŅŃŅ„Ķ±ļÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ’ŅńŌŅļĶļŅ
ų═╚╚╠┬ ±ŅŌņÕ±“ĒŅ ± ┬└šŪ Ķ ├╚Žš ÓńÓßŅ“Ó“³Ā
Ō 1972 ŃŅõ¾ Ņ“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ╬čęĀ
92- 1526 ¢ 72 ’Ņ Ņ’ÕõÕļÕĒĶ■ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ [64] ŌĻļ■„Ó■∙Ķķ õŌÓ Ō¹°Õ
’ĶŌÕõÕĒĒ¹§ ņÕ“ŅõÓ Ó±„Õ“Ó, ’ŅĶńŌŅõĶņ¹§Ā
ÓĒÓļĶ“Ķ„Õ±ĻĶņ Ķ ŃÓ¶Ķ„Õ±ĻĶņ ±’Ņ±ŅßŅņ.
ĀĀĀ ŽÕŌ¹ķ ņÕ“Ņõ, Ņ±ĒŅŌÓĒĒ¹ķ ĒÓ ’ŅļŅµÕĒĶ §, ĶńļÓŃÓŌ°Ķ§± ÓĒÕÕ,
ÕĻŅņÕĒõ¾Õ“± Ķ±’Ņļ³ńŅŌÓ“³ õļ ĶńõÕļĶķ, Ļ ĻŅ“Ņ¹ņ ’Õõ· Ōļ ■“± ’ŅŌ¹°ÕĒĒ¹Õ
“ÕßŅŌÓĒĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ±Ķļ¾ ĒÓļĶ„Ķ Ō Ķ§ ±¾§Ķ§ ’ŅļŅ±“ §Ā Ņ“Ļ¹“¹§ ²ļÕĻ“Ķ„Õ±ĻĶ§ ĻŅĒ“ÓĻ“ŅŌ Ķ
±ĻŅļ³ń ∙Ķ§ ’Ó, ĒÕ õŅ’¾±ĻÓ■∙Ķ§ õÓµÕ ņÓļ¹§ ±ļÕõŅŌ ĻŅŅńĶĶ Ņ“ ĒÓļĶ„Ķ ’ÓŅŌĀ ĻŅņ’ŅĒÕĒ“ŅŌ. ▌“Ķ ńÓņĻĒ¾“¹Õ ’ŅļŅ±“Ķ,
ĻŅĒ“ÓĻ“Ķ¾■∙ĶÕ ± “Ņ’ļĶŌĒ¹ņ “ÓĻ“Ņņ, ÕĻŅņÕĒõ¾Õ“± ńÓ’ŅļĒ “³ ±¾§Ķņ ÓńŅ“Ņņ.
ŽŅŌ¹°ÕĒĒ¹Õ “ÕßŅŌÓĒĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ņŅŃ¾“ ’Õõ· Ōļ “³± “ÓĻµÕ ’Ķ ĒÓļĶ„ĶĶ Ō
±¾§Ķ§ Ņ“±ÕĻÓ§Ā ĒÕ ±“ŅķĻĶ§ Ļ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĻÓĻĶ§ -ļĶßŅ ’ŅļĶņÕĒ¹§ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ.
ĀĀ ┬“ŅŅķ ņÕ“Ņõ, Ņ±ĒŅŌÓĒĒ¹ķ ĒÓ õŅ’¾∙ÕĒĶĶ ĒÓļĶ„Ķ “Õ„Õķ ±
’Ņ±ļÕõ¾■∙Ķņ Ķ§ ńÓÓ±“ÓĒĶÕņ, ÕĻŅņÕĒõ¾Õ“± Ķ±’Ņļ³ńŅŌÓ“³ õļ ĶńõÕļĶķ, ¾ ĻŅ“Ņ¹§
õŅ’¾±ĻÓÕ“± ĒÓļĶ„ĶÕ Ņ’ÕõÕļÕĒĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ±¾§Ķ§ Ņ“±ÕĻŅŌ ’ÓÓņĶ
ĻŅņ’ŅĒÕĒ“ŅŌ.
ĀĀ ═ÓĶßŅļÕÕ ±¾∙Õ±“ŌÕĒĒ¹ņ Ņ“ļĶ„ĶÕņ ņÕ“ŅõŅŌ ±“ÓĒõÓ“Ó Ņ“ ņÕ“ŅõÓ,
ĶńļŅµÕĒĒŅŃŅ Ō ĒÓ±“Ņ ∙Õķ ÓßŅ“Õ, ±Ņ±“ŅĶ“ Ō ÓńļĶ„ĶĶ Ķ±’Ņļ³ń¾Õņ¹§ ńĒÓ„ÕĒĶķ
ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ ’ÕÕ§ŅõÓ Ņ“ Ķ±“Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ļ “Õ„ÕĒĶ■ µĶõĻŅ±“Ķ,
ĻÓĻĶņĶ Ōļ ■“± ĻŅņ’ŅĒÕĒ“¹. ┬ ņÕ“ŅõĶĻÕ ĒÓ±“Ņ ∙Õķ ÓßŅ“¹ Ķ±’Ņļ³ńŅŌÓļĶ±³
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ’Ņļ¾„ÕĒĒ¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹. ─ļ Ņ’ÕõÕļÕĒĶ ²“ŅŃŅ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó Ō
±“ÓĒõÓ“Õ, ’Ņ ņÕ“ŅõĶĻÕ ’ÕŌŅŃŅ ’Ņõ§ŅõÓ, ’ĶŌÕõÕĒÓ ĒÓķõÕĒĒÓ ²ņ’ĶĶ„Õ±ĻÓ
ÓĒÓļĶ“Ķ„Õ±ĻÓ ńÓŌĶ±ĶņŅ±“³ õļ Ā ╩²Ń-
’Ņ ═─╠├ ĀĀĶ õļ ╩²Ņ,
- ’Ņ └ę, ĶņÕ■∙Ó Ņß∙Ķķ ŌĶõ:
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀ╩1; ╩2
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩²Ń,Ņ =Ā └1,2.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģģ(5.7.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩²Ń,Ņ =Ā └1,2.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģģ(5.7.1į)
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3λĀĀĀ 6 ∆ąµ λĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3λĀĀĀ 6 ∆ąµ λĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀσĀĀĀĀĀĀĀĀ σĀĀĀĀĀĀĀ - 2ą1
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀσĀĀĀĀĀĀĀĀ σĀĀĀĀĀĀĀ - 2ą1
ŃõÕ:ĀĀ └1 = 3,5.10-5 õļ
ŃŅ■„ÕŃŅĀ ═─╠├ ĶĀĀ └2 =8,1.10-5 õļ
ŅĻĶ±ļĶ“Õļ Ā └ę,
ĀĀĀĀĀĀĀĀĀ ∆ąµ ¢ ’ÕÕ’Óõ õÓŌļÕĒĶ ĒÓ õļĶĒÕ
ĻÓ’Ķļļ Ó, (Ó“Ķ)
ĀĀĀĀĀĀĀĀĀĀ σĀĀ -Ā ĻŅ²¶¶Ķ÷ĶÕĒ“ ’ŅŌÕ§ĒŅ±“ĒŅŃŅ ĒÓ“ µÕĒĶ ĒÓ
ŃÓĒĶ÷Õ ĻÓ’Ķļļ Ó ± ŌŅńõ¾§Ņņ, (ĻŃ/±ņ)
ĀĀĀĀĀĀĀĀĀĀĀ λĀĀ - õļĶĒÓ
±ŌŅßŅõĒŅŃŅ ’ŅßÕŃÓ ņŅļÕĻ¾ļ¹ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ ’Ķ ±ÕõĒÕņ õÓŌļÕĒĶĶ Ō
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓ’Ķļļ Õ 1 Ó“,Ā (±ņ.Ó“)
ĀĀĀĀĀĀĀĀĀĀĀ ą1 ¢ Óß±Ņļ■“ĒŅÕ õÓŌļÕĒĶÕ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ
’Ķ Ō¹§ŅõÕ Ķń ņĶĻŅĻÓĒÓļÓ, (Ó“Ó)
ĀĀĀĀĀĀĀĀĀĀĀ ╩1; ╩2 ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“¹,
¾„Ķ“¹ŌÓ■∙ĶÕ ŌļĶ ĒĶÕ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ŌŅńõ¾§Ó ĒÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ±“Õ„ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ, ņÓ“ÕĶÓļ ±“ÕĒĻĶ Ķ
ŌÕŅ “ĒŅ±“ĒŅÕ Ó±’ÕõÕļÕĒĶ Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņĶĻŅõÕ¶ÕĻ“ŅŌ.
┬Ņ Ō“ŅŅķ ņÕ“ŅõĶĻÕ ±“ÓĒõÓ“Ó
ĻŅ²¶¶Ķ÷ĶÕĒ“ ╩ Ņ’ÕõÕļ Õ“± ÕõĶĒŅŅßÓńĒŅ õļ ŅßŅĶ§ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ņ Ō¹ÓµÕĒĶ■:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2σĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2σĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,72.ηŃ
( ∆ ąŃ + rĻ hĀĀ ) ą
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,72.ηŃ
( ∆ ąŃ + rĻ hĀĀ ) ą
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ╩ĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ.(5.7.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ╩ĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ.(5.7.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 103 (
ą22 ¢ą12 ) η“
ά ρ
ŃõÕ:ĀĀĀĀĀ hĀ - ²ņ’ĶĶ„Õ±ĻÓ ’Ņ’ÓŌĻÓ, ¾„Ķ“¹ŌÓ■∙Ó ĶńņÕĒÕĒĶÕ ÕµĶņÓ Ķ±“Õ„ÕĒĶ
’ĶĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀņÓļ¹§
ÓńņÕÓ§ ĻÓĒÓļÓ,ĀĀ (±ņ)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ õļ └ę h = 0,005.10-4 Ā±ņ,ĀĀĀĀĀĀ
õļ ═─╠├ĀĀ h =
0,06.10-4 ±ņ
ĀĀĀĀĀĀĀĀĀĀ η“,; ρ“Ā - ĻŅ²¶¶Ķ÷ĶÕĒ“ Ō ńĻŅ±“Ķ Ķ ’ļŅ“ĒŅ±“³ “Ņ’ļĶŌÓ,
(n3
; Ń/±ņ3)
ĀĀĀĀĀĀĀĀĀĀĀ άĀ - ,
ĻŅ²¶¶Ķ÷ĶÕĒ“ ¾„Ķ“¹ŌÓ■∙Ķķ Ņ“ĻļŅĒÕĒĶÕ ÕµĶņÓ “Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ņ“Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ļÓņĶĒÓĒŅŃŅ Ķ ±“¾Ļ“¾Ē¹Õ ’ÕŅßÓńŅŌÓĒĶ
ĻŅņ’ŅĒÕĒ“Ó Ō ĻÓ’Ķļļ Õ
Āč ÷Õļ³■ ±ÓŌĒÕĒĶ ’ÕŌŅŃŅ ņÕ“ŅõÓ ±“ÓĒõÓ“Ó ± ņÕ“ŅõŅņ, ĶńļŅµÕĒĒ¹ņ Ō
ÓßŅ“Õ [56], ’ŅŌÕõÕĒ ±ÓŌĒĶ“Õļ³Ē¹ķ Ó±„Õ“ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ŅõĒĶ§ Ķ “Õ§
¾±ļŅŌĶ § ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“Õ ėą-100. č§ÕņÓ ĻŅ’¾±Ó ÓĻÕ“¹ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±.
5.7.1ą. ŽŅ Ņ“Ó±ļÕŌŅņ¾ ±“ÓĒõÓ“¾ Ņ’ÕõÕļ Õ“± “Ņļ³ĻŅ ±¾ņņÓĒ¹ķ ’Ņ“ŅĻ õļ
ĻÓµõŅŃŅ ĻŅĒĻÕ“ĒŅŃŅ Ņß·ÕņÓ, ’ŅĒ¾ņÕŅŌÓĒĒ¹§ ĒÓ ²“Ņņ Ķ±¾ĒĻÕ, Ķ ĒÕ
’Õõ¾±ņÓ“ĶŌÓÕ“± ÕŃŅ Ó±’ÕõÕļÕĒĶÕ ’Ņ õļĶĒÓņ ±ŌÓĒ¹§ °ŌŅŌ. ┬ ±Ō ńĶ ± ²“Ķņ
’Ņļ¾„ÕĒĒ¹ķ ±¾ņņÓĒ¹ķ ’Ņ“ŅĻ ’Ņ ±“ÓĒõÓ“¾ ß¹ļ Ņ“ĒÕ±ÕĒ Ļ ’ŅŃŅĒĒŅķ õļĶĒÕ ±ŌÓĒ¹§
°ŌŅŌ, Ō ŌĶõÕ ¾õÕļ³ĒŅŃŅ ’Ņ“ŅĻÓ qÓ±„ ,ĻÓĻ ²“Ņ õÕļÓÕ“± Ō ņÕ“ŅõĶĻÕ Ō¹°Õ ’ĶŌÕõÕĒĒŅķ ÓßŅ“¹.
ĀĀ ąÕń¾ļ³“Ó“¹ Ó±„Õ“ŅŌ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 5.7.1ę Ķń ĻŅ“ŅŅķ
Ō¹“ÕĻÓÕ“ ±ļÕõ¾■∙ÕÕ. ╬“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ’ŅńŌŅļ Õ“ ’Ņļ¾„Ó“³ ĒŅņ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ
Ō ±ÕõĒÕņ ĒÓ ’Ņ õŅĻ Ō¹°Õ, „Õņ ņÕ“ŅõĶĻÓ ’Ņ ÓßŅ“Õ [56]. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“Õ
ėą-100 ’Ņ ŅĻĶ±ļĶ“Õļ■ ĒŅņÓ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ĒÓŅßŅŅ“, ß¹ļÓ ’Ņļ¾„ÕĒÓ ĒÓ ’Ņ õŅĻ
Ō¹°Õ, „Õņ ’Ņ ±“ÓĒõÓ“¾Ā Ķ ±Ņ±“ÓŌļ ļÓ
1.10-7 ļ.ņĻ./±ÕĻ.±ņ. ĻŅ“ŅÓ Ķ ß¹ļÓ ’ĶĒ “Ó ²“ŅŃŅ õļ ²“ŅŃŅ ĶńõÕļĶ ,
ÓŌĒŅķ ²“Ņķ ŌÕļĶ„ĶĒÕ ŅõĶĒÓĻŅŌŅķ õļ Ō±Õ§ Ņ“±ÕĻŅŌ
5.8Ā ═ÕĻŅ“Ņ¹Õ §ÓÓĻ“ÕĒ¹Õ
’Ķ„ĶĒ¹ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ±’ļŅ°ĒŅņ¾ ņÕ“Óļļ¾Ā
Ķ
ĀĀĀĀĀĀ ±ŌÓĒ¹ņ ±ŅÕõĶĒÕĒĶ ņ.
ĀĀ ─ļĶ“Õļ³ĒÓ ²Ļ±’ļ¾Ó“Ó÷Ķ ÓĻÕ“ ėą-100 Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ
’ŅĻÓńÓļÓ, „“Ņ ÕÕ “Ņ’ļĶŌĒ¹Õ “ÓĻ“¹ ĒÓõÕµĒŅ ±Ņ§ÓĒ ■“ ±ŌŅ■ ŃÕņÕ“Ķ„ĒŅ±“³. ┬ņÕ±“Õ
± “Õņ, ĒÓ ÕõĶĒĶ„Ē¹§ ĶńõÕļĶ § Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ŅßĒÓ¾µĶŌÓļÓ±³ Ķ§ ńÓŃÓńŅŌÓĒĒŅ±“³
’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓĀĀĀ
ĀĀ ╚±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“ŅĀ
ŌŅ Ō±Õ§ ĒÓßļ■õÓŌ°Ķ§± ±ļ¾„Ó §, ĒÓ ²“Ķ§ ĶńõÕļĶ §, ĶņÕļÓ ņÕ±“Ņ
ĒÕŃÕņÕ“Ķ„ĒŅ±“³ ’Ņ Óń·ÕņĒ¹ņ ±ŅÕõĶĒÕĒĶ ņ ßļŅĻŅŌ ĻŅĒ“Ņļ õÓŌļÕĒĶ Ō Ž├č Ķ
±ŌÓĒ¹ņ °ŌÓņ, ŅßÓńŅŌ¹ŌÓŌ°Ķņ± Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ’Ņ ÓńļĶ„Ē¹ņ
’ŅĶńŌŅõ±“ŌÕĒĒŅ- “Õ§ĒŅļŅŃĶ„Õ±ĻĶņ ’Ķ„ĶĒÓņ. ╚ńõÕļĶ ± ĒÕŃÕņÕ“Ķ„Ē¹ņĶ “Ņ’ļĶŌĒ¹ņĶ
“ÓĻ“ÓņĶ ß¹ļĶ Ō¹’¾∙ÕĒ¹ ± ńÓŌŅõÓ ± ĒÕ Ō¹ ŌļÕĒĒ¹ņĶ Ķ ĒÕ ¾±“ÓĒÕĒĒ¹ņĶ õÕ¶ÕĻ“ÓņĶ Ō
±ŌÓĒ¹§ °ŌÓ§ Ō ±Ķļ¾ ĒÕĻÓ„Õ±“ŌÕĒĒŅŃŅ ĻŅĒ“Ņļ Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ╩ “ÓĻĶņ µÕ
Ō¹ŌŅõÓņ Ņ ’Ķ„ĶĒÓ§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ õ¾ŃĶ§ ĶńõÕļĶķ ńÓ ¾ßÕµŅņ ’Ķ°ļĶ Ķ Ō ÓßŅ“Õ
[65].
5.8.1Ā ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ
±’ļŅ°ĒŅņ¾ ņÕ“Óļļ¾
Ā ┬ ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ĶńõÕļĶķ, “ÓĻ µÕ ĻÓĻĀ Ķ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,Ā ß¹ļÓ Ō¹ ŌļÕĒÓĀ ŅõĒÓ “Õ„³ ’Ņ ±’ļŅ°ĒŅņ¾ ļĶ±“ŅŌŅņ¾ ņÓ“ÕĶÓļ¾ Ķń Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
ĒÓ ŅõĒŅņ ĶńõÕļĶĶ. ╩ŅņÕ “ŅŃŅ, ĒÓ ŅõĒŅņ Ķń ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ĶńõÕļĶķ Ō “Ņ„ÕĒŅķ
õÕ“ÓļĶ Ķń ĒÕµÓŌÕ■∙Õķ ±“ÓļĶ 1š18═9ę ß¹ļÓ Ō¹ ŌļÕĒÓ “Õ„³ ’Ņ±ļÕ ĒÓ§ŅµõÕĒĶ ĶńõÕļĶ
Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ ’Ņ õĻÓ ĒÕ±ĻŅļ³ĻĶ§ ņÕ± ÷ÕŌ. ▌“Ó õÕ“Óļ³ Ō¹“Ó„ĶŌÓļÓ±³ Ķń
’¾“ĻÓ. č§ÕņÓ ĶńŃŅ“ŅŌļÕĒĶ õÕ“ÓļĶ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 5.8.1ą.
ĀĀ ╩ÓĻ ŌĶõĒŅ Ķń Ķ±¾ĒĻÓ, Ō ’¾“ĻÕ ŌŅļŅĻĒÓ Ó±’ŅļÓŃÓ■“± ŌõŅļ³
ńÓŃŅ“ŅŌĻĶ Ķ ’Ķ “Ņ„ÕĒĶĶ Ķń ĒÕŃŅ õÕ“ÓļĶ, ’Õõ±“ÓŌļÕĒĒŅķ ĒÓ Ķ±¾ĒĻÕ, ŌŅļŅĻĒÓ ŌŅ
¶ļÓĒ÷Õ ’ÕÕÕńÓ■“± . ┬ ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ĒÕŃÕņÕ“Ķ„ĒŅ±“³ Ō
ńŅĒÕ 3. ╬„ÕŌĶõĒŅ, ņÕµõ¾ ŌŅļŅĻĒÓņĶ ’Ķ ’ŅĻÓ“ĻÕ ’¾“ĻÓ ±¾∙Õ±“ŌŅŌÓļĶ Ņ’ÕõÕļÕĒĒ¹Õ
ĒÕ’ļŅ“ĒŅ±“Ķ, ĻŅ“Ņ¹Õ ß¹ļĶ ’ÕÕÕńÓĒ¹ ŌŅ ¶ļÓĒ÷Õ, „ÕÕń ĻŅ“Ņ¹Õ Ķ ŅßÓńŅŌÓļÓ±³
“Õ„³. ŪÓ ±„Õ“ ßŅļ³°Ņķ “Ņļ∙ĶĒ¹ ¶ļÓĒ÷Ó, Ó ±ļÕõŅŌÓ“Õļ³ĒŅ, Ķ õļĶĒ¹ ņĶĻŅĻÓĒÓļÓ,
ņĶĻŅ“Õ„³ ĒÕ ß¹ļÓ Ō¹ ŌļÕĒ¹ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ Ķ ’Ņ ŌĶļÓ±³ “Ņļ³ĻŅ ’Ķ õļĶ“Õļ³ĒŅņ
ĒÓ§ŅµõÕĒĶĶ ’Ņõ ĻŅņ’ŅĒÕĒ“Ņņ.
ĀĀ ŽŅ±ļÕ ²“ŅŃŅ ±ļ¾„Ó ß¹ļĶ Ō¹’¾∙ÕĒ¹ õĶÕĻ“ĶŌĒ¹Õ ¾ĻÓńÓĒĶ Ņ
ĒÕõŅ’¾∙ÕĒĶĶ ĶńŃŅ“ŅŌļÕĒĶ õÕ“ÓļÕķ “Ņ„ÕĒĶÕņ Ķń ’¾“ĻŅŌ, ’Ķ Ķ§ ĒÓ§ŅµõÕĒĶĶ ’Ņõ
ŌŅńõÕķ±“ŌĶÕņ ĻŅņ’ŅĒÕĒ“ŅŌ. ┬ ²“Ņņ ±ļ¾„ÓÕ ß¹ļŅ ÕĻŅņÕĒõŅŌÓĒŅ ĶńŃŅ“ÓŌļĶŌÓ“³ “ÓĻĶÕ
õÕ“ÓļĶ “Ņļ³ĻŅ Ķń ’ŅĻŅŌŅĻ, Ō ńÓŃŅ“ŅŌĻÓ§ ĻŅ“Ņ¹§ ŌŅļŅĻĒÓ Ó±’ŅļÓŃÓ■“± ŌõŅļ³
±“ÕĒŅĻ õÕ“ÓļĶ Ķ ĒÕ ’ÕÕÕńÓ■“± ’Ķ “Ņ„ÕĒĶĶ.
ĀĀ ═ÕŃÕņÕ“Ķ„ĒŅ±“³ ±’ļŅ°ĒŅŃŅ ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļÓ Ķń Óļ■ņĶĒĶÕŌ¹§
±’ļÓŌŅŌ Ķń¾„ÓļÓ±³ Ō ÓßŅ“Õ [66]. ▌“ĶņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ ’ŅĻÓńÓĒŅ ±¾∙Õ±“ŌÕĒĒŅÕ
ŌļĶ ĒĶÕ ±ŅõÕµÓĒĶÕ ŌŅõŅŅõÓ Ō ņÕ“ÓļļÕ, Ķńß¹“Ņ„ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ĻŅ“ŅŅŃŅ ¾±ĶļĶŌÓÕ“
ŃÓńŅŌ¹õÕļÕĒĶÕ Ķń ņÕ“ÓļļÓ ’Ķ ±ŌÓĻÕ, „“Ņ ņŅµÕ“ ’ĶŌŅõĶ“³ Ļ ’ŅĶ±“Ņ±“Ķ ±ŌÓĒ¹§
°ŌŅŌ.
ĀĀ ╩ÓĻ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ Ō ÓßŅ“Õ [67] Ō Óļ■ņĶĒĶÕŌ¹§ ļĶ±“Ó§ Ķń └╠Ń6
ĒÕ ŅßĒÓ¾µĶŌÓļŅ±³ ±’ļŅ°Ē¹§ ņĶĻŅõÕ¶ÕĻ“ŅŌ õÓµÕ ’Ķ “ÓŌļÕĒĶĶ ļĶ±“ŅŌ õŅ “Ņļ∙ĶĒ¹
0,6-0,7 ņņ, ’Ķ ĻŅ“ŅŅņ ±ĒĶņÓļĶ±³ ’ŅŌÕ§ĒŅ±“Ē¹Õ ¾’ļŅ“ĒÕĒĒ¹Õ ±ļŅĶ ņÕ“ÓļļÓ, Ó
“ÓĻµÕ ¾õÓļ ļÓ±³ ± ŅõĒŅķ ±“ŅŅĒ¹ ĒÓĒŅ±ĶņÓ Óļ■ņĶĒĶÕŌÓ ’ļÓĻĶŅŌĻÓ ’Ķ Ķ§
’ŅĻÓ“ĻÕ.
5.8.2ĀĀ ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§
°ŌŅŌ
ĀĀ ŽŅ“Õ Ō°ĶÕ ŃÕņÕ“Ķ„ĒŅ±“³ 14 ÓĻÕ“ ėą-100, Ķń 1000 ’Ņ±“ÕļÕĒĒ¹§ ĒÓ
õÕµ¾±“ŌŅ, ß¹ļĶ “∙Ó“Õļ³ĒŅ Ņß±ļÕõŅŌÓĒ¹ ±’Õ÷ĶÓļ³ĒŅ ±ŅńõÓĒĒŅķ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ
ĻŅņĶ±±ĶÕķ, ŌŅńŃļÓŌļ Ō°Õķ± ÓŌ“ŅŅņ ĒÓ±“Ņ ∙Õķ ÓßŅ“¹ [68], Ņ „Õņ ßŅļÕÕ ’ŅõŅßĒŅ
’ĶŌŅõĶ“± Ō ├ļÓŌÕ 14.Ā ┬ Õń¾ļ³“Ó“Õ
²“Ķ§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļĶ Ō¹ ŌļÕĒŅ õ §ÓÓĻ“ÕĒ¹§ ’Ķ„ĶĒ, ’Ņ ŌļÕĒĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ, ĒÓ ĒÕĻŅ“Ņ¹§ Ķń ĻŅ“Ņ¹§ ±ļÕõ¾Õ“ ±“ÓĒŅŌĶ“³± .
Ā └ĒÓļĶń Ō¹ ŌļÕĒĒ¹§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ’ŅĻÓńÓļ, „“Ņ 65% ņĶĻŅõÕ¶ÕĻ“ŅŌ
Ō±“Õ„ÓÕ“± ĒÓ ±ŌÓĒ¹§ °ŌÓ§ õÕ“ÓļÕķ Ķń ±“ÓļĶ 1š18═9ę Ķ 35% ĒÓ ±ŌÓĒ¹§ °ŌÓ§
õÕ“ÓļÕķ Ķń ±’ļÓŌÓ └╠Ń6. ┬ ±ŌÓĒ¹§ °ŌÓ§ ±“Óļ³Ē¹§ õÕ“ÓļÕķĀ ņĶĻŅõÕ¶ÕĻ“¹ ŅßÓń¾■“± , Ō Ņ±ĒŅŌĒŅņ, Ō ŌĶõÕ
ņĶĻŅ’Ņ, Ó Ō ±’ļÓŌÕ └╠Ń6 ņĶĻŅ“Õ„Ķ ’Ņ Ōļ ■“± Ō ņÕ±“Ó§ ŅßÓńŅŌÓĒĶ Ķ ńÓļÕŃÓĒĶ
Ō ±ŌÓĒŅņ °ŌÕ ŅĻĶ±Ē¹§ ’ļÕĒ. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ±“Óļ³Ē¹ņ õÕ“Óļ ņ §ÓÓĻ“ÕĒ¹ņ
ŅĻÓńÓļ± ±ļÕõ¾■∙Ķķ ±ļ¾„Óķ.
ĀĀ ═Ó ŅõĒŅņ Ķń õŌĶŃÓ“ÕļÕķ ŅĻÓńÓļ± ĒÕŃÕņÕ“Ķ„Ē¹ņ ĻļÓ’ÓĒ ²µÕĻ“ŅÓ.
╬±ŅßÕĒĒŅ±“³ ĻŅĒ±“¾Ļ÷ĶĶ õÓĒĒŅŃŅ ¾ńļÓ, ’ŅĻÓńÓĒĒŅŃŅ ĒÓ ąĶ±. 5.8.2ą, ±Ņ±“ŅĶ“ Ō
“Ņņ, „“Ņ ¾„ĒŅķ ±ŌÓĻŅķ ŅõĒŅŌÕņÕĒĒŅ ±ŌÓĶŌÓ■“± “Ķ õÕ“ÓļĶ Ķń ±“ÓļÕķ: 1š18═9ę,
1š18,═10ę ĶĀ š17├▌└═4. ŽĶ ²“Ņņ
“Õß¾Õ“± “∙Ó“Õļ³ĒŅ Ō¹õÕµĶŌÓ“³ ńÓńŅ ½č╗. č ²“Ņķ ÷Õļ³■ ņÕņßÓĒÓ ĻļÓ’ÓĒÓ 3
’ÕõŌÓĶ“Õļ³ĒŅ ½’Ķ§ŌÓ“¹ŌÓÕ“± ╗ Ō „Õ“¹Õ§ “Ņ„ĻÓ§ 4. ŪÓ“Õņ ’Ķ§ŌÓ“ĻĶ
’ÕÕŌÓĶŌÓ■“± Ņ±ĒŅŌĒ¹ņ °ŌŅņ.
ĀĀ ┬ õÓĒĒŅņ ±ļ¾„ÓÕ, ’ĶŌÕõ°Õņ Ļ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ, õŌÕ ’Ķ§ŌÓ“ĻĶ ß¹ļĶ
±õÕļÓĒ¹ ĒÓ ±¾∙Õ±“ŌÕĒĒŅ ßŅļ³°¾■ Ńļ¾ßĶĒ¾ Ķ ńÓ“Õņ ĒÕ ß¹ļĶ ’ÕÕĻ¹“¹ Ņ±ĒŅŌĒ¹ņ °ŌŅņ,
ĻÓĻ ’ŅĻÓńÓĒŅ ĒÓ Ķ±¾ĒĻÕ. ┬ ĒÕ ’ÕÕĻ¹“Ņķ „Ó±“Ķ ’Ķ§ŌÓ“ĻĶ 7 ŅßÓńŅŌÓļÓ±³
±’ļŅ°ĒÓ ’ŅÓ, ĻŅ“ŅÓ Ķ ŌĶļÓ±³ Ķ±“Ņ„ĒĶĻŅņ “Õ„Ķ. ŽŅ Õń¾ļ³“Ó“Óņ ²“ŅŃŅ ±ļ¾„Ó
ß¹ļĶ ±õÕļÓĒ¹ ±ļÕõ¾■∙ĶÕ ÕĻŅņÕĒõÓ÷ĶĶ:
- ’Ņ ŌŅńņŅµĒŅ±“Ķ Ķ±Ļļ■„Ķ“³
’Ķ§ŌÓ“Ļ¾ ¶ĶĻ±Ó÷Ķ■ ņÕņßÓĒ¹ ĻļÓ’ÓĒÓ ±ŌÓĻŅķ, ŅßÕ±’Õ„ĶŌ ÕÕ ¶ĶĻ±Ó÷Ķ■ ńÓ ±„Õ“
ĻŅĒ±“¾Ļ“ĶŌĒŅŃŅ Ō¹’ŅļĒÕĒĶ ¾ńļÓ;
- “∙Ó“Õļ³ĒŅ ĻŅĒ“ŅļĶŅŌÓ“³
Ńļ¾ßĶĒ¾ ’Ķ§ŌÓ“ĻĶ, Õ±ļĶ ÕÕ ĒÕ ¾õÓÕ“± Ķ±Ļļ■„Ķ“³;
- ĒÕ ’ĶņÕĒ “³ ŅõĒŅŌÕņÕĒĒ¾■
±ŌÓĻ¾ “Õ§ ÓńĒŅŅõĒ¹§ ±’ļÓŌŅŌ ŅõĒĶ ±ŌÓĒ¹ņ °ŌŅņ.
Ā ═Ó ŅõĒŅņ ĶńõÕļĶĶ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ĒÕŃÕņÕ“Ķ„ĒŅ±“³ Ō ńÓĻļ■„Ķ“Õļ³ĒŅņ
±ŌÓĒŅņ °ŌÕ ’ĶŌÓĻĶ õŌĶŃÓ“Õļ Ļ “Ņ’ļĶŌĒŅķ ņÓŃĶ±“ÓļĶ, Ō¹’ŅļĒÕĒĒŅķ Ķń ±“ÓļĶ
1š18═10ę. ŽĶ ŌĶń¾Óļ³ĒŅņ Ņ±ņŅ“Õ Ķ ÷ŌÕ“ĒŅķ õÕ¶ÕĻ“Ņ±ĻŅ’ĶĶ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ß¹ļŅ ŅßĒÓ¾µÕĒŅ °Õ±“³ “Õ∙ĶĒ, ’ŅĻÓńÓĒĒ¹§ ĒÓ ąĶ±. 5.8.3ą.
Ā ╠Õ“ÓļļŅŃÓ¶Ķ„Õ±ĻĶÕ Ķ±ļÕõŅŌÓĒĶ ’ŅĻÓļĶ. „“Ņ “Õ∙ĶĒ¹ ĶņÕ■“ §ÓÓĻ“Õ
ŃŅ „Ķ§ “Õ∙ĶĒ Ķ ŅõĒÓ Ķń ĒĶ§ ’Ņ§ŅõĶ“ ’Ņ Ō±Õķ “Ņļ∙ĶĒÕ ņÓ“ÕĶÓļÓ.
ąÕĒ“ŃÕĒŅ±’ÕĻ“Óļ³Ē¹ķ ÓĒÓļĶń ²“Ņķ “Õ∙ĶĒ¹ ĒÓ ’ĶßŅÕ ╠└ą ’ŅĻÓńÓļ, „“Ņ ’Ņ Ō±Õķ
õļĶĒÕ ĻÓĒÓļÓ Ō “Õ∙ĶĒÕ ĶņÕÕ“± ņÕõ³ Ķ ŅļŅŌŅ. ąÕĒ“ŃÕĒŅŃÓņņÓ Ķ ±’ÕĻ“ŅŃÓņņÓ
’ŅĻÓńÓĒ¹ ĒÓ ąĶ±. 5.8.4ą.
Ā ╬ßÓńŅŌÓĒĶÕ ’ŅõŅßĒ¹§ “Õ∙ĶĒ ’Ķ ±ŌÓĻÕ Ó¾±“ÕĒĶ“Ē¹§ ±“ÓļÕķ §ŅŅ°Ņ
Ķń¾„ÕĒŅ Ķ Ņß· ±Ē Õ“± ’Ņ’ÓõÓĒĶÕņ ĒÓ ŅĻŅļŅ°ŅŌĒ¾■ ńŅĒ¾ ’ŅŌÕ§ĒŅ±“ĒŅ ÓĻ“ĶŌĒ¹§
ņÕ“ÓļļŅŌ, ĻŅ“Ņ¹Õ ’ĶŌŅõ “ Ļ Óõ±Ņß÷ĶŅĒĒŅņ¾ ’ŅĒĶµÕĒĶ■ ’Ņ„ĒŅ±“Ķ Ņ±ĒŅŌĒŅŃŅ
ņÕ“ÓļļÓ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ, „“Ņ ’ĶŌŅõĶ“ Ļ ŅßÓńŅŌÓĒĶ■ “Õ∙ĶĒ Ō ²“Ņņ ņÕ±“Õ [69,
70].Ā
Ā ╚ņÕĒĒŅ “ÓĻŅÕ ŌļÕĒĶÕ ’ŅĶńŅ°ļŅ Ō Ó±±ņÓ“ĶŌÓÕņŅņ ±ļ¾„ÓÕ ’Ņõ
ŌŅńõÕķ±“ŌĶÕņ „Ó±“Ķ÷ ņÕõĒŅŃŅ ±’ļÓŌÓ, ’Ņ’ÓŌ°Ķ§ ĒÓ ’ŅŌÕ§ĒŅ±“³ õÕ“ÓļÕķ Ō ńŅĒÕ Ķ§
±ŌÓĻĶ. └ĒÓļĶń “Õ§ĒŅļŅŃĶĶ Ķ ’ĶņÕĒ ÕņŅŃŅ ŅßŅ¾õŅŌÓĒĶ , Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ’Ķ
Ō¹’ŅļĒÕĒĶĶ ²“Ņķ Ņ’ÕÓ÷ĶĶ ’ŅĻÓńÓļ ±ļÕõ¾■∙ÕÕ.
ĀĀĀ čŌÓŅ„Ē¹Õ ÓŌ“ŅņÓ“¹ └═č╩Ā
ĶņÕ■“ õ ņÕõÕ±ŅõÕµÓ∙Ķ§ õÕ“ÓļÕķ, ’ŅĻÓńÓĒĒ¹§ ĒÓ ąĶ±. 5.8.5ą Ķ ’Ķ
Ņ’ÕõÕļÕĒĒ¹§ ĒÓ¾°ÕĒĶ § ÕµĶņÓ ±ŌÓĻĶ Ķ ’ŅõÓ„Ķ ±ŌÓŅ„ĒŅķ ’ŅŌŅļŅĻĶ, ŅĒÓ
’Ņ’ÓõÓÕ“ ĒÓ ņÕõÕ±ŅõÕµÓ∙ĶÕ õÕ“ÓļĶ, ĒÓ§Ņõ ∙ĶÕ± Ō ńŅĒÕ õ¾ŃĶ, Ņ’ļÓŌļ Õ“ ņÕõ³ Ķ
ŅĒÓ Ō Ó±’ļÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ ’Ņ’ÓõÓÕ“ Ō ŅĻŅļŅ°ŅŌĒ¾■ ńŅĒ¾. ŽŅ õÓĒĒŅņ¾ ±ļ¾„Ó■
ß¹ļĶ ±õÕļÓĒ¹ ±ļÕõ¾■∙ĶÕ ÕĻŅņÕĒõÓ÷ĶĶ:
- Ō ±ŌÓŅ„Ē¹§ ÓŌ“ŅņÓ“Ó§
±ļÕõ¾Õ“ ĶńßÕŃÓ“³ ’ĶņÕĒÕĒĶ ņÕõÕ±ŅõÕµÓ∙Ķ§ õÕ“ÓļÕķ Ō ńŅĒÕ õ¾ŃĶ, Ņ±ŅßÕĒĒŅ “ÓĻĶ§,
ĻÓĻ Ó±’¹ļĶ“Õļ³Ē¹Õ ±Õ“ĻĶ;
- “∙Ó“Õļ³ĒŅ ±ļÕõĶ“³ ńÓ
ÕµĶņŅņĀ ÓßŅ“¹ ÓŌ“ŅņÓ“ŅŌ Ķ ’Ņ÷Õ±±Ó
±ŌÓĻĶ;
- ŌĒĶņÓ“Õļ³ĒŅ ĻŅĒ“ŅļĶŅŌÓ“³
Ķ ĒÕ õŅ’¾±ĻÓ“³ ’Ņ’ÓõÓĒĶ ’ŅŌÕ§ĒŅ±“ĒŅ ÓĻ“ĶŌĒ¹§ ņÕ“ÓļļŅŌ Ō ŅĻŅļŅ°ŅŌĒ¾■ ńŅĒ¾ ĒÓ
’ŅŌÕ§ĒŅ±“³ ±ŌÓĶŌÓÕņ¹§ Ó¾±“ÕĒĶ“Ē¹§ ±“ÓļÕķ.
ĀĀ ŽŅ Õń¾ļ³“Ó“Óņ ²“Ķņ Ķ±±ļÕõŅŌÓĒĶķ Ō±Õ ±ŌÓŅ„Ē¹Õ ÓŌ“ŅņÓ“¹ Ō
ÓĻÕ“ĒŅķ Ķ ÓŌĶÓ÷ĶŅĒĒŅķ Ņ“Ó±ļ § ß¹ļĶ õŅÓßŅ“ÓĒ¹ Ķ Ķń ĒĶ§ ß¹ļĶ ¾õÓļÕĒ¹
ņÕõÕ±ŅõÕµÓ∙ĶÕ± õÕ“ÓļĶ.
ĀĀ ┬ “Õ“³Õņ ±ļ¾„ÓÕ “Õ„³ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ĒÓ ±ŌÓĒŅņ °ŌÕ
“¾ßŅ’ŅŌŅõÓ õŌĶŃÓ“Õļ , ĶńŃŅ“ŅŌļÕĒĒŅŃŅ Ķń ±“ÓļĶ 1š18═10ę. ┬ ņÕ±“Õ “Õ„Ķ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ±ŌÓĒŅŃŅ °ŌÓ ĒÓßļ■õÓļŅ±³ ĒÓļĶ„ĶÕ ¾±ÓõŅ„ĒŅŃŅ ĻÓ“ÕÓ ²ļļĶ’±ĒŅķ ¶Ņņ¹
õļĶĒŅķ 6 ņņ. Ķ Ńļ¾ßĶĒŅķ 0,6 ņņ, ĻŅ“Ņ¹ķ ’ŅĻÓńÓĒ ĒÓ ąĶ±. 5.8.6ą.
ĀĀ ╠ĶĻŅ°ļĶ¶ĶŅŌÓĒĶÕ ņÕ±“Ó “Õ„Ķ ’ŅĻÓńÓļŅ, „“Ņ ’Ņõ ¾±ÓõŅ„Ē¹ņ
ĻÓ“ÕŅņ ĶņÕÕ“± ±Ķ±“ÕņÓ ’Ņ ± ŅõĒŅķ ßŅļ³°Ņķ ’ŅŅķ ’Ņ±ÕõĶĒÕ °ŌÓ. ąÓńņÕ¹ ĻÓµõŅķ
’Ņ¹ Ō Ņ“õÕļ³ĒŅ±“Ķ ĒÓ§Ņõ “± Ō ’ÕõÕļÓ§ õŅ’¾±“Ķņ¹§ ŌÕļĶ„ĶĒ. ┬ņÕ±“Õ ± “Õņ, ’Ķ
ßŅļ³°Ņņ ĻŅļĶ„Õ±“ŌÕ ’Ņ Ō ŅõĒŅņ ņÕ±“Õ, ŅĒĶ ŅßÓń¾■“ ŌŅ Ō±Õņ Ņß·ÕņÕ °ŌÓ
’Ņ±“ÓĒ±“ŌÕĒĒ¹ķ ±ļŅµĒŅķ ¶Ņņ¹ ĻÓĒÓļ, ’Ņ§Ņõ ∙Ķķ ’Ņ Ō±Õķ “Ņļ∙ĶĒÕ ±ŌÓĒŅŃŅ °ŌÓ,
ĻŅ“Ņ¹ķ Ķ ŌĶļ± Ķ±“Ņ„ĒĶĻŅņ “Õ„Ķ Ō õÓĒĒŅņ ±ļ¾„ÓÕ. ▌“Ó “Õ„³ ’Ņ ŌĶļÓ±³ ’Ņ±ļÕ
±Ē “Ķ ’Ņ’ļÓŌÓ ±Ņ ±“ŅŅĒ¹, ĒÓ§Ņõ ∙Õķ± Ō ĻŅĒ“ÓĻ“Õ ± ĻŅņ’ŅĒÕĒ“Ņņ.
ĀĀ ŽŅ Õń¾ļ³“Ó“Óņ ÓĒÓļĶńÓ õÓĒĒŅŃŅ ±ļ¾„Ó ß¹ļĶ ±õÕļÓĒ¹ ±ļÕõ¾■∙ĶÕ
ÕĻŅņÕĒõÓ÷ĶĶ:
- ’Ķ Ņ±ņŅ“Õ ±ŌÓĒ¹§ °ŌŅŌ
ĒÕŅߧŅõĶņŅ “∙Ó“Õļ³ĒŅ Ō¹ Ōļ “³ ĒÓļĶ„ĶÕ ’ŅŌÕ§ĒŅ±“Ē¹§ ¾±ÓõŅ„Ē¹§ ĻÓ“ÕŅŌ Ķ
Ņß ńÓ“Õļ³ĒŅ ’ÕÕŌÓĶŌÓ“³ ²“Ņ ņÕ±“Ņ, ’Ņ±ĻŅļ³Ļ¾ ŅßÓńŅŌÓĒĶÕ ¾±ÓõŅ„Ē¹§
ÓĻŅŌĶĒĀ ’Ņ„“Ķ Ō±ÕŃõÓ ±Ņ’ŅŌŅµõÓÕ“±
ŅßÓńŅŌÓĒĶÕņ ßŅļ³°ŅŃŅ ĻŅļĶ„Õ±“ŌÓ ’Ņ Ō ńŅĒÕ Ó±’ŅļŅµÕĒĶ ÓĻŅŌĶĒ;
- ĶńßÕŃÓ“³ ńÓ„Ķ±“ĻĶ ±ŌÓĒ¹§
°ŌŅŌ ±Ņ ±“ŅŅĒ¹ ĻŅĒ“ÓĻ“Ó ± ĻŅņ’ŅĒÕĒ“ÓņĶ, “.Ļ. ²“Ņ ß¾õÕ“ ŌÕ±“Ķ Ļ Ō±Ļ¹“Ķ■
ŌĒ¾“ÕĒĒĶ§ ņĶĻŅ’Ņ, ĒÕ Ō¹§ŅõĶŌ°Ķ§ ĒÓ ’ŅŌÕ§ĒŅ±“³ ±ŌÓĒŅŃŅ °ŌÓ, ĻŅ“Ņ¹Õ ńÓ“Õņ
ņŅŃ¾“ ’Ņ±ļ¾µĶ“³ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ.
ĀĀ ūÕ“ŌÕ“¹ķ ±ļ¾„Óķ Ņ“ĒŅ±Ķ“± Ļ ±ŌÓĻÕ Óļ■ņĶĒĶÕŌŅŃŅ ±’ļÓŌÓ └╠Ń6.
“Õ„³ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ĒÓ ±ŌÓĒŅņ °ŌÕ “¾ßŅ’ŅŌŅõÓ õĶÓņÕ“Ņņ 30 ņņ. Ķ “Ņļ∙ĶĒŅķ 2
ņņ. Ō¹’ŅļĒÕĒĒŅņ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅķ ±ŌÓĻŅķ ĒÓ ±·ÕņĒŅņ ’ŅõĻļÓõĒŅņ ĻŅļ³÷Õ. ─ÓĒĒ¹ķ
±ŌÓĒŅķ °ŅŌ ±ŌÓĶŌÓļ± Ō õŌÓ ’Ņ§ŅõÓ.
ĀĀ ŽĶ Ņß±ļÕõŅŌÓĒĶĶ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ķ ±ŌÓĻÕ,Ā ĒÓ„ÓļŅ ’ÕŌŅŃŅ ’Ņ§ŅõÓ ±ŅŌ’ÓļŅ ± ŅĻŅĒ„ÓĒĶÕņ
Ō“ŅŅŃŅ ’Ņ§ŅõÓ. ┬ ņÕ±“Õ Ķ§ ±ŅŌ’ÓõÕĒĶ ŅßÓńŅŌÓļĶ±³ ŅĻĶ±Ē¹Õ ’ļÕĒ¹ Ō ĻÓµõŅņ Ķń
’Ņ§ŅõŅŌ, ĻŅ“Ņ¹Õ Ņß·ÕõĶĒĶļĶ±³ Ō Ņß∙Õ■ ŅĻĶ±Ē¾■ ’ļÕĒ¾ õļĶĒŅķ 12 ņņ, Ō
ĻŅ“ŅŅķĀ Ķ ŅßÓńŅŌÓļ± ±’ļŅ°ĒŅķ
ņĶĻŅĻÓĒÓļ, ’ĶŌÕõ°Ķķ Ļ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ²“Ņņ ņÕ±“Õ, ±§ÕņÓ ĻŅ“ŅŅŃŅ
’ĶŌÕõÕĒÓ ĒÓ ąĶ±. 5.8.7ą. ─ÓĒĒÓ ’ļÕĒĻÓ ĒÕ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ’Ņ ’Ķ„ĶĒÕ
ĒÕ±ŅŌÕ°ÕĒ±“ŌÓ ÕĒ“ŃÕĒŅĻŅĒ“Ņļ , ’Ņ±ĻŅļ³Ļ¾ Ļ “Ņņ¾ ŌÕņÕĒĶ Ņ“±¾“±“ŌŅŌÓļ
Ņ“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ’Ņ ÕŃŅ ’ŅŌÕõÕĒĶ■ Ķ ŅĒ ß¹ļ ÓńÓßŅ“ÓĒ “Ņļ³ĻŅ ’Ņ±ļÕ
’ŅŌÕõÕĒĶ õÓĒĒŅķ ÓßŅ“¹ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ Ķ ’Ņ ÕÕ ÕĻŅņÕĒõÓ÷ĶĶ.
╬ßÓńŅŌÓĒĶ■ ßŅļ³°Ņķ ŅĻĶ±ĒŅķ ’ļÕĒ¹ ±’Ņ±Ņß±“ŌŅŌÓļŅ “Ņ Ņß±“Ņ “Õļ³±“ŌŅ, „“Ņ ±ŌÓĻÓ
ŌÕļÓ±³ ĒÓ ’ŅõĻļÓõĒŅņ ĻŅļ³÷Õ ± Ńļ¾ßĶĒŅķ ĻÓĒÓŌĻĶ 1,5 ņņ. õļ Ō¹§ŅõÓ ŅĻĶ±Ē¹§ ’ļÕĒ.
▌“Ó Ńļ¾ßĶĒÓ ŅĻÓńÓļÓ±³ ĒÕõŅ±“Ó“Ņ„ĒŅķ õļ ’ŅļĒŅŃŅ Ō¹ŌÕõÕĒĶ ŅĻĶ±Ē¹§ ’ļÕĒ.
ĀĀ ąÓ±±ņŅ“ÕĒĒ¹ķ ±ļ¾„Óķ ’ŅńŌŅļĶļ ±õÕļÓ“³ ±ļÕõ¾■∙ĶÕ ÕĻŅņÕĒõÓ÷ĶĶ:
- ’Ķ ±ŌÓĻÕ Óļ■ņĶĒĶÕŌ¹§
±’ļÓŌŅŌ Ō ĒÕ±ĻŅļ³ĻŅ ’Ņ§ŅõŅŌ ĒÕŅߧŅõĶņŅ ĶńßÕŃÓ“³ ±ŅŌ’ÓõÕĒĶ ĒÓ„ÓļÓ Ķ ŅĻŅĒ„ÓĒĶ
’Ņ§ŅõŅŌ Ō ŅõĒŅņ ņÕ±“Õ,
- Ō ’ŅõĻļÓõĒ¹§ ĻŅļ³÷Ó§ ĒÕ
õŅ’¾±ĻÓ“³ ĻÓĒÓŌŅĻ ĒÕõŅ±“Ņ„ĒŅķ Ķ§ ŌÕļĶ„ĶĒ¹ õļ ŅßÕ±’Õ„ÕĒĶ Ō¹§ŅõÓ Ō ĒĶ§ ŅĻĶ±Ē¹§
’ļÕĒ.
ĀĀ ┴ŅļÕÕ ’ŅõŅßĒŅ Ņ õ¾ŃĶ§ ±ļ¾„Ó § ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńļÓŃÓÕ“± Ō
├ļÓŌÕ 14.
5.9.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1.Ā ╬ßÕ±’Õ„ÕĒĶÕ ĒÕŅߧŅõĶņŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÷Õļ³ĒŅ±ŌÓĒŅķ ÓĻÕ“¹ ĒÓ
µĶõĻĶ§ ĻŅņ’ŅĒÕĒ“Ó§ ’Ņ“ÕßŅŌÓļŅ ’ŅŌÕõÕĒĶ ĻŅņ’ļÕĻ±Ó ĻŅĒ±“¾Ļ“ĶŌĒŅ -
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ Ķ ’ŅĶńŌŅõ±“ŌÕĒĒŅ-ŅŃÓĒĶńÓ÷ĶŅĒĒ¹§Ā ÓßŅ“ Ō ŅßļÓ±“Ķ:
-Ā ÓńÓßŅ“ĻĶ ĒÓõļÕµÓ∙Ķ§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ¶Ņņ ÓŃÕŃÓ“ŅŌ Ķ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ ĶńõÕļĶ ,
-Ā ÓńÓßŅ“ĻĶ ’Ņõ§ŅõÓ Ķ ņÕ“ŅõĶĻĶ Ņ’ÕõÕļÕĒĶ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ
ņÕ“ŅõÓ Ķ§ Ó±„Õ“Ó,
- ’ŅŌÕõÕĒĶ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ Ķ±±ļÕõŅŌÓĒĶķ ’Ņ Ķń¾„ÕĒĶ■ Ķ±“Õ„ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ
ĀĀ „ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ Ķ ¾±“ÓĒŅŌļÕĒĶ ²ĻŌĶŌÓļÕĒ“ŅŌ
Ķ§ Ķ±“Õ„ÕĒĶ ,
- ÓńÓßŅ“ĻĶ “Õ§ĒŅļŅŃĶĶ Ķ
ŅßŅ¾õŅŌÓĒĶ õļ ±ŌÓĻĶ Ō±Õ§ ²ļÕņÕĒ“ŅŌ ßÓĻŅŌ Ķ “Ņ’ļĶŌĒŅķ
Ā ±Ķ±“Õņ¹,
- ÓńÓßŅ“ĻĶ ±ŅŌÕņÕĒĒ¹§
Ō¹±ŅĻŅ „¾Ō±“ŌĶ“Õļ³Ē¹§ ņÕ“ŅõŅŌ Ķ ±Õõ±“Ō ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“ĶĀĀ
Ā ĶńõÕļĶķ.
2. ęÕŅÕ“Ķ„Õ±ĻŅÕ
Ó±±ņŅ“ÕĒĶÕ ’Ņ÷Õ±±ŅŌ Ķ±“Õ„ÕĒĶ ŃÓńŅŌ Ķ µĶõĻŅ±“Õķ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹
’ŅĻÓńÓļŅ, „“Ņ Ķ§ Ķ±“Õ„ÕĒĶÕ Ō ņĶĻŅĒÕ’ļŅ“ĒŅ±“ § ±ŌÓĒ¹§ °ŌŅŌ ß¾õÕ“ ĒÓ§ŅõĶ“³± Ō
ŅßļÓ±“Ķ Ō ńĻŅ-ņŅļÕĻ¾ļ ĒŅŃŅ “Õ„ÕĒĶ , „“Ņ Ķ ’Ņõ“ŌÕõĶļŅ±³ §ŅõŅņ Ō¹’ŅļĒÕĒĶ
õÓĒĒŅķ ÓßŅ“¹.
3. ŽŅĻÓńÓĒŅ, „“Ņ
Ķ±’Ņļ³ńŅŌÓĒĶÕ ÷ĶļĶĒõĶ„Õ±ĻĶ§ ņĶĻŅĻÓĒÓļŅŌ õļ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ Ķń¾„ÕĒĶ
Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ ĒÕ ņŅµÕ“ õÓ“³ ĒÓõÕµĒ¹§ Õń¾ļ³“Ó“ŅŌ, Ō ±Ķļ¾ „ÕŃŅ
ÓńÓßŅ“ÓĒÓ ĻŅĒ±“¾Ļ÷Ķ Ķ ņÕ“Ņõ ĶńŃŅ“ŅŌļÕĒĶ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ ± ŅßÓńŅŌÓĒĶÕņ Ō
Ķ§ ±ŌÓĒ¹§ °ŌÓ§ Õ±“Õ±“ŌÕĒĒ¹§ ņĶĻŅĻÓĒÓļŅŌ.
4. č Ķ±’Ņļ³ńŅŌÓĒĶÕņ
ÓńÓßŅ“ÓĒĒ¹§ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ ß¹ļŅ ’ŅŌÕõÕĒŅ ’ÕŌŅĒÓ„Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕ
Ķ±“Õ„ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ ĒÓ 15 ĶņĶ“Ó“ŅÓ§ Ķ ńÓ“Õņ ß¹ļĶ Ó±°ĶÕĒ¹ ²“Ķ Ķ±±ļÕõŅŌÓĒĶ
ĒÓ 625 ĶņĶ“Ó“ŅÓ§, ĒÓ Ņ±ĒŅŌÓĒĶĶ ĻŅ“Ņ¹§ ß¹ļ ÓńÓßŅ“ÓĒ Ņ“Ó±ļÕŌŅķ ±“ÓĒõÓ“Ā ╬čęĀ
92 ¢ 1526-72 ’Ņ Ņ’ÕõÕļÕĒĶ■ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ. ŽŅŌÕõÕĒĒŅÕ
Ņß±ļÕõŅŌÓĒĶÕ Ō¹ Ōļ Ō°Ķ§± ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ßÓĻŅŌ Ķ Ō ĶņĶ“Ó“ŅÓ§
“Õ„Õķ ’ŅĻÓńÓļĶ
’ÓĻ“Ķ„Õ±ĻŅÕ Ķ§ ±ŅŌ’ÓõÕĒĶÕ Ķ
ŌÕļĶ„ĶĒÓ ņÓĻ±ĶņÓļ³ĒŅ Ō±“Õ„Ó■∙Ķ§± Ō ĒĶ§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ļÕµĶ“ Ō ŅßļÓ±“Ķ “Õ„Õķ
1.10-3 ļ./ņÕ.±ÕĻ.
5. ▌Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ
Ķ±±ļÕõŅŌÓĒĶĶ ’ŅĻÓńÓļĶ, „“Ņ Ķ±“Õ„ÕĒĶ └ę Ķ ═─╠├Ā
± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ ¾ß¹ŌÓ■“, Ō’ļŅ“³ õŅ ’ŅļĒŅŃŅ ’ÕĻÓ∙ÕĒĶ ’Ņ └ę Ō õÕ
±ļ¾„ÓÕŌ. ŽŅ ═─╠├ Ņ±“Ó“Ņ„ĒŅÕ Ķ±“Õ„ÕĒĶÕ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ 5% Ņ“ ’ÕŌŅĒÓ„Óļ³ĒŅŃŅ.
┬ÕļĶ„ĶĒÓ Ķ±“Õ„ÕĒĶ ĶņÕÕ“ ±¾∙Õ±“ŌÕĒĒ¹ķ ÓńßŅ± Ņ“ ĶņĶ“Ó“ŅÓ Ļ ĶņĶ“Ó“Ņ¾, Ó õļ
ņÓļ¹§ “Õ„Õķ ĒÕńĒÓ„Ķ“Õļ³ĒŅ ńÓŌĶ±Ķ“ Ņ“ õÓŌļÕĒĶ ĒÓ Ō§ŅõÕ Ō ĻÓĒÓļ Ķ Ņ’ÕõÕļ Õ“± ,
Ō Ņ±ĒŅŌĒŅņ, ĻÓ’Ķļļ Ē¹ņĶ ±ĶļÓņĶ Ķ Ķ±’ÓÕĒĶÕņ ĻŅņ’ŅĒÕĒ“ŅŌ ĒÓ Ō¹§ŅõÕ Ķń ĻÓĒÓļÓ.
6. ┬ÕļĶ„ĶĒÓ Ķ±“Õ„ÕĒĶ └ę
ńÓŌĶ±Ķ“ Ņ“ ŌļÓµĒŅ±“Ķ ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó. ŽĶ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ņÕĒÕÕ
30%Ā Ķ±“Õ„ÕĒĶÕ ’ÕĻÓ∙ÓÕ“± , Ķ “Õ„³
ńÓĻ¾’ŅĶŌÓÕ“± ĒÓ 70% ŅßÓń÷Ó§. ═Ó Ņ±“Óļ³Ē¹§ ŅßÓń÷Ó§ “Õ„³ ĒÕ ńÓĻ¹ŌÓÕ“± . ŽĶ
ŌļÓµĒŅ±“Ķ ßŅļÕÕ 40%Ā “Õ„Ķ ĶņÕ■“
“ÕĒõÕĒ÷Ķ■ Ļ ŌŅńÓ±“ÓĒĶ■ ńÓ ±„Õ“ Ó±“ÓŌļĶŌÓĒĶ ĻÓĒÓļÓ ± ĒÓ¾µĒŅķ ÕŃŅ ±“ŅŅĒ¹.
ėņÕĒ³°ÕĒĶÕ Ķ±“Õ„ÕĒĶ ═─╠├ ĒÕ ńÓŌĶ±Ķ“ Ņ“ ŌļÓµĒŅ±“Ķ ŌĒÕ°ĒÕķ ŅĻ¾µÓ■∙Õķ ±Õõ¹.
7. ═Ó Ņ±ĒŅŌÕ ’ŅŌÕõÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ Ķ±±ļÕõŅŌÓĒĶķ, õļ ±ļ¾„ÓÕŌĀ
Ņ“±¾“±“ŌĶ Ó±“ÓŌļĶŌÓĒĶ ĻÓĒÓļÓ, ¾±“ÓĒŅŌļÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ
ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ’ÕÕ§ŅõÓ Ņ“ “Õ„ÕĒĶ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ Ļ “Õ„ÕĒĶ■ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ, ĻŅ“Ņ¹Õ ±Ņ±“ÓŌĶļĶ (ÓńÓßŅ“ĻÓĀ
1965-68 ŃŅõŅŌ )ĀĀ õļ ═─╠├Ā ╩= 3.10-7 Ń/ļ.ņĻ,Ā õļ └ęĀ
╩ = 1.10-6
ĀĀĀĀĀĀĀ ęÕŅÕ“Ķ„Õ±ĻĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ±Ņ±“ÓŌļ ■“ õļ ═─╠├ ╩ = 1,4.105Ń/ļ.ņĻ,
õļ └ęĀ ╩ = 2,7.10-5
Ā
Ā8. ąÓńÓßŅ“ÓĒ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ - ±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ó±„Õ“Ó ĒŅņ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ÓĻÕ“¹ ėą-100 ± ¾±ļŅŌĶÕņ ĒÕõŅ’¾∙ÕĒĶ ĻÓĻŅķ - ļĶßŅ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ
ßÓĻŅŌ Ķ ²ļÕņÕĒ“ŅŌ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó. čŅŃļÓ±ĒŅÕ ÕŃŅ Õń¾ļ³“Ó“ŅŌ ĻŅĒ“Ņļ³Ā ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ Ņ±¾∙Õ±“Ōļ ļ± ±
’ŅŃŅĒĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ 1.10-7 ļ/ņĻ.±ÕĻ.±ņ. ╚ń 1000 ĶńŃŅ“ŅŌļÕĒĒ¹§
ÓĻÕ“ ’Ķ “ÓĻŅķ ņÕ“ŅõĶĻÕ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ńÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
’Ņ“Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ “Ņļ³ĻŅ 14 ÓĻÕ“. ┬±Õ ²“Ķ ÓĻÕ“¹ ß¹ļĶ ’ÕŌ¹§ ļÕ“
ĶńŃŅ“ŅŌļÕĒĶ “Ņļ³ĻŅ ŅõĒŅŃŅ ╬ÕĒß¾Ń±ĻŅŃŅ ńÓŌŅõÓ, ŃõÕ ĒÕ ß¹ļĶ ŌĒÓ„ÓļÕ Ō¹õÕµÓĒ¹
²“Ķ ĒŅņ¹ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
9. ąÓńÓßŅ“ÓĒĒ¹ķ ńÓ“Õņ Ō
1972 ŃŅõ¾ Ņ“Ó±ļÕŌŅķ ±“ÓĒõÓ“ ’Ņ ņÕ“ŅõÓņ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ õÓŌÓļ
’ĶßļĶńĶ“Õļ³ĒŅ “Ņ“ µÕ ’Ņ õŅĻ ŌÕļĶ„ĶĒ¹ ĒŅņ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ, „“Ņ Ķ ÓńÓßŅ“ÓĒĒ¹ķ
ÓĒÕÕ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ.
10. ╚ń¾„ÕĒĶÕ ’Ķ„ĶĒ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ 12 ÓĻÕ“, ’ŅŌÕõÕĒĒŅÕ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶÕķ ’ŅĻÓńÓļŅ, „“Ņ
’Ņ Ņ±ĒŅŌĒŅņ¾ ņÕ“Óļļ¾ “Õ„Õķ ĒÕ Ō¹ Ōļ Õ“± , Ó ’Ņ ±ŌÓĒ¹ņ ±ŅÕõĶĒÕĒĶ ņ ÓńÓßŅ“ÓĒ
õ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ Ķ§ ĻŅĒ±“¾Ļ÷ĶĶ Ķ “Õ§ĒŅļŅŃĶĶ Ō¹’ŅļĒÕĒĶ , õŅÓßŅ“ĻÕ ±ŌÓŅ„Ē¹§
ÓŌ“ŅņÓ“ŅŌ ± ÷Õļ³■ Ķ±Ļļ■„ÕĒĶ ņÕõÕ±ŅõÕµÓ∙Ķ§ ²ļÕņÕĒ“ŅŌ Ō ±ŌÓŅ„ĒŅķ ŃŅļŅŌĻÕ.
ėĻÓńÓĒŅ ĒÓ ĒÕŅߧŅõĶņŅ±“³ ÓńÓßŅ“ĻĶ Ņ“Ó±ļÕŌ¹§ ±“ÓĒõÓ“ŅŌ:Ā Ó±„Õ“ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ,Ā Ņ±¾°ĻÓ ĶńõÕļĶķ ’ÕÕõ ĻŅĒ“ŅļÕņ Ķ§
ŃÕņÕ“Ķ„ĒŅ±“Ķ, “Õ§ĒŅļŅŃĶ Ķ ņÕ“ŅõÓņ ÕĒ“ŃÕĒŅĻŅĒ“Ņļ ±ŌÓĒ¹§ °ŌŅŌ, ĻŅ“Ņ¹Õ ß¹ļĶ
ÓńÓßŅ“ÓĒ¹ Ō’Ņ±ļÕõ±“ŌĶĶ.
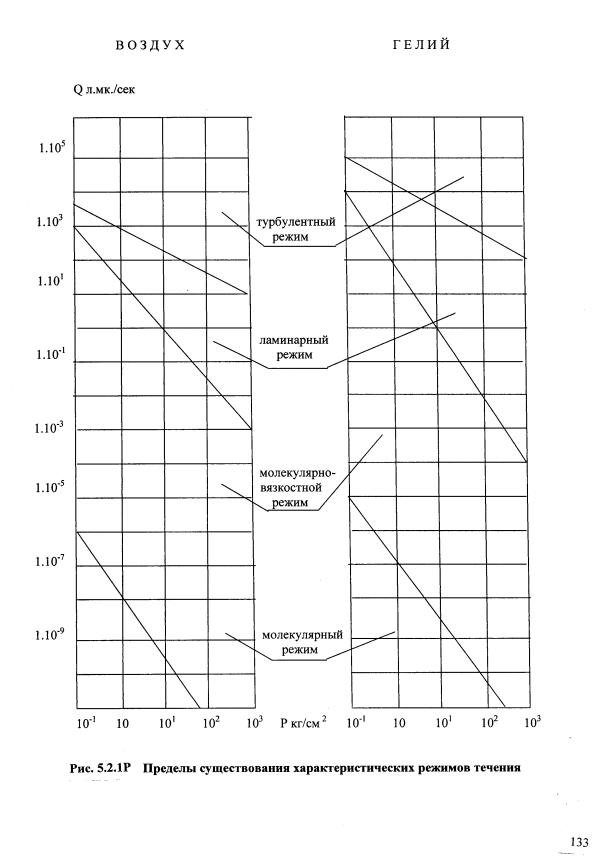
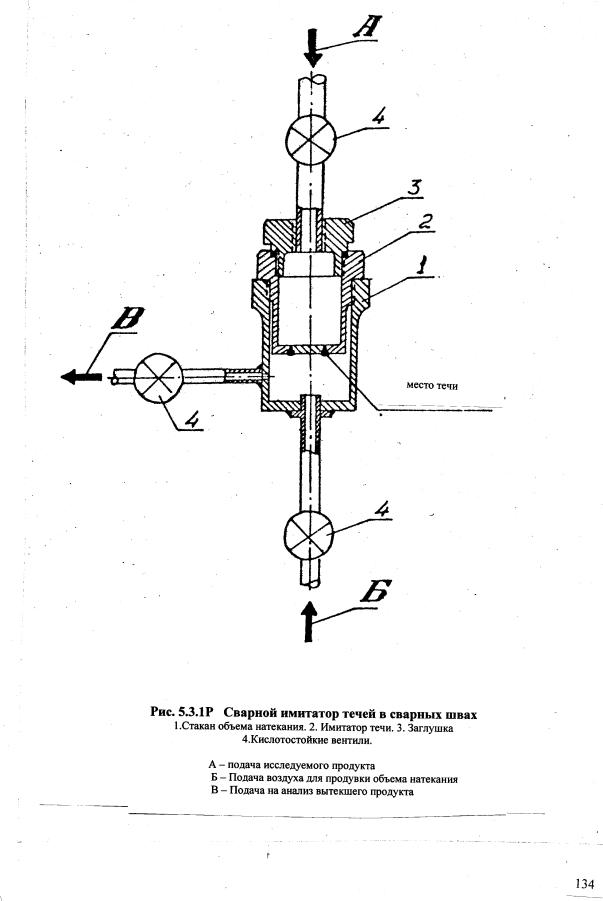
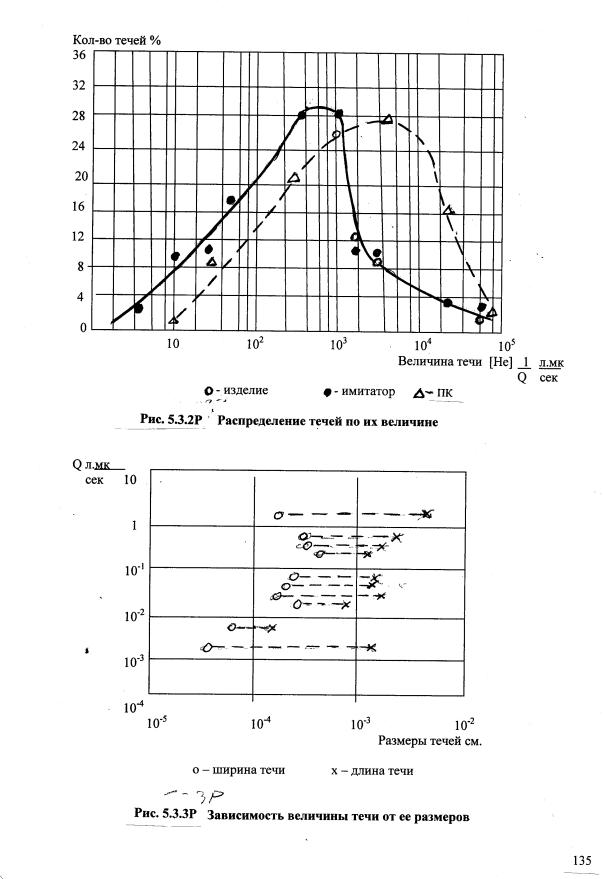
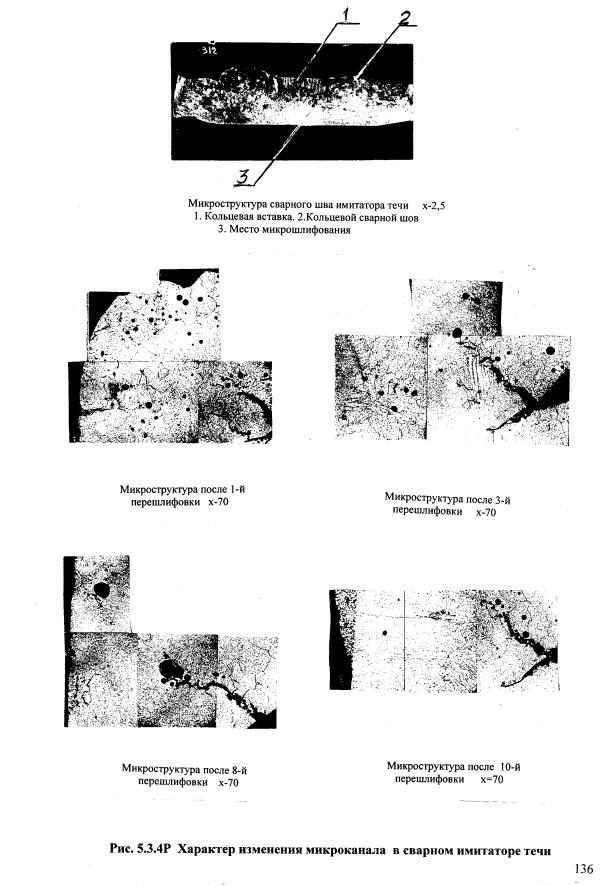
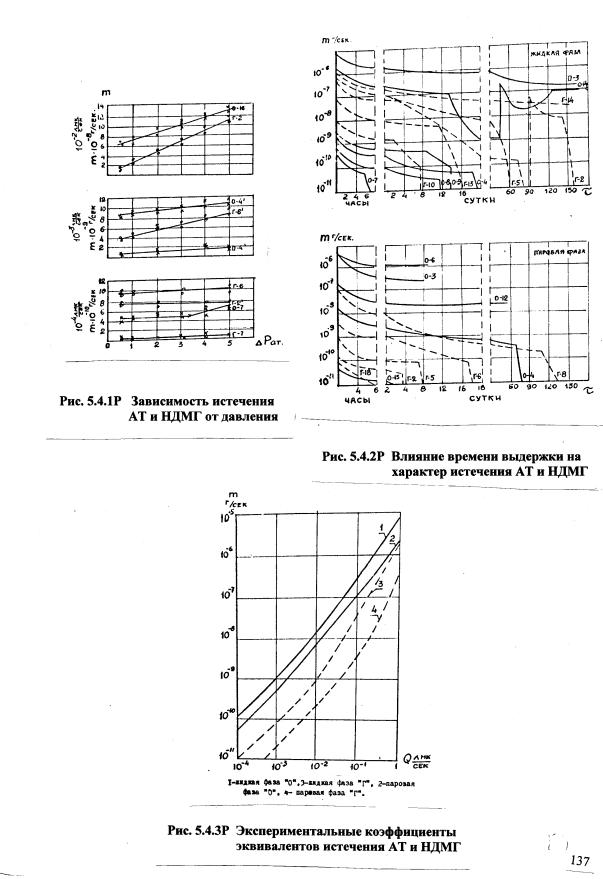
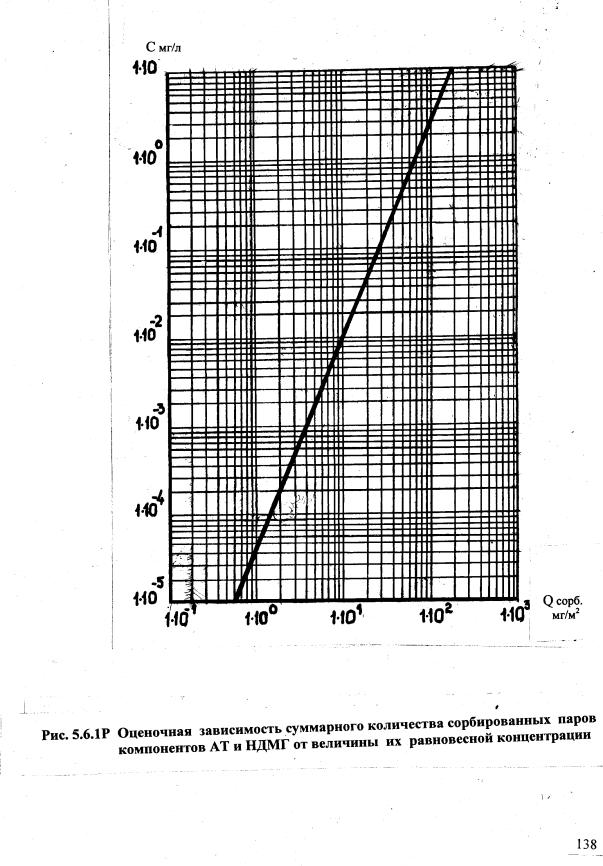
ĀĀĀĀ
ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ
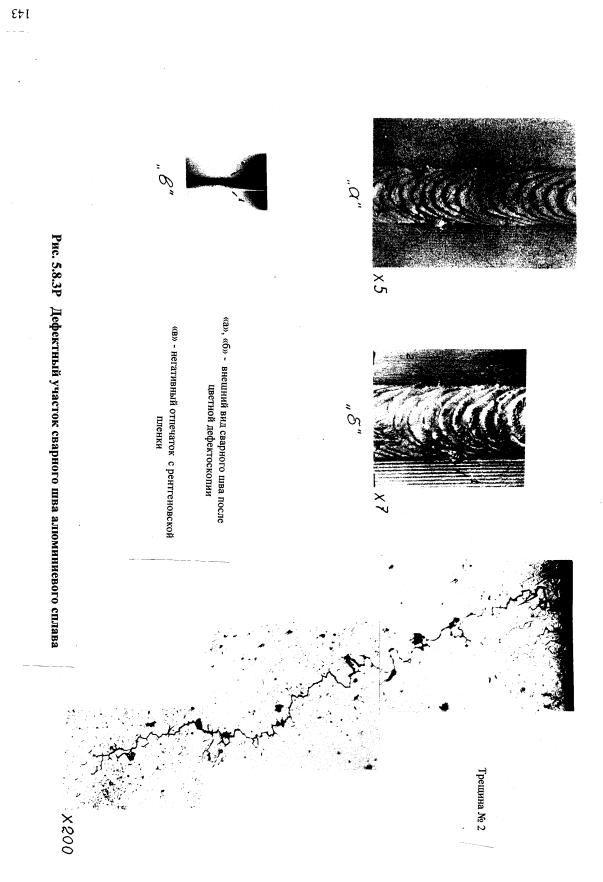
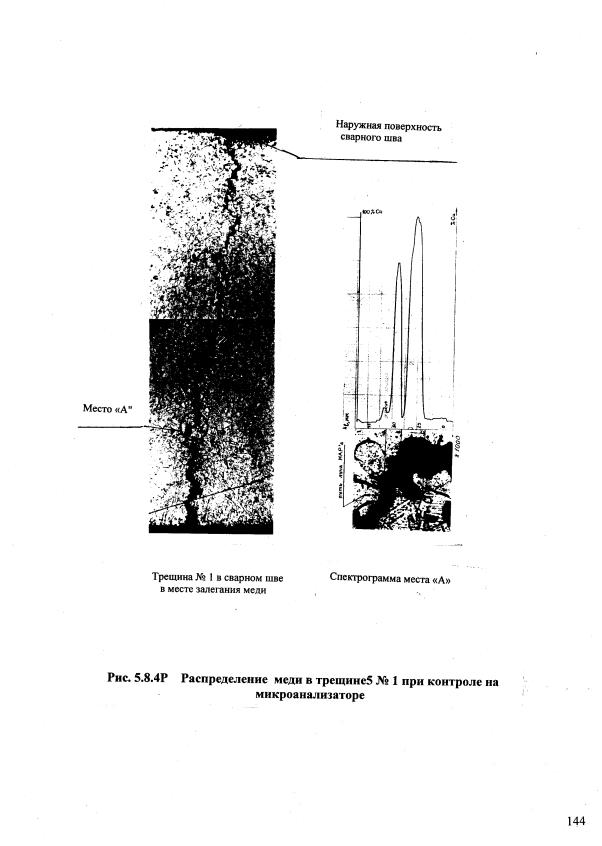
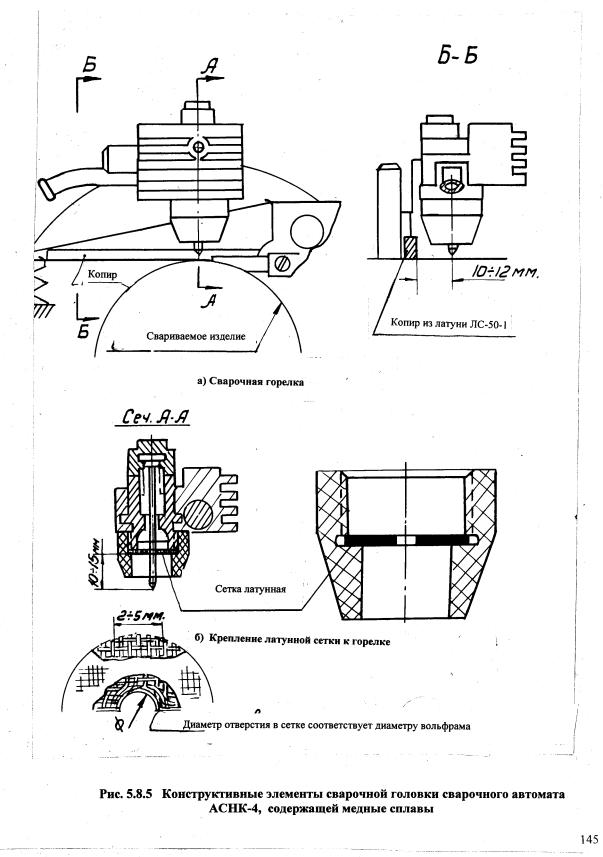
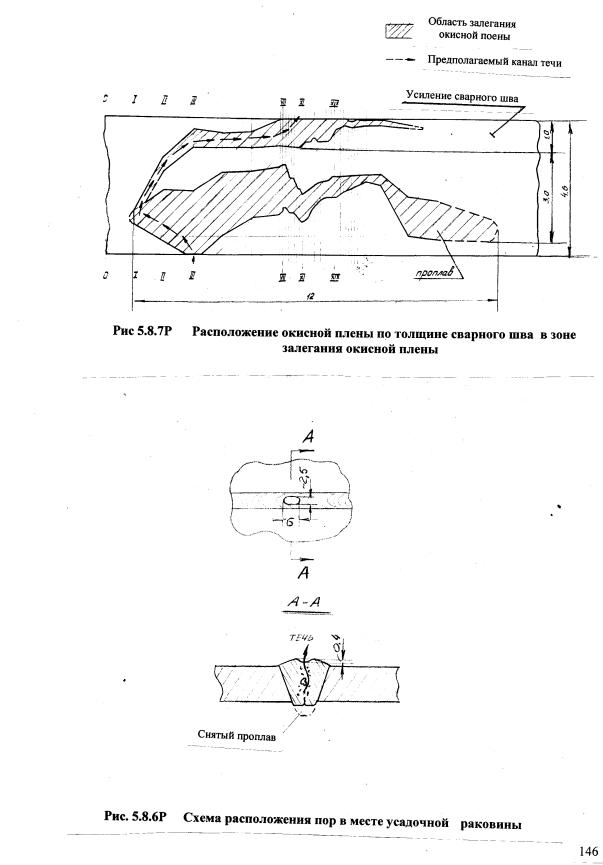
├ļÓŌÓ 6.0ĀĀ ╚čč╦┼─╬┬└═╚┼ĀĀ ┬═ėęą╚┴└╩╬┬█šĀ
Žą╬ų┼čč╬┬,Ā Žą╬ę┼╩└▐┘╚š
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Žą╚ĀĀ ─╦╚ę┼╦▄═╬╠ĀĀ šą└═┼═╚╚
ĀĀ 6.1.Ā ┬ļĶ ĒĶÕ
Ó±“ŌŅÕĒĒŅŃŅ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Ó§ ĒÓ õÓŌļÕĒĶÕ Ō ßÓĻÓ§.
ĀĀ ŽĶ §ÓĒÕĒĶĶ ĶńõÕļĶ Ō °Ó§“Õ Ō ¾±ļŅŌĶ § ’ÕÕņÕĒĒŅŃŅ
“Õņ’ÕÓ“¾ĒŅŃŅ ÕµĶņÓ ’ŅĶ±§ŅõĶ“ ĶńņÕĒÕĒĶÕ õÓŌļÕĒĶ Ā Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ ßÓĻŅŌ.Ā
ąÓĒÕÕ ß¹ļŅ ’ŅĻÓńÓĒŅ, „“Ņ ńĒÓ„ÕĒĶÕ “Õņ’ÕÓ“¾¹ Ō ŌÕ§ĒÕķ „Ó±“Ķ °Ó§“¹
ņŅµÕ“ õŅ§ŅõĶ“³ ļÕ“Ņņ õŅ 20-22Ņč Ķ ńĶņŅķ õÕµĶ“± Ō ÓķŅĒÕ 0Ņč.
ĀĀ ╚ńņÕĒÕĒĶÕ õÓŌļÕĒĶ Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ Ō¹ń¹ŌÓÕ“± ĒÕ “Ņļ³ĻŅ
ĶńņÕĒÕĒĶÕ “Õņ’ÕÓ“¾¹, ĒŅ Ķ ńÓ ±„Õ“ Ó±“ŌŅÕĒĶ ŃÓńŅŌ Ķń ’Ņõ¾°ÕĻ Ō ĻŅņ’ŅĒÕĒ“Ó§
“Ņ’ļĶŌÓ. ┬ Ņß∙ĶÕ ±ļ¾„ÓÕ ’Ņ÷Õ±± Ó±“ŌŅÕĒĶ ŃÓńŅŌ µĶõĻŅ±“ § ’ŅĶ±§ŅõĶ“ ńÓ ±„Õ“
ņŅļÕĻ¾ļ ĒŅķ Ķ “¾ß¾ļÕĒ“ĒŅķĀ õĶ¶¶¾ńĶĶ
’¾“Õņ Õ±“Õ±“ŌÕĒĒŅķ ĻŅĒŌÕĻ÷ĶĶ.
ĀĀ ╠ŅļÕĻ¾ļ ĒÓ õĶ¶¶¾ńĶ Ņ±¾∙Õ±“Ōļ Õ“± ’¾“Õņ ’ŅĒĶĻĒŅŌÕĒĶ „Ó±“Ķ÷
ŃÓńŅŌ Ķń ’Ņõ¾°ĻĶ Ō µĶõĻŅ±“³Ā „ÕÕń
ŃÓĒĶ÷¾ Ķ§ ĻŅĒ“ÓĻ“ÓĀ Ķ õÓļÕÕ Ņ“ ±ļŅ Ļ
±ļŅ■ ŌĒ¾“³ µĶõĻŅ±“Ķ. ┬Õņ ĒÓ±¹∙ÕĒĶ µĶõĻŅ±“Ķ Ō Ņß·ÕņÕ 3-15 ņ3 ’¾“Õņ
ņŅļÕĻ¾ļ ĒŅķ õĶ¶¶¾ńĶĶ ņŅµÕ“ Ķ±„Ķ±ļ Õ“³± õÕ± “ĻÓņĶ ļÕ“.
ĀĀ ę¾ß¾ļÕĒ“ĒÓ õĶ¶¶¾ńĶ Ņ±¾∙Õ±“Ōļ Õ“± ’¾“Õņ ’ÕÕņÕ°ĶŌÓĒĶ
ĒÓ±¹∙ÕĒĒ¹§ Ķ ĒÕ ĒÓ±¹∙ÕĒĒ¹§ ŃÓńŅņ ±ļŅÕŌ µĶõĻŅ±“Ķ ’Ķ Õ±“Õ±“ŌÕĒĒŅķ ĻŅĒŌÕĻ÷ĶĶ,
ĶĒ“ÕĒ±ĶŌĒŅ±“³ ĻŅ“ŅŅķ Ņ’ÕõÕļ Õ“± “Õņ’ÕÓ“¾Ē¹ņ ŃÓõĶÕĒ“Ņņ. ┬Õņ ĒÓ±¹∙ÕĒĶ
’Ķ “Õņ’ÕÓ“¾ĒŅķ õĶ¶¶¾ńĶĶ Ķ±„Ķ±ļ Õ“± ±¾“ĻÓņĶ. ▌“Ņ“ ŌĶõ ĒÓ±¹∙ÕĒĶ Ōļ Õ“±
Ņ±ĒŅŌĒ¹ņ ŌĶõŅņ. ═Ó±¹∙ÕĒĶÕņ ńÓ ±„Õ“ ņŅļÕĻ¾ļ ĒŅķ õĶ¶¶¾ńĶĶ ņŅµĒŅ ’ÕĒÕßÕ„³.
ĀĀ ąÓ±“ŌŅÕĒĶÕ ŃÓńÓ Ō µĶõĻŅ±“Ķ ’ŅõŅļµÓÕ“± õŅ “Õ§ ’Ņ, ’ŅĻÓ ĒÕ
ß¾õÕ“ õŅ±“ĶŃĒ¾“Ó ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÓńÓ Ō µĶõĻŅ±“Ķ, ±ŅŅ“ŌÕ“±“Ō¾■∙Ó ’Ó÷ĶÓļ³ĒŅņ¾
õÓŌļÕĒĶ ŃÓńÓ Ō ’Ņõ¾°ĻÕ. ▌“Ņ ’Ó÷ĶÓļ³ĒŅÕ õÓŌļÕĒĶÕ ŃÓńÓ Ō ’Ņõ¾°ĻÕ Ķ ±ŅŅ“ŌÕ“±“Ō¾■∙Ó
Õņ¾ ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÓńÓ Ō µĶõĻŅ±“Ķ ĒÓń¹ŌÓ■“± ÓŌĒŅŌÕ±Ē¹ņĶ Ķ ±Ō ńÓĒ¹ ņÕµõ¾ ±ŅßŅķ
±ŅŅ“ĒŅ°ÕĒĶÕņ, ĒŅ± ∙Ķņ ĒÓńŌÓĒĶÕ ńÓĻŅĒÓ ├ÕĒĶ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č Ā=Ā χ . ąŃĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ..(6.1.1į)
ŃõÕ: č -
ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÓńÓ Ō µĶõĻŅ±“Ķ,
ĀĀĀĀĀĀĀ ąŃĀ -
ÓŌĒŅŌÕ±ĒŅÕ ’Ó÷ĶÓļ³ĒŅÕ õÓŌļÕĒĶÕ ŃÓńÓ Ō ±ŌŅßŅõĒŅķ ’Ņõ¾°ĻÕ,
ĀĀĀĀĀĀĀ χĀĀĀ -
ĻŅ²¶¶Ķ÷ĶÕĒ“ ├ÕĒĶ.
Ā╩Ņ²¶¶Ķ÷ĶÕĒ“ ├ÕĒĶ Ņ’ÕõÕļ Õ“± õļ ĻÓµõŅķ ’Ó¹ ŃÓń ¢ µĶõĻŅ±“³
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ ’¾“Õņ, Ōļ Õ“± ¶¾ĒĻ÷ĶĶ “Õņ’ÕÓ“¾¹ Ķ ńÓŌĶ±Ķ“ Ņ“ õÓŌļÕĒĶ ,
’Ķ ĻŅ“ŅŅņ ’ŅĶ±§ŅõĶ“ Ó±“ŌŅÕĒĶÕ ŃÓńÓ Ō µĶõĻŅ±“Ķ.
Ā ŽŅ±ļÕ ĒÓ±¹∙ÕĒĶ ŃÓńŅņ µĶõĻŅ±“Ķ õŅ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ č,
’Ķ ¾ņÕĒ³°ÕĒĶĶ õÓŌļÕĒĶ Ō ŃÓńŅŌŅķ ’Ņõ¾°ĻÕ, Ķń µĶõĻŅ±“Ķ ĒÓ„ĶĒÓÕ“ Ō¹õÕļ “³± ŃÓń
(õÕ±ŅßĶŅŌÓ“³± ) Ō “ÓĻŅņ ĻŅļĶ„Õ±“ŌÕ, „“Ņ ¾±“ÓĒÓŌļĶŌÓÕ“± ĒŅŌŅÕ ’Ó÷ĶÓļ³ĒŅÕ
õÓŌļÕĒĶÕ ąŃĻ Ķ ĒŅŌÓ ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ čĻ.
┼±ļĶ ’Ķ ²“Ņņ ĶńņÕĒ Õ“± “Õņ’ÕÓ“¾Ó, “Ņ ĻŅĒ÷ÕĒ“Ó÷Ķ č ĶńņÕĒĶ“±
õŅ’ŅļĒĶ“Õļ³ĒŅ Ķ ńÓ ±„Õ“ ĶńņÕĒÕĒĶ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ├ÕĒĶ.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ └ę Ķ ═─╠├ Ō õÕ ŅŃÓĒĶńÓ÷Ķķ ’ŅŌÕõÕĒ ĻŅņ’ļÕĻ±
Ķ±±ļÕõŅŌÓĒĶķ Ō Ņ±ĒŅŌĒŅņ Ō õŌ¾§ ĒÓ’ÓŌļÕĒĶ §:
-Ķ±±ļÕõŅŌÓĒĶÕ ĻĶĒÕ“ĶĻĶ
Ó±“ŌŅÕĒĶ ÓńŅ“Ó ĻŅņ’ŅĒÕĒ“Ó§ ĒÓ ņŅõÕļ³Ē¹§ Ķ ĒÓ“¾Ē¹§ ÕņĻŅ±“ §;
-Ķ±±ļÕõŅŌÓĒĶÕ ŌŅńņŅµĒŅ±“Ķ
’ÕõŌÓĶ“Õļ³ĒŅŃŅ ’ŅŃÓņņĶŅŌÓĒĒŅŃŅ ĒÓ±¹∙ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ
ĀÓńŅ“Ņņ. ąÕń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ Ō ų╩┴╠į1 Ķ±±ļÕõŅŌÓĒĶķ ’Ņ ’Ņ÷Õ±±Óņ
ŃÓńŅĒÓ±¹∙ÕĒĶ õÓļÕÕ ĶńļÓŃÓ■“± ’Ņ ÓßŅ“Õ [71]
ĀĀ ╚ńņÕĒÕĒĶ õÓŌļÕĒĶ Ō ßÓĻÓ§ ŅŃÓĒĶ„ĶŌÓÕ“± ’ÕõÕļÓņĶ,
ŅßÕ±’Õ„ĶŌÓ■∙ĶņĶ ’Ņ„ĒŅ±“³ ßÓĻŅŌ Ķ ŌŅńņŅµĒŅ±“³■ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ õÓŌļÕĒĶ
Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ╩ŅĒ÷ÕĒ“Ó÷Ķ Ó±“ŌŅÕĒĒŅŃŅ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Ó§ Ķ
±ŅŅ“ŌÕ“±“Ō¾■∙ĶņĶ Ķņ õÓŌļÕĒĶ ņĶ ŅŃÓĒĶ„ĶŌÓ■“± ’ÕõÕļÓņĶ, ŅßÕ±’Õ„ĶŌÓ■∙ĶņĶ
ßÕńĻÓŌĶ“Ó÷ĶŅĒĒ¾■ ÓßŅ“¾ ĒÓ±Ņ±ŅŌ õŌĶŃÓ“ÕļÕķ. ╬ß¹„ĒŅ ’Ņ„ĒŅ±“³ ßÓĻŅŌ “ÓĻŅŌÓ, „“Ņ
õÓŌļÕĒĶÕ ŅŃÓĒĶ„ĶŌÓÕ“± ĒÕ Ķ§ ’Ņ„ĒŅ±“³■, Ó õÓŌļÕĒĶÕņ, ŅßÕ±’Õ„ĶŌÓ■∙Ķņ
ĒÕŅߧŅõĶņ¾■ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Ó§. ŽŅ„ĒŅ±“Ē¹Õ ¶ÓĻ“Ņ¹ ĶņÕ■“ ņÕ±“Ņ
“ŅŃõÓ, ĻŅŃõÓ Ō ßÓĻÓ§ ’ĶņÕĒÕĒ¹ ±ŅŌņÕ∙ÕĒĒ¹Õ õĒĶ∙Ó, ĶņÕ■∙ĶÕ ŅŃÓĒĶ„ÕĒĶ ’Ņ
’Ņ„ĒŅ±“Ķ.
Ā ─ļ õŌĶŃÓ“ÕļÕķ ÓĻÕ“¹ ėą-100Ā
õŅ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ÓńŅ“Ó čņÓ§ Ķ
±ŅŅ“ŌÕ“±“Ō¾■∙ÕÕ Ķņ õÓŌļÕĒĶÕ ą±¾ņ., ĻŅ“ŅŅÕ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ±¾ņņ¾
õÓŌļÕĒĶķ ¾’¾ŃĶ§ ’ÓŅŌ ąs Ķ ’Ó÷ĶÓļ³ĒŅŃŅ õÓŌļÕĒĶ
ÓńŅ“Ó ąN2 ’Ķ “Õņ’ÕÓ“¾Õ 25Ņč. ╚§Ā ŌÕļĶ„ĶĒ¹ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 6.1.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 6.1.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
|
═ÓĶņÕĒŅŌÓĒĶÕ ĀĀ õŌĶŃÓ“Õļ |
ŽŅõ¾Ļ“ |
ĀĀĀĀĀĀĀĀ č ĀŃ/ļ |
ĀĀĀĀ ą Ó“Ó |
|
ĀĀĀĀĀĀĀ ─ė-1 |
ĀĀĀĀĀĀĀ └ę ĀĀĀĀĀĀ ═─╠├ĀĀ |
ĀĀĀĀĀĀĀĀ 0,5 ĀĀĀĀĀĀĀĀ 0,25 |
ĀĀĀĀĀĀ 3,2 ĀĀĀĀĀĀ 2,0ĀĀĀ |
|
ĀĀĀĀĀĀĀ ─ė-Ž |
ĀĀĀĀĀĀĀ └ę ĀĀĀĀĀĀ ═─╠├ |
ĀĀĀĀĀĀĀĀ 0,585 ĀĀĀĀĀĀĀĀ 0,27ĀĀĀĀ |
ĀĀĀĀĀĀ 3,53 ĀĀĀĀĀĀ 2,14 |
ĀĀĀ ŽĶ õÓĒĒ¹§ õÓŌļÕĒĶ § õŌĶŃÓ“ÕļĶ ±Ņ§ÓĒ ■“ ÕµĶņ ßÕńĻÓŌĶ“Ó÷ĶŅĒĒŅķ
ÓßŅ“¹ Ķ ŅĒĶ ’ĶĒĶņÓ■“± ńÓ ņÓĻ±ĶņÓļ³ĒŅ õŅ’¾±“Ķņ¹Õ õÓŌļÕĒĶ Ō ßÓĻÓ§ ’Ķ §ÓĒÕĒĶĶ.
╠ĶĒĶņÓļ³Ē¹Õ õÓŌļÕĒĶ Ō ßÓĻÓ§ ĒÕ õŅļµĒ¹ ’ĶĒĶņÓ“³ Ņ“Ķ÷Ó“Õļ³Ē¹Õ ńĒÓ„ÕĒĶ Ķ Ķ§
ŌÕļĶ„ĶĒÓ õŅļµĒÓ ß¹“³ “ÓĻŅķ. ū“Ņß¹ ŅßÕ±’Õ„Ķ“³ Ķ§ ÕŃĶ±“Ó÷Ķ■ õÓ“„ĶĻÓņĶ ±Ķ±“Õņ¹
õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ (±Ķ±“ÕņÓ č─╩Ū). ęÓĻ õļ ßÓĻŅŌ ├-1Ā Ķ ├-Ž ’ĶĒ “Ņ ņĶĒĶņÓļ³ĒŅÕ õÓŌļÕĒĶÕ 0,2 ĻŃ/±ņ2
’Ķ ĒÓ±“ŅķĻÕ õÓ“„ĶĻŅŌ õÓŌļÕĒĶ 0,15 ▒ 0,05 Ó“Ķ. ─ļ ßÓĻÓ ╬-1 , ŃõÕ ±ŅŌņÕ∙ÕĒĒŅÕ
õĒĶ∙Õ ĶņÕÕ“ õŅ±“Ó“Ņ„Ē¹ķ ńÓ’Ó± ’Ņ„ĒŅ±“Ķ , ņĶĒĶņÓļ³ĒŅÕ õÓŌļÕĒĶÕ ’ĶĒ “Ņ 0,36
ĻŃ/±ņ2 Ā’Ķ ĒÓ±“ŅķĻÕ
õÓ“„ĶĻŅŌ õÓŌļÕĒĶ 0,3 ▒ 0,05 Ó“Ó. ─ļ ßÓĻÓ ╬-Ž, ¾ ĻŅ“ŅŅŃŅ ±ŅŌņÕ∙ÕĒĒ¹Õ õĒĶ∙Ó
Ō¹õÕµĶŌÓ■“ õÓŌļÕĒĶ ±Ņ ±“ŅŅĒ¹ ßÓĻÓ ├-Ž ĒÕ ßŅļÕÕ 0,2 ĻŃ/±ņ2 ĀņĶĒĶņÓļ³ĒŅÕ õÓŌļÕĒĶÕ ’ĶĒ “Ņ 1,05 ĻŃ/±ņ2
.┬ ±ļ¾„ÓÕ ńÓņÕÓ õÓŌļÕĒĶ Ā Ķń
“¾ßŅ’ŅŌŅõŅŌ ĻŅĒ“ÕķĒÕÓ, Ó ĒÕ Ķń ßÓĻŅŌ ’Ķ ĒÓ±“ŅķĻÕ õÓ“„ĶĻŅŌ õÓŌļÕĒĶ
ĒÕŅߧŅõĶņŅ ¾„Ķ“¹ŌÓ“³ ’ĶŅ±“ õÓŌļÕĒĶ , ŅßÓń¾■∙ÕŃŅ± ńÓ ±„Õ“ ±“ŅļßÓ ĻŅĒõÕĒ±Ó“Ó
µĶõĻŅ±“Ķ Ō “¾ßŅ’ŅŌŅõÓ§ ÓĻÕ“¹ Ķ ĻŅĒ“ÕķĒÕÓ.
ĀĀ ąÓ±„Õ“ õÓŌļÕĒĶ Ō ßÓĻÓ§ ÓĻÕ“¹, ± ¾„Õ“Ņņ Ó±“ŌŅĶņŅ±“Ķ ÓńŅ“Ó Ō
ŃÓńŅŌŅķ ’Ņõ¾°ĻÕ, ’ŅĶńŌŅõĶ“± Ō ±ļÕõ¾■∙Õķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“Ķ ± ’ĶĒ “¹ņĶ
ŅßŅńĒÓ„ÕĒĶ ņĶ:
Āę ¢ “Õņ’ÕÓ“¾Ó ĻŅņ’ŅĒÕĒ“Ó ĶļĶ ŃÓńÓ Ō ±ŌŅßŅõĒŅķ ’Ņõ¾°ĻÕ ( Ņ K, Co )
ĀχĀ -Ā ĻŅ²¶¶Ķ÷ĶÕĒ“ ├ÕĒĶ ( Ń/ļ.Ó“Ó)
ĀąN2 ¢Ā
ÓŌĒŅŌÕ±ĒŅÕ ’Ó÷ĶÓļ³ĒŅÕ õÓŌļÕĒĶÕ ÓńŅ“Ó Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ ßÓĻŅŌ (Ó“Ó)
ĀVŃ.’. ¢Ņß·Õņ ŃÓńŅŌŅķ ’Ņõ¾°ĻĶ ßÓĻÓ (ļ)
ĀVµ ¢ Ņß·Õņ ĻŅņ’ŅĒÕĒ“Ó Ō ßÓĻÕ (ļ)
Ā č ¢ ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Õ
(Ń/ļ).
Ā ╬õĶĒ °“Ķ§ ’Ķ ĶĒõÕĻ±Õ ß¾õÕ“ Ņ“ĒŅ±Ķ“³± Ļ ĒÓ„Óļ¾ Ó±„Õ“ĒŅŃŅ
ĶĒ“ÕŌÓļÓ “Õņ’ÕÓ“¾, Ó õŌÓ °“Ķ§Ó Ļ ĻŅĒÕ„ĒŅņ¾ ĶĒ“ÕŌÓļ¾.
Ā ┬ ĻÓµõ¹ķ ņŅņÕĒ“ §ÓĒÕĒĶ ńÓ’ÓŌļÕĒĒŅķĀ ÓĻÕ“¹, ’Ķ ¾±ļŅŌĶ ’ÕŌŅĒÓ„Óļ³ĒŅŃŅ ÓŌĒŅŌÕ±ĒŅŃŅ ±Ņ±“Ņ ĒĶ ,
±¾ņņÓĒŅÕ õÓŌļÕĒĶÕ Ō ’Ņõ¾°ĻÓ§Ā ßÓĻÓ
ÓŌĒŅ ±¾ņņÕ ¾’¾ŃĶ§ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ķ ÓŌĒŅŌÕ±ĒŅŃŅ ’Ó÷ĶÓļ³ĒŅŃŅ õÓŌļÕĒĶ
ÓńŅ“Ó:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ą±¾ņ. = ąsĀ + ąN2 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ.. (6.1.1.į)
ĀĀ ┬ ±Ķļ¾ “ŅŃŅ. „“Ņ ąs ĀŅ“ “Õņ’ÕÓ“¾¹ ĶńŌÕ±“ĒŅ õļ └ę Ķ ═─╠├, “Ņ ’Ķ ĶńŌÕ±“Ē¹§ ą1±¾ņ
ĀĶ ą1N2 ,
Ó±„Õ“ ’Ó÷ĶÓļ³ĒŅŃŅ õÓŌļÕĒĶ Ō ßÓĻÓ§ ±ŌŅõĶ“± Ļ Ņ’ÕõÕļÕĒĶ■ ĻŅĒÕ„ĒŅŃŅ ńĒÓ„ÕĒĶ
õÓŌļÕĒĶ ą11N2 Ķ ±ŅŅ“ŌÕ“±“ŌÕĒĒŅĀ ą11±¾ņ. įŅņ¾ļÓ õļ
Ņ’ÕõÕļÕĒĶ ą11N 2 Ā’Ņ¾„ÓÕ“± , Õ±ļĶ ńÓ’Ķ±Ó“³ ¾±ļŅŌĶ ±Ņ§ÓĒÕĒĶ ņÓ±±¹ ÓńŅ“Ó Ō ßÓĻÕ G,
ĒÓ§Ņõ ∙ÕŃŅ± Ō ’Ņõ¾°ĻÕ Ķ Ó±“ŌŅÕĒĒŅŃŅ Ō ĻŅņ’ŅĒÕĒ“Õ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ G1Ń.’. Ā+Ā G1µ Ā=Ā G11Ń.’. Ā+Ā G11µ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģģĀ (6.1.2į)
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąN2 VŃ.’.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąN2 VŃ.’.
![]() ĀĒŅ “ÓĻ ĻÓĻ:Ā GŃ.’.
=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĶĀĀĀ Gµ Ā= č Vµ Ā= χ ąµ VµĀĀ ,ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “ŅŃõÓ
ņŅµĒŅ ńÓ’Ķ±Ó“³:
ĀĒŅ “ÓĻ ĻÓĻ:Ā GŃ.’.
=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĶĀĀĀ Gµ Ā= č Vµ Ā= χ ąµ VµĀĀ ,ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “ŅŃõÓ
ņŅµĒŅ ńÓ’Ķ±Ó“³:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ R ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ą1N2 V1Ń.’.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą11N2 V11Ń.’.ĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ +Ā χ1 ą1N2ĀĀ ;ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ V11µ Ā=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
+Ā χ11 ą11N2 ĀV11µ ĀĀ,ĀĀĀ Ņ“Ļ¾õÓ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ +Ā χ1 ą1N2ĀĀ ;ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ V11µ Ā=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
+Ā χ11 ą11N2 ĀV11µ ĀĀ,ĀĀĀ Ņ“Ļ¾õÓ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ RT1ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀR T11
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę11 ¢
ę1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ V1Ń.’. + χ1 RT1V1µ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą11 N2 Ā=ĀĀ ą1N2
( 1 + ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ) .Ā (ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ)ĀĀĀ
ģģģģ.(6.1.1.3į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą11 N2 Ā=ĀĀ ą1N2
( 1 + ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ) .Ā (ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ)ĀĀĀ
ģģģģ.(6.1.1.3į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ V11µ + χ11 RT11
V11µ
Ā ŪĒÓ ą1N2 , ĶńņÕĒÕĒĶÕ VŃ.’.
Ķ Vµ ’Ņ “Õņ’ÕÓ“¾Õ Ķ ĻŅĒÕ„Ē¾■
“Õņ’ÕÓ“¾¾. ╠ŅµĒŅ ĒÓķ“Ķ ą11N2 , Ó ±ļÕõŅŌÓ“Õļ³ĒŅ Ķ
±¾ņņÓĒŅÕ ÓŌĒŅŌÕ±ĒŅÕĀ õÓŌļÕĒĶÕĀ Ō ĻŅĒ÷Õ Ó±„Õ“ĒŅŃŅ ĶĒ“ÕŌÓļÓ “Õņ’ÕÓ“¾.
╩ĶŌÓ Ā ąņÓ§±¾ņ.ņĶĒ. = f (ę)
õÓ±“ ĒĶµĒ■■ Ķ ŌÕ§Ē■■ ŃÓĒĶ÷¾ ĶńņÕĒÕĒĶ ±¾ņņÓĒŅŃŅ õÓŌļÕĒĶ Ņ“ “Õņ’ÕÓ“¾¹ Ō
ßÓĻÓ§.
ĀĀ čÕõĒÕÓĶ¶ņÕ“Ķ„Õ±ĻŅÕ ńĒÓ„ÕĒĶÕ ²“Ķ§ õÓŌļÕĒĶķ õŅļµĒŅ ŌĶ“± Ķ±§ŅõĒ¹ņ
õÓŌļÕĒĶÕņ õļ ĒÓ±¹∙ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ńÓ’ÓŌŅ„Ē¹§ ±Õõ±“ŌÓ§ ’ÕÕõ ńÓ’ÓŌĻŅķ, Ó
“ÓĻµÕ ’Ķ ńÓ’ÓŌĻÕ Ķ ŃÕņÕ“ĶńÓ÷ĶĶĀ
“Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó ’ÕÕõ ’Ņ±“ÓĒŅŌĻŅķ ĒÓ õļĶ“Õļ³ĒŅÕ §ÓĒÕĒĶÕ. ╬õĒÓĻŅ
²Ļ±’ÕĶņÕĒ“¹ [71] ’ŅĻÓńÓļĶ, „“ŅĀ Ō
’ÕŌŅņ ’ĶßļĶµÕĒĶĶ ²“Ņ ±’ÓŌÕõļĶŌŅ “Ņļ³ĻŅ õļ ═─╠├. ─ļ └ę Ō ²“ ĒŅņĶĒÓļ³ĒŅÕ
ńĒÓ„ÕĒĶÕ õÓŌļÕĒĶÕ õŅļµĒ¹ ß¹“³ ŌĒÕ±ÕĒ¹ ’Ņ’ÓŌĻĶ, ±Ō ńÓĒĒ¹Õ ± “Õņ, „“Ņ Ō §ŅõÕ
ńÓ’ÓŌĻĶ ’Ó¹ └ę ĒÓ±¹∙Ó■“ ŃÓńŅŌ¾■ ’Ņõ¾°Ļ¾ ßÓĻÓ ’Ņ±“Õ’ÕĒĒŅĀ Ķ ±ÕõĒÕÕ ’Ó÷ĶÓļ³ĒŅÕ õÓŌļÕĒĶÕ ’ÓŅŌ └ę Ō
ņŅņÕĒ“ ŃÕņÕ“ĶńÓ÷ĶĶ ßÓĻŅŌ ß¾õÕ“ ĒĶµÕ ĒÓ±¹∙ÕĒĒ¹§ ’ÓŅŌ. ┬Õņ ¾±“ÓĒŅŌļÕĒĶ
ÓŌĒŅŌÕ±ĒŅŃŅ ±Ņ±“Ņ ĒĶ Ō ßÓĻÓ§ ±Ņ±“ÓŌĶļŅ 15 -20 ±¾“ŅĻ.
ĀĀ ŽŅ²“Ņņ¾ Õ±ļĶ ŃÕņÕ“ĶńĶŅŌÓ“³ ßÓĻĶ ±Óń¾ µÕ ’Ņ±ļÕ ńÓ’ÓŌĻĶ ’Ķ
ĒŅņĶĒÓļ³Ē¹§ ńĒÓ„ÕĒĶ § õÓŌļÕĒĶ § Ō ŃÓńŅŌ¹§ ’Ņõ¾°ĻÓ§ ßÓĻŅŌ └ę, ĻŅļĶ„Õ±“ŌŅ ÓńŅ“Ó Ō
’Ņõ¾°ĻÓ§ ßÓĻŅŌ ß¾õÕ“ ßŅļ³°Õ ĒÕŅߧŅõĶņŅŃŅ Ó±„Õ“ĒŅŃŅ ńĒÓ„ÕĒĶ ĒÓ ŌÕļĶ„ĶĒ¾:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
∆Ā ą ( Vß Ā- Vµ )Ā
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆GN2ĀĀĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ(6.1.1.4į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆GN2ĀĀĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ(6.1.1.4į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
RT
ŃõÕ:Ā ∆ą ¢ ÓńĒŅ±“³ õÓŌļÕĒĶķ ĒÓ±¹∙ÕĒĒ¹§
’ÓŅŌ Ķ ±ÕõĒÕŃŅ ’Ó÷ĶÓļ³ĒŅŃŅ õÓŌļÕĒĶ Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅņ’ŅĒÕĒ“ŅŌ
ĀĀĀĀĀĀĀĀ Vß Ā- Ņß·Õņ ßÓĻÓ
Ā╩ŅņÕ Ņ“ņÕ„ÕĒĒŅŃŅ, õŅ’ŅļĒĶ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ÓńŅ“Ó Ō ’Ņõ¾°ĻÓ§
ßÓĻŅŌ ’Ņļ¾„ÓÕ“± ńÓ ±„Õ“ “ŅŃŅ, „“Ņ ĒÓ±¹∙ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ Ō ’ŅõŌĶµĒ¹§
ńÓ’ÓŌŅ„Ē¹§ ±Õõ±“ŌÓ§ ’ŅŌŅõĶ“± ’Ķ õÓŌļÕĒĶ § ĒÓ 0,25 ĻŃ/±ņ2 ĀĒĶµÕ õÓŌļÕĒĶķ ’Ķ ńÓ’ÓŌĻÕ Ō ßÓĻĶ. ▌“Ņ
Ō¹ńŌÓĒŅ “ÕßŅŌÓĒĶÕņ ßÕńĻÓŌĶ“Ó÷ĶŅĒĒŅķ ÓßŅ“¹ ĒÓ±Ņ±ŅŌ õŌĶŃÓ“ÕļÕķ.
ĀĀ ═ÓļĶ„ĶÕ õŅ’ŅļĒĶ“Õļ³ĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ ÓńŅ“Ó Ō ŃÓńŅŌŅķ ’Ņõ¾°ĻÕ ßÓĻÓ
’Ņ±ļÕ ŃÕņÕ“ĶńÓ÷ĶĶ ’ĶŌÕõÕ“ ’Ķ §ÓĒÕĒĶĶ ’ĶŌÕõÕ“ ’Ķ §ÓĒÕĒĶĶ Ļ ¾ŌÕļĶ„ÕĒĶ■
ÓŌĒŅŌÕ±ĒŅŃŅ õÓŌļÕĒĶ Ā Ō ßÓĻÕ ’Ņ ±ÓŌĒÕĒĶ■
± ĒŅņĶĒÓļ³Ē¹ņ Ó±„Õ“Ē¹ņ õÓŌļÕĒĶÕņ, „“Ņ Ō ±ŌŅ■ Ņ„ÕÕõ³ ’ĶŌÕõÕ“ Ļ ¾ŌÕļĶ„ÕĒĶ■
ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ÓńŅ“Ó Ō ĻŅņ’ŅĒÕĒ“Ó§. ū“Ņß¹ ²“ŅŃŅ ĒÕ ’ŅĶńŅ°ļŅ,
ĒÓ±¹∙ÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ńÓ’ÓŌŅ„Ē¹§ ±Õõ±“ŌÓ§ ’ŅĶńŌŅõĶ“± ĒÓ 0,1 ĻŃ/±ņ2 ĒĶµÕ
Ó±„Õ“Ē¹§ ĒŅņĶĒÓļ³Ē¹§ ńĒÓ„ÕĒĶķĀ
õÓŌļÕĒĶķ, Ó ńÓ’ÓŌĻÓ ŌÕõÕ“± ’Ķ õÓŌļÕĒĶ § ĒÓ 0,15 ĻŃ/±ņ2 Ō¹°Õ
Ó±„Õ“Ē¹§ ĒŅņĶĒÓļ³Ē¹§. ąÕń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ Ō ÓßŅ“Õ [71] Ó±„Õ“ŅŌ õļ ÓĻÕ“¹
ėą-100 ’Ņ ĶńļŅµÕĒĒŅķ ņÕ“ŅõĶĻÕ ’ĶŌÕõÕĒ ĒÓ Ķ±¾ĒĻÓ§ ąĶ±. 6.1.1ą ¢ 6.1.4ą.Ā
ĀĀĀ ŪÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ²“Ķ§ ÓĻÕ“ õÓŌļÕĒĶÕ Ō ßÓĻÓ§ ĒÕ
Ō¹§ŅõĶļŅ Ķń ńÓõÓĒĒ¹§ ’ÕõÕļŅŌ, „“Ņ ¾ßÕõĶ“Õļ³ĒŅ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ Ō¹±ŅĻŅņ
ĻÓ„Õ±“ŌÕ ’ŅŌÕõÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ Ķ ĒÓõÕµĒŅ±“Ķ Ō¹’ŅļĒÕĒĒ¹§ Ó±„Õ“ŅŌ ’Ņ
ÓńÓßŅ“ÓĒĒŅķ ņÕ“ŅõĶĻÕ.
6.2.Ā
╬±ÓõĻŅŅßÓńŅŌÓĒĶÕ Ō ĻŅņ’ŅĒÕĒ“Ó§.
ĀĀ ╩Ņņ’ŅĒÕĒ“¹ └ę Ķ ═─╠├, ĻÓĻ Ķ Ō±Õ µĶõĻŅ±“Ķ, ’Ņ§Ņõ “ ±’Õ÷ĶÓļ³Ē¾■
Ņ„Ķ±“Ļ¾, Ķ “Õņ ĒÕ ņÕĒÕÕ, ĶņÕ■“ Ņ’ÕõÕļÕĒĒŅÕ ĻŅļĶ„Õ±“ŌŅ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ
ÓńļĶ„Ē¹§ ÓńņÕŅŌ. ─ÓµÕ “ÓĻŅķ, ĻÓńÓļŅ±³ ß¹ „Ķ±“¹ķ ’Ņõ¾Ļ“, ĻÓĻ ±’Ķ“
ÕĻ“Ķ¶ĶĻÓ“, ĶņÕÕ“ „Ó±“Ķ÷¹ “ŌÕõ¹§ ’ĶņÕ±Õķ ’Ņ ÓńņÕÓņ õŅ§Ņõ ∙Ķņ õŅ 300 ņĶĻŅĒ.
┬ ±¾∙Õ±“Ō¾■∙Ķ§ õŌĶŃÓ“Õļ § ĒÓ Ō§ŅõÕ Ō Ķ§ “Ņ’ļĶŌĒ¹Õ ņÓŃĶ±“ÓļĶ Ņ“±¾“±“Ō¾■“
“Ņ’ļĶŌĒ¹Õ ¶Ķļ³“¹. ŽŅ²“Ņņ Ņ±ÕŌ°ĶÕ „Ó±“Ķ÷¹ Ō ßÓĻÓ§ Ō ĻŅņ’ŅĒÕĒ“Ó§ ņŅŃ¾“ ŌļĶ “³ ĒÓ
ÓßŅ“¾ ÕŃ¾ļĶ¾■∙Õķ Ó’’ÓÓ“¾¹ õŌĶŃÓ“Õļ , ¾ ĻŅ“Ņ¹§ ĶņÕ■“± ’Õ÷ĶńĶŅĒĒ¹Õ ’Ó¹ ±
ńÓńŅÓņĶ 20-40 ņĻ.
ĀĀ ╠Õ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ ņŅŃ¾“ ’Ņ’ÓõÓ“³ Ō ĻŅņ’ŅĒÕĒ“ Ō ±ļÕõ¾■∙Ķ§
±ļ¾„Ó §:
- ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ
ĻŅņ’ŅĒÕĒ“Ó ĒÓ §ĶņĶ„Õ±ĻĶ§ ńÓŌŅõÓ§;
- Ō ’Ņ÷Õ±±Õ ŌĒ¾“Ķ
ńÓŌŅõ±ĻŅķ “ÓĒ±’Ņ“ĶŅŌĻĶ Ķ ’Ņ µÕļÕńĒŅõŅŅµĒŅņ¾ “ÓĒ±’Ņ“¾;
- ’Ķ “ÓĒ±’Ņ“ĶŅŌĻÕ,
’ÕÕĻÓ„ĻÕ Ķ §ÓĒÕĒĶĶ ŌĀ ŌŅĶĒ±ĻĶ§ „Ó±“ §
;
- Ķń ßÓĻŅŌĀ ÓĻÕ“¹ ’Ķ ńÓĒÕ±ÕĒĶĶ Ō ĒĶ§ ņÕ§ÓĒĶ„Õ±ĻĶ§
„Ó±“Ķ÷ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ.
Ā ŽŅõ¾Ļ“ÓņĶ ņĶĻŅńÓŃ ńĒÕĒĶķ Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ
Ōļ ■“± ¾ŃŅļ³, ±ÕÓ Ķ õ¾ŃĶÕ ŌÕ∙Õ±“ŌÓ, ±ŅõÕµÓĒĶÕ ĻŅ“Ņ¹§ ĒÕńĒÓ„Ķ“Õļ³ĒŅ Ō
Ņß∙Õķ ņÓ±±Õ ņĶĻŅńÓŃ ńĒÕĒĶķ. ŽĶ “ÓĒ±’Ņ“ĶŅŌĻÕ Ķ ’ÕÕĻÓ„ĻÕ Ō ĻŅņ’ŅĒÕĒ“¹ ŌĒŅ± “±
ņĶĒÕÓļ³Ē¹Õ ’ĶņÕ±Ķ, Ō Ņ±ĒŅŌĒŅņ, ±ŅõÕµÓ∙ĶÕ ’ĶņÕ±Ķ ĻÕņĒĶ , ĻÓļ³÷Ķ , ņÓŃĒĶ ,
µÕļÕńÓ, Óļ■ņĶĒĶ Ķ õ. ŽĶ §ÓĒÕĒĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ĒÓńÕņĒ¹§ ÕņĻŅ±“ § Ķ ßÓĻÓ§
ÓĻÕ“ ¾ŌÕļĶ„ÕĒĶÕ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ß¾õÕ“ ’ŅĶ±§ŅõĶ“³ ńÓ ±„Õ“ ŅßÓńŅŌÓĒĶ
’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ. ┬ ²“Ņņ ±ļ¾„ÓÕ, ’ÕŅßļÓõÓ■∙ÕÕ ĻŅļĶ„Õ±“ŌŅ ²ļÕņÕĒ“ŅŌ Ō
ņÕ§’ĶņÕ± § ß¾õÕ“ ńÓŌĶ±Õ“³ Ņ“ ņÓ“ÕĶÓļÓ ÕņĻŅ±“Ķ, Ó Ķ§ ĻŅļĶ„Õ±“ŌŅ Ņ“
ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ķ “ŅŃŅ ĻŅļĶ„Õ±“ŌÓ, ĻŅ“ŅŅÕ ß¾õÕ“ ŌĒÕ±ÕĒŅ Ō
ĻŅņ’ŅĒÕĒ“¹ ĶńŌĒÕ.Ā
Ā ┬ ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ ĒÓ ńÓŌŅõÓ§, Ō ßÓĻÓ§ ÓĻÕ“¹ Ņ±“ÓÕ“±
ĒÕńĒÓ„Ķ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ. ▌“Ņ ŅßÕ±’Õ„ĶŌÓÕ“±
ÓńÓßŅ“ÓĒĒ¹ņ Ķ Ņ±¾∙Õ±“Ōļ Õņ¹ņ “Õ§’Ņ÷Õ±±Ņņ Ķ§ ĶńŃŅ“ŅŌļÕĒĶ . ─ļ ŅßÕ±’Õ„ÕĒĶ
„Ķ±“Ņ“¹ ßÓĻŅŌ ŅĒĶ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ ’ŅõŌÕŃÓ■“± ±ļÕõ¾■∙Ķņ ŌĶõÓņ ŅßÓßŅ“ĻĶ:
’¹ļÕ±Ņ±Ņņ, ņŅķĻÓ Ķ ’Ņ“ĶĻÓ, ’Ņ±“¾ĻĶŌÓĒĶÕ Ķ ’ŅŌŅÓ„ĶŌÓĒĶÕ, ŅßÕńµĶĶŌÓĒĶÕ,
’Ņ“ĶĻÓ ±’Ķ“Ņņ, ’Ņõ¾ŌĻÓ, ŌÓĻ¾¾ņĒÓ ±¾°ĻÓ. ╩ŅņÕ “ŅŃŅ, ’ŅŌŅõĶ“± ±’Õ÷ĶÓļ³ĒÓ
’ŅõŃŅ“ŅŌĻÓ ĶĒ±“¾ņÕĒ“Ó Ķ ’ŅņÕ∙ÕĒĶ , ŃõÕ ÓßŅ“Ó■“ ± ßÓĻÓņĶ. ╠Ņ■∙ĶÕ Ķ
Ķ±’¹“Ó“Õļ³Ē¹Õ µĶõĻŅ±“Ķ Ķ ŌŅńõ¾§ ’ÕÕõ ’Ņ÷Õ±±Ņņ ’Ņņ¹ŌĻĶ Ķ Ķ±’¹“ÓĒĶ ņĶ
¶Ķļ³“¾Õ“± „ÕÕń ¶Ķļ³“ 40-70 ņĻņ,Ā
ńÓ“Õņ ńÓņÕĒÕĒ ĒÓ 20 ņĶĻŅĒĒ¹ķ. ╠ŅĒ“ÓµĒ¹Õ ÓßŅ“¹Ā Ō ßÓĻÓ§ Ņ±¾∙Õ±“Ōļ ■“± ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ
ĻÓņÕ „Ķ±“Ņ“¹, Ō ĻŅ“ŅŅķ ÓßŅ“ĒĶĻĶ ’ÕÕŅõÕŌÓ■“± Ļ ’ŅõŃŅ“ÓŌļĶŌÓ■“± Ļ ÓßŅ“Óņ Ō
ßÓĻÓ§. [72]
6.3.Ā ╠Õ§ÓĒĶ„Õ±ĻĶÕ
’ĶņÕ±Ķ Ō └ę
ĀĀĀ čŅ±“Ņ ĒĶÕ ŅĻĶ±ļĶ“Õļ Ķ §ÓÓĻ“Õ ŅßÓńŅŌÓĒĶ Ņ±ÓõĻŅŌ Ō ÕņĻŅ±“ §
§ÓĒĶļĶ∙ Ō ŌŅķ±ĻÓ§ ß¹ļŅ Ņß±ļÕõŅŌÓĒŅ Ķ Ķń¾„ÕĒŅ Ō ÓßŅ“Ó§ [73,74]. ╬ß∙ÕÕ
ĻŅļĶ„Õ±“ŌŅ ŅßĒÓ¾µÕĒĒ¹§ ņÕ§’ĶņÕ±Õķ Ō ÕņĻŅ±“ § ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ 6.3.1ę. ╬ß·Õņ
ĻÓµõŅķ ÕņĻŅ±“Ķ ±Ņ±“ÓŌĶļ 48 ņ3 , ŌÕņ §ÓĒÕĒĶ 5 ļÕ“.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 6.3.1ę
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ŅņÕÓ Õņ-ĀĀĀĀ
┼ņĻŅ±“Ķ Ķń Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ┼ņĻŅ±“Ķ Ķń ±“ÓļĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅ±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÕ§’ĶņÕ±ĶĀĀ Ń.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņÕ§’ĶņÕ±ĶĀ Ń.

![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╣ 1ĀĀĀĀĀĀĀĀĀĀĀĀ ╣ 2ĀĀĀĀĀĀĀĀĀ ╣3ĀĀĀĀĀĀĀĀĀĀĀ ╣ 10ĀĀĀĀĀĀĀĀĀĀ ╣7ĀĀĀĀĀĀĀĀĀĀĀ ╣ 9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╣ 1ĀĀĀĀĀĀĀĀĀĀĀĀ ╣ 2ĀĀĀĀĀĀĀĀĀ ╣3ĀĀĀĀĀĀĀĀĀĀĀ ╣ 10ĀĀĀĀĀĀĀĀĀĀ ╣7ĀĀĀĀĀĀĀĀĀĀĀ ╣ 9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č¾ņņÓ Ō
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅßÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 65,3ĀĀĀĀĀĀĀĀĀĀĀ
24,4ĀĀĀĀĀĀĀĀĀ 80,9ĀĀĀĀĀĀĀĀĀĀĀ 55,1ĀĀĀĀĀĀĀĀĀĀĀ 40,9ĀĀĀĀĀĀĀĀĀĀ
47,2
![]()
Ā
╚ń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ ŌĶõĒŅ,
„“Ņ Ō Óļ■ņĶĒĶÕŌ¹§ ÕņĻŅ±“ § ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ ßŅļ³°Õ, „Õņ Ō ±“Óļ³Ē¹§ Ķ ŅĒĶ
±Ņ±“Ņ “, Ō Ņ±ĒŅŌĒŅņ, Ķń ĒĶ“Ó“ŅŌ Óļ■ņĶĒĶ . ┬ Ņ±ÓõĻÓ§, Ņ“ŅßÓĒĒ¹§ Ķń ±“Óļ³Ē¹§
ÕņĻŅ±“Õķ, ’ÕĶņ¾∙Õ±“ŌÕĒĒŅ ±ŅõÕµÓ“± ĒĶ“Ó“¹ Ķ ŅĻĶ±ļ¹ µÕļÕńÓ.
ĀĀ ┬Õ±ŅŌŅķ ±Ņ±“ÓŌ Ō %Ā
ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō └ę ±ļÕõ¾■∙Ķķ [73] :
Ā └ℓ <Ā 1,6. 10-5
;ĀĀ FÕĀ ~ 5,4.10-5 ;ĀĀ
╠g ~ 1.10-6 ;ĀĀĀ črĀ ~ 7,8.10-5
;ĀĀ Ni < 2,6.10-5 ;Ā ╠n ~ 2,6.10-6
ĀĀ Si ~ Ā2,3.10-5 ;ĀĀĀĀ
ęi ~ 1/1/10-4 ;ĀĀĀĀ čÓ
< 1,3.10-6 ;Ā ču ~ 1.10-6Ā
Ā ŽŅŌÕõÕĒĒ¹Õ Ņß±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ Ō ÓņÕķ±ĻĶ§ ±ĻļÓõ±ĻĶ§
ÕņĻŅ±“ § ĒÕ Ō±ÕŃõÓ ŅßÕ±’Õ„ĶŌÓļÓ±³ “Õß¾ÕņÓ ŃÕņÕ“Ķ„ĒŅ±“³ ÕņĻŅ±“Õķ. ┬Ā Õń¾ļ³“Ó“Õ ²“ŅŃŅ ’ŅĶ±§ŅõĶļŅ ŅßŌŅõĒÕĒĶÕ
’Ņõ¾Ļ“ŅŌ, ±’Ņ±Ņß±“ŌŅŌÓŌ°ÕÕ ¾ŌÕļĶ„ÕĒĶ■ ĻŅŅńĶĶ ņÕ“ÓļļÓ, „“Ņ, Ō ±ŌŅ■ Ņ„ÕÕõ³,
’ĶŌŅõĶļŅ Ļ Ņ±“¾ ņÕ§’ĶņÕ±Õķ.Ā ŽŅ±ļÕ
’ŅŌÕõÕĒĒŅŃŅ Ņß±ļÕõŅŌÓĒĶ ŃÕņÕ“Ķ„ĒŅ±“³ ÕņĻŅ±“Õķ ± ’Ņõ¾Ļ“Ņņ Ō ŌŅ±ĻŅŌ¹§ ±ĻļÓõÓ§
ß¹ļÓ ¾ļ¾„°ÕĒÓ.
Ā╬ßĒÓ¾µÕĒĒŅÕ ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ Ō ÓņÕķ±ĻĶ§ ±ĻļÓõÓ§,
¾ĻÓńÓļŅ ĒÓ ĒÕŅߧŅõĶņŅ±“³ Ķń¾„ÕĒĶ Ó±“ŌŅĶņŅ±“Ķ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ Ō └ę.
╬±ĒŅŌĒ¹ņĶ ’Ņõ¾Ļ“ÓņĶ ĻŅŅńĶĶ ņÕ“ÓļļŅŌ Ōļ ■“± ÓńŅ“ĒŅĻĶ±ļ¹Õ ±ŅļĶ Ķ ±ŅļĶ ņÕ“ÓļļŅŌ.
╚ńŌÕ±“ĒŅ, „“Ņ ±ŅļĶ Ō „Õ“¹Õ§ŅĻĶ±Ķ ÓńŅ“Ó ’ÓĻ“Ķ„Õ±ĻĶ ĒÕÓ±“ŌŅĶņ¹, ĒŅ Ō ±ņÕ±Ķ
„Õ“ŌÕ§ŅĻĶ±Ķ ÓńŅ“Ó ± ÓńŅ“ĒŅķ ĻĶ±ļŅ“Ņķ ŅßļÓõÓ■“ ĒÕĻŅ“ŅŅķ Ó±“ŌŅĶņŅ±“³■.
ĀĀ ąÓ±“ŌŅĶņŅ±“³ ĒÕĻŅ“Ņ¹§ ÓńŅ“ĒŅĻĶ±ļ¹§ ±ŅļÕķ Ō └ęĀ ’Ķ “Õņ’ÕÓ“¾Õ 20Ņ č
Ķ±±ļÕõŅŌÓļÓ±³ Ō ÓßŅ“Õ [75]. ╬’ÕõÕļÕĒĶÕ Ó±“ŌŅĶņŅ±“Ķ ’ŅŌŅõĶļŅ±³ Ō
„Õ“¹Õ§ŅĻĶ±Ķ ÓńŅ“Ó, ±ŅõÕµÓ∙Ķ§ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ 1,3 ¢ 2 %Ā ( Ō ’ÕÕ±„Õ“Õ ĒÓ ═N╬3 ). ─ļ Ņ’¹“ŅŌ
Ķ±’Ņļ³ńŅŌÓļĶ±³ ÓńŅ“ĒŅĻĶ±ļ¹Õ ±ŅļĶ, ’ÕõŌÓĶ“Õļ³ĒŅ ŅßÓßŅ“ÓĒĒ¹ÕĀ N2 ╬4 ĀĶ Ō¹±¾°ÕĒĒ¹Õ Ō ±¾°Ķļ³ĒŅķ ĻÓņÕÕ.
╚±±ļÕõŅŌÓļĶ±³ ±ŅļĶ ±ļÕõ¾■∙ÕŃŅ ±Ņ±“ÓŌŅŌ:
Ā └ℓ (N╬3 )3 .
5,36Ā ═2 ╬;ĀĀĀĀĀĀĀĀĀĀĀ FÕ ( N╬3 )3 .
8,32 ═2 ╬;ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čr (N╬3
)3 . 8,9 ═2 ╬
Ā čÓ ( N╬3 )2 .Ā 2,27 ═2 ╬;ĀĀĀĀĀĀĀĀĀĀ Ni (N╬3 )2 . Ā5,3 ═2╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠g (N╬3 )2 .
5,93 ═2╬
ĀĀ ╬’¹“¹ ’ŅŌŅõĶļĶ±³ Ō ńÓ’Ó ĒĒ¹§ ±“ÕĻļ ĒĒ¹§ ’ŅßĶĻÓ§ ÕņĻŅ±“³■ 250
ņļ. ┬ ĻÓµõ¾■ ’ŅßĶĻ¾ ’ŅņÕ∙ÓļŅ±³ ’Ņ 0,5 Ń. ±ŅŅ“ŌÕ“±“Ō¾■∙Õķ ±ŅļĶ Ķ ’Ņ 150 ņļ
„Ķ±“Ņķ N2 ╬4
. ┬ ±ļ¾„ÓÕ ĒĶ“Ó“Ó Óļ■ņĶĒĶ Ō ’ŅßĶĻ¾ ńÓļĶŌÓļŅ±³ 200 ņļ „Õ“¹Õ§ŅĻĶ±Ķ
ÓńŅ“Ó. ═Ó±¹∙ÕĒĶÕ Ó±“ŌŅŅŌ ’ŅĶńŌŅõĶļŅ±³ Ō±“ §ĶŌÓĒĶÕņ ’ŅßĶĻĶ ’Ķ 20Ņč.
─ļ ÓĒÓļĶńÓĀ µĶõĻŅķ ¶Óń¹ ’Ņß¹
Ņ“ßĶÓļĶ±³ ’ÕĶŅõĶ„Õ±ĻĶ. ŽÕÕõ ÓĒÓļĶńŅņ ’Ņß¹ Ņ“±“ÓĶŌÓļĶ±³ õŅ ’ŅļĒŅŃŅ Ņ±ÓµõÕĒĶ
“ŌÕõŅķ ¶Óń¹. ╬ õŅ±“ĶµÕĒĶÕņ ÓŌĒŅŌÕ±Ķ ±¾õĶļĶ ’Ņ ’Ņ±“Ņ Ē±“Ō¾ ĻŅĒ÷ÕĒ“Ó÷ĶĶ
Ó±“ŌŅÕĒĒŅŃŅ ŌÕ∙Õ±“ŌÓ Ō µĶõĻŅķ ¶ÓńÕ. ╬“±“Ņ Ō°Ó ± µĶõĻÓ ¶ÓńÓ ÓĒÓļĶńĶŅŌÓļÓ±³
ĒÓ ±ŅõÕµÓĒĶÕĀ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ
Ķ ±ŅŅ“ŌÕ“±“Ō¾■∙Õķ Ó±“ŌŅÕĒĒŅķ ±ŅļĶ. čŅõÕµÓĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ
Ņ’ÕõÕļ ļŅ±³ ņÕ“ŅõŅņ õĶ²ļÕĻ“Ķ„Õ±ĻŅķ ’ŅĒĶ÷ÓÕņŅ±“Ķ, Ó Ó±“ŌŅĶņŅ±“³
±’ÕĻ“Óļ³Ē¹ņ ÓĒÓļĶńŅņ ± ’ŅņŅ∙³■ ¶Ņ“ŅĻŅļŅĶņÕ“Ó į╩-═56 .
Ā ┬ Õń¾ļ³“Ó“Õ Ņ’ÕõÕļÕĒÓ Ó±“ŌŅĶņŅ±“³ ĒĶ“Ó“ŅŌ, ŌÕļĶ„ĶĒÓ ĻŅ“Ņ¹§
§ÓÓĻ“ÕĶń¾Õ“± ±ļÕõ¾■∙ĶņĶ ÷Ķ¶ÓņĶ Ō %:ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀ
└ℓ (N╬3
)3Ā Ā- 4,2.10-4 ;ĀĀĀĀĀ ╠g (N╬3)2Ā - 7,0.10-5;ĀĀĀĀĀĀĀ FÕ (N╬3 )3 Ā- 2,9.10-4 ;ĀĀĀĀĀĀĀĀĀĀĀĀ C (N╬3 )3ĀĀĀ - 5,3.10-5
ŽŅĻÓńÓĒŅ Ō “Ņķ µÕ ÓßŅ“Õ,
„“Ņ Ó±“ŌŅĶņŅ±“³ ĒĶ“Ó“Ó Óļ■ņĶĒĶ Ķ ĒĶ“Ó“Ó µÕļÕńÓ Ō └ę ’Ķ “Õņ’ÕÓ“¾Õ 20Ņ
čĀ ±Ņ±“ÓŌĶļÓ ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ
0,001%Ā Ķ 0,002%. ╠Óļ¾■ Ó±“ŌŅĶņŅ±“³
²“Ķ§ ±ŅļÕķ Ō └ęĀ ņŅµĒŅ Ņß· ±ĒĶ“³ Ķ§
õĶ²ļÕĻ“Ķ„Õ±ĻĶņĶ ±ŌŅķ±“ŌÓņĶ.
ĀĀĀĀ ŽŅļ¾„ÕĒĒ¹Õ ĒÕßŅļ³°ĶÕ ŌÕļĶ„ĶĒ¹ Ó±“ŌŅĶņŅ±“Ķ ±ŅļÕķ ’Ņõ“ŌÕõĶļĶ
Ņ’Ó±ĒŅ±“³ ĒÓļĶ„Ķ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ Ō └ę. ╬õĒÓĻŅ ’Ķ ņĒŅŃŅ„Ķ±ļÕĒĒ¹§
ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶ § ±’ļÓŌŅŌ └╠Ń6 Ķ 1š18═9ę ¾±“ÓĒŅŌļÕĒŅ, „“Ņ
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ ńÓ ±„Õ“ ĻŅŅńĶĶ Ō └ę ĒÕ ’ŅĶ±§ŅõĶ“, Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
6.4. ╠Õ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō ═─╠├
ĀĀ ╚ńŌÕ±“ĒŅ, „“Ņ ═─╠├ ĻŅĒõĶ÷ĶŅĒĒŅŃŅ ±Ņ±“ÓŌÓ ĒÕ ÓŃÕ±±ĶŌÕĒ Ļ
ņÕ“ÓļļÓņ Ķ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ Ō ĒÕņ ĒÕ ŅßÓń¾Õ“± . ŽĶ Õ°ÕĒĶĶ ŌŅ’Ņ±Ó Ņß
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶĶ Ō ĒÕņ ß¹ļŅ Ķ±±ļÕõŅŌÓĒŅ
ŌļĶ ĒĶÕ ÕŃŅ ĻŅŅńĶŅĒĒŅķ
ÓĻ“ĶŌĒŅ±“Ķ ’Ķ ’Ņ’ÓõÓĒĶĶ Ō ĒÕŃŅ ŌļÓŃĶ Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
Ā ŽĶ §ÓĒÕĒĶĶ ═─╠├Ā Ō
ńÓĻ¹“Ņķ ÕņĻŅ±“Ķ ŅĒ ±ŅŌÕ°ÕĒĒŅ ±“ÓßĶļÕĒ Ķ ĒÕ ĻŅŅńĶŅĒĒŅ Ņ’Ó±ÕĒ. šÓĒÕĒĶÕ ÕŃŅ
’Ņõ ŌŅńõ¾°ĒŅķ ’Ņõ¾°ĻŅķ “ÓĻµÕ ŅĻÓń¹ŌÓÕ“ ŌļĶ ĒĶÕ ĒÓ Ņ±ÓõĻŅŅßÓńŅŌÓĒĶÕ.Ā ŽĶ ŌńÓĶņŅõÕķ±“ŌĶĶ ═─╠├ ± ¾ŃļÕĻĶ±ļ¹ņ ŃÓńŅņ ,
ŅßÓń¾■“± “ŌÕõ¹Õ ±ŅļĶ, ĻŅ“Ņ¹Õ ’Õõ±“ÓŌļ ■“ ±ŅßŅķĀ ßÕļ¹ķ ĻĶ±“ÓļļĶ„Õ±ĻĶķ ļÕŃĻŅ Ķ±’Ó Õņ¹ķ ’Ņõ¾Ļ“ ( č═3 )2
. NN═2 .0,5č╬2 , ’Õõ±“ÓŌļ ■∙Ķķ
±ŅßŅķ õĶņÕ“ĶļŃĶõÓńĶĒŅŌ¾■ ±Ņļ³ õĶņÕ“ĶŃĶõÓńĶĒĻÓßŅĒŅŌŅķ ĻĶ±ļŅ“¹ ĶļĶ
Ā(č═3 )2 NN═2 č╬2 .NN═2
.2č╬2 .
ĀĀ ▌“Ķ ±ŅļĶ §ŅŅ°Ņ Ó±“ŌŅĶņ¹ Ō ŌŅõÕ Ķ “¾õĒŅ Ó±“ŌŅĶņ¹ Ō ═─╠├
(ŅĻŅļŅ 1% ’Ķ 20Ņ C). ŽŅ±“Ņ ĒĒ¹ķ ĻŅĒ“ÓĻ“Ā ═─╠├ ± ŃÓńÓņĶ, ±ŅõÕµÓ∙ĶņĶ ¾ŃļÕĻĶ±ļ¹ķ ŃÓń
ņŅµÕ“ ’ĶŌÕ±“Ķ Ļ ńĒÓ„Ķ“Õļ³ĒŅņ¾ ÓńļŅµÕĒĶ■ ’Ņõ¾Ļ“Ó.
ĀĀĀ ęÓĻĶņ ŅßÓńŅņ, ŌļÕĒĶÕ Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ Ō Ō ═─╠├, “ÓĻµÕ ĻÓĻ Ķ
Ō └ę, ńÓŌĶ±Ķ“ Ņ“ ±“Õ’ÕĒĶ ńÓŃ ńĒÕĒĶ ±ÓņŅŃŅ ’Ņõ¾Ļ“Ó “ÕņĶ ņÕ§ÓĒĶ„Õ±ĻĶņĶ
’ĶņÕ± ņĶ, ĻŅ“Ņ¹Õ ŌĒŅ± “± Ō ’Ņõ¾Ļ“¹ ’Ķ Ķ§ “ÓĒ±’Ņ“ĶŅŌĻÕ, ’ÕÕĻÓ„ĻÕ Ķ
§ÓĒÕĒĶĶ ĒÓ ±ĻļÓõÓ§ õŅ ńÓ’ÓŌĻĶ Ō ÓĻÕ“¹. ┬ ±ÓņŅņ ’Ņ÷Õ±±Õ Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ
ŌÓµĒŅÕ ńĒÓ„ÕĒĶÕ ĶņÕÕ“ õĶ±’Õ±Ē¹ķ ±Ņ±“ÓŌ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, Ó “ÓĻµÕ
ŌŅńņŅµĒ¹ķ ’Ņ÷Õ±±Ā ĻŅÓŃ¾ļ ÷ĶĶ Ķ
¾Ļ¾’ĒÕĒĶ Ņ±ÕŌ°Ķ§ „Ó±“Ķ÷ ĒÓ ĒĶµĒĶ§
„Ó±“ § ßÓĻŅŌ Ķ ņÓŃĶ±“ÓļÕķ
õŌĶŃÓ“Õļ .
6.5 ╩ŅÓŃ¾ļ ÷Ķ Ķ ÓŃÕŃÓ“ĶŅŌÓĒĶÕ “ŌÕõ¹§ „Ó±“Ķ÷.
ĀĀĀ ╚ń¾„ÕĒĶÕ ²“ŅŃŅ ŌŅ’Ņ±Ó ’ŅŌŅõĶļŅ±³ Ō ÓßŅ“Ó§ [76,77,78,79].
ŪÓõÓ„ÓņĶ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶķ Ōļ ļŅ±³ Ņ’ÕõÕļÕĒĶÕ §ÓÓĻ“ÕÓ ŌńÓĶņŅõÕķ±“ŌĶ
“ŌÕõ¹§ „Ó±“Ķ÷ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ õ¾Ń ± õ¾ŃŅņ ± ÷Õļ³■ ĻÓ„Õ±“ŌÕĒĒŅķ Ņ÷ÕĒĻĶ
ŌŅńņŅµĒŅ±“Ķ ĻŅÓŃ¾ļ ÷ĶĶ Ō ’Ņ÷Õ±±Õ Ķ§ Ņ±ÓµõÕĒĶ .
ĀĀ ╬ßÓńŅŌÓĒĶÕ ’Ņ„Ē¹§ Ķ ’ļŅ“Ē¹§ „Ó±“Ķ÷ Ō ±¾±’ÕĒńĶ § ±Ō ńÓĒŅ ±
õÕķ±“ŌĶÕņ ņŅļÕĻ¾ļ Ē¹§ ±Ķļ ņÕµõ¾ ’ŅŌÕ§ĒŅ±“ ņĶ “ŌÕõŅķ ¶Óń¹ Ō ņÕ±“Ó§
ĒÓĶßŅļ³°ÕŃŅ Ķ§ ±ßļĶµÕĒĶ . ┬ µĶõĻŅķ ±ÕõÕ ²“Ķ ±Ķļ¹ Ō±ÕŃõÓ ńĒÓ„Ķ“Õļ³ĒŅ Ņ±ļÓßļÕĒ¹
ĒÓļĶ„ĶÕņ Ņ±“Ó“Ņ„Ē¹§ “ŅĒ„Óķ°Ķ§ ’ļÕĒŅĻ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ „Ó±“Ķ÷. ╩Óµõ¹ķ ÓŃÕŃÓ“
ņŅµĒŅ Ó±±ņÓ“ĶŌÓ“³, ĻÓĻ ±“¾Ļ“¾¾, §ÓÓĻ“ÕĶń¾■∙¾■± , Ō ’ÕŌ¾■ Ņ„ÕÕõ³,
’ļŅ“ĒŅ±“³■ „Ó±“Ķ÷, ÓĀ “ÓĻµÕ „Ķ±ļŅņ
ĻŅĒ“ÓĻ“ŅŌ ĒÓ ÕõĶĒĶ÷¾ ’ļŅ∙ÓõĶ ±Õ„ÕĒĶ . ŽŅ„ĒŅ±“³ “ÓĻŅķ ±“¾Ļ“¾¹ (ÓŃÕŃÓ“Ó)Ā Ņ’ÕõÕļ Õ“± , ĒÓ’ĶņÕ, ŌŅńņŅµĒŅ±“³■
Óń¾°ÕĒĶ ÓŃÕŃÓ“ŅŌ Ō ’Ņ“ŅĻÕ µĶõĻŅ±“Ķ õÓĒĒŅķ ĶĒ“ÕĒ±ĶŌĒŅ±“Ķ, “.Õ. ’Ķ õÓĒĒŅņ
ņÕ±“ĒŅņ ŃÓõĶÕĒ“Õ ±ĻŅŅ±“Ķ, Ņ’ÕõÕļ ÕņŅņ Ō Óß±Ņļ■“Ē¹§ ÕõĶĒĶ÷Ó§Ā õĶĒ/±ņ2 , ĻÓĻĀ ’ŅĶńŌÕõÕĒĶÕ Ķń ¾±ÕõĒÕĒĒŅķ ’Ņ„ĒŅ±“Ķ ŅõĒŅŃŅ
ĻŅĒ“ÓĻ“Ó ą1 ĀĒÓ „Ķ±ļŅ
ĻŅĒ“ÓĻ“ŅŌ ĒÓ ÕõĶĒĶ÷Õ ’ļŅ∙ÓõĶ n1 . ūĶ±ļŅ ĻŅĒ“ÓĻ“ŅŌ
Ņ’ÕõÕļ Õ“± ĒÕ “Ņļ³ĻŅ Ņß·ÕņĒ¹ņ ±ŅõÕµÓĒĶÕņ “ŌÕõŅķ ¶Óń¹, ĒŅ Ķ ’ÕµõÕ Ō±ÕŃŅ ÕÕ
õĶ±’Õ±ĒŅ±“³■, “.Õ. ÓńņÕŅņ „Ó±“Ķ÷¹ ½δ╗. └ĻÓõÕņĶĻŅņ Ž.└.ąÕßĶĒõÕŅņ
¾±“ÓĒŅŌļÕĒŅ, „“Ņ Ō ’ÕŌŅņ ’ĶßļĶµÕĒĶĶ ’Ņ„ĒŅ±“³ ĻŅÓŃ¾ļ ÷ĶŅĒĒŅķ ±Ķ±“Õņ¹
’Ņõ„ĶĒ Õ“± ±ļÕõ¾■∙Õķ ńÓŌĶ±ĶņŅ±“Ķ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀąŅ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ φĀĀ
-ĀĀ φŅ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģ..ĀĀĀĀĀ (6.5.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
=ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģ..ĀĀĀĀĀ (6.5.1į)
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąŅ1ĀĀĀĀĀĀĀĀĀĀĀĀĀ ﴾ĀĀĀĀ φņ ĀĀ+ĀĀ
ąĀ ﴿ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ φņĀ -Ā
φŅĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ąŅ1ĀĀĀĀĀĀĀĀĀĀĀĀĀ ﴾ĀĀĀĀ φņ ĀĀ+ĀĀ
ąĀ ﴿ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ φņĀ -Ā
φŅĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ΦŅĀĀĀĀĀĀĀĀĀĀĀĀ ąŅ1Ā
ŃõÕ:Ā φ ¢ Ņß·ÕņĒÓ õŅļ õĶ±’Õ±ĒŅķ ¶Óń¹ Ō
±Ķ±“ÕņÕĀ 0 < φŅ
<φ < φņ < 1
ĀĀĀĀĀĀĀĀ φŅ -Ā ĒÓĶņÕĒ³°ÕÕ
ńĒÓ„ÕĒĶÕ φ![]() Ņ, ’Ķ ĻŅ“ŅŅķ ŌŅńĒĶĻÓÕ“ ĶńņÕ ÕņÓ
’Ņ„ĒŅ±“³ ±“¾Ļ“¾¹Ā
Ņ, ’Ķ ĻŅ“ŅŅķ ŌŅńĒĶĻÓÕ“ ĶńņÕ ÕņÓ
’Ņ„ĒŅ±“³ ±“¾Ļ“¾¹Ā
ĀĀĀĀĀĀĀĀ φņ ¢ ĒÓĶßŅļ³°ÕÕ ÕÕ ńĒÓ„ÕĒĶÕ .
![]()
![]() ’Ķ φ = φŅĀĀ ĀĀą =Ā 0 ;Ā ’ĶĀĀĀ
φĀĀĀĀĀĀĀĀĀĀ φņĀĀĀ ąĀĀĀĀĀĀ
∞
’Ķ φ = φŅĀĀ ĀĀą =Ā 0 ;Ā ’ĶĀĀĀ
φĀĀĀĀĀĀĀĀĀĀ φņĀĀĀ ąĀĀĀĀĀĀ
∞
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ą1ĀĀĀĀĀ φŅĀ φņ
![]()
![]() ╩ŅĒ±“ÓĒ“Ó ’Ņ„ĒŅ±“Ķ ß¾õÕ“
ĶņÕ“³ ŌĶõ:ĀĀĀ ąŅ1ĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ.(6.5.2į)
╩ŅĒ±“ÓĒ“Ó ’Ņ„ĒŅ±“Ķ ß¾õÕ“
ĶņÕ“³ ŌĶõ:ĀĀĀ ąŅ1ĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ.(6.5.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀδĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀδĀĀĀ ![]() φņ -ĀĀ φŅ
φņ -ĀĀ φŅ
ĀĀ ŽŅ„ĒŅ±“³ ĻŅÓŃ¾ļ ÷ĶŅĒĒŅķ ±“¾Ļ“¾¹, ĻÓĻ Ņ“õÕļ³ĒŅŃŅ ĻŅĒ“ÓĻ“Ó,
Ņ’ÕõÕļ Õ“± Óõ±Ņß÷ĶŅĒĒŅ-§ĶņĶ„Õ±ĻĶņ ŌńÓĶņŅõÕķ±“ŌĶÕņ ’ŅŌÕ§ĒŅ±“Ķ „Ó±“Ķ÷¹ ±
µĶõĻŅķ õĶ±’Õ±ĒŅķ ±ÕõŅķ, “.Õ. ’ŅŌÕ§ĒŅ±“ĒŅķ ±Ņļ³ŌÓ“Ó÷ĶÕķ.Ā ūÕņ ßŅļ³°Õ ±Ņļ³ŌÓ“Ó÷Ķ , “.Õ. ļĶŅ¶Ķļ³ĒŅ±“³
õĶ±’Õ±ĒŅķ ¶Óń¹ ’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ õÓĒĒŅķ ±ÕõÕ, “Õņ “Ņļ∙Õ Ņ±“Ó“Ņ„ĒÓ
’Ņ±ļŅķĻÓĀ ņÕµõ¾ „Ó±“Ķ÷ÓņĶ Ō ņÕ±“Õ Ķ§
ĻŅĒ“ÓĻ“Ó, “Õņ ņÕĒ³°Õ ±ŌŅßŅõĒÓ ’ŅŌÕ§ĒŅ±“ĒÓ ²ĒÕŃĶ ĒÓ ŃÓĒĶ÷Õ
„Ó±“Ķ÷ ¢ ±ÕõÓ Ķ “Õņ ĒĶµÕ
’Ņ„ĒŅ±“³ ĻŅĒ“ÓĻ“Ó Ķ ±ÓņŅķ ĻŅÓŃ¾ļ ÷ĶŅĒĒŅķ ±“¾Ļ“¾¹ Ō ÷ÕļŅņ.Ā ─Ņ±“Ó“Ņ„ĒŅ Ō¹±ŅĻÓ ļĶŅ¶Ķļ³ĒŅ±“³ õŅ±“ĶŃÓÕ“±
Ō “Õ§ ±ļ¾„Ó §, ĻŅŃõÓ “ŌÕõ¹Õ „Ó±“Ķ÷¹, ĶļĶ ĻŅŅńĶĶ ± ÓĻ“ĶŌĒ¹ņ ¾„Ó±“ĶÕņ õÓĒĒŅķ
±Õõ¹. ╚ń ¾ÓŌĒÕĒĶ 6.5.1į Ō¹“ÕĻÓÕ“, „“Ņ ’Ņ„ĒŅ±“³ “ÓĻŅķ ±“¾Ļ“¾¹ ĒÓ ±Õń
ÕńĻŅ ŌŅńÓ±“ÓÕ“ ± ¾ŌÕļĶ„ÕĒĶÕņ ±“Õ’ÕĒĶ Ņß·ÕņĒŅŃŅ ńÓ’ŅļĒÕĒĶ ±“¾Ļ“¾¹ “ŌÕõŅķ
õĶ±’Õ±ĒŅķ ¶ÓńŅķ Ķ ŅßÓ“ĒŅ ’Ņ’Ņ÷ĶŅĒÓļ³ĒÓ ĻŌÓõÓ“¾Ā ÓńņÕÓ „Ó±“Ķ÷¹.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, “ÕŅÕ“Ķ„Õ±ĻŅÕ Ó±±ņŅ“ÕĒĶÕ ’Ņ÷Õ±±Ó ĻŅÓŃ¾ļ ÷ĶĶ
“ŌÕõŅķ ¶Óń¹ Ō ±¾±’ÕĒńĶ § ĒÓ Ņ±ĒŅŌÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻŅķ ņÕ§ÓĒĶĻĶ õĶ±’Õ±Ē¹§
±“¾Ļ“¾ ’ŅńŌŅļĶļĶ, ±õÕļÓ“³ Ō ¾’ŅņĶĒÓŌ°Ķ§± Ā
„Õ“¹Õ§ ÓßŅ“Ó§ ±ļÕõ¾■∙ĶÕ Ō¹ŌŅõ¹.
ĀĀ ─ļ ±ÓŌĒĶ“Õļ³ĒŅ ņÓļŅ ĻŅĒ÷ÕĒ“ĶŅŌÓĒĒ¹§ ±¾±’ÕĒńĶķ, ĒÕ ±ļĶ°ĻŅņ
ņÓļ¹§ „Ó±“Ķ÷ (ßŅļÕÕ 1 ņĻņ) Ķ õŅ±“Ó“Ņ„ĒŅ ļĶŅ¶Ķļ³Ē¹§ ±Ķ±“Õņ, ĻÓĻĶņĶ Ōļ ■“±
ņÕ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō └ę Ķ ═─╠├, ±Ķļ¹ ĻŅÓŃ¾ļ ÷ĶĶ ĒÓ±“Ņļ³ĻŅ ņÓļ¹, „“Ņ ŌļÕĒĶ ņĶ
ÓŃÕŃÓ“ĶŅŌÓĒĶ ±ļÕõ¾Õ“ ’ÕĒÕßÕ„³.Ā ┬
²“Ķ§ ±ļ¾„Ó §, ’Ķ ĒÓļĶ„ĶĶ ±ÓŌĒĶ“Õļ³ĒŅ ĒÕßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ŌńŌÕ°ÕĒĒ¹§
’ĶņÕ±Õķ, ŅßÓńŅŌÓĒĶÕ ±ĻŅļ³ĻŅ ĒĶß¾õ³ ’Ņ„Ē¹§ ÓŃÕŃÓ“ŅŌ, õÓµÕ Ō “Õ„ÕĒĶÕ
õļĶ“Õļ³ĒŅŃŅ ŌÕņÕĒĶ, ĒÓõŅ ±„Ķ“Ó“³ ±ŅŌÕ°ÕĒĒŅ Ķ±Ļļ■„ÕĒĒ¹ņĶ.
ĀĀ ▌“Ķ Ō¹ŌŅõ¹ Ō õÓĒĒ¹§ ÓßŅ“Ó§ ß¹ļĶ ’Ņõ“ŌÕµõÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ
’¾“Õņ “Õņ ņÕ“ŅõÓņĶ:
- ’¾“Õņ Ņß±ļÕõŅŌÓĒĶ
õĶ±’Õ±ĒŅŃŅ ±Ņ±“ÓŌÓĀ ņÕ§’ĶņÕ±Õķ
ĻŅņ’ŅĒÕĒ“ŅŌ, ŃÓĒĶŌ°Ķ§± Ō ŌŅĶĒ±ĻĶ§ „Ó±“ §,
- ĒÓßļ■õÕĒĶÕņ ±
¶Ņ“ŅŃÓ¶ĶŅŌÓĒĶÕņ ’Ņ÷Õ±±Ó Ņ±ÓµõÕĒĶ ņÕ§’ĶņÕ±Õķ Ō ±“ÕĻļ ĒĒ¹§ Óņ’¾ļÓ§,
-Ā ’¾“Õņ ÷ÕĒ“Ķ¶¾ŃĶŅŌÓĒĶ Ņ±ÓõĻŅŌ.
ĀĀ ═Ó ąĶ±. 6.5.1ą ’ĶŌÕõÕĒ¹ Õń¾ļ³“Ó“¹ Ķń¾„ÕĒĶ Ņ±ÓµõÕĒĶ
ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó Ō õÓĒĒ¹§ ÓßŅ“Ó§. ŽŅļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ ±ŌĶõÕ“Õļ³±“Ō¾■“ Ņ
“Ņņ, „“Ņ ’Ķ §ÓĒÕĒĶĶ µĶõĻĶ§ ĻŅņ’ŅĒÕĒ“ŅŌ Ō “Õ„ÕĒĶÕ 110 ņÕ± ÷ÕŌ Ō ŌŅķ±ĻŅŌ¹§
„Ó±“ §, ±Ņ±“ÓŌ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ĒÕ ĶńņÕĒĶļ± Ķ ĻŅÓŃ¾ļ ÷Ķ Ķ§ Ņ“±¾“±“Ō¾Õ“,
ĻŅ“ŅŅķ ĒÕ ĒÓßļ■õÓļŅ±³ Ķ ’Ķ ÷ÕĒ“Ķ¶¾ŃĶŅŌÓĒĶĶ õŅ 2770 g.
6.6. ─Ķ±’Õ±Ē¹ķ ±Ņ±“ÓŌ ņÕ§’ĶņÕ±Õķ
Ā ╚ń¾„ÕĒĶÕ õĶ±’Õ±ĒŅŃŅ ±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±Õķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ
ĻŅņ’ŅĒÕĒ“ŅŌ, “ÓĒ±’Ņ“ĶŅŌĻÕ Ō µÕļÕńĒŅõŅŅµĒ¹§ ÷Ķ±“ÕĒÓ§ Ķ §ÓĒÕĒĶĶ Ō ÓņÕķ±ĻĶ§
±ĻļÓõÓ§ Ķń¾„ÓļÓ±³ Ō ÓßŅ“Ó [80,81,82]. ┬Ņ Ō±Õ§ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶ § ĻŅļĶ„Õ±“ŌŅ
ņĶĻŅńÓŃ ńĒÕĒĶķ Ņ’ÕõÕļ ļŅ±³ ŌÕ±ŅŌ¹ņ ņÕ“ŅõŅņ ’Ķ ¶Ķļ³“Ó÷ĶĶ į▌Ž ± 10 ņĻņ
„ÕķĻŅķ. ╩ŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷ ’ÕÕ±„Ķ“¹ŌÓļŅ±³ Ō ŃÓņņÓ§ ĒÓ “ŅĒĒ¾ ĻŅņ’ŅĒÕĒ“Ó.
─Ķ±’Õ±ĒŅ±“³ Ņ’ÕõÕļ ļÓ±³ ĒÓ ņĶĻŅ±ĻŅ’Ó§ ╠┴═-6 .Ķ ╚┴ą-3 ’Ķ ¾ŌÕļĶ„ÕĒĶĶ Ō 90
Óń. ūÓ±“Ķ÷¹ ’Ņõ±„Ķ“¹ŌÓļĶ±³ Ō 10-45 ’Ņļ § ńÕĒĶ .
ĀĀ ąÕń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ ÓĒÓļĶńŅŌ Ō ¾ĻÓńÓĒĒ¹§ ÓßŅ“Ó§ ’ÕÕ±„Ķ“ÓĒ¹
Ō õÓĒĒŅķ ÓßŅ“Õ Ō ’Ņ÷ÕĒ“ĒŅÕ Ó±’ÕõÕļÕĒĶÕĀ
’Ņ ÓńņÕÓņ „Ó±“Ķ÷. ąÕń¾ļ³“Ó“¹ ²“ŅŃŅ ’ÕÕ±„Õ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.
6.6.1ą.Ā ╚ń ÓĒÓļĶńÓ õÓĒĒ¹§,
’Õõ±“ÓŌļÕĒĒ¹§Ā ĒÓ ²“Ņņ Ķ±¾ĒĻÕ ņŅµĒŅ
±õÕļÓ“³ ±ļÕõ¾■∙ĶÕ Ō¹ŌŅõ¹.
ĀĀ ┬Ņ Ō±Õ§ ±ļ¾„Ó § §ÓĒÕĒĶ Ō õŅĒĒ¹§ ’ŅßÓ§ ’ŅĶńŅ°ļŅ ¾ŌÕļĶ„ÕĒĶÕ
Ļ¾’Ē¹§ „Ó±“Ķ÷ ßŅļÕÕ 40 ņĻ ńÓ ±„Õ“ Ķ§ Ņ±ÓµõÕĒĶ . ╚ńņÕĒÕĒĶÕ Ó±’ÕõÕļÕĒĶ „Ó±“Ķ÷
’Ņ ÓńņÕÓņ ņÕĒÕÕ 40 ņĻ ĒÕŌÕļĶĻŅ Ķ Ņ±“ÓÕ“± ĒÕĶńņÕĒĒ¹ņ, ĻÓĻ Ō õŅĒĒ¹§, “ÓĻ Ķ Ō
±ÕõĒĶ§ ’ŅßÓ§. ═Õ ŅĻÓń¹ŌÓÕ“ ŌļĶ ĒĶ ĒÓ §ÓÓĻ“Õ Ó±’ÕõÕļÕĒĶ „Ó±“Ķ÷ Ķ ņÕ±“Ņ
§ÓĒÕĒĶ ’Ņõ¾Ļ“ŅŌ ¢ µÕļÕńĒŅõŅŅµĒÓ ÷Ķ±“ÕĒÓ, ±ĻļÓõ, Ķ±’¹“Ó“Õļ³Ē¹ķ ±“ÕĒõ Ķ
ÓĻÕ“Ó. ─ÓĒĒŅÕ Ņß±“Ņ “Õļ³±“ŌŅ ņŅµĒŅ Ņß· ±ĒĶ“³ ĒÓļĶ„ĶÕņ ÓńŌĶ“Ņķ ĻŅĒŌÕĻ÷ĶĶ
µĶõĻŅ±“Ķ, ŌŅńĒĶĻÓ■∙ÕķĀ Ō ’Ņ÷Õ±±Õ
§ÓĒÕĒĶ ńÓ ±„Õ“ ’ÕÕ’ÓõÓ “Õņ’ÕÓ“¾ ’Ņ Ō¹±Ņ“Õ Ķ ’Ņ’ÕÕ„ĒŅņ¾ ±Õ„ÕĒĶ■ ÕņĻŅ±“Õķ.
ĀĀĀ ╩ŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷ ’Ņ õĻÓ 4 ņĻ Ō ÕņĻŅ±“ §, Ķ ĒÓ Ō§ŅõÕ Ō
õŌĶŃÓ“Õļ³ ĒÓ ±“ÕĒõÕ Ō ╩┴š└, ŅĻÓńÓļĶ±³ Ō ĒÕ±ĻŅļ³ĻŅ Óń ņÕĒ³°Õ ’Ņ ±ÓŌĒÕĒĶ■ ±
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ ÓĻÕ“Ņķ ė├-100ę Ķ Ō ÕņĻŅ±“ § ŌŅĶĒ±ĻĶ§ „Ó±“Õķ, ĻÓĻ Ō ±ÕõĒĶ§,
“ÓĻ Ķ Ō õŅĒĒ¹§ ’ŅßÓ§. ▌“Ņ Ņß· ±Ē Õ“± , Ņ„ÕŌĶõĒŅ, ±“Õ’ÕĒ³■ ¶Ķļ³“Ó÷ĶĶ
ĻŅņ’ŅĒÕĒ“ŅŌ.
ĀĀĀ ęÓĻĶņ ŅßÓńŅņ, §ÓÓĻ“Õ ĻĶŌ¹§ Ó±’ÕõÕļÕĒĶ õĶ±’Õ±ĒŅŃŅ
±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±Õķ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ’Ņ÷Õ±±Õ §ÓĒÕĒĶ õĶ±’Õ±Ē¹ķ ±Ņ±“ÓŌ
„Ó±“Ķ÷ Ō ĻŅņ’ŅĒÕĒ“Ó§Ā Ķ Ņ±ÕŌ°Ķ§ ĒÓ õĒŅ
ÕņĻŅ±“Ķ ĒÕ ņÕĒ Õ“± . ═Õ ŅßĒÓ¾µÕĒŅ “ÓĻµÕ ¾ŌÕļĶ„ÕĒĶÕ ÓńņÕŅŌĀ „Ó±“Ķ÷, „“Ņ
’Ņõ“ŌÕµõÓÕ“ Ō¹ŌŅõ Ņß
Ņ“±¾“±“ŌĶĶ Ķ§ ¾Ļ¾’ĒÕĒĶ ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ, ĻÓĻ Ō └ę, “ÓĻ Ķ Ō ═─╠├.
ĀĀ ╚ń ŃÓ¶ĶĻŅŌ ŌĶõĒŅ, „“Ņ Ņ±ĒŅŌĒÓ ņÓ±±Ó ’ õĻÓ 90 %Ā ’ĶņÕ±Õķ ±Ņ±“ŅĶ“ Ķń „Ó±“Ķ÷ ÓńņÕŅņ õŅ 40
ņĻ. ╩ŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷ ßŅļÕÕ 40 ņĻ ÕńĻŅ ¾ņÕĒ³°ÓÕ“± Ķ ±Ņ±“ÓŌļ Õ“ ÕõĶĒĶ÷¹
’Ņ÷ÕĒ“Ó õļ ĻÓµõŅķ Ń¾’’¹ “ÓĻĶ§ „Ó±“Ķ÷. ┬ņÕ±“Õ ± “Õņ, Ō ĻŅņ’ŅĒÕĒ“Ó§ ’Ņ’ÓõÓÕ“±
ÕõĶĒĶ„ĒŅÕ ĻŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷ ßŅļÕÕ 100 ņĻ Ķ 600-800 ņĻ.
ĀĀ ═ÕŅߧŅõĶņŅ Ņ“ņÕ“Ķ“³ ńĒÓ„Ķ“Õļ³Ē¹ķ ÓńßŅ± Ō ’ŅĻÓńÓĒĶ § Ņ“ Ņ’¹“Ó Ļ
Ņ’¹“¾. ▌“Ņ ±Ō ńÓĒŅ ± ŅõĒŅķ ±“ŅŅĒ¹ ± ²ļÕņÕĒ“ÓņĶ ±¾ß·ÕĻ“ĶŌĒŅ±“Ķ, ŌĒŅ±Ķņ¹ķ Ō
ÓĒÓļĶń Ķ ’Ņõ±„Õ“ ĻŅļĶ„Õ±“ŌÓ „Ó±“Ķ÷, Ó ± õ¾ŃŅķ ±“ŅŅĒ¹, ±Ņ ±ļŅµĒŅ±“³■ Ķ
ĒÕ±“ÓßĶļ³ĒŅ±“³■ ±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§.
Ā └ĒÓļŅŃĶ„Ē¾■ ĻÓ“ĶĒ¾ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ Ņ’ÕõÕļÕĒĶÕ ±¾ņņÓĒŅŃŅ
ĻŅļĶ„Õ±“ŌÓ „Ó±“Ķ÷ Ō ’ŅßÕ Ķ ŌÕ±Ó ±¾ņņÓĒŅŃŅ Ķ§ ĻŅļĶ„Õ±“ŌÓ. ė±“ÓĒŅŌĶ“³ ĻÓĻ¾■-
ļĶßŅ ńÓŌĶ±ĶņŅ±“³ ņÕµõ¾ ²“ĶņĶ õŌ¾ņ ŌÕļĶ„ĶĒÓņĶ “ÓĻµÕ ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ
Ō ±Ķļ¾ ÓńĒŅŅõĒŅŃŅ ¶ĶńĶ„Õ±ĻŅŃŅ Ķ §ĶņĶ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±Õķ Ņ“ Ņ’¹“Ó Ļ
Ņ’¹“¾.Ā ┬ņÕ±“Õ ± “Õņ, ’Ņ ±¾ņņÓĒŅņ¾
ŌÕ±ŅŌŅņ¾ ĻŅļĶ„Õ±“Ō¾ ņÕ§’ĶņÕ±Õķ Ķ §ÓÓĻ“Õ¾ Ķ§ ĶńņÕĒÕĒĶ ņŅµĒŅ ±õÕļÓ“³ Ņ’ÕõÕļÕĒĒ¹Õ
Ō¹ŌŅõ¹. ┬Õ± Ķ ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ ’Ņ Ņß·ÕĻ“Óņ ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ 6.6.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 6.61ę
ĀĀĀĀĀ ╣.╣ĀĀĀĀĀĀĀĀ
╬ß·ÕĻ“Ā Ķ±±ļÕõŅŌÓĒĶ ĀĀĀĀĀĀĀĀĀĀĀ ┬Õņ ĀĀĀĀĀĀĀĀ ╩Ņļ-ŌŅ ņÕ§’ĶņÕ±Õķ Ń/“ĀĀĀĀ
╩Ņļ-ŌŅ
![]()
![]() ĀĀĀĀĀĀ ’/’ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
§ÓĒÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Ó±“Ķ÷
ĀĀĀĀĀĀ ’/’ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
§ÓĒÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Ó±“Ķ÷
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀčÕõĒ ĀĀĀĀĀĀĀĀ ─ŅĒĒÓ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ °“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’ŅßÓĀĀĀĀĀĀĀĀĀĀĀĀ ’ŅßÓ
![]()
ĀĀĀĀĀĀĀ 1.ĀĀĀĀĀĀĀ ŪÓŌŅõ
ĶńŃŅ“ŅŌĶ“Õļ³ ĶĀĀĀĀĀĀĀĀĀĀ 1-10 ±¾“ĀĀĀĀĀĀĀĀĀĀĀ 0,5 ¢ 3ĀĀĀĀĀĀĀĀĀĀ 2,3 ¢ 5ĀĀĀĀĀĀĀĀĀĀ
2356 -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ µ.õ. ÷Ķ±“ÕĒÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ .ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
¢ 23932
ĀĀĀĀĀĀĀ 2.ĀĀĀĀĀĀĀ čĻļÓõ¹
ŌŅĶĒ±ĻĶ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,5 ¢ 4Ā ļÕ“ĀĀĀĀĀ
0,75-2,6ĀĀĀĀĀĀĀĀĀ 2,3 ¢ 13,5ĀĀĀĀ ĀĀ5690 -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Ó±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
99552
ĀĀĀĀĀĀĀ 3.ĀĀĀĀĀĀĀ č“ÕĒõĀ ╩┴š└ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±¾“ĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀ302-4677
ĀĀĀĀĀĀĀ 4.ĀĀĀĀĀĀĀĀ ąÓĻÕ“Ó
ėą-100ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ĒÓ„ÓļŅ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀĀĀĀĀĀĀ ±¾“ĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀ 209-449
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ŅĻŅĒ„ÓĒĶÕ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀ 198 ±¾“ŅĻĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ŅĻŅĒ„ÓĒĶÕ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀ 450 ±¾“ŅĻĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
18
![]()
ĀĀĀ ╚ń “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ĻŅņ’ŅĒÕĒ“¹ “Ņ’ļĶŌÓ, ’Ņļ¾„ÕĒĒ¹Õ ± ńÓŌŅõÓ
ĶńŃŅ“ŅŌĶ“Õļ ±ŅõÕµÓ“ ņÕ§’ĶņÕ±Õķ Ō ’ŅßÓ§ 2-5 Ń/“. ▌“Ņ ńĒÓ„Ķ“Õļ³ĒŅ ĒĶµÕ, „Õņ
õŅ’¾±ĻÓļŅ±³ ÓĒÕÕ ’Ņ “Õ§ĒĶ„Õ±ĻĶņ ¾±ļŅŌĶ ņ, ±Ņ±“ÓŌļ Ō°Ķņ ’ĶņÕĒŅ30 Ń/“ Ķ
’Ņ±ļ¾µĶļŅ Ņ±ĒŅŌÓĒĶÕņ õļ ĶńņÕĒÕĒĶ ±ŅõÕµÓĒĶÕ ņÕ§’ĶņÕ±Õķ Ō ’Ņõ¾Ļ“Ó§ õŅ 10
Ń/“. ┬ ’Ņ÷Õ±±Õ Ņ“±“ÓĶŌÓĒĶ ’Ņõ¾Ļ“ŅŌ Ō ’Ņ÷Õ±±Õ §ÓĒÕĒĶ , ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ
Ō ±ÕõĒĶ§ ’ŅßÓ§ ¾ņÕĒ³°ÓÕ“± õŅ 1-2 Ń/“. ▌“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“, „“Ņ ’ŅļĒŅŃŅ
Ņ±ÓµõÕĒĶ ņÕ§’ĶņÕ±Õķ ĒÕ ’ŅĶ±§ŅõĶ“, ĒÕ±ņŅ“ ĒÓ “Ņ, „“Ņ ±ŅŃļÓ±ĒŅ ńÓĻŅĒÓ č“ŅĻ±Ó
Ņ±ÓµõÕĒĶÕ „Ó±“Ķ÷, ’ĶĀ Ņ“±¾“±“ŌĶĶ
ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ,Ā õŅļµĒŅ ’ŅĶńŅķ“Ķ
„ÕÕń ĒÕ±ĻŅļ³ĻŅ ±¾“ŅĻ. ŽĶßļĶµÕĒĒ¹ķ Ó±„Õ“ ’Ņ ¶Ņņ¾ļÕ č“ŅĻ±Ó ’ŅĻÓń¹ŌÓÕ“, „“Ņ
±ĻŅŅ±“³ Ņ±ÓµõÕĒĶ „Ó±“Ķ÷ ÓńņÕŅņ 40 ņ õŅļµĒÓ ±Ņ±“ÓŌļ “³ 5-10 ±ņ/ņĶĒ.
Ā
6.7.ĀĀ ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
õŌĶŃÓ“ÕļÕķ ’Ķ ĒÓļĶ„ĶÕ ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§
ĀĀ ╩Ņņ’ŅĒÕĒ“¹, ’Ņ±“¾’Ó■∙ĶÕ Ō õŌĶŃÓ“ÕļĶ, ’Ņ§Ņõ “ „ÕÕń ÕŃ¾ļĶ¾■∙¾■
Ó’’ÓÓ“¾¾, ńÓ“ÕņĀ „Ó±“³ ÕŃŅ ĶõÕ“ Ō
ŃÓńŅŃÕĒÕÓ“Ņ, Ó Ņ±ĒŅŌĒÓ ņÓ±±Ó ĶõÕ“ Ō ĻÓņÕ¾ ±ŃŅÓĒĶ . ╠Õ§’ĶņÕ±Ķ Ō
ĻŅņ’ŅĒÕĒ“Õ, Ķõ¾∙Ķ§ Ō ĻÓņÕ¾ ±ŃŅÓĒĶ ĒÕ ’Õõ±“ÓŌļ ■“ Ņ’Ó±ĒŅ±“Ķ, ’Ņ±ĻŅļ³Ļ¾
ńÓńŅ¹ Ō Ņ“ŌÕ±“Ķ § ¶Ņ±¾ĒŅĻ ńĒÓ„Ķ“Õļ³ĒŅ ßŅļ³°Õ ÓńņÕŅŌ „Ó±“Ķ÷ ņÕ§’ĶņÕ±Õķ.
╬’Ó±ĒŅ±“³ ņŅµÕ“ ŌŅńĒĶĻĒ¾“³ Ō ÕŃ¾ļĶ¾■∙Õķ Ó’’ÓÓ“¾Õ, ĻŅŃõÓ Ō ĒÕÕ ’Ņ’Óõ¾“
„Ó±“Ķ÷¹ ± ÓńņÕÓņĶ,
±ŅĶńņÕĶņ¹ņĶ ± ÓńņÕÓņĶ
„Ó±“Ķ÷, ±Ņ±“ÓŌļ ■∙ĶņĶ 20-40 ņĻ. ŽŅ’ÓõÓ Ō ńÓńŅ¹, “ÓĻĶÕ „Ó±“Ķ÷¹ ŅĒĶ ņŅŃ¾“
¾ŌÕļĶ„Ķ“³ ±Ņ’Ņ“ĶŌļÕĒĶÕ ’ÕÕõŌĶµÕĒĶ■ ńŅļŅ“ĒĶĻŅŌ¹§ ’Ó ĶļĶ ŌŅŅß∙Õ ńÓĻļĶĒĶ“³
Ķ§.Ā ūÓ±“Ķ÷¹ ņÕĒ³°Ķ§ ÓńņÕŅŌ ±ŌŅßŅõĒŅ
’Ņķõ¾“ „ÕÕń ńÓńŅ¹ Ō Ó’’ÓÓ“¾Õ, Ó „Ó±“Ķ÷¹ ßŅļ³°Ķ§ ÓńņÕŅŌ ńÓõÕµÓ“± ĒÓ
Ō§ŅõÕ, Ķ “ÓĻĶņ ŅßÓńŅņ ĒÕ ß¾õ¾“ ’Õõ±“ÓŌļ “³ Ņ’Ó±ĒŅ±“Ķ. ╬÷ÕĒĶ“³ “ÕŅÕ“Ķ„Õ±ĻĶņ
’¾“Õņ ŌļĶ ĒĶÕ ņÕ§’ĶņÕ±Õķ ĒÓ ńÓ±ŅÕĒĶÕ Ó’’ÓÓ“¾¹ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ Ō
±Ķļ¾ „ÕńŌ¹„ÓķĒŅķ ±ļŅµĒŅ±“Ķ ’ŅĶ±§Ņõ ∙Ķ§ ’Ķ ²“Ņņ ’Ņ÷Õ±±ŅŌ Ķ ņŅµÕ“ ß¹“³
Ņ÷ÕĒÕĒŅ “Ņļ³ĻŅ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶņ ņÕ“ŅõŅņ.
ĀĀ č ÷Õļ³■ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķĀĀĀĀ
’ŅŌÕĻĶ ŌļĶ ĒĶ „Ó±“Ķ÷ ĒÓ ÓßŅ“¾ õŌĶŃÓ“Õļ ├╚Žš ÓńÓßŅ“Óļ ņÕ“ŅõĶĻ¾
ńÓŃ ńĒÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ ± õŅŌÕõÕĒĶÕņ ĻŅļĶ„Õ±“ŌÓ ņÕ§’ĶņÕ±Õķ õŅĀ 30 Ń/“. ▌“Ó ņÕ“ŅõĶĻÓ ß¹ļÓ Ņ“ÓßŅ“ÓĒÓ Ō
═╚╚š╚╠╠└ž.[83]. ▌Ļ±’ÕĶņÕĒ“¹, ’ŅŌÕõÕĒĒ¹Õ Ō ╩┴š└, ± ²“Ķņ “Ņ’ļĶŌŅņ ’ŅĻÓńÓļĶ, „“Ņ
’Ņ±ļÕ ¶Ķļ³“Ó÷ĶĶ ńÓŃ ńĒÕĒĒ¹§ ’Ņõ¾Ļ“ŅŌ „ÕÕń 70 ņĶĻŅĒĒ¹ķ ¶Ķļ³“ ±ŅõÕµÓĒĶÕ
ņÕ§’ĶņÕ±Õķ ±ĒĶµÓÕ“± õŅ 4-6 Ń/“.
Ā ═ÕŅߧŅõĶņŅ±“³ ’ŅŌÕõÕĒĶ Ķ±’¹“ÓĒĶķ õŌĶŃÓ“ÕļÕķ ĒÓ ńÓŃ ńĒÕĒĒ¹§
ĻŅņ’ŅĒÕĒ“Ó§ Ņ÷ÕĒĶŌÓļÓ±³ ĒÓ Ņ±ĒŅŌÕ ÓĒÓļĶńÓ ±Ņ±“ÓŌÓ õĶ±’Õ±ĒŅŃŅ ±Ņ±“ÓŌÓ
ņÕ§’ĶņÕ±Õķ ĒÓ ±“ÕĒõÓ§ ╩┴š└ Ķ ĒÓ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ ÓĻÕ“Õ ėą-100ę, õÓĒĒ¹Õ ’Ņ
Ņß±ļÕõŅŌÓĒĶ■ ĻŅ“Ņ¹§ ’ĶŌŅõĶļĶ±³ ÓĒÕÕ.
═ÓĀ °“Ó“ĒŅķ ÓĻÕ“Õ ė-100Ā
’Ņ±ļÕ 480 ±¾“ŅĻĀ Ō ’ÕŌŅķ ’Ņ÷ĶĶ
ŅĻĶ±ļĶ“Õļ ÓŌĒŅķ 7 ļ. ńÓņÕÕĒŅ ’ŅŌ¹°ÕĒĒŅÕ ±ŅõÕµÓĒĶÕ ņÕ§’ĶņÕ±Õķ ÓŌĒŅÕ 18 Ń/“,
„“Ņ ß¹ļŅ ßļĶńĻŅĀ Ļ ÓĻÕ“Õ ėą-100ę,
Ķ±’¹“¹ŌÓŌ°Õķ± ’Ņ ¾±ĻŅÕĒĒŅķ ņÕ“ŅõĶĻÕ ĒÓ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ Ō ├╚Žš. ┬
±ļÕõ¾■∙Õķ ’Ņ÷ĶĶ 10 ļ. ņÕ§ÓĒĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ ±ŅõÕµÓļĶ±³ Ō “Ņņ µÕ ĻŅļĶ„Õ±“ŌÕ,
„“Ņ Ķ Ō ±ÕõĒĶ§ ’ŅßÓ§ Ķ ±Ņ±“ÓŌļ ļĶ 1 Ń/“ [84].Ā
ĀĀ ęÓĻĶņ ŅßÓńŅņ, Ō ’ÕŌŅķ ’Ņ÷ĶĶ ŅĻĶ±ļĶ“Õļ , Ķõ¾∙ÕŃŅ ĒÓ ńÓŌ ńĻ¾
’Ņ÷Õ±±Ó Ō õŌĶŃÓ“ÕļÕ Ķ ÓŌĒŅķ 7 ļ. ±ŅõÕµĶ“± ’Ņ õĻÓ 10 Ń/“ ņÕ§ÓĒĶ„Õ±ĻĶ§
’ĶņÕ±Õķ. └ĒÓļŅŃĶ„Ē¹Õ õÓĒĒ¹Õ ß¹ļĶ ’Ņļ¾„ÕĒ¹ ’Ķ ±ļĶŌÕ °“Ó“ĒŅķ ÓĻÕ“¹ Ō ŌŅķ±ĻŅŌŅķ
„Ó±“Ķ ’Ņ±ļÕ 3-§ ļÕ“ĒÕŃŅ ĒÓ§ŅµõÕĒĶ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ [85].
ĀĀ č“Ņļ³ ĒÕńĒÓ„Ķ“Õļ³ĒŅÕ ±ŅõÕµÓĒĶÕ ņÕ§’ĶņÕ±Õķ Ō ’ÕŌŅķ ’Ņ÷ĶĶ
’Ņõ¾Ļ“ŅŌ ( ņÕĒÕÕ 0,2 Ń) ĒÕ ņŅŃ¾“ ĶńņÕĒĶ“³ Ō ńĻŅ±“Ē¹§ ±ŌŅķ±“Ō ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ. ŽŅ²“Ņņ¾ Ó±’ÕõÕļÕĒĶÕ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ņÕµõ¾ ¶Ņ±¾ĒĻÓņĶ Ķ
ÕŃ¾ļĶ¾■∙Õķ Ó’’ÓÓ“¾Ņķ ß¾õÕ“ “ÓĻĶņ µÕ, ĻÓĻ Ķ õļ Ņ±ĒŅŌĒŅķ ņÓ±±¹ ĻŅņ’ŅĒÕĒ“ŅŌ,
’Ņ§Ņõ ∙Ķ§ „ÕÕń õŌĶŃÓ“Õļ³. ┬ ±Ķļ¾ ²“ŅŃŅ, Õ°Ó■∙ÕÕ ńĒÓ„ÕĒĶÕ ß¾õÕ“ ĶņÕ“³
±¾ņņÓĒŅÕ ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ, ’Ņ§Ņõ ∙ÕÕ „ÕÕń õŌĶŃÓ“Õļ³ ńÓ Ō±Õ ŌÕņ Ķ§
ÓßŅ“¹.
ĀĀĀ ┬ ’Ņ÷Õ±±Õ Ņß±ļÕõŅŌÓĒĶ ±“ÕĒõŅŌ ╩┴š└Ā [81] , ’Ņõ±„Ķ“ÓĒŅ, „“Ņ ńÓ ŌÕņ Ķ±’¹“ÓĒĶ ŅõĒŅŃŅ õŌĶŃÓ“Õļ ĒÓ
±“ÕĒõÕ, „ÕÕń ĒÕŃŅ ’Ņ§ŅõĶ“ ±ļÕõ¾■∙ÕÕ ĻŅļĶ„Õ±“ŌŅ ņÕ§’ĶņÕ±Õķ:
’ŅĀ ═─╠├ĀĀĀ ± ÓńņÕŅņ 20-70
ņĻĀĀĀ ¢ĀĀĀ 156.106 ¢ 273.106 Ā°“¾Ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 70-100 ņĻĀĀ -ĀĀĀĀ
0ĀĀĀĀĀĀĀĀĀĀ -ĀĀ 18.106Ā °“¾Ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßŅļÕÕĀ 100Ā ņĻĀ -ĀĀĀĀ
0ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀ 18.105 °“¾Ļ
’Ņ └ęĀĀĀĀĀĀĀĀĀĀ ± ÓńņÕŅņĀ 20-70 ņĻĀĀĀĀ
-ĀĀĀ 216.106 Ā- 108.106 Ā°“¾Ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 70-100 ņĻĀĀĀ -ĀĀĀĀ
54.105Ā - 594.105Ā °“¾Ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßŅļÕÕĀ 100 ņĻĀĀ
-ĀĀĀĀ 45.105 ¢ 432..105
°“¾Ļ
▌“Ķ õÓĒĒ¹Õ ’Ņļ¾„ÕĒ¹ Ķ±§Ņõ
Ķń “ŅŃŅ, „“Ņ Ō ĻŅņ’ŅĒÕĒ“Ó§ ŅßĒÓ¾µÕĒŅ ±ļÕõ¾■∙ÕÕ ĻŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷ Ō 1
ņĶļļĶļĶ“Õ ĻÓµõŅŃŅ:
ĀĀ
’Ņ ═─╠├ĀĀ ± ÓńņÕŅņĀ
20-70 ņĻĀĀĀĀĀ -ĀĀ 40-70Ā
„Ó±“Ķ÷
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 70-100 ņĻĀĀĀĀ -ĀĀĀ
0 ¢ 2Ā „Ó±“Ķ÷¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßŅļÕÕĀĀĀ 100 ņĻĀĀĀĀĀ -ĀĀĀ 0Ā
-2Ā „Ó±“Ķ÷¹
’Ņ └ęĀĀĀĀĀĀĀĀ ± ÓńņÕŅņĀĀ 20-70 ņĻĀĀĀĀĀĀ -Ā 40 ¢ 200 „Ó±“Ķ÷
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 70-100 ņĻĀĀĀĀĀ -ĀĀ
1 ¢ 11 „Ó±“Ķ÷
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßŅļÕÕĀĀĀĀ 100 ņĻĀĀĀĀĀ -ĀĀ 1 ¢ 8 „Ó±“Ķ÷.
Ā ŽŅ ’Ķ„ĶĒÕ ńÓ±ŅÕĒĶ Ó’’ÓÓ“¾¹ Ņ“ĻÓńŅŌ ĒÕ ĒÓßļ■õÓļŅ±³ ’Ķ
Ķ±’¹“ÓĒĶĶ õŌĶŃÓ“ÕļÕķ ĒÓ ±“ÕĒõÕ. ŽŅ±ļÕ ŅŃĒÕŌ¹§ Ķ±’¹“ÓĒĶķ õÕ¶ÕĻ“Ó÷Ķ õŌĶŃÓ“ÕļÕķ
’ŅĻÓńÓļÓĀ Ņ“±¾“±“ŌĶÕ ńÓŃ ńĒÕĒĶķ Ō ÕŃ¾ļĶ¾■∙Õķ
Ó’’ÓÓ“¾Õ.
ĀĀ ═Ó Ņ±ĒŅŌÓĒĶĶ ÓĒÕÕ Ó±±ņÓ“ĶŌÓŌ°Ķ§± Õń¾ļ³“Ó“ŅŌ Ķ±’¹“ÓĒĶķ, ß¹ļŅ
±õÕļÓĒŅĀ ńÓĻļ■„ÕĒĶÕ [86]Ā Ņ “Ņņ, „“Ņ ĒÓļĶ„ĶÕ ņÕ§’ĶņÕ±Õķ Ķ ’Ņ÷Õ±± Ķ§
Ņ±ÓµõÕĒĶ ĒÕ ß¾õ¾“ ŌļĶ “³ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ õŌĶŃÓ“ÕļÕķ Ķ Ķ±’¹“¹ŌÓ“³ Ķ§ ĒÕ“
ĒÕŅߧŅõĶņŅ±“Ķ ĒÓ ±’Õ÷ĶÓļ³ĒŅ ’ŅõŃŅ“ŅŌļÕĒĒ¹§ ńÓŃ ńĒÕĒĒ¹§ ĻŅņ’ŅĒÕĒ“Ó§.
ĀĀ ╚ńŌÕ±“ĒŅ, „“Ņ Ō± ĒÓĻŅ’ļÕĒĒÓ ±“Ó“Ķ±“ĶĻÓ ŅŃĒÕŌ¹§ Ķ±’¹“ÓĒĶķ
õŌĶŃÓ“ÕļÕķ ’Ņļ¾„ÕĒÓ ĒÓ ĻŅņ’ŅĒÕĒ“Ó§ “Ņ’ļĶŌÓ ± ĒÕńĒÓ„Ķ“Õļ³Ē¹ņ Ņ“ĻļŅĒÕĒĶÕņ ’Ņ
õĶ±’Õ±ĒŅņ¾ ±Ņ±“ÓŌ¾ Ņ“ ŌÕļĶ„ĶĒ, ¾±“ÓĒŅŌļÕĒĒ¹§ ’ŅŌÕõÕĒĒ¹ņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ, Õń¾ļ³“Ó“¹
ĻŅ“Ņ¹§ ’Õõ±“ÓŌļÕĒ¹ ĒÓ Ķ±¾ĒĻÓ§ 6.5.1ą Ķ 6.6.1ą. ╩ŅņÕ “ŅŃŅ, ß¹ļŅ ’ŅĻÓńÓĒŅ,
„“Ņ Õ°Ó■∙ÕÕ ńĒÓ„ÕĒĶÕ ŅĻÓń¹ŌÓ■“ ņÕ§’ĶņÕ±Ķ ĒÕ “Ņļ³ĻŅ ’ÕŌŅķ ’Ņ÷ĶĶ, Ó Ō±ÕŃŅ
’Ņ§Ņõ ∙ÕŃŅ ĻŅņ’ŅĒÕĒ“Ó „ÕÕń õŌĶŃÓ“Õļ³.
ĀĀ čŅŌŅĻ¾’ĒŅ±“³ ²“Ķ§ õŌ¾§ Ō¹ŌŅõŅŌ ’ŅńŌŅļ Õ“ ±õÕļÓ“³ ĒÕĻŅ“Ņ¹Õ
ĻŅļĶ„Õ±“ŌÕĒĒ¹Õ Ņ÷ÕĒĻĶ, ’Ņõ“ŌÕµõÓ■∙ĶÕ ÓĒÕÕ ±õÕļÓĒĒ¹Õ ńÓĻļ■„ÕĒĶ , Ņß Ņ“±¾“±“ŌĶĶ
ŌļĶ ĒĶ ņÕ§’ĶņÕ±Õķ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ õŌĶŃÓ“ÕļÕķ. č ²“Ņķ ÷Õļ³■ ±ÓŌĒĶņ
ĻŅļĶ„Õ±“ŌŅ „Ó±“Ķ÷, ’Ņ§Ņõ ∙Ķ§ „ÕÕń õŌĶŃÓ“Õļ³ ’Ķ Ķ±’¹“ÓĒĶĶ ĒÓ ±“ÕĒõÕ Ķ ĒÓ
°“Ó“ĒŅķ ÓĻÕ“Õ.
ĀĀ ╚ń ŃÓ¶ĶĻŅŌ ĒÓ ¾ĻÓńÓĒĒ¹§ Ķ±¾ĒĻÓ§ ŌĶõĒŅ, „“Ņ Ņ’Ó±Ē¹§ „Ó±“Ķ÷
20-70 ņĻ. ( Ō ±ÕõĒÕņ 40ņĻ) ’Ņ ĻŅļĶ„Õ±“Ō¾ Ō ±ÕõĒĶ§ ’ŅßÓ§ ÓĻÕ“¹ ėą-100ę ß¾õ¾“
Ō „Õ“¹Õ ÓńÓ ßŅļ³°Õ, „Õņ õļ ±“ÕĒõÓ Ō ╩┴š└. ╚±§Ņõ Ķń ²“ŅŃŅ, ’Ķ °“Ó“ĒŅķ
ÓßŅ“Õ õŌĶŃÓ“Õļ Ō ±Ņ±“ÓŌÕ ÓĻÕ“¹ „ÕÕń ĒÕŃŅ “ÓĻµÕ ’ŅķõÕ“ Ō „Õ“¹Õ ÓńÓ ßŅļ³°Õ
„Ó±“Ķ÷ ’Ņ ±ÓŌĒÕĒĶ ± Ķ±’¹“ÓĒĶ ņĶ ĒÓ ±“ÕĒõÕ.
ĀĀ ╚±§Ņõ Ķń ²“ŅŃŅ, ± õŅ±“Ó“Ņ„Ē¹ņ ’ĶßļĶµÕĒĶÕņ, ņŅµĒŅ ’ŅļÓŃÓ“³, „“Ņ
Ķ±’¹“ÓĒĶ „Õ“¹Õ§ õŌĶŃÓ“ÕļÕķ ĒÓ ±“ÕĒõÕ ß¾õÕ“ ±ŅŅ“ŌÕ“±“ŌŅŌÓ“³Ā ÓßŅ“Õ ŅõĒŅŃŅ õŌĶŃÓ“Õļ Ō ±Ņ±“ÓŌÕ ÓĻÕ“¹
Ķ±§Ņõ Ā Ķń ¾±ļŅŌĶķ ’Ņ§ŅµõÕĒĶ ÓŌĒŅŃŅ
ĻŅļĶ„Õ±“ŌÓ „Ó±“Ķ÷ ņÕ§’ĶņÕ±Õķ ÓńņÕŅņ 40 ņĻ. ęÓĻŅÕ ±¾ņņĶŅŌÓĒĶÕ õŅ’¾±“ĶņŅ ĒÓ
Ņ±ĒŅŌÓĒĶĶ ńÓĻŅĒÓ ±ļŅµÕĒĶ ŌÕŅ “ĒŅ±“Õķ, ’Ņ±ĻŅļ³Ļ¾ ŌÕŅ “ĒŅ±“³ ńÓ±ŅÕĒĶ
ÕŃ¾ļĶ¾■∙Õķ Ó’’ÓÓ“¾¹ Ņ±“ÓÕ“± ’Ņ±“Ņ ĒĒŅķ Ņ“ ’¾±ĻÓ Ļ ’¾±Ļ¾ ÓńļĶ„Ē¹§
õŌĶŃÓ“ÕļÕķ Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ±“¾Ļ“¾Ó ĻŅņ’ŅĒÕĒ“Ó ’Ņ ņÕ§’ĶņÕ± ņ, Ó “ÓĻµÕ
ĻŅĒ±“¾Ļ÷Ķ õŌĶŃÓ“Õļ Ņ±“ÓÕ“± ’Ņ±“Ņ ĒĒŅķ Ņ“ ’¾±ĻÓ Ļ ’¾±Ļ¾.
ĀŪÓ ŌÕņ Ņ“ÓßŅ“ĻĶ õŌĶŃÓ“Õļ ’ŅĶńŌÕõÕĒŅ ßŅļÕÕ 1000 Ķ§ ’¾±ĻŅŌĀ ĒÓ ±“ÕĒõÓ§ Ķ Ō ±Ņ±“ÓŌÕ ÓĻÕ“. ŽÓĻ“ĶĻÓ
’ŅĻÓńÓļÓ, „“Ņ ’Ķ ²“Ķ§ ’¾±ĻÓ§ ĒÕ ’ŅĶńŅ°ļŅ ĒĶ ŅõĒŅŃŅ ±ļ¾„Ó ńÓ±ŅÕĒĶ
Ó’’ÓÓ“¾¹. ─ÓĒĒ¹ķ Ō¹ŌŅõ ńÓ“Õņ ß¹ļ ’Ņõ“ŌÕµõÕĒ ’¾±ĻÓņĶ °“Ó“Ē¹§ ÓĻÕ“ ĒÓ
±ÕĶķĒ¹§ Ņß·ÕĻ“Ó§, ĻŅ“Ņ¹Õ ĒÓ§ŅõĶļĶ±³ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ Ņ 1 ŃŅõÓ õŅ 5
ļÕ“ Ķ ßŅļÕÕ. ┬±Õ ’¾±ĻĶ ’Ņ°ļĶ ¾±’Õ°ĒŅ ßÕń ńÓņÕ„ÓĒĶķ ’Ņ Ó±±ņÓ“ĶŌÓÕņŅņ¾
ŌŅ’Ņ±¾.
6. 8. ęÕ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ō ŅĻĶ±ļĶ“ÕļÕ └ę ’Ķ Ķ±’ÓÕĒĶĶ ĶĀĀĀ
ĀĀĀĀĀĀĀĀ ĻŅĒõÕĒ±Ó÷ĶĶĀ Ō ²ļÕņÕĒ“Ó§ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹.
Ā ŽŅŌÕõÕĒĒ¹Õ ±ļÕõŅŌÓĒĶ Ō ├╚Žš Ķ õ¾ŃĶ§ ŅŃÓĒĶńÓ÷Ķ § ’Ņ
Ķ±±ļÕõŅŌÓĒĶ■ ¶ÓńŅŌŅŃŅ Ķ §ĶņĶ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ ’ŅńŌŅļĶļĶ
±¶Ņņ¾ļĶŅŌÓ“³ ±ŅŃļÓ±ŅŌÓĒĒ¹Õ Ķ±§ŅõĒ¹Õ õÓĒĒ¹Õ ’Ņ ±ŅõÕµÓĒĶ■ Ō ĒĶ§
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, ŅßÕ±’Õ„ĶŌÓ■∙ĶÕ õļĶ“Õļ³ĒŅÕ Ķ§
ĒÓ§ŅµõÕĒĶÕ Ō ßÓĻÓ§ ÓĻÕ“.
ĀĀ ┬ņÕ±“Õ ± “Õņ, ²Ļ±’ļ¾Ó“Ó÷Ķ “ÓĻĶ§ ÓĻÕ“ ’Ņ±“ÓŌĶļÓ õ ĒŅŌ¹§
ŌŅ’Ņ±ŅŌ. ┬ „Ó±“ĒŅ±“Ķ, ĒÕŅߧŅõĶņŅ ß¹ļŅ ±ļĶŌÓ“³ ÓĻÕ“¾Ā Ķ §ÓĒĶ“³ ÕÕ Ō “ÓĻŅņ ±Ņ±“Ņ ĒĶĶ Ō “Õ„ÕĒĶÕ ĒÕĻŅ“ŅŅŃŅ ŌÕņÕĒĶ, Ó
ńÓ“Õņ ŌĒŅŌ³ ńÓ’ÓŌļ “³ Ķ ±“ÓŌĶ“³ ĒÓ ßŅÕŌŅÕ õÕµ¾±“ŌŅ.
ĀĀ ŽĶ ±ļĶŌÕ ĻŅņ’ŅĒÕĒ“ŅŌ Ō “¾ßŅ’ŅŌŅõÓ§ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó
ĒÕĶńßÕµĒŅ Ņ±“Ó■“± ĒÕ±ļĶ“¹Õ Ķ§ Ņ±“Ó“ĻĶ ’Ņ õĻÓ 40-30 ļĶ“ŅŌ. ═ÓļĶ„ĶÕ ßŅļ³°ŅŃŅ
ĻŅļĶ„Õ±“ŌÓ ŅĻĶ±ļĶ“Õļ ĒÕ ’ŅńŌŅļ Õ“ “ÓĒ±’Ņ“ĶŅŌÓ“³ Ķ §ÓĒĶ“³ ÓĻÕ“¾, ’Ķ
Ņ’ÕõÕļÕĒĒ¹§ ’ŅļŅµĶ“Õļ³Ē¹§ ńĒÓ„ÕĒĶ § “Õņ’ÕÓ“¾, Ķń ńÓ ŌŅńņŅµĒŅŃŅ ’ŅŌ¹°ÕĒĶ
õÓŌļÕĒĶ Ō ßÓĻÓ§ ńÓ ±„Õ“ Ņ±“Ó ¾’¾ŃŅ±“Ķ ’ÓŅŌ └ę.
Ā ėõÓļĶ“³ ĒÕ ±ļĶŌÓÕņ¹Õ Ņ±“Ó“ĻĶ ĻŅņ’ŅĒÕĒ“ŅŌ ņŅµĒŅ Ņß¹„ĒŅķ
’Ņõ¾ŌĻŅķ.Ā ╬õĒÓĻŅ, ĻÓĻ ’ŅĻÓńÓļ Ņ’¹“,
õļ ¾õÓļÕĒĶÕ Ņ±“Ó“ĻŅŌ ╩ąę Ō ±ļŅµĒ¹§ ĻŅĒ±“¾Ļ÷Ķ §, ĶņÕ■∙Ķ§ ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ
“¾’ĶĻŅŌ¹§ ńŅĒ, “Õß¾Õ“± ņĒŅŃŅ ŌÕņÕĒĶ, ’ õĻÓ 10-15 ±¾“ŅĻ Ķ ńĒÓ„Ķ“Õļ³ĒŅÕ
ĻŅļĶ„Õ±“ŌŅ ŃÓńÓ, õŅ§Ņõ ∙ÕÕ õŅ 5000 ņ3 . ┬ ±Ķļ¾ ²“ŅŃŅ Ō õÓĒĒŅķ ÓßŅ“Õ
ß¹ļ ÓńÓßŅ“ÓĒ ßŅļÕÕ ²ĻŅĒŅņĶ„Ē¹ķ ±’Ņ±Ņß §ÓĒÕĒĶ ± ĒÕ ±ļĶŌÓÕņ¹ņ Ņ±“Ó“ĻÓņĶ
ŅĻĶ±ļĶ“Õļ , ŅßÕ±’Õ„ĶŌÓ■∙ĶņĶ õÓŌļÕĒĶÕ ŌĒ¾“Ķ ßÓĻŅŌ Ō ’ĶÕņļÕņ¹§ ńĒÓ„ÕĒĶ §.
ĀĀ ═Ó Ņ±ĒŅŌÕ Ķń¾„ÕĒĶ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō └ęĀ ß¹ļŅ ±õÕļÓĒŅ ’Õõ’ŅļŅµÕĒĶÕ, „“Ņ ’Ņ ņÕÕ
¾õÓļÕĒĶ ŃÓńŅŌŅķ ¶Óń¹, Ō ÕŃŅ µĶõĻŅķ Ņ±“Ó■∙Õķ± ¶ÓńÕ ß¾õÕ“ ’ŅĶ±§ŅõĶ“³
¾ŌÕļĶ„ÕĒĶÕ ±ŅõÕµÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, ŌÕļĶ„ĶĒÓ ĻŅ“Ņ¹§ ŅŃÓĒĶ„ÕĒÓ
1%Ā Ō ’ÕÕ±„Õ“Õ ĒÓ ĻĶ±ļŅ“¾ ═N╬3.
▌“Ņ ’Õõ’ŅļŅµÕĒĶÕ Ņ±ĒŅŌ¹ŌÓļŅ±³ ĒÓ “Ņņ, „“Ņ ŅĻĶ±ļĶ“Õļ³ └ę ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ
õŌ¾§ ĻŅņ’ŅĒÕĒ“Ē¾■ ±ņÕ±³ „Õ“¹Õ§ ŅĻĶ±Ķ ÓńŅ“Ó Ķ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ (N2 ╬4 Ā+Ā ═N╬3).,
ĻŅņ’ŅĒÕĒ“¹ ĻŅ“ŅŅķ ĶņÕ■“ ÓńļĶ„Ē¾■ ±ĻŅŅ±“³ Ķ±’ÓÕĒĶ Ķ “Õņ’ÕÓ“¾ ĻĶ’ÕĒĶ (N2╬4Ā - 21,5 Ņč,Ā ═ N╬3Ā -Ā 86Ņč
).
ĀĀ ŽŅŌÕõÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’Ņ Ķ±’ÓÕĒĶ■ Ō ßÓ„ĻÓ§ Ņß·ÕņŅņ 200 ļ.,
’ŅĻÓńÓļĶ „“Ņ ’Ķ ¾õÓļÕĒĶĶ ’Ņõ¾ŌĻŅķ ĶļĶ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗ õŅ 80% ’Ņõ¾Ļ“Ó Ō
Ņ±“Ó“ĻÓ§ ÕŃŅ µĶõĻŅķ ¶Óń¹ ’ŅĶ±§ŅõĶ“ ¾ŌÕļĶ„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±ÕķĀ õŅ 2,7%Ā
[87,88]. č õ¾ŃŅķ ±“ŅŅĒ¹, Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶĀ ÓĻÕ“ ± ĒÕ±ļĶŌÓÕņ¹ņĶ Ņ±“Ó“ĻÓņĶ, Ķń ńÓ õŅŌŅļ³ĒŅ
ńĒÓ„Ķ“Õļ³Ē¹§ ’ÕÕ’ÓõŅŌ “Õņ’ÕÓ“¾¹ ±“ÕĒŅĻ ßÓĻŅŌ Ķ ÓŃÕŃÓ“ŅŌ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹,
ņŅŃ¾“ ’ŅĶ±§ŅõĶ“³ ’Ņ’ÕÕņÕĒĒŅ ’Ņ÷Õ±±¹ Ķ±’ÓÕĒĶ Ķ ĻŅĒõÕĒ±Ó÷ĶĶ ŅĻĶ±ļĶ“Õļ Ķ
Ō¹ń¹ŌÓ“³ ŅßŅŃÓ∙ÕĒĶÕ Ķ±’Ó Õņ¹§ Ņ±“Ó“ĻŅŌ └ę ÓńŅ“ĒŅķ ĻĶ±ļŅ“Ņķ.
ĀĀ ═ÓļĶ„ĶÕ ¾ŌÕļĶ„ÕĒĒŅŃŅ ±ŅõÕµÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō
ŅĻĶ±ļĶ“ÕļÕ, ĻÓĻ ĶńŌÕ±“ĒŅ, Ļ ńÓņÕ“ĒŅķ ±ĻŅŅ±“Ķ ĻŅŅńĶĶĀ ņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ. ┬ ±Ō ńĶ ± ²“Ķņ,
õļ ’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“ŅŌ ’Ņ Ķ±’Ó ÕņŅ±“Ķ ĒÕŅߧŅõĶņŅ ńĒÓĒĶÕ ¾±ļŅŌĶķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ ± ĒÕ±ļĶŌÓÕņ¹ņĶ Ņ±“Ó“ĻÓņĶ. └ĒÓļĶń ²“Ķ§ ’Ņ÷Õ±±ŅŌ
’ŅĻÓń¹ŌÓÕ“, „“Ņ Ļ ĒÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹ņ ±ļ¾„Ó ņĀ
ņŅµĒŅ Ņ“ĒÕ±“Ķ ±ļÕõ¾■∙ĶÕ ²“Ó’¹ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
1. ėõÓļÕĒĶÕ Ņ±“Ó“ĻŅŌ
ŅĻĶ±ļĶ“Õļ ’Ņ±ļÕ ±ļĶŌÓ ’¾“Õņ õļĶ“Õļ³ĒŅķ ’Ņõ¾ŌĻĶ Ķļ ņÕ“ŅõŅņ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗.
ŽĶ ²“Ņņ ¾õÓļ Õ“± “Ņļ³ĻŅ ŃÓńŅŌÓ ¶ÓńÓ. ▌“Ņ Ōļ Õ“± ņÕ“ŅõŅņ ½„Ó±“Ķ„ĒŅķ
ĒÕķ“ÓļĶńÓ÷ĶĶ╗.
2. šÓĒÕĒĶÕ ÓĻÕ“¹ ±
Ņ±“Ó“ĻÓņĶ ŅĻĶ±ļĶ“Õļ , ’Ķ ĻŅ“ŅŅņ µĶõĻÓ ¶ÓńÓ ’Ņ±“Õ’ÕĒĒŅ Ķ±’Ó Õ“± õŅ
õŅ±“ĶµÕĒĶ ÓŌĒŅŌÕ±ĒŅŃŅ ±Ņ±“Ņ ĒĶ . ŽĶ ²“Ņņ ’Ķ Ņ’ÕõÕļÕĒĒ¹§ ’ÕÕ’ÓõÓ§
“Õņ’ÕÓ“¾ Ō Ņ“õÕļ³Ē¹§ ¾„Ó±“ĻÓ§ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹ ņŅµÕ“ ’ŅĶ±§ŅõĶ“³ ’Ņ÷Õ±±
ĻŅĒõÕĒ±Ó÷ĶĶ ŅĻĶ±ļĶ“Õļ Ķń ’ÓŅŌŅķ ÕŃŅ ¶Óń¹.
3. šÓĒÕĒĶÕ ÓĻÕ“¹ ’Ķ
’ŅļĒŅ±“³■ Ķ±’ÓĶŌ°Õķ± µĶõĻŅķ ¶Óń¹ ± ’ÕĶŅõĶ„Õ±ĻŅķ ĻŅĒõÕĒ±Ó÷ĶÕķ ŅĻĶ±ļĶ“Õļ .
4. ŪÓ’ÓŌĻÓ ÓĻÕ“¹ ’Ņ±ļÕ
§ÓĒÕĒĶ ± ĒÕ±ļĶŌÓÕņ¹ņĶ Ņ±“Ó“ĻÓņĶ.
ĀĀ ŽŅ±ļÕõ¾■∙ĶÕ ²Ļ±’ÕĶņÕĒ“¹ ß¹ļĶ ’ŅŌÕõÕĒ¹ ± ¾„Õ“Ņņ Ō¹õÕļÕĒĒŅķ
²“Ó’ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ÓĻÕ“¹ ± ĒÕ±ļĶŌÓÕņ¹ņĶ Ņ±“Ó“ĻÓņĶ ’Ņõ¾Ļ“ŅŌ, Õń¾ļ³“Ó“¹
ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. ąĶ±.6.8.1ą ╚±±ļÕõŅŌÓĒĶÕ ŅßÓńŅŌÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ō ŅĻĶ±ļĶ“ÕļÕ ’ŅŌŅõĶļĶ±³ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ „Õ“¹Õņ ’Ņ÷Õ±±Óņ:
Ā- ’Ķ Ķ±’ÓÕĒĶĶ ņÕ“ŅõŅņ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗ ( ŃÓ¶ĶĻ 1 )-
Ā- ’Ķ Ķ±’ÓÕĒĶĶ Ō µĶõĻŅķ ¶ÓńÕ (ŃÓ¶ĶĻ2)
Ā- ’Ķ Ķ±’ÓÕĒĶĶ Ō ’ÓŅŌŅķ ¶ÓńÕ (ŃÓ¶ĶĻ 3)
Ā- ĻŅĒõÕĒ±Ó÷Ķ Ķń ’ÓŅŌŅķ (ŃÓ¶ĶĻ 4)
6.8.1.Ā ėõÓļÕĒĶÕ ĒÕ ±ļĶŌÓÕņ¹§
Ņ±“Ó“ĻŅŌ ’Ņõ¾Ļ“Ó ņÕ“ŅõŅņ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗.
Ā
╚ńņÕĒÕĒĶÕ ±ŅõÕµÓĒĶ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō µĶõĻŅķ ¶ÓńÕ, ’Ķ ¾õÓļÕĒĶĶ ŃÓńŅŌŅķ ¶Óń¹ ņÕõŅņ
½ĒÓõõ¾Ō-±ßŅ±╗, ’ŅŌŅõĶļĶ±³Ā [89] Ō
ßÓ„ĻÓ§Ā V= 200 ļ. ╬ĻĶ±ļĶ“Õļ³ Ō
Ķ±§ŅõĒŅņ ±Ņ±“Ņ ĒĶĶ ±ŅõÕµÓļĀ 0,86 ¢
0,98% “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ķ ńÓļĶŌÓļ± Ō ĻŅļĶ„Õ±“ŌÕ 10-50 ļ. ╩ŅĒ“Ņļ³
Ņ±¾∙Õ±“Ōļ ļ± ĒÓ ŌÕ±Ó§ ąŽ-150 ž┬ ± “Ņ„ĒŅ±“³■ ŌńŌÕ°ĶŌÓĒĶ ▒ 50Ń. ŽŅõ¾ŌĻÓ
’ŅĶńŌŅõĶļÓ±³ ’Ķ “Õņ’ÕÓ“¾Õ 30▒5Ņč ±¾§Ķņ ŌŅńõ¾§Ņņ ± “Ņ„ĻŅķ
Ņ±¹Ā - 55Ņ č Ō “Õ„ÕĒĶÕ 5-6
„Ó±ŅŌ, ńÓ“Õņ ’Ņ±ļÕ „ÕÕń 15-16 „Ó±ŅŌ ’Ņõ¾ŌĻÓ ŌĒŅŌ³ ’ŅŌ“Ņ ļÓ±³ Ō’ļŅ“³ õŅ
’ŅļĒŅŃŅ ¾õÓļÕĒĶ ’Ņõ¾Ļ“Ó ’Ķ Ó±§ŅõÕ ŌŅńõ¾§Ó 30 ņ3/„Ó±.
ĀĀĀĀ ▌Ļ±’ÕĶņÕĒ“ ’Ņ Ņ“ÓßŅ“ĻÕ ņÕ“ŅõÓ ½ĒÓõ¾Ō ¢ ±ßŅ±╗ ’ŅŌŅõĶļ± ĒÓ
“ÓĻĶ§ µÕ õ¾ŃĶ§ ßÓ„ĻÓ§Ā ± ĒÓõõ¾ŌŅņ õŅ
2-2,5 Ó“ņ., Ō¹õÕµĻÓ Ō “Õ„ÕĒĶÕ 20-30 ņĶĒ, ±ßŅ± õÓŌļÕĒĶ õŅ 0,5 Ó“ņ. ŽŅ±ļÕ 2-3
÷ĶĻļŅŌ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ Ō¹õÕµĻĶ ¾ŌÕļĶ„ĶŌÓļÓ±³ õŅ 15-16 „Ó±ŅŌ. ŽĶ ĻÓµõŅņ
±ßŅ±Õ õÓŌļÕĒĶ Ķń ŃÓńŅŌŅķ ¶Óń¹ ¾õÓļ ļŅ±³ 0,7 ¢ 0,8 ĻŃ ’Ņõ¾Ļ“Ó. ŽŅ±ļÕ ¾õÓļÕĒĶ
15-20% └ęĀ Ķń ĻÓµõŅŃŅ ßÓ„ĻÓ Ņ“ßĶÓļÓ±³
’ŅßÓ µĶõĻŅķ ¶Óń¹ Ō Ņß·ÕņÕ 100-150 ņļ õļ Ā
ÓĒÓļĶńÓ. ąÕń¾ļ³“Ó“¹ ĶńņÕÕĒĶķ ’ĶŌÕõÕĒ¹ ĒÓ ŃÓ¶ĶĻÕ 1 ¾’ŅņĶĒÓŌ°ÕŃŅ±
Ķ±¾ĒĻÓ.
ĀĀ └ĒÓļĶń ’ĶŌÕõÕĒĒŅŃŅ ŃÓ¶ĶĻÓ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ’Ķ ¾õÓļÕĒĶĶ µĶõĻŅķ
¶Óń¹ ’¾“Õņ ’ÕĶŅõĶ„Õ±ĻŅŃŅ ’Ņõ¾ŌĻĶ ±¾§Ķņ ŌŅńõ¾§Ņņ Ķ ±ßŅ±Ó ŃÓńŅŌŅķ ¶Óń¹
’ŅĶ±§ŅõĶ“ ¾ŌÕļĶ„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō Ņ±“Ó■∙Õķ± µĶõĻŅķ ¶Óń. ┬ÕļĶ„ĶĒÓ
Ķ§ ’ĶÓ∙ÕĒĶ ńÓŌĶ±Ķ“ Ņ“ ĻŅļĶ„Õ±“ŌÓ ¾õÓļÕĒĒŅŃŅ ’Ņõ¾Ļ“Ó.
ĀĀ ė±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ķ ¾õÓļÕĒĶĶ õŅ 60% ĻŅļĶ„Õ±“ŌÓ ŅĻĶ±ļĶ“Õļ
ĒÓßļ■õÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ļĶĒÕķĒÓ ńÓŌĶ±ĶņŅ±“³ Ņ±“Ó “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ. ═Ó
ĻÓµõ¹Õ 10% ¾õÓļÕĒĒŅŃŅ ’Ņõ¾Ļ“Ó ’ĶŅ±“ ±Ņ±“ÓŌļ Õ“ 0,11%. ŽŅ±ļÕ ¾õÓļÕĒĶ ßŅļÕÕ
80% ’Ņõ¾Ļ“Ó ĒÓßļ■õÓÕ“± ¾ŌÕļĶ„ÕĒĶÕ ’ĶŅ±“Ó “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ķ ’Ķ
¾õÓļÕĒĶĶ 94-95%Ā ŅĒĶ õŅ±“ĶŃÓ■“ 6%. ŽĶ
õÓļ³ĒÕķ°Õņ ’Ņõ¾Ļ“Ó Ō¹°Õ 95% ĻŅļĶ„Õ±“ŌŅ ŌŅńÓ±“ÓÕ“. ╬õĒÓĻŅ Ō ŌĶõ¾ Ņ“±¾“±“ŌĶ
±Õõ±“Ō ĻŅĒ“Ņļ ’Ņß ± ĒÕßŅļ³°Ķņ Ņß·ÕņŅņ, ’Ņļ¾„Ķ“³ ¶ÓĻ“Ķ„Õ±ĻĶÕ õÓĒĒ¹Õ ĒÕ
’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ. ┼±ļĶ ĻĶŌ¹Õ ’ŅõŅļµĶ“³ õŅ ’ÕÕ±Õ„ÕĒĶ ± Ņ±³■ ŅõĶĒÓ“,
“Ņ ĒÓ Ņ“ņÕ“ĻÕ 100% ’Ņļ¾„Ķņ 8-10% “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ.
Ā ═Ó ²“Ņņ µÕ Ķ±¾ĒĻÕ ’ĶŌÕõÕĒÓ Ó±„Õ“ĒÓ ĻĶŌÓ , ’Ņ±“ŅÕĒĒÓ ĒÓ
’Õõ’ŅļŅµÕĒĶĶ, „“Ņ Ō õŌ¾§ĻŅņ’ŅĒÕĒ“ĒŅņ Ó±“ŌŅÕ N2 ╬4 +Ā ═N╬3, Ō±ļÕõ±“ŌĶÕ
ÓńļĶ„Ē¹§ Ķ§ “Õņ’ÕÓ“¾ ĻĶ’ÕĒĶ , Ō ’ÕŌ¾■ Ņ„ÕÕõ³ ß¾õÕ“ Ķ±’Ó “³± N2 ╬4Ā Ķ N╬. ╚ń Ó±±ņŅ“ÕĒĶ ¾ĻÓńÓĒĒ¹§
ĻĶŌ¹§ ŌĶõĒŅ, „“Ņ ’Ķ ¾õÓļÕĒĶĶ ŅĻĶ±ļĶ“Õļ õŅ 30-40% ĻŅļĶ„Õ±“ŌŅ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ō µĶõĻŅķ ¶ÓńÕ ßļĶńĻŅ ’Ņ ±ŌŅĶņ ŌÕļĶ„ĶĒÓņ. ▌“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ,
„“Ņ ’Ķ ¾õÓļÕĒĶĶ ŅĻĶ±ļĶ“Õļ ĒÓ ²“Ņņ ²“Ó’Õ ═N╬3 ¾õÓļ Õ“±
ņÓļŅ. ŽŅ ņÕÕ ¾ŌÕļĶ„ÕĒĶ ¾õÓļÕĒĒŅŃŅ ’Ņõ¾Ļ“Ó ¶ÓĻ“Ķ„Õ±ĻĶķ Ņ±“ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ō µĶõĻŅķ ¶ÓńÕĀ ņÕĒ³°Õ
Ó±„Õ“ĒŅŃŅ, “.Õ. ĒÓ ²“Ņņ ¾„Ó±“ĻÕ ═N╬3 Ķ±’Ó Õ“±
ßŅļÕÕ ĶĒ“ÕĒ±ĶŌĒŅ Ķ ¾õÓļ Õ“± ŌņÕ±“Õ ± N2╬4Ā Ķ N╬.Ā ╚ņÕĒĒŅ ²“Ņķ Ņ±ŅßÕĒĒŅ±“³■ Ķ±’ÓÕĒĶ ņŅµĒŅ Ņß· ±ĒĶ“³ “Ņ, „“Ņ Ņ±“
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō µĶõĻŅķ ¶ÓńÕ ’Ķ ¾õÓļÕĒĶĶ ’Ņ„“Ķ Ō±ÕŃŅ ’Ņõ¾Ļ“Ó
¾ŌÕļĶ„ĶŌÓÕ“± ĒÕ ßŅļÕÕ 8-10%.
Ā ╚ń ’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ ±ļÕõ¾Õ“, „“Ņ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ Ķ
ĻŅļĶ„Õ±“ŌŅ ¾õÓļÕĒĒŅŃŅ ’Ņõ¾Ļ“Ó ĶņÕÕ“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ õļ ĻŅŅńĶŅĒĒŅŃŅ
±Ņ±“Ņ ĒĶ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹. ╬„ÕĒ³Ā
ŌÓµĒŅ, „“Ņß¹ Ō “Ņ’ļĶŌĒ¹§ ÓŃÕŃÓ“Ó§ ĒÕ Ņ±“ÓŌÓļ± ŅĻĶ±ļĶ“Õļ³ ± ¾ŌÕļĶ„ÕĒĒ¹ņ
±ŅõÕµÓĒĶÕņ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, Ó ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ’Ņõ¾ŌĻĶ, ĒÓ„ĶĒÓ ±
20% Ņ±“ÓŌ°ÕŃŅ± ’Ņõ¾Ļ“Ó, õŅļµĒÓ ß¹“³ ņÓĻ±ĶņÓļ³ĒŅ ±ŅĻÓ∙ÕĒÓ. ┬Ā ²“Ņņ ±ļ¾„ÓÕ ’ÕÕ¹Ō¹ Ō ’Ņõ¾ŌĻÓ§ Ķ §ÓĒÕĒĶÕ
± ĒÕ ’ŅļĒŅ±“³■ ¾õÓļÕĒĒŅķ µĶõĻŅķ ¶ÓńŅķ ŅĻĶ±ļĶ“Õļ ĒÕ õŅļµĒ¹ õŅ’¾±ĻÓ“³± [91].
ĀĀĀ ęĶ °“Ó“Ē¹§ Ņ“õ¾“¹§ ĶńõÕļĶ , ± ĒÕĻŅ“Ņ¹ņ Ņ±“ÓŌ°Ķņ± ĻŅļĶ„Õ±“ŌŅņ
Ņ“ ĒÕ ±ļĶŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ ŅĻĶ±ļĶ“Õļ ,Ā
’Ņ°ļĶ Ņ’¹“ĒŅÕ §ÓĒÕĒĶÕ Ō “Õ„ÕĒĶÕ 2-3 ņÕ± ÷ÕŌ Ō “Õņ’ÕÓ“¾ĒŅņ õĶÓ’ÓńŅĒÕ
Ņ“ ¢ 17Ņ čĀ õŅ + 27Ņč.
▌“Ņ §ÓĒÕĒĶÕĀ ’ŅĻÓńÓļŅ, „“Ņ
ĒÕĶ±’ÓĶŌ°ĶÕ± Ņ±“Ó“ĻĶ “Ņ’ļĶŌÓ ±Ņ±“ÓŌĶļĶ 15-20% Ņ“ ’ÕŌŅĒÓ„Óļ³ĒŅŃŅ [92].
čļÕõŅŌÓ“Õļ³ĒŅ, Ō ÕÓļ³Ē¹§ ¾±ļŅŌĶ § ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĻŅŅńĶŅĒĒÓ ÓĻ“ĶŌĒŅ±“³
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō Ņ±“Ó“ĻÓ§ µĶõĻŅķ ¶Óń¹ ŅĻĶ±ļĶ“Õļ ß¾õÕ“ ²ĻŌĶŌÓļÕĒ“ĒÓ
2% ±ŅõÕµÓĒĶ ĀĀ ═N╬3,
Ķ ĒÕ ß¾õÕ“ ’Õõ±“ÓŌļ “³ Ņ’Ó±ĒŅ±“Ķ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĒÓ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹Õ
ņÓ“ÕĶÓļ¹.
ĀĀ ╚ń¾„ÕĒĶÕ ŅßÓńŅŌÓĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ’Ķ Ķ±’ÓÕĒĶĶ
Ņ±“Ó“ĻŅŌ ŅĻĶ±ļĶ“Õļ ’ŅĶńŌŅõĶļŅ±³ Ō µĶõĻŅķ ĶĀ
’ÓŅŌŅķ ÕŃŅ ¶ÓńÕ.
6.8.2Ā ╚±’ÓÕĒĶÕ ĒÕ ±ļĶŌÓÕņ¹§
Ņ±“Ó“ĻŅŌ
Ā ąÕń¾ļ³“Ó“¹ ńÓņÕŅŌ ŌÕļĶ„ĶĒ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō Ņ±“Ó■∙Õķ±
„Ó±“Ķ µĶõĻŅķ „Ó±“Ķ ’Ņõ¾Ļ“Ó ’ĶŌÕõÕĒ¹ ĒÓ ŃÓ¶ĶĻÕ 2 ąĶ±. 6.8.1ą. ╚±’¹“ÓĒĶ
’ŅŌŅõĶļĶ±³ [93] ĒÓ ¾±“ÓĒŅŌĻÕ, ±Ņ±“Ņ ∙Õķ Ķń õŌ¾§ ÕņĻŅ±“Õķ V1 = 2,2 ļ. Ķ V2 = 0,8 ļ., ±§ÕņÓ ĻŅ“Ņ¹§
’ŅĻÓńÓĒÓ ĒÓ ’ŅļÕ ²“ŅŃŅ ŃÓ¶ĶĻÓ. ╩ÓµõÓ ÕņĻŅ±“³ ĶņÕļÓ ¾ŅŌĒÕņÕ õļ Ņ’ÕõÕļÕĒĶ
ĻŅļĶ„Õ±“ŌÓ ĒÓ§Ņõ ∙Õķ± Ō ĒÕņ µĶõĻŅ±“Ķ. ŽÕŌÓ ÕņĻŅ±“³ ńÓ’ÓŌļ ļÓ±³ ŅĻĶ±ļĶ“ÕļÕņ
± ±ŅõÕµÓĒĶÕņ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±ÕķĀ
0,66 ¢ 0,68% Ō ĻŅļĶ„Õ±“ŌÕ 2,12 ļ.ĀĀ
Ķ ’ŅņÕ∙ÓļÓ±³ Ō “ÕņŅ±“Ó“. ┬“ŅÓ ÕņĻŅ±“³, ±ŅÕõĶĒÕĒĒÓ ’ÕŌŅķ, ’ŅņÕ∙ÓļÓ±³
Ō ŌÓĒĒ¾ ±Ņ ļ³õŅņ.
ĀĀ ŽÕŌŅĒÓ„Óļ³ĒŅ Ņ“ßĶÓļÓ±³ Ē¾ļÕŌÓ ’ŅßÓ õļ Ņ’ÕõÕļÕĒĶ
ĒÓ„Óļ³ĒŅŃŅ ±ŅõÕµÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ.Ā ŽÕŌ¹Õ ’Ņß¹ ’Ķ ĻŅĒõÕĒ±Ó÷ĶĶ 0,4%Ā ’Ņõ¾Ļ“Ó Ķ ’Ņ±ļÕõ¾■∙ĶÕ ’Ņß¹ ’Ķ Ķ±’ÓÕĒĶĶĀ 98%Ā
’Ņõ¾Ļ“Ó Ņ“ßĶÓļĶ±³ Ō ĻŅļĶ„Õ±“ŌÓ 10 ņļ ĻÓµõÓ Ķ ÓĒÓļĶńĶŅŌÓļĶ±³ ņÕ“ŅõŅņ
½ÓńßÓŌļÕĒĶ ╗. ╬±“Óļ³Ē¹Õ ’Ņß¹ ĶńņÕ ļĶ±³ ņÕ“ŅõŅņ õĶ²ļÕĻ“Ķ„Õ±ĻŅķ ’ŅĒĶ÷ÓÕņŅ±“Ķ
± ’ŅņŅ∙³■ õÓ“„ĶĻŅŌ ─Ž. ▌Ļ±’ÕĶņÕĒ“ ’ŅŌŅõĶļ± ’Ķ 38ŅCĀ Ķ ’Ķ 50Ņ č.
ĀĀ └ĒÓļĶń ’Ņļ¾„ÕĒĒ¹§ õÓĒĒ¹§ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ’Ņ ņÕÕ Ķ±’ÓÕĒĶ
’Ņõ¾Ļ“Ó, ĻŅļĶ„Õ±“ŌŅ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō µĶõĻĶ§ Ņ±“Ó“ĻÓ§ ’Ņ±“Õ’ÕĒĒŅ
Ó±“Õ“. ŽĶ Ķ±’ÓÕĒĶĶ 89% ’Ņõ¾Ļ“Ó ’ŅĶ±§ŅõĶ“ ¾ŌÕļĶ„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±ÕķĀ Ō õŌÓ ÓńÓ. ŽĶ Ķ±’ÓÕĒĶĶ
’Ņõ¾Ļ“Ó 98,2 ¢ 98,4%Ā ĻŅļĶ„Õ±“ŌŅ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ŌŅńÓ±“ÓÕ“ õŅ 5,4 ¢ 6,6%. ╚ń ²Ļ±’ÕĶņÕĒ“Ó “ÓĻµÕ ŌĶõĒŅ,
„“Ņ ’Ķ ĶńņÕĒÕĒĶĶ ¾ĻÓńÓĒĒ¹§ “Õņ’ÕÓ“¾ §ÓÓĻ“Õ ’ĶŅ±“Ó “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ ĒÕ ĶńņÕĒ Õ“± .
ĀĀ ŽÓÓļļÕļ³ĒŅ ± Ņ“ßŅŅņ ’Ņß Ķ§ ’ÕŌŅķ ÕņĻŅ±“Ķ, ’ŅĶńŌŅõĶļ± Ņ“ßŅ
’Ņß ŅßÓńŅŌ¹ŌÓŌ°ÕŃŅ± ĻŅĒõÕĒ±Ó“Ó ŌŅ Ō“ŅŅķ ÕņĻŅ±“Ķ, Õń¾ļ³“Ó“¹ ÓĒÓļĶńÓ ĻŅ“Ņ¹§
’Õõ±“ÓŌļÕĒ¹ ĒÓ ŃÓ¶ĶĻÕ 3. ╚ń ²“ŅŃŅ ŃÓ¶ĶĻÓ ŌĶõĒŅ, „“Ņ ’Ķ Ķ±’ÓÕĒĶĶ ’Ņõ¾Ļ“Ó
õŅ 98,2%Ā ĻŅļĶ„Õ±“ŌŅ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ō ĻŅĒõÕĒ±Ó“Õ ņÕĒ Õ“± ņÓļŅ Ķ ĒÕ±¾∙Õ±“ŌÕĒĒŅ Ņ“ļĶ„ÓÕ“± Ņ“
’ÕŌŅĒÓ„Óļ³ĒŅŃŅ Ķ±§ŅõĒŅŃŅ Ķ§ ±ŅõÕµÓĒĶ ÓŌĒŅŃŅ 0,68%.
ĀĀ čļÕõŅŌÓ“Õļ³ĒŅ, ’Ķ Ķ±’ÓÕĒĶĶ Ķ ĻŅĒõÕĒ±Ó÷ĶĶ ŅĻĶ±ļĶ“Õļ ĒÓĶßŅļ³°ÕÕ
ĻŅļĶ„Õ±“ŌŅ ĒÓĻŅ’ļÕĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ’ŅĶ±§ŅõĶ“ Ō Ņ±“Ó“ĻÓ§ ĒÕ
Ķ±’ÓÕĒĒŅŃŅ ’Ņõ¾Ļ“Ó. ŽĶ ²“Ņņ, §ÓÓĻ“Õ ’Ņ÷Õ±±Ó Ķ§ ĒÓĻŅ’ļÕĒĶ ’ÓĻ“Ķ„Õ±ĻĶ
ÓĒÓļŅŃĶ„ÕĒ ’Ņ÷Õ±±¾ ’ŅĶ±§Ņõ ∙Õņ¾ ’Ķ ’Ņõ¾ŌĻÕ, ĶļĶ ¾õÓļÕĒĶĶ ŃÓńŅŌŅķ ¶Óń¹
÷ĶĻļÓņĶ ½ĒÓõõ¾Ō ¢ ±ßŅ±╗.Ā ŽŅ²“Ņņ¾, ĻÓĻ
Ķ ’Ķ ’Ņõ¾ŌÕ, ĒÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ ± ĻŅŅńĶŅĒĒŅķ “Ņ„ĻĶ ńÕĒĶ , ß¾õ¾“
’Õõ±“ÓŌļ “³ ĒÕ ’ŅļĒŅ±“³■ ¾õÓļÕĒĒ¹Õ Ņ±“Ó“ĻĶ ŅĻĶ±ļĶ“Õļ , Ņ±ŅßÕĒĒŅ ÕŃŅ ’Ņ±ļÕõĒÕķ
’Ņ÷ĶĶ, ’Ņ õĻÓ ņÕĒÕÕ 10%.
ĀĀĀ ╚ńņÕĒÕĒĶÕĀ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ĻŅĒõÕĒ±Ó“Õ ŃÓńŅŌŅķ ’Ņõ¾°ĻĶ Ķń¾„ÓļŅ±³ “ÓĻµÕ Ķ
’Ņ±ļÕ ’ŅļĒŅŃŅ Ķ±’ÓÕĒĶ Ķ ĻŅĒõÕĒ±Ó÷ĶĶ ’ÓŅŌŅķ ¶Óń¹. ╚±’ÓÕĒĶÕ ’ŅŌŅõĶļŅ±³ ĒÓ
¾±“ÓĒŅŌĻÕ, ±Ņ±“Ņ ∙Õķ Ķń ÕņĻŅ±“Ķ V1 = 130 ļ. Ķ ņÕĒŅķ ÕņĻŅ±“Ķ V2 = 0,8 ļ. , ’Ņõ±ŅÕõĶĒÕĒĒŅķ Ļ
ĒĶµĒÕķ „Ó±“Ķ ’ÕŌŅķ ÕņĻŅ±“Ķ, ±§ÕņÓ ĻŅ“Ņ¹§ ’ŅĻÓńÓĒÓ ĒÓ ŃÓ¶ĶĻÕ 4. ŽĶ Ņ“ßŅÕ
’ÕŌŅķ ’Ņ÷ĶĶ ĻŅĒõÕĒ±Ó“Ó Ō ĻŅļĶ„Õ±“ŌÕ 10 ņļ. ŌņÕ±“Ņ ņÕĒŅķ ÕņĻŅ±“Ķ
’Ņõ±ŅÕõĶĒ ļŅ±³ ņÓļŅŃÓßÓĶ“ĒŅÕ ±’Õ÷ĶÓļ³ĒŅÕ ¾±“Ņķ±“ŌŅ, ’ŅńŌŅļ ■∙ÕÕ ŌĶń¾Óļ³ĒŅ
±ļÕõĶ“³Ā ńÓ ĒÓ„ÓļŅņ ’Ņ ŌļÕĒĶ
ĻŅĒõÕĒ±Ó“Ó. ╚±§ŅõĒŅÕ ±ŅõÕµÓĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ’Ņõ¾Ļ“Õ ±Ņ±“ÓŌļ ļŅ
0,68%. ╚±’ÓÕĒĶÕ ’ŅŌŅõĶļŅ±³ õŅ ’ŅļĒŅŃŅ ÕŃŅ ńÓŌÕ°ÕĒĶ . ŽŅ±“Õ’ÕĒĒ¹ņĀ Ņ§ļÓµõÕĒĶÕņ ńÓ“ÕņĀ ’ÓŅŌ¾■ ¶Óń¾ ĻŅĒõÕĒ±ĶŅŌÓļĶ.
Ā ╚ń ŃÓ¶ĶĻÓ 4 ŌĶõĒŅ, „“Ņ ’ÕŌ¹Õ ’Ņß¹ ±ŅõÕµÓ“ ņÓĻ±ĶņÓļ³ĒŅÕ
ĻŅļĶ„Õ±“ŌŅ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ĻŅĒõÕĒ±Ó“Õ. ŽĶ ĻŅĒõÕĒ±Ó÷ĶĶ 1,35 ’Ņõ¾Ļ“Ó
“Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ ±Ņ±“ÓŌļ ■ 1,2%. ŽĶ õÓļ³ĒÕķ°Õķ ĻŅĒõÕĒ±Ó÷ĶĶ ŅĒĶ
’Ņ±“Õ’ÕĒĒŅ ¾ņÕĒ³°Ó■“± Ķ ’Ķ 30-40% ßļĶńĻĶ Ļ Ķ±§ŅõĒŅņ¾ ’Ņõ¾Ļ“¾.
Ā ęÓĻĶņ ŅßÓńŅņ, Ō ±ļ¾„ÓÕ ĻŅĒõÕĒ±Ó÷ĶĶ ’ÓŅŌ ’Ņõ¾Ļ“Ó ’Ņ±ļÕ ’ŅļĒŅŃŅ
ÕŃŅ Ķ±’ÓÕĒĶ , Ō ’ÕŌ¹§ ’Ņ÷Ķ § ĻŅĒõÕĒ±Ó“Ó, ņÕĒÕÕ 10 % ’ŅĶ±§ŅõĶ“
ĒÕńĒÓ„Ķ“Õļ³ĒŅÕ ¾ŌÕļĶ„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ķ ’Ņ²“Ņņ¾ õÓĒĒ¹ķ ±ļ¾„Óķ ĒÕ
’Õõ±“ÓŌļ Õ“ ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ õļ ĶńõÕļĶ .
6.9.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1. ė±“ÓĒŅŌļÕĒŅ, „“Ņ
¾ŌÕļĶ„ÕĒĶÕ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§, ĒÓ§Ņõ ∙Ķ§± Ō ÕņĻŅ±“ §
ÓņÕķ±ĻĶ§ ±ĻļÓõŅŌ ’ŅĶ±§ŅõĶ“ ńÓ ±„Õ“ ĻŅŅńĶĶ ņÕ“ÓļļÓ ÕņĻŅ±“Õķ ’Ķ ĒÕõŅ±“Ņ„ĒŅķ
Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ▌“Ņ “Õß¾Õ“ ńĒÓ„Ķ“Õļ³ĒŅŃŅ ’ŅŌ¹°ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÓņÕķ±ĻĶ§
±ĻļÓõ±ĻĶ§ ÕņĻŅ±“Õķ.
2. č’ÕĻ“Óļ³Ē¹ķ ±Ņ±“ÓŌ
ņÕ§’ĶņÕ±Õķ Ō ßÓĻÓ§ ĶńõÕļĶķ Ō Ņ±ĒŅŌĒŅņ ’Ņ±“Ņ ĒĒ¹ķ Ķ ±Ņ±“ŅĶ“ Ķń ±ŅļÕķ
ņÕ“ÓļļŅŌ.Ā ėŌÕļĶ„ÕĒĶÕ Ķ§ ĻŅļĶ„Õ±“ŌÓ
’ŅĶ±§ŅõĶ“ “Ņļ³ĻŅ Ō ±ļ¾„ÓÕ ĒÓļĶ„Ķ ĻŅŅńĶĶ ņÕ“ÓļļŅŌ. ŽĶ §ÓĒÕĒĶĶ ĒÕ
’ŅĶ±§ŅõĶ“ ĻŅÓŃ¾ļ ÷ĶĶ Ķ ¾Ļ¾’ĒÕĒĶ Ņ±ÕŌ°Ķ§ „Ó±“Ķ÷. ─Ķ±’Õ±Ē¹ķ ±Ņ±“ÓŌ „Ó±“Ķ÷
±Ņ§ÓĒ Õ“± .
3. ŽĶ Ņ±ÕõÓĒĶĶ „Ó±“Ķ÷ Ō
ĒĶµĒĶ§ „Ó±“ § ņÓŃĶ±“ÓļÕķ õŌĶŃÓ“ÕļÕķ ÓĻÕ“¹, „Ķ±ļŅ „Ó±“Ķ ßŅļÕÕ 40 ņĻ.
¾ŌÕļĶ„ĶŌÓÕ“± , ĒŅ ĒÕ ’ÕŌ¹°ÓÕ“ 1% . ūÓ±“Ķ÷¹ ņÕĒÕÕ 40 ņĻ ±Ņ±“ÓŌļ ■“ Ņ±ĒŅŌĒ¾■
ņÓ±±¾ ņÕ§’ĶņÕ±Õķ Ķ Ķ§ ĻŅļĶ„Õ±“ŌŅ Ņ±“ÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ’Ņ±“Ņ ĒĒ¹ņ Ō ±ÕõĒÕķ Ķ
õŅĒĒŅķ ’ŅßÕ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņß Ņ“±¾“±“ŌĶĶ ’ŅļĒŅŃŅ Ķ§ Ņ±ÓµõÕĒĶ .
čŅõÕµÓĒĶÕ ņÕ§’ĶņÕ±Õķ Ō ±ÕõĒÕķ ’ŅßÕ ±Ņ±“ÓŌļ Õ“ 1-2 Ń/“.
4. ŽŅ±ļÕ Ņ±ÓµõÕĒĶ
ņÕ§’ĶņÕ±Õķ Ō ßÓĻÓ§ ÓĻÕ“¹, ’ÕŌÓ ’Ņ÷Ķ ŅĻĶ±ļĶ“Õļ 17 ļ., Ķõ¾∙Ó ĒÓ ńÓŌ ńĻ¾
’Ņ÷Õ±±Ó Ō õŌĶŃÓ“Õļ §, ±ŅõÕµĶ“ ņÕ§’ĶņÕ±Õķ 0,2 Ń/“. Ņ±“Óļ³ĒÓ ņÓ±±Ó ŅĻĶ±ļĶ“Õļ
ĶņÕÕ“ ņÕ§’ĶņÕ±Õķ 1,0 Ń/“.
5. ŽŅ ±¾ņņÓĒŅņ¾ ±ŅõÕµÓĒĶ■
ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§, ’Ņ§Ņõ ∙Ķ§ „ÕÕń õŌĶŃÓ“Õļ³, Ķ±’¹“ÓĒĶ 4-§ õŌĶŃÓ“ÕļÕķ
ĒÓ ±“ÕĒõÕ ²ĻŌĶŌÓļÕĒ“ĒŅ °“ÓĒĒŅķ ÓßŅ“Õ ŅõĒŅŃŅ õŌĶŃÓ“Õļ Ō ±Ņ±“ÓŌÕ ÓĻÕ“¹.
ŽŅŌÕõÕĒĒ¹Õ ĒÓ ±“ÕĒõÓ§ Ķ Ō ±Ņ±“ÓŌÕ ÓĻÕ“¹ ßŅļÕÕ 1000 ¾±’Õ°Ē¹§ ’¾±ĻŅŌ õŌĶŃÓ“ÕļÕķ
’Ņõ“ŌÕµõÓ■“ Ņ“±¾“±“ŌĶÕ ŌļĶ ĒĶÕ ĒÓ ÓßŅ“¾ õŌĶŃÓ“ÕļÕķ ĒÓļĶ„Ķ ĶņÕ■∙Ķ§±
ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§.
6. ŽĶ ¾õÓļÕĒĶĶ Ķń “Ņ’ļĶŌĒŅķ
±Ķ±“Õņ¹Ā ŃÓńŅŌŅķ ¶Óń¹ ŅĻĶ±ļĶ“Õļ └ę
’¾“Õņ ’Ņõ¾ŌĻĶ ±¾§Ķņ ŌŅńõ¾§Ņņ, Ó “ÓĻµÕ ¾õÓļÕĒĶÕ ’ÓŅŌŅķ ¶Óń¹ ņÕ“ŅõŅņ ½ĒÓõõ¾Ō ¢
±ßŅ±╗, ĻŅļĶ„Õ±“ŌŅ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō µĶõĻŅķ ¶ÓńÕ ¾ŌÕļĶ„ĶŌÓÕ“± Ķ
ńÓŌĶ±Ķ“ Ņ“ ĻŅļĶ„Õ±“ŌÓ ¾õÓļÕĒĒŅŃŅ ŅĻĶ±ļĶ“Õļ . ŽĶ ¾õÓļÕĒĶĶ 60% ŅĻĶ±ļĶ“Õļ
ĒÓßļ■õÓÕ“± ļĶĒÕķĒÓ ńÓŌĶ±ĶņŅ±“³ Ņ±“Ó ±ŅõÕµÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ķ
±Ņ±“ÓŌļ Õ“ 0,7%. ėõÓļÕĒĶÕ õŅ 97.- 98 %Ā
’Ņõ¾Ļ“Ó ’ĶŌŅõĶ“ Ļ ÕńĻŅņ¾ ¾ŌÕļĶ„ÕĒĶ■ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ,
õŅ§Ņõ ∙Ķ§ õŅ 6,6% ’Ņ ±ÓŌĒÕĒĶ■ ± õŅ’¾±ĻÓÕņ¹ņ 1% ’Ņ ęė ĒÓ ĻŅņ’ŅĒÕĒ“¹.
7. ┬ ±ļ¾„ÓÕ ¾õÓŌļÕĒĶ
Ņ±“Ó“ĻŅŌ └ę Ķń ßÓĻŅŌ ĶńõÕļĶ ’¾“Õņ ’Ņõ¾ŌĻĶ ±¾§Ķņ ŌŅńõ¾§Ņņ, ĒÕŅߧŅõĶņŅ ĶńßÕŃÓ“³
’ÕÕ¹ŌŅŌ Ō ’Ņõ¾ŌĻÕ ĒÓ ńÓĻļ■„Ķ“Õļ³Ē¹§ ÕÕ ±“ÓõĶ §, Ó “ÓĻµÕ §ÓĒÕĒĶ ĶńõÕļĶ ±
ĒÕ ’ŅļĒŅ±“³■ ¾õÓļÕĒĒ¹ņĶ ĒÕßŅļ³°ĶņĶ Ņ±“Ó“ĻÓņĶ ŅĻĶ±ļĶ“Õļ , “.Ļ.Ā ²“Ņ ß¾õÕ“ ’Õõ±“ÓŌļ “³ ±¾∙Õ±“ŌÕĒĒ¾■ ĻŅŅńĶŅĒĒ¾■
Ņ’Ó±ĒŅ±“³.
8. ŽĶ §ÓĒÕĒĶĶ Ō “Õ„ÕĒĶÕ
2-3 ņÕ± ÷ÕŌ °“Ó“Ē¹§ ÓĻÕ“ ± ĒÕ ’ŅļĒŅ±“³■ ¾õÓļÕĒĒ¹ņĶ Ņ±“Ó“ĻÓņĶ ŅĻĶ±ļĶ“Õļ ’Ķ
“Õņ’ÕÓ“¾Õ ŌŅńõ¾§Ó Ņ“ -17Ņč Ķ õŅ + 27Ņč, Ķ±’ÓÕĒĶÕ
Ņ±“Ó“ĻŅŌ ’ŅĶ±§ŅõĶ“ ĒÕ ’ŅļĒŅ±“³■. ŽĶ ²“Ņņ Ņ±“ÓÕ“± 15-20% ĒÕ Ķ±’ÓÕĒĒ¹§
Ņ±“Ó“ĻŅŌ.
(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±. 6.1.2ą ¢ 6.8.1ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ
±ĻÓĒĶŅŌÓĒĶÕņ. ┬¹’¾±Ļ 3)
ĀĀ
ĀĀ
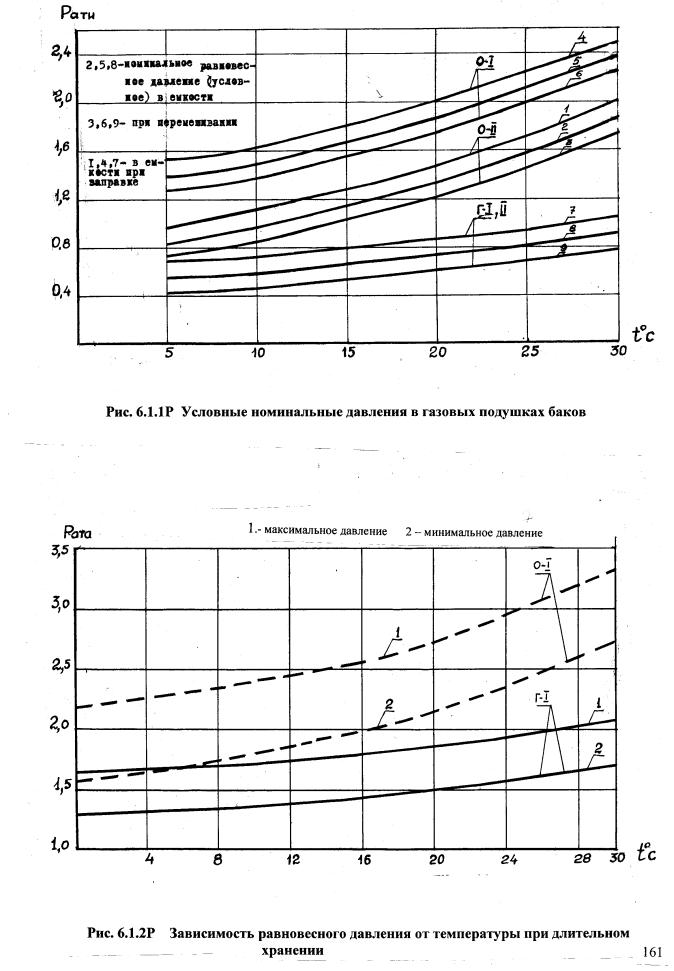
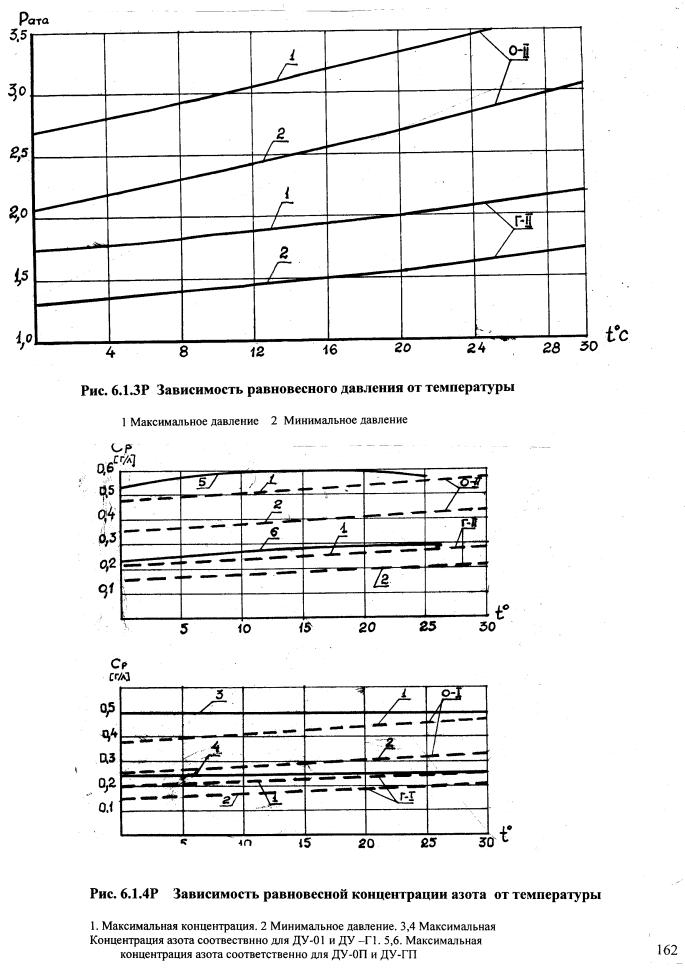
├ļÓŌÓ 7ĀĀĀ ╩╬ąą╬Ū╚╬══└▀Ā čę╬╔╩╬čę▄Ā ╠└ę┼ą╚└╦╬┬ ╚
└├ą┼├└ę╬┬Ā Ž├č
7.1Ā ╩Ņņ’ļÕĻ±Ē¹Õ
Ķ±±ļÕõŅŌÓĒĶ Ā ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ
ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ Ķ
ĀĀĀĀĀĀ õļĶ“Õļ³ĒŅķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÓŃÕŃÓ“ŅŌ
Ā
Ā ╚ńŌÕ±“ĒŅ,
„“Ņ ļ■ßŅķ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹ķ ņÓ“ÕĶÓļ, ’ÕµõÕ „Õņ ŅĒ ß¾õÕ“ ÕĻŅņÕĒõŅŌÓĒ õļ
’ĶņÕĒÕĒĶ Ō ĻŅĒ±“¾Ļ÷ĶĶ, ’Ņ§ŅõĶ“ ĻŅņ’ļÕĻ± ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ± ÷Õļ³■
Ķń¾„ÕĒĶ ÕŃŅ §ÓÓĻ“ÕĶ±“ĶĻ.
ĀĀ č¾∙Õ±“Ō¾■∙ĶÕ ņÕ“ŅõĶĻĶ ÓńÓßŅ“ÓĒ¹ Ķ ĒÓ’ÓŌļÕĒ¹ ĒÓ Ķń¾„ÕĒĶÕ
±ŌŅķ±“Ō ņÓ“ÕĶÓļŅŌ ßÕńŅ“ĒŅ±Ķ“Õļ³ĒŅ Ļ ĻŅĒ±“¾Ļ“ĶŌĒ¹ņ ¶ŅņÓņ ÕŃŅ ’ĶņÕĒÕĒĶ Ķ ĒÕ
’Õõ¾±ņÓ“ĶŌÓ■“ ÕŃŅ ’ŅŌÕĻĶ Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ . ▌“Ņ Ōļ Õ“± ńÓõÓ„Õķ ÓĒÕÕ
¾’ŅņĶĒÓŌ°Ķ§± ĻŅĒ±“¾Ļ“Ņ±ĻŅŃŅ, “Õ§ĒŅļŅŃĶ„Õ±ĻŅŃŅ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅŃŅ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ . ┬ õÓĒĒŅņ ±ļ¾„ÓÕ ²“Ņ Ņ“ĒŅ±Ķ“± Ā Ō ’ÕŌ¾■ Ņ„ÕÕõ³ Ļ ’ŅŌÕĻÕ ±ĻļŅĒĒŅ±“Ķ ±’ļÓŌÓ Ķ ÕŃŅ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, ņÕµĻĶ±“ÓļļĶ“ĒŅķ ĻŅŅńĶĶ Ķ õ¾ŃĶņ
ŌŅ’Ņ±Óņ, ±Ō ńÓĒĒ¹ņ ± ’ĶņÕĒÕĒĶÕņ Ō ÷Õļ³ĒŅ ±ŌÓĒ¹§ ĻŅĒ±“¾Ļ÷Ķ §, õļĶ“Õļ³ĒŅ
²Ļ±’ļ¾Ó“Ķ¾Õņ¹§ ’Ņõ ĒÓ’ µÕĒĶÕņ ’Ķ ĻŅĒ“ÓĻ“Õ ± ÓŃÕ±±ĶŌĒ¹ņĶ µĶõĻŅ±“ ņĶ.
ĀĀ ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶķ ĻĶ±ļŅ“Ē¹§ “ÓĻ“ŅŌ ’Ņ ņÕ“ŅõĶĻÓņĀ ¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ėą-40 Ķ ėą-50
Ó±±ņÓ“ĶŌÓ■“ “Ņļ³ĻŅ Ķń¾„ÕĒĶÕ ĻŅŅńĶŅĒĒ¹§ ’Ņ÷Õ±±ŅŌ, ŌĀ “Ņ ŌÕņ ĻÓĻ Ō Ķ±±ļÕõŅŌÓĒĶ § ÕÓļ³ĒŅķ
ĻŅĒ±“¾Ļ÷ĶĶĀ õŅļµÕĒ Ó±±ņÓ“ĶŌÓ“³±
ĻŅņ’ļÕĻ± ŌŅ’Ņ±ŅŌ, ŌļĶ ■∙Ķ§ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó Ō÷ÕļŅņ. ┬
ąę╠ └5550-65Ā ╠╬Ā čččą ±ŅõÕµÓ“± ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ Ņ’¹“ĒŅņ¾
§ÓĒÕĒĶ■ Ķ ¾±ĻŅÕĒĒ¹ņ Ķ±’¹“ÓĒĶ ņĀ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ±’Õ÷“Õ§ĒĶĻĶĀĀ
± ¾„Õ“Ņņ ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ńŅĒ. ═ŅĀ Ķ ²“Ņ“ ņÓ“ÕĶÓļ ĒÕ Ņ§ŌÓ“¹ŌÓÕ“ Ō±ÕŃŅ Ļ¾ŃÓ ŌŅ’Ņ±ŅŌ, Ō
„Ó±“ĒŅ±“Ķ,Ā §ÓÓĻ“ÕĒ¹§ õļ “Ņ’ļĶŌĒ¹§
±Ķ±“Õņ ÓĻÕ“.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“Õ ėą-100Ā
Ō’ÕŌ¹Õ ß¹ļ ÓńÓßŅ“ÓĒŅ ņÕ“ŅõĶ„Õ±ĻŅÕ ’ŅļŅµÕĒĶÕ [95] Ņ ’ŅŌÕõÕĒĶĶ
ĻŅņ’ļÕĻ±Ó Ķ±±ļÕõŅŌÓ“Õļ³±ĻĶ§ ÓßŅ“ ± Ņ’ÕõÕļÕĒĶÕņ Ņß·ÕņŅŌ Ķ ŌĶõŅŌ Ķ±’¹“ÓĒĶķ,
ĒÕŅߧŅõĶņ¹§ õļ ŅßÕ±’Õ„ÕĒĶ “Õß¾ÕņŅķ õŅļŃŅŌÕ„ĒŅ±“Ķ ²“ŅŃŅ ĶńõÕļĶ , Ō¹’ŅļĒÕĒĒ¹§
’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ±Ņ±“ÓŌļ ■“ ±ŅõÕµÓĒĶÕ õÓĒĒŅķ
ÓßŅ“¹. ╬±ĒŅŌĒÓ ±¾∙ĒŅ±“³ ²“ŅŃŅ ’ŅļŅµÕĒĶ ±Ņ±“Ņ ļÓ Ō “Ņņ, „“Ņ ’Õõ¾±ņÓ“ĶŌÓļŅ±³
’ŅŌÕõÕĒĶÕ ĻŅņ’ļÕĻ±Ó ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
ĀĀ ═ÓńĒÓ„ÕĒĶÕ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ±Ņ±“ŅĶ“ ŌŅ Ō±Õ±“ŅŅĒĒÕņ
Ķ±±ļÕõŅŌÓĒĶĶ ņÓ“ÕĶÓļŅŌ, Ķ§ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ Ķ ’Ņļ¾¶ÓßĶĻÓ“ŅŌ Ō ĻŅņ’ŅĒÕĒ“Ó§
“Ņ’ļĶŌÓ ± ÷Õļ³■ Ō¹õÓ„Ķ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ Ķ§ ’ĶņÕĒÕĒĶ■ Ō ĻŅĒ±“¾Ļ÷ĶĶ. šÓÓĻ“ÕĒŅķ
„Õ“Ņķ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ Ōļ Õ“± “Ņ, „“Ņ Ķ±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“±
±’Õ÷ĶÓļ³Ē¹Õ ŅßÓń÷¹, „Ó∙Õ Ō±ÕŃŅ Ō Ķ±Ļ¾±±“ŌÕĒĒŅ ±ŅńõÓŌÓÕņ¹§ ¾±ļŅŌĶ §. ╬ß¹„ĒŅ ²“Ķ
¾±ļŅŌĶ ’ŅõßĶÓ■“± ± ¾„Õ“Ņņ “ŅŃŅ, „“Ņß¹ ¾±ĻŅĶ“³ ÕÓļ³ĒŅ õÕķ±“Ō¾■∙Ķķ ĒÓ
ņÓ“ÕĶÓļ “Ņ“ ĶļĶ ĶĒŅķ ŌĶõ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶķ ’Ņ÷Õ±± ± ÷Õļ³■ ’Ņļ¾„ÕĒĶ “Õß¾Õņ¹§
õÓĒĒ¹§ Ō ßŅļÕÕ ĻŅŅ“ĻĶÕ ±ŅĻĶ.
ĀĀ ŽÕĶņ¾∙Õ±“ŌŅņ ļÓßŅÓ“ŅĒ¹§ ņÕ“ŅõŅŌ Ķ±’¹“ÓĒĶķ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ
±“ÕĒõŅŌ¹ņĶ Ķ ĒÓ“¾Ē¹ņĶ Ķ±’¹“ÓĒĶ ņĶ, ńÓĻļ■„ÓÕ“± Ō ŌŅńņŅµĒŅ±“Ķ ßŅļÕÕ °ĶŅĻŅŃŅ
Ķń¾„ÕĒĶ ŌļĶ ĒĶ ĒÓ ĻŅŅńĶ■ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, “ÓĻĶ§ ĻÓĻ
“Õņ’ÕÓ“¾Ó, ŌļÓµĒŅ±“³, ŌÕļĶ„ĶĒÓ ŌĒ¾“ÕĒĒĶ§ ĒÓ’ µÕĒĶķ, §Ķņ±Ņ±“ÓŌÓ ņÕ“ÓļļÓ, ÕŃŅ
±“¾Ļ“¾¹, ±Ņ±“ÓŌÓ ĻŅŅńĶŅĒĒŅķ ±Õõ¹ Ķ õ¾ŃĶ§. ┬ņÕ±“ÕĀ ± “Õņ, ņĒŅŃŅ„Ķ±ļÕĒĒ¹Õ ĻŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ
’ŅĻÓńÓļĶ, „“Ņ Ņ÷ÕĒĻÓ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ņÓ“ÕĶÓļÓ Ō
ĻŅĒ±“¾Ļ÷ĶĶ ’Ņ Õń¾ļ³“Ó“Óņ “Ņļ³ĻŅĀ
ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ĒÕ ņŅµÕ“ ß¹“³ ’ŅļĒŅķ.
ĀĀ čŅ Ō±Õķ Ņ„ÕŌĶõĒŅ±“³■ ²“Ņ ’Ņ ŌĶļŅ±³ ’Ķ ’Ņ’¹“ĻÕ ŌĒÕõÕĒĶ Ō
±ŌÓĶŌÓÕņ¹§ ĻŅĒ±“¾Ļ÷Ķ § Ō¹±ŅĻŅ ’Ņ„ĒŅŃŅ ±’ļÓŌÓ └ų╠ ĒÕ±ņŅ“ ĒÓ ’ŅŌÕõÕĒĒ¹ķ
ßŅļ³°Ņķ Ņß·Õņ ļÓßŅÓ“ŅĒ¹§ ÕŃŅ Ķ±’¹“ÓĒĶķ. ┬ ÕÓļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ, ’Ķ ĒÓļĶ„ĶĶ Ō
ĒÕķ Ō±ÕŌŅńņŅµĒ¹§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ’ÕÕ§ŅõŅŌ,Ā
ņÓ“ÕĶÓļ Ķ ÕŃŅ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ Ō ²“Ķ§ ņÕ±“Ó§ ĒÓ§Ņõ “± Ō ±ļŅµĒŅņ
ĒÓ’ µÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ.Ā ŽŅõ õÕķ±“ŌĶÕņ
²“Ķ§ ĒÓ’ µÕĒĶķ ’Ņ ŌĶļŅ±³ §¾’ĻŅÕ Ó±“Õ±ĻĶŌÓĒĶÕ ņÓ“ÕĶÓļÓ Ō ńŅĒÕ ±ŌÓĒ¹§
°ŌŅŌ, Ō Õń¾ļ³“Ó“Õ „ÕŃŅ ’Ķ°ļŅ±³ Ņ“ĻÓńÓ“³± Ņ“ ’ĶņÕĒÕĒĶ ²“ŅŃŅ ±’ļÓŌÓ Ō
ÓĻÕ“Õ-ĒŅ±Ķ“ÕļÕ ½ŽŅ“ŅĒ╗. ▌“Ņ ŌļÕĒĶÕ ¾õÓļŅ±³ Ō¹ ŌĶ“³ “Ņļ³ĻŅ ’Ķ ±“ÕĒõŅŌ¹§ Ķ
ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶ § ÕÓļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ßÓĻŅŌ.
ĀĀ
═ÓńĒÓ„ÕĒĶÕ ±“ÕĒõŅŌ¹§
Ķ±’¹“ÓĒĶķ
±Ņ±“ŅĶ“ Ō Ņ’ÕõÕļÕĒĶĶ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ Ķ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ¾’Ņ∙ÕĒĒŅķ
ņŅõÕļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ÓŃÕŃÓ“ŅŌ, ĶńŃŅ“ŅŌļÕĒĒ¹§ ’Ņ ’ĶĒ “Ņķ “Õ§ĒŅļŅŃĶĶ ± ÷Õļ³■
Ō¹ ŌļÕĒĶ ŌļĶ ĒĶ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ, ’ŅŌŅõ ∙ĶņĶ± ’Ķ
ÓńļĶ„Ē¹§ ņÕ“ŅõĶĻÓ§ Ķ±’¹“ÓĒĶķ.ĀĀĀĀĀĀĀ
ĀĀ ═ÓńĒÓ„ÕĒĶÕ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ ±Ņ±“ŅĶ“ Ō ’ŅŌÕĻÕ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÕÓļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ Ō Õ±“Õ±“ŌÕĒĒ¹§ ¾±ļŅŌĶ § ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ó “ÓĻµÕ
’Ņ ¾±ĻŅÕĒĒ¹ņ ņÕ“ŅõÓņ Ķ±’¹“ÓĒĶķ, ĻŅ“Ņ¹Õ ’ŅŌŅõ “± ĒÓ ŅŃÓĒĶ„ÕĒĒŅņ ĻŅļĶ„Õ±“ŌÕ
Ķ±’¹“¹ŌÓÕņ¹§ ĶńõÕļĶķ Ķ Ōļ ■“± , ĻÓĻ ß¹ ńÓ„Õ“Ē¹ņĶ.
ĀĀ
ĀĀ ╦ÓßŅÓ“ŅĒ¹ņ Ķ±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“± ŅßÓń÷¹ ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ ŅßÓń÷¹ ±’Õ÷Ķ¶Ķ„Õ±ĻĶ§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ²ļÕņÕĒ“ŅŌ,
“ÓĻĶ§ ĻÓĻ ßĶņÕ“ÓļļĶ„Õ±ĻĶÕ ’ÕÕ§ŅõĒĶĻĶ, ÓńļĶ„Ē¹Õ “Ķ’¹ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
’ŅĻŅŌŅĻ, ’Ņ¶ĶļÕķ, ņŅõÕļ³Ē¹Õ ÕņĻŅ±“Ķ, Ō¹’ŅļĒÕĒĒ¹Õ Ķń °“Ó“Ē¹§ ņÓ“ÕĶÓļŅŌ ’Ņ
’ĶĒ “Ņķ “Õ§ĒŅļŅŃĶĶ.
ĀĀĀ ┬ ’Ņ÷Õ±±Õ ļÓßŅÓ“ŅĒ¹§Ā
Ķ±’¹“ÓĒĶķ Ņ’ÕõÕļ ■“± ±ļÕõ¾■∙ĶÕ ’ÓÓņÕ“¹:
- ±ĻŅŅ±“³ Ņß∙Õķ ĻŅŅńĶĶ,
- ŌļĶ ĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ ĒÓ ’Ņ„ĒŅ±“³ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
- §ÓÓĻ“Õ ĻŅŅńĶĶ
Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓ Ķ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ, ĒÓļĶ„ĶÕ ņÕµĻĶ±“ÓļļĶ“ĒŅķ
ĀĀ ĻŅŅńĶĶ,
- ∙ÕļÕŌÓ Ķ ĻŅĒ“ÓĻ“ĒÓ
ĻŅŅńĶ ,
-ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§ “Ņ’ļĶŌÓ ĒÓ ±ĻŅŅ±“³ Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓ ĶĀĀ
Ā±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
- ŌļĶ ĒĶÕ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌĀ ĒÓ ĻŅŅńĶ■
’Ņõ ĒÓ’ µÕĒĶÕņ
Ā ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
- ±ĻļŅĒĒŅ±“³ ĻŅņ’ŅĒÕĒ“ŅŌ Ļ
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ■ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ,
-’ŅĒĶ÷ÓÕņŅ±“³ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ „ÕÕń ņÕ“ÓļļĶ„Õ±ĻĶÕ ņÓ“ÕĶÓļ¹,
- ’ŅĒĶ÷ÓÕņŅ±“³ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ „ÕÕń ņĶĻŅõÕ¶ÕĻ“¹ Ō ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶ §.
Ā
ĀųÕļ³■ ±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶķ Ōļ Õ“± :
- Ņ’ÕõÕļÕĒĶÕ ĻŅŅńĶŅĒĒŅķ
±“ŅķĻŅ±“Ķ Ķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÓŃÕŃÓ“ŅŌ ’Ņ±ļÕ õļĶ“Õļ³ĒŅķ
Ā Ō¹õÕµĻĶ ± ĻŅņ’ŅĒÕĒ“ÓņĶ,
- ’ŅŌÕĻÓ õļĶ“Õļ³ĒŅķ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ņŅõÕļ³Ē¹§ ßÓĻŅŌ Ķ ÓŃÕŃÓ“ŅŌ,
- Ķń¾„ÕĒĶÕ ’Ņ÷Õ±±Ó
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ Ķ ÓŃÕŃÓ“ĶŅŌÓĒĶ ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§,
- Ķń¾„ÕĒĶÕ õļĶ“Õļ³ĒŅķ
’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ņÓ“ÕĶļÓ ßÓĻŅŌ Ķ õÕ¶ŅņÓ“ĶŌĒŅ±“ĶĀ ’Ņõ
ĀĀ õļĶ“Õļ³Ē¹ņ ŌŅńõÕķ±“ŌĶÕņ ŌĒ¾“ÕĒĒÕŃŅ õÓŌļÕĒĶ ±ÓņĶ§ ßÓĻŅŌ.
Ā═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ ’ŅŌŅõ “± ± ÷Õļ³■ ’Ņõ“ŌÕµõÕĒĶ ’ÓŌĶļ³ĒŅ±“Ķ Ķ
²¶¶ÕĻ“ĶŌĒŅ±“ĶĀ ’ĶĒ “¹§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§
Õ°ÕĒĶķ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ, Ļ ĻŅ“Ņ¹ņ Ņ“ĒŅ± “± :
- ĶńņÕĒÕĒĶÕ ŌļÓµĒŅ±“Ķ Ō
ĻŅĒ“ÕķĒÕÕ Ķ ŌŅńņŅµĒŅ±“³ ŅßÓńŅŌÓĒĶÕ Ō ĒÕņ ĻŅĒõÕĒ±Ó“Ó,
- ŃÓńŅŌ¹õÕļÕĒĶÕ Ķń
ņÓ“ÕĶÓļŅŌ,
- ±ÕńŅĒĒŅÕ Ķ ŃŅõŅŌŅÕ
ĶńņÕĒÕĒĶÕ “Õņ’ÕÓ“¾¹ Ō °Ó§“Õ,
- ĒÓļĶ„ĶÕ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ
Ō ±¾§Ķ§ Ņ“±ÕĻÓ§,
- ŌŅńņŅµĒŅ±“³ ŅßÓńŅŌÓĒĶ
ĻŅĒõÕĒ±Ó“Ó Ō “¾ßŅ’ŅŌŅõÓ§ “Ņ’ļĶŌĒ¹§ ņÓŃĶ±“ÓļÕķ,
- §ÓÓĻ“Õ ĶńņÕĒÕĒĶ
õÓŌļÕĒĶ Ō ßÓĻÓ§.
ĀĀ
ĀĀ ╬ß·Õņ Ķ ĒŅņÕĒĻļÓ“¾Ó ’ŅŌÕõÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ±ŅõÕµĶ“± Ō ÓĒÕÕ
¾’ŅņĶĒÓŌ°Õķ± “ÓßļĶ÷Õ 4.2.3ę. ═Ó Ņ±ĒŅŌÓĒĶĶ ²“Ķ§ Ķ±’¹“ÓĒĶķĀ Ķ õÓ õ¾ŃĶ§ ÓßŅ“, Ō’ÕŌ¹Õ õļ µĶõĻŅ±“Ē¹§
ÓĻÕ“Ā õļ ÓĻÕ“¹ ėą-100 ß¹ļ ¾±“ÓĒŅŌļÕĒ
±ÕņĶļÕ“ĒĶķ ±ŅĻ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ Ō °Ó§“Õ, ĻŅ“Ņ¹ķ Ļ
ĒÓ±“Ņ ∙Õņ¾ ŌÕņÕĒĶ Ō¹Ņ± õŅ 30 ļÕ“ õļ ’Ņ±ļÕõ¾■∙Ķ§ ņŅõĶ¶ĶĻÓ÷Ķķ ²“Ņķ ÓĻÕ“¹. ╬
ĒÕŅߧŅõĶņŅ±“Ķ ’ŅŌÕõÕĒĶ ’ŅõŅßĒ¹§ ĻŅņ’ļÕĻ±Ē¹§ Ķ±’¹“ÓĒĶķ Ō ÓĻÕ“ĒŅķ “Õ§ĒĶĻÕ
’Ķ°ļĶ Ķ Ō čž└ „ÕÕń ’ “³ ļÕ“[96].
ĀŽĶ ’ŅŌÕõÕĒĶĶ ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶķ ĒÓĶßŅļÕÕ ±ļŅµĒ¹ņ Ōļ Õ“±
Ō¹ßŅ ņÕ“ŅõĶĻĶ ¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ. ┬ Ņ±ĒŅŌÕ ²“Ķ§ ņÕ“ŅõĶĻ ļÕµĶ“ ¾ŌÕļĶ„ÕĒĶÕ
±ĻŅŅ±“Ķ ĻŅŅńĶĶ ńÓ ±„Õ“ ’ŅŌ¹°ÕĒĶ “Õņ’ÕÓ“¾¹ Ķ±’¹“ÓĒĶķ, ’Ņ±ĻŅļ³Ļ¾ ± Ņ±“Ņņ
“Õņ’ÕÓ“¾¹ ¾ŌÕļĶ„ĶŌÓÕ“± ±ĻŅŅ±“³ ’Ņ“ÕĻÓĒĶ ²ļÕĻ“Ņ§ĶņĶ„Õ±ĻĶ§ ÕÓĻ÷Ķķ,
ĻŅ“Ņ¹ņĶ ±Ņ’ŅŌŅµõÓ■“± ĻŅŅńĶŅĒĒ¹Õ ’Ņ÷Õ±±¹.[97]. č õ¾ŃŅķ ±“ŅŅĒ¹ ÕµĶņ
Ķ±’¹“ÓĒĶķ õŅļµÕĒ, ’Ņ ŌŅńņŅµĒŅ±“Ķ, Ņ“ÓµÓ“³ “Õņ’ÕÓ“¾Ē¹Õ ĶńņÕĒÕĒĶ , §ÓÓĻ“ÕĒ¹Õ
õļ õÓĒĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ. ┼±ļĶ ¾„Õ±“³, „“Ņ ’Ķ Ķ±’¹“ÓĒĶĶ ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ
’Ķ§ŅõĶ“± ĶņÕ“³ õÕļŅ ± ßŅļ³°Ķņ „Ķ±ļŅņ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ, ÓńļĶ„Ē¹ņ ’Ņ
±ŌŅĶņ ĻŅŅńĶŅĒĒ¹ņ §ÓÓĻ“ÕĶ±“ĶĻÓņ, ±“ÓĒŅŌĶ“± Ņ„ÕŌĶõĒŅķ Ō± ±ļŅµĒŅ±“³ ńÓõÓ„Ķ
±ŅńõÓĒĶ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶ Ō±ÕŃŅ ĶńõÕļĶ .
Ā ŽĶ Ķ±’¹“ÓĒĶĶ Ō ŅĻĶ±ļĶ“ÕļÕ └ę ĒÕ“ ĒÕŅߧŅõĶņŅ±“Ķ ±ŅńõÓŌÓ“³
’ÕÕņÕĒĒ¹ķ “Õņ’ÕÓ“¾Ē¹ķ ÕµĶņ, “.Ļ. §Ķņ±Ņ±“ÓŌ µĶõĻŅķ Ķ ’ÓŅŌŅķ ¶Óń¹ ¾ ²“ŅŃŅ
ŅĻĶ±ļĶ“Õļ ĒÕ Ņ“ļĶ„ÓÕ“± õ¾Ń Ņ“ õ¾ŃÓ, „“Ņ ĶņÕÕ“Ā ņÕ±“Ņ õļ ŅĻĶ±ļĶ“Õļ └╩. ŽŅ²“Ņņ¾ õļ ŅĻĶ±ļĶ“Õļ └ęĀ ├╚Žš ’ÕõļŅµĶļ ÕµĶņ ¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ
’Ķ ’Ņ±“Ņ ĒĒŅķ “Õņ’ÕÓ“¾Õ + 50Ņč (ėą-50). ŽŅ ²“Ņņ¾ ÕµĶņ¾Ā ’ĶĒ “Ņ, „“Ņ 45 ±¾“ŅĻ Ķ±’¹“ÓĒĶķ ’Ķ ²“Ņķ
“Õņ’ÕÓ“¾Õ ±ŅŅ“ŌÕ“±“Ō¾Õ“ ŅõĒŅņ¾ ŃŅõ¾ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ÓĻÕ“¹ Ō °Ó§“Õ ĶļĶ ĒÓ
Ņ“Ļ¹“Ņņ ŌŅńõ¾§Õ ’Ķ ĶņÕ■∙Ķ§± Ō ĒĶ§ ’ÕÕ’ÓõÓ§ ±ÕńŅĒĒ¹§ “Õņ’ÕÓ“¾.
7.2.Ā └Ō“ŅĒŅņĒ¹Õ
±“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ ÓŃÕŃÓ“ŅŌ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹.
Ā ┬ ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ ÓŃÕŃÓ“ŅŌ ± ŅĻĶ±ļĶ“ÕļÕņ └ę ’Ņ ¾±ĻŅÕĒĒŅņ¾
ÕµĶņ¾ Ķ±±ļÕõŅŌÓļĶ±³ ĻŅŅńĶŅĒĒ¹Õ ’Ņ÷Õ±±¹ Ķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ÓŃÕŃÓ“ŅŌ ÓĻÕ“¹
ėą-100, Ō Ņß·ÕņÕ, ’ĶŌÕõÕĒĒŅņ¾ Ō ÓńõÕļÕ 7.1. ▌“Ķ Ķ±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³
ÓńõÕļ³ĒŅ ’Ņ ’ÓŅŌŅķ Ķ µĶõĻŅķ ¶ÓńÕ ’Ķ ¾±“ÓĒŅŌĻÕ ĒÕ±ĻŅļ³ĻĶ§ ÓŃÕŃÓ“ŅŌ ĒÓ ŅõĒŅņ
ĻŅļļÕĻ“ŅÕ, ĻŅ“Ņ¹Õ ±ĒĶņÓļĶ±³ ± Ķ±’¹“ÓĒĶķ ĒÓ õÕ¶ÕĻ“Ó÷Ķ■ ÓŃÕŃÓ“ŅŌĀ ’Ķ “Õ§ ±ŅĻÓ§ Ō¹õÕµĻĶ, ŌĻļ■„Ó
ņÓĻ±ĶņÓļ³Ē¹ķ ±ŅĻ. ╩Óµõ¹ķ ÓŃÕŃÓ“ ’ŅņÕ∙Óļ± Ō ±ŌŅķ Ņß·Õņ ĒÓ“ÕĻÓĒĶ ,ĀĀ Ō ĻŅ“ŅŅņ ’ŅŌÕ ļŅ±³ ’Ņ ŌļÕĒĶÕ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ÕŃŅ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ, Õ±ļĶ ÓŃÕŃÓ“ “Õ ļ ŃÕņÕ“Ķ„ĒŅ±“³.
╦ŅĻÓļ³Ē¹Õ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ĻŅņ’ŅĒÕĒ“¾ ’ŅŌÕ ļÓ±³ ± ’ŅņŅ∙³■ ’ĶĻļÓõ¹ŌÓĒĶ
±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒŅķ õļ ²“Ņķ ÷ÕļĶ ĶĒõĶĻÓ“ŅĒŅķ ļÕĒ“¹ [98].
Ā ╬÷ÕĒĻÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÓŃÕŃÓ“ŅŌ ’ŅŌŅõĶļÓ±³ ĒÓ Ņ±ĒŅŌÕ ’ŅŌÕĻĶ
’ÓÓņÕ“ŅŌ õŅ Ķ ’Ņ±ļÕ Ō¹õÕµĻĶ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ĻŅņ’ŅĒÕĒ“ŅŌ ± ’Ņ±ļÕõ¾■∙Ķņ Ķ§
Ņ±ņŅ“Ņņ, õÕ¶ÕĻ“Ó÷ĶÕķ Ķ ņÕ“ÓļļŅŃÓ¶Ķ„Õ±ĻĶņ ÓĒÓļĶńŅņ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ.
═ŅņÕĒĻļÓ“¾Ó Ķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“³ Ō¹’ŅļĒÕĒĶ Ņ’ÕÓ÷Ķķ ’Ķ Ķ±’¹“ÓĒĶ § ’ĶŌÕõÕĒÓ
Ō “ÓßļĶ÷Õ 7.2.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 7.2.1ę
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╣╣ĀĀĀ ┬Ķõ
Ņ’ÕÓ÷ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀęÕßŅŌÓĒĶ Ķ ¾±ļŅŌĶ
’ŅŌÕõÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’/’
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.ĀĀĀĀĀ
ŽŅŌÕĻÓ ŃÕņÕ“Ķ„ĒŅ±“ĶĀĀĀĀ 1.
╬’Õ±±ŅŌĻÓ Ō ŌÓĒĒÕ ±Ņ ±’Ķ“Ņņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ2. ┬Ņńõ¾°ĒŅ-ŃÕļĶÕŌŅķ
±ņÕ±³■ ’Ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅņ õÓŌļÕĒĶĶ, ∙¾’ Žę╚-6
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³ 1.10-3 ¢ 1.10-4 ļ.ņĻ/±ÕĻ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2.ĀĀĀĀĀĀ
ę ±ĻÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═Ó ±“ÕĒõÕ čė-1 ’Ķ 80▒5
¾õÓŅŌĀ Ō ņĶĒ¾“¾
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
± ¾±ĻŅÕĒĶÕņ 9,5 g Ō “Õ„ÕĒĶÕ 6 „Ó±ŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.ĀĀĀĀĀĀ
┬¹õÕµĻÓ ± └ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÕņ’ÕÓ“¾Ó + 50ŅĀ č,
ŌļÓµĒŅ±“³ 20-30%.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅõŅļµĶ“Õļ³ĒŅ±“³ 315-450 ±¾“ŅĻ.
ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4.ĀĀĀĀĀĀ
ŽŅŌÕĻÓ ÓßŅ“Ņ±’Ņ±Ņß-ĀĀĀĀĀĀĀĀ 1.
ŽŅŌÕĻÓ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2. čŅńõÓĒĶÕ ŌĶßÓ÷Ķķ ĒÓ
±“ÕĒõÕĀ 70/200,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ„Ó±“Ņ“Ó
15-200 Ń÷. ± ¾±ĻŅÕĒĶÕņ 8,7g
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ō “Õ„ÕĒĶÕ 28 ņĶĒ.
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5.ĀĀĀĀĀĀ
ąÓńßŅĻÓ, õÕ¶ÕĻ“Ó÷Ķ , ÕĒ“ŃÕĒ, ņÕ“ÓļļŅŃÓ¶Ķ„Õ±ĻĶķ ÓĒÓļĶńĀ °ŌŅŌ
![]()
Ā ═Ó õ¾ ± ÓŌ“ŅĒŅņĒ¹ņĶ Ķ±’¹“ÓĒĶ ņĶ ÓŃÕŃÓ“ŅŌ, Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓļĶ±³ ¾ĻŅŅ„ÕĒĒ¹Õ ±ßŅĻĶ ßÓĻŅŌ ŅĻĶ±ļĶ“Õļ ± ¾±“ÓĒŅŌļÕĒĒ¹ņĶ Ō ĒĶ§
ÓŃÕŃÓ“ÓņĶ “Ņ’ļĶŌĒŅķ ±Ķ±“Õņ¹. ╚±’¹“¹ŌÓļĶ±³Ā
’Ņ õŌÕ ±ßŅĻĶ ’ÕŌŅķ Ķ Ō“ŅŅķ ±“¾’ÕĒĶ ĻÓµõŅķ ’Ķ “Õņ’ÕÓ“¾Õ 50Ņč.
ŪÓ’ÓŌĻÓ ŅĻĶ±ļĶ“ÕļÕņ ’ŅĶńŌŅõĶļÓ±³ ± “Õ§ĒŅļŅŃĶ„Õ±ĻĶņĶ ’ĶņÕ± ņĶ 0,6% Ō ŅõĒŅķ
±ßŅĻÕ Ķ 1% Ō õ¾ŃŅķ ±ßŅĻÕ ’ŅŌŅõĶļÓ±³ „ÕÕń ¶Ķļ³“ ±70 ņĻ. „ÕķĻŅķ.
ĀĀ
ĀĀ ŽŅ ÓŌ“ŅĒŅņĒ¹ņ Ķ±’¹“ÓĒĶ ņ ÓŃÕŃÓ“ŅŌ ĶĀ Ķ±’¹“ÓĒĶ ņ „Õ“¹Õ§ ±ßŅŅĻ ßÓĻŅŌ ’Ņļ¾„ÕĒ¹ ±ļÕõ¾■∙ĶÕ Õń¾ļ³“Ó“¹.
ĀĀ ŽŅŌÕĻÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ÓŃÕŃÓ“ŅŌ Ž├č Ķ ĻŅĒ±“¾Ļ“ĶŌĒ¹§
²ļÕņÕĒ“ŅŌ ’Ņ±ļÕ ÓŌ“ŅĒŅņĒ¹§ Ķ±’¹“ÓĒĶķ ± └ę ’ŅĻÓńÓļĶ, „“Ņ Ķ§ ’ÓÓņÕ“¹ ĒÓ§Ņõ “±
Ō ’ÕõÕļÓ§ “ÕßŅŌÓĒĶķ ęė. ╩ŅŅńĶĶ ĒÕ ŅßĒÓ¾µÕĒŅ ńÓ Ķ±Ļļ■„ÕĒĶÕņ Ņ“õÕļ³Ē¹§ ±ļ¾„ÓÕŌ
’Ņ ŌļÕĒĶ ßÕļŅŃŅ ĒÓļÕ“Ó ÓńŅ“ĒŅĻĶ±ļŅŃŅ Óļ■ņĶĒĶ , ŅßÓńŅŌÓĒĶÕ ĻŅ“ŅŅŃŅ ±Ō ńÓĒŅ ±
ĒÓ¾°ÕĒĶÕņ “Õ§ĒŅļŅŃĶĶ ±¾°ĻĶ ÓŃÕŃÓ“ŅŌ ’ÕÕõ Ķ§ ńÓ’ÓŌĻŅķ └ę ĶļĶ ’Ņ±ļÕ ±ļĶŌÓ
ÕŃŅ. ╩Ó„Õ±“ŌŅ ±ÓņŅŃŅ ŅĻĶ±ļĶ“Õļ ĒÕ ĶńņÕĒĶļŅ±³, ńÓ Ķ±Ļļ■„ÕĒĶÕņ “Õ§ ÓŃÕŃÓ“ŅŌ, ¾
ĻŅ“Ņ¹§ ĒÕõŅ±“ŅķĒŅ “∙Ó“Õļ³ĒŅ ¾õÓļ ļÓ±³ ŌļÓŃÓ ’Ķ ’Ņ±¾°ĻÕ. ┬ ’Ņ÷Õ±±Õ ²“Ķ§
Ķ±’¹“ÓĒĶķ Ō¹ ŌĶļŅ±³ õ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ĒÕõŅ±“Ó“ĻŅŌ Ō ĒÕĻŅ“Ņ¹§ ÓŃÕŃÓ“Ó§,
ĻŅ“Ņ¹Õ ńÓ“Õņ ß¹ļĶ ¾±“ÓĒÕĒ¹.Ā ąÓĒÕÕ
’ŅŌÕõÕĒĒ¹Õ ĻÓ“ĻŅ±Ņ„Ē¹Õ Ķ±’¹“ÓĒĶ ÓŃÕŃÓ“ŅŌ ± ĻŅņ’ŅĒÕĒ“ÓņĶ Ō “Õ„ÕĒĶĶ 45 ±¾“ŅĻ
Ō¹õÕµĻĶ ĒÕ ’ŅńŌŅļĶļĶ Ō¹ ŌĶ“³ ²“Ķ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ ĒÕõŅ±“Ó“ĻĶ. ╬±ĒŅŌĒ¹Õ Ķń ĒĶ§
±ļÕõ¾■∙ĶÕ.
ĀĀ ┬ ßļŅĻÕ Óń·ÕņŅŌ ’¾µĶĒÓ ß¹ļÓ ĶńŃŅ“ŅŌļÕĒÓ Ķń ±“ÓļĶ 3š13,
õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ ĻŅ“ŅŅķ Ō └ę ŅĻÓńÓļÓ±³ ĒÕõŅ±“Ó“Ņ„ĒŅķĀ Ķ ŅĒÓ Óń¾°ĶļÓ±³. ▌“Ņ ’ŅĶ±§ŅõĶļŅ Ō ±Ķļ¾
Ō¹ ŌļÕĒĒŅķ ±ĻļŅĒĒŅ±“Ķ õÓĒĒŅķ ±“ÓļĶ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ Ō ±ÕõÕ └ę.
õÓĒĒÓ ±“Óļ³ Ō ’¾µĶĒÕ ß¹ļÓ ńÓņÕĒÕĒÓ ĒÓ ±“Óļ³ 1š18═9ę.
Ā ┬ õÕ ńÓņÕņßÓĒĒ¹§ ’ŅļŅ±“Õķ ß¹ļÓ ŅßĒÓ¾µÕĒÓ ńÓŃÓńŅŌÓĒĒŅ±“³,
’ŅĶ±§ŅõĶŌ°Ó ńÓ ±„Õ“ ’ŅĒĶĻĒŅŌÕĒĶ ĻŅņ’ŅĒÕĒ“Ó „Õń ±’ļŅ°ĒŅķ ņÕ“Óļ ņÕņßÓĒ,
ĻŅ“Ņ¹Õ ĶńŃŅ“ÓŌļĶŌÓļĶ±³ “Ņ„ÕĒĶÕņ Ķń ’¾“ĻÓ. ŽŅ±ļÕ ²“ŅŃŅ Ō ĻŅĒ±“¾Ļ÷ĶĶ
Ķ±’Ņļ³ńŅŌÓļ± ņÕ“Óļļ “Ņļ³ĻŅ Ō ŌĶõÕ °“Óņ’ŅŌŅĻ Ķ ’ŅĻŅŌŅĻ, Ō ĻŅ“Ņ¹§ ŌŅļŅĻĒÓ ’Ķ
“Ņ„ÕĒĶĶ ĒÕ ’ÕÕÕńÓļĶ±³. ŽŅĒĶĻĒŅŌÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ ’ŅĶ±§ŅõĶļŅ ŌõŅļ³ õÕ¶ÕĻ“ŅŌ,
ĶņÕŌ°Ķ§± ņÕµõ¾ ŌŅļŅĻĒÓņĶ, ŅßÓńŅŌ¹ŌÓŌ°ĶÕ± ’Ķ ’ŅĻÓ“ĻÕ ņÕ“ÓļļÓ ĶĀ ŅĒĶĀ
Ōļ ļĶ±³ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ ĻŅņ’ŅĒÕĒ“ŅŌ.
ĀĀ č“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ ¾ĻŅŅ„ÕĒĒ¹§ ±ßŅŅĻ ßÓĻŅŌ ’ŅĶ±§ŅõĶļĶ ’Ķ Ķ§
Ō¹õÕµĻÕ ± ĻŅņ’ŅĒÕĒ“Ņņ └ę Ō “Õ„ÕĒĶÕ 198 Ķ 460 ±¾“ŅĻ. ąÕń¾ļ³“Ó“¹ Ņ’ÕõÕļÕĒĶ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō └ę ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 7.2.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 7.2.2ę
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÕ§ĒŅļŅŃĶ„Õ±ĻĶÕĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠Õ§ÓĒĶ„Õ±ĻĶÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÕ§ĒŅļŅŃĶ„Õ±ĻĶÕĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠Õ§ÓĒĶ„Õ±ĻĶÕ
![]()
![]()
![]() ĀĀĀĀĀĀ ┴ļŅĻĀĀĀĀĀĀ ╠Õ±“Ņ
Ņ“ßŅÓ ’ŅßĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕ±Ķ
%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕ±Ķ
%
ĀĀĀĀĀĀ ┴ļŅĻĀĀĀĀĀĀ ╠Õ±“Ņ
Ņ“ßŅÓ ’ŅßĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕ±Ķ
%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕ±Ķ
%
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
─Ņ Ķ±’¹“Ó-ĀĀĀ ŽŅ±ļÕ Ķ±-ĀĀĀĀ ─Ņ Ķ±’¹“Ó-ĀĀĀ ŽŅ±ļÕ Ķ±-
ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ═ĶķĀĀĀĀĀĀĀĀĀĀĀ ’¹“ÓĒĶķĀĀĀĀĀĀĀĀĀ “ÓĒĶķĀĀĀĀĀĀĀĀĀĀĀ
’¹“ÓĒĶķ
![]() ĀĀ
ĀĀ
ĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀ
┴ÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,07ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0004ĀĀĀĀĀĀĀĀĀĀĀ 0.0001
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ÓŃĶ±“Óļ³ ─ėĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,07ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,07ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0004ĀĀĀĀĀĀĀĀĀĀĀ
0,0002
ĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀĀĀ
┴ÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,06ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0006ĀĀĀĀĀĀĀĀĀĀĀ 0,0004
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ÓŃĶ±“Óļ³ ─ė ( 7 ļ.)ĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,54ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0002ĀĀĀĀĀĀĀĀĀĀĀ
0,0021
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ÓŃĶ±“Óļ³ ─ė (10 ļ.)ĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,54ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0002ĀĀĀĀĀĀĀĀĀĀĀ
0,0016
ĀĀĀĀĀĀ 3ĀĀ ĀĀĀĀĀĀĀĀĀĀ┴ÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,54ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ÓŃĶ±“Óļ³Ā
─ė
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (Ņ±“Ó“ŅĻ)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,54ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001
ĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀ
┴ÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,59ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ ╚ń õÓĒĒ¹§, ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ 7.2.2ę, ±ļÕõ¾Õ“, „“Ņ ńÓ ŌÕņ
ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶķ
Ā±Ņ±“ÓŌ ŅĻĶ±ļĶ“Õļ ’ÓĻ“Ķ„Õ±ĻĶ ĒÕ ĶńņÕĒĶļ± . ╩ŅļĶ„Õ±“ŌŅ
ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ’ŅßÓ§, Ōń “¹§ Ķń ßÓĻÓ, §ÓÓĻ“ÕĶń¾Õ“± ¾ņÕĒ³°ÕĒĶÕņ Ķ§
±ŅõÕµÓĒĶ ( 0,0001 ŌņÕ±“Ņ 0.0002%), Ō±ļÕõ±“ŌĶÕ Ķ§ Ņ±ÕõÓĒĶ Ā Ō ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ, ńÓ Ķ±Ļļ■„ÕĒĶÕņ
ņÓŃĶ±“ÓļÕķ ─ė, Ō ĻŅ“Ņ¹§ ńÓ ±„Õ“ Ņ±ÕõÓĒĶ Ķ ±ĻŅ’ļÕĒĶ ņÕ§’ĶņÕ±Õķ Ķ§
±ŅõÕµÓĒĶÕ ¾ŌÕļĶ„ĶļŅ±³ õŅ 0,0021%.■ ╬õĒÓĻŅ ’Ņ ŌÕļĶ„ĶĒÕ ²“Ņ ¾ŌÕļĶ„ÕĒĶÕ
±Ņ±“ÓŌļ Õ“ 0,5 Ń./“.
ĀĀ ╩ŅļĶ„Õ±“ŌŅ Óļ■ņĶĒĶ Ō Ņ±ÓõĻÓ§, ĒÓļĶ„ĶÕ ĻŅ“ŅŅŃŅ ņŅµÕ“
Ó±±ņÓ“ĶŌÓ“³± , ĻÓĻ ’Ņõ¾Ļ“ ĻŅŅńĶĶ Ņ±ĒŅŌĒŅŃŅ ņÕ“ÓļļÓ └╠Ń6, Ņ’ÕõÕļ ļŅ±³ ĻÓĻ
’¾“Õņ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅŃŅ ŌńŌÕ°ĶŌÓĒĶ , “ÓĻ Ķ ±’ÕĻ“Óļ³Ē¹ņ ÓĒÓļĶńŅņ. ŽŅļ¾„ÕĒĒ¹Õ
õÓĒĒ¹Õ ńÓņÕŅŌ ’Ņ ±’ÕĻ“Óļ³ĒŅņ¾ ÓĒÓļĶń¾ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 7.2.3ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 7.2.3ęĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╩ŅļĶ„Õ±“ŌŅ Óļ■ņĶĒĶ ,Ā Ń.
![]()
![]()
![]()
![]() ĀĀĀ ╣,╣ĀĀĀĀĀĀĀĀ ╠Õ±“Ņ Ņ“ßŅÓ
’ŅßĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 1ĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 2ĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 3ĀĀĀĀĀĀĀĀĀĀ
┴ļŅĻ 4
ĀĀĀ ╣,╣ĀĀĀĀĀĀĀĀ ╠Õ±“Ņ Ņ“ßŅÓ
’ŅßĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 1ĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 2ĀĀĀĀĀĀĀĀĀ ┴ļŅĻ 3ĀĀĀĀĀĀĀĀĀĀ
┴ļŅĻ 4
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1 ±“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ž ±“.ĀĀĀĀĀĀĀĀĀĀĀĀĀ 1 ±“.ĀĀĀĀĀĀĀĀĀĀĀĀĀ Ž ±“.
![]() ĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀ ┬
ŅĻĶ±ļĶ“ÕļÕĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0,20ĀĀĀĀĀĀĀĀĀĀĀĀ 0,25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,0
ĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀ ┬
ŅĻĶ±ļĶ“ÕļÕĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0,20ĀĀĀĀĀĀĀĀĀĀĀĀ 0,25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,0
ĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀ ┬
ņÓŃĶ±“Óļ § ─ėĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀ 0,06ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,03
ĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀ ═Ó
±“ÕĒĻÕ ßÓĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ā0,05ĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,26ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,51
ĀĀĀĀĀĀĀ 4.ĀĀĀĀĀĀĀĀĀ č¾ņņÓĒŅ ĒÓ ßļŅĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,26ĀĀĀĀĀĀĀĀĀĀĀĀ
0,35ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,52ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,54
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀŽŅõŅļµĶ“Õļ³ĒŅ±“³
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀŽŅõŅļµĶ“Õļ³ĒŅ±“³
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ±’¹“ÓĒĶķ, ±¾“ĻĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ198ĀĀĀĀĀĀĀĀĀĀĀĀĀ 320ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
460ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 460ĀĀĀĀĀ
![]()
ĀąÓ±„Õ“¹, ’ŅŌÕõÕĒĒ¹Õ ± ¾„Õ“Ņņ õÓĒĒ¹§ ÓßŅ“¹ [99] ’ŅĻÓń¹ŌÓ■“, „“Ņ
±ĻŅŅ±“³ ĻŅŅńĶĶ ±’ļÓŌÓ └╠Ń6 Ō ŅĻĶ±ļĶ“ÕļÕ └ę ’Ķ “Õņ’ÕÓ“¾Õ +50Ņč
±Ņ±“ÓŌļ Õ“ ĒÕ ßŅļÕÕ 1.10-5 ņņ/ŃŅõ. čļÕõŅŌÓ“Õļ³ĒŅ, ĻŅļĶ„Õ±“ŌŅ Ņ±ÓõĻŅŌ
Ō ŌĶõÕ ÓńŅ“ĒŅĻĶ±ļŅŃŅ Óļ■ņĶĒĶ Ā ńÓ 10 ļÕ“
²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ķ + 50Ņč ±Ņ±“ÓŌĶ“ ĒÕ ßŅļÕÕ 60 Ń. Ō ßļŅĻÕ 1 ±“¾’ÕĒĶ Ķ
30 Ń. Ō ßÓĻÕ Ž ±“¾’ÕĒĶ. ▌“Ņ ’ĶŌÕõÕ“ Ļ ¾ŌÕļĶ„ÕĒĶ■ ±ŅõÕµÓĒĶ ņÕ§’ĶņÕ±Õķ õŅ
0,0003 ¢ 0,0006%. ė„Ķ“¹ŌÓ , „“Ņ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ “Õņ’ÕÓ“¾Ó ŅĻĶ±ļĶ“Õļ Ō ßÓĻÓ§
ß¾õÕ“ ĒÕ Ō¹°Õ 25-27Ņč, ĻŅļĶ„Õ±“ŌŅ Ņ±ÓõĻŅŌ ß¾õÕ“ Õ∙Õ ņÕĒ³°Õ. čĻŅŅ±“³
ĻŅŅńĶĶ ’Ķ “Õņ’ÕÓ“¾Õ +50Ņč. õļ ±“ÓļÕķĀ 1š18═9ę, ═17═2 Ķ ▌╚-654 Ō ÓßŅ“Õ [100] ’Ņļ¾„ÕĒÓ ÓŌĒŅķ 5.10-4
ņņ/ŃŅõ .
Ā ėŌÕļĶ„ÕĒĶÕ Ņ±ÓõĻŅŌ ńÓ ±„Õ“ ’Ņõ¾Ļ“ŅŌ ĻŅŅńĶĶ ĒÕµÓŌÕ■∙Ķ§ ±“ÓļÕķ
Ņ„ÕĒ³ ņÓļŅ Ō ±Ķļ¾ ĒÕńĒÓ„Ķ“Õļ³Ē¹§ ’ŅŌÕ§ĒŅ±“Õķ ²“Ķ§ ņÓ“ÕĶÓļŅŌ, ĻŅĒ“ÓĻ“Ķ¾■∙Ķ§ ±
ĻŅņ’ŅĒÕĒ“ÓņĶ Ķ ņÓļ¹ņĶ ±ĻŅŅ±“ ņĶ ĻŅŅńĶĶ. ▌ļÕĻ“Ņ§ĶņĶ„Õ±ĻĶÕ ĶńņÕÕĒĶ ,
’ŅŌÕõÕĒĒ¹Õ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒŅŃŅ ²ļÕĻ“ŅõÓ [101],
’ŅĻÓńÓļĶ, „“Ņ ’Ņ÷Õ±± ĻŅŅńĶĶ Ō └ę ĒŅ±Ķ“ „Ķ±“Ņ §ĶņĶ„Õ±ĻĶķ §ÓÓĻ“Õ Ķ
²ļÕĻ“Ņ§ĶņĶ„Õ±ĻÓ ĻŅŅńĶ Ņ“±¾“±“Ō¾Õ“. ─ÓĒĒ¹ķ Ō¹ŌŅõ ’Ņõ“ŌÕµõÓÕ“±
’ŅŌÕõÕĒĒ¹ņĶ ļÓßŅÓ“ŅĒ¹ņĶ Ķ±’¹“ÓĒĶ ņĶ Ō ÓßŅ“Ó§[102,103].
7.3.Ā ┬ļĶ ĒĶÕ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ĒÓ ĻŅŅńĶŅĒĒ¾■
ĀĀĀĀĀĀĀ ±“ŅķĻŅ±“³ ±’ļÓŌÓ └╠Ń6
Ā ŽĶ ±ļÕõŅŌÓĒĶĶĀ ±’ļÓŌÓ
└╠Ń6 ’Ņ õÓĒĒŅņ¾ ŌŅ’Ņ±¾ Ņ±ĒŅŌĒŅÕ ŌĒĶņÓĒĶÕ ß¹ļŅ ŅßÓ∙ÕĒŅ ĒÓ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ņ±ŅßÕĒĒŅ±“Ķ Ķ§ Ō¹’ŅļĒÕĒĶ , §ÓÓĻ“ÕĒ¹Õ õļ ÷Õļ³ĒŅ ±ŌÓĒ¹§
ÓĻÕ“. č ²“Ņķ ÷Õļ³■ ß¹ļŅ Ō¹õÕļÕĒŅ °Õ±“³ “Ķ’ŅŌ¹§ ĒÓĶßŅļÕÕ Ō±“Õ„Ó■∙Ķ§± Ā ŌĶõŅŌ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ, ’ŅĻÓńÓĒĒ¹§ Ō
“ÓßļĶ÷Õ ĒÓ Ķ±¾ĒĻÕ ąĶ±.7.3.1ą.
ĀĀ ┬ “ÓßļĶ÷Õ ’ĶŌÕõÕĒ¹ ĒÓĶņÕĒŅŌÓĒĶ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
Ķ±’Ņļ³ńŅŌÓŌ°ĶÕ± Ō ĒĶ§ ņÓ“ÕĶÓļ¹ Ķ ’ĶņÕĒ Ō°ĶÕ± ŌĶõ¹ ±ŌÓŅĻ. ═Ó Ķ±¾ĒĻÓ§ ’ŅĻÓńÓĒ¹
¶ÓŃņÕĒ“¹ ĻŅĒ±“¾Ļ“ĶŌĒŅŃŅ ’ĶņÕĒÕĒĶ Ķ±±ļÕõŅŌÓŌ°Ķ§± ±ŅÕõĶĒÕĒĶķ, Ō ĻŅ“Ņ¹Õ
Ō§ŅõĶļĶ ±ļÕõ¾■∙ĶÕ Ķ§ ŌÓĶÓĒ“¹ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’Ņ÷Õ±±¹ Ō¹’ŅļĒÕĒĶ .
1. ŽŅĻŅŌĻÓ ’ĶŌÓĶŌÓÕ“± Ļ
ļĶ±“¾. 2. ŽÕ±±ŅŌÓĒĒ¹ķ ’Ņ¶Ķļ³ ±ŌÓÕĒ ±“¹ĻŅŌŅ„Ē¹ņ ’Ņ’ÕÕ„Ē¹ņ °ŌŅņ. 3.
ŽÕ±±ŅŌÓĒĒ¹ķ ’Ņ¶Ķļ³ ±ŌÓÕĒ ± ŅßÕ„ÓķĻŅķ ’ŅõŅļ³Ē¹ņ °ŌŅņ. 4. ŽÕ±±ŅŌÓĒĒ¹Õ
’Ņ¶ĶļĶ ±ŌÓÕĒ¹ ’ŅõŅļ³Ē¹ņ °ŌŅņ. 5. ╬ßÕ„ÓķĻÓ “Ņļ∙ĶĒŅķ 4 ņņ. ±ŌÓÕĒÓ ’ŅõŅļ³Ē¹ņ
°ŌŅņ. 6. ╬ßÕ„ÓķĻÓ “Ņļ∙ĶĒŅķ 8 ņņ ±ŌÓÕĒÓ ’ŅõŅļ³Ē¹ņ °ŌŅņ.
ĀĀĀ ęÕ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ņ±ŅßÕĒĒŅ±“Ķ Ō¹’ŅļĒÕĒĶ ’ĶŌÕõÕĒĒ¹§ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ ±ļÕõ¾■∙ĶÕ:
- Ō±Õ ±ŌÓĒ¹Õ °Ō¹, ńÓ
Ķ±Ļļ■„ÕĒĶÕņ ’.2, Ō¹’ŅļĒÕĒ¹ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅķ ±ŌÓĻŅķ,
- ’Ķ ±ŌÓĻÕ ŅßÕ„ÓķĻĶ ±
’Ņ¶ĶļÕņ ’Ņ¶Ķļ ± ’Ņ¶ĶļÕņ Ķ ŅßÕ„ÓķĻĶ ± ŅßÕ„ÓķĻŅķ ŌŌÕõÕĒÓĀĀĀ
ĀĀ ’ŅõŌÓĻÓ ±ŌÓĒ¹§ °ŌŅŌ õŅ 2-§ Óń Ķ ±ŌÓĻÓ Ō õŌÓ ’Ņ§ŅõÓ,
- ’Ķ ±ŌÓĻÕ ŅßÕ„ÓķĻĶ ±
ŅßÕ„ÓķĻŅķ ŌŌÕõÕĒÓ ’ŅĻÓ“ĻÓ ŅĻŅļŅ°ŅŌĒŅķ ńŅĒ¹ Ķ ’ŅĻÓ“ĻÓ ±ÓņĶ§
Ā ±ŌÓĒ¹§ °ŌŅŌ ± ’ŅõŌÓĻŅķ, ĻŅ“Ņ¹Õ ņŅŃ¾“ ’ĶņÕĒ “³± ’Ķ
¾±“ÓĒÕĒĶĶ ĻŅŅßļÕĒĶ ,ĀĀ
Ā ’Ņ Ōļ ■∙ÕŃŅ± , Ō õÕ ±ļ¾„ÓÕŌ, ’Ķ ±ŌÓĻÕ.
ĀĀ ŽŅ ĻÓµõŅņ¾ “Ķ’ŅŌŅņ¾ ²ļÕņÕĒ“¾ ĶńŃŅ“ÓŌļĶŌÓļĶ±³ ńÓŃŅ“ŅŌĻĶ ÓńņÕÓņĶ
500§300ņņ, ĻŅ“Ņ¹Õ ńÓ“Õņ ±ŌÓĶŌÓļĶ±³ Ķ±±ļÕõ¾Õņ¹ņĶ ŌĶõÓņĶ ±ŌÓĻĶ, ’Ņ±ļÕ „ÕŃŅ
’ļĶ“¹ ÓńÕńÓļĶ±³ ĒÓ ŅßÓń÷¹ ÓńņÕŅņ 115§25§4 ņņ. └ĒÓļŅŃĶ„Ē¹Õ ĻŅĒ“Ņļ³Ē¹Õ
ŅßÓń÷¹ Ō¹ÕńÓļĶ±³ Ķń Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓ ßÕń ’ĶņÕĒÕĒĶ ±ŌÓĻĶ. ═Ó ŅßÓń÷Ó§ Ķń
ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļÓ Ķ±±ļÕõŅŌÓļŅ±³ ŌļĶ ĒĶÕ õŅ’ŅļĒĶ“Õļ³ĒŅŃŅ ĒÓŃÕŌÓĀ 70Ņč Ō “Õ„ÕĒĶĶ 1000„Ó±ŅŌ; 150Ņč
¢ 10 „Ó±ŅŌ Ķ 180Ņč ¢ 6 „Ó±ŅŌ ĒÓ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ ±’ļÓŌÓ Ō └ę.
─ĶÓ’ÓńŅĒ¹ “Õņ’ÕÓ“¾ĒŅŃŅ ŌŅńõÕķ±“ŌĶ ’ĶĒĶņÓļĶ±³ Ķń „Ķ±ļÓ ŌŅńņŅµĒ¹§ Ķ§Ā Ķ±’Ņļ³ńŅŌÓĒĶ Ō “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’Ņ÷Õ±±Ó§.
ĀĀ ┬ Ņ±ĒŅŌ¾Ā Ņ÷ÕĒĻĶ
ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ķ±±ļÕõ¾Õņ¹§ ŅßÓń÷ŅŌ [104] ß¹ļĶ ’ŅļŅµÕĒ¹ Ķ±’¹“ÓĒĶ ĒÓ
ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ ĒÓ ±’Õ÷ĶÓļ³ĒŅ ±ŅńõÓĒĒŅķ ¾±“ÓĒŅŌĻÕ ─Ž-ą ’Ķ “Õņ’ÕÓ“¾Õ
50Ņč ’¾“Õņ ’ĶļŅµÕĒĶ ’Ņ±“Ņ ĒĒŅķ Ó±“ ŃĶŌÓ■∙Õķ ĒÓŃ¾ńĻĶ. ėŅŌÕĒ³
ĒÓŃ¾ńĻĶ ’ĶĒĶņÓļ± 0,95 σ0,2
õļ Ņ±ĒŅŌĒŅŃŅ
ņÓ“ÕĶÓļÓ Ķ 0,7 σ0,2 Āõļ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ Ķ±±ļÕõ¾Õņ¹ņ
Ņ’ÕÓ÷Ķ ņ Ķ ŌĶõÓņ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ ’Ņ Õń¾ļ³“Ó“Óņ ’ŅŌÕõÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ņŅµĒŅ
±õÕļÓ“³ ±ļÕõ¾■∙ĶÕ ŅßŅß∙ÕĒĶ .
┬ļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ņ’ÕÓ÷Ķķ.
Ā╬±ĒŅŌĒŅķ ņÓ“ÕĶÓļ Ķ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ ĒÓŃÓ“ŅŌÓĒĒ¹§ Ķ ņ ŃĻĶ§
ļĶ±“ŅŌ ±’ļÓŌÓ └╠Ń6, Ó “ÓĻµÕ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ ĒÓŃÓ“ŅŌÓĒĒ¹§ ļĶ±“ŅŌ ±
’Õ±±ŅŌÓĒĒ¹ņĶ ’Ņļ¾¶ÓßĶĻÓ“Óņ ĒÕ ±ĻļŅĒĒ¹ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, ĻÓĻ Ō
Ķ±§ŅõĒŅņ ±Ņ±“Ņ ĒĶĶ, “ÓĻ Ķ ’Ņ±ļÕ ŌŌÕõÕĒĶ ±ļÕõ¾■∙Ķ§ õŅ’ŅļĒĶ“Õļ³Ē¹§
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ņ’ÕÓ÷Ķķ: 2-§ ĻÓ“ĒŅķ ’ŅõŌÓĻĶ ±ŌÓĒŅŃŅ °ŌÓ, ’ŅĻÓ“ĻĶ
ŅĻŅļŅ°ŅŌĒŅķ ńŅĒ¹, 2-§ ĻÓ“ĒŅķ ’ŅõŌÓĻĶ ± ’Ņ±ļÕõ¾■∙Õķ ’ŅĻÓ“ĻŅķ, ±ŌÓĻĶ Ō õŌÓ
’Ņ§ŅõÓ. ╬ßÓń÷¹ Ķ±’¹“¹ŌÓļĶ±³ ’Ķ Ō¹õÕµĻÕ ’Ņõ ĒÓ’ µÕĒĶÕņ Ō “Õ„ÕĒĶÕ 450 ±¾“ŅĻ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ õŅ’ŅļĒĶ“Õļ³Ē¹§ ĒÓŃÕŌŅŌ.
ĀŽŅŌÕõÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ
ĒÓŃÓ“ŅŌÓĒĒŅŃŅ ±’ļÓŌÓ └╠Ń6Ā ’Ķ ŌŌÕõÕĒĶĶ
õŅ’ŅļĒĶ“Õļ³ĒŅŃŅ ĒÓŃÕŌÓ ±ĻļŅĒĒ¹ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ Ō ±ÕõÕ └ę, ŌÕļĶ„ĶĒÓ
ĻŅ“ŅŅķ ß¾õÕ“ ’ĶŌÕõÕĒÓ õÓļÕÕ. čÕõĒÕÕ „Ķ±ļŅ ±¾“ŅĻ õŅ Óń¾°ÕĒĶ ’Ķ
ĒÓ’ µÕĒĶ § Ņ,7 σ0,2 ±Ņ±“ÓŌĶļŅ:ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 53 ±¾“ŅĻ ’Ķ ĒÓŃÕŌÕ 70Ņ
¢ 1000„ÓŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 74 ±¾“ŅĻ ’Ķ ĒÓŃÕŌÕ 180 Ņ
¢ 10 „Ó±ŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ12 ±¾“ŅĻ ’Ķ ĒÓŃÕŌÕ 180ŅĀ - 6 „Ó±ŅŌ
ĀŽĶ Ķ±’¹“ÓĒĶĶ ±ŌÓĒŅŃŅ ±ŅÕõĶĒÕĒĶ ¢ ĒÓŃÓ“ŅŌÓĒĒ¹ķ ļĶ±“ ± ’Ņ¶ĶļÕņ,
Óń¾°ÕĒĶÕ ’ŅĶ±§ŅõĶ“ “ÓĻµÕĀ ’Ņ
ĒÓŃÓ“ŅŌÓĒĒŅņ¾ ļĶ±“¾.
ĀĀ ╠Õ“ÓļļŅŃÓ¶Ķ„Õ±ĻĶķ ÓĒÓļĶń Óń¾°ÕĒĒ¹§ ŅßÓń÷ŅŌ ’ŅĻÓń¹ŌÓÕ“, „“Ņ
ńÓŅµõÕĒĶÕ “Õ∙ĶĒ¹, ’ĶŌŅõ ∙Õķ Ļ Óń¾°ÕĒĶ■ ŅßÓń÷Ó, ’ŅĶ±§ŅõĶ“ ’Ņ ŃÓĒĶ÷Õ
±ŌÓĒŅŃŅ °ŌÓ ±Ņ ±“ŅŅĒ¹ ’Ņ’ļÓŌÓ. ŽĶ ²“Ņņ ņÕ±“¾ ĶńļŅņÓ ĒÕ Ņ“ņÕ„ÓÕ“± ŌĶõĶņ¹§
’ļÓ±“Ķ„Õ±ĻĶ§ õÕ¶ŅņÓ÷Ķķ, §ÓÓĻ“ÕĒ¹§ õļ ±“Ó“Ķ„Õ±ĻŅŃŅ ĶńļŅņÓ. ─Óļ³ĒÕķ°ÕÕ
ÓńŌĶ“ĶÕ “Õ∙ĶĒ ĶõÕ“ ’Ņ ŃÓĒĶ÷Óņ ńÕÕĒ Ķ ĶņÕÕ“ ĒÓ’ÓŌļÕĒĒ¹ķ §ÓÓĻ“Õ, Ķõ¾∙Ķķ ’Ņ
ńŅĒÕ ±’ļÓŌļÕĒĶ . ╠ÕµĻĶ±“ÓļļĶ“ĒÓ ĻŅŅńĶ Ņ“±¾“±“Ō¾Õ“.
ĀĀĀ ąÕń¾ļ³“Ó“¹ ÕĒ“ŃÕĒŅ±’ÕĻ“Óļ³ĒŅŃŅ Ķ±±ļÕõŅŌÓĒĶ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ
±’ļÓŌÓ └╠Ń6 ¢ ═ ’Ņ±ļÕ õŅ’ŅļĒĶ“Õļ³Ē¹§ ĒÓŃÕŌŅŌ ’Õõ±“ÓŌļÕĒ¹ ĒÓ Ķ±¾ĒĻÕ
7.3.2ą.ĀĀ ╠ĶĻŅ±“¾Ļ“¾Ó ±ŌÓĒ¹§ ŅßÓń÷ŅŌ
ĶņÕÕ“ §ÓÓĻ“ÕĒŅÕ ±“ŅÕĒĶÕĀ ± Ō¹’ÓõÕĒĶÕņ
’Ņ ŃÓĒĶ÷Õ ńÕÕĒ ( 2 ’Ņ Ķ±¾ĒĻ¾) ¾’Ņ„Ē ■∙ÕķĀ
ßÕ“Ó-¶Óń¹ (╠g2└ℓ3) Ō ŌĶõÕ ĒÕ’Õ¹ŌĒ¹§ “Õļ ĶļĶ
’Õ¹ŌĶ±“¹§ ÷Õ’Ņ„ÕĻ. ═ÓĶßŅļÕÕ ĻŅ õÓĒĒÓ ±“¾Ļ“¾Ó Ō¹ÓµÕĒÓ ’Ķ ÕµĶņÕ 180Ņ
¢ 6 „Ó±ŅŌ. ═ÕŅߧŅõĶņŅ, ŅõĒÓĻŅ, Ņ“ņÕ“Ķ“³, „“Ņ ’Ķ Ķ±’¹“ÓĒĶĶ ŅßÓń÷ŅŌ Ō ŌŅńõ¾°ĒŅķ
±ÕõÕ ± ĶńŃĶßŅņ Ō ±ĻŅßÕ ± ÓĒÓļŅŃĶ„Ē¹ņ ĒÓŃÕŌŅņ, ’Ņ±ļÕ Ō¹õÕµĻĶ Ō “Õ„ÕĒĶÕ 250
±¾“ŅĻ ĒÕ ’Ņ ŌĶļÓ±³ ±ĻļŅĒĒŅ±“³ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, Ō “Ņ ŌÕņ ĻÓĻ Ō
¾±ļŅŌĶ § ’Ņņ¹°ļÕĒĒŅķ Ó“ņŅ±¶Õ¹ ŅßÓńÕ÷ Óń¾°Ķļ± „ÕÕń 215 ±¾“ŅĻ. ▌“Ņ
±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ ĒÓ õ¾ ± ĶńņÕĒÕĒĶÕņ ±“¾Ļ“¾ĒŅŃŅ ±Ņ±“Ņ ĒĶ ±ŌÓĒŅŃŅ
°ŌÓ ’Ķ õŅ’ŅļĒĶ“Õļ³ĒŅņ ĒÓŃÕŌÕ, ĶŃÓ■∙Õņ Õ°Ó■∙¾■ Ņļ³ Ō ±ĻļŅĒĒŅ±“Ķ ±’ļÓŌÓ Ļ
ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ ĶņÕÕ“ ĻŅŅńĶŅĒĒÓ ±ÕõÓ. ─Óļ³ĒÕķ°ĶÕ
Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ĒÕ ņÕĒ³°ÕÕ ńĒÓ„ÕĒĶÕ ĶņÕÕ“ “ÓĻµÕ Ķ ņÕ“Ņõ ±ŅńõÓĒĶ
ĒÓ’ µÕĒĶ Ō ŅßÓń÷Õ, Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ
ĻŅŅńĶŅĒĒŅķ ±Õõ¹.
ĀĀ ─ļ Ķń¾„ÕĒĶ ņÕ§ÓĒĶńņÓ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ ±’ļÓŌÓ └╠├6-═ Ō ŅĻĶ±ļĶ“ÕļÕ └ę ’ŅŌÕõÕĒ¹ Ķ±’¹“ÓĒĶ ’Ņ ņÕ“ŅõĶĻÕ [100],
ńÓĻļ■„Ó■∙Õķ± Ō “Ņņ, „“Ņ Ķ±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“± ±ŌÓĒ¹Õ ŅßÓń÷¹, Ō ĻŅ“Ņ¹§
ńÓÓĒÕÕ ŅßÓńŅŌ¹ŌÓÕ“± “Õ∙ĶĒÓ Ńļ¾ßĶĒŅķ 0,3-0,5 ņņ. ╬ßÓńŅŌÓĒĶÕ “Õ∙ĶĒ Ō
ŅßÓń÷Ó§ ’ŅĶ±§ŅõĶ“ ’Ķ Ō¹õÕµĻÕ Ķ§ Ō ŅĻĶ±ļĶ“ÕļÕ Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą ’Ņõ ĒÓŃ¾ńĻŅķ
0,7 σ0,2 Ō “Õ„ÕĒĶÕ Ņ’ÕõÕļÕĒĒŅŃŅ
ŌÕņÕĒĶ.
ĀĀ ▌Ļ±’ÕĶņÕĒ“ ’ŅŌŅõĶļ± Ō ±ļÕõ¾■∙Õķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“Ķ.
═Ó§Ņõ ∙Ķķ± ŅßÓńÕ÷ ’Ņõ ĒÓŃ¾ńĻŅķ Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą ’ÕĶŅõĶ„Õ±ĻĶ Ņ±ņÓ“ĶŌÓļ± Ķ
ŌĶń¾Óļ³ĒŅ ¾±“ÓĒÓŌļĶŌÓļŅ±³ ŌÕņ ’Ņ ŌļÕĒĶ “Õ∙ĶĒ¹. ęÓĻŅÕ ±ÕõĒÕÕ ŌÕņ
±Ņ±“ÓŌĶļŅ 30 ±¾“ŅĻ. ŪÓ“Õņ ŅßÓńÕ÷ ĶńŌļÕĻÓļ± ’Ņ±ļÕ ¾±“ÓĒŅŌļÕĒĶ ¶ÓĻ“Ó ’Ņ ŌļÕĒĶ
“Õ∙ĶĒ¹, ’Ņņ¹ŌÓļ± ±’Ķ“Ņņ ± ’Ņ±ļÕõ¾■∙Õķ ±¾°ĻŅķ ŌŅńõ¾§Ņņ ’Ķ “Õņ’ÕÓ“¾Õ +50Ņč.
╬“ņ¹“¹Õ Ķ Ō¹±¾°ÕĒĒ¹Õ ŅßÓń÷¹ ’ŅõŌÕŃÓļĶ±³ õÓļ³ĒÕķ°Õņ¾ Ķ±’¹“ÓĒĶ■ ĒÓ ĻŅŅńĶ■ ’Ņõ
“Õņ µÕ ĒÓ’ µÕĒĶÕņ: Ō ±¾§Ņņ ŌŅńõ¾§Õ ± “Ņ„ĻŅķ Ņ±¹ -45Ņ,Ō ŅĻĶ±ļĶ“ÕļÕ
└ę Ķ Ō ĻÕŅ±ĶĒÕ.ĀĀ
ĀĀĀĀ ąÕń¾ļ³“Ó“¹ ’Ņļ¾„ĶļĶ±³ ±ļÕõ¾■∙ĶņĶ. ŽĶ ’ŅŌ“ŅĒŅņ Ķ±’¹“ÓĒĶĶ Ō
ĻŅĒõĶ÷ĶŅĒĒŅņ └ę ŅßÓń÷¹ Ō ±ÕõĒÕņ Óń¾°ÓļĶ±³ Ō ’ÕõÕļÓ§ “Õ§ µÕ 74 ±¾“ŅĻ, „“Ņ Ķ
ŅßÓń÷¹, ÓĒÕÕ Ķ±’¹“¹ŌÓŌ°ĶÕ± Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą ßÕń Ķ§ ’ŅņÕµ¾“Ņ„ĒŅķ Ō¹ÕņĻĶ.
╬ßÓń÷¹, Ķ±’¹“¹ŌÓŌ°ĶÕ± Ō ±¾§Ņņ ŌŅńõ¾§Õ Ķ Ō ĻÕŅ±ĶĒÕ, Óń¾°ÓļĶ±³ Ō ±ÕõĒÕņ
„ÕÕń 90 ±¾“ŅĻ. ╬ßÓń÷¹, ’ŅņÕ∙ÕĒĒ¹Õ Ō ¾±“ÓĒŅŌĻ¾ ─Ž-ą ± õŅßÓŌĻŅķ 10% ═2╬
Ō └ę, Óń¾°ÓļĶ±³ „ÕÕń 10 ±¾“ŅĻ. ─ÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅĻÓńÓļĶ ±¾∙Õ±“ŌÕĒĒŅÕ
ŌļĶ ĒĶÕ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ └ę ĒÓ ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ
±“¾Ļ“¾¹ ±’ļÓŌÓ.
ĀĀ └ĒÓļĶń ÕĒ“ŃÕĒŅ±’ÕĻ“Óļ³ĒŅŃŅ Ķ±±ļÕõŅŌÓĒĶ , Õń¾ļ³“Ó“¹ ĻŅ“ŅŅŃŅ
ß¹ļĶ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 7.3.2ą ’ŅĻÓń¹ŌÓÕ“, „“Ņ Õ±ļĶ Ō Ķ±§ŅõĒŅņ ±’ļÓŌÕ ņÓŃĒĶķ
ÓŌĒŅņÕĒŅ Ķ ±Ņ±“ÓŌļ Õ“ 5-6%, “Ņ Ō ±ŌÓĒŅņ ±ŅÕõĶĒÕĒĶĶ ’Ņ±ļÕ ÕŃŅ ĒÓŃÕŌÓ ’Ņ
ÕµĶņ¾ 150Ņ -10 „Ó±ŅŌ ĒÓßļ■õÓÕ“± ±¾∙Õ±“ŌÕĒĒŅÕ ÕŃŅ
’ÕÕÓ±’ÕõÕļÕĒĶÕ. ┬ “ÕļÕ ńÕĒÓ ±ŌÓĒŅŃŅ °ŌÓ ĻŅļĶ„Õ±“ŌŅ ņÓŃĒĶ ¾ņÕĒ³°ÓÕ“± õŅ
2,0 ¢ 2,5%, (1 Ķ 3 ’Ņ Ķ±¾ĒĻ¾) Ó ĒÓ ŃÓĒĶ÷Õ ńÕĒÓ (2 ’Ņ Ķ±¾ĒĻ¾) ¾ŌÕļĶ„ĶŌÓÕ“±
õŅ 10-11 %. ▌“Ņ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ńŅĒÕ ±’ļÓŌļÕĒĶ ±ŌÓĒŅŃŅ °ŌÓ ’Ņ ŃÓĒĶ÷Óņ
ńÕÕĒ ¾ŌÕļĶ„ĶŌÓÕ“± ĻŅĒ÷ÕĒ“Ó÷Ķ ņÓŃĒĶ Ķ ŅßÕõĒÕĒĶÕņ Óļ■ņĶĒĶÕņ ÕŃŅ “ŌÕõŅŃŅ
Ó±“ŌŅÓ. ┬ ±Ķļ¾ ²“ŅŃŅ, ’Ķ ĒÕßļÓŃŅ’Ķ “Ē¹§ ĒÓŃÕŌÓ§ ’ŅĶ±§ŅõĶ“ ßŅļÕÕ
ĶĒ“ÕĒ±ĶŌĒŅÕ Ō¹õÕļÕĒĶÕ ßÕ“Ó-¶Óń¹.
ĀĀĀ ŽÕõ±“ÓŌļ ļŅ ĶĒ“ÕÕ± Ņ’ÕõÕļÕĒĶÕ ±ĻŅŅ±“Ķ ĻŅŅńĶĶ ±ÓņŅķ
ßÕ“Ó-¶Óń¹ Ō ŅĻĶ±ļĶ“ÕļÕ └ę. ─ļ ²“ŅŃŅ ĶńŃŅ“ÓŌļĶŌÓļÓ±³ ±’Õ÷ĶÓļ³ĒÓ ±’ļÓŌĻÓ,
±ŅõÕµÓ∙Ó 37-38% ņÓŃĒĶ Ō Óļ■ņĶĒĶÕ ’Ņ ŌÕ±¾. ╚ń ²“Ņķ ±’ļÓŌĻĶ ĶńŃŅ“ÓŌļĶŌÓļĶ±³
ŅßÓń÷¹ õĶÓņÕ“Ņņ 25 ņņ Ķ Ō¹±Ņ“Ņķ 1 ņņ. └ĒÓļŅŃĶ„Ē¹Õ ŅßÓń÷¹ ĶńŃŅ“ÓŌļĶŌÓļĶ±³ Ķń
±’ļÓŌÓ └╠Ń6. čĻŅŅ±“³ ĻŅŅńĶĶ ²“Ķ§ ŅßÓń÷ŅŌ Ņ’ÕõÕļ ļÓ±³ Ō └ę ±
“Õ§ĒŅļŅŃĶ„Õ±ĻĶņĶ ’ĶņÕ± ņĶ 0,95%. ’Ķ “Õņ’ÕÓ“¾Õ +50Ņ Ķ ŌÕņÕĒĶ
Ō¹õÕµĻĶ 30 ±¾“ŅĻ. čĻŅŅ±“³ ĻŅŅńĶĶ õļ └╠Ń6 ±Ņ±“ÓŌĶļÓ 1.10-4
Ń/ņ2.„Ó±, Ó õļ ĶĒ“ÕņÕ“ÓļļĶõÓ 1.102 Ń/ņ2.„Ó±.
ęÓĻĶņ ŅßÓńŅņ, ±ĻŅŅ±“³ ĻŅŅńĶĶ ĶĒ“ÕņÕ“ÓļļĶõÓ, Ķń ĻŅ“ŅŅŃŅ ±Ņ±“ŅĶ“ ßÕ“Ó
¢¶ÓńÓ, Ō õŌÓ ÓńÓ ßŅļ³°Õ, „Õņ Ņ±ĒŅŌĒŅŃŅ ņÕ“ÓļļÓ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ
¾ŅŌĒ ĒÓ’ µÕĒĶķ.
ĀĀĀ ╚±’¹“ÓĒĶÕ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ ±’ļÓŌÓ └ņŃ6 , ĶņÕ■∙Ķ§ õŅ’ŅļĒĶ“Õļ³Ē¹ķ
ĒÓŃÕŌ 700 -1000 „Ó±ŅŌ Ķ 150Ņ -10 „Ó±ŅŌ ’ŅŌŅõĶļĶ±³ Ō
¾±“ÓĒŅŌĻÕ ─Ž-ą ’Ķ ÓńļĶ„Ē¹§ ĒÓ’ µÕĒĶ §.ĀĀĀ
╩Ķ“Ķ„Õ±ĻĶÕ ĒÓ’ µÕĒĶ , ’Ķ ĻŅ“Ņ¹§ ĒÕ ’ŅĶ±§ŅõĶ“ ĻŅŅńĶŅĒĒŅŃŅ
Ó±“Õ±ĻĶŌÓĒĶ ,Ā Ņ’ÕõÕļÕĒ¹ Ó±„Õ“Ē¹ņ
’¾“Õņ ’Ņ ņÕ“ŅõĶĻÕ ÓßŅ“¹ [105, 106] Ķ Ķ§ ŌÕļĶ„ĶĒÓ ±Ņ±“ÓŌĶļÓ 23-24 ĻŃ/ ņņ2.
Āč ÷Õļ³■ ’Ņõ“ŌÕµõÕĒĶ Ā
’Ņļ¾„ÕĒĒŅŃŅ õŅ’¾±“ĶņŅŃŅ ¾ŅŌĒ ĒÓ’ µÕĒĶķ ’ŅŌÕõÕĒ¹ Ķ±’¹“ÓĒĶ ŅßÓń÷ŅŌ ±
ĒÓŃÕŌŅņ 70Ņ -1000 „Ó±ŅŌ ’Ņõ ĒÓ’ µÕĒĶÕņ 22,5 ĻŃ/ņņ2.
╬ßÓń÷¹ ĒÕ Óń¾°ĶļĶ±³ Ō “Õ„ÕĒĶÕ 315 ±¾“ŅĻ Ķ±’¹“ÓĒĶķ Ō ŅĻĶ±ļĶ“ÕļÕ └ę.
ĀĀĀĀ čļÕõŅŌÓ“Õļ³ĒŅ, õļ ’ÕõŅ“ŌÓ∙ÕĒĶ ĻŅŅńĶŅĒĒŅŃŅ
Ó±“Õ±ĻĶŌÓĒĶ Ā ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ
±’ļÓŌÓ └╠Ń6-═, ĒÓ§Ņõ ∙Ķ§± Ō õļĶ“Õļ³ĒŅņ ĻŅĒ“ÓĻ“Õ ± └ęĀ ņŅµĒŅ ÕĻŅņÕĒõŅŌÓ“³ ±ļÕõ¾■∙ÕÕ:
- ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ Ķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ ĒÕŅߧŅõĶņŅ ĶńßÕŃÓ“³ õŅ’ŅļĒĶ“Õļ³Ē¹§ ĒÓŃÕŌŅŌ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ,
- Õ±ļĶ õŅ’ŅļĒĶ“Õļ³Ē¹§
ĒÓŃÕŌŅŌ ĶńßÕµÓ“³ ĒÕ ¾õÓÕ“± , “Ņ Ō ²“Ķ§ ±ļ¾„Ó § ĒÕŅߧŅõĶņŅ Ō ĻŅĒ±“¾Ļ÷ĶĶ
ŅßÕ±’Õ„Ķ“³ ĒÓ’ µÕĒĶ ĒĶµÕ Ō¹°Õ ¾±“ÓĒŅŌļÕĒĒ¹§, ĻŅ“Ņ¹Õ Ōļ ■“± ĻĶ“Ķ„Õ±ĻĶņĶ Ō
“ÓĻŅķ ±Ķ“¾Ó÷ĶĶ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ
±Ē “ŅŃŅ ’Ņ’ļÓŌÓ.
Ā └ĒÓļĶń §ÓÓĻ“ÕÓ Óń¾°ÕĒĶ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ ’Ķ Ķ±’¹“ÓĒĶĶ ĒÓ
ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ŅßÓńŅŌÓĒĶÕ “Õ∙ĶĒ ŌŅ Ō±Õ§ ±ļ¾„Ó §
ĒÓ„ĶĒÓÕ“± ’Ņ ŃÓĒĶ÷Õ ±ŌÓĒŅŃŅ °ŌÓ ±Ņ ±“ŅŅĒ¹ ’Ņ’ļÓŌÓ, Ōļ ■∙ÕŃŅ± Ķ±“Ņ„ĒĶĻŅņ
ĻŅĒ÷ÕĒ“Ó÷Ķķ ĒÓ’ µÕĒĶķ. ─ļ Ķń¾„ÕĒĶ ²“ŅŃŅ ŌļÕĒĶ ß¹ļĶ ’ŅŌÕõÕĒ¹
±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ Ķ±’¹“ÓĒĶ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ ’Ķ ÓńļĶ„ĒŅņ ĒÓŃÕŌÕ ±Ņ ±Ē “¹ņ
’Ņ’ļÓŌŅņ ńÓ’ŅõļĶ÷Ņ ± Ņ±ĒŅŌĒ¹ņ ņÓ“ÕĶÓļŅņ Ķ ŅßÓń÷ŅŌ ± ĒÕ ±Ē “¹ņ ’Ņ’ļÓŌŅņ.
ĀĀĀ ąÕń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 7.3.3.ą Ķń ĻŅ“Ņ¹§
±ļÕõ¾Õ“, „“Ņ ŅßÓń÷¹ ±Ņ ±Ē “¹ņ ’Ņ’ļÓŌŅņ ŅßļÓõÓ■“ Ō 3 ÓńÓ ßŅļ³°Õķ ±“ŅķĻŅ±“³■ Ļ
ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, „Õņ ŅßÓń÷¹ ± ĒÕ ±Ē “¹ņ ’Ņ’ļÓŌŅņ. ┬ ±Ķļ¾ ’Ņļ¾„ÕĒĒ¹§
õÓĒĒ¹§ ’Ņ’ļÓŌ Ō ßÓĻÓ§ ±“Óļ ±ĒĶņÓ“³± .
7.4.Ā ╚±±ļÕõŅŌÓĒĶÕ ņÕ“ŅõĶĻ
’ŅŌÕõÕĒĶ Ķ±’¹“ÓĒĶķ ĒÓ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕ
ĀĀĀĀĀĀĀ ±’ļÓŌÓ └╠Ń6
Ā ┬ õÓĒĒŅķ ÓßŅ“Õ Ķ±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³ ± ÷Õļ³■ ±ÓŌĒÕĒĶ õŌ¾§
ņÕ“ŅõŅŌ: Ó±’Ņ±“ÓĒÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ õÕ¶ŅņÓ÷ĶĶ ’¾“Õņ ĶńŃĶßÓ
ŅßÓń÷Ó Ō ±ĻŅßÕ Ķ Ķ±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ ĒÓŃ¾ńĻÕ Ō ±’Õ÷ĶÓļ³ĒŅ ±ŅńõÓĒĒŅķ
¾±“ÓĒŅŌĻÕ ─Ž-ą. čŌÓĒ¹Õ ŅßÓń÷¹ Ķ±’¹“¹ŌÓļĶ±³ Ō Ķ±§ŅõĒŅņ ±Ņ±“Ņ ĒĶĶ, Ó “ÓĻµÕĀĀ ’ŅõŌÕŃÓŌ°ĶÕ± ÓńļĶ„Ē¹ņ ŌĶõÓņ ĒÓŃÕŌŅŌ.
ŽÕÕõ ²“ĶņĶ Ķ±’¹“ÓĒĶ ņĶ ß¹ļĶ ’Ņļ¾„ÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ õÓĒĒ¹Õ ’Ņ ±ŌŅķ±“ŌÓņ
±ÓņŅŃŅ ±’ļÓŌÓ └╠Ń-6 ’Ķ ĒÓŃÕŌÕ 50Ņč Ķ ÓńļĶ„Ē¹§ ŌÕņÕĒÓ§
Ō¹õÕµĻĶ,ĀĀ Õń¾ļ³“Ó“¹ĀĀ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒÓ ĒÓ ąĶ±. 7.4.1ą . ╚ń ²“Ķ§
õÓĒĒ¹§ ŌĶõĒŅ, „“Ņ ²“Ņ“ ±’ļÓŌ ŌÕ±³ņÓ ’ŅõŌÕµÕĒ ŌļĶ ĒĶ■ ĒÓŃÕŌÓ Ķ ÕŃŅ
Ķ±’Ņļ³ńŅŌÓĒĶÕ Ō “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ÷Õļ § õŅļµĒŅ ’ĶņÕĒ “³± ± Ņ±“ŅŅµĒŅ±“³■
ĀĀ ŽĶ Ō¹õÕµĻÕ õŅ 1000 „Ó±ŅŌ ’ĶĀ
“Õņ’ÕÓ“¾Õ + 50Ņč ’ÕõŌÓĶ“Õļ³ĒŅ ĒÓŃ¾µÕĒĒŅŃŅĀ ĒÓŃÓ“ŅŌÓĒĒŅŃŅ ±’ļÓŌÓ Ō ŅĻĶ±ļĶ“ÕļÕ,
’Ņ„ĒŅ±“³ ¾ ĒÕŃŅ ’ÓõÓÕ“ ĒÓ 9%,Ā Ó ¾
ņ ŃĻŅŃŅ ņÓ“ÕĶÓļÓ ĒÓŅßŅŅ“ Ó±“Õ“ ĒÓ 6%. ŽĶ Ō¹õÕµĻÕ ’Ņõ ¾ĻÓńÓĒĒŅķ “Õņ’ÕÓ“¾Ņķ
ĒÕ ĒÓŃ¾µÕĒĒ¹§ ŅßŅĶ§ ±’ļÓŌŅŌ, ĻÓĻ ĒÓ ŌŅńõ¾§Õ, “ÓĻ Ķ Ō ±ÕõÕ ŅĻĶ±ļĶ“Õļ ,
’Ņ„ĒŅ±“³ Ķ§ ĒÕ ņÕĒ Õ“± . ▌“Ņ“ ¶ÓĻ“ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ ĒÓļĶ„ĶÕ ŌļĶ ĒĶ ĒÓ
’Ņ„ĒŅ±“³ ņÓ“ÕĶÓļŅŌ ÕŃŅ ĻŅĒ“ÓĻ“Ó ± ŅĻĶ±ļĶ“ÕļÕņ, ’Ķ ¾±ĻŅÕĒĒ¹§ ĻŅŅńĶŅĒĒ¹§
Ķ±’¹“ÓĒĶ § ’Ņõ ŌŅńõÕķ±“ŌĶÕņ “Õņ’ÕÓ“¾¹, „ÕŃŅ Ō ļĶ“ÕÓ“¾Õ ĒÕ Ņ“ņÕ„ÓÕ“± .
ĀĀĀ ė±“ÓĒŅŌļÕĒĒ¹ÕĀ ĶńņÕĒÕĒĶ
’Ņ„ĒŅ±“Ķ ’Ķ ĒÓŃÕŌÕ ņÓ“ÕĶÓļÓ ’Ķ ÕŃŅ ĻŅĒ“ÓĻ“Õ ± ŅĻĶ±ļĶ“ÕļÕņ, ±ļÕõ¾Õ“
¾„Ķ“¹ŌÓ“³ Ō ’Ņ÷Õ±±Õ ĻŅŅńĶŅĒĒ¹§ ÕŃŅ Ķ±’¹“ÓĒĶķ ’Ņõ ĒÓ’ µÕĒĶÕņ ’Ķ ¾±“ÓĒŅŌļÕĒĶĶ
ŌÕļĶ„ĶĒ¹ ¶ÓĻ“Ķ„Õ±ĻĶ§ ĒÓ’ µÕĒĶķ, ’Ķ ĻŅ“Ņ¹§ ’ŅŌŅõĶļĶ±³ Ķ±’¹“ÓĒĶ .
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ õÕ¶ŅņÓ÷ĶĶ.
Ā
╚±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³ ĒÓ
’ļÓ±“ĶĒ„Ó“¹§ ŅßÓń÷Ó§ “Ņļ∙ĶĒŅķ 4 ņņ., ’ŅĻÓńÓĒĒ¹§ ±ŅŌņÕ±“ĒŅ ± Ķ±’Ņļ³ńŅŌÓŌ°Õķ±
±ĻŅßŅķĀ ĒÓ ąĶ±. 7.4.2ą. ═Ó Ō±Õ§ ŅßÓń÷Ó§
’Ņ±ļÕ ŅĻŅĒ„ÓĒĶ Ķ±’¹“ÓĒĶķ ŅßĒÓ¾µÕĒÓ Ņ±“Ó“Ņ„ĒÓ õÕ¶ŅņÓ÷Ķ ÓŌĒÓ 3-4 ņņ. ─ļ
ĻŅļĶ„Õ±“ŌÕĒĒŅķ Ņ÷ÕĒĻĶ §ÓÓĻ“ÕÓ ĶńņÕĒÕĒĶ õÕ¶ŅņÓ÷Ķķ ŌŅ ŌÕņÕĒĶ, ’ŅŌŅõĶļĶ±³
ĶńņÕÕĒĶ ŌÕļĶ„ĶĒ¹ Ņ±“Ó“Ņ„ĒŅķ ±“Õļ¹ ’ŅŃĶßÓ ĒÓ õŅ’ŅļĒĶ“Õļ³ĒŅķ ’Ó“ĶĶ ŅßÓń÷ŅŌ,
ĻŅ“Ņ¹Õ Ķ±’¹“¹ŌÓļĶ±³Ā ’Ķ “Õņ’ÕÓ“¾Õ
+50Ņč ĒÓ ŌŅńõ¾§Õ Ō “Õ„ÕĒĶÕ 180 ±¾“ŅĻ ± “Õņ, „“Ņß¹ Ķ±Ļļ■„Ķ“³Ā ŌļĶ ĒĶÕ ĻŅŅńĶŅĒĒŅķ ±Õõ¹. ąÕń¾ļ³“Ó“¹
ĶńņÕÕĒĶķ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 7.4.2ą. ┬ÕļĶ„ĶĒÓ ńÓõÓŌÓÕņ¹§ ĒÓ’ µÕĒĶķ
ĒÓ§ŅõĶļÓ±³ Ō “Õ§ µÕ ’ÕõÕļÓ§. ūÕÕń ĻÓµõ¹Õ 5-10 ±¾“ŅĻ ŅßÓń÷¹ ÓńŃ¾µÓļĶ±³, Ķ ¾
ĒĶ§ ĶńņÕ ļ± Ņ±“Ó“Ņ„Ē¹ķ ’ŅŃĶß.Ā
═ÓļĶ„ĶÕ “ÓĻŅķ ńĒÓ„Ķ“Õļ³ĒŅķ Ņ±“Ó“Ņ„ĒŅķ õÕ¶ŅņÓ÷ĶĶ ’ŅńŌŅļ ļĶ ’Õõ’ŅļŅµĶ“³
Ņ ĒÓļĶ„ĶÕ ÕļÓĻ±Ó÷ĶĶ ĒÓ’ µÕĒĶķ, ’ŅĶńŅ°Õõ°Ķ§ Ō ŅßÓń÷Ó§, „“Ņ ņŅŃļŅ ’ŅŌļĶ “³ ĒÓ
Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ĒÓ Ķ§ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³.
ĀĀĀ ŽĶ Ķ±’¹“ÓĒĶ § Ō ±ĻŅßÓ§ Ō ±ŌÓĒ¹§ ŅßÓń÷Ó§ Ó±“ Ē¾“Ó ńŅĒÓ
ĒÓ§ŅõĶļÓ±³, ĻÓĻ ±Ņ ±“ŅŅĒ¹ ’Ņ’ļÓŌÓ, “ÓĻ Ķ ±Ņ ±“ŅŅĒ¹ ¾±ĶļÕĒĶ ±ŌÓĒŅŃŅ °ŌÓ. ┬
±ŅŅ“ŌÕ“±“ŌĶĶ ± ±¾∙Õ±“ŌŅŌÓŌ°Õķ ņÕ“ŅõĶĻŅķ, Ó±“ ŃĶŌÓ■∙ĶÕ ĒÓ’ µÕĒĶ Ō ŅßÓń÷Õ
±ŅńõÓŌÓļĶ±³ ’¾“Õņ ÕŃŅ ĶńŃĶßÓ Ō ±ĻŅßÕ [106]. ┬ÕļĶ„ĶĒÓ Ķ±§ŅõĒ¹§ õÕķ±“Ō¾■∙Ķ§ ĒÓ’ µÕĒĶķ
Ō ŅßÓń÷Õ Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓ ’ĶĒĶņÓļÓ±³ ÓŌĒŅķ (0,7 ¢ 0,9) σ0,2, Ó Ō ±ŌÓĒ¹§ ŅßÓń÷Ó§ 0,7 σ0,2. ╩ŅĒ“Ņļ³ ńÓõÓĒĒŅŃŅ ’ŅŃĶßÓ Ō ±ĻŅßÕ
’ŅĶńŌŅõĶļ± ± ’ŅņŅ∙³■ ĶĒõĶĻÓ“ŅÓ ± “Ņ„ĒŅ±“³■ 0,01 ņņ. ═ÓŃ¾µÕĒĒ¹Õ ŅßÓń÷¹
’ŅņÕ∙ÓļĶ±³ Ō ŃÕņÕ“Ķ„Ē¹Õ Óņ’¾ļ¹ Ņß·ÕņŅņ 3 ļ. Ķ ĒÓŃÕŌÓļĶ±³ Ō ßŅĻ±Õ õŅ + 50Ņč.
╬’ÕõÕļÕĒĒ¹Õ Ń¾’’¹ ŅßÓń÷ŅŌ ĶńŌļÕĻÓļĶ±³ „ÕÕń ÓńĒŅÕ ŌÕņ Ķń ŅĻĶ±ļĶ“Õļ Ķ
Ņ±ņÓ“ĶŌÓļĶ±³ ĒÓ ’ÕõņÕ“ Ō¹ ŌļÕĒĶ Óń¾°ÕĒĒ¹§ ŅßÓń÷ŅŌ. ęŅļ³ĻŅ ’ĶĀ ²“Ķ§ Ņ±ņŅ“Ó§ ņŅµĒŅ ß¹ļŅ ¾±“ÓĒŅŌĶ“³ ¶ÓĻ“
ĒÓļĶ„Ķ Óń¾°ÕĒĒŅŃŅ ŅßÓń÷Ó, „“Ņ ĒÕ ’ŅńŌŅļ ļŅ õŅ±“ŅŌÕĒŅ ¾±“ÓĒŅŌĶ“³ ĻŅĒĻÕ“ĒŅ
ŌÕņ ĒÓ±“¾’ļÕĒĶ ÕŃŅ Óń¾°ÕĒĶ . ŽĶ ²“Ņņ ņŅµĒŅ ß¹ļŅ ’ŅĶńŌÕ±“Ķ Ņ÷ÕĒĻ¾ “Ņļ³ĻŅ
’ĶßļĶµÕĒĒŅŃŅ ĶĒ“ÕŌÓļÓ ŌÕņÕĒĶ ĒÓ±“¾’ļÕĒĶ Óń¾°ÕĒĶ . Ō ŌĶõÕ ĒŅņŅŃÓņņ¹ ĒÓ.
ĀĀĀ ═Ó Ķ±¾ĒĻÕ ąĶ±. 7.4.3ą ’Õõ±“ÓŌļÕĒ¹ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ’Ņ
Ņ’ÕõÕļÕĒĶ■ ŌļĶ ĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ĒÓŃÕŌŅŌ ņÓ“ÕĶÓļÓ ĒÓ ĻŅŅńĶ■ ’Ņõ
ĒÓ’ µÕĒĶÕņ. ęÓņ µÕĀ ’ĶŌÕõÕĒ¹ ¶Ņņ¹
Ķ±’¹“¹ŌÓŌ°Ķ§± ŅßÓń÷ŅŌ, Ķ§ ņÓ“ÕĶÓļ¹ Ķ ’ĶņÕĒ Ō°ĶÕ± ÕµĶņ¹ ĒÓŃÕŌŅŌ. ═Óõ
ĻÓµõ¹ņ ±“ŅļßĶĻŅņ ĒŅņŅŃÓņņ¹, ±ŅŅ“ŌÕ“±“ŌŅŌÓŌ°Õņ¾ ±ŌŅÕņ¾ ÕµĶņ¾ ĒÓŃÕŌÓ,
’ĶŌÕõÕĒŅ Ō „Ķ±ļĶ“ÕļÕ Ņß∙ÕÕ ĻŅļĶ„Õ±“ŌŅ Ķ±’¹“¹ŌÓŌ°Ķ§± ŅßÓń÷ŅŌ, Ó Ō ńĒÓņÕĒÓ“ÕļÕ
ĻŅļĶ„Õ±“ŌŅ Óń¾°ĶŌ°Ķ§± Ā Ķń ĒĶ§
ŅßÓń÷ŅŌ. └ĒÓļĶń ’Õõ±“ÓŌļÕĒĒ¹§ ĒŅņŅŃÓņņ, ± ’ĶŌÕõÕĒĶÕņĀ Ķ§ ĒŅņÕŅŌ Ō ±ĻŅßĻÓ§, ’ŅĻÓń¹ŌÓÕ“ ±ļÕõ¾■∙ÕÕ.
ĀĀ ╬ßÓń÷¹ „Ķ±“ŅŃŅ ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļŅŌ └╠Ń6-═ (1) Ķ └ņŃ6-╠ (2)
’Ņ±ļÕ Ō±Õ§ Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ÕµĶņŅŌ ĒÕ ’ŅĻÓńÓļĶ ±ĻļŅĒĒŅ±“Ķ Ļ ĻŅŅńĶĶ ’Ņõ
ĒÓ’ µÕĒĶÕņ. čŌÓĒ¹Õ ŅßÓń÷Ó Ķń ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļÓ └╠Ń6-╠ (4) “ÓĻµÕ ĒÕ
’Ņ ŌĶļĶ ±ĻļŅĒĒŅ±“Ķ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, Ó ŌŅ“ ±ŌÓĒ¹Õ ŅßÓń÷¹ Ķń ļĶ±“ŅŌŅŃŅ
ņÓ“ÕĶÓļÓ └╠Ń6-═ (3) Ķ ±ŌÓĒ¹Õ ŅßÓń÷¹ Ķń ’Ņ¶ĶļÕķ └╠Ń6-═ Ķ ╠ (5)Ā ’Ņ ŌĶļĶ ±ĻļŅĒĒŅ±“³ Ļ ’Ņ ŌļÕĒĶ■ ĻŅŅńĶĶ
’Ņõ ĒÓ’ µÕĒĶÕņ. ╬ßŅß∙Ó■∙ÕÕ ńÓĻļ■„ÕĒĶÕ ’Ņ õÓĒĒŅņ¾ ņÕ“Ņõ¾ Ķ±’¹“ÓĒĶķ ’ŅŌÕõÕņ
’ŅńµÕ ’Ņ±ļÕ Ó±±ņŅ“ÕĒĶ ņÕ“ŅõÓ Ķ±’¹“ÓĒĶķ ’Ķ ’Ņ±“Ņ ĒĒŅķ ĒÓŃ¾ńĻĶ Ķ ±ÓŌĒÕĒĶÕ
²“Ķ§ ņÕ“ŅõŅŌĀ Ķ±’¹“ÓĒĶķ .
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒ¹§ ĒÓŃ¾ńĻÓ§
ĀĀ ╚±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ ĒÓŃ¾ńĻÕ ’ŅŌŅõ “± ’Ķ ’ĶļŅµÕĒĶĶ
’Ņ±“Ņ ĒĒŅķ ĒÓŃ¾ńĻĶ, ’Ķ ĻŅ“ŅŅķ ŅßÓńÕ÷ ±ŌŅßŅõĒŅ ¾õļĶĒ Õ“± ’Ņõ õÕķ±“ŌĶÕņ
’Ņ±“Ņ ĒĒ¹§ ĒÓ’ µÕĒĶķ. ╬ĒĶ ĒÕ ņÕĒ ■∙Ķ§± Ō’ļŅ“³ õŅ ĒÓ„ÓļÓ “ÕĻ¾„Õ±“Ķ ŅßÓń÷Ó,
’Ķ ĻŅ“ŅŅņ ĒÓ’ µÕĒĶ ŌŅńÓ±“Ó■“ ńÓ ±„Õ“ ¾ņÕĒ³°ÕĒĶ ’ļŅ∙ÓõĶ °ÕķĻĶ ŅßÓń÷Ó,
Ņ±“ ĻŅ“Ņ¹§ Ķ ’ĶŌŅõĶ“ Ļ ÕŃŅ Óń¾°ÕĒĶ■. ═ÕŅߧŅõĶņŅ Ņ“ņÕ“Ķ“³, „“Ņ ±¾∙Õ±“Ō¾Õ“
ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ ¾±“ÓĒŅŌŅĻ õļ ’ŅõŅßĒ¹§ Ķ±’¹“ÓĒĶķ, ĒŅ ĒĶ ŅõĒŅķ Ķń ĒĶ§ ĒÕ
’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ ŌŅ±’Ņļ³ńŅŌÓ“³± Ō õÓĒĒŅķ ÓßŅ“Õ, “.Ļ, ŅĒĶ ĒÕ ’ŅńŌŅļ ■“
’ŅŌŅõĶ“³ Ķ±’¹“ÓĒĶ Ō ĻŅŅńĶŅĒĒ¹§ ±ÕõÓ§ ŅßļÓõÓ■∙Ķ§ ßŅļ³°Ņķ ¾’¾ŃŅ±“³■ ’ÓÓ,
ĻÓĻŅķ ĒÓßļ■õÓÕ“± ¾ ŅĻĶ±ļĶ“Õļ └ę. ┬ ±Ķļ¾ ²“ŅŃŅ ŌŅńĒĶĻļÓ ĒÕŅߧŅõĶņŅ±“³
ÓńÓßŅ“Ó“³ ±ŌŅ■ ŅĶŃĶĒÓļ³Ē¾■ ¾±“ÓĒŅŌĻ¾ ─Ž-ą, ’ŅĻÓńÓĒĒ¾■ ĒÓ Ķ±¾ĒĻÕ ąĶ±.7.4.4ą,
Ō ĻŅ“ŅŅķ Ķ ’ŅŌŅõĶļĶ±³ Ķ±’¹“ÓĒĶ .
ĀĀ ė±“ÓĒŅŌĻÓ ĶņÕÕ“ ¹„ÓµĒŅÕ ĒÓŃ¾ńŅ„ĒŅÕ ¾±“Ņķ±“ŌŅ, ’ŅńŌŅļ ■∙ÕÕ
±ŅńõÓŌÓ“³ Ķ ’ŅõõÕµĶŌÓ“³ Ō ŅßÓń÷Õ ’Ņ±“Ņ ĒĒŅÕ ĒÓ’ µÕĒĶÕ. ╠ÓĻ±ĶņÓļ³ĒÓ ĒÓŃ¾ńĻÓ
ĒÓ ŅßÓńÕ÷ 1000 ĻŃ. ╬ßÓńÕ÷ ÓńņÕ∙ÓÕ“± Ō ŃÕņÕ“Ķ„ĒŅķ ĻÓņÕÕ ± ±Ķļ³¶ŅĒĒŅķ
ŃÕņÕ“ĶńÓ÷ĶÕķ ŌŌŅõĶņŅŃŅ ŅßÓń÷Ó Ō ĻÓņÕ¾. čŌŅßŅõĒ¹ķ §Ņõ ±Ķļ³¶ŅĒÓ ±Ņ±“ÓŌļ Õ“ 12
ņņ. ė±“ÓĒŅŌĻÓ ±ĒÓßµÕĒÓ ¾±“Ņķ±“ŌŅņ, ±ĶŃĒÓļĶńĶ¾■∙Ķņ Ņ ņŅņÕĒ“Õ Óń¾°ÕĒĶ
ŅßÓń÷Ó, Ķ±’Ņļ³ń¾■∙ÕŃŅ ĻŅĒ“ÓĻ“ Ń¾ńÓ ± ±ĶŃĒÓļ³Ē¹ņ ¾’ŅŅņ, ĒÓ ĻŅ“Ņ¹ķ Ņ’¾±ĻÓÕ“±
Ń¾ń ’Ņ±ļÕ Óń¾°ÕĒĶ ŅßÓń÷Ó. ═ÓŃ¾ńĻÓ ’Ķ Ķ±’¹“ÓĒĶ § ±ŅńõÓŌÓļÓ±³ “Ó µÕ, „“Ņ Ķ
’Ķ Ķ±’¹“ÓĒĶ § Ō ±ĻŅßÓ§. ąÕń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓĻŅŃŅ µÕ ŌĶõÓ
ĒŅņŅŃÓņņ, ’ĶŌÕõÕĒĒ¹§ ĒÓ Ķ±¾ĒĻÕ ąĶ±.7.4.5.╚§ ÓĒÓļĶń ’ŅĻÓń¹ŌÓÕ“ ±ļÕõ¾■∙ÕÕ.
ĀĀ ┬ Ņ“ļĶ„ĶÕ Ņ“ Ķ±’¹“ÓĒĶķ Ō ±ĻŅßÓ§, ’Ķ Ķ±’¹“ÓĒĶ § Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą
±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ Ā ’ŅĻÓńÓļĶ ±ĻļŅĒĒŅ±“³
Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ ĒÕ “Ņļ³ĻŅ ±’ļÓŌÓ └╠Ń6-═ (2) ĒŅ Ķ └╠Ń6-╠Ā (1), ĒÓ„ĶĒÓ ± ÕµĶņÓ ĒÓŃÕŌÓ 70Ņ
-3000 „Ó±ŅŌ. ─ļ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ Ķń ’Õ±±ŅŌÓĒĒ¹§ ±’ļÓŌŅŌ └╠Ń-═Ā Ķ ╠ (3,4,5) ĒÓ ßŅļÕÕ ņ ŃĻĶ§ ÕµĶņÓ§ ĒÓŃÕŌÓ,
ĒÕ ’Ņ ŌĶļĶ ±ĻļŅĒĒŅ±“Ķ Ļ ĻŅŅńĶĶ ’Ķ ĒÓ’ µÕĒĶÕņ, Ō Ņ“ļĶ„ĶÕ Ķ±’¹“ÓĒĶķ Ō
±ĻŅßÓ§, ŃõÕ “ÓĻÓ ±ĻļŅĒĒŅ±“³ ß¹ļÓ ŅßĒÓ¾µÕĒÓ Ō “ÓĻĶ§ ŅßÓń÷Ó§. ╬„ÕŌĶõĒŅ, ¾±ļŅŌĶ
Ķ±’¹“ÓĒĶ ’Ķ ĶńŃĶßĒ¹§ ĒÓ’ µÕĒĶ § õļ ’Õ±±ŅŌÓĒĒ¹§ ’Ņ¶ĶļÕķ ŅĻÓńÓļĶ±³ ßŅļÕÕ
µÕ±“ĻĶņĶ ’Ņ ±ÓŌĒÕĒĶ■ ± Ķ±’¹“ÓĒĶ ņĶ Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą, ŃõÕ ĒÓ’ µÕĒĶ ±ŅńõÓ■“±
ÓŌĒŅņÕĒŅ Ó±“ ŃĶŌÓ■∙ĶņĶ ’Ņ Ō±Õņ¾ ±Õ„ÕĒĶ■ ŅßÓń÷Ó.
ĀĀĀ ęÓĻĶņ ŅßÓńŅņ, Ķ±’¹“ÓĒĶ Ō ±ĻŅßÓ§ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ ±’ļÓŌÓ
└╠Ń6-╠, ĒÓ§Ņõ ∙Ķ§± Ā ’Ņõ ŌŅńõÕķ±“ŌĶÕņ
ĶńŃĶßĒ¹§ ĒÓ’ µÕĒĶķ,Ā Ōļ ■“± ßŅļÕÕ
ņ ŃĻĶņĶ ’Ņ ±ÓŌĒÕĒĶ■ ± Ķ±’¹“ÓĒĶ ņĶ “ÓĻĶ§ µÕ ŅßÓń÷ŅŌ Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą, ĒÓ„ĶĒÓ
± ÕµĶņŅŌ 70Ņ ¢ 1000 „Ó±ŅŌ. ╚±’¹“ÓĒĶ Ō ±ĻŅßÓ§ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ
±’ļÓŌÓ └╠Ń6-╠ Ķ ═ Ķń ’Õ±±ŅŌÓĒĒ¹§ ’Ņ¶ĶļÕķ ’Ņ ±ÓŌĒÕĒĶ■ ± Ķ±’¹“ÓĒĶ ņĶ Ō
¾±“ÓĒŅŌĻÕ ─Ž-ą, ĒÓŅßŅŅ“, ŅĻÓńÓļĶ±³ ßŅļÕÕ µÕ±“ĻĶņĶ.
ĀĀĀ ╚±’¹“ÓĒĶ Ō ±ĻŅßÓ§ ’ŅńŌŅļĶļĶ Ō¹ ŌĶ“³ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ
ĶńŃĶßĒ¹§ ĒÓ’ µÕĒĶķ Ō ’Õ±±ŅŌÓĒĒ¹§ ’Ņ¶Ķļ § ±’ļÓŌÓ └╠Ń6 ¢ ═ Ķ ╠ ĒÓ Ķ§
±ĻļŅĒĒŅ±“³ Ļ ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶ ņĶ.
ĀĀ ─ļ ±ŌÓĒ¹§ ŅßÓń÷ŅŌ ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļÓ └╠Ń6-╠Ā ’Ķ Ķ±’¹“ÓĒĶ § Ō ±ĻŅßÓ§ ± ĶńŃĶßĒ¹ņĶ
ĒÓ’ µÕĒĶ ņĶ Ķ ’Ķ ’Ņ±“Ņ ĒĒ¹§ õÕ¶ŅņÓ÷Ķ § ’Ņ ±ÓŌĒÕĒĶ■ ± Ķ±’¹“ÓĒĶ ņĶ Ō
¾±“ÓĒŅŌĻÕ ─Ž-ąĀ ĒÕ ’Õõ±“ÓŌĶļŅ±³
ŌŅńņŅµĒ¹ņ Ō¹ ŌĶ“³ ±¾∙Õ±“Ō¾■∙¾■ ¾ ²“ŅŃŅ ņÓ“ÕĶÓļÓ ±ĻļŅĒĒŅ±“³ ĻĀĀĀ ĻŅŅńĶĶ Ō └ę , ĒÓ§Ņõ ∙ÕŃŅ± ’Ņõ
Ó±“ ŃĶŌÓ■∙Ķņ ĒÓ’ µÕĒĶÕņ ’Ķ Ō±Õ§ ÕµĶņÓ§ ĒÓŃÕŌÓ.
7.5.Ā ╩ŅŅńĶ Ā Ō └ę ± ¾ŌÕļĶ„ÕĒĒ¹ņ ±ŅõÕµÓĒĶÕņ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ.
ĀĀ ėŌÕļĶ„ÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō └ę ņŅµÕ“ ’ŅĶ±§ŅõĶ“³ ’Ķ
’Ņ’ÓõÓĒĶĶ Ō ĒÕŃŅ ŌŅõ¹, ’ŅĶ±§Ņõ ∙ÕÕ ’Ņ “Õņ ĶļĶ ĶĒ¹ņ ’Ķ„ĶĒÓņ, ĒÓ’ĶņÕ, ’Ķ
Ņ±“Ó“ĻÕ ±ļÕõŅŌ ŌŅõ¹ Ō ÕņĻŅ±“Ķ ’Ņ±ļÕ ÕÕ “ÓĶŅŌÓĒĶ , ĒÕķ“ÓļĶńÓ÷ĶĶ ĶļĶ ’Ņõ¾ŌĻĶ
ÕņĻŅ±“Ķ. ŽÕŌ¹°ÕĒĶÕ “ÓĻĶ§ ’ĶņÕ±Õķ Ō¹°Õ 1% Ō └ę ĒÕõŅ’¾±“ĶņŅ ±ŅŃļÓ±ĒŅĀ ęė ĒÓ ²“Ņ“ ŅĻĶ±ļĶ“Õļ³. ═ÕŅߧŅõĶņŅ ß¹ļŅ
Ķń¾„Ķ“³ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ Ō “ÓĻŅņ ŅĻĶ±ļĶ“ÕļÕ.
ĀĀ ╚±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³ ĒÓ ŅßÓń÷Ó§ ņÓ“ÕĶÓļŅŌ └╠Ń6 Ķ 1š18═9ęĀ ± ŅßÓńŅŌÓĒĶÕņ ’ŅŌ¹°ÕĒĒŅŃŅ ±ŅõÕµÓĒĶ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ŅĻĶ±ļĶ“ÕļÕĀ
±ļÕõ¾■∙ĶņĶ ±’Ņ±ŅßÓņĶ:
- Ō ŅĻĶ±ļĶ“ÕļÕ └ę Ņ±“ÓŌ°Õņ±
’Ņ±ļÕ ¾õÓļÕĒĶ ŃÓńŅŌŅķ ¶Óń¹ ’Ņõ¾ŌĻŅķ ± ±ŅõÕµÓĒĶÕņĀ
Ā “Õ§ĒŅļŅŃĶ„Õ±ĻĶ ’ĶņÕ±Õķ 4,5%,
- Ō ŅĻĶ±ļĶ“ÕļÕĀ ± õŅßÓŌĻŅķ ĻĶ±ļŅ“¹ ═N╬3 õŅĀ ĻŅļĶ„Õ±“ŌÓ ’ĶņÕ±Õķ 4,5%,
- Ō ŅĻĶ±ļĶ“ÕļÕ ± õŅßÓŌĻŅķ
ŌŅõ¹ ’Ķ ĻŅļĶ„Õ±“ŌÕ ’ĶņÕ±Õķ 4,8%.
Ā ąÕń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ’Ņ Ņ’ÕõÕļÕĒĶ■ ±ĻŅŅ±“Ķ ĻŅŅńĶĶĀ ¾ĻÓńÓĒĒ¹§ ņÓ“ÕĶÓļŅŌ ’Ķ “Õņ’ÕÓ“¾Õ + 50Ņ
’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷ÕĀ 7.5.1ę, ŃõÕ
ńĒÓĻĀ +) ¢ ± õŅßÓŌĻŅķ ═N╬3Ā Ķ ++) ¢ ’Ķ õŅßÓŌĻÕĀ ═2╬.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 7.5.1
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čŅõÕµÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čĻŅŅ±“³ ĻŅŅńĶĶ,
ņņ/ŃŅõ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čŅõÕµÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čĻŅŅ±“³ ĻŅŅńĶĶ,
ņņ/ŃŅõ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Ó“ÕĶÓļĀĀĀĀĀĀĀĀĀĀĀ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀ ┬
ŃÓńŅŌŅķĀ ¶ÓńÕĀĀĀĀĀĀĀĀĀ ┬ µĶõĻŅķ ¶ÓńÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Ó“ÕĶÓļĀĀĀĀĀĀĀĀĀĀĀ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀ ┬
ŃÓńŅŌŅķĀ ¶ÓńÕĀĀĀĀĀĀĀĀĀ ┬ µĶõĻŅķ ¶ÓńÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕ±Õķ, %
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,57ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,83.10-3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,55.10-2
ĀĀĀĀ └╠Ń:ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
4,5Ā +)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,4.Ā
10 -3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,8.Ā 10-2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,58 ++)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,65.10-3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,5. 10-3
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,57ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,05.10-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,5.10-2
Ā 1š18═9ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
4,5 +)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,2.Ā 10-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,2.10-2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,58 ++)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,8.10-5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,1. 10-4
![]() Ā
Ā
Ā╚ń “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ĒÕ±ņŅ“ ĒÓ ŅõĶĒÓĻŅŌŅÕ ĻŅļĶ„Õ±“ŌŅ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ÓńļĶ„Ē¹§ ²Ļ±’ÕĶņÕĒ“Ó§ ±ĻŅŅ±“³ ĻŅŅńĶĶ ņŅµÕ“
ÓńļĶ„Ó“³± ŌÕ±³ņÓ ±¾∙Õ±“ŌÕĒĒŅ. ┬ ŅĻĶ±ļĶ“ÕļÕ ’Ņ±ļÕ ¾õÓļÕĒĶ ŃÓńŅŌŅķ ¶Óń¹
(’ÕŌÓ ±“ŅĻÓ) ±ĻŅŅ±“³ ĻŅŅńĶĶ ±’ļÓŌÓ └╠Ń6 Ō 13 Óń, Ó ±“ÓļĶ 1š18═9ę ĒÓ 2-3
’Ņ õĻÓ Ō¹°Õ, „Õņ Ō ŅĻĶ±ļĶ“ÕļÕ ’Ņ±ļÕ õŅßÓŌĻĶ Ō ĒÕŃŅ ŌŅõ¹.Ā ▌“Ņ ¾ĻÓń¹ŌÓÕ“ ĒÓ “Ņ, „“Ņ ’Ķ õŅßÓŌĻĶ ŌŅõ¹ Ō
└ę Ķ ’Ķ ¾õÓļÕĒĶĶ ŃÓńŅŌŅķ ¶Óń¹ ŅĻĶ±ļĶ“Õļ ’Ņ÷Õ±± ŅßÓńŅŌÓĒĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±Õķ Ķ Ķ§ ĻŅŅńĶŅĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ ņÕ“Óļļ¹ ±¾∙Õ±“ŌÕĒĒŅ ÓńļĶ„Ó■“± .Ā čļÕõŅŌÓ“Õļ³ĒŅ, ’Ķ Ņ÷ÕĒĻÕ ĻŅŅńĶŅĒĒŅķ
±“ŅķĻŅ±“Ķ ņÕ“ÓļļŅŌ ĒÕļ³ń ’ŅĶńŌŅõĶ“³ ’Ņ±“Ņķ ’ÕÕ±„Õ“ ŅßÓńŅŌÓŌ°Õķ± ÓńŅ“ĒŅķ
ĻĶ±ļŅ“¹ Ō └ę ’Ķ õŅßÓŌļÕĒĶĶ Ō ĒÕŃŅ ŌŅõ¹.
Ā ęÓĻĶņ ŅßÓńŅņ, ’ŅŌÕõÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ’Ķ ’ŅŌÕõÕĒĶĶ
ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶĶ Ō ŅĻĶ±ļĶ“ÕļÕ ± ’ŅŌ¹°ÕĒĒ¹ņĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶņĶ ’ĶņÕ± ņĶ
õŅŌÕõÕĒĶÕ Ķ§ ±ŅõÕµÓĒĶ õŅ ĒÕŅߧŅõĶņŅķ ŌÕļĶ„ĶĒ¹ ĒÕ ±ļÕõ¾Õ“ ’ŅŌŅõĶ“³ ’¾“Õņ
õŅßÓŌĻĶ ŌŅõ¹.
ĀĀ ŽĶ õŅßÓŌĻÕ ± ²“Ņķ ÷Õļ³■ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹, ĻŅŅńĶŅĒĒÓ
ÓĻ“ĶŌĒŅ±“³ ’Ņõ¾Ļ“Ó ßļĶńĻÓ Ļ ÕŃŅ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ, ’Ņļ¾„ÕĒĒŅŃŅ Ō
Õń¾ļ³“Ó“Õ Ķ±’ÓÕĒĶ Ķń ĒÕŃŅ ’ÓŅŌŅķ ¶Óń¹.
Ā ═Ó Ņ±ĒŅŌÓĒĶĶ õÓĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļĶ ¾±“ÓĒŅŌļÕĒ¹ ŃÓÓĒ“ĶķĒ¹Õ
±ŅĻĶ ßÕńŅ’Ó±ĒŅŃŅ §ÓĒÕĒĶ ÓĻÕ“¹ ± ĒÕ ±ļĶ“¹ņĶ Ņ±“Ó“ĻÓņĶ ŅĻĶ±ļĶ“Õļ Ō “Õ„ÕĒĶĶ
“Õ§ ņÕ± ÷ÕŌ.
7.6.Ā ╚±±ļÕõŅŌÓĒĶÕ ĻŅŅńĶŅĒĒŅķ
ÓĻ“ĶŌĒŅ±“Ķ └ę Ō ∙Õļ §.
ĀĀĀ ─ÓĒĒÓ ńÓõÓ„Ó ŌŅńĒĶĻļÓ Ō ±Ķļ¾ ĒÕŅߧŅõĶņŅ±“Ķ Ķń¾„ÕĒĶ
ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ └ę Ō ∙Õļ § Ō ±Ķļ¾ ŌŅńņŅµĒŅŃŅ “ŅņŅµÕĒĶ ŅßņÕĒÓ ±Õõ¹ Ō
∙Õļ §. ▌Ļ±’ÕĶņÕĒ“¹ ±“ÓŌĶļĶ±³ ĒÓ ±’Õ÷ĶÓļ³ĒŅ ĶńŃŅ“ÓŌļĶŌÓŌ°Ķ§± ŅßÓń÷Ó§. Ž¾“ŅĻ Ķń
Ķ±±ļÕõŅŌÓŌ°ÕŃŅ± ņÓ“ÕĶÓļÓ ’Ķ°ļĶ¶ŅŌ¹ŌÓļ± Ō õĶÓņÕ“¾ “¾ßĻĶ, ±Ā “ÕņĀ
„“Ņß¹ ’Ņļ¾„Ķ“³ ĒÕŅߧŅõĶņ¹ķ ńÓńŅ Ķ ’ŅņÕ∙Óļ± Ō ŅĻĶ±ļĶ“Õļ³. ╩ŅŅńĶŅĒĒ¹Õ
Ķ±’¹“ÓĒĶ “ÓĻĶ§ ŅßÓń÷ŅŌ ĒÕ Ō¹ ŌĶļĶ ĻŅŅńĶĶ Ō ∙Õļ §. ┬ņÕ±“Õ ± “Õņ, Ō¹°Õ
Ņ’Ķ±ÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅĻÓńÓļĶ ŌŅńÓ±“ÓĒĶÕ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ └ę ’Ķ
õŅßÓŌĻÕĀ Ō ĒÕŃŅ ŌŅõ¹.
Ā ╚ń¾„ÕĒĶÕ ± ’ŅņŅ∙³■ ╚╩-±’ÕĻ“ŅŌ Ó±“ŌŅŅŌ N2╬4 Ā± ĒÕßŅļ³°ĶņĶ õŅßÓŌĻÓņĶ ŌŅõ¹ [107],ĀĀ Ō¹ ŌĶļŅ ĒÓļĶ„ĶÕ ŌŅõ¹ Ō ±ŌŅßŅõĒŅņ ±Ņ±“Ņ ĒĶĶ,
ĻŅ“ŅÓ ’Ņ„ĒŅ ±Ō ń¹ŌÓÕ“± ± ŅĻĶ±ļŅņ ņÕ“ÓļļŅŌ Ķ ŅĻÓń¹ŌÓÕ“ “ŅņŅń ∙ÕÕ
ŌŅńõÕķ±“ŌĶÕ ĒÓ õĶ¶¶¾ńĶ■ ņŅļÕĻ¾ļĀ ═N╬3
, N2╬4
Ķ ĶŅĒŅŌ ņÕ“ÓļļŅŌ „ÕÕń ŅĻĶ±Ē¾■ ’ļÕĒĻ¾, Ó ±ļÕõŅŌÓ“Õļ³ĒŅ Ķ ĒÓ ĻŅŅńĶŅĒĒ¹ķ
’Ņ÷Õ±±. ═ÓļĶ„ĶÕ ±ŌŅßŅõĒŅķ ŌŅõ¹ Ō Ó±“ŌŅÕ N2╬4 Ā- ═2╬Ā - ═N╬3 “ÓĻµÕ ’Ņõ“ŌÕµõÕĒŅ Ō ÓßŅ“Õ [103]. ŽĶ
²“Ņņ ß¹ļÓ ¾±“ÓĒŅŌļÕĒÓ ńÓŌĶ±ĶņŅ±“³ ŌÕļĶ„ĶĒ¹, ĒÕ ’ŅÕÓŃĶŅŌÓŌ°Õķ ŌŅõ¹ Ņ“ Ņß∙ÕŃŅ
ŌŌÕõÕĒĒŅŃŅ ÕÕ ĻŅļĶ„Õ±“ŌÓ. ═Ó’ĶņÕ, ’Ķ ŌŌÕõÕĒĶĶ 0,4% ŌŅõ , 75% ÕÕ ĒÕ Ō±“¾’ÓÕ“
Ō ÕÓĻ÷Ķ■ Ķ Ņ±“ÓÕ“± Ō ±ŌŅßŅõĒŅņ ±Ņ±“Ņ ĒĶĶ.
ĀĀĀ ┬’Ņ±ļÕõ±“ŌĶĶ ├╚ŽšĀ
Ķ±’Ņļ³ńŅŌÓļ ²“Ņ ŌļÕĒĶÕ õļ ĶĒŃĶßĶŅŌÓĒĶ └ę ± ÷Õļ³■ Ķ±’Ņļ³ńŅŌÓĒĶ ÕŃŅ Ō
õŌĶŃÓ“Õļ § ĻŅ±ņĶ„Õ±ĻĶ§ Ņß·ÕĻ“ŅŌ, ¾ ĻŅ“Ņ¹§ ĶņÕļĶ±³ ņÓļ¹Õ ńÓńŅ¹, õļĶ“Õļ³ĒŅÕ
ŌÕņ ĒÓ§ŅõĶŌ°ĶÕ± ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ŅĻĶ±ļĶ“Õļ . ═Õ ĶĒŃĶßĶŅŌÓĒĒ¹ķ └ę Ō ²“Ķ§
¾±ļŅŌĶ § ’Ņ Ōļ ļ ĻŅŅńĶŅĒĒ¾■ ÓĻ“ĶŌĒŅ±“³ Ķ ²“Ņ ’ĶŌŅõĶļŅ Ļ ńÓßĶŌÓĒĶ■ ²“Ķ§
ńÓńŅŅŌ ’Ņõ¾Ļ“ÓņĶ ĻŅŅńĶĶ.
ĀĀ ąÓĒÕÕ Ņ’Ķ±ÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’Ņ Ķń¾„ÕĒĶ■ ĻŅŅńĶĶ Ō ∙Õļ § ĒÕ
’ŅńŌŅļĶļĶ ÕÕ Ō¹ ŌĶ“³, Ņ„ÕŌĶõĒŅ, Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ĻŅŅńĶŅĒĒ¹Õ ’Ņ÷Õ±±¹ ’Ķ
ĻŅĒ“ÓĻ“Õ ±Ņ ±“ÕĻļŅņ ńÓ“ŅņÓµĶŌÓ■“± , Ķ Ķ§ ĒÓļĶ„ĶÕ Ō ∙Õļ §Ā ĒÕ ß¹ļŅ Ō¹ ŌļÕĒŅ Ō “Õ§ ²Ļ±’ÕĶņÕĒ“Ó§.
7.7. ╩ŅŅńĶ Ō ŅßŌŅõĒÕĒĒŅņ ═─╠├
ĀĀ ═─╠├ Ōļ Õ“± ŌÕ±³ņÓ ±“ÓßĶļ³Ē¹ņ Ķ ĻŅŅńĶŅĒĒŅ ĒÕ ÓĻ“ĶŌĒ¹ņ
ŌÕ∙Õ±“ŌŅņ. ┬ņÕ±“Õ ± “Õņ, ’Ķ ’Ņ’ÓõÓĒĶĶ Ō ĒÕŃŅ ŌļÓŃĶ ŅĒ ±“ÓĒŅŌĶ“± ĻŅŅńĶŅĒĒŅ
ÓĻ“ĶŌĒ¹ņ. ═Ó±¹∙ÕĒĶÕ ŌļÓŃŅķ ═─╠├, “ÓĻµÕ ĻÓĻ Ķ └ę ņŅµÕ“ ’ŅĶńŅķ“Ķ Ō Ķ§ Ņ±“Ó“ĻÓ§
’Ņ±ļÕĀ ĒÕĻÓ„Õ±“ŌÕĒĒŅķ ’Ņņ¹ŌĻĶ ÕņĻŅ±“Õķ
’Ņ±ļÕ Ķ§ §ÓĒÕĒĶ ± ĻŅņ’ŅĒÕĒ“ÓņĶ. ╚±±ļÕõŅŌÓĒĶÕ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ ±
õŅßÓŌĻÓņĶ ŌŅõ¹ ’ŅŌÕõÕĒŅ Ō ÓßŅ“Õ [104] ĻŅ“Ņ¹Õ ’ŅĻÓńÓļĶ ±ļÕõ¾■∙ÕÕ.
ĀĀ ╠ÓĻ±ĶņÓļ³ĒÓ ĻŅŅńĶŅĒĒÓ ÓĻ“ĶŌĒŅ±“³ ŃÕ’“ĶļÓ ĒÓ±“¾’ÓÕ“ ’Ķ
õŅßÓŌĻÓ§ 70-90% ŌŅõ¹, „“Ņ ĒÕ ÕÓļ³ĒŅ Ō ĒŅņÓļ³Ē¹§ ¾±ļŅŌĶ § ŅßÓ∙ÕĒĶ ±
ŃÕ’“ĶļŅņ, ĒŅ ŌÕ±³ņÓ ņŅµÕ“ ’Õõ±“ÓŌļ “³ ĻŅŅńĶŅĒĒ¾■ Ņ’Ó±ĒŅ±“³ ’Ķ
ĒÕĻÓ„Õ±“ŌÕĒĒŅķ ’Ņņ¹ŌĻÕ Ķ ’Ķ §ÓĒÕĒĶĶ ± ĒÕ¾õÓÕĒĒ¹ņĶ Ņ±“Ó“ĻÓņĶ ŃÕ’“ĶļÓ Ō
ÕņĻŅ±“Ķ. ┬ ²“Ķ§ ²Ļ±’ÕĶņÕĒ“Ó§ ß¹ļ Ņ“ņÕ„ÕĒ ¶ÓĻ“ ŌļĶ ĒĶ ĻÓ„Õ±“ŌÓ ŌŅõ¹.
─Ķ±“ĶļļĶŅŌÓĒĒÓ ŌŅõÓ ’ĶŌŅõĶļÓ Ļ ßŅļ³°Õķ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ, „Õņ
ŌŅõŅ’ŅŌŅõĒÓ ŌŅõÓ. ▌“Ņ, Ņ„ÕŌĶõĒŅ, ’ŅĶ±§ŅõĶļŅ Ō ±Ķļ¾ ŌŅńĒĶĻĒŅŌÕĒĶ
ĶĒŃĶßĶ¾■∙ÕŃŅ ŌŅńõÕķ±“ŌĶ ńÓ ±„Õ“ ĒÓļĶ„Ķ Ō ŌŅõŅ’ŅŌŅõĒŅķ ŌŅõÕ ÓńļĶ„Ē¹§
§ĶņĶ„Õ±ĻĶ ÓĻ“ĶŌĒ¹§ õŅßÓŌŅĻ, ĻŅ“Ņ¹Õ Ķ ’ĶŌŅõĶļĶ Ļ ĶĒŃĶßĶ¾■∙Õņ¾ ŌŅńõÕķ±“ŌĶ■.
7.8.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ.
1. ╩ŅĒ±“¾Ļ÷ĶŅĒĒ¹Õ ņÓ“ÕĶÓļ¹
└╠Ń6,Ā └╠Ń5,Ā └╠Ń3,Ā 1š18═9ę,Ā ▌Ķ-654, š17═2 Ķ±’¹“ÓĒĒ¹Õ Ō ŅĻĶ±ļĶ“ÕļÕ └ęĀ ’Ņ ¾±ĻŅÕĒĒŅņ¾ ÕµĶņ¾ + 50Ņč
’ŅõŌÕŃļĶ±³ ĻŅŅńĶĶ ĒÕńĒÓ„Ķ“Õļ³ĒŅ. čĻŅŅ±“³ ĻŅŅńĶĶ ±’ļÓŌÓ └╠Ń6, Ņ’ÕõÕļÕĒĒÓ
’Ņ Ņ±ÓõĻÓņ Ō ’ÕÕ±„Õ“Õ ĒÓ ņÕ“Óļļ, ±Ņ±“ÓŌĶļÓ ĒÕ ßŅļÕÕ 1.10-5 ņņ/ŃŅõ.
2. ŽĶ õÓĒĒŅķ “Õņ’ÕÓ“¾Õ Ķ
±ĻŅŅ±“Ķ ĻŅŅńĶĶ ĻŅļĶ„Õ±“ŌŅ ņÕ§ÓĒĶ„Õ±ĻĶ§ Ņ±ÓõĻŅŌ ńÓ 10 ļÕ“ ņŅµÕ“ ±Ņ±“ÓŌĶ“³ Ō
ßÓĻÕ ÓĻÕ“¹ ĒÕ ßŅļÕÕ 60Ń. ė„Ķ“¹ŌÓ , „“Ņ Ō °Ó§“Õ “Õņ’ÕÓ“¾Ó ĒÕ ’ŅõĒĶņÓÕ“± Ō¹°Õ
25Ņč Ņ±ÓõĻŅŌ ß¾õÕ“ Õ∙Õ ņÕĒ³°Õ.
3. ėńļ¹ Ķ ÓŃÕŃÓ“¹ “Ņ’ļĶŌĒŅķ
±Ķ±“Õņ¹ ’Ņ±ļÕ ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶķ Ō “Õ„ÕĒĶÕ õŅ 450 ±¾“ŅĻ ’Ķ ÕµĶņÕ ėą-50
±Ņ§ÓĒĶļĶ ±ŌŅ■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ńÓ Ķ±Ļļ■„ÕĒĶÕņ ’¾µĶĒ Ō ßļŅĻÓ§ Óń·ÕņÓ.
ąÓń¾°ÕĒĶÕ Ō ĒĶ§ ’¾µĶĒ Ķń ±“ÓļĶ 3š13 Ō¹ńŌÓĒŅ Ō¹ ŌļÕĒĒŅķ ±ĻļŅĒĒŅ±“³■ ²“Ņķ
±“ÓļĶĀ Ļ ĻŅŅńĶŅĒĒŅņ¾ Ó±“Õ±ĻĶŌÓĒĶ■ Ō
└ę Ķ ²“Ó ±“Óļ³ ß¹ļÓ ńÓņÕĒÕĒÓ ĒÓ ±“Óļ³ 1š18═9ę.
4. ė±“ÓĒŅŌļÕĒŅ, „“Ņ
ĻŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ ±’ļÓŌÓ └╠├6 ĒÕ ±ĒĶµÓÕ“± ’Ķ ŌŌÕõÕĒĶĶ ±ļÕõ¾■∙Ķ§
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ņ’ÕÓ÷Ķķ: 2-§ ĻÓ“ĒŅķ ’ŅõŌÓĻĶ ±ŌÓĒŅŃŅ °ŌÓ, ’ŅĻÓ“ĻĶ
ŅĻŅļŅ°ŅŌĒŅķ ńŅĒ¹, ±ŌÓĻĶ Ō õŌÓ ’Ņ§ŅõÓ, ’ŅõŌÓĻĶ ± ÕÕ ’ŅĻÓ“ĻŅķ.
5. ╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³
±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ ĒÓŃÓ“ŅŌÓĒĒŅŃŅĀ
±’ļÓŌÓ └╠Ń6 ÕńĻŅ ’ÓõÓÕ“ ’Ņ±ļÕ ’ÕõŌÓĶ“Õļ³Ē¹§ õŅ’ŅļĒĶ“Õļ³Ē¹§Ā ĒÓŃÕŌŅŌ, „“Ņ ±Ō ńÓĒŅ ± ĶńņÕĒÕĒĶÕņ
ņĶĻŅ±“¾Ļ“¾¹ ±’ļÓŌÓ ńÓ ±„Õ“ Ō¹’ÓõÕĒĶ ßÕ“Ó-¶Óń¹ ’Ņ ŃÓĒĶ÷Óņ ńÕÕĒ Ķ ÕÕ
’ÕĶņ¾∙Õ±“ŌÕĒĒŅķ ĻŅŅńĶĶ Ō └ę.
6. ŽŅ Õń¾ļ³“Ó“Óņ Ķ±’¹“ÓĒĶķ
Ņ’ÕõÕļÕĒ¹ ĻĶ“Ķ„Õ±ĻĶÕ ĒÓ’ µÕĒĶ , ĒĶµÕ ĻŅ“Ņ¹§ ĻŅŅńĶŅĒĒŅŃŅ Ó±“Õ±ĻĶŌÓĒĶ ĒÕ
ĒÓßļ■õÓÕ“± ’Ņ±ļÕ ’ÕõŌÓĶ“Õļ³Ē¹§ ĒÓŃÕŌŅŌ, ńĒÓ„ÕĒĶÕ ĻŅ“Ņ¹§ õļ Ā └╠Ń6-═ ±Ņ±“ÓŌĶļŅ 23 ĻŃ/ņņ2.
7. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ
¾±“ÓĒŅŌļÕĒŅ, „“Ņ ĒÓļĶ„ĶÕ ĒÕ ±Ē “ŅŃŅ ’Ņ’ļÓŌÓ ±ŌÓĒŅŃŅ °ŌÓ, Ōļ ■∙ÕŃŅ± Ā ĻŅĒ÷ÕĒ“Ó“ŅŅņ ĒÓ’ µÕĒĶķ,Ā Ō “Ķ ÓńÓ ±ĒĶµÓÕ“ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³
±’ļÓŌÓ └╠Ń6-═ Ō ŅĻĶ±ļĶ“ÕļÕ └ę, Ō ±Ķļ¾ „ÕŃŅ ’Ņ’ļÓŌ õŅļµÕĒ ±ĒĶņÓ“³± .
8. ė±“ÓĒŅŌļÕĒŅ, „“Ņ ±’ļÓŌ
└╠Ń6-═ ’Ķ Ō¹õÕµĻÕ ’Ņõ ĒÓŃÕŌŅņ 50Ņč Ō “Õ„ÕĒĶĶ 1000 „Ó±ŅŌ Ō
ŅĻĶ±ļĶ“ÕļÕ └ę “Õ Õ“ ’Ņ„ĒŅ±“³ ĒÓ 10%, Ó ±’ļÓŌ └╠Ń6-╠ ĒÓŅßŅŅ“ ’ŅŌ¹°ÓÕ“ ±ŌŅ■
’Ņ„ĒŅ±“³ ĒÓ 6%, „“Ņ õŅļµĒŅ ¾„Ķ“¹ŌÓ“³± ’Ķ ’ŅŌÕõÕĒĶĶ ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶ §
’Ņõ ĒÓ’ µÕĒĶÕņ. ŽŅ„ĒŅ±“³ ±’ļÓŌŅŌ ĒÕ ņÕĒ Õ“± ’Ķ “Ņķ µÕ Ō¹õÕµĻÕ Ō “Õ§ µÕ
¾±ļŅŌĶ § ĒÓ ŌŅńõ¾§Õ ßÕń ŌŅńõÕķ±“ŌĶ └ę.
9. ╚±’¹“ÓĒĶ Ō └ę ĒÓ
ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ Ō ±ĻŅßÓ§ ĒÕ ’ŅńŌŅļ Õ“ Ō¹ ŌĶ“³ ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ
ŅßÓń÷ŅŌ ±’ļÓŌÓ └╠Ń6-╠, ’ŅõŌÕŃÓŌ°Ķ§± ĒÓŃÕŌ¾. ─ļ Ā └╠Ń6-═ ±’ļÓŌÓ Ķ±’¹“ÓĒĶ Ā Ō
±ĻŅßÓ§, ’Ķ ĻŅ“Ņ¹§ ŅßÓńÕ÷ ’ŅõŌÕŃÓÕ“± ĶńŃĶßĒ¹§ ĒÓ’ µÕĒĶ ņ, Ōļ ■“± ßŅļÕ
µÕ±“ĻĶņĶ ’Ņ ±ÓŌĒÕĒĶ■ ± Ķ±’¹“ÓĒĶ ņĶ Ō ¾±“ÓĒŅŌĻÕ ─Ž-ą, ¾ ĻŅ“ŅŅķ ŅßÓńÕ÷
’ŅõŌÕŃÓÕ“± ÓŌĒŅņÕĒ¹ņ Ó±“ ŃĶŌÓ■∙Ķņ ĒÓ’ µÕĒĶ ņ.
10. ŽĶ Ķ±’¹“ÓĒĶ § ĒÓ
ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ Ō └ę ± ’ŅŌ¹°ÕĒĒ¹ņĶ “Õ§ĒŅļŅŃĶ„Õ±ĻĶņĶ ’ĶņÕ± ņĶ Ķ§
’ŅŌ¹°ÕĒĶÕ ±ļÕõ¾Õ“ ’ŅŌŅõĶ“³ ĒÕ õŅßÓŌĻŅķ ŌŅõ¹, Ó õŅßÓŌĻŅķ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹,
’Ņ±ĻŅļ³Ļ¾ ĻŅŅńĶŅĒĒÓ ÓĻ“ĶŌĒŅ±“³ └ę Ō ²“Ķ§ ±ļ¾„Ó § ±¾∙Õ±“ŌÕĒĒŅ ÓńļĶ„ÓÕ“± .
─ŅßÓŌĻĶ ŌŅõ¹ Ō ņÓļ¹§ ĻŅļĶ„Õ±“ŌÓ§ õŅ 0,4% ’ĶŌŅõĶ“ Ļ ±ĒĶµÕĒĶ■ ĻŅŅńĶŅĒĒŅķ
ÓĻ“ĶŌĒŅ±“Ķ Ķ Ōļ Õ“± ĒÓŅßŅŅ“ ĶĒŃĶßĶ¾■∙Ķņ ņÕ“ŅõŅņ, „“Ņ Ķ±’Ņļ³ńŅŌÓĒŅ õļ └ę,
’ÕõĒÓńĒÓ„ÕĒĒŅŃŅ õļ õŌĶŃÓ“ÕļÕķ ± ņÓļ¹ņĶ ∙Õļ ņĶ, ÓßŅ“Ó■∙Ķ§ Ō ĻŅ±ņŅ±Õ.
Ā(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±.
7.3.1ą ¢ 7.4.5ą ßÓ“ Ķń ¶ÓķļÓ ±Ņ ±ĻÓĒĶŅŌÓĒĶÕņ. ┬¹’¾±Ļ 3)
Ā
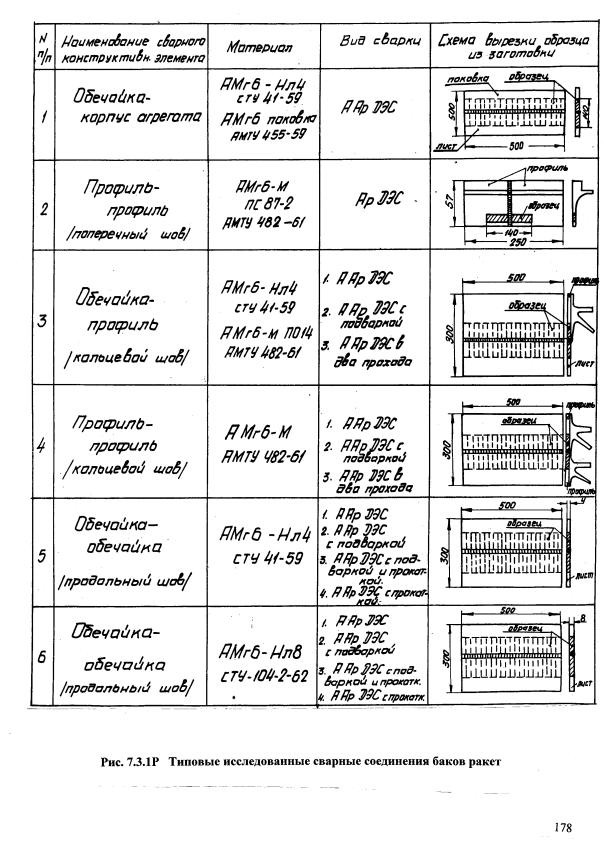
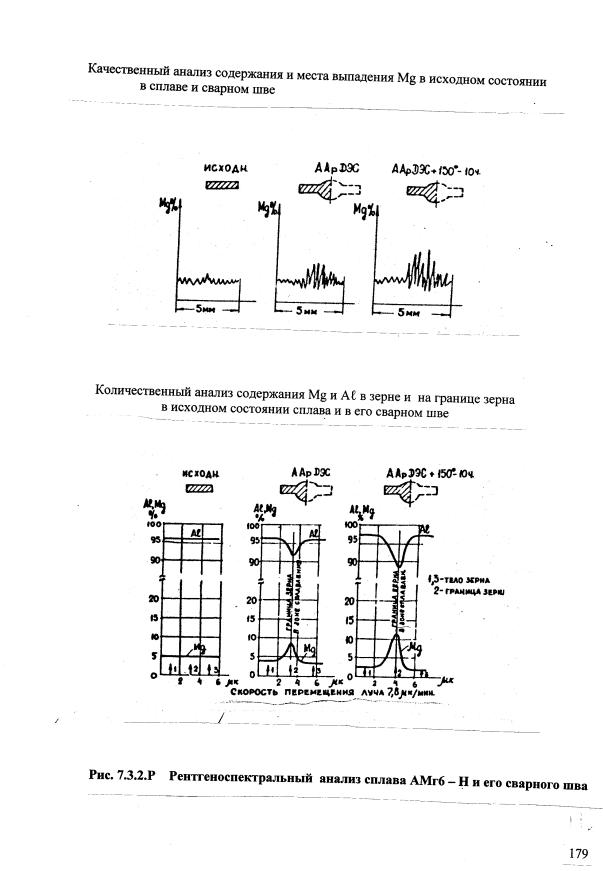
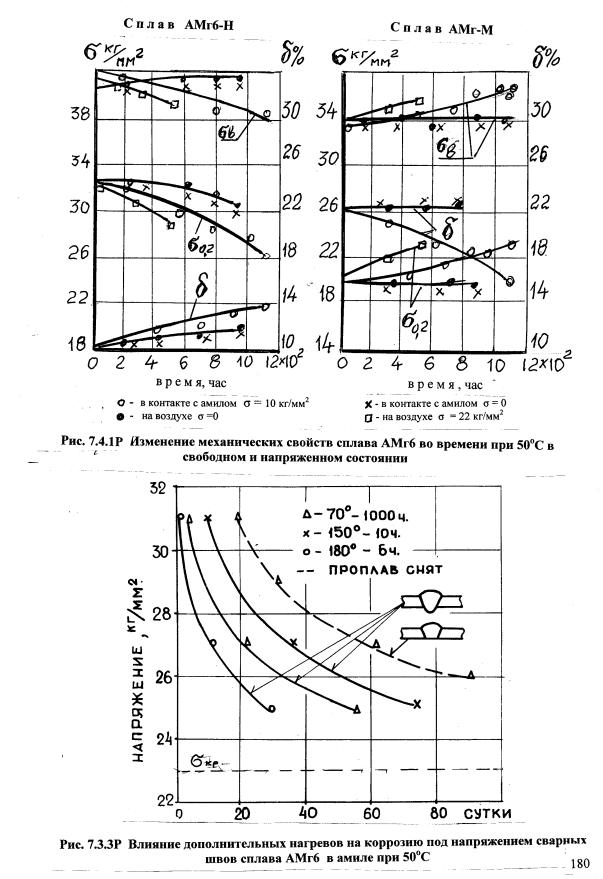
Ā
ĀĀĀĀĀĀ
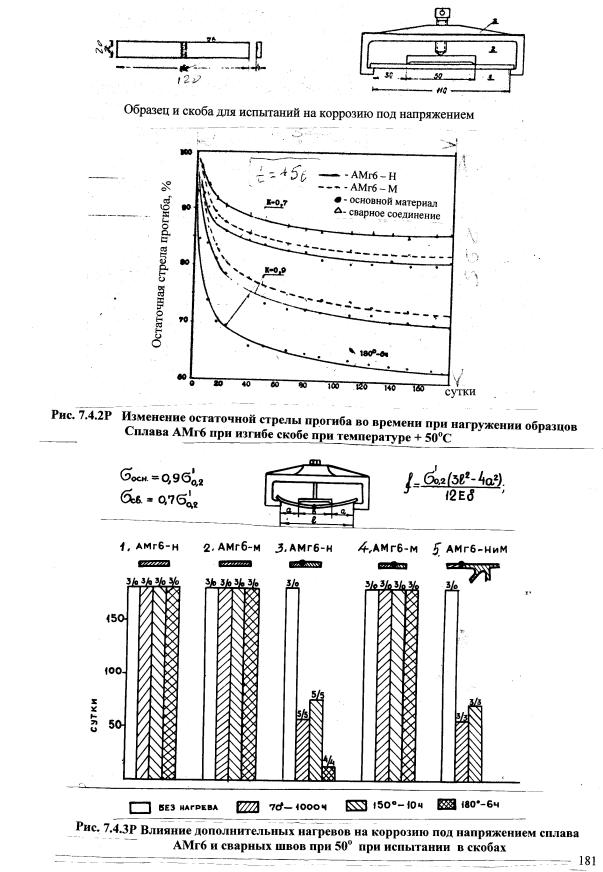
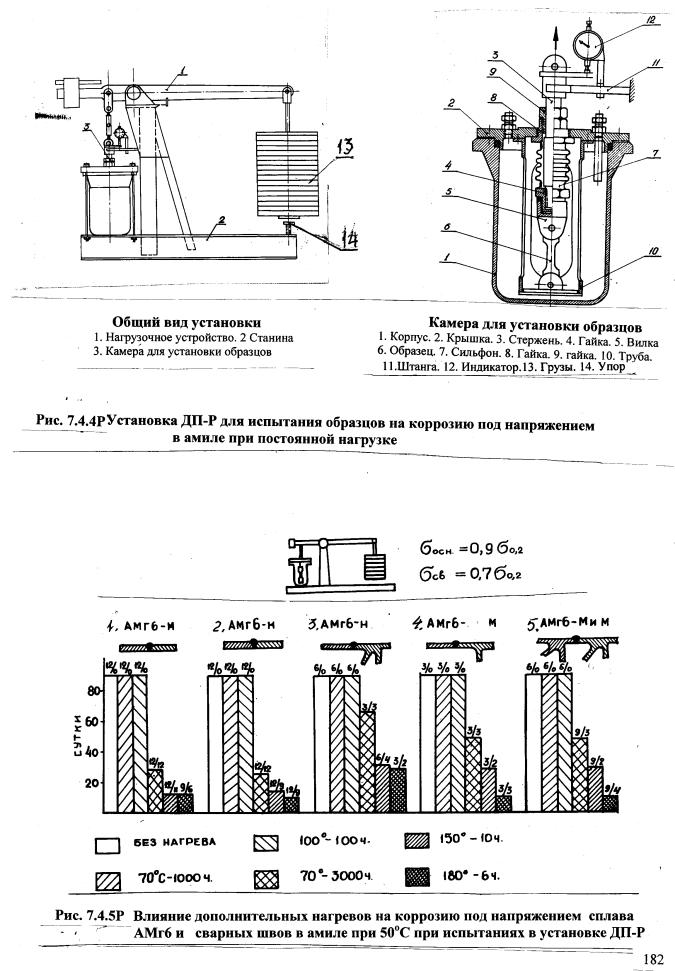
├ļÓŌÓ 8ĀĀĀ ─╚įįėŪ╚╬══└▀ĀĀ Žą╬═╚ų└┼╠╬čę▄Ā ╚Ā └─č╬ą┴ų╚▀Ā └ęĀĀ
╚ĀĀ ═─╠├
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čę┼═╩└╠╚
┴└╩╬┬.
8.1. ╚±±ļÕõŅŌÓĒĶÕ
õĶ¶¶¾ńĶŅĒĒŅķ ’ŅĒĶ÷ÓÕņŅ±“Ķ └ę Ķ ═─╠├ Ō Óļ■ņĶĒĶÕŌ¹Õ ±’ļÓŌ¹.
Ā ŽŅ÷Õ±± ’Ņõ¾ŌĻĶ ßÓĻŅŌ, ’ŅŌŅõ ∙Ķķ± Ā ± ÷Õļ³■ ¾õÓļÕĒĶ ’ÓŅŌŅķ ¶Óń¹ ’Ņ±ļÕ ±ļĶŌÓ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ,
±Ņ’ŅŌŅµõÓÕ“± ’ŅŌ¹°ÕĒĶÕņ, ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ, ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ÕņĻŅ±“ § ńÓ ±„Õ“
Ō¹õÕļÕĒĶ Ņ±“ÓŌ°Ķ§± Ķ ĒÕ ¾õÓļÕĒĒ¹§ ’Ņõ¾Ļ“Ó§ ĒÓ ±“ÕĒĻÓ§ ÕņĻŅ±“Ķ, „“Ņ
’Ņ“ÕßŅŌÓļŅ Ķń¾„ÕĒĶ ²“ŅŃŅ ’Ņ÷Õ±±Ó.
ĀĀ ŽŅõ¾ŌĻÓ °“Ó“Ē¹§ ĶńõÕļĶķ ’ŅĶńŌŅõĶ“± ±¾§Ķņ ÓńŅ“Ņņ ±
“Õņ’ÕÓ“¾Ņķ ĒÕ ßŅļÕÕ 50Ņč, ±ŅõÕµÓĒĶÕņ ĻĶ±ļŅŅõÓ ĒÕ ßŅļÕÕ 45 ’Ķ
’Ņõ¾ŌĻÕ ÕņĻŅ±“Õķ ═─╠├. ╬“õ¾ŌĻÓ ’ŅĶńŌŅõĶ“± õŅ ±“ÓßĶļ³ĒŅŃŅ õŅ±“ĶµÕĒĶ ĻŅĒ÷ÕĒ“Ó÷Ķķ
’Ņ └ę ÓŌĒŅķ 0,01 ņŃ/ļ Ķ 0,03 ņŃ/ļ ’Ņ ═─╠├. ŽŅõŅļµĶ“Õļ³ĒŅ±“³ Ņ“õ¾ŌĻĶ °“Ó“ĒŅŃŅ
ĶńõÕļĶ ±Ņ±“ÓŌļ Õ“ 25 ±¾“ŅĻ, Ķń ĻŅ“Ņ¹§ 15 ±¾“ŅĻ Ņ“ŌŅõĶ“± ĒÓ ’ŅõŃŅ“ŅŌĻ¾.
šÓÓĻ“Õ ĶńņÕĒÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ÕņĻŅ±“ § ŌŅ ŌÕņ Ņ“õ¾ŌĻĶ ’Õõ±“ÓŌļÕĒ ĒÓ
Ķ±¾ĒĻÕ ąĶ±.8.1.1ą. ╚ńņÕĒÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŌŅ ŌÕņÕĒĶ ’Ņ±ļÕ Ņ“õ¾ŌĻĶ
’Õõ±“ÓŌļÕĒŅ ĒÓ ąĶ±. 8.1.2ą. ╚ń ĒÕŃŅ ŌĶõĒŅ, „“Ņ ĻŅĒ÷ÕĒ“Ó÷Ķ Ó±“Õ“ Ķ ²“Ņ
’ĶŌŅõĶ“ Ļ ĒÕŅߧŅõĶņŅ±“Ķ ’ŅŌŅõĶ“³ ĒŅŌ¾■ ’Ņõ¾ŌĻ¾, „“Ņ ŌļÕ„Õ“ ńÓ ±ŅßŅķ
õŅ’ŅļĒĶ“Õļ³Ē¹Õ ńÓ“Ó“¹.
ĀĀ ąŅ±“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ÕņĻŅ±“ § ’ŅĶ±§ŅõĶ“ ńÓ ±„Õ“ Ō¹õÕļÕĒĶ
’Ņõ¾Ļ“Ó, ĻŅ“Ņ¹ķ ’ŅĶ±§ŅõĶ“: ńÓ ±„Õ“ ÕõĶ¶¾ńĶĶ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ’Ņõ¾Ļ“Ó Ō
“Ņļ∙¾ ņÕ“ÓļļÓ, Ō¹õÕļÕĒĶ ±ĻŅĒõÕĒ±ĶŅŌÓŌ°ÕŃŅ± ’Ņõ¾Ļ“ÓĀ Ō ’ŅŌÕ§ĒŅ±“Ē¹§ ņĶĻŅ’ŅÓ§ ņÕ“ÓļļÓ Ķ
õÕ±Ņß÷ĶĶ Óõ±ŅßĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ÕņĻŅ±“Ķ. ąÓ±±ņŅ“Ķņ
’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ ĻÓµõ¹ķ Ķń ²“Ķ§ ¶ĶńĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ.
ĀĀ ┬ ĒÓ±“Ņ ∙ÕÕ ŌÕņ ĶņÕÕ“± ßŅļ³°ŅÕ „Ķ±ļŅ ÓßŅ“ ’Ņ±Ō ∙ÕĒĒ¹§
Ķń¾„ÕĒĶ■ õĶ¶¶¾ńĶĶ Ō “ŌÕõ¹§ “ÕļÓ§, Ō “Ņņ „Ķ±ļÕ Ķ Ō ņÕ“ÓļļÓ§. ╬õĒÓĻŅ ŌŅ Ō±Õ§ Ō±Õ
²“Ķ§ ÓßŅ“Ó Ķń¾„ÓÕ“± õĶ¶¶¾ńĶ ŃÓńŅŌ ’Ķ Ō¹±ŅĻĶ§ “Õņ’ÕÓ“¾Ó§ Ķ õÓŌļÕĒĶ §. ŽĶ
ĒŅņÓļ³ĒŅķĀĀĀĀĀ “Õņ’ÕÓ“¾Õ Ķ ĒÕßŅļ³°Ķ§
õÓŌļÕĒĶ õĶ¶¶¾ńĶ ŃÓńŅŌ Ō “ŌÕõ¹§ “ÕļÓ§, ’ÓĻ“Ķ„Õ±ĻĶ, ĒÕ Ķń¾„ÓļÓ±³ Ķ ’Ņ ²“Ņķ
’ŅßļÕņÓ“ĶĻÕ ļĶ“ÕÓ“¾Ó Ņ“±¾“±“Ō¾Õ“. ▌“Ņ ±Ō ńÓĒŅ ± “Õņ, „“Ņ Ō “ÓĻĶ§ ¾±ļŅŌĶ §
õĶ¶¶¾ńĶ µĶõĻŅ±“Õķ Ķ ŃÓńŅŌ „ÕÕń ĻĶ±“ÓļļĶ„Õ±Ļ¾■ Õ°Õ“Ļ¾, ĒÕ ĶņÕ■∙Õķ
õÕ¶ÕĻ“ŅŌ,Ā ĻÓķĒÕ ņÓļÓ.
ĀĀ ┬ õÕķ±“ŌĶ“Õļ³ĒŅ±“Ķ, Ō ÕÓļ³ĒŅ ’ĶņÕĒ Õņ¹§ ±’ļÓŌÓ§,Ā ±“¾Ļ“¾Ó ĻĶ±“ÓļļĶ„Õ±ĻŅķ Õ°Õ“ĻĶ õÓļÕĻŅ ĒÕ
±ŅŌÕ°ÕĒĒÓ. ─Õ¶ÕĻ“ÓņĶ ĻĶ±“ÓļļĶ„Õ±ĻŅķ Õ°Õ“ĻĶ ±’ļÓŌŅŌ Ōļ ■“± , ĒÓ’ĶņÕ, ĻŅĒ÷ÕĒ“Ó÷ĶĶ
ŌÓĻÓĒ±Ķķ, ĻŅ“Ņ¹Õ ŅßÓń¾■“± ’Ķ ÓńļĶ„Ē¹§ ŌĶõÓ§ ŅßÓßŅ“ĻĶ ņÕ“ÓļļŅŌ. ═ÕĻŅ“Ņ¹Õ
ÓŌ“Ņ¹ [105─,106─,107─] Ņ“ņÕ„Ó■“, „“Ņ ±ĻŅŅ±“³ õĶ¶¶¾ńĶĶ ’ŅĀ ŃÓĒĶ÷Óņ ńÕÕĒ ĒÓ ĒÕ±ĻŅļ³ĻŅ ’Ņ õĻŅŌ Ō¹°Õ,
„Õņ „ÕÕń ĻĶ±“ÓļļĶ„Õ±Ļ¾■ Õ°Õ“Ļ¾ ńÕĒÓ. ▌“Ņ Ņß¾±ļÓŌļĶŌÓÕ“± “Õņ, „“Ņ ĒÓ
ŃÓĒĶ÷Õ ńÕÕĒ ĻĶ±“ÓļļĶ„Õ±ĻÓ Õ°Õ“ĻÓ ±Ķļ³ĒŅ Ķ±ĻÓµÕĒÓ. ┴Ņļ³°Ó Óń¹§ļÕĒĒŅ±“³ Ō
²“Ķ§ ņÕ±“Ó§ ’ŅńŌŅļ Õ“ õĶ¶¶¾ĒõĶ¾■∙Õņ¾Ā
Ó“Ņņ¾ ńĒÓ„Ķ“Õļ³ĒŅ ß¹±“ÕÕ, „Õņ „ÕÕń ±ÓņŅ ńÕĒŅ.
ĀĀĀ ─¾ŃĶņ ¶ÓĻ“ŅŅņ, ŅßļÕŃ„Ó■∙Ķņ ’Ņ÷Õ±± õĶ¶¶¾ńĶĶ ŃÓńŅŌ Ō ņÕ“Óļļ¹,
Ōļ Õ“± ’ŅļĶĻĶ±“ÓļļĶ„Õ±ĻĶķ ±Ņ±“ÓŌ ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļŅŌ, ’ŅõŌÕŃÓ■∙Ķ§±
±ļŅµĒŅķ ņÕ§ÓĒĶ„Õ±ĻŅķ ŅßÓßŅ“ĻÕ, ĻŅ“ŅÓ ŅßļÕŃ„ÓÕ“ ’ŅõŌĶµĒŅ±“³ Ó“ŅņŅŌ ĒÕ “Ņļ³ĻŅ
ĒÓ ±Ņß±“ŌÕĒĒŅ ’ŅŌÕ§ĒŅ±“Ķ, ĒŅ Ķ Ō ĒÕĻŅ“ŅŅņ ’Ķ’ŅŌÕ§ĒŅ±“ĒŅņ ±ļŅÕ, ±Ņ±“Ņ ∙Õņ Ķń
ĒÕ±ĻŅļ³ĻĶ§ ±ļŅÕŌ Ó“ŅņŅŌ.
ĀĀ čŌÓĒ¹Õ °Ō¹ Ķ ŅĻŅļŅ°ŅŌĒÓ ńŅĒÓ ņŅŃ¾“ ±ŅńõÓŌÓ“³ ßļÓŃŅ’Ķ “Ē¹Õ
¾±ļŅŌĶ õļ õĶ¶¶¾ńĶĶ ńÓ ±„Õ“ ńÓ ±„Õ“ ±¾∙Õ±“ŌÕĒĒŅŃŅ Ķ±ĻÓµÕĒĶ ĻĶ±“ÓļļĶ„Õ±ĻŅķ
Õ°Õ“ĻĶ Ō ²“Ķ§ ņÕ±“Ó§, ŅßÓńŅŌÓĒĶ ÓńļĶ„Ē¹§ ļŅĻÓļ³Ē¹§ õÕ¶ÕĻ“ŅŌ, “ÓĻĶ§ ĻÓĻ
’¾ń¹Õķ, ¹§ļŅ“, ÓĻŅŌĶĒ, ŅĻĶ±Ē¹§ ’ļÕĒ Ķ õ¾ŃĶ§. ┴¹ļŅ “ÓĻµÕ Ņ“ņÕ„ÕĒŅ, „“Ņ §ŅŅ°Ó
Óõ±Ņß÷ĶŅĒĒÓ ±’Ņ±ŅßĒŅ±“³ ņÕ“ÓļļŅŌ ’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ õĶ¶¶¾ĒõĶ¾■∙Ķņ ŃÓńÓņ ¾±ĻŅ Õ“
’Ņ÷Õ±± õĶ¶¶¾ńĶĶ.
ĀĀ ąÓßŅ“¹ ’Ņ Ķń¾„ÕĒĶ■ õĶ¶¶¾ńĶĶ ±ŌŅõ “± , Ō Ņ±ĒŅŌĒŅņ, Ļ Ņ’ÕõÕļÕĒĶ■
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶ. ŽĶ ²“Ņņ ¾„Ķ“¹ŌÓÕ“± , „“Ņ õĶ¶¶¾ńĶ Ōļ Õ“± ’Ņ÷Õ±±Ņņ,
Ņ±¾∙Õ±“ŌļÕĒĶÕ ĻŅ“ŅŅŃŅ “Õ±ĒŅ ±Ō ńÓĒŅ ± ²ĒÕŃÕ“Ķ„Õ±ĻĶņĶ ±’Ņ±ŅßĒŅ±“ ņĶ Ķ
±“ŅÕĒĶÕņ ĻĶ±“ÓļļĶ„Õ±ĻŅķ Õ°Õ“ĻĶ, §ĶņĶ„Õ±ĻŅķ ’ĶŅõŅķ Ķ ÓńņÕÓņĶ Ó“ŅņŅŌ ±Õõ¹
Ķ õĶ¶¶¾ĒõĶ¾■∙ÕŃŅ ŌÕ∙Õ±“ŌÓ.
Ā ┬ ’ÕŅßļÓõÓ■∙Õņ ßŅļ³°ĶĒ±“ŌÕ ÓßŅ“ Ó±±ņÓ“ĶŌÓ■“± Ķ±Ļļ■„Ķ“Õļ³ĒŅ
’Ņ÷Õ±±¹ õĶ¶¶¾ńĶĶ ’Ņ±“¹§ ŃÓńŅŌ ═2, ╬2, N2 Ķ õ¾ŃĶ§. ─ÓĒĒ¹§ Ņ
ŌŅńņŅµĒŅ±“Ķ ’ŅĒĶĻĒŅŌÕĒĶ Ō ņÕ“Óļļ “ÓĻĶ§ ±ļŅµĒ¹§ ņŅļÕĻ¾ļ, ĻÓĻĶņĶ Ōļ ■“± └ę Ķ
═─╠├, Ō ļĶ“ÕÓ“¾Õ ĒÕ ĶņÕÕ“± . ŽÕŌŅķ Ō ²“Ņņ ĒÓ’ÓŌļÕĒĶĶ ß¹ļÓ ÓßŅ“Ó [108]. ┬
²“Ņķ ÓßŅ“Õ ĒÓ Ņ±ĒŅŌÓĒĶĶ ²Ļ±’ÕĶņÕĒ“ŅŌ Ķ Ó±„Õ“ŅŌ ß¹ļÓ ’ŅĻÓńÓĒÓ ŌŅńņŅµĒŅ±“³
õĶ¶¶¾ńĶŅĒĒŅŃŅ ’ŅĒĶĻĒŅŌÕĒĶ ═─╠├ Ķ └ę Ō ±’ļÓŌ └╠Ń6 Ķ Ó±±„Ķ“ÓĒ¹ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ Ķ§
õĶ¶¶¾ńĶĶ Ō ±’ļÓŌÕ └╠Ń6, ĻŅ“Ņ¹Õ ±Ņ±“ÓŌĶļĶ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─└ę = 2,2.10-13 ±ņ2/±ÕĻĀĀĀĀĀĀĀĀĀĀĀĀĀ ─═─╠├ = 2,45.1013
±ņ2/±ÕĻ
Ā╬õĒÓĻŅ ¾ĻÓńÓĒĒ¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ß¹ļĶ Ņ’ÕõÕļÕĒ¹ õŅ±“Ó“Ņ„ĒŅ
’ĶßļĶµÕĒĒŅ Ķ “ÕßŅŌÓļĶ õÓļ³ĒÕķ°ÕŃŅ ¾“Ņ„ĒÕĒĶ . č ²“Ņķ ÷Õļ³■ Ō ÓßŅ“Õ [109 ]
ß¹ļŅ ’ŅŌÕõÕĒŅ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ └ę, ĻÓĻ ßŅļÕÕ ÓŃÕ±±ĶŌĒŅņ¾ ĻŅņ’ŅĒÕĒ“¾ :
-¾“Ņ„ĒÕĒĶÕ ņÕ“ŅõĶĻĶ
Ņ’ÕõÕļÕĒĶ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ŌÕ∙Õ±“ŌÓ Ō “Ņļ∙¾ ņÕ“ÓļļÓ,
-Ņ’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ
±“¾Ļ“¾¹ ±’ļÓŌÓ ĒÓ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ.
═Ó Ņ±ĒŅŌÓĒĶĶ ²“Ķ§
Ķ±±ļÕõŅŌÓĒĶķ ß¹ļĶ ¾“Ņ„ĒÕĒ¹ Ō¹°Õ ’ĶŌÕõÕĒĒ¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹.
ĀĀ ┬ Ņ±ĒŅŌ¾ õÓļ³ĒÕķ°ÕŃŅ ’ŅŌÕõÕĒĶ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļÓ ’ŅļŅµÕĒÓ
ņÕ“ŅõĶĻÓ ÓßŅ“¹ [108], ±¾∙ĒŅ±“³ ĻŅ“ŅŅķ ńÓĻļ■„ÓÕ“± Ō ĻŅļĶ„Õ±“ŌÕĒĒŅņ
Ņ’ÕõÕļÕĒĶĶ └ę ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ŅŌ õŅ Ķ ’Ņ±ļÕ ±Ē “Ķ ±ļŅÕŌ ņÕ“ÓļļÓ “Ņļ∙ĶĒŅķ
ĒÕ±ĻŅļ³ĻŅ ņĶĻŅĒ ’¾“Õņ ÕŃŅ “ÓŌļÕĒĶ Ō Ó±“ŌŅÕ ∙ÕļŅ„Ķ. ╬’ÕõÕļÕĒĶÕ └ę
’ŅĶńŌŅõĶļŅ±³ ’¾“Õņ ÓĒÓļĶńÓ ’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ ∙ÕļŅ„Ķ Ō ĻŅ“ŅŅņ
’ŅĶńŌŅõĶļŅ±³ “ÓŌļÕĒĶÕ ņÕ“ÓļļÓ. ╩ŅļĶ„Õ±“ŌÕĒĒŅÕ Ņ’ÕõÕļÕĒĶÕ └ę. ’ÕÕ°Õõ°ÕŃŅ Ō
’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ,ĀĀ ’ŅĶńŌŅõĶļŅ±³
ÕÓĻ“ĶŌŅņ ├Ķ±±Ó-╚ļŅ±ŌÓ ’Ņ ņÕ“ŅõĶĻÕ ├╚Žš [110].
ĀĀ ┬ ’Ņ÷Õ±±Õ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļÓ Ņ“ÓßŅ“ÓĒÓ ņÕ“ŅõĶĻÓ Ņ’ÕõÕļÕĒĶ └ę
Ō ’ŅŃļŅ“Ķ“Õļ³ĒŅņ Ó±“ŌŅÕ ± ¾„Õ“Ņņ ŌÕņÕĒĶ ÓńļŅµÕĒĶ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ Ō ŌŅõÕ.
ūÓ±“Ņ“Ó Ņ“ßŅÓ ’Ņß ’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ õļ ÓĒÓļĶńÓ N2╬4 Ņ’ÕõÕļ Õ“±
ŌÕļĶ„ĶĒŅķ ÕÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’Ķ ’ÕŌŅņ ÓĒÓļĶńÕ. ŽĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ņ“ 90 õŅ150
ņŃ/ļĀ ÓĒÓļĶń ’ŅŌŅõĶ“± „ÕÕń ĻÓµõ¹ķ
„Ó±, ’Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ņ“ 50 õŅ 90 ņŃ/ļ „ÕÕń ĻÓµõ¹Õ “Ķ „Ó±Ó, ’Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ
Ņ“ 20 õŅ 50 ņŃ/ļ ŅõĶĒ Óń Ō ±¾“ĻĶ. ŽŅ±ļÕ ĻÓµõŅŃŅ ÓĒÓļĶńÓ ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ
ńÓņÕĒ “± Ā ĒŅŌ¹ņ. ┬ ±ļ¾„ÓÕ Ņ“±¾“±“ŌĶ └ę
Ō ’ŅßÕ ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ ĒÕ ņÕĒ Õ“± Ō “Õ„ÕĒĶÕ “Õ§ õĒÕķ. ŽĶ ’ŅŌ“ŅÕĒĶĶ
Ē¾ļÕŌŅŃŅ Õń¾ļ³“Ó“Ó Ō¹õÕµĻÓ ŅßÓń÷ŅŌ Ō Ó±“ŌŅÕ ’ÕĻÓ∙ÓÕ“± , Ó ²“Ņ“ ĒŅņÕ
’Ņß¹ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņß Ņ“±¾“±“ŌĶĶ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ŌÕ∙Õ±“ŌÓ ĒÓ ²“Ņķ
Ńļ¾ßĶĒÕ ņÕ“ÓļļÓ. ─ÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅŌŅõĶļĶ±³ Ō ±ļÕõ¾■∙Õņ ’Ņ õĻÕ.
ĀĀ čŌÓĒ¹Õ ŅßÓń÷¹ ±’ļÓŌŅŌ └╠Ń6-═ Ķ ╠, └─1-╠ ÓńņÕŅņ 100§50§3 ņņ
±Ā Ķ§ ŅĻŅļŅ°ŅŌĒŅķ ńŅĒŅķ ’Ó“Ķ ņ ’Ņ 50
°“¾Ļ Ō¹õÕµĶŌÓļĶ±³ ’Ņõ õÓŌļÕĒĶÕ 3 Ó“ņ. Ō ŅĻĶ±ļĶ“ÕļÕ Ņ“ 6 ņÕ± ÷ÕŌ õŅ 1 ŃŅõÓ.
ŪÓ“Õņ ŅßÓń÷¹ ĶńŌļÕĻÓļĶ, Ņßõ¾ŌÓļĶ ±¾§Ķņ ŌŅńõ¾§Ņņ Ķ ’ŅņÕ∙ÓļĶ Ō ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ
Ó±“ŌŅ ’Ņ 5 °“¾Ļ Ō ±“ÓĻÓĒ. └ĒÓļĶń ’Ņß¹ ’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ ’ŅĶńŌŅõĶļĶ
’Ņ ÓĒÕÕ ĶńļŅµÕĒĒŅķ ņÕ“ŅõĶĻÕ.
ĀĀ ŽŅ±ļÕ ’ÕĻÓ∙ÕĒĶ Ō¹õÕļÕĒĶ N2╬4 Ā± ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ÓĀ Ķ§ “ÓŌĶļĶ 0,2% Ó±“ŌŅÕ ∙ÕļŅ„Ķ ĒÓ Ńļ¾ßĶĒ¾
Ņ“ 1 õŅ 7 ņĻ. Ķ ŌĒŅŌ³ ’ŅņÕ∙ÓļĶ Ō ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ. ▌“Ķ Ņ’ÕÓ÷ĶĶ
’ŅŌ“Ņ ļĶ±³ õŅ “Õ§ ’Ņ, ’ŅĻÓ ĒÓ ’ÕĻÓ∙ÓļŅ±³ Ō¹õÕļÕĒĶÕ └ę ± ’ŅŌÕ§ĒŅ±“Ķ
ŅßÓń÷ŅŌ. ŽŅļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ, ŅßÓßŅ“ÓĒĒ¹Õ ņÕ“Ņņ ĒÓĶņÕĒ³°Ķ§ ĻŌÓõÓ“ŅŌ, ’Ņ
ĻŅļĶ„Õ±“Ō¾ Ō¹õÕļÕĒĒŅŃŅ ŅĻĶ±ļĶ“Õļ ± ÓńĒ¹§ Ńļ¾ßĶĒ ņÕ“ÓļļÓ Ō±Õ§ ŅßÓń÷ŅŌ
’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 8.1.3ą. ŽŅ ²“Ķņ õÓĒĒ¹ņ Ó±±„Ķ“ÓĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ŅĻĶ±ļĶ“Õļ ,
±ŅõÕµÓ∙ÕŃŅ± Ō ņÕ“ÓļļÕ ’Ņ ÕŃŅ Ńļ¾ßĶĒÕ, ’Õõ±“ÓŌļÕĒĒÓ ĒÓ ąĶ±. 8.1.4ą. ┬
“ÓßļĶ÷Õ 8.1.1ę ’ĶŌÕõÕĒ¹ õÓĒĒ¹Õ ’Ņ Ņß∙Õņ¾ ĻŅļĶ„Õ±“Ō¾ └ę, ŅßĒÓ¾µÕĒĒŅŃŅ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ŅŌ õŅ “ÓŌļÕĒĶ Ķ Ō Ńļ¾ßĶĒÕ ņÕ“ÓļļÓ. ┬±Õ õÓĒĒ¹Õ, ’ĶŌÕõÕĒĒ¹Õ ĒÓ
Ķ±¾ĒĻÓ§ Ķ Ō “ÓßļĶ÷Õ Ó±±„Ķ“¹ŌÓļĶ±³ Ķ±§Ņõ Ķń ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷Ó ÓŌĒŅķ 500 ±ņ2.
└ĒÓļĶń ’Ņļ¾„ÕĒĒ¹§ õÓĒĒ¹§ ’ŅĻÓń¹ŌÓÕ“ ±ļÕõ¾■∙ÕÕ.
ĀĀ ═Óßļ■õÓÕ“± Ņ’ÕõÕļÕĒĒÓ ńÓĻŅĒŅņÕĒŅ±“³Ā Ō §ÓÓĻ“ÕÕ Ō¹õÕļÕĒĶ └ę ± ’ŅŌÕ§ĒŅ±“Ķ õŅ
“ÓŌļÕĒĶ Ķ Ķń Ńļ¾ßĶĒ¹ ņÕ“ÓļļÓ Ō ’Ņ÷Õ±±Õ ÕŃŅ “ÓŌļÕĒĶ , ±Ņ±“Ņ ∙Ó Ō ±ļÕõ¾■∙Õņ.
┬Ņ Ō±Õ§ ŅßÓń÷Ó§ ¾ņÕĒ³°ÓÕ“± ĻŅļĶ„Õ±“ŌŅ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ŌÕ∙Õ±“ŌÓ ±
¾ŌÕļĶ„ÕĒĶÕņ Ńļ¾ßĶĒ¹ “ÓŌļÕĒĶ .Ā ═Ó
ŅßÓń÷Ó§ ±’ļÓŌÓ └╠Ń-═ ŅßĒÓ¾µÕĒŅ ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ └ę ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Ķ
ńĒÓ„Ķ“Õļ³ĒŅ ņÕĒ³°Õ ŌŅ ŌĒ¾“ÕĒĒĶ§ ±ļŅ § ’ ±ÓŌĒÕĒĶ■ ± õ¾ŃĶņĶ ŅßÓń÷Óņ. ╬ßÓń÷¹
±’ļÓŌÓ └╠Ń6-╠, ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ĻŅ“Ņ¹§, ŅßĒÓ¾µÕĒŅ ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ └ę,
±ŅõÕµĶ“ ĒÓĶßŅļ³°ÕÕ ÕŃŅ ĻŅļĶ„Õ±“ŌŅ Ķ ŌŅ ŌĒ¾“ÕĒĒĶ§ ±ļŅ §. ┬ ±’ļÓŌÕ └─1-╠
ĻŅļĶ„Õ±“ŌŅ └ę ŅßĒÓ¾µÕĒĒŅŃŅ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Ķ ĻŅļĶ„Õ±“ŌŅ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ Ō
Ńļ¾ßĶĒ¾ ’ĶņÕĒŅ ŅõĶĒÓĻŅŌŅ. ┬ ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ ±’ļÓŌÓ └╠Ń6 ĻŅļĶ„Õ±“ŌŅ └ę ĒÓ
’ŅŌÕ§ĒŅ±“Ķ Ķ ’ŅĒĶĻ°ÕŃŅ Ō Ńļ¾ßĶĒ¾ ±ÓņŅÕ ßŅļ³°ŅÕ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ Ō±ÕņĶ õ¾ŃĶņĶ
±’ļÓŌÓņĶ.
ĀĀ ŽŅ ’Ņļ¾„ÕĒĒ¹ņ õÓĒĒ¹ņ Ō¹„Ķ±ļÕĒ¹ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ,
’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷Õ 8.1.2ę, ĻŅ“Ņ¹Õ ņÓļŅ „Õņ Ņ“ļĶ„Ó■“± Ņ“ ÓĒÕÕ
’ĶŌŅõĶŌ°Ķ§± õļ ±’ļÓŌÓ └╠Ń6-═ Ķ ĒÓ ’Ņ õŅĻ ņÕĒ³°Õ õļ ±’ļÓŌÓ └─1-╠.
╩Ņ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ
Ō¹„Ķ±ļ ļ± ’Ņ ¶Ņņ¾ļÕ [108]:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QõĶ¶..π
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ.(8.1.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ.(8.1.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S2 č2Ņ
τ
ŃõÕ:Ā ─ ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ,Ā ±ņ2/±ÕĻ
ĀĀĀĀĀĀĀĀ QõĶ¶. ¢ ĻŅļĶ„Õ±“ŌŅ └ę,
’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅĀ Ō ņÕ“Óļ ńÓ ŌÕņ
ĻŅĒ“ÓĻ“Ó,Ā Ń
ĀĀĀĀĀĀĀĀ S - ’ļŅ∙Óõ³ ’ŅŌÕ§ĒŅ±“Ķ,
„ÕÕń ĻŅ“Ņ¾■ õĶ¶¶¾ĒõĶ¾Õ“ ŌÕ∙Õ±“ŌŅ,Ā ±ņ2
ĀĀĀĀĀĀĀĀ čŅ ¢ ĻŅĒ÷ÕĒ“Ó÷Ķ └ę Ō ļŅßŅŌŅņ ±ļŅÕ ņÕ“ÓļļÓ,
Ń/±ņ3
ĀĀĀĀĀĀĀĀ τĀ - ŌÕņ
õĶ¶¶¾ńĶĶ, ±ÕĻ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 8.1.1ę
|
Ā č’ļÓŌĀ |
┬Õņ ĻŅĒ“ÓĻ“Ó ± └ę,
ņÕ± ÷¹ |
╩Ņļ-ŌŅ └ę ĒÓ ’ŅŌÕ-“Ķ õŅ
“ÓŌļÕ-ĒĶ , ņĻŃ |
╬ß∙ÕÕ ĻŅļ-ŌŅ └ę ’Ņ±ļÕĀ “ÓŌļÕĒĶ ĀĀ ņĻŃ |
č¾ņņÓĒŅÕ ĻŅļ-ŌŅ └ę
ŅßĒÓ¾µÕĒĒŅÕ Ō ŅßÓń÷Õ, ņĻŃ |
ŽŅ±ļÕõĒ Ńļ¾ßĶĒÓ “Ó- ŌļÕĒĶ , ĒÓ ĻŅ“ŅŅķ ŅßĒÓ¾µÕĒ └ę, ņĻ |
╬ß∙Ó Ńļ¾ßĶĒÓ “ÓŌļÕĒĶ ,
ņĻ |
|
└╠Ń6-═ └╠Ń6- ═ └─1- ╠ └╠Ń6-╠ └╠Ń6-╠ ╬ĻŅļŅ∙ŅŌĒ. ĀĀ ńŅĒÓĀĀĀĀĀ |
ĀĀĀĀĀ 12 ĀĀĀĀĀĀĀ 6Ā ĀĀĀĀĀ 10,5 ĀĀĀĀĀĀĀ 7Ā ĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
|
ĀĀĀĀ 887 ĀĀĀĀ 480 ĀĀĀĀ 350 ĀĀĀĀ 146 ĀĀĀĀ 195ĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀ 330 ĀĀĀĀ 275 ĀĀĀĀ 444 ĀĀĀĀ 369 ĀĀĀĀ 723 |
ĀĀĀ 1197 ĀĀĀĀ 755 ĀĀĀĀ 794 ĀĀĀĀ 505 ĀĀĀĀ 918 |
ĀĀĀ 23,5 ĀĀĀ 19,7 ĀĀĀ 21,0 ĀĀĀ 16,0 ĀĀĀ 26,6 |
ĀĀĀ 27 ĀĀĀ 27,3 ĀĀĀ 21,0 ĀĀĀ 23,1 ĀĀĀ 29,3 |
ĀĀĀĀ
ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 8.1.2ę
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └─1-╠ĀĀĀĀĀĀĀĀĀĀĀĀĀ
└╠Ń6-═ĀĀĀĀĀĀĀĀĀ └╠Ń6-╠ĀĀĀĀĀĀĀĀ └╠Ń6-╠
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŅĻŅļŅ°. ńŅĒÓ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ĀĀ
±ņ2cņĀĀĀĀĀĀĀĀĀĀ 3,0.10-14ĀĀĀĀĀĀĀĀĀĀĀĀ 1,3.10-13ĀĀĀĀĀĀĀĀĀ 1,55.10-13ĀĀĀĀĀĀĀ 3,14.10-13
![]()
Ā čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’Ņļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ ’¾“Õņ Ņ
’Ņ÷Õ±±Õ ’ŅĒĶĻĒŅŌÕĒĶ ĻŅņ’ŅĒÕĒ“Ó └ę Ō ņÕ“Óļļ Ķ Ņ’ÕõÕļÕĒĒ¹Õ ĒÓ Ķ§ Ņ±ĒŅŌÕ
ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ ±ŅŃļÓ±¾■“± ± ¶ĶńĶ„Õ±ĻĶņ ±Ņ±“Ņ ĒĶÕņ ±“¾Ļ“¾¹ ±’ļÓŌÓ. ▌“Ņ
ņŅµĒŅ ’Ņ±ļÕõĶ“³ ’¾“Õņ Ó±±ņŅ“ÕĒĶ Ķ ÓĒÓļĶńÓ ±“¾Ļ“¾¹ ±’ļÓŌŅŌ ĒÓ Ķ§
ņĶĻŅ°ļĶ¶Ó§, ’Õõ±“ÓŌļÕĒĒ¹§ ĒÓ Ķ±¾ĒĻÕĀ
ąĶ±. 8.1.5ą.
ĀĀ ═Ó ¶Ņ“Ņ 1, 2 Ķ 3 ²“ŅŃŅ Ķ±¾ĒĻÓ ’Õõ±“ÓŌļÕĒ¹ ±“¾Ļ“¾¹ ±’ļÓŌÓ
└╠Ń6-═ Ō ’ŅõŅļ³ĒŅņ Ķ ’Ņ’ÕÕ„ĒŅņ ĒÓ’ÓŌļÕĒĶ §. ╩ÓĻ ŌĶõĒŅ Ķń ņĶĻŅ°ļĶ¶ŅŌ, ±’ļÓŌ
ĶņÕÕ“ ’ļŅ“Ē¾■ ņÕļĻŅńÕĒĶ±“¾■ ±“¾Ļ“¾¾.Ā
ęÓĻÓ ’ļŅ“ĒÓ ¾’ÓĻŅŌĻÓ ńÕÕĒ ńÓ“¾õĒ Õ“ ’ŅĒĶĻĒŅŌÕĒĶÕ ŅĻĶ±ļĶ“Õļ Ā ’Ņ ŃÓĒĶ÷Óņ ńÕÕĒ Ō Ńļ¾ßĶĒ¾ ņÓ“ÕĶÓļÓ Ķ
’Ņ²“Ņņ¾, ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ └ę Ņ±“ÓÕ“± ĒÓ ’ŅŌÕ§ĒŅ±“Ķ.
ĀĀ č õ¾ŃŅķ ±“ŅŅĒ¹, ńĒÓ„Ķ“Õļ³Ē¾■ Ņļ³ Ō ¾ŌÕļĶ„ÕĒĶĶ ĻŅļĶ„Õ±“ŌÓ └ę
ŅßĒÓ¾µÕĒĒŅķ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ĶŃÓÕ“ “Ņ Ņß±“Ņ “Õļ³±“ŌŅ, „“Ņ Ō Õń¾ļ³“Ó“Õ ’Ņ÷Õ±±Ó
ĒÓŃÓ“ŅŌĻĶ ’ŅŌÕ§ĒŅ±“Ē¹Õ õÕ¶ÕĻ“¹Ā
’ŅļĒŅ±“³■ ĒÕ ¾±“ÓĒ ■“± , ÓĀ
±ŃļÓµĶŌÓ■“± , “.Õ. ŅßÓń¾■“± ±ŌŅÕŅßÓńĒ¹Õ ½ĻÓņÓĒ¹╗, õŅ±“¾’Ē¹Õ õļ
’ŅĒĶĻĒŅŌÕĒĶ Ō ĒĶ§ └ę. ęÓĻĶÕ ĻÓņÓĒ¹ §ŅŅ°Ņ ŌĶõĒ¹ ĒÓ ¶Ņ“Ņ1 ąĶ±.8.1.5ą. ┬ Õń¾ļ³“Ó“Õ
õļĶ“Õļ³ĒŅŃŅ ĻŅĒ“ÓĻ“Ó “ÓĻŅķ ’ŅŌÕ§ĒŅ±“Ķ ± └ę õÕ¶ÕĻ“¹ ńÓ’ŅļĒ ■“± Ķņ, Ó ŅßÓ“Ē¹ķ
Ō¹§Ņõ Ō ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ ńÓ ĻŅŅ“ĻĶÕ ±ŅĻĶ ńÓ“¾õĒÕĒ. ŽŅ²“Ņņ¾
’ŅõŅļµĶ“Õļ³ĒŅ±“³ Ō¹õÕļÕĒĶ └ę ± ’ŅŌÕ§ĒŅ±“ĒŅŃŅ ±ļŅ ±’ļÓŌÓ └╠Ń6-═ õŅ
ĒÓ„ÓļÓĀ “ÓŌļÕĒĶ Ō õŌÓ ÓńÓ ßŅļ³°Õ, ’Ņ
±ÓŌĒÕĒĶ■ ± õ¾ŃĶņĶ Ķ±’¹“¹ŌÓŌ°ĶņĶ± ±’ļÓŌÓņĶ, „“Ņ ĒÓŃļ õĒŅ ŌĶõĒŅ Ķń “ÓßļĶ÷¹
8.1.3ę.
ĀĀĀ ėĻÓńÓĒĒ¹Õ ĒÓ ¶Ņ“ŅŃÓ¶Ķ § Óß±Ņļ■“Ē¹Õ ÓńņÕ¹ ŌÕļĶ„ĶĒ
±“ÓŌļĶŌÓÕņ¹§ ±ļŅÕŌ, ’ŅĻÓń¹ŌÓ■“, „“Ņ ’ŅŌÕ§ĒŅ±“Ē¹Õ õÕ¶ÕĻ“¹ ß¹ļĶ ¾õÓļÕĒ¹ Ō
’ÕŌ¹§ ±“ÓŌļĶŌÓÕņ¹§ ±ļŅ § Ķ ’Ņ±ļÕõĒĶÕ ±“ÓŌļĶŌÓÕņ¹Õ ±ļŅĶ ĒÓ§ŅõĶļĶ±³ ¾µÕ Ō
Ńļ¾ßĶĒÕ „Ķ±“ŅŃŅ ņÕ“ÓļļÓ. ▌“Ņ ’Ņõ“ŌÕµõÓÕ“ “Ņ, „“Ņ ¾±“ÓĒŅŌļÕĒĒ¹Õ ŌÕļĶ„ĶĒ¹
’ŅĒĶĻĒŅŌÕĒĶ └ę Ō Óļ■ņĶĒĶÕŌ¹Õ ±’ļÓŌ¹ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ õĶ¶¶¾ńĶŅĒĒ¹ķ ’Ņ÷Õ±±,
’ŅĶ±§Ņõ ∙ĶķĀ ’Ņ ŃÓĒĶ÷Óņ ńÕÕĒ.ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 8.1.3ę
ĀĀĀĀĀĀĀĀĀĀĀĀ
|
ĀĀĀĀĀĀĀĀ č’ļÓŌĀĀ |
┬Õņ ĻŅĒ“ÓĻ“Ó ŅßÓń÷Ó ĀĀĀ ± └ę, ņÕ± ÷¹ |
╩ŅļĶ„Õ±“ŌŅ Ō¹õÕļĶŌ°Õ- ŃŅ± └ę õŅ “ÓŌļÕĒĶ , ĀņĻŃ |
┬Õņ Ō¹õÕļÕĒĶ , „Ó±¹ |
|
ĀĀĀĀĀĀĀĀ └╠Ń6-═ ĀĀĀĀĀĀĀĀĀ └╠Ń6-╠ ĀĀĀĀĀĀĀĀĀ └─1-╠ ĀĀĀĀĀĀĀĀĀ └╠Ń6 - ╠ ĀĀĀĀĀĀĀĀĀ └╠Ń6-╠ ĀĀĀĀĀĀ ╬ĻŅļŅ°ŅŌ. ńŅĒÓĀĀĀĀĀ
|
ĀĀĀĀĀĀĀĀĀĀĀ 12ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀ 6Ā ĀĀĀĀĀĀĀĀĀĀĀ 10,5 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 7 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀ 887 ĀĀĀĀĀĀĀĀĀĀ 480 ĀĀĀĀĀĀĀĀĀĀ 350 ĀĀĀĀĀĀĀĀĀĀ 146 ĀĀĀĀĀĀĀĀĀĀ 195 |
ĀĀĀĀĀĀĀĀĀĀĀĀĀ 1344 ĀĀĀĀĀĀĀĀĀĀĀĀĀ 1080 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 792 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 744 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 528 |
ĀĀĀ
Ā
═Ó ¶Ņ“Ņ 4, 5 Ķ 6 ąĶ±. 8.1.5ą
’Õõ±“ÓŌļÕĒÓ ņĶĻŅ±“¾Ļ“¾Ó ’ŅõŅļ³ĒŅŃŅ Ķ ’Ņ’ÕÕ„ĒŅŃŅ ±Õ„ÕĒĶ ±’ļÓŌÓ └─1 ¢╠.
č“¾Ļ“¾Ó ²“ŅŃŅ ±’ļÓŌÓĀ ĶņÕÕ“ Ļ¾’ĒŅÕ
ńÕĒŅ, ’ŅŌÕ§ĒŅ±“³ ßŅļÕÕ ŅŌĒÓ , ßÕń ĒÓļĶ„Ķ ßŅļ³°Ķ§ õÕ¶ÕĻ“ŅŌ. ŪõÕ±³ “ÓĻµÕ
ĒÓĶßŅļÕÕ ŌÕŅ “Ē¹ņĶ ’¾“ ņĶ ’ŅĒĶĻĒŅŌÕĒĶ └ę ņŅŃ¾“ Ōļ “³± ŃÓĒĶ÷¹ ńÕÕĒ,
ĻŅ“Ņ¹Õ “ÓĻµÕ ĶņÕ■“ Ō¹§Ņõ Ļ ’ŅŌÕ§ĒŅ±“Ē¹ņ õÕ¶ÕĻ“Óņ, ’ŅĻÓńÓĒĒ¹§ ĒÓ ¶Ņ“Ņ 5. ╩ŅņÕ
“ŅŃŅ, ±ļÕõ±“ŌĶÕ ßŅļÕÕ Ļ¾’ĒŅķ ±“¾Ļ“¾¹ ńÕĒÓ Ō ±’ļÓŌÕ └─1-╠ Ņß∙Ó õļĶĒÓ ŃÓĒĶ÷
ńÕÕĒ ĒÓ ÕõĶĒĶ÷¾ Ņß·ÕņÓ, ’Ņ ĻŅ“ŅŅķ ņŅµÕ“ Ķõ“Ķ õĶ¶¶¾ńĶ , ńĒÓ„Ķ“Õļ³ĒŅ ņÕĒ³°Õ,
„Õņ ¾ ņÕļĻŅńÕĒĶ±“Ņķ ±“¾Ļ“¾¹ ±’ļÓŌÓ └╠Ń6. ŽŅ²“Ņņ¾ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ Ō
±’ļÓŌÕ └─1-╠ ’ĶņÕĒŅ ĒÓ ŅõĶĒ ’Ņ õŅĻ ĒĶµÕ , „Õņ õļ ±’ļÓŌÓ └╠Ń6.
ĀĀ ═Ó Ķ±¾ĒĻÕ ąĶ±. 8.1.6ą ’Õõ±“ÓŌļÕĒÓ ņĶĻŅ±“¾Ļ“¾Ó ±’ļÓŌÓ
└╠Ń6-╠. ╚§ ¶Ņ“ŅŃÓ¶Ķķ ŌĶõĒŅ, „“Ņ ÕŃŅ ±“¾Ļ“¾Ó ĶņÕÕ“ ĒÕŅõĒŅŅõĒ¹ķ §ÓÓĻ“Õ ±
ÓŌĒŅŅ±Ē¹ņĶ ńÕĒÓņĶ. ▌“Ó ±“¾Ļ“¾Ó ņÕĒÕÕ ’ļŅ“ĒÓ , „“Ņ, ’Ņ-ŌĶõĶņŅņ¾, ’ŅńŌŅļ Õ“
ņŅļÕĻ¾ļÓņ N2╬4 ’ŅńŌŅļ Õ“ ßŅļÕÕ ļÕŃĻŅ ’ŅĒĶĻÓ“³ Ō ²“Ņ“
±’ļÓŌ, „Õņ Ō ±’ļÓŌÕ └╠Ń6-═.
ĀĀ ─¾ŃĶņ §ÓÓĻ“ÕĒ¹ņ ’ĶņÕŅņ, ’ŅĻÓń¹ŌÓ■∙Ķņ ŌļĶ ĒĶÕ ±“¾Ļ“¾¹ ĒÓ
ĻŅļĶ„Õ±“ŌŅ ’ŅĒĶĻ°ÕŃŅ └ę, Ōļ Õ“± ŅĻŅļŅ°ŅŌĒÓ ńŅĒÓ ±ŌÓĒŅŃŅ °ŌÓ, ’ŅĻÓńÓĒĒÓ ĒÓ
¶Ņ“Ņ 3,4 Ķ 5. ┬ ²“Ņķ ńŅĒÕ, ĻÓĻ ’ÓŌĶļŅ, ĒÓßļ■õÓÕ“± ĒÓĶßŅļ³°ÕÕ ±ĻŅ’ļÕĒĶÕ
ÓńļĶ„Ē¹§ õÕ¶ÕĻ“ŅŌ. ŽŅ²“Ņņ¾ ²“Ó ńŅĒÓ ĒÓĶßŅļÕÕ õŅ±“¾’ĒÓ õļ ’ŅĒĶĻĒŅŌÕĒĶ
’Ņõ¾Ļ“ŅŌ Ō ņÕ“Óļļ, „“Ņ Ķ ’Ņõ“ŌÕµõÓÕ“± ŅßĒÓ¾µÕĒĒ¹ņĶ ±ļÕõÓņĶ └ę ĒÓ ßŅļ³°Õķ
Ńļ¾ßĶĒÕ ’Ņ ±ÓŌĒÕĒĶ■ ± õ¾ŃĶņĶ ±’ļÓŌÓņĶ (“ÓßļĶ÷ÓĀ 8.1.1ę). ─ļ ńŅĒ¹ ±ŌÓĒŅŃŅ °ŌÓ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ Ō õŌÓ ÓńÓ
ßŅļ³°Õ, „Õņ õļ Ņ±ĒŅŌĒŅŃŅ ņÕ“ÓļļÓ.
Āč ÷Õļ³■ ’ŅŌÕĻĶ ŌļĶ ĒĶ „Ķ±“Ņ“¹ ŅßÓßŅ“ĻĶ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ ĒÓ
’ŅĒĶ÷ÓÕņŅ±“³ └ę Ō ĒÕŃŅ, ’ŅŌÕõÕĒŅ Ņ’ÕõÕļÕĒĶÕ °ÕŅ§ŅŌÓ“Ņ±“Ķ ’ŅŌÕ§ĒŅ±“Ķ
Ķ±±ļÕõ¾Õņ¹§ ŅßÓń÷ŅŌ ’Ņ¶ĶļŅŃÓ¶Ņņ ńÓŌŅõÓ ╩ÓļĶß ± ĒÓĻŅĒÕ„ĒĶĻŅņ R=10 ņĻ.
“ÓĶŅŌĻÓ ’ĶßŅÓ ’ŅŌŅõĶļÓ±³ ĒÓ ŅßÓń÷Ó§ ¢ ²“ÓļŅĒÓ§, ŅßÓßŅ“ÓĒĒ¹§ ’Ņ 12 ĻļÓ±±¾
„Ķ±“Ņ“¹. ŽŅ¶ĶļŅŃÓņņ¹ Ķ±±ļÕõ¾Õņ¹§ ŅßÓń÷ŅŌ ±ĒĶņÓļĶ±³, ĻÓĻ õļ “ÓŌļÕĒŅķ
’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ŅŌ, “ÓĻ Ķ õļ ĒÕ“ÓŌļÕĒŅķ ’ŅŌÕ§ĒŅ±“Ķ. ąÕń¾ļ³“Ó“¹ ńÓņÕŅŌ
’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 8.1.4ę.
Ā
ĀĀĀ ┬ “ÓßļĶ÷Õ ’ĶĒ “Ņ:
ĀĀĀĀ RÓ ¢ ±ÕõĒÕÕ ÓĶ¶ņÕ“Ķ„Õ±ĻŅÕ Ņ“ĻļŅĒÕĒĶÕ Ņ“ ÷ÕĒ“Ó
Ņ±ÕŌŅķ ļĶĒĶĶ,
ĀĀĀĀĀ Rz ¢ ±ÕõĒ Ō¹±Ņ“Ó ĒÕŅŌĒŅ±“Õķ.
ĀĀ ╩ÓĻ ŌĶĒŅ Ķń “ÓßļĶ÷¹ 8.1.4ę “ÓŌļÕĒĶÕ ¾ŌÕļĶ„ĶŌÓÕ“ Ō¹±Ņ“¾
ĒÕŅŌĒŅ±“Õķ Ķ õÕļÓÕ“ ’ŅŌÕ§ĒŅ±“³ ßŅļÕÕ ÓńŌĶ“Ņķ. ŽŅļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ ’Ņ
ĒÕŅŌĒŅ±“Ķ ’ŅŌÕ§ĒŅ±“Ķ ±ŅŃļÓ±¾■“± ± õÓĒĒ¹ņĶ ’Ņ └ę, ŅßĒÓ¾µÕĒĒŅņ¾ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷Ó (ęÓßļĶ÷Ó 8.1.1ę) , Ķń ĻŅ“Ņ¹§ ±ļÕõ¾Õ“, „“Ņ „Õņ ßŅļ³°Õ
ÓńŌĶ“Ó ’ŅŌÕ§ĒŅ±“³ ±’ļÓŌÓ, “Õņ ßŅļ³°Õ ĒÓ ĒÕķ Ņ±“ÓÕ“± ŅĻĶ±ļĶ“Õļ .
ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 8.1.4ę
ĀĀĀĀĀ
|
ĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀĀĀĀ |
╬ßÓßŅ“ĻÓ ’ŅŌÕ§- ĀĀĀĀĀĀ ĒŅ±“Ķ |
ĀĀĀĀĀ RÓ, ņĻ |
ĀĀĀĀĀĀĀ Rz, ņĻ |
Ā ╩ļÓ±± °ÕŅ§ŅŌÓ- ĀĀĀĀĀĀĀĀĀ “Ņ±“Ķ |
|
ĀĀĀĀĀĀ └╠Ń6 - ═ ĀĀĀĀĀĀĀ └╠Ń6- ╠ ĀĀĀĀĀĀĀĀ └─1 - ╠ ĀĀĀĀĀĀĀĀĀ |
Ā ęÓŌļÕĒÓ ═Õ“ÓŌļÕĒÓ ĀęÓŌļÕĒÓ ĀĀ ═Õ“ÓŌļÕĒÓ ĀęÓŌļÕĒÓ ═Õ“ÓŌļÕĒÓ |
ĀĀĀĀĀĀĀĀ 2,3 ĀĀĀĀĀĀĀĀ 1.09 ĀĀĀĀĀĀĀĀ 1,16 ĀĀĀĀĀĀĀĀ 0,71 ĀĀĀĀĀĀĀĀ 0,85 ĀĀĀĀĀĀĀĀ 1,05 |
ĀĀĀĀĀĀĀ 9,6 ĀĀĀĀĀĀĀ 6,3 ĀĀĀĀĀĀĀ 3,75 ĀĀĀĀĀĀĀ 1,93 ĀĀĀĀĀĀĀ 3,15 ĀĀĀĀĀĀĀ 2,69 |
ĀĀĀĀĀĀĀĀĀ 6 ĀĀĀĀĀĀĀĀĀ 7 ĀĀĀĀĀĀĀĀĀ 7 ĀĀĀĀĀĀĀ 7 ¢ 8 ĀĀĀĀĀĀĀĀĀĀ 7 ĀĀĀĀĀĀĀĀ 7 -Ā 8 |
ĀĀ ╠ÓĻ±ĶņÓļ³ĒÓ Ńļ¾ßĶĒÓ “ÓŌļÕĒĶ ±’ļÓŌÓ └╠Ń6-╠, Ó ĻŅ“ŅŅķ ¾µÕ ĒÕ
ŅßĒÓ¾µĶŌÓļ± └ę ±Ņ±“ÓŌļ Õ“ 23 ņĻ (ęÓßļĶ÷Ó8.1.1ę)Ā Ō “Ņ ŌÕņ ĻÓĻ ’ŅŌÕ§ĒŅ±“Ē¹Õ ĒÕŅŌĒŅ±“Ķ ²“ŅŃŅ ±’ļÓŌÓ ±Ņ±“ÓŌļ ■“
’Ņ õĻÓ 6 ņĻ., Ó ’Ņ±ļÕ “ÓŌļÕĒĶ õŅ§Ņõ “ õŅ 10 ņĻ., ęÓĻĶņ ŅßÓńŅņ, ŌÕļĶ„ĶĒÓ
±“ÓŌļÕĒĒŅŃŅ ±ļŅ ’ÕŌ¹°ÓÕ“ ŌÕļĶ„ĶĒ¾ ’ŅŌÕ§ĒŅ±“Ē¹§ ĒÕŅŌĒŅ±“Õķ, „“Ņ Ōļ Õ“±
Õ∙Õ ŅõĒĶņ ’Ņõ“ŌÕµõÕĒĶÕņ ¶ÓĻ“Ó ĶņÕ■∙ÕŃŅ ņÕ±“Ņ õĶ¶¶¾ńĶŅĒĒŅŃŅ ’ŅĒĶĻĒŅŌÕĒĶ └ę Ō
“Ņļ∙¾ ņÕ“ÓļļÓ Ķ ĒÕ Ōļ Õ“± ±ļÕõ±“ŌĶÕņ ĒÓ§ŅµõÕĒĶ ÕŃŅ “Ņļ³ĻŅ Ō ’ŅŌÕ§ĒŅ±“Ē¹§
’ŅÓ§ ņÕ“ÓļļÓ.
ĀĀ ┬¹°Õ ’ĶŌÕõÕĒĒ¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ (ęÓßļĶ÷Ó 8.1.2ę) ’Ņļ¾„ÕĒ¹
’Ķ “Õņ’ÕÓ“¾Õ +20Ņč. ╬õĒÓĻŅ ĶńŌÕ±“ĒÓ ńÓŌĶ±ĶņŅ±“³ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
õĶ¶¶¾ńĶĶ Ņ“ “Õņ’ÕÓ“¾¹, Ō¹ÓµÓ■∙Ó ± ¶Ņņ¾ļŅķ [106─]:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ┼
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ = ─Ņ Õ§ (ĀĀ RTĀĀ )ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ(8.1.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ = ─Ņ Õ§ (ĀĀ RTĀĀ )ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ(8.1.2į)
ŃõÕ: ─Ņ ¢
’Õõ²Ļ±’ŅĒÕĒ÷ĶÓļ³Ē¹ķ ņĒŅµĶ“Õļ³, ĒÕ ńÓŌĶ± ∙Ķķ Ņ“ “Õņ’ÕÓ“¾¹, ±ņ2/±ÕĻ
ĀĀĀĀĀĀĀ ┼ ¢ ²ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ,Ā
ĻĻÓļ/ņŅļ³
ĀĀĀĀĀĀĀ R ¢ ŃÓńŅŌÓ ’Ņ±“Ņ ĒĒÓ ,Ā ĻĻÓļ/ŃÓõ.ņŅļ³
ĀĀĀĀĀĀĀ ęĀĀ - Óß±Ņļ■“ĒÓ
“Õņ’ÕÓ“¾Ó, ŃÓõ ╩ĀĀ
Ā╚ń ¾ÓŌĒÕĒĶ 8.1.2į ŌĶõĒŅ, „“Ņ õļ Ņ’ÕõÕļÕĒĶ ńÓŌĶ±ĶņŅ±“Ķ
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶĀ Ņ“ “Õņ’ÕÓ“¾¹
ĒÕŅߧŅõĶņŅ ńĒÓ“³ ²ĒÕŃĶ■ ÓĻ“ĶŌÓ÷ĶĶ ’Ņ÷Õ±±Ó. ┬ ļĶ“ÕÓ“¾Õ “ÓĻĶÕ õÓĒĒ¹Õ
Ņ“±¾“±“Ō¾■“. ─ļ Ņ’ÕõÕļÕĒĶ ²ĒÕŃĶĶ ÓĻ“ĶŌÓ÷ĶĶ ’Ņ÷Õ±±Ó õĶ¶¶¾ńĶĶ └ę Ō └╠Ń6 ß¹ļĶ
Ķ±’Ņļ³ńŅŌÓĒ¹ ŅßÓń÷¹, Ō¹ÕńÓĒĒ¹Õ Ķń °“Ó“ĒŅŃŅ ßÓĻÓ ÓĻÕ“¹, ĒÓ§ŅõĶŌ°Õķ± Ō
²Ļ±’ļ¾Ó“Ó÷ĶĶ 6,5 ļÕ“ ’Ķ ±ÕõĒÕŃŅõŅŌŅķ “Õņ’ÕÓ“¾Õ + 2Ņč.
Ā ŽŅ ÓĒÕÕ Ņ’Ķ±ÓĒĒŅķ
ņÕ“ŅõĶĻÕ, ’¾“Õņ Ķ§ “ÓŌļÕĒĶ ß¹ļÓ Ņ’ÕõÕļÕĒÓ Ńļ¾ßĶĒÓ ’ĶĒĶĻ°ÕŃŅ └ęĀ ’Ķ ĻŅ“ŅŅķ ŅĻÓńÓļŅ±³, „“Ņ ĒÓĶņÕĒ³°ÕÕ
’ŅĒĶĻĒŅŌÕĒĶÕ ±Ņ±“ÓŌĶļŅ Ō ±’ļÓŌÕ └╠Ń6-═, Ó ĒÓĶßŅļ³°ÕÕ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕĀ ±’ļÓŌÓ └╠Ń6-╠. čŅŌ’ÓõÕĒĶÕ ĻÓ„Õ±“ŌÕĒĒ¹§
’ŅĻÓńÓ“ÕļÕķ ± ÓĒÕÕ ’ŅŌÕõÕĒĒ¹ņĶ ²Ļ±’ÕĶņÕĒ“ÓņĶ ĒÓ Ņ’¹“Ē¹§ ŅßÓń÷Ó§, ’ŅńŌŅļĶļĶ
Ō¹„Ķ±ļĶ“³ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ ’Ķ +2ŅC.Ā ŪĒÓ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ ’Ķ +20Ņč Ķ ’Ķ +2Ņč,ĀĀ ’Ņ ¶Ņņ¾ļÕ, ’Ņļ¾„ÕĒĒŅķ Ķń Ō¹ÓµÕĒĶ 8.1.2į.
ß¹ļÓ Ņ’ÕõÕļÕĒÓ ²ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ, „“Ņ õÓÕ“ ŌŅńņŅµĒŅ±“³ Ņ’ÕõÕļ “³ ĻŅ²¶¶Ķ÷ĶÕĒ“
õĶ¶¶¾ńĶĶ └ę Ō ±’ļÓŌ └╠Ń6 ’Ķ ļ■ßŅķ “Õņ’ÕÓ“¾Õ. ▌ĒÕŃĶ ÓĻ“ĶŌÓ÷Ķ Ō¹„Ķ±ļ ļÓ±³
’Ņ ±ļÕõ¾■∙Õķ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓg
D2 - ℓg D1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ EĀĀ =ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģ..(8.1.3į)ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ EĀĀ =ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģ..(8.1.3į)ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,3 .Ā 1ĀĀĀ (Ā 1ĀĀ -Ā 1ĀĀ
)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ RĀĀĀĀĀĀ ę1 ĀĀĀĀę2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ RĀĀĀĀĀĀ ę1 ĀĀĀĀę2
ŃõÕ:Ā ─1 ĀĶ Ā─2
¢ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ õĶ¶¶¾ńĶĶ ’Ķ “Õņ’ÕÓ“¾Õ ę1 ĀĶ ę2 ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ.
Ā
ĀĀĀ ┬¹„Ķ±ļÕĒĒ¹Õ ŌÕļĶ„ĶĒ¹ ²ĒÕŃĶĶ ÓĻ“ĶŌÓ÷ĶĶ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ
8.1.5ę, Ō ĻŅ“Ņ¾■ ŌĻļ■„ÕĒ¹ ŌÕļĶ„ĶĒ¹ ’ŅĒĶĻĒŅŌÕĒĶ └ę , ’Ņļ¾„ÕĒĒ¹Õ Ó±„Õ“Ē¹ņ
’¾“Õņ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ
’¾“Õņ ĒÓ Ņ±ĒŅŌÓĒĶĶ “ÓŌļÕĒĶ
ŅßÓń÷ŅŌ, Ō¹ÕńÓĒĒ¹§Ā Ķń ĒÓ“¾ĒŅŃŅ
ĶńõÕļĶ ’Ņ±ļÕ 6,5 ļÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 8.1.5ę
ĀĀĀĀĀĀĀĀĀĀĀ
|
ĀĀĀ č’ļÓŌ |
▌ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ, ĻĻÓļ/ņŅļ³ |
ęÕņ’ÕÓ- ĀÓ“¾Ó ĀĀĀ Ņč |
╩Ņ²¶¶Ķ÷ĶÕĒ“ ĀõĶ¶¶¾ńĶĶ, ±ņ2/±ÕĻ |
├ļ¾ßĶĒÓ ’Ņ-ĒĶĻĒŅŌÕĒĶ ńÓ
6,5 ļÕ“ Ó±„. ,Ā ĀĀĀĀĀĀĀĀ ņĻ |
├ļ¾ßĶĒÓ ’Ņ- ĒĶĻĒŅŌÕĒĶ Ā ńÓ 6,5 ļÕ“. ²Ļ±’Õ. ĀĀĀĀĀĀĀĀĀĀ ņĻ |
|
ĀĀ └╠Ń6-═ |
ĀĀ 16300 |
ĀĀ 20 ĀĀĀĀ 6 ĀĀĀĀ 2 |
ĀĀĀĀ ĀĀĀ1,3.10-13
ĀĀĀĀĀĀĀ 6,6.10-17 ĀĀĀĀĀĀĀ 9,7.10-18Ā
|
ĀĀĀĀĀ 360 ĀĀĀĀĀĀĀĀĀ 8 ĀĀĀĀĀĀĀĀĀ 3 |
ĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀ 0,7 |
|
ĀĀ └╠Ń6-╠ |
ĀĀ 14200 |
ĀĀ 20 ĀĀĀĀ 6 ĀĀĀĀ 2ĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀ 1,5.10-13 ĀĀĀĀĀĀĀ 1,9.10-15 ĀĀĀĀĀĀĀ 3,7.10-17ĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀ 380 ĀĀĀĀĀĀĀ 14 ĀĀĀĀĀĀĀĀĀ 6 |
ĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀ 0,9 |
|
ĀĀ └╠Ń6-╠ ĀĀ ŅĻŅļŅ°. ĀĀĀĀĀĀ ńŅĒÓ |
ĀĀ 13370 |
ĀĀ 20 ĀĀĀĀ 6 ĀĀĀĀ 2 |
ĀĀĀĀĀĀĀ 3,1.10-13 ĀĀĀĀĀĀĀ 2,5.1016 ĀĀĀĀĀĀĀ 7,7.10-17 |
ĀĀĀĀĀĀ 550 ĀĀĀĀĀĀĀĀ 15 ĀĀĀĀĀĀĀĀĀĀ 8ĀĀ |
ĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀ - ĀĀĀĀĀĀĀ 1,3 |
├ļ¾ßĶĒ¹ ’ŅĒĶĻĒŅŌÕĒĶ
Ō¹„Ķ±ļ ļŅ±³ ’Ņ ¶Ņņ¾ļÕ [107] :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ š = 2└2 τ ─ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(8.1.4į)
ŃõÕ:ĀĀ š ¢ Ńļ¾ßĶĒÓ ’ŅĒĶĻĒŅŌÕĒĶ └ę Ō ±’ļÓŌ,Ā ±ņ
ĀĀĀĀĀĀĀĀĀ τ ¢ ŌÕņ ’Ņ“ÕĻÓĒĶ
õĶ¶¶¾ńĶĶ, ±ÕĻ
ĀĀĀĀ ĀĀĀĀĀĀ└- ßÕńÓńņÕĒÓ
ŌÕļĶ„ĶĒÓ, ńÓŌĶ± ∙Ó Ņ“ ¾±ļŅŌĶķ ’Ņ÷Õ±±Ó õĶ¶¶¾ńĶĶ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ŅŃļÓ±ĒŅ ÓßŅ“¹ [107]Ā └ = 4,89.
Ā ╩ÓĻ ŌĶõĒŅ Ķń “ÓßļĶ÷¹, ²Ļ±’ŅĒÕĒ÷ĶÓļ³ĒÓ ńÓŌĶ±ĶņŅ±“³ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
õĶ¶¶¾ńĶĶ Ņ“ “Õņ’ÕÓ“¾¹ Ō¹ÓµÓÕ“± Ō ÕńĻŅņ ¾ņÕĒ³°ÕĒĶĶ ÕŃŅ ńĒÓ„ÕĒĶ ±
’ŅĒĶµÕĒĶÕņ “Õņ’ÕÓ“¾¹, Ó ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ Ķ Ńļ¾ßĶĒ¹ ’ŅĒĶĻĒŅŌÕĒĶ . └ĒÓļĶń ²“Ķ§
õÓĒĒ¹§ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ó±„Õ“ ĒÓ Ņ±ĒŅŌÓĒĶĶ ’Ņļ¾„ÕĒĒ¹§ ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ õĶ¶¶¾ńĶĶ
õÓÕ“ ńÓŌ¹°ÕĒĒ¾■ ŌÕļĶ„ĶĒ¾ ’ŅĒĶĻĒŅŌÕĒĶ └ę ’Ķ “Õņ’ÕÓ“¾Õ +2Ņč ’Ņ
±ÓŌĒÕĒĶ■ ± ’ŅŌÕõÕĒĒ¹ņ ’ ņ¹Õ ÕÕ ĶńņÕÕĒĶÕņ. ┬ņÕ±“ÕĀ ± “Õņ, ’ ņ¹Õ ńÓņÕ¹ Ķ ’ŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’Ņõ“ŌÕµõÓ■“
’ÓŌĶļ³ĒŅ±“³ ±õÕļÓĒĒ¹§ Ō¹ŌŅõŅŌ Ņ ŌļĶ ĒĶĶ ±“¾Ļ“¾¹ ±’ļÓŌÓ ĒÓ ’Ņ÷Õ±± õĶ¶¶¾ńĶĶ Ō
ĒÕņ.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ’ŅŌÕõÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ
’Ņ÷Õ±±Ó õĶ¶¶¾ńĶĶ ’Ķ “Õņ’ÕÓ“¾Õ + 20ŅčĀ Ķ Ō¹’ŅļĒÕĒĒ¹Õ ’ ņ¹Õ ńÓņÕ¹ ’ŅĒĶĻ°ÕŃŅ └ę Ō ±’ļÓŌ └╠Ń6 ’ŅĻÓńÓļĶ,
„“Ņ õĶ¶¶¾ńĶŅĒĒÓ ’ŅĒĶ÷ÓÕņŅ±“³ ĻŅņ’ŅĒÕĒ“ŅŌ Ō Óļ■ņĶĒĶÕŌ¹Õ ±’ļÓŌ¹ ĶņÕÕ“ ņÕ±“Ņ, ĒŅ
’Ņ ±ŌŅÕķ ŌÕļĶ„ĶĒÕ ŅĒÓ ņÓļÓ Ķ ’ÓĻ“Ķ„Õ±ĻŅŃŅ ńĒÓ„ÕĒĶ ĒÕ ĶņÕÕ“, ’Ķ “Ņļ∙ĶĒÓ§
ņÕ“ÓļļÓ, ĶńņÕ Õņ¹§ ņĶļļĶņÕ“ÓņĶ. ╬õĒÓĻŅ, ’Ķ ńĒÓ„Ķ“Õļ³ĒŅ ņÕĒ³°Ķ§ ÓńņÕÓ§
“Ņļ∙ĶĒ¹ ņÓ“ÕĶÓļÓ Ķ ŌÕļĶ„ĶĒ “Õņ’ÕÓ“¾, ’ĶßļĶµÓ■∙Ķ§± ĻĀ +20Ņč õĶ¶¶¾ńĶ■, Ņ„ÕŌĶõĒŅ, ±ļÕõ¾Õ“
¾„Ķ“¹ŌÓ“³.
8.2.Ā └õ±Ņß÷Ķ ĻŅņ’ŅĒÕĒ“ŅŌ
ÓĻÕ“Ē¹§ “Ņ’ļĶŌ ’ŅŌÕ§ĒŅ±“³■ ±’ļÓŌŅŌ.
ĀĀ ąÓĒÕÕ ß¹ļŅ ’ŅĻÓńÓĒŅ, „“Ņ ’Ķ Ņ“õ¾ŌĻÕ ’ÓŅŌŅķ ¶Óń¹ Ķń ÕņĻŅ±“Ķ Ķ
õŅ±“ĶµÕĒĶ■ Ō ĒÕķ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ŅĒÓ ŌĒŅŌ³ ŌŅńÓ±“ÓÕ“ ’Ķ ’Ņ±ļÕõ¾■∙Õņ
§ÓĒÕĒĶĶ Ņ“õ¾“Ņķ ÕņĻŅ±“Ķ. ╚±±ļÕõŅŌÓĒĶ ’Ņ÷Õ±±ŅŌ õĶ¶¶¾ńĶĶ ’ŅĻÓńÓļŅ, „“Ņ ŅĒÓ
ĒÕńĒÓ„Ķ“Õļ³ĒÓ Ķ ’Ņ÷Õ±± ÕõĶ¶¾ńĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ Ķń ±“ÕĒĻĶ ÕņĻŅ±“ĶĀ ĒÕ ņŅµÕ“ ’ĶŌŅõĶ“³ Ļ ĒÓßļ■õÓÕņŅņ¾ Ņ±“¾
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ.Ā ┬ ±Ō ńĶ
± ²“Ķņ, ĒÕŅߧŅõĶņ¹ņ ß¹ļŅ Ķń¾„Ķ“³ ’Ņ÷Õ±±¹ Óõ±Ņß÷ĶĶ Ķ õÕ±Ņß÷ĶĶ ĻŅņ’ŅĒÕĒ“ÓņĶ
’ŅŌÕ§ĒŅ±“³■ ±’ļÓŌŅŌ.
Ā ┬’ÕŌ¹Õ ŌļĶ ĒĶÕ ’Ņ÷Õ±±ŅŌ Óõ±Ņß÷ĶĶ õļ ŅĻĶ±ļĶ“Õļ └ę ß¹ļŅĀ Ņ“ņÕ„ÕĒŅ ’Ķ ’ŅŌÕõÕĒĶĶ Ķ±’¹“ÓĒĶķ Ō
ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ.[111] ┬ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶ § õļ ±ŅńõÓĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō
Ņß·ÕņÕ 160 ļ. ± ĻŅĒ÷ÕĒ“Ó÷ĶÕķ 0,1 ņŃ/ļ ß¹ļŅ ŌŌÕõÕĒŅ 0,290 Ń. └ę. Ķ±§Ņõ ĶńĀ Ņß·ÕņÓ Ó±„Õ“ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ĻŅņ’ŅĒÕĒ“Ó õļ
±ŅńõÓĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ 0,1 ņŃ/ļ ±Ņ±“ÓŌļ Õ“ 0,016 Ń.čļÕõŅŌÓ“Õļ³ĒŅ, ÓńĒĶ÷Ó 0,274
Ń ĻŅņ’ŅĒÕĒ“Ó (95%) ß¹ļÓ Óõ±ŅßĶŅŌÓĒÓ ±“ÕĒĻÓņĶ ÕņĻŅ±“Ķ.
ĀĀ
ĀĀĀ ╚±±ļÕõŅŌÓĒĶÕ Óõ±Ņß÷ĶĶ ßŅļÕÕ “ŅĻ±Ķ„ĒŅŃŅ ĻŅņ’ŅĒÕĒ“Ó ═─╠├
Ķ±±ļÕõŅŌÓļŅ±³ Ō ÓßŅ“Õ [112]. ╚ńŅ“Õņ¹ Óõ±Ņß÷ĶĶ Ō õÓĒĒŅķ ÓßŅ“Õ Ņ’ÕõÕļ ļĶ±³
ŌÕ±ŅŌ¹ņ ņÕ“ŅõŅņ Ķ ņÕ“ŅõŅņ ńÓņÕÓ ÓŌĒŅŌÕ±ĒŅķ Ņ±“Ó“Ņ„ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ
ĻŅņ’ŅĒÕĒ“Ó Ō ±ÕõÕ ±¾§ŅŃŅ ÓńŅ“Ó. ═Ó ąĶ±.8.2.1ą ’ŅĻÓńÓĒ¹ ’Ņļ¾„ÕĒĒ¹Õ ĶńŅ“Õņ¹
Óõ±Ņß÷ĶĶ ŌÕ±ŅŌ¹ņ ņÕ“ŅõŅņ, ĻŅ“Ņ¹Õ ’ŅńŌŅļĶļĶ ’Ņļ¾„Ķ“³ ĻŅļĶ„Õ±“ŌÕĒĒ¾■ ŌÕļĶ„ĶĒ¾ Ķ
±ĻŅŅ±“³ Óõ±Ņß÷ĶĶ.Ā ╩ŅņÕ “ŅŃŅ, Ō
õÓĒĒŅņ ±ļ¾„ÓÕ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ Ķń¾„Ķ“³ ĻĶĒÕ“ĶĻ¾ Óõ±Ņß÷ĶĶ Ķ
Óõ±Ņß÷ĶĶ. ┴¹ļŅ ¾±“ÓĒŅŌļÕĒŅ “Ņļ³ĻŅ “Ņ, „“Ņ ± ’ŅŌÕ§ĒŅ±“Ķ ±“ÕĒĻĶ õÕ±ŅßĶ¾Õ“±
’Ņ õĻÓ 30% Óõ±ŅßĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó. ┬ņÕ±“Õ ± “Õņ, ńĒÓĒĶÕ §ÓÓĻ“ÕÓ Óõ±Ņß÷ĶĶ
ŌÓµĒŅ õļ Ō¹ßŅÓ ņÕ“ŅõÓ ¾õÓļÕĒĶ Óõ±ŅßĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó ±Ņ ±“ÕĒĻĶ.
ĀĀĀ ┬ ÓßŅ“Ó§ [113, 114, 115, 116 ] ’ŅŌÕõÕĒŅ Ķń¾„ÕĒĶÕ Óõ±Ņß÷ĶĶ
Ņß·ÕņĒ¹ņ ņÕ“ŅõŅņ ’Ķ ņÓļ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķ §, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ĶńļÓŃÓ■“± õÓļÕÕ.
┬ õÓĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶ § Ō ĻÓ„Õ±“ŌÕ ņŅõÕļĶ ŅĻĶ±Ķ Óļ■ņĶĒĶ , ’ŅĻ¹ŌÓ■∙ÕķĀĀ Óļ■ņĶĒĶÕŌ¹Õ ±’ļÓŌ¹, Ķ±’Ņļ³ńŅŌÓļÓ±³
ÓĻ“ĶŌĶńĶŅŌÓĒĒÓ ŅĻĶ±³ Óļ■ņĶĒĶķ └ℓ2╬3 ± ¾õÕļ³ĒŅķ
’ŅŌÕ§ĒŅ±“³■ 215 ņ2/ Ń.
ĀĀĀ ╚ńŅ“Õņ¹ Óõ±Ņß÷ĶĶ ═─╠├ Ō ŅßļÓ±“Ķ “Õņ’ÕÓ“¾ + 73Ņ
─ - 48Ņč, ’Ņļ¾„ÕĒĒ¹Õ Ņß·ÕņĒ¹ņ ņÕ“ŅõŅņ Ō ŌÓĻ¾¾ņĒŅķ
Óõ±Ņß÷ĶŅĒĒŅķ ¾±“ÓĒŅŌĻÕĀ Ó ’ÕõÕļ³Ē¹ņ
ŌÓĻ¾¾ņŅņ 10-5 ņņ.“.±“., Ķń ņÕ Õņ¹ņ ņÓĒŅņÕ“Ņņ ╠ÓĻ-╦ÕŅõÓ, ’ĶŌÕõÕĒ¹
ĒÓ ąĶ±. 8.2.2ą. ╩ÓĻ ŌĶõĒŅ Ķń Ķ±¾ĒĻÓ ĶńŅ“Õņ¹ Óõ±Ņß÷ĶĶ ŅßļÓõÓ■“ õŅņ
§ÓÓĻ“ÕĒ¹§ ’ĶńĒÓĻŅŌ, ’Ņ ĻŅ“Ņ¹ņ Óõ±Ņß÷Ķ■ ═─╠├ ĒÓ ŅĻĶ±Ķ Óļ■ņĶĒĶ ņŅµĒŅ
Ņ“ĒÕ±“Ķ Ļ §ÕņŅ±Ņß÷ĶĶ.
Ā ┬Ņ-’ÕŌ¹§, Ō±Õ ’Ņļ¾„ÕĒĒ¹Õ ĶńŅ“Õņ¹ ĶņÕ■“ Ļ¾“Ņķ ĒÓ„Óļ³Ē¹ķĀ ¾„Ó±“ŅĻ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ ĒÓ ßŅļ³°ŅÕ
±Ņõ±“ŌŅ Óõ±ŅßÕĒ“Ó Ļ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ķ Ōļ Õ“± ŌÕ±³ņÓ §ÓÓĻ“ÕĒ¹ņ
õļ §ÕņŅ±Ņß÷ĶĶ.
Ā┬Ņ-Ō“Ņ¹§, ĶņÕ■∙ĶÕ± ’ļÓ“Ņ ĒÓ ĶńŅ“ÕņÕ ŃŅŌŅĶ“ Ņ ßļĶńŅ±“Ķ Ļ
ńÓŌÕ°ÕĒĶ■ ĒÓ±¹∙ÕĒĶ ņŅĒŅ±ļŅ Óõ±ŅßĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó, ĻŅ“ŅŅÕ õŅ±“ĶŃÓÕ“±
’Ķ Ņ„ÕĒ³ ņÓļ¹§ õÓŌļÕĒĶ §. ęÓĻ, ĒÓ’ĶņÕ, ’ļÓ“Ņ ’Ķ ¢ 0,2Ņč
ńÓŌÕ°ÓÕ“± ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅ ņÓļŅņ õÓŌļÕĒĶĶ 0,01, “ŅŃõÓ ĻÓĻ õļ ¶ĶńĶ„Õ±ĻŅķ
Óõ±Ņß÷ĶĶ ŅßÓńŅŌÓĒĶÕ ņŅĒŅ±ļŅ Ā Ņ„ÕĒ³
ÕõĻŅ ńÓĻÓĒ„ĶŌÓÕ“± ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅņ õÓŌļÕĒĶĶ ĒĶµÕ 0,1.
ĀĀ ┬ “Õ“³Ķ§, ĒÓĶßŅļÕÕ ¾ßÕõĶ“Õļ³Ē¹ņ õŅĻÓńÓ“Õļ³±“ŌŅņ §ĶņĶ„Õ±ĻŅŃŅ
ŌńÓĶņŅõÕķ±“ŌĶ ņŅļÕĻ¾ļ ═─╠├ ± ’ŅŌÕ§ĒŅ±“³■ ŅĻĶ±Ķ Óļ■ņĶĒĶ ±ļ¾µĶ“ ĒÕŅßÓ“Ķņ¹ķ
§ÓÓĻ“Õ õÕ±Ņß÷ĶĶ. ┬Ņ Ō±Õ§ Ķ±±ļÕõŅŌÓĒĒ¹§ ±ļ¾„Ó § Óõ±Ņß÷ĶŅĒĒÓ Ķ õÕ±Ņß÷ĶŅĒĒÓ
ŌÕ“ŌĶ ĒÕ ±ŅŌ’ÓõÓ■“, ’Ķ„Õņ õÕ±Ņß÷ĶŅĒĒÓ ŌÕ“Ō³ ļÕµĶ“ Ō¹°Õ ±Ņß÷ĶŅĒĒŅķ . ┬
Ķń¾„ÕĒĒŅņ ĶĒ“ÕŌÓļÕ ŌÕļĶ„ĶĒÓ õÕ±Ņß÷ĶĶ ĒÕ ’ÕŌ¹°ÓļÓ 15%.
Ā ŽŅŌÕõÕĒĒ¹ķ ÓĒÓļĶń Õń¾ļ³“Ó“ŅŌ ’ŅĻÓńÓļ, „“Ņ Ņ“ŌÕ“±“ŌÕĒĒ¹ņĶ ńÓ
§ÕņŅ±Ņß÷Ķ■ Ōļ ■“± ÷ÕĒ“¹ Ó’Ņ“ŅĒĒŅķ ĻĶ±ļŅ“ĒŅ±“Ķ ╦³■Ķ±Ó, ŅßļÓõÓ■∙ĶÕ ßŅļ³°Ķņ
±Ņõ±“ŌŅņ Ļ ĒÕ’ŅõÕļÕĒĒŅķ ²ļÕĻ“ŅĒĒŅķ ’ÓÕĀ
ŽŅ õÓĒĒ¹ņ ÓßŅ“¹ [113] , Ō ±ļ¾„ÓÕ ŅßÓńŅŌÓĒĶ ĻŅņ’ļÕĻ±ŅŌ ═2N :
└ℓ čℓ3 Ā(’Ņ±ļÕõĒĶķ „ļÕĒ Ōļ Õ“± “Ķ’Ķ„ĒŅķ ĻĶ±ļŅ“Ņķ ╦³■Ķ±Ó), ²“Ó ŌÕļĶ„ĶĒÓ
Ņ÷ÕĒĶŌÓÕ“± Ō 40 ĻĻÓļ/ņŅļ³, „“Ņ Ķ Ņß¾±ļÓŌļĶŌÓÕ“ Ļ¾“Ņķ §ÓÓĻ“Õ ĶńŅ“Õņ ĒÓ
ĒÓ„Óļ³ĒŅņ ¾„Ó±“ĻÕ.
ĀĀ ╬’ÕõÕļÕĒĶÕ “Õ’ļŅ“¹ Óõ±Ņß÷ĶĶ ═─╠├ ĒÓ ŅĻĶ±Ķ Óļ■ņĶĒĶ ĶņÕÕ“
ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ, “.Ļ. ÕÕ ŌÕļĶ„ĶĒÓ Ņ’ÕõÕļ Õ“ ŌÕņ Óõ±ŅßĶŅŌÓĒĒŅķ ņŅļÕĻ¾ļ¹ ±
’ŅŌÕ§ĒŅ±“³■. ─ļ §ÕņŅ±Ņß÷ĶĶ ŌÕņ µĶńĒĶ Óõ±ŅßĶŅŌÓĒĒŅķ ņŅļÕĻ¾ļ¹ ’Ķ ĻŅņĒÓ“ĒŅķ
“Õņ’ÕÓ“¾Õ (ŌÕņ ±Ō ńĶ ÕÕ ± ’ŅŌÕ§ĒŅ±“³■) Ņ’ÕõÕļ Õ“± ŌÕļĶ„ĶĒÓņĶ,
’ĶŌÕõÕĒĒ¹ņĶ Ō “ÓßļĶ÷Õ 8.2.1ę ±ŅŃļÓ±ĒŅ [117]
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 8.2.1ę
![]()
![]()
![]() ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęÕ’ļŅ“Ó Óõ±Ņß÷ĶĶĀĀĀĀĀĀĀĀĀĀ ┬Õņ µĶńĒĶ Óõ±ŅßĶŅ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻĻÓļ/ņŅļ³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌÓĒĒŅķ ņŅļÕĻ¾ļ¹
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 100 ±ÕĻ¾Ēõ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬õĒÓ ĒÕõÕļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬õĒÓ ĒÕõÕļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 40ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čŅĶńņÕĶņ ± ŌŅńÓ±“ŅņĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŪÕņļĶ
![]()
č’ ņļÕĒĶÕ ’Ņļ¾„ÕĒĒ¹§
ĶńŅ“Õņ Ō ļĶĒÕķĒ¹§ ĻŅŅõĶĒÓ“Ó§ ’ŅńŌŅļĶļŅ ’Ņļ¾„Ķ“³ ÕņĻŅ±“³ ņŅĒŅ±ļŅ Ā Óm. ŽŅ±ĻŅļ³Ļ¾ ¾õÕļ³ĒÓ
’ŅŌÕ§ĒŅ±“³ Óõ±ŅßÓ“Ó ĶńŌÕ±“ĒÓ, ß¹ļÓ Ó±±„Ķ“ÓĒÓ ²¶¶ÕĻ“ĶŌĒÓ ’ļŅ∙Óõ³Ā ωm, ńÓĒĶņÓÕņÓ ņŅļÕĻ¾ļŅķĀ ═─╠├, ĻŅ“ŅÓ õļ ±ÓŌĒÕĒĶ ß¹ļÓ
Ņ’ÕõÕļÕĒÓĀ ÓńļĶ„Ē¹ņĶ ņÕ“ŅõÓņĶ.
ąÕń¾ļ³“Ó“¹ Ó±„Õ“Ó ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 8.2.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 8.2.2ę
ĀĀĀĀĀ └õ±ŅßÕĒ“ĀĀĀ
ėõÕļĒ.ĀĀĀĀ ęÕņ’Õ.ĀĀĀ ┼ņĻŅ±“³ ’ļŅ“ĒŅŃŅĀĀĀĀĀĀĀĀĀĀ ▌¶¶ÕĻ“ĶŌĒÓ ’ļŅ∙Óõ³
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ŅŌ-±“³ĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŅĒŅ±ļŅ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŅļÕĻ¾ļ¹, ÓĒѱ“Õņ
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņ2/ŃĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀņĻņŅļ³ĀĀĀ
ņĻņŅļ³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņÕ“Ņõ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņ2/ŃĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀņĻņŅļ³ĀĀĀ
ņĻņŅļ³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņÕ“Ņõ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŃÓņņĀĀĀĀĀĀ ņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņ ĶńŅ“ÕņÕĀĀĀĀ ’Ņ ’ļŅ“ĒŅ±“ĶĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŃÓņņĀĀĀĀĀĀ ņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņ ĶńŅ“ÕņÕĀĀĀĀ ’Ņ ’ļŅ“ĒŅ±“ĶĀ
![]()
ĀĀĀĀĀ └ℓ2 ╬3ĀĀ ĀĀĀĀĀĀĀĀĀĀ215ĀĀĀĀĀĀĀĀĀĀĀ
+73ĀĀĀĀĀ ĀĀĀĀĀĀ760ĀĀĀĀĀĀĀĀĀ 3,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
47ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 0,2ĀĀĀĀĀĀĀĀĀ 1200ĀĀĀĀĀĀĀĀ 5,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 21ĀĀĀĀĀĀĀĀĀ Ā1300ĀĀĀĀĀĀĀĀ 6,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 48ĀĀĀĀĀĀĀĀĀĀ 1167ĀĀĀĀĀĀĀĀ 5,4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
31ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀ └╠Ń:6ĀĀĀĀĀĀĀĀĀĀĀ
0,3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0ĀĀĀĀĀĀĀĀĀĀĀ 1,51ĀĀĀĀĀĀĀĀĀ 5,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
33ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀ └─1ĀĀĀĀĀĀĀĀĀĀĀĀ
0,36ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0ĀĀĀĀĀĀĀĀĀĀĀĀ 2,01ĀĀĀĀĀĀĀĀĀ 5,56ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ+ 20ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 28
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 30ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 27
ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ- 50ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 26ĀĀĀĀĀ
![]() Ā
Ā
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-Ó±„Õ“Ē¹ņĀĀ ’¾“Õņ ¾±“ÓĒŅŌļÕĒÓ ńÓŌĶ±ĶņŅ±“³ ÓńņÕÓ
’ļŅ∙ÓõĶ ņŅļÕĻ¾ļ¹ ═─╠├ Ņ“ “Õņ’ÕÓ“¾¹. ▌“Ņ, ’Ņ-ŌĶõĶņŅņ¾, ±Ō ńÓĒŅ ± “Õņ, „“Ņ ±
’ŅĒĶµÕĒĶÕņ “Õņ’ÕÓ“¾¹ ĒÓ §ÕņŅ±Ņß÷Ķ■ ĒÓĻļÓõ¹ŌÓÕ“± ¶ĶńĶ„Õ±ĻÓ Óõ±Ņß÷Ķ ,
ĻŅ“ŅŅķ ±ŅŅ“ŌÕ“±“Ō¾Õ“ ĒÓĻļŅĒĒ¹ķ ¾„Ó±“ŅĻ ĶńŅ“Õņ¹, ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ
ņŅĒŅ±ļŅķ Õ∙Õ ĒÕ ±¶ŅņĶŅŌÓĒ Ķ ĒÕ õŅ±“ĶŃ ±ŌŅÕŃŅ ’ŅļĒŅŃŅ ĒÓ±¹∙ÕĒĶ . ŽÓĻ“Ķ„Õ±ĻŅÕ
±ŅŌ’ÓõÕĒĶÕ ÓńņÕŅŌ ņŅļÕĻ¾ļ¹, ’Ņļ¾„ÕĒĒ¹§ Ķń Óõ±Ņß÷ĶŅĒĒ¹§ ĶńņÕÕĒĶķ ’Ķ ĒĶńĻĶ§
“Õņ’ÕÓ“¾Ó§ ± ÓńņÕÓņĶ, Ó±±„Ķ“ÓĒĒ¹ņĶ ’Ņ ’ļŅ“ĒŅ±“Ķ, ¾ĻÓń¹ŌÓ■“ ĒÓ ßļĶńŅ±“³
ņŅĒŅ±ļŅ Ļ ńÓŌÕ°ÕĒĶ■.
ĀĀ ┬ “ÓßļĶ÷Õ 8.2.2ąĀ
’ĶŌÕõÕĒ¹ õÓĒĒ¹Õ ’Ņ ĻŅļĶ„Õ±“Ō¾ ═─╠├, Óõ±ŅßĶŅŌÓĒĒŅŃŅ ÓńļĶ„Ē¹ņĶ
Óõ±ŅßÕĒ“ÓņĶ. ┴¾õ¾„Ķ ’ĶŌÕõÕĒĒ¹ņĶ Ļ 1 ņ2 ²“Ķ õÓĒĒ¹Õ §ŅŅ°Ņ
±ŅŃļÓ±¾■“± ņÕµõ¾ ±ŅßŅķ , „“Ņ ¾ĻÓń¹ŌÓÕ“ ĒÓ Ņ“±¾“±“ŌĶÕ ±¾∙Õ±“ŌÕĒĒŅŃŅ ÓńļĶ„Ķ
ņÕµõ¾ Óõ±Ņß÷ĶÕķ ═─╠├ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ .
Ā ╚±’Ņļ³ń¾ ’Ņļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ Ņ ÕņĻŅ±“Ķ Ķ ÓńņÕÕ ²¶¶ÕĻ“ĶŌĒŅķ
’ļŅ∙ÓõĶ ńÓĒĶņÓÕņŅķ Óõ±ŅßĶŅŌÓĒĒŅķĀ
ņŅļÕĻ¾ļ¹,Ā ņŅµĒŅ Ņ÷ÕĒĶ“³ ŌĻļÓõ
õÕ±Ņß÷ĶĶ Ō ŌŅńÓ±“ÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ÕņĻŅ±“Ķ ’Ķ §ÓĒÕĒĶĶ Ņ“õ¾“¹§ ĶńõÕļĶķ,
Õ±ļĶ ’ĶĒ “³, „“Ņ ŌÕ±³ Óõ±ŅßĶŅŌÓĒĒ¹ķ ĻŅņ’ŅĒÕĒ“ ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ
õÕ±ŅßĶ¾Õ“± . ęÓĻ, Ō Ņ“õ¾“Ņņ Ņß·ÕņÕ 1ļ ± ’ŅŌÕ§ĒŅ±“³■ 500 ±ņ2,
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ═─╠├ Ō ’Ņ÷Õ±±Õ §ÓĒÕĒĶ Ō¹Ó±“Õ“ Ņ“ 0 õŅ 0,018 ņŃ/ļ.
Ā ęÓĻĶņ ŅßÓńŅņ, ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ Óõ±Ņß÷Ķ ═─╠├
ĒŅ±Ķ“ §ÓÓĻ“Õ §ÕņŅ±Ņß÷ĶĶ Ķ ÕŃŅ ņŅļÕĻ¾ļ¹ ’Ņ„ĒŅ ¾õÕµĶŌÓ■“± ĒÓ Óļ■ņĶĒĶÕŌ¹§
±’ļÓŌÓ§, Ó ÕÕ ĻŅļĶ„Õ±“ŌŅ õŅ±“Ó“Ņ„ĒŅ ŌÕļĶĻŅ ĶĀ
¾õÓļÕĒĶÕ ═─╠├ õŅļµĒŅ ’ŅĶńŌŅõĶ“³± ßŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņĶ ņÕ“ŅõÓņĶ, „Õņ
’Ņ±“Ó ’Ņõ¾ŌĻÓ.
Ā8.3.Ā ╚±±ļÕõŅŌÓĒĶÕ ’ŅĒĶĻĒŅŌÕĒĶ ═─╠├ Ō
’ŅŌÕ§ĒŅ±“Ē¹Õ ’Ņ¹ ņÕ“ÓļļÓ
ĀĀĀ ąÓĒÕÕ ß¹ļŅ ’ŅĻÓńÓĒŅ, „“Ņ Ō¹õÕļÕĒĶÕ ═─╠├ ±Ņ ±“ÕĒŅĻ ÕņĻŅ±“Õķ
ņŅµÕ“ ’ŅĶ±§ŅõĶ“³, Ō Ņ±ĒŅŌĒŅņ, ńÓ ±„Õ“ ’Ņ÷Õ±±ŅŌ õļĶ“Õļ³ĒŅķ ÕŃŅ õÕ±Ņß÷ĶĶ,
ĒÓ§Ņõ ∙ÕŃŅ± Ō §ÕņŅ±ŅßĶŅŌÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļÓ. ŽŅ÷Õ±±
ÕõĶ¶¾ńĶĶ ’Ņõ¾Ļ“ŅŌ Ķń “Ņļ∙Ķ ņÕ“ÓļļÓ ŌĒŅ±Ķ“ ĒÕńĒÓ„Ķ“Õļ³Ē¹ķ ŌĻļÓõ Ō ĻŅļĶ„Õ±“ŌŅ
Ō¹õÕļĶŌ°ÕŃŅ± ’Ņõ¾Ļ“Ó, ’Ņ±ĻŅļ³Ļ¾ õĶ¶¶¾ńĶ ’Ņõ¾Ļ“ŅŌ
Ō ņÕ“Óļ ĒÕŌÕļĶĻÓ.
╬’ÕõÕļÕĒĒ¹ķ ŌĻļÓõ Ō ĻŅļĶ„Õ±“ŌŅ Ō¹õÕļĶŌ°ÕŃŅ± ═─╠├ ņŅµÕ“ ŌĒÕ±“Ķ ’Ņõ¾Ļ“, ĻŅ“Ņ¹ķ
’ŅĒĶĻ Ō ’ŅŌÕ§ĒŅ±“Ē¹Õ ņĶĻŅ’Ņ¹ Ķ ÓńļĶ„Ē¹Õ ņĶĻŅõÕ¶ÕĻ“¹, ĶņÕ■∙ĶÕ± Ā ĒÓ ’ŅŌÕ§ĒŅ±“Ķ. ┬ ±Ķļ¾ ²“ŅŃŅ ß¹ļĶ ’ŅŌÕõÕĒ¹
Ķ±±ļÕõŅŌÓĒĶ ’Ņ Ķń¾„ÕĒĶ■ ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó ĒÓ ņÕ“ÓļļĶ„Õ±ĻŅķ
’ŅŌÕ§ĒŅ±“Ķ, “.Ļ. ĻŅņ’ŅĒÕĒ“¹, ’ŅĒĶĻ°ĶÕ Ō ņĶĻŅ’Ņ¹, ņŅŃ¾“ Ōļ “³± ĒÕ “Ņļ³ĻŅ
’Ķ„ĶĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ŅĻ¾µÓ■∙Õķ ±Õõ¹, ĒŅ Ķ ’Ķ ±ŅÕõĶĒÕĒĶĶ ± ŌļÓŃŅķ ŌŅńõ¾§Ó,
ņŅŃ¾“ ±ŅńõÓŌÓ“³ ĻŅŅńĶŅĒĒŅ ÓĻ“ĶŌĒ¹Õ Ó±“ŌŅ¹ Ķ ±ļ¾µĶ“³ ÷ÕĒ“ÓņĶ ĻŅŅńĶĶ.
ĀĀĀ ┬ õÓĒĒŅņ ÓńõÕļÕ Ņ±ĒŅŌĒ¹Õ Õń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ
[118], ĻŅ“Ņ¹Õ ’ŅńŌŅļĶļĶ ¾±“ÓĒŅŌĶ“³ ĒÓļĶ„ĶÕ ŃŅ■„ÕŃŅ Ō ņĶĻŅ’ŅÓ§, ĒŅ Ķ Ņ÷ÕĒĶ“³
ÕŃŅ Ņļ³ ’Ķ õÕ±Ņß÷ĶĶ, Ó “ÓĻµÕ ’ŅĻÓńÓ“³ ŌŅńņŅµĒŅ±“³ ’ŅļĒŅŃŅ ¾õÓļÕĒĶ ═─╠├ Ķń
’Ņ, ĒÓ’ĶņÕ, ± ’ŅņŅ∙³■ Ó±“ŌŅĶ“ÕļÕķ [114]. ▌Ļ±’ÕĶņÕĒ“¹ ’ŅŌŅõĶļĶ±³ ĒÓ
±“¾µĻÕ ±’ļÓŌÓ └╠Ń6, ĻŅ“ŅÓ Ō ĻŅļĶ„Õ±“ŌÕ 1 Ń. ’ŅņÕ∙ÓļÓ±³ Ō ÕÓĻ“Ņ. ąÕÓĻ“Ņ
’Ņõ¾ŌÓļĶ ±¾§Ķņ ÓńŅ“Ņņ, Ó ńÓ“Õņ Ō ĒÕŃŅ ńÓļĶŌÓļĶ ’Ņ÷Ķ■ ═─╠├ Ō ĻŅļĶ„Õ±“ŌÕ 3 ņļ.
č“¾µĻÓ Ō¹õÕµĶŌÓļÓ±³ Ō “Õ„ÕĒĶĶ 24 „Ó±ŅŌ, ’Ņ±ļÕ „ÕŃŅ ’ŅĶńŌŅõĶļŅ±³ ¾õÓļÕĒĶÕ
═─╠├ õŌ¾ņ ±’Ņ±ŅßÓņĶ:- ’Ņõ¾ŌĻÓ ±¾§Ķņ ÓńŅ“Ņņ ’Ķ 50ŅčĀ õŅ ’ŅļĒŅŃŅ ¾õÓļÕĒĶ ÕŃŅ Ķń ’Ņ“ŅĻÓ Ņ“§Ņõ ∙ÕŃŅ
ÓńŅ“Ó,- ’Ņņ¹ŌĻÓ Ó±“ŌŅĶ“ÕļÕņ ßÕĒńŅļŅņ ņÓĻĶ š.ū. ± ’Ņ±ļÕõ¾■∙Õķ ’Ņõ¾ŌĻŅķ
±¾§Ķņ ÓńŅ“Ņņ ’Ķ 50Ņč õŅ Ņ“Ķ÷Ó“Õļ³ĒŅķ ÕÓĻ÷ĶĶ ĒÓ ═─╠├ Ō Ņ“§Ņõ ∙Õņ
ŃÓńÕ.
ĀĀ ╬„Ķ∙ÕĒĒ¹Õ ŅßÓń÷¹ ’ŅõŌÕŃÓļĶ±³ ÓĒÓļĶń¾ ĒÓ ±ŅõÕµÓĒĶÕ Ō ĒĶ§
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ═─╠├. ╠Õ“ŅõĶĻÓ ÓĒÓļĶńÓ ß¹ļÓ Ņ±ĒŅŌÓĒÓ ĒÓ “Ņņ, „“Ņ
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒ¹ķ ═─╠├, ĻÓĻ Ķ ļ■ßÓ õ¾ŃÓ µĶõĻŅ±“³ Ķ±’Ó Õ“± Ķń
’Ņ, Õ±ļĶ ĒÓ¾µĒŅÕ õÓŌļÕĒĶÕ ’ÓõÓÕ“ õŅ Ē¾ļ .Ā
Ā ▌Ļ±’ÕĶņÕĒ“ ’ŅŌŅõĶļ± Ō Óõ±Ņß÷ĶŅĒĒŅ-ŌÓĻ¾¾ņĒŅķ ¾±“ÓĒŅŌĻÕ ņ ŌÓĻ¾¾ņŅņ
10-5 ņņ.“.±“. ┬Õņ ¾±“ÓĒŅŌļÕĒĶ ’Ņ±“Ņ ĒĒŅŃŅ õÓŌļÕĒĶ ’Ņ õĻÓ 40
ņĶĒ. ’Ķ ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ. ąÓĒÕÕ ß¹ļŅ ’ŅĻÓńÓĒŅ, „“Ņ §ÕņŅ±ŅßĶŅŌÓĒĒ¹ķ ═─╠├
’Ķ ²“Ķ§ ¾±ļŅŌĶ § ’ÓĻ“Ķ„Õ±ĻĶ ĒÕ õÕ±ŅßĶ¾Õ“± ± ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷Ó. ŪÓ“Õņ
’Ó¹ ĻŅĒõÕĒ±ĶŅŌÓļĶ±³ ’Ķ -196Ņč Ō ±’Õ÷ĶÓļ³ĒŅķ Óņ’¾ļÕ, ĻŅ“ŅÓ
Ņ“’ÓĶŌÓļÓ±³ Ņ“ ¾±“ÓĒŅŌĻĶ Ķ ±ĻŅĒõÕĒ±ĶŅŌÓŌ°ÕÕ± ŌÕ∙Õ±“ŌŅ ’ŅõŌÕŃÓļŅ±³
“ÕņĶ„Õ±ĻŅņ¾ ÓńļŅµÕĒĶ■ ’Ķ “Õņ’ÕÓ“¾Õ +350Ņč ± ’Ņ±ļÕõ¾■∙Ķņ
Ō¹ņŅÓµĶŌÓĒĶÕņ.
ĀĀ ėŌÕļĶ„ÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ ŃÓņņ-ņŅļÕķ ŌÕ∙Õ±“ŌÓ ’Ņ±ļÕ “ÕņĶ„Õ±ĻŅŃŅ
ÓńļŅµÕĒĶ Ķ ’Ņ ŌļÕĒĶÕ ’Ņõ¾Ļ“ŅŌ, ĒÕ ĻŅĒõÕĒ±Ķ¾■∙Ķ§± ’Ķ -196╬č,
ŅõĒŅńĒÓ„ĒŅ ¾ĻÓń¹ŌÓļŅ ĒÓ ’Ķ±¾“±“ŌĶÕ ═─╠├. ▌“Ņ Ņß· ±Ē Õ“± “Õņ, „“Ņ
’ĶņÕĒ ■∙ĶÕ± ’Ķ õÕ±Ņß÷ĶĶ µĶõĻŅ±“Ķ ßÕĒńŅļ Ķ ŌŅõÓ ’Ķ ²“Ņķ “Õņ’ÕÓ“¾Õ ĒÕ
ÓńļÓŃÓ■“± Ķ, ±ļÕõŅŌÓ“Õļ³ĒŅ, ĒÓŃÕŌÓĒĶÕ ²“Ķ§ ŌÕ∙Õ±“Ō ĒÕ ’ĶŌŅõĶ“ Ļ ¾ŌÕļĶ„ÕĒĶ■
ŃÓņņ-ņŅļÕķ Ķ ’Ņ ŌļÕĒĶ■ ĒÕ ĻŅĒõÕĒ±Ķ¾■∙Ķ§± ’Ņõ¾Ļ“ŅŌ. ąÕń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“ŅŌĀ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ
8.3.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 8.3.1ę
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╩ŅļĶ„Õ±“ŌŅĀ ŌÕ∙Õ±“ŌÓ, ņĶĻŅņŅļ³
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╩ŅļĶ„Õ±“ŌŅĀ ŌÕ∙Õ±“ŌÓ, ņĶĻŅņŅļ³
![]()
![]()
![]()
![]() ĀĀ
ĀĀ
╣ Ņ’¹“ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩Ņļ-ŌŅĀĀĀĀĀĀĀĀĀ ╩Ņļ-ŌŅĀĀĀĀĀĀĀĀĀ ╩Ņļ-ŌŅĀĀĀĀĀĀĀĀĀĀĀĀ
╩Ņļ-ŌŅĀĀĀĀĀĀĀĀĀĀĀĀ ╩Ņļ-ŌŅ
ĒÕ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ ŅßÓßŅ“ĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌÕ∙-ŌÓĀĀĀĀĀĀĀĀ
ŌÕ∙-ŌÓĀĀĀĀĀĀĀĀĀ ŌÕ∙-ŌÓ,ĀĀĀĀĀĀĀĀĀĀĀĀ ŌÕ∙-ŌÓĀĀĀĀĀĀĀĀĀĀĀĀ Ō¹ņŅÓµĶ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
õŅ Ō¹ņŅ-ĀĀĀĀĀ ’Ņ±ļÕĀĀĀĀĀĀĀĀĀĀĀ Ō¹ņŅŅ-ĀĀĀĀĀĀĀĀ ’Ņ±ļÕ “Õ-ĀĀĀĀĀĀĀĀ
ŌÓ■∙Ķ§±
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓµĶŌÓ-ĀĀĀĀĀĀ Ō¹ņŅÓ-ĀĀĀĀĀĀĀ µµÕĒĒŅÕĀĀĀĀĀĀĀĀ ņĶ„Õ±ĻŅŃŅĀĀĀĀĀĀĀ
’Ņ-ŅŌ ’Ņ±ļÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĒĶ ĀĀĀĀĀĀĀĀĀĀĀ µĶŌÓĒĶ ĀĀĀĀĀĀ Ō Óņ’¾ļ¾ĀĀĀĀĀĀ ÓńļŅµÕĒĶ ĀĀĀĀĀĀĀ
“ÕņŅÓńļŅµ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ó1ĀĀĀĀĀĀĀĀĀĀĀĀ Ó2ĀĀĀ ĀĀĀĀĀĀĀĀÓ1 ¢Ó2ĀĀĀĀĀĀĀĀĀ Ó3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ó4
![]() ĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀ
ĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀ
![]() 1.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅõ¾ŌĻÓ ±¾§ĶņĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ1,05ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,15ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,39ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,62ĀĀ
1.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅõ¾ŌĻÓ ±¾§ĶņĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ1,05ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,15ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,39ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,62ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńŅ“Ņņ ’Ķ 50Ņč
2.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅņ¹ŌĻÓ ßÕĒńŅļŅņĀĀĀĀĀĀĀĀĀ 1.25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,04ĀĀĀĀĀĀĀĀĀĀĀ 1,25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,11ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ā0,11
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ ’Ņõ¾ŌĻÓ ±¾§Ķņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńŅ“Ņņ ’Ķ 50Ņč
3.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅņ¹ŌĻÓ ŌŅõŅķĀĀĀĀĀĀĀĀĀ 0,24ĀĀĀĀĀĀĀĀĀĀĀ
0,04ĀĀĀĀĀĀĀĀ 0,20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,42ĀĀĀĀĀĀĀĀĀĀĀ 0,03ĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ ’Ņõ¾ŌĻÓ ±¾§Ķņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńŅ“Ņņ ’Ķ 50ŅčĀ
![]()
Ā └ĒÓļĶń õÓĒĒ¹§, ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ ’ŅĻÓń¹ŌÓÕ“, „“ŅĀ Ō ’ÕŌŅņ ²Ļ±’ÕĶņÕĒ“Õ Ō Õń¾ļ³“Ó“ÕĀ Ō Õń¾ļ³“Ó“Õ “ÕņĶ„Õ±ĻŅŃŅ ÓńļŅµÕĒĶ
ĒÓßļ■õÓÕ“± ńĒÓ„Ķ“Õļ³ĒŅÕ ¾ŌÕļĶ„ÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ ņĶĻŅņŅļÕķ ŌÕ∙Õ±“ŌÓ: Ó3 ¢
(Ó1 ¢Ó2) = 0,49 ņĻ.ņŅļ³.Ā
ŽĶ„Õņ, ĒÓßļ■õÓļŅ±³ ’Ņ ŌļÕĒĶÕ ĒÕ Ō¹ņŅÓµĶŌÓ■∙Ķ§± ’Ņõ¾Ļ“ŅŌĀ Ō ĻŅļĶ„Õ±“ŌÕ 0,62 ņĻ ņŅļ³ (Ó4).
▌“Ķ Õń¾ļ³“Ó“¹ ±ŌĶõÕ“Õļ³±“Ō¾■“ Ņ ’Ķ±¾“±“ŌĶĶ Ō ±Ķ±“ÕņÕ ŌÕ∙Õ±“ŌÓ ÓńļÓŃÓ■∙ÕŃŅ±
’Ķ ĒÓŃÕŌÓĒĶĶ ± ŅßÓńŅŌÓĒĶÕņ ĒÕĻŅĒõÕĒ±Ķ¾■∙Ķ§± ’Ņõ¾Ļ“ŅŌ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“
Ņ ’Ķ±¾“ŌĶĶ ═─╠├.
ĀĀ čļÕõŅŌÓ“Õļ³ĒŅ, ’Ņõ¾ŌĻÓ ±¾§Ķņ ÓńŅ“Ņņ ĒÕ ’ŅļĒŅ±“³■ ¾õÓļ Õ“
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒ¹ķ ═─╠├ ± ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ.
ĀĀ ╚Ē¹Õ Õń¾ļ³“Ó“¹ ’Ņļ¾„Ó■“± ’Ķ ŅßÓßŅ“ĻÕ ŅßÓń÷ŅŌ Ó±“ŌŅĶ“ÕļÕņ.
ŽĶ Ķ±’Ņļ³ńŅŌÓĒĶĶ ßÕĒńŅļÓ Ó ’ŅÓ§ ═─╠├ ĒÕ ŅßĒÓ¾µĶŌÓÕ“± . ╩ŅļĶ„Õ±“ŌŅ ŌÕ∙Õ±“ŌÓ,
’ÕÕ°Õõ°ÕŃŅ Ō ŌÓĻ¾¾ņ, ±Ņ±“ÓŌĶļŅ 1,25 ņĻ ņŅļ³ ( Ó1 ¢ Ó2 ).
╬õĒÓĻŅ “ÕņĶ„Õ±ĻŅÕ ÓńļŅµÕĒĶÕĀ ŌÕ∙Õ±“ŌÓ
ĒÕ ĒÓßļ■õÓļŅ±³. ═ÕßŅļ³°ŅÕ ¾ŌÕļĶ„ÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ ņĶĻŅņŅļÕķ ’Ņ±ļÕ “ÕņĶ„Õ±ĻŅŃŅ
ÓńļŅµÕĒĶ ( 0,14 ņĻ ņŅļ³) ņŅµÕ“ ß¹“³ ±Ō ńÓĒŅ ± ĒÕ“Ņ„ĒŅ±“³■ ²Ļ±’ÕĶņÕĒ“Ó.
╬„ÕŌĶõĒŅ ÓĒÓļĶńĶ¾ÕņŅÕ ŌÕ∙Õ±“ŌŅ Ō õÓĒĒŅņ ±ļ¾„ÓÕ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ Ņ±“Ó“ĻĶ
ßÕĒńŅļÓ. ▌“Ņ“ Ō¹ŌŅõ ’Ņõ“ŌÕµõÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒ¹ņ Ō¹ņŅÓµĶŌÓĒĶÕņ ’Ķ -196ŅčĀ ŌÕ∙Õ±“ŌÓ, ’ŅõŌÕŃÓŌ°ÕŃŅ± “ÕņĶ„Õ±ĻŅķ
ŅßÓßŅ“ĻÕ.
ĀĀ ŽĶ ’Ņņ¹ŌĻÕ ŌŅõŅķ Ō Ō¹ņŅÓµĶŌÓ■∙Õņ± ŌÕ∙Õ±“ŌÕ ═─╠├ “ÓĻµÕ
Ņ“±¾“±“Ō¾Õ“. ▌“Ņ ’Ņõ“ŌÕµõÓÕ“± “Õņ, „“Ņ ’Ņ±ļÕ “ÕņĶ„Õ±ĻŅķ ŅßÓßŅ“ĻĶ Ō±Õ
ŌÕ∙Õ±“ŌÓ ĻŅĒõÕĒ±Ķ¾■“± ’Ķ -196Ņč, “.Õ. ’Õõ±“ÓŌļ ■“ ±ŅßŅķ ŌŅõ¾.
ėŌÕļĶ„ÕĒĶÕ Ņß∙ÕŃŅ „Ķ±ļÓ ņĶĻŅņŅļÕķ ŌÕ∙Õ±“ŌÓ ’Ņ±ļÕ “ÕņĶ„Õ±ĻŅŃŅ ÓńļŅµÕĒĶ (
±“Ņļß÷¹ 5 Ķ 6 Ņ’¹“Ó 3 ’Ņ “ÓßļĶ÷Õ) ņŅµÕ“ ß¹“³ ±Ō ńÓĒŅ ± ņÕĒ³°Õķ ±ĻŅŅ±“³■
õÕ±Ņß÷ĶĶ ŌŅõ¹ Ōļ ■∙Õķ± ’Ņļ ĒŅÕ ŌÕ∙Õ±“ŌŅņ, ’Ņ ±ÓŌĒÕĒĶ■ ± ĒÕ’Ņļ Ē¹ņ
ßÕĒńŅļŅņ, Ō Õń¾ļ³“Ó“Õ „ÕŃŅ õÕ±Ņß÷Ķ ŌŅõ¹ ’ŅĶ±§ŅõĶ“ ĒÕ “Ņļ³ĻŅ ĒÓ ’ÕŌŅņ ²“Ó’Õ
Ņ’¹“Ó ’Ķ 20Ņč Ō Óõ±Ņß÷ĶŅĒĒŅķ ±Ķ±“ÕņÕ, Ņ“ĻÓ„ÕĒĒŅķ õŅ 10-5
ņņ. “. ±“, ĒŅ Ķ ĒÓ ’Ņ±ļÕõ¾■∙Õņ ²“Ó’Õ Ō¹ņŅÓµĶŌÓĒĶ Ō Óņ’¾ļ¾.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ŅßÓßŅ“ĻÓ ŅßÓń÷ŅŌ ņÕ“ÓļļĶ„Õ±ĻŅķ ±“¾µĻĶ,
±ŅõÕµÓ∙Õķ ═─╠├, ĻÓĻ ’Ņļ Ē¹ņ, “ÓĻ Ķ ĒÕ’Ņļ Ē¹ņ Ó±“ŌŅĶ“ÕļÕņ ’ĶŌŅõĶ“ Ļ
¾õÓļÕĒĶ■ ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ═─╠├.
ĀĀ ╚ńĀ ’Ņļ¾„ÕĒĒ¹§ õÓĒĒ¹§ ņŅµĒŅ Ņ’ÕõÕļĶ“³
ĻŅļĶ„Õ±“ŌŅ ═─╠├, ĒÓ§Ņõ ∙ÕŃŅ± Ā Ō ņÕ“ÓļļÕ
Ķ ĒÓ ÕŃŅ ’ŅŌÕ§ĒŅ±“Ķ ± ¾„Õ“Ņņ ’Ņõ¾Ļ“Ó:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q ±Ņß.- §ÕņŅ±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QõĶ¶. Ā- ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ Ō ņÕ“Óļļ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q ĻÓ’. ĻŅĒ. ¢
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ Ō ’ŅŌÕ§ĒŅ±“Ē¹§ ’ŅÓ§ ņÕ“ÓļļÓ.
Ā ┼ņĻŅ±“³ ņŅĒŅ±ļŅ ═─╠├, §ÕņŅ±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ
└╠Ń6, ±Ņ±“ÓŌļ Õ“ 5 ņĻ. ņŅļ³/ņ 2, „“Ņ ±ŅŅ“ŌÕ“±“Ō¾Õ“ Q±Ņß.
= 0,3
ņŃ/ņ2.
Ā Ā╚±§Ņõ Ķń ÓĒÕÕ
’Ņļ¾„ÕĒĒŅŃŅ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶ ═─╠├ Ō ±’ļÓŌ └╠Ń6 ņŅµĒŅ Ņ’ÕõÕļĶ“³ ĻŅļĶ„Õ±“ŌŅ
═─╠├ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ĒÓ ’ļŅ∙ÓõĶ 1 ņ2 . ąÓ±„Õ“ ŌÕõÕ“± ’Ņ ¶Ņņ¾ļÕ
8.1.1į. ┬ Ó±„Õ“Õ ’ĶĒĶņÓ■“± ±ļÕõ¾■∙ĶÕ ŌÕļĶ„ĶĒ¹:
Ā ─ = 2,45.10-13 ±ņ2/±ÕĻ, ;Ā čŅ = 8,4.10-4 Ń/±ņ2;Ā τ = 1 ŃŅõ- 3,15.107
±ÕĻ;Ā S = 1 ņ2- 1.104
±ņ2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚±§Ņõ Ķń Ó±„Õ“Ó QõĶ¶. = 0,013 ņŃ/ņ2
Ā ╚±’Ņļ³ń¾ õÓĒĒ¹Õ ’ĶŌÕõÕĒĒ¹Õ Ō ĒÓ±“Ņ ∙Õņ ÓńõÕļÕ, ņŅµĒŅ
Ņ’ÕõÕļĶ“³ ĻŅļĶ„Õ±“ŌŅ ═─╠├ , ’ŅĒĶĻ°ÕÕ Ō ņĶĻŅ’Ņ¹ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļÓ.
╚±§Ņõ Ķń “ÓßļĶ÷¹ 8.3.1ę , õÓĒĒ¹Õ Ō ĻŅ“ŅŅķ Ó±±„Ķ“ÓĒ¹ ĒÓ 1 Ń. ±“¾µĻĶ ±
¾õÕļ³ĒŅķ ’ŅŌÕ§ĒŅ±“³■Ā 0,36 ņ2/Ń.,
ĻŅļĶ„Õ±“ŌŅ ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ═─╠├ ±Ņ±“ÓŌĶ“ QÓĻ’.ĻŅĒ.= 0,9 ņĻ.ņŅļ³ ( Ó1
¢ Ó2 ). ─ļ 1 ņ2 ĻŅļĶ„Õ±“ŌŅ ═─╠├Ā ±Ņ±“ÓŌĶ“ QĻÓ’ ĻŅĒ.. =Ā 0,9: 0,36 = 2,5 ņĻ.ņŅļ³ ĶļĶ 0,15 ņŃ/ņ2.
ĀĀ ┬ÕļĶ„ĶĒÓ QĻÓ’.ĻŅĒ.. ńÓŌĶ±Ķ“ Ņ“ ±Ņ±“Ņ ĒĶ
ŅßÓßŅ“ĻĶĀ ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļÓ Ķ,
±ļÕõŅŌÓ“Õļ³ĒŅ, Ņ“ ĻŅļĶ„Õ±“ŌÓ ņĶĻŅõÕ¶ÕĻ“ŅŌ ĒÓ ĒÕķ. ┬ õÓĒĒŅņ ±ļ¾„ÓÕ ņŅµĒŅ
’ŅļÓŃÓ“³, „“Ņ ’ŅŌÕ§ĒŅ±“³ ±“¾µĻĶ ĒÓĶßŅļÕÕ ÓńŌÕ“ŌļÕĒĒÓ Ķ ĒÓ ÕÕ ’ŅŌÕ§ĒŅ±“Ķ
ĒÓ§ŅõĶ“± ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ ņĶĻŅõÕ¶ÕĻ“ŅŌ. ŽĶ ²“Ņņ ĒÕŅߧŅõĶņŅ Ņ“ņÕ“Ķ“³,
„“Ņ ¾õÕļ³ĒÓ ’ŅŌÕ§ĒŅ±“³ ±“¾µĻĶ ÓŌĒÓ 0,36 ņ2/Ń, “ÓĻµÕ ĻÓĻ Ķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ , ńÓņÕÕĒÓ ’Ņ ĒĶńĻŅ“Õņ’ÕÓ“¾ĒŅķ Óõ±Ņß÷ĶĶ ĻĶ’“ŅĒÓ. ┬ ±Ō ńĶ ± ²“Ķņ ĒÓ
ÕõĶĒĶ÷Õ ’ļŅ∙ÓõĶ ¶ÓĻ“Ķ„Õ±ĻÓ ’ŅŌÕ§ĒŅ±“³, ĒÓ§Ņõ ∙Ó ± Ō ĻŅĒ“ÓĻ“Õ ± ═─╠├, ß¾õÕ“
ńĒÓ„Ķ“Õļ³ĒŅ Ō¹°Õ Ķ, ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ, ß¾õÕ“ ßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ═─╠├.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā
Ā
Ā╚“ŅŃŅ, ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6 ’ļŅ∙Óõ³■ 1 ņ2 ,
ß¹Ō°Õķ Ō ĻŅĒ“ÓĻ“Õ Ō “Õ„ÕĒĶÕ ŃŅõÓ ± ═─╠├, ’Ņ±ļÕ ÕŃŅ ±ļĶŌÓ Ķ ’Ņõ¾ŌĻĶ ±¾§Ķņ
ÓńŅ“Ņņ ņŅµÕ“ Ņ±“Ó“³± ═─╠├:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q±¾ņ. = Q±Ņß. +Ā QõĶ¶. +Ā QĻÓ’.ĻŅĒ.Ā =Ā 0,3 + 0,013 + ╬,463
ņŃ.ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ.(8.3.1į)
▌“Ņ ĻŅļĶ„Õ±“ŌŅ ═─╠├ ß¾õÕ“
ņÕõļÕĒĒŅ Ō¹õÕļ “³± ± ’ŅŌÕ§ĒŅ±“Ķ Ķ ’Ņ±“Ņ ĒĒŅ ńÓŃÓńŅŌ¹ŌÓ“³ ŅĻ¾µÓ■∙¾■ ±Õõ¾.
čÓŌĒĶŌÓ ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ŌĶõĒŅ, „“Ņ ĒÓĶßŅļÕÕ ±¾∙Õ±“ŌÕĒĒ¹ķ ŌĻļÓõ Ō
Ō¹õÕļÕĒĶÕ ’Ņõ¾Ļ“Ó ĶõÕ“ ńÓ ±„Õ“ §ÕņŅ±ŅßĶŅŌÓĒĒŅŃŅ Ķ
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ ’Ņõ¾Ļ“Ó, ’Ņ²“Ņņ¾ ’Ķ ÓńÓßŅ“ĻÕ ņÕ“ŅõŅŌ
ĒÕķ“ÓļĶńÓ÷ĶĶ ĶńõÕļĶķ ĒÕŅߧŅõĶņŅ ĒÓĶßŅļÕÕ ¾õÕļ “³ ŌĒĶņÓĒĶÕ ¾õÓļÕĒĶ■ ²“Ķ§
±Ņ±“ÓŌļ ■∙Ķ§.
8.4.Ā ╚±±ļÕõŅŌÓĒĶÕ
ŌńÓĶņŅõÕķ±“ŌĶ └ę Ķ ═─╠├Ā ± ’ŅŌÕ§ĒŅ±“³■
ŅĻĶ±Ķ Óļ■ņĶĒĶ
ĀĀĀĀĀĀĀ ņÕ“ŅõŅņ ╚╩-±’ÕĻ“Ņ±ĻŅ’ĶĶ
ĀĀ ąÓĒÕÕ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ ’ÕĶņ¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ §ĶņĶ„Õ±ĻŅŃŅ
ŌńÓĶņŅõÕķ±“ŌĶ ═─╠├ ± Óļ■ņĶĒĶÕŌŅķ ’ŅŌÕ§ĒŅ±“³■. ─ļ ÓńÓßŅ“ĻĶ ņÕ“ŅõÓ
ĒÕķ“ÓļĶńÓ÷ĶĶ, ’ÕµõÕ Ō±ÕŃŅ ĒÕŅߧŅõĶņŅ Ķ±±ļÕõŅŌÓ“³ ’ĶŅõ¾ §ĶņĶ„Õ±ĻŅķ ±Ō ńĶ
ĻŅņ’ŅĒÕĒ“ŅŌ ± Óļ■ņĶĒĶÕŌŅķ ’ŅŌÕ§ĒŅ±“³■, ¾„Ķ“¹ŌÓ ĒÓ§ŅµõÕĒĶÕ ĒÓ ĒÕķ ’ļÕĒĻĶ ŅĻĶ±Ķ
Óļ■ņĶĒĶ .
ĀĀ ┬ńÓĶņŅõÕķ±“ŌĶÕ └ę Ķ ═─╠├ ± ’ŅŌÕ§ĒŅ±“³■ ņÕ“ÓļļÓĀ Ō ±¾∙ĒŅ±“Ķ ±ŌŅõĶ“± Ļ ŌńÓĶņŅõÕķ±“ŌĶ■ ²“Ķ§
ŌÕ∙Õ±“Ō ± ŅĻĶ±ĒŅķ ’ļÕĒĻŅķ. ╚ńŌÕ±“ĒŅ, „“Ņ ±“¾Ļ“¾Ó Ķ ±ŌŅķ±“ŌÓ ²“Ņķ ’ļÕĒĻĶ
ßļĶńĻĶĀ Ļ ±“¾Ļ“¾Õ Ķ ±ŌŅķ±“ŌÓņ „Ķ±“Ņķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ . ┬ ±Ō ńĶ ± ²“Ķņ, ŅĻĶ±³ Óļ■ņĶĒĶ ņŅµÕ“ ±ļ¾µĶ“³ ¾õŅßĒŅķ ņŅõÕļ³■ õļ Ķń¾„ÕĒĶ
’ĶŅõ¹ ŌńÓĶņŅõÕķ±“ŌĶ ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ ± ’ŅŌÕ§ĒŅ±“³■ Óļ■ņĶĒĶÕŌ¹§
±’ļÓŌŅŌ. ═ÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒŅ ²“Ņ ņŅµĒŅ ±õÕļÓ“³ ± ’ŅņŅ∙³■ ╚╩-±’ÕĻ“Ņ±ĻŅ’ĶĶ.
ęÓĻĶÕ Ķ±±ļÕõŅŌÓĒĶ ß¹ļĶ ’ŅŌÕõÕĒ¹ Ō ÓßŅ“Õ [116] ± Ķ±’Ņļ³ńŅŌÓĒĶÕ ņÕ“ŅõĶĻĶ,Ā Ņ’Ķ±ÓĒĒŅķ Ō ÓßŅ“Õ[119], Õń¾ļ³“Ó“Ó ĻŅ“Ņ¹§
’ĶŌŅõ “± õÓļÕÕ.
ĀĀ ╚╩-±’ÕĻ“¹ ±ĒĶņÓļĶ±³ Ō ÷Õļ³ĒŅ ’Ó ĒĒŅķ ±Ķ±“ÕņÕ Ō ĻŅ“Ņ¾■ ’ŅņÕ∙ÓļĶ
’ŅĶ±“¹Õ “ÓßļÕ“ĻĶ, ±’Õ±±ŅŌÓĒĒ¹ÕĀ Ķń
’ŅŅ°ĻÓ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ķ ¶ĶĻ±ĶŅŌÓļÓ±³ Ō ÓņĻŅõÕµÓ“Õļ³. ŽŅŌÕ§ĒŅ±“³ “ÓßļÕ“ĻĶ
’ÕõŌÓĶ“Õļ³ĒŅ Ņ„Ķ∙ÓļÓ±³ ’ŅĻÓļĶŌÓĒĶÕņ ĒÓ ŌŅńõ¾§Õ ’Ķ 500Ņč Ō
“Õ„ÕĒĶÕ 4-§ „Ó±ŅŌ, Ó ńÓ“Õņ Ō ŌÓĻ¾¾ņÕ 10-5 ņņ.“.±“. ’Ķ “Ņķ µÕ
“Õņ’ÕÓ“¾Õ Ō “Õ„ÕĒĶÕ 2-§ „Ó±ŅŌ. └ę Ķ ═─╠├ ŌŌŅõĶļĶ±³ Ō ±Ķ±“Õņ¾ ’¾“Õņ ÓńßĶŌÓĒĶ
’Ķ ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ °ÓĶĻŅŌŅķ Óņ’¾ļ¹. ─Õ±Ņß÷Ķ Ņ±¾∙Õ±“Ōļ ļÓ±³ ’¾“Õņ
Ō¹ņŅÓµĶŌÓĒĶ ’Ņõ¾Ļ“ŅŌ µĶõĻĶņ ÓńŅ“Ņņ ’Ķ ŅõĒŅŌÕņÕĒĒŅņ ĒÓŃÕŌÓĒĶĶ ŅßÓń÷Ó.
č’ÕĻ“¹ ÕŃĶ±“ĶŅŌÓļĶ±³ ĒÓ ╚╩-±’ÕĻ“ŅņÕ“Õ ╚╩-20 ± ’ĶńņÓņĶ ╩┬r,
NCℓĀ Ķ LiF.
╬“ĒÕ±ÕĒĶÕ ’ŅļŅ± ’ŅŃļŅ∙ÕĒĶ ’Ņ ═─╠├Ā
’ŅŌŅõĶļŅ±³ ĒÓ Ņ±ĒŅŌÓĒĶĶ ÓßŅ“¹ [120], Ó └ę ’Ņ ÓßŅ“Õ [121].
ĀĀ ╚╩-±’ÕĻ“¹ Ā═─╠├
’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. 8.4.1ą,Ā čŅß±“ŌÕĒĒŅ
’ŅŃļŅ∙ÕĒĶÕ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ō ŅßļÓ±“Ķ 4000-1100 ±ņ-1 ĒÕńĒÓ„Ķ“Õļ³ĒŅ.
ŽŅļŅ±¹ 3680 Ķ 3750Ā ±ņ-1
’ĶĒÓõļÕµÓ“, ĻÓĻ ĶńŌÕ±“ĒŅ, [119] ŃĶõŅĻ±Ķļ³Ē¹ņ Ń¾’’Óņ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±ļÓ
Óļ■ņĶĒĶ .Ā ŽĶ Óõ±Ņß÷ĶĶ ═─╠├ ŌŅńĒĶĻÓÕ“
±ÕĶ ĒŅŌ¹§ ’ŅļŅ± Ō ŅßļÓ±“Ķ 2850 ¢ 2976 ±ņ-1 Ķ 1250 ¢ 1650 ±ņ-1
. ▌“Ķ ’ŅļŅ±¹ ±Ņ§ÓĒ ■“± ’Ķ õÕ±Ņß÷ĶĶ ═─╠├ Ō ŌÓĻ¾¾ņÕ ’Ķ “Õņ’ÕÓ“¾Ó§ Ņ“ 100
õŅ 300Ņč, „“Ņ ¾ĻÓń¹ŌÓÕ“ ĒÓ ńĒÓ„Ķ“Õļ³Ē¾■ ’Ņ„ĒŅ±“³ ±Ō ńĶ ņŅļÕĻ¾ļ ═─╠├
± ’ŅŌÕ§ĒŅ±“³■.
ĀĀ ╚╩-±’ÕĻ“¹ ═─╠├ ĒÓ ŅĻĶ±ļÕ Ķ „Ķ±“ŅŃŅ ’Ņõ¾Ļ“Ó ±¾∙Õ±“ŌÕĒĒŅ
Ņ“ļĶ„Ó■“± . ŽŅļŅ±¹ ŃĶõŅĻ±Ķļ³Ē¹§ Ń¾’’, ’ĶĒÓõļÕµÓ∙Ķ§ ŅĻĶ±ļ¾ Óļ■ņĶĒĶ Ā Ķ±„ÕńÓ■“ Ķ ’Ņ Ōļ Õ“± °ĶŅĻÓ ’ŅļŅ±Ó Ō¾
ĶĒ“ÕŌÓļÕ 3550 ¢ 3700 ±ņ-1 . ŽŅ ŌļÕĒĶÕ “ÓĻŅķ ’ŅļŅ±¹ ŅõĒŅńĒÓ„ĒŅ
¾ĻÓń¹ŌÓÕ“ ĒÓ ŅßÓńŅŌÓĒĶÕ ŌŅõŅŅõĒŅķ ±Ō ńĶ ņÕµõ¾ ņŅļÕĻ¾ļÓņĶ Óõ±ŅßÓ“Ó Ķ
ŃĶõŅĻ±Ķļ³Ē¹ņĶ Ń¾’’ÓņĶ:
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ [ĀĀĀĀĀ └
ℓĀĀĀĀĀ ╬ĀĀĀĀĀĀ ═ģģģ═ĀĀĀ NĀĀĀĀĀĀ NĀĀĀĀĀĀĀ č═3 Ā]ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ.(
8.4.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ [ĀĀĀĀĀ └
ℓĀĀĀĀĀ ╬ĀĀĀĀĀĀ ═ģģģ═ĀĀĀ NĀĀĀĀĀĀ NĀĀĀĀĀĀĀ č═3 Ā]ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ.(
8.4.1į)
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3Ā
Ā▌“Ó ’ŅļŅ±Ó ±Ņ§ÓĒ Õ“± ’Ņ±ļÕ õÕ±Ņß÷ĶĶ ’Ķ 100Ņč, ĒŅ
’ŅļĒŅ±“³■ Ķ±„ÕńÓÕ“ ’Ķ 200Ņč. ŽĶ ²“Ņņ ĶĒ“ÕĒ±ĶŌĒŅ±“³ ’ŅļŅ±
ŃĶõŅĻ±Ķļ³Ē¹§ Ń¾’’ ŌŅ±±“ÓĒÓŌļĶŌÓÕ“± .
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ĒÓŃÕŌÓĒĶÕ Ō ŌÓĻ¾¾ņÕ Ō¹°Õ 100Ņč
’ĶŌŅõĶ“ Ļ Óń¾°ÕĒĶ■ ŌŅõŅŅõĒŅķ ±Ō ńĶ ņŅļÕĻ¾ļ¹ ═─╠├Ā ± ŃĶõŅĻ±Ķļ³Ē¹ņ Ń¾’’ÓņĶ ’ŅŌÕ§ĒŅ±“ĶĀ ŅĻĶ±Ķ Óļ■ņĶĒĶ . ╬õĒÓĻŅ Ķ Ō¹°Õ 100ŅčĀ ńĒÓ„Ķ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ═─╠├ ¾õÕµĶŌÓÕ“±
’ŅŌÕ§ĒŅ±“³■ ŅĻĶ±Ķ Óļ■ņĶĒĶ . └ĒÓļĶń ±’ÕĻ“ŅŃÓņņ¹ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓĶßŅļÕÕ
±Ķļ³ĒŅÕ ŌŅńņ¾∙ÕĒĶÕ Ō Õń¾ļ³“Ó“Õ Óõ±Ņß÷ĶĶ Ķ±’¹“¹ŌÓÕ“ ÓņĶĒŅŃ¾’’Ó ņŅļÕĻ¾ļ¹ ═─╠├
. ŽŅļŅ±¹ ŌÓļÕĒ“Ē¹§ ĻŅļÕßÓĒĶķ ²“Ņķ Ń¾’’¹ ĒÓßļ■õÓ■“± ļĶ°³ ’Ķ ĻŅņĒÓ“ĒŅķ
“Õņ’ÕÓ“¾Õ, ĻŅŃõÓ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ ’Ķ±¾“±“Ō¾Õ“ Ķ ¶ĶńĶ„Õ±ĻĶ
Óõ±ŅßĶŅŌÓĒĒ¹ķ ═─╠├. ─Õ±Ņß÷Ķ ’Ķ 20Ņč ’ĶŌŅõĶ“ Ļ Ķ±„ÕńĒŅŌÕĒĶ■
ŌÓļÕĒ“Ē¹§ ĻŅļÕßÓĒĶķ ÓņĶĒŅŃ¾’’ Ō õĶÓ’ÓńŅĒÕ 3225-3240 ±ņ-1.╠ŅµĒŅ
’Õõ’ŅļŅµĶ“³, „“Ņ “ÓĻŅÕ ĶńņÕĒÕĒĶÕ ±’ÕĻ“ŅŌ ’ŅĶ±§ŅõĶ“ Ō Õń¾ļ³“Ó“Õ ŅßÓńŅŌÓĒĶ
õŅĒŅĒŅ-ÓĻ÷Õ’ĒŅķ ±Ō ńĶ ÓņĶĒŅ±“¾Ļ“¾¹ ± ’ŅŌÕ§ĒŅ±“³■, ’Ņ±ĻŅļ³Ļ¾ ĒÓĶßŅļÕÕ
ŌÕŅ “Ē¹ņ “Ķ’Ņņ ÷ÕĒ“ŅŌ ŅĻĶ±Ķ Óļ■ņĶĒĶ , ĻŅ“Ņ¹Õ ņŅŃļĶ ß¹ ¾„Ó±“ŌŅŌÓ“³ Ō
ŅßÓńŅŌÓĒĶĶ ±Ō ńĶ ÓņĶĒŅŃ¾’’¹ ± ’ŅŌÕ§ĒŅ±“³■, Ōļ ■“± Ó’Ņ“ŅĒĒ¹Õ ÷ÕĒ“¹.
╚ńŌÕ±“ĒŅ, „“Ņ ²“Ķ ÷ÕĒ“¹ ’Ņ ±ŌŅĶņ ±ŌŅķ±“ŌÓņ ßļĶńĻĶ Ļ “Ķ’Ķ„Ē¹ņ Ó’Ņ“ŅĒĒ¹ņ
ĻĶ±ļŅ“Óņ, ĒÓ’ĶņÕ, └ℓčℓ3. čļÕõŅŌÓ“Õļ³ĒŅ, §ÓÓĻ“Õ
ŌńÓĶņŅõÕķ±“ŌĶ ═─╠├ ± ’Ņ“ŅĒĒ¹ņĶ ÷ÕĒ“ÓņĶ ŅĻĶ±Ķ Óļ■ņĶĒĶ õŅļµÕĒ ß¹“³
ÓĒÓļŅŃĶ„Ē¹ņ ŌńÓĶņŅõÕķ±“ŌĶĶ ═─╠├ ± §ļŅĶ±“¹ņ Óļ■ņĶĒĶÕņ, “ÓĻµÕ ĻÓĻ Ķ ĒÓ ŅĻĶ±Ķ
Óļ■ņĶĒĶ , ĒÓßļ■õÓÕ“± ńĒÓ„Ķ“Õļ³ĒŅÕ ±ņÕ∙ÕĒĶÕ ’ŅļŅ± õÕ¶ŅņÓ÷ĶŅĒĒ¹§ ĻŅļÕßÓĒĶķ
ÓņĶĒŅŃ¾’’¹ ± ’ŅļŅ±ÓņĶ 1320 -1280 ±ņ-1 Ķ 1600- 1590 ±ņ-1.
ĀĀĀ ┬ņÕ±“Õ ± “Õņ ĶńŌÕ±“ĒŅ, „“Ņ ’Ķ “ÓĻŅņ ŌńÓĶņŅõÕķ±“ŌĶĶ ’ŅĶ±§ŅõĶ“
ńĒÓ„Ķ“Õļ³Ē¹ķ ±õŌĶŃ ’ŅļŅ± ŌÓļÕĒ“Ē¹§ ĻŅļÕßÓĒĶķ ÓņĶĒŅŃ¾’’¹ Ō ±“ŅŅĒ¾ ’ŅĒĶµÕĒĶ
„Ó±“Ņ“¹[122]. ŽŅ²“Ņņ¾ Ō ĒÓ°Õņ ±ļ¾„ÓÕ ’ŅĶ±§ŅõĶ“ ĒÕ Ķ±„ÕńĒŅŌÕĒĶÕ ’ŅļŅ±¹
ŌÓļÕĒ“Ē¹§ ĻŅļÕßÓĒĶķ ÓņĶĒŅŃ¾’’, Ó ÕÕ ±ņÕ∙ÕĒĶÕ ’ĶņÕĒŅ ĒÓ 300 ±ņ-1 Ō
±“ŅŅĒ¾ ņÕĒ³°Ķ§ „Ó±“Ņ“ Ķ ±ŅŌņÕ∙ÕĒĶÕ ± ’ŅļŅ±Ņķ ĻŅļÕßÓĒĶ ņÕ“Ķļ³Ē¹§ Ń¾’’. ┬
ŅßļÓ±“Ķ õÕ¶ŅņÓ÷ĶŅĒĒ¹§ ĻŅļÕßÓĒĶķ ÓņĶĒŅŃ¾’’¹ ’ŅļŅ±Ó 1600 ±ņ-1
±Ņ§ÓĒ Õ“± ĒÕĶńņÕĒĒŅķ, ĒŅ „Ó±“Ņ“Ó ’ŅļŅ±¹ 1320 ±ņ-1Ā ¾ņÕĒ³°ÓÕ“± õŅ 1300 ±ņ-1.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ’ĶŌÕõÕĒĒ¹Õ Ō¹°Õ õÓĒĒ¹Õ ’ ╚╩-±’ÕĻ“Ņ±ĻŅ’ĶĶ
Ó±±ņÓ“ĶŌÓÕņŅķ ±Ķ±“Õņ¹, ŅõĒŅńĒÓ„ĒŅ ¾ĻÓń¹ŌÓ■“ ĒÓ “Ņ, „“Ņ §ÕņŅ±Ņß÷Ķ Ā ═─╠├ ±Ņ’ŅŌŅµõÓÕ“± ŅßÓńŅŌÓĒĶÕņ õŅ±“Ó“Ņ„ĒŅ
’Ņ„ĒŅķ õŅĒŅĒŅ-ÓĻ÷Õ’“ŅĒŅķ ±Ō ńĶ ÓņĶĒŅŃ¾’’¹ ± Ó’Ņ“ŅĒĒ¹ņĶ ÷ÕĒ“ÓņĶ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ
Ķ ņÕĒÕÕ ’Ņ„ĒŅķ ŌŅõŅŅõĒŅķ ±Ō ńĶ ± ŃĶõŅĻ±Ķļ³Ē¹ņĶ Ń¾’’ÓņĶ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ .
ĀĀ ╚╩-±’ÕĻ“¹ └ę Óõ±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ Ā ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. 8.4.2ą. ┬
±’ÕĻ“Õ └ę,Ā Óõ±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ ĒÓßļ■õÓ■“± Ā
õŌÕ °ĶŅĻĶÕ Ķ ĶĒ“ÕĒ±ĶŌĒ¹Õ ’ŅļŅ±¹ „Ó±“Ņ“Ņķ 1230 -1330 ±ņ-1 Ķ
1530 ¢ 1640 ±ņ-1. ╚Ē“ÕĒ±ĶŌĒŅ±“³ ²“Ķ§ ’ŅļŅ± ņÕõļÕĒĒŅ ¾ņÕĒ³°ÓÕ“± ±
’ŅŌ¹°ÕĒĶÕņ “Õņ’ÕÓ“¾¹ õÕ±Ņß÷ĶĶ Ķ ’ŅļĒŅ±“³■ Ķ±„ÕńÓ■“ ’Ķ 500Ņč.
ūÓ±“Ņ“¹ ²“Ķ§ ’ŅŃļŅ∙ÕĒĶķ ßļĶńĻĶ Ļ „Ó±“Ņ“Óņ ŃÓńŅŅßÓńĒŅŃŅ └ę,ĀĀ ¾ ĻŅ“ŅŅŃŅ ŅĒĶ ±Ņ±“ÓŌļ ■“ 1620Ā Ķ 1320 ±ņ-1, ŅõĒÓĻŅ °ĶĶĒÓ ’ŅļŅ±
Ņ„ÕĒ³ ŌÕļĶĻÓ. ┬ŅńņŅµĒŅ ²“Ķ ’ŅļŅ±¹ ±ŅŅ“ŌÕ“±“Ō¾■“ ŅßÓńŅŌÓĒĶ■ ±Ō ńĶ ņŅļÕĻ¾ļ¹
└ęĀ ± ĻŅŅõĶĒÓ÷ĶŅĒĒŅ ĒÕĒÓ±¹∙ÕĒĒ¹ņ Ó“ŅņŅņ
└ℓ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ . ŽŅļŅ±¹, ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ “ÓĻŅņ¾ “Ķ’¾ ±Ō ńĶ
└ę ± ņÕ“ÓļļŅņ ĶņÕÕ“ „Ó±“Ņ“¾ 1500 ▒ 20 ±ņ-1 Ķ 1210 ▒ 20 ±ņ-1[121].
ĀĀ ŽŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ╚╩-±’ÕĻ“Ņ±ĻŅ’ĶÕķ ’ŅĻÓńÓļĶ, „“Ņ
ņŅļÕĻ¾ļ¹ └ę Ķ Ņ±ŅßÕĒĒŅ ═─╠├ ’Ņ„ĒŅ ¾õÕµĶŌÓ■“± ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌŅŌ Ķ Ķ
Ķ±’Ņļ³ń¾Õņ¹Õ ņÕ“Ņõ¹ Ķ§ ¾õÓļÕĒĶ ’¾“Õņ ’Ņõ¾ŌĻĶ ’Ķ 50Ņč ĒÕ ņŅŃ¾“
ß¹“³ õŅ±“Ó“Ņ„ĒŅ ²¶¶ÕĻ“ĶŌĒ¹ņĶ. ─ļ ’ŅļĒŅŃŅ ¾õÓļÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ
ĒÕŅߧŅõĶņ ’ŅĶ±Ļ §ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ, ĻŅ“Ņ¹Õ ņŅŃ¾“ ß¹“³ Ņ±ĒŅŌÓĒ¹ ĒÓ Ō¹“Õ±ĒÕĒĶĶ
Óõ±ŅßĶŅŌÓĒĒ¹§ ņŅļÕĻ¾ļ ± ’ŅŌÕ§ĒŅ±“Ķ, ±Ō ń¹ŌÓĒĶĶ Ķ§ Ō ĻŅņ’ļÕĻ± ĶļĶ ’ŅļĒŅņ
Óń¾°ÕĒĶĶ Óõ±ŅßĶŅŌÓĒĒŅŃŅ ŌÕ∙Õ±“ŌÓ.
8.5Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1. ŽŅŌÕõÕĒĒ¹Õ Ó±°ĶÕĒĒ¹Õ
²Ļ±’ÕĶņÕĒ“¹ ’Ņ Ķń¾„ÕĒĶ■ õĶ¶¶¾ńĶŅĒĒŅŃŅ ’ŅĒĶĻĒŅŌÕĒĶ ŅĻĶ±ļĶ“Õļ └ę Ō ±’ļÓŌ └╠Ń6
’ŅńŌŅļĶļĶ ¾±“ÓĒŅŌĶ“³ ¾“Ņ„ĒÕĒĒ¹ķ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ õļ ±’ļÓŌÓ └╠Ń6. ─ļ
±’ļÓŌÓ └╠Ń6-╠ Ķ └╠Ń6-═ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ ±Ņ±“ÓŌĶļ 1,3-1,55. 10-13
±ņ2/±ÕĻ. ŌņÕ±“Ņ ÓĒÕÕ Ņ’ÕõÕļÕĒĒŅŃŅ 2,2.10-13 ±ņ2/±ÕĻ.
─ÓĒĒ¹ņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ ¾±“ÓĒŅŌļÕĒŅ ŌļĶ ĒĶÕ ±“¾Ļ“¾¹ ±’ļÓŌÓ ĒÓ õĶ¶¶¾ńĶŅĒĒ¾■ ÕŃŅ
’ŅĒĶ÷ÓÕņŅ±“³. ─ļ ŅĻŅļŅ°ŅŌĒŅķ ńŅĒ¹ ±ŌÓĒŅŃŅ °ŌÓ ŅĒ ŌŅńÓ±“ÓÕ“ ’ĶņÕĒŅ Ō õŌÓ
ÓńÓ.
2. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ
¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ķ Óõ±Ņß÷ĶĶ ═─╠├, Ō Ņ±ĒŅŌĒŅņ, ĶņÕÕ“ ņÕ±“Ņ §ÕņŅ±Ņß÷Ķ .
╩ŅļĶ„Õ±“ŌŅ Óõ±ŅßĶŅŌÓĒĒŅŃŅ Ķ ’Ņ„ĒŅ ¾õÕµĶŌÓÕņŅŃŅ ’Ņõ¾Ļ“Ó ĒÓ ±“ÕĒĻÕ
õŅ±“Ó“Ņ„ĒŅ ŌÕļĶĻŅ. ┼ņĻŅ±“³ Óõ±ŅßĶŅŌÓĒĒŅŃŅ ņŅĒŅņŅļÕĻ¾ļ ĒŅŃŅ ±ļŅ Ā ’Ķ “Õņ’ÕÓ“¾Õ +73Ņč ±Ņ±“ÓŌļ Õ“
775 ņĻ.ņŅļ³/ŃŅÓņņ Ķ ŌŅńÓ±“ÓÕ“ õŅ 1350 ņĻ.ņŅļ³/ŃÓņ ’Ķ “Õņ’ÕÓ“¾Ó§ ¢ 21Ņč
3. ŽŅĻÓńÓĒŅ, „“Ņ ĒÓ 1 ņ2
±“¾µĶ ±’ļÓŌÓ └╠Ń6 ’ŅņĶņŅ ±ŅßĶŅŌÓĒĒŅŃŅ ═─╠├, ±ŅõÕµĶ“± 0,15 ņŃ ═─╠├
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅ Ō ’ŅŌÕ§ĒŅ±“Ē¹Õ ņĶĻŅ’ŅÓ§.
4. ė±“ÓĒÓŌļÕĒŅ, „“Ņ
Óõ±Ņß÷Ķ └ę Ķ ═─╠├ ĒÓ ŅĻĶ±Ē¹§ ’ļÕĒĻÓ§ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ ĒÕ Ōļ Õ“± Ņß¹„ĒŅķ
¶ĶńĶ„Õ±ĻŅķ Óõ±Ņß÷ĶÕķ, Ó Ōļ Õ“± §ÕņŅ±Ņß÷ĶÕķĀ
Ķ “ÓĻĶÕ ņÕ“Ņõ¹ Ņ„Ķ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ, ĻÓĻ Ķ±’Ņļ³ń¾ÕņÓ Ņ“õ¾ŌĻÓ ÓńŅ“Ņņ
’Ķ 50Ņč, ĒÕ ņŅµÕ“ ß¹“³ õŅ±“Ó“Ņ„ĒŅ ²¶¶ÕĻ“ĶŌĒŅķ.
5. ─ļ ’ŅļĒŅŃŅ ¾õÓļÕĒĶ
ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ ± ’ŅŌÕ§ĒŅ±“Ķ ±“ÕĒŅĻ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó ĒÕŅߧŅõĶņ ’ŅĶ±Ļ
§ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ, ĻŅ“Ņ¹Õ ņŅŃ¾“ ß¹“³ Ņ±ĒŅŌÓĒ¹ ĒÓ Ō¹“Õ±ĒÕĒĶĶ Óõ±ŅßĶŅŌÓĒĒ¹§
ņŅļÕĻ¾ļ ± ’ŅŌÕ§ĒŅ±“Ķ, ±Ō ń¹ŌÓ Ķ§ Ō ĻŅņ’ļÕĻ±¹ ĶļĶ ’ŅļĒŅņ Óń¾°ÕĒĶĶ
Óõ±ŅßĶŅŌÓĒĒŅŃŅ ŌÕ∙Õ±“ŌÓ
(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±. 8.1.ą ¢ 8.4.2ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ
±ĻÓĒĶŅŌÓĒĶ . ┬¹’¾±Ļ 3)
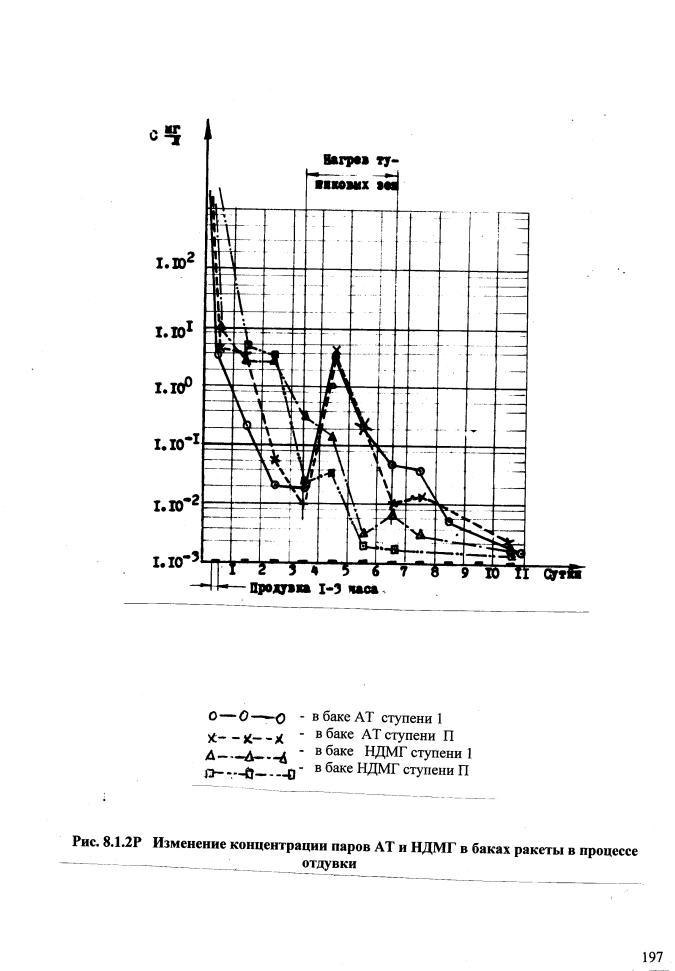
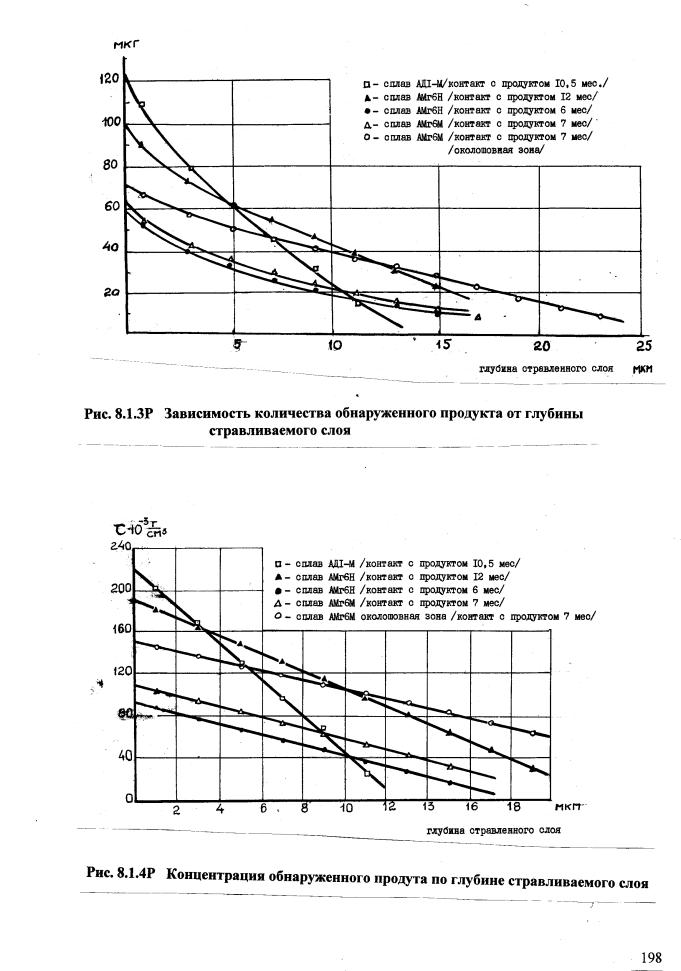
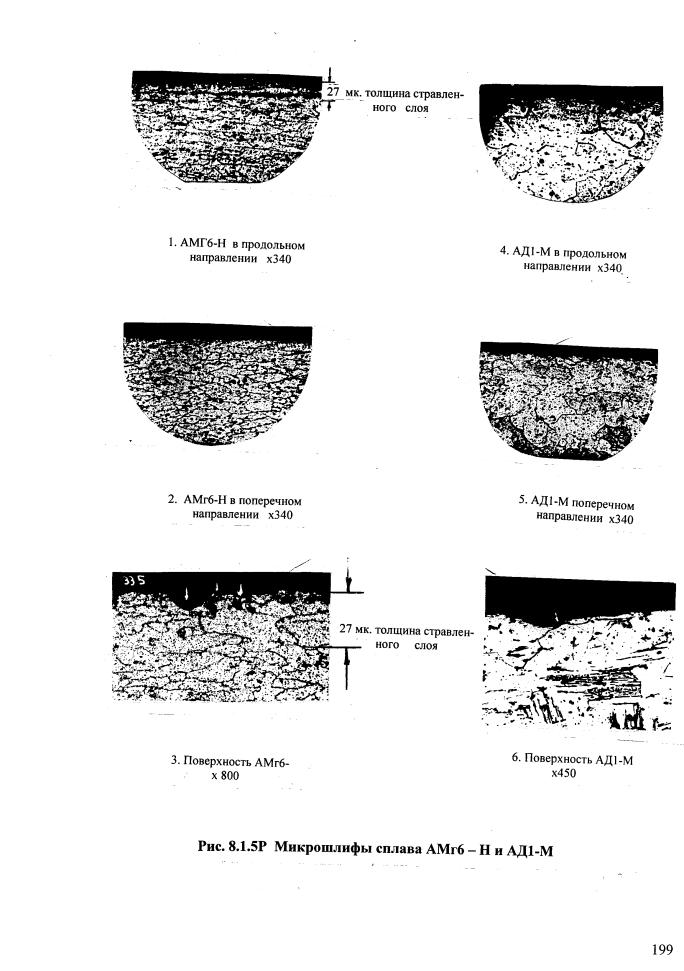
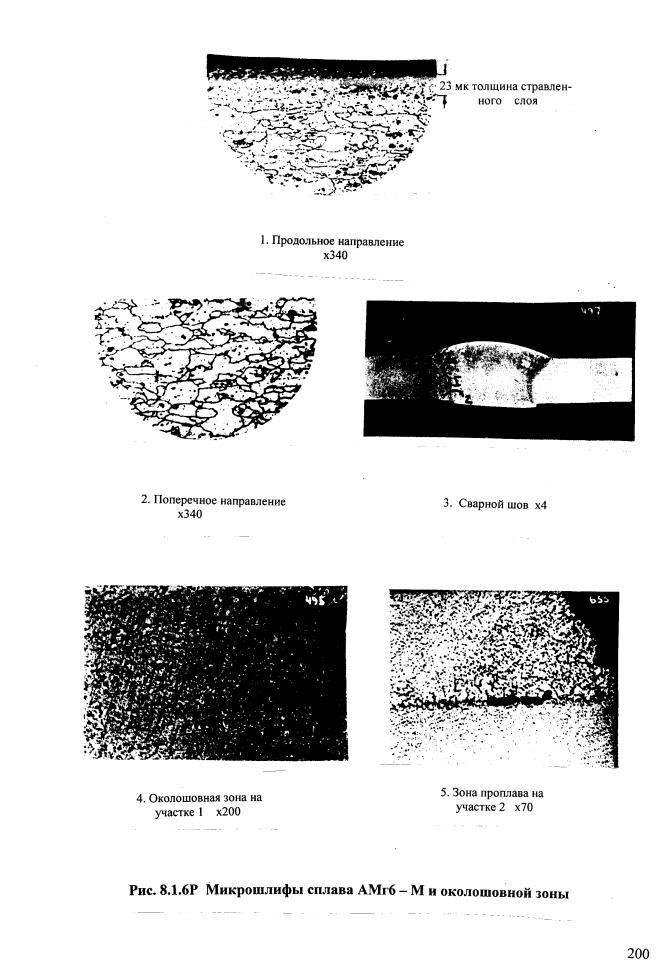
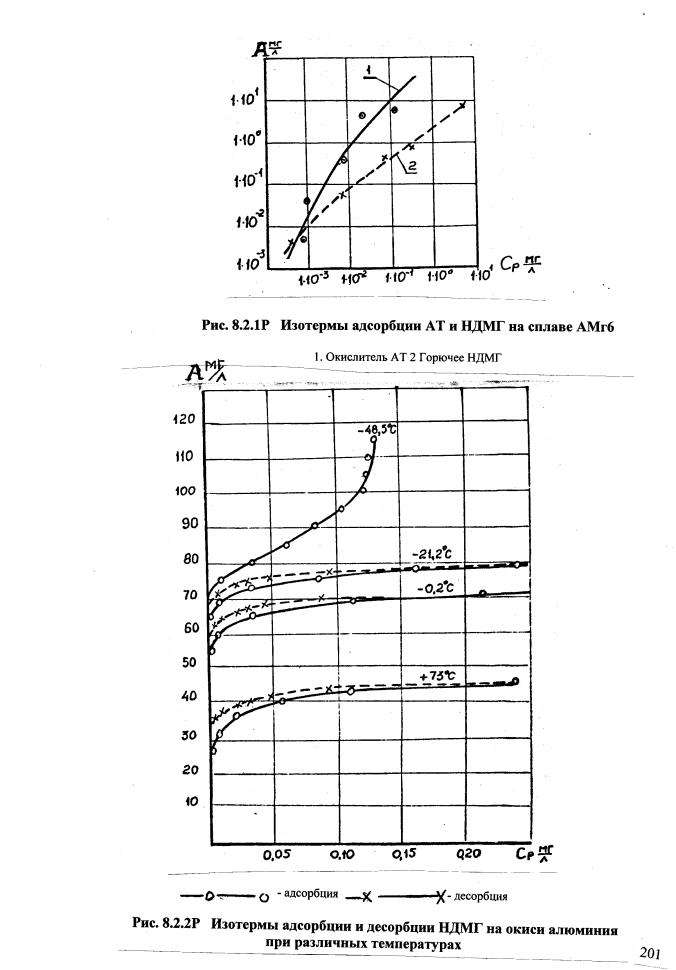
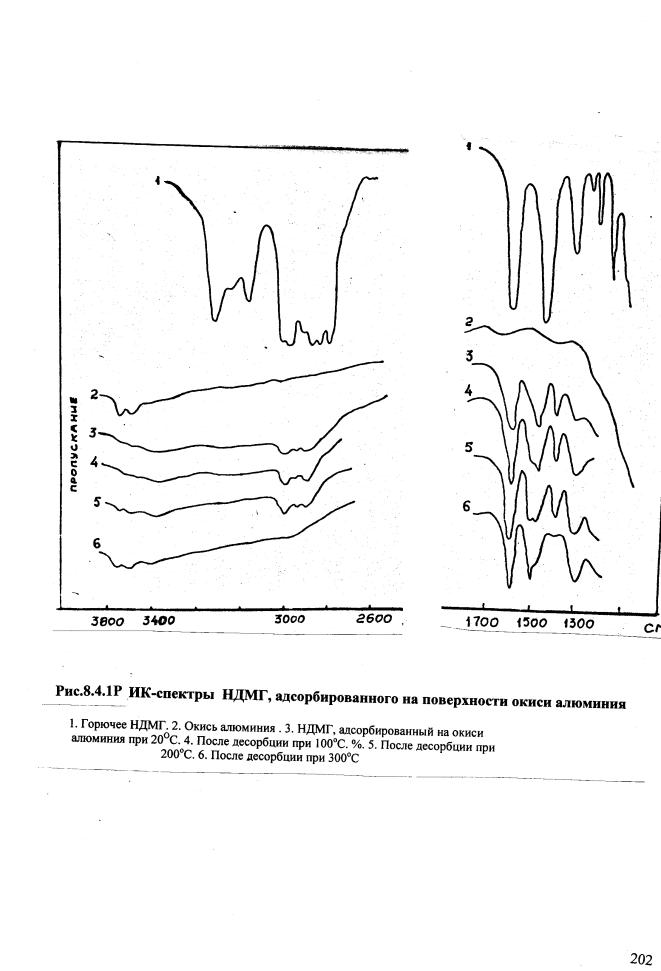
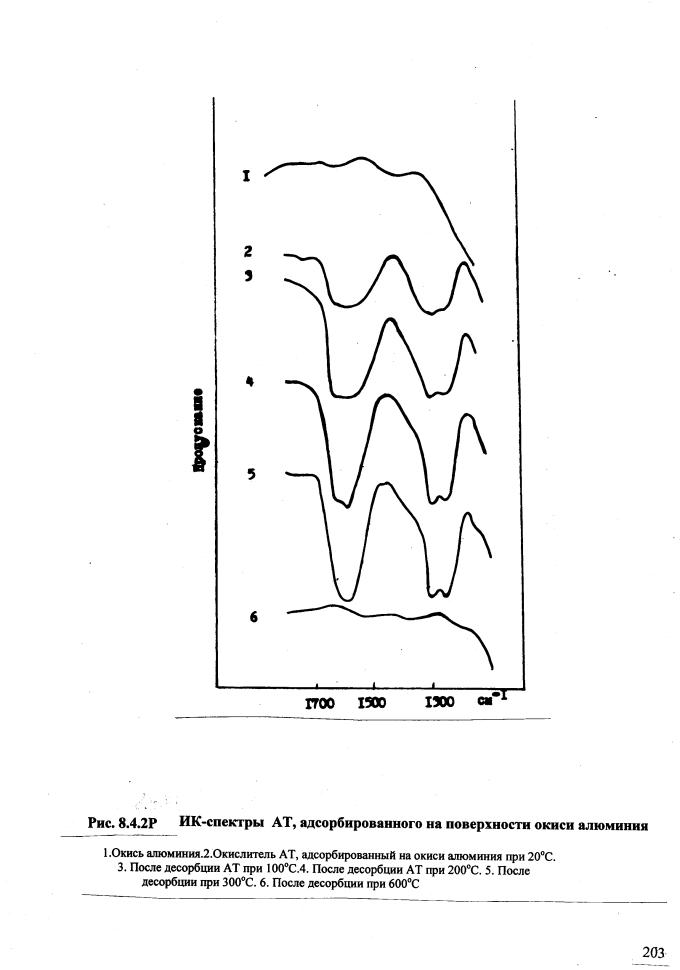
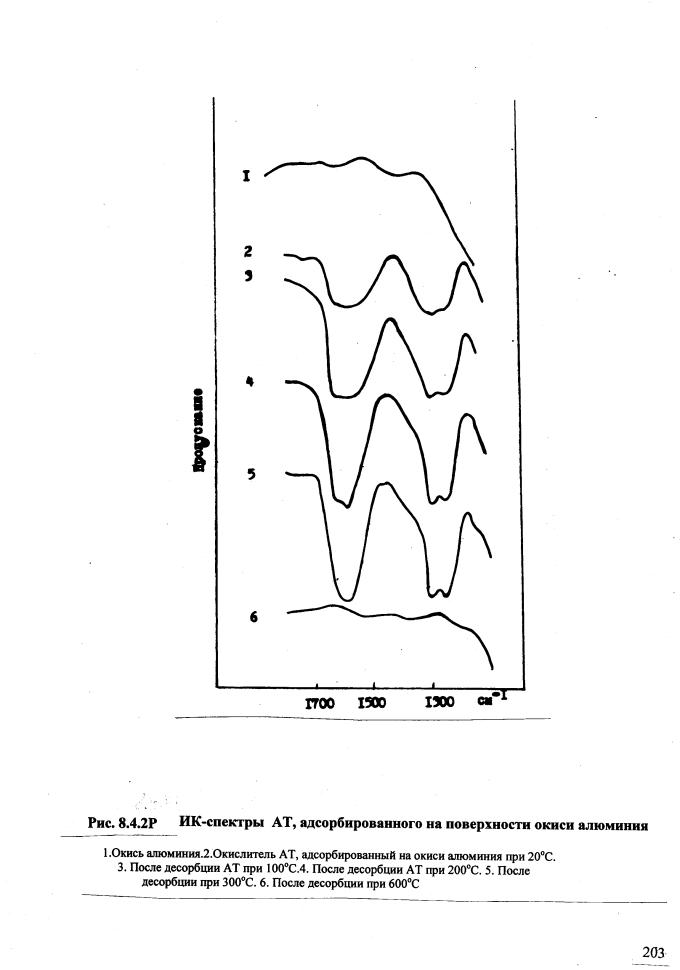 ├ļÓŌÓ 9Ā
╚čč╦┼─╬┬└═╚┼ ╬Ū╬═╚ą╬┬└═╚▀Ā
╬čę└ę╬ū═█š ╩╬╦╚ū┼čę┬Ā
├ļÓŌÓ 9Ā
╚čč╦┼─╬┬└═╚┼ ╬Ū╬═╚ą╬┬└═╚▀Ā
╬čę└ę╬ū═█š ╩╬╦╚ū┼čę┬Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩╬╠Ž╬═┼═ę╬┬ ┬ ┴└╩└š
9.1.
╚±’Ņļ³ńŅŌÓĒĶÕ ŅńŅĒÓ ’Ķ ¾õÓļÕĒĶĶ ═─╠├ ± ņÕ“ÓļļĶ„Õ±ĻĶ§ ’ŅŌÕ§ĒŅ±“Õķ.
Ā č¾∙Õ±“Ō¾Õ“
ĒÕ±ĻŅļ³ĻŅ ¶ĶńĶ„Õ±ĻĶ§ Ķ §ĶņĶ„Õ±ĻĶ§ ±’Ņ±ŅßŅŌ, ĻŅ“Ņ¹Õ ņŅµĒŅ ß¹ļŅ ß¹
Ķ±’Ņļ³ńŅŌÓ“³Ā õļ ¾õÓļÕĒĶ ═─╠├ ±
’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļÓ. [123].
ĀĀ ╩
¶ĶńĶ„Õ±ĻĶņ ±’Ņ±ŅßÓņ Ņ“ĒŅ± “± :
- ’Ņņ¹ŌĻÓ ŌŅõŅķ ĶļĶ ŅŃÓĒĶ„Õ±ĻĶņĶ Ó±“ŌŅĶ“Õļ ņĶ.
▌“Ņ“ ņÕ“Ņõ Ņ±ĒŅŌÓĒĀ ĒÓ ±’Ņ±ŅßĒŅ±“Ķ ═─╠├
ĒÕŅŃÓĒĶ„ÕĒĒŅ Ó±“ŌŅ “³± Ō ŌŅõÕ Ķ ĒÕĻŅ“Ņ¹§ ŅŃÓĒĶ„Õ±ĻĶ§ Ó±“ŌŅĶ“Õļ §, “ÓĻĶ§
ĻÓĻ ßÕĒńĶĒ ┴-70, ²“ĶļŅŌ¹ķ ±’Ķ“, “Ķ§ļŅ²“ĶļÕĒ Ķ õ.
- Ņ“õ¾ŌĻÓ ĶĒÕ“Ē¹ņ ŃÓńŅņ ĶļĶ ŃŅ „Ķņ ’ÓŅņ, ĻŅ“ŅÓ
Ņ±ĒŅŌÓĒÓ ĒÓ Ō¹±ŅĻŅķ ļÕ“¾„Õ±“Ķ Ķ ¾’¾ŃŅ±“Ķ ’ÓŅŌŅķ ¶Óń¹ ═─╠├.
ĀĀ ╩
§ĶņĶ„Õ±ĻĶņ ņÕ“ŅõÓņ Ņ“ĒŅ±Ķ“± ĒÕķ“ÓļĶńÓ÷Ķ ═─╠├, ĻÓĻ Ņ±ĒŅŌÓĒĶ , ĒÓ’ĶņÕ,
ŌŅõĒ¹ņĶ Ó±“ŌŅÓņĶ ßĶ§ŅņÓ“Ó ĻÓļĶ , §ļŅĒŅķ ĶńŌÕ±“Ķ ĶļĶ ĒÓ“Ķ Ķ õ¾ŃĶņĶ
ŌÕ∙Õ±“ŌÓņĶ, ±ŅõÕµÓ∙ĶņĶ ÓĻ“ĶŌĒ¹ķ §ļŅ.
ĀĀ ╩Óµõ¹ķ Ķń
’ÕÕ„Ķ±ļÕĒĒ¹§ ņÕ“ŅõŅŌ ĶņÕÕ“ ±ŌŅĶ õŅ±“ŅĶĒ±“ŌÓ Ķ ĒÕõŅ±“Ó“ĻĶ. ŽŅņ¹ŌĻÓ ŌŅõŅķĀ ĶļĶ ±ŅÕõĶĒÕĒĶ ņĶ §ļŅÓ ņŅŃ¾“ Ō¹ńŌÓ“³
ĻŅŅńĶ■ ņÕ“ÓļļĶ„Õ±ĻĶ§ ’ŅŌÕ§ĒŅ±“Õķ, Ó ’Ņõ¾ŌĻÓĀ ĶĒÕ“Ē¹ņ ŃÓńŅņ, Ō “Ņņ „Ķ±ļÕ ÓńŅ“Ņņ, ’ŅļĒŅ±“³■ ĒÕ Ņ„Ķ∙Ó■“ ÕņĻŅ±“Ķ
, ĻÓĻ ß¹ļŅ ’ŅĻÓńÓĒŅ ÓĒÕÕ, Ņ“ Ņ±“Ó“ĻŅŌ ═─╠├.
ĀĀ ═ÓĶßŅļÕÕ
’ŅļĒŅÕ ¾õÓļÕĒĶÕ ═─╠├ ± ’ŅŌÕ§ĒŅ±“Ķ ß¾õÕ“ õŅ±“ĶŃÓ“³± ’Ķ ÕŃŅ ŅßÓßŅ“ĻÕ
ŅĻĶ±ļĶ“Õļ ņĶ, ĻŅ“ŅŅÕ ±Ņ’ŅŌŅµõÓÕ“± Ā
’ŅļĒ¹ņ Óń¾°ÕĒĶÕ ÕŃŅ ņŅļÕĻ¾ļ¹. ╚ńŌÕ±“Ē¹Õ ŅĻĶ±ļĶ“ÕļĶ, “ÓĻĶÕ, ĻÓĻ §ļŅ ĒÕ
’ĶņÕĒĶņ¹, ’Ņ Ņ“ņÕ„ÓŌ°Õķ± ’Ķ„ĶĒÕ.
ĀĀ ┬
ĒÓ±“Ņ ∙Õķ ÓßŅ“Õ Ķń¾„ÕĒ ’Ņ÷Õ±± Óń¾°ÕĒĶ ņŅļÕĻ¾ļ¹ ═─╠├ ņÕ“ŅõŅņ ÕŃŅ
ŅńŅĒĶŅŌÓĒĶ [124] . ╬ńŅĒ Ōļ Õ“± ŅõĒĶņ Ķń ’Õ±’ÕĻ“ĶŌĒ¹§ ŅĻĶ±ļĶ“ÕļÕķ õļ
’ŅõÓŌļ ■∙ÕŃŅ ĻŅļĶ„Õ±“ŌÓ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ Ķ õļ ÷ÕļŅŃŅ õÓ ĒÕŅŃÓĒĶ„Õ±ĻĶ§
ŌÕ∙Õ±“Ō.[125]. ╬±ŅßÕĒĒŅ ÷ÕĒĒ¹ņ Ō ²“Ņņ ±ļ¾„ÓÕ Ōļ Õ“± “Ņ, „“Ņ ’Ķ ’ŅŌÕõÕĒĶĶ
ÕÓĻ÷Ķķ ± ŅńŅĒŅņ ĒÕ ’ŅĶ±§ŅõĶ“ ńÓŃ ńĒÕĒĶ ŌĒÕ°ĒÕķ ±Õõ¹ ’Ņõ¾Ļ“ÓņĶ Ó±’ÓõÓ. ┬
²“Ņņ ±ļ¾„ÓÕ ’Ņõ¾Ļ“ÓņĶ Ó±’ÓõÓ Ōļ ■“± ’Ņ±“Õķ°ĶÕ §ĶņĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ Ā č╬2, ═2╬N2 Ķ õ¾ŃĶÕ.
ĀĀ ŽĶ
ĻŅĒ“ÓĻ“Õ ± ŅńŅĒŅņ §ÕņŅ±ŅßĶŅŌÓĒĒ¹ķ Ķ ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒ¹ķ ═─╠├
ŅĻĶ±ļ Õ“± õŅ ’ŅļĒŅŃŅ ÓńļŅµÕĒĶ ÕŃŅ ņŅļÕĻ¾ļ¹ ĒÓ ĒÕ “ŅĻ±Ķ„Ē¹Õ Ķ ļÕŃĻŅ ¾õÓļ Õņ¹Õ
’Ņõ¾Ļ“¹Ā ’Ņ±ļÕõ¾■∙Õķ ’Ņõ¾ŌĻŅķ ±¾§Ķņ
ÓńŅ“Ņņ. ŽŅ÷Õ±± ÓńļŅµÕĒĶ ņŅļÕĻ¾ļ¹ ĶõÕ“ĀĀ
’Ņ ÕÓĻ÷ĶĶ:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀNĀĀĀĀĀĀ ═ N2 + 4╬3 = 2č╬2
+ N2 +
4═2╬ + 2╬2ĀĀĀĀĀ
ģģģ..(9.1.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀNĀĀĀĀĀĀ ═ N2 + 4╬3 = 2č╬2
+ N2 +
4═2╬ + 2╬2ĀĀĀĀĀ
ģģģ..(9.1.1į)
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č═3
Ā ┬
’ŅŌÕõÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“Ó§ Ķ±’Ņļ³ńŅŌÓļÓ±³ ĻĶ±ļŅŅõŅ-ŅńŅĒĒÓ ±ņÕ±³, ±ŅõÕµÓ∙Ó Ņ“
1 õŅ 3% ŅńŅĒÓ, ĻŅ“ŅÓ ’Ņļ¾„ÓļÓ±³ Ō ŅńŅĒÓ“ŅÕ ╩├▌ ’Ķ ĒÓ’ µÕĒĶĶ 3 ĻŌ. ±
Ķ±’Ņļ³ńŅŌÓĒĶÕņ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ō ĻÓ„Õ±“ŌÕ ņŅõÕļĶ ŅĻĶ±ĒŅķ ’ļÕĒĻĶ Óļ■ņĶĒĶÕŌŅŃŅ
±’ļÓŌÓ. ŽŅŌÕ§ĒŅ±“³ ŅßÓń÷Ó ŅĻĶ±Ķ Óļ■ņĶĒĶ ±Ņ±“ÓŌļ Õ“ 215 ņ2/Ń.
╚±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³ Ō ±ļÕõ¾■∙Õķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“Ķ.
ĀĀĀ ╬õĶĒ
ŃÓņņ ŅĻĶ±Ķ ńÓļĶŌÓļ± ═─╠├ Ķ Ō¹õÕµĶŌÓļ± Ō “Õ„ÕĒĶÕ ±¾“ŅĻ. ╚ńß¹“ŅĻ ’Ņõ¾Ļ“Ó
¾õÓļ ļ± ’Ņõ¾ŌĻŅķ ±¾§Ķņ ÓńŅ“Ņņ ’Ķ 50Ņč. ŽŅ±ļÕ ²“ŅŃŅ ĒÓ„ĶĒÓļÓ±³
’Ņõ¾ŌĻÓ ŅńŅĒŅŌŅ- ĻĶ±ļŅŅõĒŅķ .±ņÕ±³■ ±Ņ ±ĻŅŅ±“³■ Ņ“ 5 õŅ 10 ļ/„Ó±. ╬ĻŅĒ„ÓĒĶÕ
’Ņ÷Õ±±Ó Ņ’ÕõÕļ ļŅ±³ ’Ņ ŌÕņÕĒĶ ’ÕĻÓ∙ÕĒĶ ’ŅŃļŅ∙ÕĒĶ ŅńŅĒÓ. čŅõÕµÓĒĶÕ ŅńŅĒÓ
Ō Ō¹§Ņõ ∙Õķ ±ņÕ±Ķ ĻŅĒ“ŅļĶŅŌÓļŅ±³ ĒÕ’Õ¹ŌĒŅ ± ’ŅņŅ∙³■ ±’ÕĻ“Ņ¶Ņ“ŅņÕ“Ó čį-4.
─ļ ÓĒÓļĶńÓ ŅńŅĒÓ Ķ±’Ņļ³ńŅŌÓļÓ±³ ’ŅļŅ±Ó ’ŅŃļŅ∙ÕĒĶ 3050 ÓĒѱ“Õņ. ╩ÓļĶßŅŌĻÓ
’ĶßŅÓ ’ŅĶńŌŅõĶļÓ±³ ’Ķ Ķ±’Ņļ³ńŅŌÓĒĶĶ ĻļÓ±±Ķ„Õ±ĻŅŃŅ ķŅõŅņÕ“Ķ„Õ±ĻŅŃŅ
ņÕ“ŅõÓĀ ÓĒÓļĶńÓ ŅńŅĒÓ. ╩ŅļĶ„Õ±“ŌŅ
’ŅŃļŅ∙ÕĒĒŅŃŅ ŅńŅĒÓ ’ŅĶńŌŅõĶļŅ±³ ’Ņ ÓńĒĶ÷Õ ±ŅõÕµÓĒĶ ŅńŅĒÓ ŌŅ Ō§Ņõ ∙Õķ Ķ
Ķ±§Ņõ ∙Õķ ±ņÕ±Ķ. ╩ŅĒ÷ÕĒ“Ó÷Ķ ═─╠├ Ō ’ÓŅŌŅķ ¶ÓńÕ ±Ņ±“ÓŌļ ļÓ Ņ“ 0,2 õŅ 2,2
ņĻ.ņŅļ³/ŃÓņņ ŅĻĶ±Ķ Óļ■ņĶĒĶ . ęÕņ’ÕÓ“¾Ó ĒÓ„ÓļÓ Ņ’¹“ŅŌ ¾±“ÓĒÓŌļĶŌÓļÓ±³ Ņ“ ¢
73Ņč õŅ 40Ņč.. ╩ŅļĶ„Õ±“ŌŅ ’ŅŃļŅ∙ÕĒĒŅŃŅ ŅńŅĒÓ, ’Ņļ¾„ÕĒĒŅÕ
Ō ÓßŅ“Ó§ [127,128,129] ’ĶŌÕõÕĒŅ ĒÓ Ķ±¾ĒĻÓ§ ąĶ±. 9.1.1ą, 9.1.2ą,Ā 9.1.3ą.
ĀĀ
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ņ÷Õ±± ŅńŅĒĶŅŌÓĒĶ ’Ņ“ÕĻÓÕ“
ĶĒ“ÕĒ±ĶŌĒŅ ± ±ÓņŅŃŅ ÕŃŅ ĒÓ„ÓļÓ. č’¾±“ 5 ņĶĒ¾“ 60%Ā ═─╠├, ĒÓ§Ņõ ∙ÕŃŅ± ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±ĒĶņÓÕ“± ŅńŅĒŅņ. ąÕÓĻ÷Ķ
’ÓĻ“Ķ„Õ±ĻĶ ńÓĻÓĒ„ĶŌÓÕ“± Ō “Õ„ÕĒĶÕ õŌ¾§ „Ó±ŅŌ. ═Ó ÓńļŅµÕĒĶÕ 1 ņŅļ ═─╠├, Ō
±ÕõĒÕņ, ĶõÕ“ 4 ņŅļ ŅńŅĒÓ ĒÕńÓŌĶ±ĶņŅ Ņ“ ÕŃŅ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō ±ņÕ±Ķ. čĻŅŅ±“³
’ŅĻÓ„ĻĶ ±ņÕ±Ķ Ķ ÕÕ “Õņ’ÕÓ“¾¹ ĶńņÕĒ ■“ “Ņļ³ĻŅ ±ĻŅŅ±“³ ÕÓĻ÷ĶĶ.
ĀĀ
ŽŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ÕÓĻ÷Ķ ŅĻĶ±ļÕĒĶ Ā ═─╠├ ŅńŅĒŅņ ĶõÕ“ ±Ņ ńĒÓ„Ķ“Õļ³Ē¹ņ Ō¹õÕļÕĒĶÕņ
“Õ’ļÓ. ęÕ’ļŅŌŅķ ²¶¶ÕĻ“, ÕÓĻ÷ĶĶ, Ó±±„Ķ“ÓĒĒ¹ķ ’Ņ “ÕņŅõĶĒÓņĶ„Õ±ĻĶņ õÓĒĒ¹ņ,
±Ņ±“ÓŌĶļĀ 609,1 ĻÓĻļ /ņŅļ³. ąÕÓĻ“Ņ Ō ’Ņ÷Õ±±Õ
²Ļ±’ÕĶņÕĒ“Ó “ÕņŅ±“Ó“ĶŅŌÓļ± , ĒŅ ĒÕ±ņŅ“ ĒÓ ²“Ņ, ĻŅļÕßÓĒĶÕ “Õņ’ÕÓ“¾¹
õŅ§ŅõĶļŅ õŅ 13-25Ņč Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅńŅĒÓ Ō ±ņÕ±Ķ.
├Ó¶ĶĻ ĶńņÕĒÕĒĶ “Õņ’ÕÓ“¾¹ Ō ÕÓĻ“ŅÕ ’ĶŌÕõÕĒ ĒÓ ąĶ±.9.1.4ą. ┬ ±Ō ńĶ ±
±Ķļ³ĒŅķ ²ĻńŅ“ÕņĶ„ĒŅ±“Ķ ’Ņ“ÕĻÓĒĶ ÕÓĻ÷ĶĶ ’ŅŌÕ±“Ķ ÕÕ Ō Ō ±“ŅŃŅ
ĶńŅ“ÕņĶ„Õ±ĻĶ§ ¾±ļŅŌĶ § ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ, ’Ņ²“Ņņ¾ ²ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ
ĒÕ Ņ’ÕõÕļ ļÓ±³.
ĀĀ ─Óļ³ĒÕķ°ĶÕ
Ķ±±ļÕõŅŌÓĒĶĶ ’ŅĻÓńÓļĶ, „“Ņ ±ņÕ±Ķ ŅńŅĒÓ ± ’ÓÓņĶ ═─╠├ õŅ 16 ņŃ/ļ Ķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ
ŅńŅĒÓ õŅ 4% Ņß·ÕņĒ¹§ ( 84 ņŃ/ļ) Ō ŅńŅĒŅ-ĻĶ±ļŅŅõĒŅķ ±ņÕ±Ķ, Ōļ Õ“±
Ōń¹ŌŅßÕńŅ’Ó±ĒŅķ. ╩ŅĒ÷ÕĒ“Ó÷Ķ ŅńŅĒÓ 4% Ōļ Õ“± ’ÕõÕļ³ĒŅķ, ĻŅ“ŅÓ
Ō¹ÓßÓ“¹ŌÓÕ“± ’Ņņ¹°ļÕĒĒ¹ņĶ ŅńŅĒÓ“ŅÓņĶ. ėĻÓńÓĒĒ¹Õ ±ņÕ±Ķ ĒÕ Ōń¹ŌÓ■“± Ķ ’Ķ
’ĶĒ¾õĶ“Õļ³ĒŅņ ŌĒÕ°ĒÕņ ŌŅńõÕķ±“ŌĶĶ ĒÓ ĒĶ§. ╩ŅĒ“ÓĻ“ ± Ņ“Ļ¹“¹ņ ńÕĻÓļŅņ µĶõĻŅŃŅ
═─╠├ ± ĻĶ±ļŅŅõŅ-ŅńŅĒĒŅķĀĀ ±ņÕ±³■,
±ŅõÕµÓ∙Õķ 4% ŅńŅĒÓ, ĒÕ ’ĶŌŅõĶ“ Ļ ±ÓņŅŌŅ±’ļÓņÕĒÕĒĶ■ ’Ņõ¾Ļ“Ó [129].
Ā └ĒÓļĶń
ŅĻĶ±Ķ Óļ■ņĶĒĶ , ’Ņ°Õõ°Õķ ŅńŅĒĶŅŌÓĒĶÕ, ’ŅĻÓńÓļ, „“Ņ ═─╠├ ’ŅļĒŅ±“³■
¾õÓļĶļ± Ā ± ÕÕ ’ŅŌÕ§ĒŅ±“Ķ ŌŅ Ō±Õ§
Ņ’¹“Ó§. ╚±’¹“ÓĒĶ ’ŅŌÕõÕĒĒ¹Õ ĒÓ ±“¾µĻÕ ±’ļÓŌÓ └─1-╠ ± ’ŅŌÕ§ĒŅ±“³■ 0,36 ņ2/Ń
’Ķ ŅńŅĒĶŅŌÓĒĶĶ ± ±ŅõÕµÓĒĶÕņ 2% ŅńŅĒÓ Ō ±ņÕ±Ķ, ’ŅĻÓńÓļĶ, „“Ņ õļ ¾õÓļÕĒĶ
═─╠├ ’Ņ±ļÕ ĻŅĒ“ÓĻ“Ó ±Ņ ±“¾µĻŅķ Ō “Õ„ÕĒĶÕ ±ÕņĶ ±¾“ŅĻ ’Ņ“ÕßŅŌÓļÓ±³ ’ “ĶņĶĒ¾“ĒÓ
ŅßÓßŅ“ĻÓ.
Ā ęÓĻĶņ
ŅßÓńŅņ, ļÓßŅÓ“ŅĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅĻÓńÓļĶ ’Õ±’ÕĻ“ĶŌĒŅ±“³ ’ĶņÕĒÕĒĶÕ ņÕ“ŅõÓ
ŅńŅĒĶŅŌÓĒĶ õļ ĒÕķ“ÓļĶńÓ÷ĶĶ Ņ±“Ó“ĻŅŌ ═─╠├ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6, „“Ņ
’ŅńŌŅļĶļŅ ’ÕÕķ“Ķ Ļ ±“ÕĒõŅŌ¹ņ Ķ ĒÓ“¾Ē¹ņ ’ŅŌÕĻÓņ õÓĒĒŅŃŅ ņÕ“ŅõÓ.
9.2.Ā ╬ĻĶ±ļÕĒĶÕ ŅńŅĒŅņ µĶõĻŅŃŅ
ŃÕ’“ĶļÓ.
Ā ŽĶ ±ļĶŌÕ
Ņ±“Ó“ĻŅŌ “Ņ’ļĶŌÓ Ķń ÕņĻŅ±“Ķ Ō “¾’ĶĻŅŌ¹§ ńŅĒÓ§ Ņ±“Ó■“± ĒÕńĒÓ„Ķ“Õļ³Ē¹Õ ĒÕ
±ļĶŌÓÕņ¹Õ Ņ±“Ó“ĻĶ ŽĶ ŅńŅĒĶŅŌÓĒĶĶ ß¾õÕ“ ’ŅĶ±§ŅõĶ“³ ĒÕ’Ņ±Õõ±“ŌÕĒĒ¹ķ ĻŅĒ“ÓĻ“
ŅńŅĒÓ ± µĶõĻĶņ ŃÕ’“ĶļŅņ, Ō ±Ķļ¾ „ÕŃŅ ŌŅńĒĶĻļÓ ĒÕŅߧŅõĶņŅ±“³ Ķń¾„ÕĒĶ ²“ŅŃŅ
’Ņ÷Õ±±Ó.
Ā ╬ĻĶ±ļÕĒĶÕ
µĶõĻŅŃŅ ŃÕ’“ĶļÓ ŅńŅĒŅņ [130] Ō ±’Õ÷ĶÓļ³ĒŅķ ¾±“ÓĒŅŌĻÕ, Ō “ÕņŅ±“Ó“Ķ¾Õņ¹ķ
ÕÓĻ“Ņ ĻŅ“ŅŅķ ’ŅņÕ∙ÓļÓ±³ ĒÓŌÕ±ĻÓ µĶõĻŅŃŅ ŃÕ’“ĶļÓ. ╬ńŅĒŅŌÓ ±ņÕ±³ Ķń ÕÓĻ“ŅÓ
’Ņ±“¾’ÓļÓ Ō ßÓßŅ“Õ ± ļÕõ ĒŅķ ¾Ļ±¾±ĒŅķ ĻĶ±ļŅ“Ņķ õļ ¾ļÓŌļĶŌÓĒĶ ļÕ“¾„Ķ§
ĻŅņ’ŅĒÕĒ“ŅŌ Ķ õÓļÕÕ ’Ņ±“¾’ÓļÓ Ō ±’ÕĻ“Ņ¶Ņ“ŅņÕ“ čį-4. ŽÕÕõ ĒÓ„ÓļŅņ ŅĻĶ±ļÕĒĶ
ŃÕ’“ĶļÓ ¾Ļ±¾±ĒÓ ĻĶ±ļŅ“Ó ĒÓ±¹∙ÓļÓ±³ ŅńŅĒŅņ. ŪÓ §ŅõŅņ ŅĻĶ±ļÕĒĶ ±ļÕõĶļĶ ’Ņ
Ņ’“Ķ„Õ±ĻŅķ ’ļŅ“ĒŅ±“Ķ Ō¹õÕļ ■∙ÕŃŅ± ŃÓńÓ.
ĀĀ └ĒÓļĶń
¾Ļ±¾±ĒŅķ ĻĶ±ļŅ“¹ ’ŅŌŅõĶļ± ĒÓ §ŅņÓ“ŅŃÓ¶Õ ╦š╠-8╠─ ± ĻÓ“ÓŅņÕ“Ņņ ’Ņ
“Õ’ļŅ’ŅŌŅõĒŅ±“Ķ. čĻŅŅ±“³ ’ŅõÓ„Ķ ŅńŅĒŅŌŅķ ±ņÕ±Ķ ±Ņ±“ÓŌļ ļ Ņ“ 5 õŅ 10 ļ/„Ó±.
ąÓ±§Ņõ ŅńŅĒÓ ĒÓ ŅĻĶ±ļÕĒĶÕ ŃÕ’“ĶļÓ ĶńņÕ ļ± ’Ņ ÓńĒŅ±“Ķ ĻŅĒ÷ÕĒ“Ó÷Ķķ ŅńŅĒÓ ĒÓ
Ō§ŅõÕ Ķ Ō¹§ŅõÕ Ķń ÕÓĻ“ŅÓ. ╩ŅĒ÷ÕĒ“Ó÷Ķ Ō Ķ±§ŅõĒŅķ ±ņÕ±Ķ ±Ņ±“ÓŌļ ļÓ Ņ“ 2 õŅ 5%
Ņß·ÕņĒ¹§.
ĀĀ └ĒÓļĶń
ŅßÓń¾■∙Ķ§± ’Ņõ¾Ļ“ŅŌ ÓńļŅµÕĒĶ ’ŅŌŅõĶļ± ĒÓ ’ĶßŅÓ§ ½├ĒŅņ╗ ╠└ę ¢ 111¶Ķņ¹
┬ÓĶÓĒ Ķ ĒÓ §ŅņÓ“ŅŃÓ¶Õ ╦š╠-8╠─. ┬ ŅßŅĶ§ ’ĶßŅÓ§ ĻŅļŅĒĻĶ ß¹ļĶ ńÓ’ŅļĒÕĒ¹ ŅõĒĶņ
Ķ “Õņ µÕ ĒŅ±Ķ“ÕļÕņ ¢ §ŅņÓ“ŅĒŅņĀ N ¢AW ¢ ─╠čS
±ĶļÓĒĶńĶŅŌÓĒ¹ņ, ’Ņ’Ķ“ÓĒĒ¹ņ 15% Carbowa§Ā 6000. ąÓńņÕ ńÕÕĒ §ŅņÓ“ĶĒÓ ±Ņ±“ÓŌļ ļ 0,25 ¢ 0,315. ─ļĶĒÓ
ĻŅļŅĒĻĶ ĒÓ ’ĶßŅÕ ½├ĒŅņ╗ ±Ņ±“ÓŌļ ļÓ 1,54 ņ. ąÓńõÕļÕĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ
Ņ±¾∙Õ±“Ōļ ļŅ±³ Ō ÕµĶņÕ ’ŅŃÓņņĶŅŌÓĒĶ “Õņ’ÕÓ“¾¹ Ņ“ 30Ņč õŅ 150Ņč
±Ņ ±ĻŅŅ±“³■ ĒÓŃÕŌÓ 10Ņč/ņĶĒ.
ĀĀ └ĒÓļĶń ĒÓ
’ĶßŅÕ ╦š╠-8╠─ ’ŅŌŅõĶļ± ± ĻŅļŅĒĻŅķ õļĶĒŅķ 3 ņ.’Ķ ’Ņ±“Ņ ĒĒŅķ “Õņ’ÕÓ“¾Õ 100Ņč
Ō ÕµĶņÕ: “ŅĻ ĻÓ“ÓŅņÕ“Ó 150 ņÓ, „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ 1:3, ±ĻŅŅ±“³ ŃÓńÓ ¢
ĒŅ±Ķ“Õļ ŃÕļĶ 30 ņļ/ņĶĒ, “Õņ’ÕÓ“¾Ó Ķ±’ÓĶ“Õļ 300Ņč. ╬ß·Õņ
ŌŌŅõĶņŅķ õŅń¹ ±Ņ±“ÓŌļ ļ 0,3 ņļ. ąÕń¾ļ³“Ó“¹ Ō¹’ŅļĒÕĒĒ¹§ ÓĒÓļĶńŅŌ ’ĶŌÕõÕĒ¹ ĒÓ
ąĶ±.9.2.1ą.
ĀĀĀ ╚ń ąĶ±.
9.2.1ą ŌĶõĒŅ, „“Ņ Ō Õń¾ļ³“Ó“Õ ŅßÓßŅ“ĻĶ µĶõĻŅŃŅ ŃÕ’“ĶļÓ ŅńŅĒŅņ ’Ņļ¾„ÓÕ“±
÷Õļ¹ķ õ ±ŅÕõĶĒÕĒĶķ, ŌÓµĒÕķ°Ķņ Ķń ĻŅ“Ņ¹§ Ōļ Õ“± ¾ŃļÕĻĶ±ļ¹ķ ŃÓń (č╬2), ĒĶ“ŅńŅõĶņÕ“ĶļÓņĶĒ
(═─╠└), õĶņÕ“Ķļ¶ŅņÓņĶõ (─╠į└), “Õ“ÓņÕ“Ķļ“Õ“ÓńÕĒ (ę╚ę└). ╬ĻĶ±ļÕĒĶÕ õŅ
ĒÕķ“Óļ³Ē¹§ ’Ņõ¾Ļ“ŅŌ č╬2, N2Ā Ķ ═2╬ ’ŅĶ±§ŅõĶ“ ļĶ°³ „Ó±“Ķ„ĒŅ. ╬±ĒŅŌĒŅÕ ĻŅļĶ„Õ±“ŌŅ
ŃÕ’“ĶļÓ õŅ 75% ŅĻĶ±ļ Õ“± õŅ ═─╠└, Ņ±“Óļ³ĒÓ „Ó±“³ õŅ ─╠į└ Ķ ’ĶßļĶńĶ“Õļ³ĒŅ
4,5% õŅ ’Ņ„Ķ§ ’Ņõ¾Ļ“ŅŌ.
Ā╩ÓĻ ß¾õÕ“
’ŅĻÓńÓĒŅ ĒĶµÕ, õÓļ³ĒÕķ°ÕÕ Ó±∙Õ’ļÕĒĶÕ ĒÓ ’Ņ±“¹Õ ’Ņõ¾Ļ“¹ ’ŅĶńŌŅõĒ¹§ ŃÕ’“ĶļÓ, ĻŅ“Ņ¹Õ
Ō õÓļ³ĒÕķ°Õņ ĶņÕĒ¾■“± , ĻÓĻ ½±ņŅļ¹╗, ’Ņ§ŅõĶ“ ńĒÓ„Ķ“Õļ³ĒŅ ņÕõļÕĒĒÕÕ.
ĀĀ
ŽÕõ±“ÓŌļ ļŅ ĶĒ“ÕÕ± Ķń¾„Ķ“³ ĻĶĒÕ“Ķ„Õ±ĻĶÕ ńÓĻŅĒŅņÕĒŅ±“Ķ ’Ņ÷Õ±±Ó
ŅĻĶ±ļÕĒĶ .Ā ▌“Ņ Ķń¾„ÕĒĶÕ ’ŅŌŅõĶļŅ±³ Ō
“Ņķ µÕ ¾±“ÓĒŅŌĻÕ ± ĒÓŌÕ±ĻŅķ ŃÕ’“ĶļÓ 0,5 ņļ (6,5. 10-3 ņŅļ³). ╬ńŅĒ
’ŅõÓŌÓļ± ’Ķ 20Ņč ± ĻŅĒ÷ÕĒ“Ó÷ĶÕķ 2% ±Ņ ±ĻŅŅ±“³■ 5 ļ/„Ó±.
ŽŅļ¾„ÕĒĒÓ Ā ĻĶĒÕ“Ķ„Õ±ĻÓ ĻĶŌÓ
’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±. 9.2.2ą, ŃõÕ ’Ņ Ņ±Ķ ŅõĶĒÓ“ Ņ“ļŅµÕĒÓ Ņ’“Ķ„Õ±ĻÓ ’ļŅ“ĒŅ±“³
½─ ŅńŅĒŅŌŅķ ±ņÕ±Ķ ĒÓ Ō¹§ŅõÕ Ķń ÕÓĻ“ŅÓ.
ĀĀ
╚±±ļÕõŅŌÓĒĶÕ ’ŅĻÓńÓļŅ, „“Ņ Ō ’ÕŌ¹Õ ņŅņÕĒ“¹ ÕÓĻ÷ĶĶ Ō±ļÕõ±“ŌĶÕ ’ŅļĒŅŃŅ
’ŅŃļŅ∙ÕĒĶ ŅńŅĒÓ, ĻŅĒ÷ÕĒ“Ó÷Ķ ĒÓ Ō¹§ŅõÕ Ķń ÕÓĻ“ŅÓ ±“ÓĒŅŌĶ“± ßļĶńĻŅķ Ļ Ē¾ļ■.
ŪÓ“Õņ ’ŅĶ±§ŅõĶ“ Ņ±“ Ņ’“Ķ„Õ±ĻŅķ ’ļŅ“ĒŅ±“Ķ, Ķ ±ŅõÕµÓĒĶÕ ŅńŅĒÓ Ó±Ķņ’“Ņ“Ķ„Õ±ĻĶ
’ĶßļĶµÓÕ“± Ļ Ķ±§ŅõĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ. ┼±ļĶ ±ÓŌĒĶ“³ Õń¾ļ³“Ó“¹ ĻĶĒÕ“Ķ„Õ±ĻĶ§
ĶńņÕÕĒĶķ ± õÓĒĒ¹ņĶ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ ’Ņõ¾Ļ“ŅŌ ŅĻĶ±ļÕĒĶ , “Ņ „“Ņ
ÕńĻŅÕ ŌŅńÓ±“ÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅńŅĒÓ Ņ“ŌÕ„ÓÕ“ Ō¹±ŅĻŅķ ±ĻŅŅ±“Ķ ŅĻĶ±ļÕĒĶ
ŃÕ’“ĶļÓ õŅ ═─╠└. č’¾±“ õŌÓ „Ó±Ó ’Ņ±ļÕ ĒÓ„ÓļÓ ÕÓĻ÷ĶĶ ŅĻĶ±ļ Õ“± 75% ŃÕ’“ĶļÓ Ķ
Ó±§Ņõ ŅńŅĒÓ ’Ķ ²“Ņņ ±Ņ±“ÓŌļ Õ“ 4,8.10-3 ņŅļ³. ŽŅŌÕõÕĒĒ¹ķ Ó±„Õ“
’ŅĻÓńÓļ, „“Ņ ĒÓ ņŅļ³ Ķ±§ŅõĒŅŃŅ µĶõĻŅŃŅ ŃÕ’“ĶļÓ Ó±§Ņõ¾Õ“± ŅõĶĒ ņŅļ³ ŅńŅĒÓ, Ķń
ĻŅ“Ņ¹§ 2/3 ņŅļ ĶõÕ“ ĒÓ ŅßÓńŅŌÓĒĶÕ ═─╠└, Ó 1/3 ņŅļ ŅńŅĒÓ ĶõÕ“ ĒÓ ŅßÓńŅŌÓĒĶÕ
Ņ±“Óļ³Ē¹§ ĻŅņ’ŅĒÕĒ“ŅŌ ±ņÕ±Ķ. ąÓ±„Õ“ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ, ’Ņ°Õõ°ÕŃŅ ĒÓ ŅĻĶ±ļÕĒĶÕ
ŃÕ’“ĶļÓ ’ŅĶńŌŅõĶļ± ’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ nŅń Ā=Ā S A V 10-3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģģ. (9.2.1į)
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠
ŃõÕ:ĀĀ nŅń Ā- „Ķ±ļŅ ņŅļ³ ŅńŅĒÓ
ĀĀĀĀĀĀĀĀĀ SĀĀ -Ā
’ļŅ∙Óõ³, ńÓĻļ■„ÕĒĒÓ ņÕµõ¾ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ ĻĶĒÕ“Ķ„Õ±ĻŅķ ĻĶŌŅķ Ķ
’ ņŅķ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ņ“ŌÕ„Ó■∙Õķ Ķ±§ŅõĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅńŅĒÓ,
ĀĀĀĀĀĀĀĀĀ
└Ā = 137 ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ ’ÕÕ±„Õ“Ó Ņ’“Ķ„Õ±ĻŅķ
’ļÓ“ĒŅ±“Ķ Ō ĻŅĒ÷ÕĒ“Ó÷Ķ■ ŅńŅĒÓ Ō ņŃ/ļ,
ĀĀĀĀĀĀĀĀĀ VĀ -ĀĀ
±ĻŅŅ±“³ ’ŅõÓ„Ķ ŅńŅĒŅŌŅķ ±ņÕ±Ķ , ļ/„Ó±,
ĀĀĀĀĀĀĀĀĀĀ ╠
= 48 ¢ ņŅļÕĻ¾ļ Ē¹ķ ŌÕ± ŅńŅĒÓ.
ŽĶ Ó±„Õ“Õ ’ĶĒĶņÓļŅ±³ ŌŅ ŌĒĶņÓĒĶÕ ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ
Ó±“ŌŅÕĒĒŅŃŅ Ō ¾Ļ±¾±ĒŅķ ĻĶ±ļŅ“Õ Ķ ’Ņ°Õõ°ÕÕ ĒÓ ŅĻĶ±ļÕĒĶÕ ’Ņõ¾Ļ“ŅŌ, Ō¹ĒŅ±Ķņ¹§
Ķń ÕĻ“ŅÓ ’Ņ“ŅĻŅņ ŅńŅĒŅŌŅķ ±ņÕ±Ķ. ▌“Ó ŌÕļĶ„ĶĒÓ ’Ķ 18Ņč ±Ņ±“ÓŌļ Õ“
0,56.10-3 ņŅļ³ ŅńŅĒÓ.
Ā ┼±ļĶ
±ÓŌĒĶ“³ ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ± ĒÓķõÕĒĒŅķ ÓĒÕÕ [128] õļ ŃÕ“ÕŅŃÕĒĒŅŃŅ
ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ Óõ±ŅßÓ“Ó ŅĻĶ±Ķ Óļ■ņĶĒĶ Ķ ±’ļÓŌŅŌ └╠Ń6, “Ņ
ŅĻÓń¹ŌÓÕ“± , „“Ņ Ō ±ļ¾„ÓÕ ŃÕ“ÕŅŃÕĒĒŅŃŅ ŅĻĶ±ļÕĒĶ Ó±§Ņõ ŅńŅĒÓ Ō¹°Õ Ķ
±Ņ±“ÓŌļ Õ“ 2. 3/3 ņŅļ³ ĒÓ ņŅļ³ ŃÕ’“ĶļÓ ĒÓ ±ĶļĶĻÓŃÕļÕ Ķ 4 ņŅļ³ ĒÓ ņŅļ³ ŃÕ’“ĶļÓ
ĒÓ Óļ■ņĶĒĶÕ.Ā ═Ó Ņ±ĒŅŌÓĒĶĶ ÓĒÓļĶńÓ
’Ņõ¾Ļ“ŅŌ ŃÕ“ÕŅŃÕĒĒŅķ ÕÓĻ÷ĶĶ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ Ō ŅßŅĶ§ ±ļ¾„Ó § ’ŅĶ±§ŅõĶ“
’ŅļĒŅÕ ŅĻĶ±ļÕĒĶÕ ŃÕ’“ĶļÓ õŅ ĒÕķ“Óļ³Ē¹§ ’Ņõ¾Ļ“ŅŌ č╬2, N2 Ķ ═2╬.
ĀĀĀ ęÓĻĶņ
ŅßÓńŅņ, ¾±ļŅŌĶ ’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“Ó ¢ ŃÕ“ÕŅŃÕĒĒŅÕ ŅĻĶ±ļÕĒĶÕĀ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ, ĶļĶ ŅĻĶ±ļÕĒĶÕ µĶõĻŅŃŅ
ŃÕ’“ĶļÓ, Ōļ ■“± ŌÓµĒÕķ°ĶņĶ ¶ÓĻ“ŅÓņĶ, Ņ’ÕõÕļ ■∙ĶņĶ ĒÓ’ÓŌļÕĒĶÕ Ķ ņÕ§ÓĒĶńņ
ÕÓĻ÷ĶĶ ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ ŅńŅĒŅņ. ╬ĻĶ±ļÕĒĶÕ µĶõĻŅŃŅ ŃÕ’“ĶļÓ ’ĶŌŅõĶ“ Ļ
ŅßÓńŅŌÓĒĶ■ ’Ņõ¾Ļ“ŅŌ ĒÕ ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ , “ÓĻ ĒÓń¹ŌÓÕņ¹§ ±ņŅļ, Ķ ļĶ°³ ńÓ“Õņ
’Ņ±ļÕõĒĶÕ ’ŅõŌÕŃÓ■“± ŌŅńõÕķ±“ŌĶ■ ŅńŅĒÓ.
9.3.Ā ╚±±ļÕõŅŌÓĒĶÕ ¾±ļŅŌĶķ ŅßÓńŅŌÓĒĶ ½±ņŅļ╗ ’Ķ
ĻŅĒ“ÓĻ“Õ ŃÕ’“ĶļÓ ± ĻĶ±ļŅŅõŅņ, Ó
ĀĀĀĀĀĀĀ “ÓĻµÕĀ
Ķń¾„ÕĒĶÕ ’Ņ÷Õ±±Ó Ķ§ ŅńŅĒĶŅŌÓĒĶ
Ā ┬ §ŅõÕ
’ÕõŌÓĶ“Õļ³Ē¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ķ ’Ņõ¾ŌĻÕ ŅßÓń÷ŅŌ
ÓńŅ“Ņņ ĶõÕ“ ’Ņ÷Õ±± ±ņŅļŅŅßÓńŅŌÓĒĶ , Ō ĻŅ“ŅŅņ Õ°Ó■∙¾■ Ņļ³ ĶŃÓÕ“ ĒÓļĶ„ĶÕ ĻĶ±ļŅŅõÓ
Ō ’Ņõ¾ŌÓÕņŅķ ŃÓńŅŌŅķ ±ņÕ±Ķ. ┬ õÓĒĒŅņ ÓńõÕļÕ ĶńļÓŃÓ■“± Õń¾ļ³“Ó“¹
’ŅŌÕõÕĒĒŅŃŅ Ķ±±ļÕõŅŌÓĒĶ ’Ņ÷Õ±±Ó ±ņŅļŅŅßÓńŅŌÓĒĶ , Ó “ÓĻµÕ ŅńŅĒĶŅŌÓĒĶ
’Ņļ¾„ÓÕņŅķ ±ņŅļ¹
ĀĀ ┬
Ķ±±ļÕõŅŌÓĒĶ § Ķ±’Ņļ³ńŅŌÓļ± , Ō Ņ±ĒŅŌĒŅņ, „Ķ±“¹ķ ĻĶ±ļŅŅõ ± “Õņ, „“Ņß¹ ¾±ĻŅĶ“³
’Ņ÷Õ±± ±ņŅļŅŅßÓńŅŌÓĒĶ . č ÷Õļ³■ ’ĶßļĶµÕĒĶ ’Ņ÷Õ±±Ó ±ņŅļŅŅßÓńŅŌÓĒĶ Ļ
ĒÓ“¾Ē¹ņ ¾±ļŅŌĶ ņ ’Ņ÷Õ±± Ķń¾„Óļ± ĒÓ ±“¾µĻÕ ±’ļÓŌÓ └╠Ń6. ─ļ ’Ņļ¾„ÕĒĶ ±ņŅļ
Ķ±’Ņļ³ńŅŌÓļ± ’Ņ“Ņ„Ē¹ķ ±“ÕĻļ ĒĒ¹ķ ÕÓĻ“Ņ. čĻŅŅ±“³ ŃÓńŅŌŅķ ±“¾Ķ ĶńņÕ ļÓ±³
Ņ“ÓņÕ“Ņņ Ķ ŅßÕ±’Õ„ĶŌÓļÓ±³Ā ÓŌĒŅķ 2
ļ/„Ó±. ’Ķ 20Ņč. ╬“ßŅ ’Ņß Ō ß■Ļ±¹ õļ ÓĒÓļĶńÓ ’Ņļ¾„Ó■∙Ķ§±
’Ņõ¾Ļ“ŅŌ ’ŅĶńŌŅõĶļ± „ÕÕń Ņ’ÕõÕļÕĒĒ¹Õ ’ŅņÕµ¾“ĻĶ ŌÕņÕĒĶ. └ĒÓļĶń ±ņŅļ
’ŅŌŅõĶļ± ĒÓ ’ĶßŅÕ ½├ĒŅņ╗ ± ŅõĒŅŌÕņÕĒĒ¹ņ ņÓ±±Ņ±’ÕĻ“ŅņÕ“ĶŅŌÓĒĶÕņ ±ņŅļ.
ąÕń¾ļ³“Ó“¹ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ ±Ņ±“ÓŌÓ ±ņŅļ, ’Ņļ¾„ÕĒĒ¹§ ’Ķ ÓńĒ¹§
ŌÕņÕĒÓ§ ĻŅĒ“ÓĻ“ÓĀ ŃÕ’“ĶļŅņ ±
ĻĶ±ļŅŅõŅņ, ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 9.3.1ę, Ō ĻŅ“ŅŅķ ±ņŅļÓņ ’Ķ±ŌŅÕĒ¹ ĒŅņÕÓ 1,
Ž, Ķ “.õ. ─ļ 10-„Ó±ŅŌŅŃŅ ĻŅĒ“ÓĻ“Ó ’ŅŌÕõÕĒŅ õŌÓ ’ÓÓļļÕļ³Ē¹§ Ņ’¹“Ó (±ņŅļ¹ ž Ķ
1ė), §ÓÓĻ“ÕĶń¾■∙Ķ§ ŌŅ±’ŅĶńŌŅõĶņŅ±“³ ±ņŅļ. ╩ÓĻ ŌĶõĒŅ ’ŅŌÕõÕĒĶÕ ’ŅŌ“ŅĒ¹§
Ņ’¹“ŅŌ ’ŅĻÓńÓļŅĀ Ō’ŅļĒÕ
¾õŅŌļÕ“ŌŅĶ“Õļ³Ē¾■Ā ŌŅ±’ŅĶńŌŅõĶņŅ±“³ Ķ§
±Ņ±“ÓŌÓ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 9.3.1ę
Ā čņŅļÓĀĀĀĀĀĀĀ ┬Õņ ĻŅĒ“ÓĻ.ĀĀĀĀ ╬ß·Õņ ’Ņ’¾-ĀĀĀĀĀ ųŌÕ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čŅõÕµÓĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ Ō %
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ± ĻĶ±ļŅ.,ĀĀĀĀĀĀĀĀĀĀĀ ∙ÕĒĒŅŃŅ ĻĶ±-ĀĀĀĀ
±ņŅļ¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ± ĻĶ±ļŅ.,ĀĀĀĀĀĀĀĀĀĀĀ ∙ÕĒĒŅŃŅ ĻĶ±-ĀĀĀĀ
±ņŅļ¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ „Ó±ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ļŅŅõÓ, ļĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀč╬2ĀĀ ę╠└ĀĀ
═─╠├Ā ę╠ę└Ā ═─╠└Ā
─╠į└
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čņŅļÓ 1ĀĀĀĀĀĀĀĀĀĀ
4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀ čŌÕ“ļŅĀĀĀĀĀĀĀ 1,4ĀĀĀĀĀ 2,0ĀĀĀĀĀ 79,8ĀĀĀĀĀĀĀ 2,2ĀĀĀĀĀĀ 2,0ĀĀĀĀĀĀĀĀĀ 1,2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀµÕļ“¹ķ
čņŅļÓ ŽĀĀĀĀĀĀĀĀĀ
8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16ĀĀĀĀĀĀĀĀĀĀĀ ŲÕļ“¹ķĀĀĀĀĀĀ 4,3ĀĀĀĀĀ 5,5ĀĀĀĀĀĀ 45,5ĀĀĀĀĀĀ 3,7ĀĀĀĀĀĀ 10,9ĀĀĀĀĀĀĀ 2,6
čņŅļÓ žĀĀĀĀĀĀĀ
10ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀ ŲÕļ“¹ķĀĀĀĀĀĀ 6,0ĀĀĀĀĀ 3,8ĀĀĀĀĀĀĀ 39,3ĀĀĀĀĀ 2,7ĀĀĀĀĀĀ Ā17,8ĀĀĀĀĀĀ
4,0
čņŅļÓ ėĀĀĀĀĀĀĀĀĀ
12ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 24ĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĶ„Ē.ĀĀĀĀĀ 7,4ĀĀĀĀĀ 4,2ĀĀĀĀĀĀĀ 41,2ĀĀĀĀĀ 2,9ĀĀĀĀĀĀĀ 19,6ĀĀĀĀĀĀ 7,2
čņŅļÓ ė1ĀĀĀĀĀĀĀ
14ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 28ĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĶ„Ē.ĀĀĀĀ 10,5ĀĀĀĀ 1,8ĀĀĀĀĀĀ 32,6ĀĀĀĀĀ 1,2ĀĀĀĀĀĀĀ 26,5ĀĀĀĀĀĀ 11,8
čņŅļÓ ėŽĀĀĀĀĀĀĀ
23,30ĀĀĀĀĀĀĀĀĀĀĀĀ 47ĀĀĀĀĀĀĀĀĀĀĀ ęÕņĒŅ-ĀĀĀĀĀĀĀ 8,3ĀĀĀĀĀ 2,2ĀĀĀĀĀĀĀ 23,2ĀĀĀĀĀ 1,5ĀĀĀĀĀĀĀ 23,7ĀĀĀĀĀĀ 15,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĻŅĶ„Ē
čņŅļÓ š1ĀĀĀĀĀĀĀ
14ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀ čŌÕ“ļŅĀĀĀĀĀĀ 9,7ĀĀĀĀĀ 5,25ĀĀĀĀĀ 46,0ĀĀĀĀĀ 5,6ĀĀĀĀĀĀĀ 3,0ĀĀĀĀĀĀĀĀ 2,8
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
µÕļ“¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č“Ņ ĒĶÕĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀ
ŲÕļ“¹ķĀĀĀĀĀ 6,8ĀĀĀĀ 7,2ĀĀĀĀĀĀĀ 32,5ĀĀĀĀĀ 12,5ĀĀĀĀĀ 22,0ĀĀĀĀĀĀ 5,9ĀĀĀĀ
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ30 õĒÕķ
![]()
╚ń ’ĶŌÕõÕĒĒŅķ “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ± ¾ŌÕļĶ„ÕĒĶÕņ
ŌÕņÕĒĶ ŅßÓßŅ“ĻĶ ĻĶ±ļŅŅõŅņ ’ŅĶ±§ŅõĶ“ ’Ņ±“Õ’ÕĒĒŅÕ ¾ŌÕļĶ„ÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ č╬2.■
═─╠└ Ķ ─╠į└, ĻŅļĶ„Õ±“ŌŅ õŌ¾§ õ¾ŃĶ§ ĻŅņ’ŅĒÕĒ“ŅŌ ę╠└ Ķ ę╠ę└Ā ± Ņ±“Ņņ ’Ņ’¾∙ÕĒĒŅŃŅ ĻĶ±ļŅŅõÓ ’Ņ§ŅõĶ“
„ÕÕń ņÓĻ±Ķņ¾ņ ’Ķ 10 „Ó±Ó§. č’¾±“ 14 „Ó±ŅŌ ĒÓßļ■õÓÕ“± ¾±“ÓĒŅŌļÕĒĶÕ
±“Ó÷ĶŅĒÓĒŅķ ŅßļÓ±“Ķ, §ÓÓĻ“ÕĶń¾■∙Õķ± ņÓļ¹ņ ±ŅõÕµÓĒĶÕņ ²“Ķ§ ĻŅņ’ŅĒÕĒ“ŅŌ.
čŅõÕµÓĒĶÕ ŃÕ’“ĶļÓ ±ĒĶµÓÕ“± ’Ņ ņÕÕ Ņ±“Ó Ō¹õÕµĻĶ. ┬ ±“Ó÷ĶŅĒÓĒŅķ ŅßļÓ±“Ķ
±ĻŅŅ±“³ ŅßÓńŅŌÓĒĶ ę╠└ Ķ ę╠ę└ ±“ÓĒŅŌĶ“± ÓŌĒŅķ ±ĻŅŅ±“Ķ Ķ§ ŅĻĶ±ļÕĒĶ .
ĀĀ ąÕń¾ļ³“Ó“¹
’ŅŌÕõÕĒĒŅŃŅ ²Ļ±’ÕĶņÕĒ“Ó ’ŅĻÓńÓļĶ, „“Ņ Ņß·Õņ ’Ņ’¾∙ÕĒĒŅŃŅ ĻĶ±ļŅŅõÓ ĶŃÓÕ“
±¾∙Õ±“ŌÕĒĒ¾■ Ņļ³ ’Ķ ¶ŅņĶŅŌÓĒĶĶ ĻŅļĶ„Õ±“ŌÕĒĒŅ Ķ ĻÓ„Õ±“ŌÕĒĒŅŃŅ ±Ņ±“ÓŌÓ ±ņŅļ¹.
╩ŅņÕ “ŅŃŅ, ¾ŌÕļĶ„ÕĒĶÕ ŌÕņÕĒĶ ĻŅĒ“ÓĻ“Ó ŃÕ’“ĶļÓ ± ĻĶ±ļŅŅõŅņ Ņ“ „Õ“¹Õ§ õŅ
„Õ“¹ĒÓõ÷Ó“Ķ „Ó±ŅŌ ’ĶŌŅõĶ“ Ļ ßŅļÕÕ ß¹±“Ņņ¾ ’ÕŌÓ∙ÕĒĶ■ ŃÕ’“ĶļÓ (Ō 2,7 ÓńÓ)
Ķ, ±ŅŅ“ŌÕ“±“ŌÕĒĒŅ, Ļ ßŅļÕÕ ß¹±“Ņņ¾ ĒÓĻŅ’ļÕĒĶ■ ’Ņõ¾Ļ“ŅŌ ’ŅļĒŅŃŅ Ķ ĒÕ ’ŅļĒŅŃŅ
ŅĻĶ±ļÕĒĶ ŃÕ5’“ĶļÓ: č╬2 Ó±“Õ“ Ō 6,9 ÓńÓ, ę╠└ - Ō 2,6 ÓńÓ, ę╠ę└ -
Ō 1,5 ÓńÓ ─╠į└ - Ō 2,3 ÓńÓ, “.Õ.¾ŌÕļĶ„ÕĒĶÕ ŌÕņÕĒĶ ŅßÓßŅ“ĻĶ ĻĶ±ļŅŅõŅņ Ō 3,5
ÓńÓ ’ĶŌŅõĶ“ Ō ±ÕõĒÕņ Ļ “Õ§ĻÓ“ĒŅņ¾ ŌŅńÓ±“ÓĒĶ■ ’Ņõ¾Ļ“ŅŌ ’ŅļĒŅŃŅ Ķ ĒÕ
’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ.
ĀĀĀ čļÕõ¾Õ“
Ņ“ņÕ“Ķ“³, „“Ņ ĻŅĒ“ÓĻ“ ±ņŅļ¹ š1 ± ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó Ō Õń¾ļ³“Ó“Õ ÕÕ 30 õĒÕŌĒŅŃŅ
§ÓĒÕĒĶ ’ĶŌŅõĶ“ Ļ “Õņ µÕ Õń¾ļ³“Ó“Óņ, “.Õ. ’Ņ÷ÕĒ“ ’ÕŌÓ∙ÕĒĶ ŃÕ’“ĶļÓ Ō
’Ņõ¾Ļ“¹ ŅĻĶ±ļÕĒĶ ±“ÓĒŅŌ Õ∙Õ Ō¹°Õ.
ĀĀĀĀ ─ļ
Ķń¾„ÕĒĶ ŌļĶ ĒĶ “Õņ’ÕÓ“¾¹ ’Ņõ¾ŌĻĶ ĒÓ ±Ņ±“ÓŌ ±ņŅļ ß¹ļĶ ’Ņļ¾„ÕĒ¹ ±ņŅļ¹ ’Ķ
“Õņ’ÕÓ“¾Õ 50Ņč, Õń¾ļ³“Ó“¹ ÓĒÓļĶńÓ ±Ņ“ÓŌÓ ĻŅ“ŅŅķ ’Õõ±“ÓŌļÕĒ¹ Ō
“ÓßļĶ÷Õ 9.3.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 9.3.2ę.
ĀĀĀ ŅčĀĀĀĀ čņŅļÓĀĀ
ŽŅ’¾-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀčŅõÕµÓĒĶÕ ’Ņõ¾Ļ“ŅŌ Ō 5
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∙ÕĒŅ ╬2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∙ÕĒŅ ╬2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ļ.ĀĀĀĀĀĀĀĀĀĀĀĀ č╬2ĀĀĀ
ę╠└ĀĀĀĀ ═─╠├ĀĀĀĀ ę╠ę└ĀĀĀĀĀ
═─╠└ĀĀĀ ─╠į└ĀĀĀ ŽŅ„ĶÕ
![]()
ĀĀĀĀ 20ĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,4ĀĀĀĀĀĀĀ 2,0ĀĀĀĀĀĀĀĀ 79,8ĀĀĀĀĀĀĀĀ Ā2,2ĀĀĀĀĀĀĀĀĀĀĀĀ 2,0ĀĀĀĀĀĀĀĀĀĀĀ 1,2ĀĀĀĀĀĀĀĀĀĀ
11,4
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽĀĀĀĀĀĀĀĀ 16ĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,3ĀĀĀĀĀĀĀ 5,5ĀĀĀĀĀĀĀĀ
45,5ĀĀĀĀĀĀĀĀĀ 3,7ĀĀĀĀĀĀĀĀĀĀĀĀ 10,9ĀĀĀĀĀĀĀĀĀ 2,6ĀĀĀĀĀĀĀĀĀĀ 27,5
![]() ĀĀĀ
ĀĀĀ
ĀĀĀĀ 50ĀĀĀĀĀĀĀ ėžĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,6ĀĀĀĀĀĀĀ 6,5ĀĀĀĀĀĀĀĀ 67,1 ĀĀĀĀĀĀĀĀĀ3,3ĀĀĀĀĀĀĀĀĀĀĀĀ
12,1ĀĀĀĀĀĀĀĀĀ 2,3ĀĀĀĀĀĀĀĀĀĀĀ 7,1
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1šĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,1ĀĀĀĀĀĀĀ 1,9ĀĀĀĀĀĀĀĀ
50,5ĀĀĀĀĀĀĀĀĀ 3,4ĀĀĀĀĀĀĀĀĀĀĀĀ 10,4ĀĀĀĀĀĀĀĀĀ 3,3ĀĀĀĀĀĀĀĀĀ 24,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
šĀĀĀĀĀĀĀ 16ĀĀĀĀĀĀĀĀĀĀĀĀ 11,7ĀĀĀĀĀĀ 2,5ĀĀĀĀĀĀĀĀ 27,5ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 18,0ĀĀĀĀĀĀĀĀ
11,8ĀĀĀĀĀĀĀĀ 28,5ĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
Ā ╚ń
’ĶŌÕõÕĒĒŅķ “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ± Ņ±“Ņņ “Õņ’ÕÓ“¾¹ ÕńĻŅ ŌŅńÓ±“ÓÕ“ ±ĻŅŅ±“³
Ō±Õ§ ’Ņ÷Õ±±ŅŌ. ▌“Ņ ’ĶŌŅõĶ“ Ļ ¾ŌÕļĶ„ÕĒĶ■ ĻŅļĶ„Õ±“ŌÓ ’Ņõ¾Ļ“ŅŌ ĒÕ ’ŅļĒŅŃŅ
ŅĻĶ±ļÕĒĶ .
Ā č ÷Õļ³■ Ņ’ÕõÕļÕĒĶ
ĒÓĶßŅļÕÕ Ņ’“ĶņÓļ³ĒŅķ “Õņ’ÕÓ“¾¹ ŅßÓßŅ“ĻĶ ŃÕ’“ĶļÓ ß¹ļŅ Ķń¾„ÕĒŅ ņÕ“ŅõŅņ
ėį-±’ÕĻ“Ņ±ĻŅ’ĶĶ ŅßÓńŅŌÓĒĶÕ ÓņĶĒŅŌ Ō ’Ņ÷Õ±±Õ ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ ’Ķ ÓńļĶ„Ē¹§
“Õņ’ÕÓ“¾Ó§[131]. ╬“ĒŅ±Ķ“Õļ³Ē¹Õ Ņ’“Ķ„Õ±ĻĶÕĀ
Ō % ’ļŅ“ĒŅ±“Ķ ’ŅļŅ± 320 Ķ 225 Ēņ. Ō ŌŅõĒ¹§ Ó±“ŌŅÓ§ ±ņŅļŅŅßÓńĒ¹§
’Ņõ¾Ļ“ŅŌ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 9.3.3ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 9.3.3ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅļŅ±Ó 225 Ēņ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅļŅ±Ó 320 ĒņĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čŅÕõĶĒÕĒĶÕĀĀĀĀĀĀĀĀ %ĀĀĀĀĀĀĀĀĀĀĀĀ čŅÕõĶĒÕĒĶÕĀĀĀĀĀĀĀ %Ā
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 50ĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1,0ĀĀĀĀĀĀĀĀĀĀĀ N-ĒĶ“ŅńŅ-ĀĀĀĀĀĀĀ 1.0
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 40ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ņĶĒ¹ĀĀĀĀĀĀĀĀĀĀĀĀ 0,8ĀĀĀĀĀĀĀĀĀĀĀĀ
ÓņĶĒ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ0,42ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,05
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,14ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0ĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╚ń “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ± ’ŅĒĶµÕĒĶÕņ “Õņ’ÕÓ“¾¹
Ņ“õ¾ŌĻĶ Ņ“ 50Ņč õŅ 30Ņč ±’Ņ±Ņß±“Ō¾Õ“ ¾ņÕĒ³°ÕĒĶ■
ĻŅļĶ„Õ±“ŌÓ ŅßÓń¾■∙ÕŃŅ± “ŅĻ±Ķ„ĒŅŃŅĀ N-
ĒĶ“ŅńŅ±ŅÕõĶĒÕĒĶ Ō 20 Óń. ─ļ ’Ņ±“¹§ ÓņĶĒŅŌ ńÓŌĶ±ĶņŅ±“³ Ņ“ “Õņ’ÕÓ“¾¹ ņÕĒÕÕ
ÕńĻÓ . ═Ó Ņ±ĒŅŌÓĒĶĶ ²“Ķ§ õÓĒĒ¹§ ß¹ļÓ Ō¹õÓĒÓ ÕĻŅņÕĒõÓ÷Ķ Ņ ’ĶņÕĒÕĒĶĶ
ŅńŅĒĶŅŌÓĒĶ ’Ķ Ņ“õ¾ŌĻÕ ĶńõÕļĶķ Ō ’Ņ÷Õ±±Õ Ķ§ ĒÕķ“ÓļĶńÓ÷ĶĶ.
ĀĀ č ÷Õļ³■
Ķń¾„ÕĒĶ ńÓĻŅĒŅņÕĒŅ±“Õķ ’Ņ÷Õ±±ŅŌ ŅĻĶ±ļÕĒĶ ±ņŅļ, ÓĒÕÕ ’Ņļ¾„ÕĒĒ¹Õ ±ņŅļ¹ Ž, ž,
ė Ķ š1 ’ŅõŌÕŃļĶ±³ ŅńŅĒĶŅŌÓĒĶ■ 3%Ā ’Ķ
20Ņč Ķ ±ĻŅŅ±“Ķ ’Ņõ¾ŌĻĶ 5 ļ/„Ó±. ╬ßÓń¾■∙ĶÕ± ’Ņõ¾Ļ“¹ ’ŅõŌÕŃĒ¾“¹
ß¹ļĶ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻŅņ¾ ÓĒÓļĶń¾. ŽŅļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ŌÕ±³ņÓ ßļĶńĻĶ õļ Ō±Õ§
¾ĻÓńÓĒĒ¹§ ±ņŅļ, Ō ±Ķļ¾ „ÕŃŅ Ō “ÓßļĶ÷Õ 9.3.4ę ’ĶŌŅõ “± õÓĒĒ¹Õ “Ņļ³ĻŅ ŅõĒŅķ
±ņŅļÕ ž, ŌÕņ ’Ņõ¾ŌĻĶ ĻŅ“ŅŅķ ±Ņ±“ÓŌĶļŅ 14 „Ó±ŅŌ. ╩ŅļĶ„Õ±“ŌŅ ’Ņõ¾Ļ“ŅŌ Ō
“ÓßļĶ÷Õ Ō¹ÓµÕĒŅ Ō ’Ņ÷ÕĒ“Ó§. ═ÕõŅ±“Ó■∙ÕÕ ĻŅļĶ„Õ±“ŌŅ õŅ 100%Ā ±Ņ±“ÓŌļ ■“ ĒÕÓ±°Ķ¶ŅŌÓĒĒ¹Õ ’Ņõ¾Ļ“¹. ŽŅ±ļÕ
’Ņõ¾ŌĻĶ Ō “Õ„ÕĒĶĶ 14 „Ó±ŅŌ ±ņŅļÓ ’ĶŅßÕļÓ ŌĶõ ±¾§ŅŃŅ Ņ±“Ó“ĻÓ Ķ Ķń ĒÕÕ ß¹ļÓ
±õÕļÓĒÓ ŌŅõĒÓ Ō¹“ µĻÓ, Ō ±Ķļ¾ „ÕŃŅ ĒÓ §ŅņÓ“ŅŃÓņņÕ. ’Ņ ŌĶļÓ±³ ═2╬.
ĀĀĀ ╚ń
“ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ Ō ĒÓ„ÓļÕ ŅńŅĒĶŅŌÓĒĶ ŅńŅĒ Ó±§Ņõ¾Õ“± , Ō Ņ±ĒŅŌĒŅņ, ĒÓ
õŅŅĻĶ±ļÕĒĶÕ ŃÕ’“ĶļÓ, Ó ńÓ“ÕņĀ ŅĻĶ±ļ ■“±
’Ņõ¾Ļ“¹ ÕŃŅ ĒÕ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ . ╬±ĒŅŌĒ¹ņ ’Ņõ¾Ļ“Ņņ ŅĻĶ±ļÕĒĶ ±ņŅļ Ļ ĻŅĒ÷¾
’Ņõ¾ŌĻĶ Ņ±“Óļ± ─╠└, ĻŅ“Ņ¹ķ ’Ķ õŅ±“Ó“Ņ„ĒŅ ßŅļ³°Ņņ ŌÕņÕĒĶ ĻŅĒ“ÓĻ“Ó ± ŅńŅĒŅņ
─╠└, õŅŅĻĶ±ļ Õ“± ± ŅßÓńŅŌÓĒĶÕņ č╬2. ═Ó Ņ±ĒŅŌÓĒĶĶ ¶Ņņ¾ļ¹ 9.2.1į
’ŅŌÕõÕĒ Ó±„Õ“ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ, ’Ņ°Õõ°ÕŃŅ ĒÓ ’ŅļĒŅÕ ŅĻĶ±ļÕĒĶÕ ±ņŅļ¹. ąÓ±„Õ“¹
’ŅĻÓńÓļĶ, „“Ņ ĒÓ ŅĻĶ±ļÕĒĶÕ 5 ņŃ ±ņŅļ¹ ĒÕŅߧŅõĶņŅ 50 ņŃ ŅńŅĒÓ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 9.3.4ę
![]()
![]()
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀ
═ÓĶņÕĒŅŌ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Õņ ŅńŅĒĶŅŌÓĒĶ ,Ā „Ó±.ĀĀĀĀĀĀ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņõ¾Ļ“ŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņõ¾Ļ“ŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0ĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ 6ĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀ 11ĀĀĀĀĀĀĀĀ 14Ā
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
6,0ĀĀĀĀĀĀ 6,7ĀĀĀĀĀ 10,7ĀĀĀĀĀĀĀ 9,1ĀĀĀĀĀĀ 13,1ĀĀĀĀĀ 62,1ĀĀĀĀ
30,8ĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
─╠└ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ 3,3ĀĀĀĀĀĀĀĀ 3,3ĀĀĀĀĀĀĀ 14,2ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ 29,8ĀĀĀĀĀĀ 14,2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ę╠└ĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,8ĀĀĀĀĀĀ 1,4ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
═─╠├ĀĀĀĀĀĀĀĀĀĀ 39,3ĀĀĀĀ 28,2ĀĀĀ
2,8ĀĀĀĀĀĀĀĀĀ 2,1ĀĀĀĀĀĀĀ 2,7ĀĀĀĀĀĀ 5,7ĀĀĀĀĀĀ 3,3ĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
═─╠└ĀĀĀĀĀĀĀĀĀ 23,7ĀĀĀĀ 28,3ĀĀĀ
42,7ĀĀĀĀĀĀ 62,0ĀĀĀĀĀĀĀ 6,0ĀĀĀĀĀĀ 9,0ĀĀĀĀĀ 7,8ĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę╠ę└ĀĀĀĀĀĀĀĀĀĀĀĀ
2,7ĀĀĀĀĀĀ 5,1ĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ Ā-Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
─╠į└ĀĀĀĀĀĀĀĀĀĀ 6,2ĀĀĀĀĀĀĀ 5,6ĀĀĀĀĀ 9,2ĀĀĀĀĀĀ 14,2ĀĀĀĀĀĀĀ 8,4ĀĀĀĀĀĀĀ 2,9ĀĀĀĀ 3,8ĀĀĀĀĀĀĀĀĀĀĀ -
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═2╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ 58,2ĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═2╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ 58,2ĀĀĀĀĀ
![]()
![]() ĀĀĀ ĀĀĀĀ
ĀĀĀ ĀĀĀĀ
9.4.Ā ąÓńļŅµÕĒĶÕ ŅńŅĒÓ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6Ā Ķ Ņ’ÕõÕļÕĒĶĶÕ
’Ņ“ÕßĒŅŃŅ
ĀĀĀĀĀĀĀĀ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ.
ĀĀĀ ╚ńŌÕ±“ĒŅ,
„“Ņ ŅńŅĒ ±’Ņ±ŅßÕĒ ŃŅņŅŃÕĒĒŅ ÓńļÓŃÓ“³± Ō±ļÕõ±“ŌĶÕ ²ĻńŅ“ÕņĶ„Õ±ĻŅŃŅ ’Ņ÷Õ±±Ó:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ╬3ĀĀĀĀĀĀĀĀĀĀĀĀ 3/2 ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ(9.4.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ╬3ĀĀĀĀĀĀĀĀĀĀĀĀ 3/2 ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ(9.4.1į)
ĀĀĀ ╬õĒÓĻŅ
’Ķ ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ õŅļµĒŅ ’Ņ“ÕĻÓ“³ ĻÓķĒÕ ņÕõļÕĒĒŅ. ├ŅņŅŃÕĒĒŅÕ
ÓńļŅµÕĒĶÕ ŅńŅĒÓ ĶõÕ“ ±Ņ ńĒÓ„Ķ“Õļ³ĒŅķ ±ĻŅŅ±“³■ ļĶ°³ ’Ķ “Õņ’ÕÓ“¾Õ 100Ņč[132].
┬“Ņ¹ņ ŌŅńņŅµĒ¹ņ ’Ņ÷Õ±±Ņņ ŃÕ“ÕŅŃÕĒĒŅÕ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅÕ ÓńļŅµÕĒĶÕ ŅńŅĒÓ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ └╠Ń6. ŽÓ±±ĶŌĶŅŌÓĒĒ¹ķ Óļ■ņĶĒĶķ ±„Ķ“ÓÕ“± ¾±“Ņķ„ĶŌ¹ņ ’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ
ŅńŅĒ¾[133] Ō±ļÕõ±“ŌĶÕ “ŅŃŅ, „“Ņ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ņÕ“ÓļļÓ ŅßÓń¾Õ“± “ŅĒĻÓ ’ļÕĒĻÓ
ĶĒÕ“ĒŅķ ŅĻĶ±Ķ Óļ■ņĶĒĶ . ┬ “Ņ µÕ ŌÕņ ŅĻĶ±³ Óļ■ņĶĒĶ ± ±Ķļ³ĒŅ ÓńŌĶ“Ņķ
’ŅŌÕ§ĒŅ±“³■ ±’Ņ±ŅßĒÓ ĻÓ“ÓļĶ“Ķ„Õ±ĻĶ ÓńļÓŃÓ“³ ŅńŅĒ [134]. ┬ ±ļ¾„ÓÕ └╠Ń6 “ÓĻµÕ
õŅļµĒŅ ’ŅĶ±§ŅõĶ“³ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅÕ ÓńļŅµÕĒĶÕĀ
ŅńŅĒÓ Ķ, ĻÓĻ ±ļÕõ±“ŌĶÕ, ’Ó±±ĶŌĶŅŌÓĒĶÕ ’ŅŌÕ§ĒŅ±“Ķ. ╩ŅļĶ„Õ±“ŌÕĒĒ¹Õ
ŌÕļĶ„ĶĒ¹ “ŅŃŅ ’Ņ÷Õ±±Ó Ō ļĶ“ÕÓ“¾Õ Ņ“±¾“±“Ō¾■“.
ĀĀ ─ļ
’ŅŌÕõÕĒĶ Ņ’¹“Ó ’Ņ ÓńļŅµÕĒĶ■ ŅńŅĒÓ ß¹ļ Ķ±’Ņļ³ńŅŌÓĒ ßÓ„ÕĻ ’ÕõŌÓĶ“Õļ³ĒŅ
Ņ„Ķ∙ÕĒĒ¹ķ Ņ“ §ÕņŅ±ŅßĶŅŌÓĒĒŅŃŅĀ
ŃÕ’“ĶļÓ. ŽŅ±ļÕ Ō¹õÕµĻĶ ßÓ„ĻÓ Ō “Õ„ÕĒĶĶ 3-§ ņÕ± ÷ÕŌ §ÓĒÕĒĶ , ĒÓ“ÕĻÓĒĶ
═─╠├ ńÓ ±„Õ“ õÕ±Ņß÷ĶĶ ĒÕ ß¹ļŅ, „“Ņ ’ŅńŌŅļĶļŅ ±„Ķ“Ó“³ ßÓ„ÕĻ ’ÓĻ“Ķ„Õ±ĻĶ „Ķ±“¹ņ.
ŽŅ±ļÕ ²“ŅŃŅ ßÓ„ÕĻ ńÓ’ŅļĒ ļĶ ±ņÕ±³■ ŅńŅĒÓ ± 5%-ņ ÕŃŅ ±ŅõÕµÓĒĶÕņ ± Ņß∙Ķņ ÕŃŅ
ĻŅļĶ„Õ±“ŌŅņ 1Ń. ŪÓ’ŅļĒÕĒÕĒĒ¹ķ ßÓ„ÕĻ ß¹ļ Ō¹õÕµÓĒ Ō “Õ„ÕĒĶÕ 45 ±¾“ŅĻ,
ĻŅĒ÷ÕĒ“Ó÷Ķ ŅńŅĒÓ Ō ĻŅ“ŅŅņ Ō ĒÓ„ÓļÕ ’Ņ±ļÕ ńÓ’ŅļĒÕĒĶ , ±Ņ±“ÓŌļ ļÓ 6 ņŃ/ļ.
ąÕń¾ļ³“Ó“¹ Ņ’¹“Ó ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 9.4.1ę [115].
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 9.4.1ę
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
ĀĀĀĀĀĀĀĀĀ
┬Õņ Ō¹õÕ-ĀĀĀĀĀ 0ĀĀĀĀĀĀ 1ĀĀĀĀĀĀ
2ĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀ 7 ĀĀĀĀĀĀĀ9ĀĀĀĀĀ 11ĀĀĀĀĀ 15ĀĀĀĀĀ
20ĀĀĀĀĀ 30ĀĀĀĀĀ 45
ĀĀĀĀĀĀĀĀĀĀ
ĻĶ, ±¾“ĻĶ
![]()
ĀĀĀĀĀĀĀĀĀĀ
╩ŅĒ÷ÕĒÓ-ĀĀĀĀĀĀĀĀ 6,0ĀĀĀ 3,8ĀĀĀ
3,4ĀĀĀ 2,7ĀĀĀĀ 1,6ĀĀĀĀ
1,2ĀĀĀ 0,9ĀĀĀ 0,4ĀĀĀĀĀ
0,2ĀĀĀĀ 0,08ĀĀĀĀ 0ĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀ Ķ
╬3 ņŃ/ļ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀ %% ÓńļŅ-ĀĀĀĀĀĀĀĀĀĀ
0ĀĀĀĀ 36ĀĀĀĀ 45ĀĀĀĀ
55ĀĀĀĀĀ 73ĀĀĀĀĀ 80ĀĀĀĀ
85ĀĀĀĀ 93ĀĀĀĀĀĀ 97ĀĀĀĀĀ
99ĀĀĀĀĀ 100
ĀĀĀĀĀĀĀĀĀĀ %% ÓńļŅ-ĀĀĀĀĀĀĀĀĀĀ
0ĀĀĀĀ 36ĀĀĀĀ 45ĀĀĀĀ
55ĀĀĀĀĀ 73ĀĀĀĀĀ 80ĀĀĀĀ
85ĀĀĀĀ 93ĀĀĀĀĀĀ 97ĀĀĀĀĀ
99ĀĀĀĀĀ 100
ĀĀĀĀĀĀĀĀĀĀĀ
µÕĒĶ ╬3
![]()
Ā └ĒÓļĶń
’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ ’ŅĻÓń¹ŌÓÕ“, „“Ņ └╠Ń6 Ōļ Õ“± ßŅļÕÕ ±Ķļ³Ē¹ņ
ĻÓ“ÓļĶńÓ“ŅŅņ ÓńļŅµÕĒĶ ŅńŅĒÓ, „Õņ ŅĻĶ±³ Óļ■ņĶĒĶ . ŽŅ-ŌĶõĶņŅņ¾, ’ŅŌ¹°ÕĒĒÓ
ĻÓ“ÓļĶ“Ķ„Õ±ĻÓ ÓĻ“ĶŌĒŅ±“³ └╠Ń6 Ņß· ±Ē Õ“± ĒÓļĶ„ĶÕņ Ō ±’ļÓŌÕ ļÕŃĶ¾■∙Ķ§ õŅßÓŌŅĻ
õ¾ŃĶ§ ņÕ“ÓļļŅŌ.
ĀĀĀ
╬ßĒÓ¾µÕĒĒŅÕ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅÕ ÓńļŅµÕĒĶÕ ŅńŅĒÓ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ └╠Ń6
’ĶŌŅõĶ“ Ļ ŌŅńÓ±“ÓĒĶ■ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ, ńÓ“Ó„ĶŌÓÕņŅŃŅ ĒÓ ŅĻĶ±ļÕĒĶÕ ═─╠├.
╬õĒÓĻŅ, ĒÕļ³ń ±„Ķ“Ó“³, „“Ņ ŌÕ±³ ŅńŅĒ, ÓńļÓŃÓ■∙Ķķ± ĒÓ ’ŅŌÕ§ĒŅ±“Ķ,
Ó±§Ņõ¾Õ“± ĒÕ ’ŅĶńŌŅõĶ“Õļ³ĒŅ. ╚ńŌÕ±“ĒŅ, „“Ņ Ō¹±ŅĻÓ ŅĻĶ±ļĶ“Õļ³ĒÓ ±’Ņ±ŅßĒŅ±“³
ŅńŅĒÓ Ņß¾±ļŅŌļÕĒÓ, ’ÕµõÕ Ō±ÕŃŅ, ŅßÓńŅŌÓĒĶÕņ Ó“ŅņÓĒŅŃŅ ĻĶ±ļŅŅõÓ ’Ķ ÕŃŅ
ÓńļŅµÕĒĶĶ [135] :
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀ╬3ĀĀĀĀĀĀĀ ╬2Ā
+Ā ╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(9.4.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀ╬3ĀĀĀĀĀĀĀ ╬2Ā
+Ā ╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(9.4.1į)
ĀĀĀ └“ŅņÓĒ¹ķ
ĻĶ±ļŅŅõĀ ½╬╗ Ņ„ÕŌĶõĒŅ Ōļ Õ“± ĒÓĶßŅļÕÕ
ÓĻ“ĶŌĒ¹ņ ÓŃÕĒ“Ņņ ŅĻĶ±ļÕĒĶ ═─╠├. č’Ņ±ŅßĒŅ±“³ └╠Ń6 ĻÓ“ÓļĶ“Ķ„Õ±ĻĶ ÓńļÓŃÓ“³ ŅńŅĒ
ņŅµÕ“ ŅĻÓńÓ“³± ’ŅļÕńĒŅķ, Õ±ļĶ ¾„Õ±“³, „“Ņ Ķ±’Ņļ³ńŅŌÓĒĶĶ ŅńŅĒÓ Ō °“Ó“Ē¹§
±Ķ±“ÕņÓ§ ĒÕķ“ÓļĶńÓ÷ĶĶ, ĒÕŅߧŅõĶņŅ ß¾õÕ“ Õ°Ó“³ ńÓõÓ„¾ ¾õÓļÕĒĶ Ņ±“Ó“ĻŅŌ ŅńŅĒÓ
Ō ßÓĻÓ§. ┬ ßÓĻÓ§ Ķń └╠Ń6 Ņ±“ÓŌ°Ķķ± ŅńŅĒ ß¾õÕ“ ±ÓņŅ’ŅĶńŌŅļ³ĒŅ ÓńļÓŃÓ“³± .
ĀĀ
ŽŅŌÕõÕĒĒŅÕ Ķń¾„ÕĒĶÕ §ÓÓĻ“ÕÓ ’Ņ÷Õ±±Ó ŅĻĶ±ļÕĒĶ ŅńŅĒŅņ ±ŅßĶŅŌÓĒĒŅŃŅ
ŃÕ’“ĶļÓ, ’Ņõ¾Ļ“ŅŌ ÕŃŅ ĒÕ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ , Ó “ÓĻµÕ ÓńļŅµÕĒĶÕ ±ÓņŅŃŅ ŅńŅĒÓ
’ŅńŌŅļ Õ“ ’ŅĶńŌÕ±“Ķ ĻŅļĶ„Õ±“ŌÕĒĒ¾■ Ņ÷ÕĒĻ¾ ’Ņ“ÕßĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ,
ĒÕŅߧŅõĶņŅŃŅ õļ ĒÕķ“ÓļĶńÓ÷ĶĶĀĀ
Ņ±“Ó“Ņ„Ē¹§ ĻŅļĶ„Õ±“Ō ŃÕ’“ĶļÓ Ō ßÓĻÓ§. čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ŅĒÓ ß¾õÕ“
±¾Ń¾ßŅ ŅĶÕĒ“ĶŅŌŅ„ĒŅķ, ’Ņ±ĻŅļ³Ļ¾ ĒÓ ’Ņ“ÕßĒŅÕ ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ ß¾õÕ“ ŌļĶ “³
õ ¶ÓĻ“ŅŅŌ. ŽŅ±ļÕ ±ļĶŌÓ ĻŅļĶ„Õ±“ŌŅ Ņ±“ÓŌ°ÕŃŅ± ŃÕ’“ĶļÓ Ō ßÓĻÕ, ß¾õÕ“ ĒÕ
Ō±ÕŃõÓ ŅõĶĒÓĻŅŌŅÕ Ķ ńÓŌĶ±Ķ“ Ņ“ ’ŅļĒŅ“¹ ÕŃŅ ±ļĶŌÓ. ╩ŅņÕ “ŅŃŅ, ß¾õÕ“ ŌļĶ “³
ĻÓ„Õ±“ŌŅ Ō¹’ŅļĒÕĒĶ Ņ“õ¾ŌĻĶ, ĒÓļĶ„ĶÕ Ķ ĻŅļĶ„Õ±“ŌŅ ŅßÓńŅŌÓŌ°Ķ§± ±ņŅļ Ķ õ¾ŃĶ§,
ĒÕ ¾„“ÕĒĒ¹§ ¶ÓĻ“ŅŅŌ, ĻŅ“Ņ¹Õ ĒÕ ’ŅõõÓ■“± Ó±„Õ“ĒŅķ Ņ÷ÕĒĻÕ. ŽŅ²“Ņņ¾,
ĻŅļĶ„Õ±“ŌÕĒĒÓ Ņ÷ÕĒĻÓ õŅļµĒÓ ’ŅŌÕ “³± ĒÓ °“Ó“Ē¹§ ĶńõÕļĶ §.
ĀĀĀ įŅņ¾ļÓ
õļ Ņ’ÕõÕļÕĒĶ ĒÕŅߧŅõĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ õļ ĒÕķ“ÓļĶńÓ÷ĶĶ ŃÕ’“ĶļÓ,
ĒÓ§Ņõ ∙ÕŃŅ± Ō ŃÓńŅŌŅķ ¶ÓńÕ Ķ Ō Óõ±ŅßĶŅŌÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ ĒÓ ±“ÕĒĻÓ§ ÕņĻŅ±“Ķ,
ß¾õÕ“ ņÕ“³ ŌĶõ [136]:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ m O3
=Ā ╩±“Õ§. ╩Óńļ. ╩ńÓ’.
( č. ą.V + └S)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ.( 9.4.2į)
ŃõÕ:Ā
ĀĀĀĀĀ mŅńĀ - Ņß∙ÕÕ ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ, Ń
ĀĀĀĀĀĀ ╩±“Õ§.=
3,2 ¢ ±“Õ§ĶŅņÕ“Ķ„Õ±ĻĶķ ĻŅ²¶¶Ķ÷ĶÕĒ“,
ĀĀĀĀĀĀ ╩Óńļ.=
7 ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ ÓńļŅµÕĒĶ ŅńŅĒÓ,
ĀĀĀĀĀĀ ╩ńÓ’
.= 4Ā - ĻŅ²¶¶Ķ÷ĶÕĒ“ ńÓ’Ó±Ó
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čĀ -Ā ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÕ’“ĶļÓ Ō ’ÓŅŌŅķ ¶ÓńÕ, ņŃ/ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ąĀ - õÓŌļÕĒĶÕ Ō ßÓĻÕ, Ó“Ó,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
VĀ - Ņß·Õņ ßÓĻÓ, ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
SĀ - ’ļŅ∙Óõ³ ŌĒ¾“ÕĒĒÕķ
’ŅŌÕ§ĒŅ±“Ķ ßÓĻÓ, ņ2,
Ā ╬’ÕõÕļÕĒĶÕ
ńĒÓ„ÕĒĶķ ŌÕļĶ„ĶĒ ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ ’ŅĶńŌŅõĶļŅ±³ Ķń ±ļÕõ¾■∙Ķ§ ±ŅŅßÓµÕĒĶķ.
╩Ņ²¶¶Ķ÷ĶÕĒ“ ÓńļŅµÕĒĶ ÓŌĒ¹ņ ±ÕņĶ ’ĶĒĶņÓļ± Ķ±§Ņõ
Ķń “ŅŃŅ, „“Ņ Ņ±ĒŅŌĒÓ ņÓ±±Ó ŅńŅĒÓ, ĻŅ“ŅÓ ÓńļÓŃÓÕ“± , ’ĶĒĶņÓļÓ±³ ÓŌĒŅķ
’Ņ õĻÓ 88%, Ó ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ, Ķõ¾∙ÕŃŅ ĒÓ ŅĻĶ±ļÕĒĶÕ, ’ĶĒĶņÓļŅ±³ ÓŌĒ¹ņ 12% .
╩Ņ²¶¶Ķ÷ĶÕĒ“ ńÓ’Ó±Ó ÕĻŅņÕĒõ¾Õ“± ’ĶĒĶņÓ“³ ÓŌĒ¹ņ „Õ“¹Õņ ’Ķ ĒÓ„ÓļÕ Ņ“ÓßŅ“ĻĶ
ŅńŅĒĶŅŌÓĒĶ Ķ Ō õÓļ³ĒÕķ°Õņ ŅĒ õŅļµÕĒ ±ĒĶµÓ“³± . ╩Ņ²¶¶Ķ÷ĶÕĒ“ └ =3 ņŃ/ņ2
’Ņļ¾„ÕĒ ĒÓ Ņ±ĒŅŌÓĒĶĶ ÓĒÕÕ ’ŅŌÕõÕĒĒŅŃŅ Ķń¾„ÕĒĶ Óõ±Ņß÷ĶĶ ŃÕ’“ĶļÓ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6. ┼ņĻŅ±“³ ņŅĒŅ±ļŅ ŃÕ’“ĶļÓ ĒÓĀ 1 ņ2 ĒÓ ŃÕŅņÕ“Ķ„Õ±ĻŅķ ’ŅŌÕ§ĒŅ±“Ķ ±Ņ±“ÓŌĶļÓ Ņ,3 ņŃ, Ó
ĻÓ’Ķļļ ĒŅ-ĻŅĒõÕĒ±ĶŅŌÓĒĒŅŃŅĀ 0,15 ņŃ/ņ2.
┬ Ó±„Õ“Õ ŌÕļĶ„ĶĒ¹ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ½└╗ ’ĶĒĶņÓļŅ±³, „“Ņ Ō Óõ±ŅßĶŅŌÓĒĒŅņ ’Ņõ¾Ļ“Õ
±ŅõÕµĶ“± “Ķ ņŅĒŅ±ļŅ .
ĀĀ ═Ó
Ņ±ĒŅŌÓĒĶĶ ±Ē “Ķ ņĒŅŃŅ„Ķ±ļÕĒĒ¹§ ’Ņ¶ĶļŅŃÓņņ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ Ķ±“ĶĒĒÓ
’ŅŌÕ§ĒŅ±“³ ±’ļÓŌÓ └╠Ń6Ā ’Ņ±ļÕ
§Ķņ“ÓŌļÕĒĶ Ō 2,5 ÓńÓ ßŅļ³°Õ ŃÕŅņÕ“Ķ„Õ±ĻŅķ ’ŅŌÕ§ĒŅ±“Ķ ńÓ ±„Õ“ ÓńŌÕ“ŌļÕĒĒŅķ
’ŅŌÕ§ĒŅ±“ĒŅķ ±“¾Ļ“¾¹ [137]. ŽŅ²“Ņņ¾ ¾õÕļ³ĒÓ ŌÕļĶ„ĶĒÓ Óõ±Ņß÷ĶĶ
¾ŌÕļĶ„ĶŌÓļÓ±³ Ō 2,5 ÓńÓ.
9.5.
╬ńŅĒĶŅŌÓĒĶÕ ņŅõÕļ³Ē¹§ ßÓ„ĻŅŌ Ķ °“Ó“Ē¹§ ĶńõÕļĶķ.
ĀĀ ŽÕŌ¹Õ
²Ļ±’ÕĶņÕĒ“¹ ’Ņ ’ŅŌÕĻÕ “Õ§ĒŅļŅŃĶĶ ’ŅļĒŅķ ĒÕķ“ÓļĶńÓ÷ĶĶ ßÓĻŅŌ ŃÕ’“ĶļÓ ņÕ“ŅõŅņ
ŅńŅĒĶŅŌÓĒĶ ß¹ļĶ ’ŅŌÕõÕĒ¹ ĒÓ õŌ¾§ °“Ó“Ē¹§ ĶńõÕļĶ § ėą-100 Ō ŅõĒŅķ Ķń
ŌŅķ±ĻŅŌ¹§ „Ó±“Õķ [136,138]. ╬ńŅĒĶŅŌÓĒĶÕ ’ŅŌŅõĶļŅ±³ Ž-ķ ±“¾’ÕĒĶ ’Ņ±ļÕ „Ó±“Ķ„ĒŅķ
ĒÕķ“ÓļĶńÓ÷ĶĶ ņÕ“ŅõŅņ Ņ“õ¾ŌĻĶ ’Ņ ĶĒ±“¾Ļ÷ĶĶ ╚-17. ╬±“Ó“Ņ„ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ Ō
ßÓĻÕ ±Ņ±“ÓŌĶļÓ 0,01 ¢ 0,05 ņŃ/ļ. ┬ ßÓĻ ß¹ļŅ ŌŌÕõÕĒŅĀ 20 Ń. ŅńŅĒÓ, ĒÕ±ņŅ“ ĒÓ “Ņ, „“Ņ Ó±„Õ“ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ,
Ņ’ÕõÕļÕĒĒŅÕ ’Ņ ¶Ņņ¾ļÕ 9.4.2į, ±Ņ±“ÓŌļ ļŅ õļ ßÓĻÓ Ō“ŅŅķ ±“¾’ÕĒĶ 195 Ń Ķ õļ
ßÓĻÓ ’ÕŌŅķ ±“¾’ÕĒĶ 670 Ń.Ā ▌“Ņ
Ņß· ±Ē Õ“± “Õņ, „“Ņ ĻÓĻ Ō ²“Ņņ ²Ļ±’ÕĶņÕĒ“Õ, “ÓĻ Ķ Ō ’Ņ±ļÕõ¾■∙Ķ§,
Ķ±’Ņļ³ńŅŌÓļ± ņÓļŅ ’ŅĶńŌŅõĶ“Õļ³Ē¹ķ ļÓßŅÓ“ŅĒ¹ķ ŅńŅĒÓ“Ņ ╦├╬-15. ┬¹õÕµĻÓ ±
ŅńŅĒŅņ Ņ±¾∙Õ±“Ōļ ļÓ±³ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ § ’Ķ ±ÕõĒÕķ “Õņ’ÕÓ“¾Õ ¢ 15Ņč
Ō “Õ„ÕĒĶÕ 110 ±¾“ŅĻ.
ĀĀĀ ŽŅ±ļÕ
Ō¹õÕµĻĶ Ō ßÓĻÕ ’ÕŌŅŃŅ ĶńõÕļĶ ŅßĒÓ¾µÕĒŅ ĒÓļĶ„ĶÕ õĶņÕ“ĶļÓņĶĒÓ (─╠└) ±
ĻŅĒ÷ÕĒ“Ó÷ĶÕķ 0,0002 ņŃ/ļ ’Ķ Ž─╩ = 0,001 ņŃ/ļ Ķ ĒÓ ŌĒ¾“ÕĒĒÕķ ’ŅŌÕ§ĒŅ±“Ķ
ĶņÕļÓ±³ ’ŅļŅ±Ó “ÕņĒŅ ĻŅĶ„ĒÕŌŅŃŅ ÷ŌÕ“Ó °ĶĶĒŅķ 20 ņņ ±ņŅļŅŅßÓńĒŅŃŅ
ŌÕ∙Õ±“ŌÓ.Ā ŽÓ¹ ŃÕ’“ĶļÓ Ņ“±¾“±“ŌŅŌÓļĶ.
═Ó Ō“ŅŅņ ĶńõÕļĶĶ Ō ßÓĻÕ ņÕļĶ±³ ’Ó¹ ŃÕ’“ĶļÓ, ± ĻŅĒ÷ÕĒ“Ó÷ĶÕķ 0,002 ņŃ/ļ Ķ
“ÓĻµÕ ĶņÕļÓ±³ ’ŅļŅ±Ó ±ņŅļŅŅßÓńĒŅŃŅ ĒÓļÕ“Ó ±ŌÕ“ļŅ ńÕļÕĒŅŃŅ ÷ŌÕ“Ó.
ĀĀĀ
ŽŅļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ’ŅĻÓńÓļĶ ²¶¶ÕĻ“ĶŌĒŅ±“³ Ķ±’Ņļ³ńŅŌÓĒĶ ŅńŅĒĶŅŌÓĒĶ
’Ķ ĒÕķ“ÓļĶńÓ÷ĶĶ, õÓµÕ ’Ķ “ÓĻŅņ ĒÕßŅļ³°Ņņ ĻŅļĶ„Õ±“ŌÕ ŌŌÕõÕĒĒŅŃŅ ŅńŅĒÓ, Ō õÕŌ “³
Óń ņÕĒ³°Õ ĒÕŅߧŅõĶņŅŃŅ Ó±„Õ“ĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ. ═Ó õ¾ ± ²“Ķņ, õÓĒĒ¹ķ
²Ļ±’ÕĶņÕĒ“ ’ŅĻÓńÓļ, „“Ņ Ō ßÓĻÓ§, ĻŅ“Ņ¹Õ ĒÓ§ŅõĶļĶ±³ ’Ķ §ÓĒÕĒĶĶ Ō±Õ
ŌÕņ Ā Ō ŃŅĶńŅĒ“Óļ³ĒŅņ ’ŅļŅµÕĒĶĶ, ’Ņ
ĒĶµĒÕķ ŅßÓń¾■∙Õķ ŌĒ¾“Ķ ßÓĻÓ ŅßÓń¾■“± ’ŅļŅ±ĻĶ ±ņŅļ ĒĶ±“ŅŃŅ ŌÕ∙Õ±“ŌÓ, ’Õõ±“ÓŌļ ■∙ĶÕ
±ŅßŅķ Ó±±ņÓ“ĶŌÓŌ°ĶÕ± ÓĒÕÕ ±ņŅļ¹, Ķń ĻŅ“Ņ¹§ Ō¹õÕļ ļĶ±³ ±’Õ÷Ķ¶Ķ„Õ±ĻĶÕ ńÓ’Ó§Ķ
ÓņĶĒŅŌ. ŽŅŌÕõÕĒĒÓ ’Ņ±ļÕõ¾■∙Ó õŅ’ŅļĒĶ“Õļ³ĒÓ ŅßÓßŅ“ĻÓ ŅńŅĒŅņ Ō¹ÕńÓĒĒ¹§ Ķń
ßÓĻŅŌ ŅßÓń÷ŅŌ ±Ņ ±ņŅļÓņĶ ’ŅĻÓńÓļÓ ŌŅńņŅµĒŅ±“³ ’ŅļĒŅķ Ņ„Ķ±“ĻĶ ’ŅŌÕ§ĒŅ±“Õķ
ßÓĻŅŌ.
Ā Ā─Óļ³ĒÕķ°ĶÕ Ķ±±ļÕõŅŌÓĒĶ ’ŅŌŅõĶļĶ±³ ĒÓ
ņŅõÕļ³Ē¹§ ßÓ„ĻÓ§ õĶÓņÕ“Ņņ 600 ņņ. , ĻŅ“Ņ¹Õ ĒÓ§ŅõĶļĶ±³ ± ŃÕ’“ĶļŅņ Ō “Õ„ÕĒĶĶ 30
õĒÕķ. ŽŅõ¾ŌĻÓ ’ÕŌŅŃŅ ßÓ„ĻÓ ’Ņ±ļÕ ±ļĶŌÓ Ņ±¾∙Õ±“Ōļ ļÓ±³ ± Ó±§ŅõŅņ ÓńŅ“Ó,
ņŅõÕļĶ¾■∙Ķņ °“Ó“Ē¹ķ ÕµĶņ ’Ņõ¾ŌĻĶ, ’ĶņÕĒ Õņ¹ķ ĒÓ ÓĻÕ“Ó§. ╬±“Ó“Ņ„ĒÓ
ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÕ’“ĶļÓ Ō ĒÕņ ’Ņ±ļÕ ’Ņõ¾ŌĻĶ ±Ņ±“ÓŌļ ļ 0,01 ņŃ/ļ.Ā ┬“ŅŅķ ßÓ„ÕĻ ’Ķ õŅ±“ĶµÕĒĶĶĀ ĻŅĒ÷ÕĒ“Ó÷ĶĶ 2,5 ņŃ/ļ ß¹ļ ’ŅĻ¾„ÕĒ ŌŅĻ¾Ń
ŃŅĶńŅĒ“Óļ³ĒŅķ Ņ±Ķ ĒÓ 360Ņč ’Ņ±ļÕ „ÕŃŅ ’Ņõ¾ŌĻÓ ’ŅõŅļµÓļÓ±³ õŅ
õŅ±“ĶµÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ 0,014 ņŃ/ļ. č’¾±“ „Õ“¹Õ õĒ ßÓ„ĻĶ ß¹ļĶ Ņ±ņŅ“ÕĒ¹.
╬±ņŅ“ ’ŅĻÓńÓļ, „“Ņ ŌŌÕõÕĒĶÕ ’ŅĻ¾“ĻĶ ĒÓ 360Ņč ŌŅ ŌÕņ ’Ņõ¾ŌĻĶ
ńĒÓ„Ķ“Õļ³ĒŅ ¾ņÕĒ³°ÓÕ“ ĻŅļĶ„Õ±“ŌŅ ±ņŅļŅŅßÓńĒ¹§ ’Ņõ¾Ļ“ŅŌ ńÓ ±„Õ“ Ó±“ÕĻÓĒĶ
ŃÕ’“ĶļÓ ’Ņ ±“ÕĒĻÕ, „“Ņ ŅßļÕŃ„ÓÕ“ ’Ņ÷Õ±± ÕŃŅ Ķ±’ÓÕĒĶ .
ĀĀ
ŽŅŌÕõÕĒĒ¹Õ ļÓßŅÓ“ŅĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ĒÓ ’Ņ÷Õ±±
±ņŅļŅŅßÓńŅŌÓĒĶ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ŅĻÓń¹ŌÓ■“ ĒÓļĶ„ĶÕ ĻĶ±ļŅŅõÓ Ō ÓńŅ“Õ,
“Õņ’ÕÓ“¾Ó Ķ ŌÕņ Ņ“õ¾ŌĻĶ Ķ ĒÕŅߧŅõĶņŅ±“³ ŌŌÕõÕĒĶÕ ’ŅĻ¾“ĻĶ ĶńõÕļĶ ŌŅ ŌÕņ
Ņ“õ¾ŌĻĶ.
ĀĀĀ č ¾„Õ“Ņņ
õÓĒĒ¹§ ÕĻŅņÕĒõÓ÷Ķķ ß¹ļÓ ’ŅŌÕõÕĒÓ ĒÕķ“ÓļĶńÓ÷Ķ °Õ±“Ķ °“Ó“Ē¹§ ĶńõÕļĶķ ±
Ķ±’Ņļ³ńŅŌÓĒĶÕņ ŅńŅĒĶŅŌÓĒĶ ± “Õņ µÕ ŅńŅĒÓ“ŅŅņ, “Õņ’ÕÓ“¾Ó Ņ“õ¾ŌĻĶ ß¹ļÓ
±ĒĶµÕĒÓ õŅ 30Ņč Ķ ŌŌÕõÕĒÓ ’ŅĻ¾“ĻÓ.Ā ąÕń¾ļ³“Ó“¹ Ņ±ņŅ“Ó ßÓĻŅŌ ’ŅĻÓńÓļ, „“Ņ ĒÓ Ķ§ ŌĒ¾“ÕĒĒĶ§
’ŅŌÕ§ĒŅ±“ § ß¹ļŅ ńĒÓ„Ķ“Õļ³ĒŅ ņÕĒ³°Õ ±ņŅļ Ē¹§ ’Ņõ¾Ļ“ŅŌ. ╚§ ß¹ļŅ ĒÓ±“Ņļ³ĻŅ
ņÓļŅ, „“Ņ ĒÓ Ō¹ÕńÓĒĒ¹§ ŅßÓń÷Ó§ Ķń ßÓĻŅŌ ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ Ņ“ŅßÓ“³
’Ņß¹ õļ Ķ§ ÓĒÓļĶńÓ. ┬ņÕ±“Õ ± “Õņ, ĻÓ„Õ±“ŌŅ ’ŅŌÕ§ĒŅ±“Õķ ’Ņ ĻŅļĶ„Õ±“Ō¾ ±ņŅļ
ß¹ļŅ ¾ Ō±Õ§ ĶńõÕļĶķ ÓńļĶ„ĒŅÕ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ ±¾∙Õ±“ŌÕĒĒŅņ ŌļĶ ĒĶĶ
’Ņ÷Õ±±Ó ±ļĶŌÓ ’Ņõ¾Ļ“Ó ± ĶńõÕļĶ , Ō Õń¾ļ³“Ó“Õ „ÕŃŅ Ō ĶńõÕļĶ § Ņ±“Ó■“±
ÓńļĶ„ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ĒÕ ±ļĶ“¹§ Ņ±“Ó“ĻŅŌ ’Ņõ¾Ļ“ŅŌ. ╚, ŃļÓŌĒŅÕ, ĒÕŅߧŅõĶņŅ ĶņÕ“³
’Ņņ¹°ļÕĒĒ¹ķ ŅńŅĒÓ“Ņ ± ĒÕŅߧŅõĶņŅķ ’ŅĶńŌŅõĶ“Õļ³ĒŅ±“³■.
9.6.Ā ╚±±ļÕõŅŌÓĒĶÕ ŌńÓĶņŅõÕķ±“ŌĶ ÓņĶļÓ ± ŅńŅĒŅņ
ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ
Ā ŽŅŌÕõÕĒĒŅÕ
Ķ±±ļÕõŅŌÓĒĶÕ Óõ±Ņß÷ĶĶ ═─╠├ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ └╠Ń6 , Ó “ÓĻµÕ ÕŃŅ ŅĻĶ±ļÕĒĶ Ķ
ÓńļŅµÕĒĶ ĒÓ ĒÕ“ŅĻ±Ķ„Ē¹Õ ’Ņõ¾Ļ“¹ ’Ķ ŅńŅĒĶŅŌÓĒĶĶ, ’ŅńŌŅļĶļŅ ’ÕõļŅµĶ“³
ŅńŅĒĶŅŌÓĒĶĶ ĻÓĻ ņÕ“Ņõ ĒÕķ“ÓļĶńÓ÷ĶĶ ŃÕ’“ĶļÓ, ĻŅ“Ņ¹ķ ŌĒÕõÕĒ ’Ķ ĒÕķ“ÓļĶńÓ÷ĶĶ
ÓŃÕŃÓ“ŅŌ. ┬ ±Ķļ¾Ā ²“ŅŃŅ ’Õõ±“ÓŌļ ļŅ
ĶĒ“ÕÕ± Ō ÷Õļ § ¾ĒĶ¶ĶĻÓ÷ĶĶ ņÕ“ŅõŅŌ Ķń¾„Ķ“³ ŌńÓĶņŅõÕķ±“ŌĶÕ ŅńŅĒÓ ± ÓņĶļŅņ.
Ā ╚ńŌÕ±“ĒŅ,
„“Ņ ŅĻĶ±ļ¹ ÓńŅ“ÓĀ ±’Ņ±ŅßĒ¹ ŅĻĶ±ļ “±
ŅńŅĒŅņ. ╚ĒÕ“ĒÓ ņŅļÕĻ¾ļÓ ÓńŅ“Ó, Ō Ņ’ÕõÕļÕĒĒ¹§ ¾±ļŅŌĶ §,Ā “ÓĻµÕ ŅĻĶ±ļ Õ“± ŅńŅĒŅņ õŅ ŅĻĶ±Ķ ÓńŅ“Ó
[139]. ┬ ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ¾±ļŅŌĶķ, ’Ķ ŅĻĶ±ļÕĒĶĶ ŅĻĶ±ļŅŌ ÓńŅ“Ó, ņŅŃ¾“
ŅßÓńŅŌ¹ŌÓ“³± ÓńļĶ„Ē¹Õ ’Ņõ¾Ļ“¹, ĻŅ“Ņ¹Õ Ō Ķ“ŅŃÕ, ’Ķ§Ņõ “ Ļ ŅßÓńŅŌÓĒĶ■
’ “ĶŅĻĶ±Ķ ÓńŅ“Ó [140]. ═ÕńÓŌĶ±ĶņŅ Ņ“ ±“Õ’ÕĒĶ ŅĻĶ±ļÕĒĶ ÓńŅ“Ó ÕÓĻ÷ĶĶ ± ŅńŅĒŅņ
’Ņ“ÕĻÓ■“ ’ÓĻ“Ķ„Õ±ĻĶ ņŃĒŅŌÕĒĒŅ.
ĀĀĀ Ž “ĶŅĻĶ±³
ÓńŅ“ÓĀ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ĒÕ±“ŅķĻŅÕ
ßÕļŅÕ ĻĶ±“ÓļļĶ„Õ±ĻŅÕ ŌÕ∙Õ±“ŌŅ, §ŅŅ°Ņ Ó±“ŌŅĶņŅÕ Ō ŌŅõÕ ± ŅßÓńŅŌÓĒĶÕņ
ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹, ÓĒŃĶõĶõŅņ ĻŅ“ŅŅķ ŅĒÓ Ōļ Õ“± :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ N2╬5 +═2╬ĀĀĀĀĀĀĀĀĀ 2═N3ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ.(9.6.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ N2╬5 +═2╬ĀĀĀĀĀĀĀĀĀ 2═N3ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģģ.(9.6.1į)
ĀĀ Ž “ĶŅĻĶ±³
ÓńŅ“Ó ļÕŃĻŅ Ó±’ÓõÓÕ“± ± ŅßÓńŅŌÓĒĶÕņ õŌ¾ŅĻĶ±Ķ ÓńŅ“Ó Ķ ĻĶ±ļŅŅõÓ ’Ņ ÕÓĻ÷ĶĶ:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2 N2O5ĀĀĀĀĀĀĀĀĀĀĀ 4 N ╬2Ā +Ā ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ..(9.6.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2 N2O5ĀĀĀĀĀĀĀĀĀĀĀ 4 N ╬2Ā +Ā ╬2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ..(9.6.2į)
Ā ╬õĒÓĻŅ Ō
’Ķ±¾“±“ŌĶĶ ŅńŅĒÓ ²“Ņ“ Ó±’Óõ ĒÕńĒÓ„Ķ“ÕļÕĒ [141]. ═Ņ Ō±Õ ²“Ķ õÓĒĒ¹Õ Ņ“ĒŅ± “± Ļ
ŃÓńŅŅßÓńĒŅņ¾ ŅĻĶ±ļÕĒĶ■ ÓńŅ“Ó. ŽŅ ŃÕ“ÕŅŃÕĒĒŅņ¾ ŅĻĶ±ļÕĒĶ■ ŅĻĶ±ļŅŌ ÓńŅ“Ó,
ĒÓ§Ņõ ∙Ķ§± Ō Óõ±ŅßĶŅŌÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ, Ō ļĶ“ÕÓ“¾Õ ±ŌÕõÕĒĶķ
ĒÕ ĶņÕÕ“± . ŽÕŌ¹Õ õÓĒĒ¹Õ ’Ņ “Ņņ¾ ŌŅ’Ņ±¾ ß¹ļĶ ’Ņļ¾„ÕĒ¹ Ō ÓßŅ“Õ [130].
Ā┬ õÓĒĒŅķ
ÓßŅ“Õ Ō ĻÓ„Õ±“ŌÕĀ Óõ±ŅßÕĒ“Ó
Ķ±’Ņļ³ńŅŌÓļÓ±³ ŅĻĶ±³ Óļ■ņĶĒĶ . ╠Õ“ŅõĶĻÓ ’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“ŅŌ ß¹ļÓ
ÓĒÓļŅŃĶ„ĒŅķ “Ņķ, ĻŅ“ŅÓ Ā Ķ±’Ņļ³ńŅŌÓļÓ±³
’Ķ Ķń¾„ÕĒĶĶ ŃÕ“ÕŅŃÕĒĒŅŃŅ ŅĻĶ±ļĶ“Õļ ŃÕ’“ĶļÓ. ąÕÓĻ÷Ķ ’Ņ“ÕĻÓļÓ Ō, “ÓĻ
ĒÓń¹ŌÓÕņŅņ, ½ĻĶ’ ∙Õņ ±ļŅÕ╗, ĻŅ“Ņ¹ķ ±ŅńõÓŌÓļ± ŌŅ±§Ņõ ∙Ķņ ’Ņ“ŅĻŅņ
ŅńŅĒĶŅŌÓĒĒŅŃŅ ĻĶ±ļŅŅõÓ.
ĀĀ ŽŅŌÕõÕĒĶÕ
ÕÓĻ÷ĶĶ Ō ½ĻĶ’ ∙Õņ ±ļŅÕ╗ ĶņÕÕ“ ±ŌŅĶ õŅ±“ŅĶĒ±“ŌÓ Ķ ĒÕõŅ±“Ó“ĻĶ. ŽĶ ²“Ņķ ÕÓĻ÷ĶĶ
’ŅĶ±§ŅõĶ“ Ō¹ÓŌĒĶŌÓĒĶÕĀĀ “Õņ’ÕÓ“¾ĒŅŃŅ
’Ņļ ’Ņ ÕÓĻ÷ĶŅĒĒŅķ ńÓĒÕ, ¾ŌÕļĶ„ĶŌÓÕ“± ±“Õ’ÕĒ³ Ķ±’Ņļ³ńŅŌÓĒĶ Óõ±ŅßÕĒ“Ó.
═ÕõŅ±“Ó“ĻŅņ ²“ŅŃŅ Ōļ Õ“± ’ÕÕņÕ°ĶŌÓĒĶÕ Ķ±§ŅõĒ¹§ ’Ņõ¾Ļ“ŅŌ ± ’Ņõ¾Ļ“ÓņĶ
ÕÓĻ÷ĶĶ, „“Ņ, Ō ±ŌŅ■ Ņ„ÕÕõ³, ±ĻÓń¹ŌÓÕ“± ĒÓ §ÓÓĻ“ÕÕ ’ŅļÕķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō
ÕÓĻ“ŅÕ Ķ ’ĶŌŅõĶ“ ĻĀ ¾ņÕĒ³°ÕĒĶ■ õŌĶµ¾∙Õķ
±Ķļ¹ ’Ņ÷Õ±±Ó.
ĀĀ ŪÓ
ĻĶĒÕ“ĶĻŅķ ’Ņ÷Õ±±Ó ĒÓßļ■õÓļĶ ’Ņ ĶńņÕĒÕĒĶ■ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅńŅĒÓ ĒÓ Ō¹§ŅõÕ Ķń
ÕÓĻ“ŅÓĀ ĒÓ Ņ±ĒŅŌÕ ĶńņÕÕĒĶ Ņ’“Ķ„Õ±ĻŅķ
’ļŅ“ĒŅ±“Ķ ±ņÕ±Ķ Ō¹§Ņõ ∙Ķ§ ŃÓńŅŌ. └ĒÓļĶń ’Ņõ¾Ļ“ŅŌ ÕÓĻ÷ĶĶ ’ŅŌŅõĶļ± ņÕ“ŅõŅņ
ą═-ņÕ“ĶĶ. ═Ó õŌ¾§ ŃÓņņŅŌ¾■ ĒÓŌÕ±Ļ¾ └ℓ2╬3
ĒÓĒŅ±ĶļŅ±³ 1,18.10-13 ĀņŅļ³
ÓņĶļÓ. ╬ĻĶ±³ Óļ■ņĶĒĶ ± ŅßÓńŅŌÓŌ°ĶņĶ± ’Ņõ¾Ļ“ÓņĶ ÕÓĻ÷ĶĶ ’Ņ ŅĻŅĒ„ÓĒĶĶ Ņ’¹“Ó
ŅßÓßÓ“¹ŌÓļÓ±³ õĶ±“ĶļļĶŅŌÓĒĒŅķ ŌŅõŅķĀ Ķ
ńÓ“Õņ ’ŅŌŅõĶļ± ąĒ-ņÕ“Ķ„Õ±ĻĶķ ÓĒÓļĶń, ╩ŅļĶ„Õ±“ŌŅ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹,
ŅßÓńŅŌÓŌ°Õķ± , ŅßÓńŅŌÓŌ°Õķ± ’Ķ Ó±“ŌŅÕĒĶĶ N2╬5 Ó±±„Ķ“¹ŌÓÕ“±
’Ņ ¾ÓŌĒÕĒĶ■ 9.6.1į. ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 9.6.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 9.6.1ę
|
ĀĀĀ V,
ļ/„Ó± |
ąÓ±§Ņõ ╬3,ĀĀĀ ĀĀĀ
ņŅļ³. 104 |
ĀĀĀĀ
└ę/╬3 |
╠ĀĀ
═N╬3 /104 |
╠Ā N2╬5. 104 |
|
ĀĀĀĀĀĀĀĀĀĀ
5 ĀĀĀĀĀĀĀĀ
10Ā ĀĀĀĀĀĀĀĀ
15ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀĀ
3,6 ĀĀĀĀĀĀĀĀĀĀĀ
3,7 ĀĀĀĀĀĀĀĀĀĀĀ
3,4ĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀĀ
3,3 ĀĀĀĀĀĀĀĀĀĀ
3,7 ĀĀĀĀĀĀĀĀĀĀ
3,5ĀĀ |
ĀĀĀĀĀĀĀĀĀ
8,0 ĀĀĀĀĀĀĀĀĀ
1,46 ĀĀĀĀ
ĀĀĀĀĀ2,76ĀĀĀĀĀĀĀĀĀĀĀ |
ĀĀĀĀĀĀĀĀĀ
4,0 ĀĀĀĀĀĀĀĀĀ
0,73 ĀĀĀĀĀĀĀĀĀ
1,38 |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č¾ņņÓĒŅÕ ĻŅļĶ„Õ±“ŌŅ ŅńŅĒÓ, ’Ņ°Õõ°ÕÕ ĒÓ ŅĻĶ±ļÕĒĶÕ
ÓņĶļÓ, Ó±±„Ķ“¹ŌÓļŅ±³ ņÕ“ŅõŅņ ŃÓ¶Ķ„Õ±ĻŅŃŅ ĶĒ“ÕŃĶŅŌÓĒĶ ĻĶĒÕ“Ķ„Õ±ĻŅķ ĻĶŌŅķ,
’Ņ±“ŅÕĒĒŅķ ĒÓ Ņ±ĒŅŌÕ ’Ņļ¾„ÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§.
ĀĀ ═Ó Ņ±ĒŅŌÕ
’ŅŌÕõÕĒĒ¹§ Ņ’¹“ŅŌ ’Ņļ¾„ÕĒŅ ±ŅŅ“ĒŅ°ÕĒĶÕ └ę/╬3 ÓŌĒŅÕ Ō ±ÕõĒÕņ 3,5 .
┬ņÕ±“Õ ± “Õņ Õń¾ļ³“Ó“¹ ’ŅĻÓń¹ŌÓ■“, „“Ņ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ŌÕļb„ĶĒ¹ N2╬5 ŅĻÓńÓļĶ±³ Ō
ĒÕ±ĻŅļ³ĻŅ Óń ņÕĒ³°Õ, „Õņ ±ļÕõŅŌÓļŅ ŅµĶõÓ“³ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ±Ņ ±“Õ§ĶŅņÕ“ĶÕķ
ÕÓĻ÷ĶĶ. ╠ŅµĒŅ ’Õõ’ŅļŅµĶ“³, „“Ņ ’Ķ„ĶĒÓ ²“ŅŃŅ ±Ō ńÓĒÓ ± ¾ĒŅ±Ņņ ŅßÓńŅŌÓŌ°ÕŃŅ±
N2╬5Ā ’Ņ“ŅĻŅņ ’Ņ§Ņõ ∙ÕŃŅ ŃÓńÓ.
ĀĀ ŽŅļ¾„ÕĒĒ¹Õ
Õń¾ļ³“Ó“¹ ’ŅĻÓń¹ŌÓ■“, „“Ņ ŅńŅĒĶŅŌÓĒĶÕ ÓņĶļÓ ņŅµÕ“ ŅĻÓńÓ“³± ’Õ±’ÕĻ“ĶŌĒ¹ņ Ķ
’Ņ ĒÕņ¾ ±ļÕõ¾Õ“ ’ŅõŅļµĶ“³ Ķ±±ļÕõŅŌÓĒĶ .
9.7Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ.
1. ╚ń¾„ÕĒ ±’Ņ±Ņß Óń¾°ÕĒĶ Ķ ¾õÓļÕĒĶ ═─╠├ ±
’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6 ’¾“Õņ ŅßÓßŅ“ĻĶ ÕŃŅ ŅńŅĒŅņ. ŽŅĻÓńÓĒŅ, „“Ņ Ō ²“Ņņ ±ļ¾„ÓÕ
ĻŅĒÕ„Ē¹ņĶ ’Ņõ¾Ļ“ÓņĶ ÓńļŅµÕĒĶ Ōļ ■“± ’Ņ±“¹Õ ĒÕ“ŅĻ±Ķ„Ē¹Õ ±ŅÕõĶĒÕĒĶ č╬2,
═2Ņ, N2╬ Ķ õ¾ŃĶÕ. ė±“ÓĒŅŌļÕĒŅ, „“Ņ
ĒÓ ÓńļŅµÕĒĶÕ 1 ņņŅļ³ ═─╠├ ĶõÕ“ Ō ±ÕõĒÕņ 4 ņņŅļ³ ŅńŅĒÓ.
Ā
2. ╚ń¾„ÕĒŅ ÓńļŅµÕĒĶÕ ŅńŅĒŅņ µĶõĻŅŃŅ ═─╠├ .
ė±“ÓĒŅŌļÕĒŅ, Ō õÓĒĒŅņ ±ļ¾„ÓÕ ŅĻĶ±ļÕĒĶÕ ĶõÕ“ ± ŅßÓńŅŌÓĒĶÕņ ’Ņõ¾Ļ“ŅŌ ĒÕ ’ŅļĒŅŃŅ
ÓńļŅµÕĒĶ Ō Ņ“ļĶ„ĶÕ ŃÕ“ÕŅŃÕĒĒŅŃŅ ═─╠├, ĻŅŃõÓ ÕŃŅ ŅĻĶ±ļÕĒĶÕ ’Ņ§ŅõĶ“ ’ŅļĒŅ±“³■
õŅ ŅßÓńŅŌÓĒĶ ĒÕ“ŅĻ±Ķ„Ē¹§ ±ŅÕõĶĒÕĒĶķ. ─Óļ³ĒÕķ°ÕÕ ŅĻĶ±ļÕĒĶÕĀ ŅńŅĒŅņ ’Ņõ¾Ļ“ŅŌ ĒÕ ’ŅļĒŅŃŅĀ ŅĻĶ±ļÕĒĶ µĶõĻŅŃŅ ŃÕ’“ĶļÓ ĶõÕ“ ńĒÓ„Ķ“Õļ³ĒŅ
ņÕõļÕĒĒÕÕ.Ā ═Ó ÓńļŅµÕĒĶÕ 1 ņņŅļ³
µĶõĻŅŃŅ ŃÕ’“ĶļÓ ĶõÕ“ 1ņņŅļ³ ŅńŅĒÓ.
3.Ā
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ķ ’Ņõ¾ŌĻÕ ÓńŅ“Ņņ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ
└╠Ń6, ß¹Ō°ÕŃŅ Ō ĻŅĒ“ÓĻ“Õ ± ═─╠├, ĒÓ ÕŃŅ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń¾■“± ±ņŅļ ĒĶ±“¹Õ
ŌÕ∙Õ±“ŌÓ ńÓ ±„Õ“ ĒÓ§Ņõ ∙ÕŃŅ± ĻĶ±ļŅŅõÓ Ō ÓńŅ“Õ Ķ ±Ņ±“Ņ ∙ĶÕ Ķń ’Ņõ¾Ļ“ŅŌ ĒÕ
’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ.Ā ŽŅĻÓńÓĒŅ,
„“Ņ ±ĒĶµÕĒĶÕ “Õņ’ÕÓ“¾¹ ’Ņõ¾ŌĻĶ ± 50Ņč õŅ 30Ņč ±ĒĶµÓÕ“
Ō ±ÕõĒÕņ Ō 20 Óń ĻŅļĶ„Õ±“ŌŅ ŅßÓń¾■∙Ķ§± ’Ņõ¾Ļ“ŅŌ ĒÕ ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ .
╬±ĒŅŌĒ¹ņ ’Ņõ¾Ļ“Ņņ ’Ņ±ļÕõ¾■∙ÕŃŅ õŅŅĻĶ±ļÕĒĶ ±ņŅļ ĒĶ±“¹§ ŌÕ∙Õ±“Ō Ōļ Õ“±
õĶņÕ“ÓļÓņĶĒ. ─ļ ŅĻĶ±ļÕĒĶ 1 ņŃ ±ņŅļ¹ Ó±§Ņõ¾Õ“± 10 ņŃ ŅńŅĒÓ.
Ā
4. ŽŅŌÕõÕĒĒ¹ņĶ Ķ±±ļÕõŅŌÓĒĶ ņĶ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ
±’ļÓŌ └╠Ń6 ŅßļÓõÓÕ“ ńĒÓ„Ķ“Õļ³ĒŅķ ĻÓ“ÓļĶ“Ķ„Õ±ĻŅķ ÓĻ“ĶŌĒŅ±“³■ ’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ
ŅńŅĒ¾ Ķ ’Ķ ĻŅĒ“ÓĻ“Õ ± ĒĶņ ’Ņ õĻÓ 85% ŅńŅĒÓ ÓńļÓŃÓÕ“± Ō “Õ„ÕĒĶÕĀ ’ÕŌ¹§ 10 ±¾“ŅĻ ĻŅĒ“ÓĻ“Ó. čŅ±“ÓŌļÕĒŅ
¾ÓŌĒÕĒĶÕ õļ Ó±„Õ“Ó ’Ņ“ÕßĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ ŅńŅĒÓ, ĒÕŅߧŅõĶņŅŃŅ õļ
ŅńŅĒĶŅŌÓĒĶ ßÓĻŅŌ Ķ Ņ’ÕõÕļÕĒ¹ ÕŃŅ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ĒÓ Ņ±ĒŅŌÕ ’ŅŌÕõÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“ŅŌ.
5. ═Ó ŌŅ±³ņĶ °“Ó“Ē¹§ ĶńõÕļĶ § ’ŅŌÕõÕĒÓ
²Ļ±’ÕĶņÕĒ“Óļ³ĒÓ ’ŅŌÕĻÓ ņÕ“ŅõÓ ŅńŅĒĶŅŌÓĒĶ , ĻŅ“ŅÓ ’ŅĻÓńÓļÓ ÕŃŅ
²¶¶ÕĻ“ĶŌĒŅ±“³ Ķ ’ÓŌĶļ³ĒŅ±“³ ńÓļŅµÕĒĒ¹§ ’ĶĒ÷Ķ’ŅŌ Ō õÓĒĒ¹ķ ņÕ“Ņõ. ┬ ±Ķļ¾ “ŅŃŅ,
„“Ņ Ķ±’Ņļ³ńŅŌÓŌ°Ķņ± ļÓßŅÓ“ŅĒ¹ņ ŅńŅĒÓ“ŅŅņ Ō ĶńõÕļĶ ß¹ļŅ ŌŌÕõÕĒŅ Ō ĒÕ±ĻŅļ³ĻŅ
Óń ņÕĒ³°Õ ŅńŅĒÓ ’Ņ ±ÓŌĒÕĒĶ■ ± Ó±„Õ“Ē¹ņ, ŌĀ
õÕ ßÓĻŅŌ ĒÓßļ■õÓļŅ±³ Ō ’ÓŅŌŅķ ¶ÓńÕ ĒÓļĶ„ĶÕ ±ļÕõŅŌŅŃŅ ĻŅļĶ„Õ±“ŌÓ
ŃÕ’“ĶļÓ. ─ÓĒĒÓ ÓßŅ“Ó ’ŅĻÓńÓļÓ ’Õ±’ÕĻ“ĶŌĒŅ±“³ ņÕ“ŅõÓ ŅńŅĒĶŅŌÓĒĶ ŃÕ’“ĶļÓ Ķ
ĒÕŅߧŅõĶņŅ±“³ ’ŅõŅļµÕĒĶ ÓßŅ“ Ō ²“Ņņ ĒÓ’ÓŌļÕĒĶĶ.Ā
6. ╚ń¾„ÕĒĶÕ ’Ņ÷Õ±±Ó ŅńŅĒĶŅŌÓĒĶ ŅĻĶ±ļĶ“Õļ └ę
’ŅĻÓńÓļŅ, „“Ņ ŅĻĶ±ļÕĒĶÕ ÓņĶļÓ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓĀ ĶõÕ“ ÓĒÓļŅŃĶ„ĒŅ ŃÕ“ÕŅŃÕĒĒŅņ¾ ŅĻĶ±ļÕĒĶ■ ± ŅßÓńŅŌÓĒĶÕņ
ĒÕ“ŅĻ±Ķ„ĒŅŃŅĀ ’Ņõ¾Ļ“Ó - ’ “ĶŅĻĶ±Ķ ŅĻĶ±Ķ
ÓńŅ“Ó. ŽÕŌ¹ņĶ ’ÕõŌÓĶ“Õļ³Ē¹ņĶ ²Ļ±’ÕĶņÕĒ“ÓņĶ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ±ŅŅ“ĒŅ°ÕĒĶÕ
└ę/╬3 õļ ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ └ę ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6 ±Ņ±“ÓŌļ Õ“
Ō ±ÕõĒÕņ 3,5.
(ŽĶņÕ„ÓĒĶÕ.
─ÓļÕÕ ąĶ±. 9.1.1ą ¢ 9.2.2ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ ±ĻÓĒĶŅŌÓĒĶ . ┬¹’¾±Ļ 3)
Ā
ĀĀ 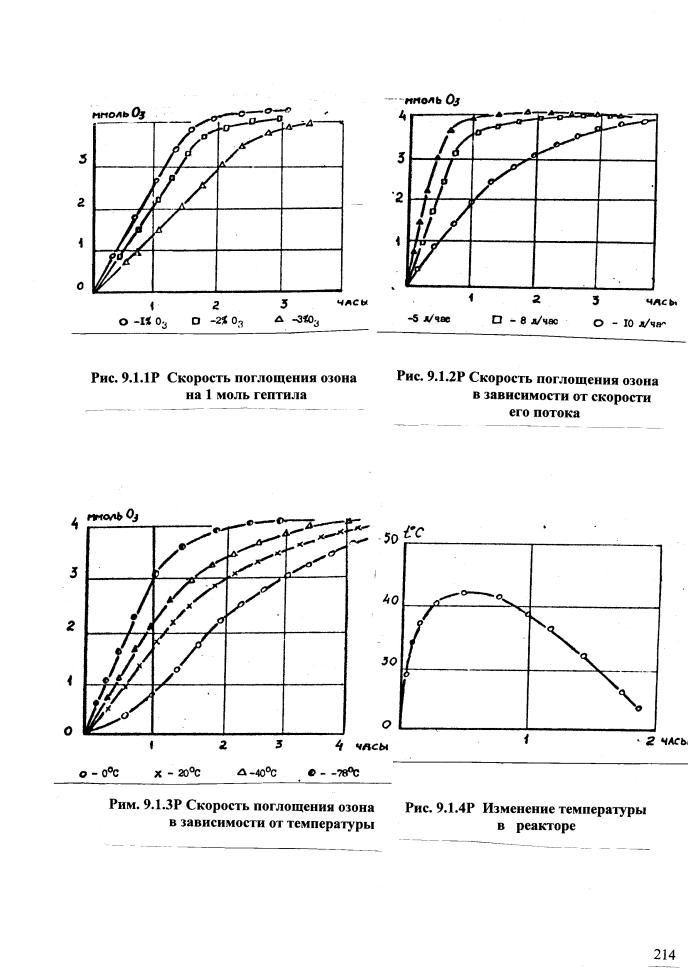

├ļÓŌÓ 10ĀĀĀ ─╦╚ę┼╦▄═└▀ĀĀĀ Žą╬ū═╬čę▄ĀĀ ╚ĀĀ Ž╬╦Ūėū┼čę▄ĀĀ čŽ╦└┬└ĀĀ └╠Ń6
10.1Ā ╬±ĒŅŌĒ¹Õ ’ŅļŅµÕĒĶ Ķń “ÕŅĶĶ ╦Ó±ÕĒÓ ╠■ļļÕÓ
Ņ ’Ņļń¾„Õ±“ĶĀ Ķ õļĶ“Õļ³ĒŅķ
ĀĀĀĀĀĀĀĀĀ ’Ņ„ĒŅ±“Ķ
ĀĀ ▀ŌļÕĒĶÕ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6 ß¹ļŅ ŅßĒÓ¾µÕĒŅĀ ’Ķ õļĶ“Õļ³Ē¹§ Ķ±’¹“ÓĒĶ § ĒÓ ĻŅŅńĶ■ ’Ņõ
ĒÓ’ µÕĒĶÕņ Ō ±ĻŅßÓ§ ’Ķ 50Ņč, ĻŅŃõÓ ’Ķ ĒÓ’ µÕĒĶ § ĒĶµÕ ’ÕõÕļÓ
“ÕĻ¾„Õ±“Ķ ĒÓßļ■õÓļŅ±³Ā ’Ņ ŌļÕĒĶÕ
ńĒÓ„Ķ“Õļ³Ē¹§ Ņ±“Ó“Ņ„Ē¹§ ’ļÓ±“Ķ„Õ±ĻĶ§ õÕ¶ŅņÓ÷Ķķ ĶńŅŃĒ¾“ŅŃŅ ŅßÓń÷Ó Ō ±ĻŅßÕ. ▌“Ņ
ĒÕ Ķ±Ļļ■„ÓļŅ ŌŅńņŅµĒŅ±“Ķ ’Ņ ŌļÕĒĶÕ Ņ±“Ó“Ņ„Ē¹§ õÕ¶ŅņÓ÷Ķķ ßÓĻŅŌ, õļĶ“Õļ³ĒŅÕ
ŌÕņ ĒÓ§Ņõ ∙Ķ§± ’Ņõ ŌĒ¾“ÕĒĒĶņ õÓŌļÕĒĶÕņ. ═ÓĶßŅļ³°¾■ Ņ’Ó±ĒŅ±“³ ²“Ņ ņŅµÕ“
’Õõ±“ÓŌĶ“³ Ō ņÕ±“Ó§ ’ÕÕ§ŅõÓ Ņ“ °’ÓĒŃŅ¾“ŅŌ Ļ ŅßÕ„ÓķĻÓņ, ŃõÕ ńÓ ±„Õ“ ßŅļ³°Õķ
õÕ¶ŅņÓ÷ĶĶ ŅßÕ„ÓķĻĶ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ °’ÓĒŃŅ¾“Ņņ, Ō ²“Ņņ ņÕ±“Õ ņŅµÕ“ ’Ņ ŌĶ“³±
±“¾’ÕĒ³ĻÓ, „“Ņ ’ĶŌÕõÕ“ ŌŅńĒĶĻĒŅŌÕĒĶ■ ņÕ±“Ē¹§ ĶńŃĶßĒ¹§ ĒÓ’ µÕĒĶķ,
ŌŅńĒĶĻÓ■∙Ķ§Ā Ņ“ ’ŅõŅļ³Ē¹§ ±Ķļ, Ķõ¾∙Ķ§
Ņ“ °’ÓĒŃŅ¾“Ó Ļ ŅßÕ„ÓķĻÕ.
ĀĀĀ ─ÓĒĒ¹§ ’Ņ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6 Ō ļĶ“ÕÓ“¾Õ Ņ“±¾“±“Ō¾■“, ńÓ Ķ±Ļļ■„ÕĒĶÕņ
Ņ“¹ŌŅ„Ē¹§ õÓĒĒ¹§ Ō ĶĒŅ±“ÓĒĒŅķ ļĶ“ÕÓ“¾Õ Ņ ±’ļÓŌÕ, ßļĶńĻŅņ¾ ’Ņ ±Ņ±“ÓŌ¾ [143]
Ķ Ņ“õÕļ³Ē¹§ ņÓ“ÕĶÓļŅŌ ’Ņ ±“ŅĶ“Õļ³Ē¹ņ ĻŅĒ±“¾Ļ÷Ķ [144].Ā ▌“Ņ ’ĶŌÕļŅ Ļ ĒÕŅߧŅõĶņŅ±“Ķ ßŅļÕÕ ’ŅļĒŅŃŅ
Ķń¾„ÕĒĶ §ÓÓĻ“ÕĶ±“ĶĻ ’Ņļń¾„Õ±“Ķ Ķ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6.
ŅõĒŅŌÕņÕĒĒŅ ĒÕŅߧŅõĶņŅ ß¹ļŅ Ņ÷ÕĒĶ“³ ŌļĶ ĒĶÕ õļĶ“Õļ³ĒŅŃŅ ĻŅĒ“ÓĻ“Ó ± └ę ĒÓ ²“Ķ
§ÓÓĻ“ÕĶ±“ĶĻĶ.
Ā ŽŅļ¾„ÕĒĶÕ §ÓÓĻ“ÕĶ±“ĶĻ ’Ņ ’Ņļń¾„Õ±“Ķ Ķ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ
±Ō ńÓĒŅ ± ßŅļ³°Ņķ ’Ņ“ÕĶ ŌÕņÕĒĶ Ķ ńĒÓ„Ķ“Õļ³Ē¹§ ņÓ“ÕĶÓļ³Ē¹§ ńÓ“Ó“.Ā ŽŅ²“Ņņ¾ Ō±Õ ßŅļ³°ÕÕ Ó±’Ņ±“ÓĒÕĒĶÕ ĒÓ§ŅõĶ“
Ķ±’Ņļ³ńŅŌÓĒĶÕ ’ÓÓņÕ“Ķ„Õ±ĻĶ§ ńÓŌĶ±ĶņŅ±“Õķ õļ ’ŅŃĒŅńĶŅŌÓĒĶ õÓĒĒ¹§
’ŅĻÓńÓ“ÕļÕķ ’Ņ ĻÓ“ĻŅŌÕņÕĒĒ¹ņ Ķ±’¹“ÓĒĶ ņ ’Ķ ’ŅŌ¹°ÕĒĒ¹§ “Õņ’ÕÓ“¾Ó§.
Ā ┬ ĻÓ„Õ±“ŌÕ ’ĶņÕÓ ņŅµĒŅ ’ĶŌÕ±“Ķ ńÓŌĶ±ĶņŅ±“Ķ, ’ÕõļŅµÕĒĒ¹Õ
╠ÕĒ±ŅĒŅņ-š²¶¶ÕõŅņ, ╠ÕĒ±ŅĒŅņ-čÓĻĻŅ’Ó, ╦Ó±ÕĒŅņ-╠■ļļÕŅņ. ═ÓĶßŅļÕÕ
Ó±’Ņ±“ÓĒÕĒĒŅķ Ķ Ó’ŅßĶŅŌÓĒĒŅķ õļ ÓńļĶ„Ē¹§ ±’ļÓŌŅŌ Ōļ Õ“±
’ÓÓņÕ“Ķ„Õ±ĻÓ ńÓŌĶ±ĶņŅ±“³ ╦Ó±ÕĒÓ-╠■ļļÕÓ [145], Ō ĻŅ“ŅŅķ ĒÓ’ µÕĒĶ
’Õõ±“ÓŌļ ■“± ĒÕ Ō ŌĶõÕ ¶¾ĒĻ÷ĶĶ ŌÕņÕĒĶĀ
õŅ õŅ±“ĶµÕĒĶ ńÓõÓĒĒŅķ õÕ¶ŅņÓ÷ĶĶ, ĻÓĻ ²“Ņ õÕļÓÕ“± Ņß¹„ĒŅ ĒÓ
’Ņ„ĒŅ±“Ē¹§ õĶÓŃÓņņÓ§, Ó Ō ¶¾ĒĻ÷ĶĶ ’ÓÓņÕ“Ó:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ f( σ )Ā
=Ā ę ( č + ℓg τ )ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ(10.1.1į)
ŃõÕ:Ā ę- Óß±Ņļ■“ĒÓ “Õņ’ÕÓ“¾Ó,Ā Ņ╩
ĀĀĀĀĀĀĀĀ τ ¢ ŌÕņ , ĒÕŅߧŅõĶņŅÕ õļ õŅ±“ĶµÕĒĶ ĒÕŅߧŅõĶņŅķ
õÕ¶ŅņÓ÷ĶĶ, „Ó±
ĀĀĀĀĀĀĀĀ č ¢ ’Ņ±“Ņ ĒĒÓ
ŪÓŌĶ±ĶņŅ±“³ 10.1.1į Ō¹“ÕĻÓÕ“
Ķń ¾ÓŌĒÕĒĶ õļ ±ĻŅŅ±“Ķ ’ļÓ±“Ķ„Õ±ĻŅķ õÕ¶ŅņÓ÷ĶĶ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ d ξĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -Q/ RT
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ f ( τ )Ā =ĀĀĀĀĀĀĀĀĀ
=Ā └Ā ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ (10.1.2į)ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ f ( τ )Ā =ĀĀĀĀĀĀĀĀĀ
=Ā └Ā ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ (10.1.2į)ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ d t
ŃõÕ:Ā Q ¢²ĒÕŃĶ ÓĻ“ĶŌÓ÷Ķ ,
ĀĀĀĀĀĀĀĀĀ └ =20 ¢ ’Ņ±“Ņ ĒĒ¹ķ ĻŅ²¶¶Ķ÷ĶÕĒ“
ŽĶ Ō¹ŌŅõÕ ¾ÓŌĒÕĒĶ Ā 10.1.1į ß¹ļĶ ’ĶĒ “¹ ±ļÕõ¾■∙ĶÕ ¾’Ņ∙Ó■∙ĶÕ
’Õõ’ŅļŅµÕĒĶ :
- ²ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ Ķ
ĻŅ²¶¶Ķ÷ĶÕĒ“ ĒÕ ńÓŌĶ± “ Ņ“ “Õņ’ÕÓ“¾¹, ŌÕņÕĒĶ Ķ ĒÓ’ µÕĒĶ ,
- ¾õļĶĒÕĒĶÕ ’Ķ Óń¹ŌÕ ĒÕ
ńÓŌĶ±Ķ“ Ņ“ “Õņ’ÕÓ“¾¹ Ķ ŌÕņÕĒĶĀ ’Ķ
Ņ’ÕõÕļÕĒĶĶ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ,
- Ķ±“ĶĒĒÓ ±ĻŅŅ±“³
’Ņļń¾„Õ±“Ķ ’Ņ’Ņ÷ĶŅĒÓļ³ĒÓ ±ÕõĒÕķ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ ńÓ Ō±Õ ŌÕņ Ķ±’¹“ÓĒĶķ,
Ō’ļŅ“³ õŅ Óń¾°ÕĒĶ ,
- ĶńņÕĒÕĒĶÕ Ķ±“ĶĒĒŅŃŅ
ĒÓ’ µÕĒĶ , ’ŅĶ±§Ņõ ∙Õņ Ō±ļÕõ±“ŌĶÕ ¾ņÕĒ³°ÕĒĶ ±Õ„ÕĒĶ ŅßÓń÷Ó Ō ’Ņ÷Õ±±Õ
Ķ±’¹“ÓĒĶķ ņŅµĒŅ ’ÕĒÕßÕ„³.
ĀĀ ╬õĒÓĻŅ, ’ÕÕ„Ķ±ļÕĒĒ¹Õ ÓĒÕÕ ¾’Ņ∙ÕĒĶ ĒÕ Ō±ÕŃõÓ ņŅŃ¾“ ß¹“³
Ō¹’ŅļĒÕĒ¹. ▌ĒÕŃĶ ÓĻ“ĶŌÓ÷ĶĶ ńÓŌĶ±Ķ“ Ņ“ ±“¾Ļ“¾¹ ±’ļÓŌÓ, “Õņ’ÕÓ“¾¹,
ĒÓ’ µÕĒĶ Ķ ĒÕ Ōļ Õ“± ’Ņ±“Ņ ĒĒŅķĀ
ŌÕļĶ„ĶĒŅķ. ęŅ µÕ Ņ“ĒŅ±Ķ“± Ķ Ļ ĻŅ²¶¶Ķ÷ĶÕĒ“¾ └, ’Ņ²“Ņņ¾ ĻŅ²¶¶Ķ÷ĶÕĒ“ čĀ Ō ¾ÓŌĒÕĒĶĶ 10.1.1į ņŅµÕ“ ĶņÕ“³ ńĒÓ„ÕĒĶÕ
Ņ“ļĶ„ĒŅÕ Ņ“ ’ĶĒĶņÓÕņŅŃŅ ÓŌĒ¹ņ 20. ─Õķ±“ŌĶ“Õļ³Ē¾■ ŌÕļĶ„ĶĒ¾ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó č
ņŅµĒŅ ’Ņļ¾„Ķ“³Ā Ķń ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§
õÓĒĒ¹§. ─ļ ²“ŅŃŅ ĒÕŅߧŅõĶņŅ ĶņÕ“³ õ ĻĶŌ¹§ ’Ņļń¾„Õ±“Ķ ĶļĶ õļĶ“Õļ³ĒŅķ
’Ņ„ĒŅ±“Ķ ±’ļÓŌÓ ’Ķ ĒÕ±ĻŅļ³ĻĶ§ “Õņ’ÕÓ“¾Ó§ Ķ ÓńļĶ„Ē¹§ ¾ŅŌĒ § ĒÓ’ µÕĒĶķ,
’Ņļ¾„ÕĒĒ¹§ ’¾“Õņ Ķ±’¹“ÓĒĶķ ±“ÓĒõÓ“Ē¹§ ŅßÓń÷ŅŌ [146].
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ’Ņ Õń¾ļ³“Ó“Óņ ’Ņ±“ŅÕĒĶ ’ÓÓņÕ“Ķ„Õ±ĻŅķ
ńÓŌĶ±ĶņŅ±“Ķ ╦Ó±ÕĒÓ-╠■ļļÕÓ, ’Ķ ńÓõÓĒĒŅķ “Õņ’ÕÓ“¾Õ ņŅµĒŅ Ņ’ÕõÕļĶ“³ ’ÕõÕļ
õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ ĶļĶ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ õļ ļ■ßŅŃŅ Ņ“ÕńĻÓ ŌÕņÕĒĶ. ═ÕŅߧŅõĶņŅ
“ÓĻµÕ Ņ“ņÕ“Ķ“³, „“Ņ Ņ’ÕõÕļÕĒĶÕ õŅ’¾±“ĶņŅŃŅ ’ÕõÕļÓ ’Ņļń¾„Õ±“Ķ ņŅµĒŅ
’ŅĶńŌŅõĶ“³Ā ’Ņ Õń¾ļ³“Ó“Óņ ĶńņÕÕĒĶ
±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ ±“ÓĒõÓ“Ē¹§ ŅßÓń÷ŅŌ ĒÓ ĻĶŌ¹§ ’Ņļń¾„Õ±“Ķ, ’Ņļ¾„ÕĒĒ¹§ ’Ķ
ÓńļĶ„Ē¹§ ¾ŅŌĒ § ĒÓ’ µÕĒĶķ Ķ “Õņ’ÕÓ“¾Ó§ [147]. ė„Ķ“¹ŌÓ , ŅõĒÓĻŅ, „“Ņ
§ÓÓĻ“Õ õÕ¶ŅņÓ÷Ķķ ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ, Ō±ļÕõ±“ŌĶÕ ÕÕ ßŅļ³°Ņķ µÕ±“ĻŅ±“Ķ Ķ
±ļŅµĒŅŃŅ ĒÓ’ µÕĒĒŅŃŅ ±Ņ±“Ņ ĒĶ , ņŅµÕ“Ā
Ņ“ļĶ„Ó“³± Ņ“ §ÓÓĻ“ÕÓ õÕ¶ŅņÓ÷Ķķ ±“ÓĒõÓ“Ē¹§ ŅßÓń÷ŅŌ, ŌÕ±³ņÓ
µÕļÓ“Õļ³ĒŅ ’ŅŌÕõÕĒĶÕ ĻŅĒ“Ņļ³Ē¹§ ĶńņÕÕĒĶķ õÕ¶ŅņÓ÷Ķķ ĒÓ ĒÓ“¾Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ[148].
┬ ±Ķļ¾ ²“ŅŃŅ, ß¹ļĶ ’ŅŌÕõÕĒ¹ ±ļÕõ¾■∙ĶÕ Ķ±±ļÕõŅŌÓĒĶ [146, 149] :
- Ņ’ÕõÕļÕĒĶÕ ĒÓ ±“ÓĒõÓ“Ē¹§
ŅßÓń÷Ó§ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ’Ķ “Õņ’ÕÓ“¾Ó§ 50Ņč, 75Ņč,
100Ņč, Ó “ÓĻµÕ ’Ķ ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ,
- Ņ’ÕõÕļÕĒĶÕ õļĶ“Õļ³ĒŅķ
’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ’Ķ ĒÓļĶ„ĶÕ ŌŅńõÕķ±“ŌĶ ÓņĶļÓ,
- ĶńņÕÕĒĶÕ õÕ¶ŅņÓ÷Ķķ
’Ņļń¾„Õ±“Ķ ŅßÕ„ÓķĻĶ ßÓĻÓ ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ’Ķ 50Ņč.
10.2. ╚±±ļÕõŅŌÓĒĶÕ ŅßÓń÷ŅŌ ņÓ“ÕĶÓļÓ
ĀĀ ╚±±ļÕõŅŌÓĒĶÕ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ’ŅŌŅõĶļŅ±³ ’Ķ
Ķ±’¹“ÓĒĶ § ’ļŅ±ĻĶ§ ŅßÓń÷ŅŌ ļĶ±“ŅŌŅŃŅ ņÓ“ÕĶÓļÓ └╠Ń6-╠ Ķ └╠Ń6-═ ’Ņ ņÕ“ŅõĶĻÕ
±ŅŃļÓ±ĒŅĀ ├╬čę 10Ė145 ¢ 62. ═Ó ²“Ķ§ µÕ
ŅßÓń÷Ó§ ’ŅŌÕ ļÓ±³ Ķ ’Ņļń¾„Õ±“³ ’Ņ ņÕ“ŅõĶĻÕ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ├╬čę 3248 ¢ 60.
╚±§ŅõĒ¹Õ ņÕ§ÓĒĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ ±’ļÓŌŅŌ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 10.2.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 10.2.1ę
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ20ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 100Ņč
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ20ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 100Ņč
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σŌĀĀĀĀĀĀĀ σ0,2ĀĀĀĀĀĀĀ
δĀĀĀĀĀĀĀĀ σŌĀĀĀĀĀĀĀĀĀ σĀĀĀĀĀĀĀĀ δĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŃ/ ņņ2ĀĀĀ ĻŃ/ņņ2ĀĀĀĀĀ %ĀĀĀĀĀĀ
ĻŃ/ņņ2ĀĀĀ ĀĀĻŃ/ņņ2ĀĀĀ %
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└╠Ń6- ╠Ā ļ.2,7ĀĀĀĀĀĀĀ 32-36ĀĀĀĀĀĀ 16-17ĀĀĀĀ 22-24ĀĀĀ 31-33ĀĀĀĀĀ
16-17ĀĀĀ 30-35
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└╠Ń6- ═Ā ļ.2,5 *ĀĀĀĀĀ 40-43ĀĀĀĀĀĀ 20-33ĀĀĀĀ 9-10ĀĀĀĀĀ 37-38ĀĀĀĀĀ 29-32ĀĀĀ 12-14
![]() *ĒÓŃÓ“ŅŌĻÓ 20%
*ĒÓŃÓ“ŅŌĻÓ 20%
ĀĀĀ ╚ń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ Ō “ÓßļĶ÷Õ ŌĶõÕŅ, „“Ņ ’Ķ 100ŅčĀ ’Ņ„ĒŅ±“Ē¹Õ ±ŌŅķ±“ŌÓ ±’ļÓŌÓ ±ĒĶµÓ■“±
ĒÕńĒÓ„Ķ“Õļ³ĒŅ, Ó Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ ¾õļĶĒÕĒĶÕ ĒÕ±ĻŅļ³ĻŅ ¾ŌÕļĶ„ĶŌÓÕ“± . šÓÓĻ“ÕĒŅ,
„“Ņ ĒÓŃÓ“ŅŌÓĒĒ¹ķ ļĶ±“ ’Ķ ’ŅŌ¹°ÕĒĒŅķ “Õņ’ÕÓ“¾ÕĀ “Õ Õ“ ’Ņ„ĒŅ±“³ ßŅļÕÕ ĶĒ“ÕĒ±ĶŌĒŅ.
ĀĀ ═Ó Ķ±¾ĒĻÕ 10.2.1ąĀ ’ŅĻÓńÓĒ¹
Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķĀ ±’ļÓŌÓ ĒÓ
õļĶ“Õļ³Ē¾■ ’Ņ„ĒŅ±“³ ’Ķ 20Ņč, 50Ņč,100Ņč.
Ž ņŅļĶĒÕķĒŅÕĀ Ó’’ŅĻ±ĶņĶŅŌÓĒĶÕ Ō
ĻŅŅõĶĒÓ“Ó§ σ ─ τ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ’Ķ õļĶ“Õļ³ĒŅ±“Ķ Ķ±’¹“ÓĒĶķ
’Ņ õĻÓ 3000 „Ó±ŅŌ õļ “Õņ’ÕÓ“¾¹ 100Ņč, ’ÕõÕļ¹ õļĶ“Õļ³ĒŅķ
’Ņ„ĒŅ±“Ķ ±’ļÓŌŅŌ └╠Ń6 ¢ ╠ Ķ ═Ā ß¾õ¾“
’ÓĻ“Ķ„Õ±ĻĶ ŅõĶĒÓĻŅŌ¹. ═Ó ²“Ņņ µÕ Ķ±¾ĒĻÕ ’ŅĻÓńÓĒ¹ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶ
ŅßÓń÷ŅŌ ’Ķ 50Ņč Ķ 100Ņč ’Ņ±ļÕ ’ÕõŌÓĶ“Õļ³ĒŅķ Ō¹õÕµĻĶ
Ō └ę Ō “Õ„ÕĒĶÕ 45 ±¾“ŅĻ Ķ ’ĶĀ
ĒÕ’Ņ±Õõ±“ŌÕĒĒŅņ ĻŅĒ“ÓĻ“Õ ± ŅĻĶ±ļĶ“ÕļÕņ. ╚ń ²“Ķ§ õÓĒĒ¹§ ŌĶõĒŅ, „“Ņ
ĻŅĒ“ÓĻ“ ±’ļÓŌÓ ± ŅĻĶ±ļĶ“ÕļÕņ ĒÕ ±ĒĶµÓÕ“ ÕŃŅ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ.
ĀĀ ═Ó Ķ±¾ĒĻÓ§ 10.2.2ą Ķ 10.2.3ą ’ŅĻÓńÓĒ¹ ĻĶŌ¹Õ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ
’Ķ ÓńļĶ„Ē¹§ “Õņ’ÕÓ“¾Ó§. ąÓ±±ņŅ“ÕĒĶÕ ²“Ķ§ ĻĶŌ¹§ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Õ±ļĶ ’Ķ
ĻŅņĒÓ“ĒŅķ “Õņ’ÕÓ“¾Õ ņ ŃĻĶķ ±’ļÓŌ ĶņÕÕ“ ßŅļ³°¾■ ’Ņļń¾„Õ±“³, “Ņ ’Ķ 100Ņč
ŅĒĶ ņÕĒ ■“± ņÕ±“ÓņĶ. ▌“Ņ ±Ō ńÓĒŅ, ’Ņ-ŌĶõĶņŅņ¾, ± ¾±ĶļÕĒĶÕņ õĶ¶¶¾ńĶŅĒĒ¹§
’Ņ÷Õ±±ŅŌ õĶ±ļŅĻÓ÷Ķķ ’Ķ ’ŅŌ¹°ÕĒĒ¹§ “Õņ’ÕÓ“¾Ó§.
Ā ═Ó Ķ±¾ĒĻÕ 10.2.4ą ’ŅĻÓńÓĒŅ ĶńņÕĒÕĒĶÕ ’ÓÓņÕ“Ó ╦Ó±ÕĒÓ-╠■ļļÕÓ Ō
ńÓŌĶ±ĶņŅ±“Ķ Ņ“ “Õņ’ÕÓ“¾¹ Ķ ĒÓ’ µÕĒĶ õļ ÓńļĶ„ĒŅŃŅ ŌÕņÕĒĶ õŅ Óń¾°ÕĒĶ .
╚Ē“Õ’ŅļĶŅŌÓĒĶÕ ĒÓ Õ±¾±Ā 100000 „Ó±ŅŌ
õļ 20Ņč õÓÕ“ ±ļÕõ¾■∙ĶÕ ńĒÓ„ÕĒĶ ’ÕõÕļÓ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ:
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±’ļÓŌ └╠Ń6 ¢ ═ĀĀ
- 37,0 ĻŃ/ņņ2ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ±’ļÓŌ └╠Ń6 ¢ ╠ĀĀ - 30,0 ĻŃ/ņņŅč
ĀĀ čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’Ķ Ņ’ÕõÕļÕĒĶĶ ’ÓÓņÕ“Ķ„Õ±ĻŅķ
ńÓŌĶ±ĶņŅ±“Ķ õļ ŅßŅĶ§ ±’ļÓŌŅŌ ĻŅ²¶¶Ķ÷ĶÕĒ“ ½č╗Ā
’ĶĒ “ 21 ’Ņļ¾„ÕĒĒ¹ķ ĻÓĻ ±ÕõĒ ŌÕļĶ„ĶĒÓ ’Ņ Õń¾ļ³“Ó“Óņ Ķ±’¹“ÓĒĶķ
±’ļÓŌÓ └╠Ń6 ’Ķ ÓńļĶ„Ē¹§ “Õņ’ÕÓ“¾Ó§. ╬’ÕõÕļÕĒĶÕ ²“ŅŃŅ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
’ŅŌŅõĶļŅ±³ ’Ņ õÓĒĒ¹ņ ŃÓ¶ĶĻÓ ąĶ±. 10.2.1 Ķń ±ŅŅ“ĒŅ°ÕĒĶ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę1 (č + ℓg τ1 ) = ę2 ( č + ℓg τ2
)ĀĀĀĀĀĀ ’Ķ σ = čonstĀĀĀĀĀĀĀĀĀĀĀ ģģģ.(10.2.1į)
Ā ŪÓŌĶ±ĶņŅ±“³ ’ÕõÕļÓ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ Ķ ’ÓÓņÕ“Ó ╦Ó±ÕĒÓ-╠■ļļÕÓ
(õŅ±“ĶµÕĒĶÕ Ņ±“Ó“Ņ„ĒŅķ õÕ¶ŅņÓ÷ĶĶ 0.2%) ’Ķ č=21ĀĀ ’ĶŌÕõÕĒÓ ĒÓ ąĶ±. 10.2.5ą. ─ļ ÕŃŅ ’Ņ±“ŅÕĒĶ “ÓĻµÕĀ Ķ±’Ņļ³ńŅŌÓĒ¹ ņÓ“ÕĶÓļ¹ Ķ±±ļÕõŅŌÓĒĶ Ō ┬╚└╠
±’ļÓŌÓ └╠Ń6 ’Ķ 150, 175 200Ņč.
ĀĀ ╚ń Ķ±¾ĒĻÓ ±ļÕõ¾Õ“, „“Ņ ’ÕõÕļ ’Ņļń¾„Õ±“Ķ ĒÓ Õ±¾± 1.105 „Ó±ŅŌ
’Ķ 20Ņč ±Ņ±“ÓŌļ Õ“:
ĀĀĀ
ĀĀĀĀĀĀĀĀĀ ±’ļÓŌ └╠Ń6 ¢ ═ĀĀĀ
- 11-12 ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±’ļÓŌ └╠Ń6-╠ -Ā 10-11 ĻŃ/ņņ2
Ā ŽŅļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ’ŅńŌŅļ ■“ ’ÕÕķ“Ķ Ļ ÓĒÓļĶ“Ķ„Õ±ĻŅņ¾
Ņ’ÕõÕļÕĒĶ■ õÕ¶ŅņÓ÷Ķķ ŅßÓń÷ŅŌ Ķ ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ’Ņ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ
±’ļÓŌÓ └╠Ń6.
ĀĀ ═Ó ąĶ±.10.2.2. ¾„Ó±“ŅĻ ĒÕ¾±“ÓĒŅŌĶŌ°Õķ± ’Ņļń¾„Õ±“Ķ
§ÓÓĻ“ÕĶń¾Õ“± ’Ņ±“Ņ ĒĒ¹ņ ¾ņÕĒ³°ÕĒĶÕņ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ. ═Ó ¾„Ó±“ĻÕ
¾±“ÓĒŅŌĶŌ°Õķ± ’Ņļń¾„Õ±“Ķ ÕÕ ±ĻŅŅ±“³ ņŅµĒŅ ’ĶĒ “³ ńÓ ’Ņ±“Ņ ĒĒ¾■ ŌÕļĶ„ĶĒ¾.
ėÓŌĒÕĒĶ , Ņ’Ķ±¹ŌÓ■∙ĶÕ ńÓŌĶ±ĶņŅ±“³ õÕ¶ŅņÓ÷Ķķ ’Ņļń¾„Õ±“Ķ Ņ“ ŌÕņÕĒĶ ĒÓ ’ÕŌŅņ
¾„Ó±“ĻÕ õŅŌŅļ³ĒŅ ±ļŅµĒ¹. ╬õĒÓĻŅ Ó±„Õ“ ņŅµĒŅ ¾’Ņ±“Ķ“³ , Õ±ļĶ ŌŌÕ±“Ķ ’ŅĒ “ĶÕ Ņ
ĒÓ„Óļ³ĒŅņ ±ĻÓ„ĻÕ õÕ¶ŅņÓ÷ĶĶ, ĻŅŃõÓ Ķ±“ĶĒĒÓ ĻĶŌÓ ńÓņÕĒ Õ“± ļŅņÓĒŅķ, ’¾“Õņ
’ŅõŅļµÕĒĶ ¾±“ÓĒŅŌĶŌ°Õķ± ’Ņļń¾„Õ±“Ķ õŅ Ņ±Ķ ŅõĶĒÓ“ ξ. ęŅŃõÓ õÕ¶ŅņÓ÷Ķ Ā ± ¾„Õ“Ņņ ’Ņļń¾„Õ±“Ķ Ņ’ÕõÕļ Õ“± ’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ξĀĀ =ĀĀ ∆ξĀ +Ā ξn τĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ(10.2.2į)
ŃõÕ:Ā ξ
¢ ±¾ņņÓĒÓ õÕ¶ŅņÓ÷Ķ ± ¾„Õ“Ņņ ’Ņļń¾„Õ±“Ķ,
ĀĀĀĀĀĀĀ
∆ξ ¢ ĒÓ„Óļ³Ē¹ķ ±ĻÓ„ÕĻ õÕ¶ŅņÓ÷ĶĶ ’Ņļń¾„Õ±“Ķ ± ¾„Õ“Ņņ ¾’¾ŃŅķ
õÕ¶ŅņÓ÷ĶĶ,
ĀĀĀĀĀĀĀĀ
ξn -Ā ±ĻŅŅ±“³ ¾±“ÓĒŅŌĶŌ°Õķ± ’Ņļń¾„Õ±“Ķ.
ĀĀĀĀĀĀĀĀĀ
τĀ - Ó±„Õ“Ē¹ķ ĶĒ“ÕŌÓļ
ŌÕņÕĒĶ.
Ā
ĀĀĀ ═Ó Ķ±¾ĒĻÕ ąĶ±. 10.2.6ąĀ
’ŅĻÓńÓĒ¹ ĻĶŌ¹Õ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ ’Ķ ÓńļĶ„Ē¹§ ĒÓ’ µÕĒĶ §,
’Ņļ¾„ÕĒĒ¹ņ ’Ņ ĻĶŌ¹ņ ’Ņļń¾„Õ±“Ķ. ŽĶŌÕõÕĒĒ¹ķ ±’Ņ±Ņß Ņ’ÕõÕļÕĒĶ õÕ¶ŅņÓ÷ĶĶ ±
¾„Õ“Ņņ ’Ņļń¾„Õ±“Ķ ’ĶņÕĒ Õ“± , ĻŅŃõÓ ’ÕĶŅõ ĒÕ¾±“ÓĒŅŌĶŌ°Õķ± ’Ņļń¾„Õ±“Ķ
±Ņ±“ÓŌļ Õ“ ĒÕßŅļ³°¾■ õŅļ■ Ņ“ Ņß∙ÕŃŅ ±ŅĻÓ ±ļ¾µß¹ ĶńõÕļĶ .
ĀĀĀ ŪÓŌĶ±ĶņŅ±“³Ā
∆ξĀ = f (σ)Ā ņŅµÕ“ ß¹“³ Ō¹ÓµÕĒÓ ¾ÓŌĒÕĒĶÕņ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆ξĀ
=Ā σĀ tgĀ αĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģģ(10.2.3į)
Ā ŃõÕĀ tgα
Ņ’ÕõÕļ Õ“± ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ’Ņ ĻĶŌ¹ņ ’Ņļń¾„Õ±“Ķ. ═Ó ¾±“ÓĒŅŌĶŌ°Õķ± ±“ÓõĶĶ
’Ņļń¾„Õ±“Ķ õļ ±ĻŅŅ±“Ķ ’ŅļńĻ„Ļ±“Ķ ß¹ļÓ ’ĶĒ “Ó ±“Õ’ÕĒĒÓ ¶¾ĒĻ÷Ķ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ξn =Ā └ σnĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ..ĀĀ (10.2.4į)
ĻŅ“ŅÓ õÓÕ“ ¾õŅŌļÕ“ŌŅĶ“Õļ³ĒŅÕ ±ŅŌ’ÓõÕĒĶÕ ±
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņĶ õÓĒĒ¹ņĶ. ŽŅ±ļÕ ±“Ó“Ķ±“Ķ„Õ±ĻŅķ ŅßÓßŅ“ĻĶ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§
õÓĒĒ¹§ õļ ¶Ņņ¾ļ 10.2.3į Ķ 10.2.4į ’Ņļ¾„ÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ńĒÓ„ÕĒĶ
ĻŅ²¶¶Ķ÷ĶÕĒ“ŅŌ, ’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷Õ 10.2.2ę.
Ā
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀęÓßļĶ÷Ó 10.2.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀęÓßļĶ÷Ó 10.2.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ tgĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ĀĀĀĀĀĀĀĀĀĀĀĀ
n
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6-═ĀĀĀĀĀĀĀĀĀĀĀĀ 0,015ĀĀĀĀĀĀĀĀĀ
8,5.10-15ĀĀĀĀĀ 7,94
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6-╠ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0175ĀĀĀĀĀĀĀ
4,2.10-13ĀĀĀĀĀ 6,15
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6-╠ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0175ĀĀĀĀĀĀĀ
4,2.10-13ĀĀĀĀĀ 6,15
Ā ŽŅ ¶Ņņ¾ļÓņ 10.2.2į ; 3,į Ķ
4įĀ ņŅµĒŅ ’Ķ ńÓõÓĒĒ¹§ ĒÓ’ µÕĒĶ §
Ņ’ÕõÕļĶ“³Ā ±¾ņņÓĒ¾■ õÕ¶ŅņÓ÷Ķ■ ńÓ ļ■ßŅ
’ŅņÕµ¾“ŅĻ ŌÕņÕĒĶ. ┬ ĻÓ„Õ±“ŌÕ ’ĶņÕÓ Ō “ÓßļĶ÷Õ 10.2.3ę ’ĶŌÕõÕĒ¹ Õń¾ļ³“Ó“¹
Ņ’ÕõÕļÕĒ¹ õÕ¶ŅņÓ÷ĶķĀ ±’ļÓŌÓ └╠Ń6 ±
¾„Õ“Ņņ ’Ņļń¾„Õ±“Ķ ĒÓ ßÓńÕ 1.105 „Ó±ŅŌ ’Ķ ĒÓ’ µÕĒĶ § 8-12 ĻŃ/ņņ2.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 10.2.3ę
ĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀσĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ tĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ξnĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─Õ¶ŅņÓ÷Ķ , %
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀ 1/„Ó±ĀĀĀĀĀĀĀĀĀĀĀĀ
∆ξĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ξnĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ξĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŅčĀĀĀĀĀĀĀĀĀĀĀĀĀ 1/„Ó±ĀĀĀĀĀĀĀĀĀĀĀĀ
∆ξĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ξnĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ξĀ
![]()
ĀĀĀĀĀĀĀĀ
└╠Ń6-═ĀĀĀĀĀĀĀĀĀĀ 12ĀĀĀĀĀĀĀĀĀĀĀĀĀ Ā20ĀĀĀĀĀĀĀĀĀĀĀĀ 2,5.10-8ĀĀĀĀĀĀĀĀĀ 0,18ĀĀĀĀĀĀĀĀĀĀĀ 0,25ĀĀĀĀĀĀĀĀĀĀ
0,43Ā
ĀĀĀĀĀĀĀĀĀĀĀĀ
--- ½---ĀĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀ 1,0.10-8ĀĀĀĀĀĀĀĀĀ 0,148ĀĀĀĀĀĀĀĀĀ
0,1ĀĀĀĀĀĀĀĀĀĀĀĀ 0,248
ĀĀĀĀĀĀĀĀ
└╠Ń6-╠ĀĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀ 8,0.10-8ĀĀĀĀĀĀĀĀĀ 0,175ĀĀĀĀĀĀĀĀĀ
0,8ĀĀĀĀĀĀĀĀĀĀĀĀ 0,975
ĀĀĀĀĀĀĀĀĀĀĀĀ
---½---ĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀ 2,0 .10-8ĀĀĀĀĀĀĀĀĀ 0,14ĀĀĀĀĀĀĀĀĀĀ
0,2ĀĀĀĀĀĀĀĀĀĀĀĀ 0,34
![]()
ĀŽĶŌÕõÕĒĒ¹Õ õÓĒĒ¹Õ ’Ņ
õÕ¶ŅņÓ÷Ķ ņ ± ¾„Õ“Ņņ ’Ņļń¾„Õ±“Ķ ±ŅŃļÓ±¾■“± ± õÓĒĒ¹ņĶ, ’Ņļ¾„ÕĒĒ¹ņĶ ± ’ŅņŅ∙³■
’ÓÓņÕ“Ķ„Õ±ĻŅķ ńÓŌĶ±ĶņŅ±“Ķ ╦Ó±ÕĒÓ ¢╠■ļļÕÓ.
10.3.Ā ╚±’¹“ÓĒĶ ¾ĻŅŅ„ÕĒĒ¹§
ßļŅĻŅŌ ßÓĻŅŌ ĒÓ ’Ņļń¾„Õ±“³
Ā
ĀĀ č ÷Õļ³■ ’ŅŌÕĻĶ ŌŅńņŅµĒŅ±“Ķ Ķ±’Ņļ³ńŅŌÓĒĶ ’Ņļ¾„ÕĒĒ¹§ õÓĒĒ¹§ ’Ņ
’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6 õļ Ņ’ÕõÕļÕĒĶ ’Ņļń¾„Õ±“Ķ ņÓ“ÕĶÓļÓ Ō ĒÓ“¾ĒŅķ
ĻŅĒ±“¾Ļ÷ĶĶ ’ŅŌÕõÕĒ¹ ĶńņÕÕĒĶ ’Ņļń¾„Õ±“Ķ ŅßÕ„ÓÕĻ ¾ĻŅŅ„ÕĒĒ¹§ ßļŅĻŅŌ ßÓĻŅŌ.
ŪÓņÕ¹ ’ŅŌŅõĶļĶ±³ Ō ’Ņ÷Õ±±Õ ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶķ ±ßŅŅĻ ’Ķ 50Ņč
Ķ ĒÓ’ µÕĒĶ § Ō ŅßÕ„ÓķĻÓ§:
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ
1 =
9,25 ĻŃ/ņņ2 Ā- ßļŅĻĀ ę8±816ĀĀ
’ĶĀ ą = 2.85 Ó“ņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ
Ž =
10,0 ĻŃ/ņņ2 Ā- ßļŅĻĀ ę8±817ĀĀ
’ĶĀ ą = 3,1 Ó“ņ.
Ā ╚ńņÕÕĒĶÕ õÕ¶ŅņÓ÷Ķķ ’Ņļń¾„Õ±“Ķ ÕÓ ŅßÕ„ÓķĻÓ§ ’ŅŌŅõĶļĶ±³ ’Ņ Ķ§
’ÕĶņÕ“¾ ±ļÕõ¾■∙Ķņ ŅßÓńŅņ:
- ±“Óļ³Ē¹ņ ĻŅļ³÷Ņņ ±
ÕńĶĒŅŌŅķ Ō±“ÓŌĻŅķ,
- ŃĶßĻĶņ “Ņ±Ņņ õĶÓņÕ“Ņņ 2
ņņ ± ŃÓõ¾ĶŅŌÓĒĒ¹ņ ļĶņßŅņ,
- „Õ“¹³ņ ĶĒõĶĻÓ“ŅÓņĶ,
Ó±’ŅļŅµÕĒĒ¹ņĶ ĒÓ ŅßÕ„ÓķĻÓ§ Ō õŌ¾§ ŌńÓĶņĒŅ ’Õ’ÕĒõĶĻ¾ļ Ē¹§ ’ļŅ±ĻŅ±“ §.
ĀĀ ŽŅĻÓńÓĒĶ ĻŅļ³÷Ó Ķ ŃĶßĻŅŃŅ “Ņ±Ó ±ĒĶņÓļĶ±³ ŌĶń¾Óļ³ĒŅ ’Ņ °ĻÓļÕ ±
“Ņ„ĒŅ±“³■ 0,5 ņņ.. ╚ńņÕÕĒĶ ĶĒõĶĻÓ“ŅÓņĶ ’ŅŌŅõĶļĶ±³ õĶ±“ÓĒ÷ĶŅĒĒŅĀ ĒÓ ’ĶßŅ ▌╚─-3 ± ÷ÕĒŅķ õÕļÕĒĶ 0,02 ¢ 0,025
ņņ. ─ļ ²“Ņķ ÷ÕļĶ ĶĒõĶĻÓ“Ņ ±ĒÓßµÓļ± “ÕĒńŅõÓ“„ĶĻŅņ, ÕŃĶ±“Ķ¾■∙Ķņ ’ÕÕņÕ∙ÕĒĶ
±“ÕµĒ ĶĒõĶĻÓ“ŅÓ.
ĀĀ ╩ĶŌ¹Õ ’ĶÓ∙ÕĒĶ ’ÕĶņÕ“Ó ŅßÕ„ÓķĻĶ ßļŅĻŅŌ, ’Ņ±“ŅÕĒĒ¹Õ ’Ņ
õÓĒĒ¹ņ ĶńņÕÕĒĶķ ± ’ŅņŅ∙³■ ĻŅļ³÷Ó, “Ņ±Ó Ķ ĶĒõĶĻÓ“ŅÓ ’ŅŌÕõÕĒĒ¹§ ĒÓ õŌ¾§
²ĻńÕņ’ļ Ó§ ßÓĻŅŌ, ’ĶŌÕõÕĒ¹ ĒÓ Ķ±¾ĒĻÓ§ 10.3.1ą Ķ 10.3.2ą. ŽŅ ²“Ķņ Õń¾ļ³“Ó“Óņ
Ņ’ÕõÕļÕĒÓ ±ĻŅŅ±“³ ’Ņļń¾„Õ±“Ķ ŅßÕ„ÓķĻĶ, ’ĶŌÕõÕĒĒÓ Ō “ÓßļĶ÷Õ 10.3.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 10.3.1ę

┴ļŅĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę8±816-01Ā ę8±817-01ĀĀĀĀĀĀĀĀĀĀĀĀĀ ę8±816-02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę8±817-02ĀĀĀĀĀĀĀĀĀĀĀ

╚ńņÕĶ“Õļ³ĀĀĀĀĀ
╩Ņļ³÷ŅĀĀĀĀĀĀĀ ╩Ņļ³÷ŅĀĀĀĀĀ ╩Ņļ³÷ŅĀĀĀ ęŅ±ĀĀĀĀĀ Ā╚ĒõĶĻ.ĀĀĀĀ
╩Ņļ³÷ŅĀĀĀĀ ęŅ±ĀĀĀĀĀĀĀ ╚ĒõĶĻ
![]()
čĻŅ. ’ŅļńĀĀĀĀĀĀ
2,9.10-7ĀĀĀĀĀĀ ĀĀĀĀĀ3,0.10-7ĀĀĀĀĀĀĀ 2,2.10-7ĀĀ 2,2.10-7 ĀĀĀ2,5.10-7ĀĀĀĀ 2,4.10-7ĀĀĀ 2,45.10-7ĀĀ 2,8.10-7
ĀĀ 1/„Ó±
![]()
╚ń “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ,
Ņ’ÕõÕļÕĒĒ¹Õ ’Ņ Õń¾ļ³“Ó“Óņ ÓńļĶ„Ē¹§ ŌĶõŅŌ ĶńņÕÕĒĶķ, ßļĶńĻĶ ņÕµõ¾ ±ŅßŅķ.
Ā ŽĶņÕĒ Ō°ĶÕ± ±Õõ±“ŌÓ ĶńņÕÕĒĶ Ķ±’Ņļ³ńŅŌÓĒ¹ Ō’ÕŌ¹Õ Ō ’ÓĻ“ĶĻÕ
Ķ±’¹“ÓĒĶķ ĒÓ“¾Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ ĒÓ ’Ņļń¾„Õ±“³. ╚ń Õń¾ļ³“Ó“ŅŌ ĶńņÕÕĒĶķ ±ļÕõ¾Õ“,
„“Ņ ĶńņÕÕĒĶ õÕ¶ŅņÓ÷Ķķ ŅßÕ„ÓÕĻ ņŅµĒŅ ’Ņļ³ńŅŌÓ“³± ’Ņ±“¹ņĶ ±Õõ±“ŌÓņĶ,
ĒÓ’ĶņÕ ±“Óļ³Ē¹ņ ĻŅļ³÷Ņņ Ō ŌĶõÕ ¾ļÕ“ĻĶ, ĶļĶ “Ņ±Ņņ ± ļĶņßŅņ, ’ŅĻÓńÓĒĶ
ĻŅ“Ņ¹§ ņÓļŅ ńÓŌĶ± “ Ņ“ ŌĒÕ°ĒĶ§ ¾±ļŅŌĶķ Ķ ’ŅńŌŅļ ■“ ĒÓõÕµĒŅ ’ŅĶńŌŅõĶ“³
ĶńņÕÕĒĶ .
ĀĀ ŽĶŌÕõÕĒĒ¹Õ Ō¹°Õ ĻĶŌ¹Õ ’Ņļń¾„Õ±“Ķ ŅßÕ„ÓķĻĶ ĶńņÕÕĒ¹ ’Ķ 50Ņč.
─ļ Ņ÷ÕĒĻĶ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ Ķ õÕ¶ŅņÓ÷Ķķ ’Ķ 20Ņč ņŅµĒŅ
ŌŅ±’Ņļ³ńŅŌÓ“³± Õń¾ļ³“Ó“ÓņĶ Ķ±’¹“ÓĒĶķ ’Ķ ÓńļĶ„Ē¹§ “Õņ’ÕÓ“¾Ó§ ±“ÓĒõÓ“Ē¹§
’ļÓ±“ĶĒ„Ó“¹§ ŅßÓń÷ŅŌ ±’ļÓŌÓ └╠Ń6 ’Ķ ŅõĒŅŅ±ĒŅņ ĒÓ’ µÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ ’Ņõ
ĒÓ’ µÕĒĶÕņ 10 ĻŃ/ņņ2 , Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ¹ ÓĒÕÕ ĒÓ ąĶ±.
10.1.3ą. ŽŅļ¾„ÕĒĒÓ ±ĻŅŅ±“³ ’Ņļń¾„Õ±“Ķ ’ĶŌÕõÕĒÓ Ō “ÓßļĶ÷Õ 10.3.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 10.3.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀčĻŅŅ±“³
’Ņļń¾„Õ±“Ķ 1/„Ó± ’Ķ 10 ĻŃ/ņņ2
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 50ŅĀĀĀĀĀĀĀĀĀĀĀĀ 75ŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 100Ņ
![]() ĀĀĀĀĀ
ĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6 ¢ ═ĀĀĀĀĀĀĀĀ 1,0.10-8ĀĀĀĀĀĀĀĀĀ
3.0.10-7ĀĀĀĀĀĀĀ 3,2.10-6ĀĀĀĀĀĀĀĀĀ Ā2,8.10-5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6 - ╠ĀĀĀĀĀĀĀĀĀ 1,0.10-7ĀĀĀĀĀĀĀĀĀ 5,1.10-7ĀĀĀĀĀĀĀ 2,8.10-6ĀĀĀĀĀĀ
3,2.10-6
![]()
![]() ĀĀĀĀ
ĀĀĀĀ
ĀĀĀĀ
ĀĀĀĀ ŽŅ ’Ņļ¾„ÕĒĒ¹ņ õÓĒĒ¹ņ ’Ņ±“ŅÕĒÓ ńÓŌĶ±ĶņŅ±“³ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ
±’ļÓŌÓ └╠Ń6Ā ĒÓ Ņ±ĒŅŌÕ ÓßŅ“¹ [150] Ō
ńÓŌĶ±ĶņŅ±“Ķ Ņ“ “Õņ’ÕÓ“¾¹, ’ĶŌÕõÕĒĒÓ ĒÓ ąĶ±. 10.3.3ą. ═Ó ²“Ņņ µÕ Ķ±¾ĒĻÕ
ĒÓĒÕ±ÕĒ¹ õÓĒĒ¹Õ ’Ņ ŌÕļĶ„ĶĒÕ ±ĻŅŅ±“Ķ ’Ņļń¾„Õ±“Ķ, ĶńņÕÕĒĒ¹Õ ĒÓ ŅßÕ„ÓķĻÓ§ ßŅĻŅŌ
ę8±816 Ķ ę8±817 ’Ķ “Õņ’ÕÓ“¾Õ 500 Ķ ĒÓ’ µÕĒĶ § 9,25 -10 ĻŃ/ņņ2.
ĀĀ ╚ń Ó±±ņŅ“ÕĒĶ ’ĶŌÕõÕĒĒŅŃŅ ŃÓ¶ĶĻÓ Ō¹“ÕĻÓÕ“, „“Ņ Õń¾ļ³“Ó“¹
Ķ±’¹“ÓĒĶķ ŅßÕ„ÓķĻĶ ßļŅĻŅŌ ßÓĻŅŌ ’Ķ õŌ¾§Ņ±ĒŅņ ĒÓ’ µÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ §ŅŅ°Ņ
±ŅŌ’ÓõÓ■“ ± Õń¾ļ³“Ó“ÓņĶ Ķ±’¹“ÓĒĶķ ’ļÓ±“ĶĒ„Ó“¹§ ŅßÓń÷ŅŌ ’Ķ ŅõĒŅŅ±ĒŅņ ĒÓ’ µÕĒĒŅņ
±Ņ±“Ņ ĒĶĶ. ęÓĻĶņ ŅßÓńŅņ, õÓĒĒ¹ņĶ Ķ±’¹“ÓĒĶ ņĶ ’ŅĻÓńÓĒŅ, „“Ņ õļ Ņ’ÕõÕļÕĒĶ
’Ņļń¾„Õ±“Ķ ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ņŅµĒŅ ’Ņļ³ńŅŌÓ“³± §ÓÓĻ“ÕĶ±“ĶĻÓņĶ ’Ņļń¾„Õ±“Ķ
±“ÓĒõÓ“Ē¹§ ŅßÓń÷ŅŌ. ═Ó Ņ±ĒŅŌÕ Ķ±’Ņļ³ńŅŌÓĒĶ ’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ Ņ’ÕõÕļÕĒ¹
±ļÕõ¾■∙ĶÕ ŌÕļĶ„ĶĒ¹ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6 ĒÓ ßÓńÕ
1000000 ’Ķ “Õņ’ÕÓ“¾Õ 20Ņč:
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σŌ.
õļĶ“. = 36
- 37Ā
ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀĀ õļ ±’ļÓŌÓ └╠Ń6 - ═
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σŌ.õļĶ“. ĀĀĀ=
29 ¢ 30Ā ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀ õļ ±’ļÓŌÓ └╠Ń6 - ╠
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀσ’Ņļ. 0,2ĀĀĀ =Ā 10 - 11Ā ĻŃ/ņņ2ĀĀĀ ĀĀĀĀĀĀĀõļ
±’ļÓŌÓ └╠Ń6 - ═ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ’Ņļ 0,2ĀĀĀĀ =ĀĀĀ
7-Ā 10ĀĀ
ĻŃ/ņņ2ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀõļ ±’ļÓŌÓ └╠Ń6 -╠
10.4Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1 ═Ó Ņ±ĒŅŌÕ Õń¾ļ³“Ó“ŅŌ
’ŅŌÕõÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ ĒÓ ’ļŅ±ĻĶ§ ±“ÓĒõÓ“Ē¹§ ŅßÓń÷Ó§ Ņ’ÕõÕļÕĒ¹ ’ÕõÕļ¹
õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6 ĒÓ ßÓÕ 100000 „Ó±ŅŌ ’Ķ ĻŅņĒÓ“ĒŅķ
“Õņ’ÕÓ“¾Õ.
2. ŽŅŌÕõÕĒĒ¹Õ ĶńņÕÕĒĶ
õÕ¶ŅņÓ÷ĶĶ ŅßÕ„ÓÕĻ ĒÓ“¾Ē¹§ ßļŅĻŅŌ ’Ķ õļĶ“Õļ³Ē¹§ ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶ §
’ŅĻÓńÓļĶ ±ļÕõ¾■∙ÕÕ:
- õļ Ņ’ÕõÕļÕĒĶ Ó±„Õ“Ē¹§
õÕ¶ŅņÓ÷Ķķ ĒÓ“¾Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ, Ō ’Ņ÷Õ±±Õ ’ŅÕĻ“Ē¹§ ÓßŅ“, ņŅµĒŅ ’Ņļ³ńŅŌÓ“³±
õÓĒĒ¹ņĶ, ’Ņļ¾„ÕĒĒ¹ņĶ ĒÓ ±“ÓĒõÓ“Ē¹§ ’ļŅ±ĻĶ§ ŅßÓń÷Ó§ ’Ķ ŅõĒŅŅ±ĒŅņ ĒÓ’ µÕĒĒŅņ
±Ņ±“Ņ ĒĶĶ,
- ĶńņÕÕĒĶ õÕ¶ŅņÓ÷Ķķ ’Ķ
Ķ±’¹“ÓĒĶ § ĒÓ ’Ņļń¾„Õ±“³ ĒÓ“¾Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ ņŅµĒŅ ’Ņļ³ńŅŌÓ“³± ’Ņ±“¹ņĶ
±Õõ±“ŌÓņĶ ĶńņÕÕĒĶ “Ķ’Ó “Ņ±Ó ± ļĶņßŅņ, ŅßÕ±’Õ„ĶŌÓ■∙ÕŃŅ ĒÕŅߧŅõĶņ¾■ “Ņ„ĒŅ±“³
ĶńņÕÕĒĶķ.
(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±.
10.2.1ą -10.3.3ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ
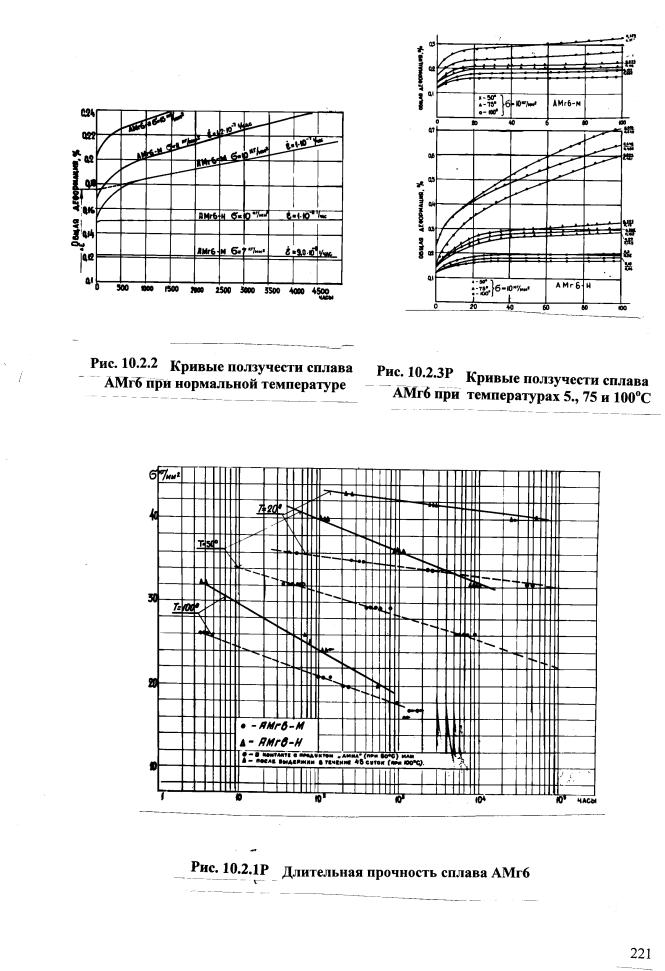
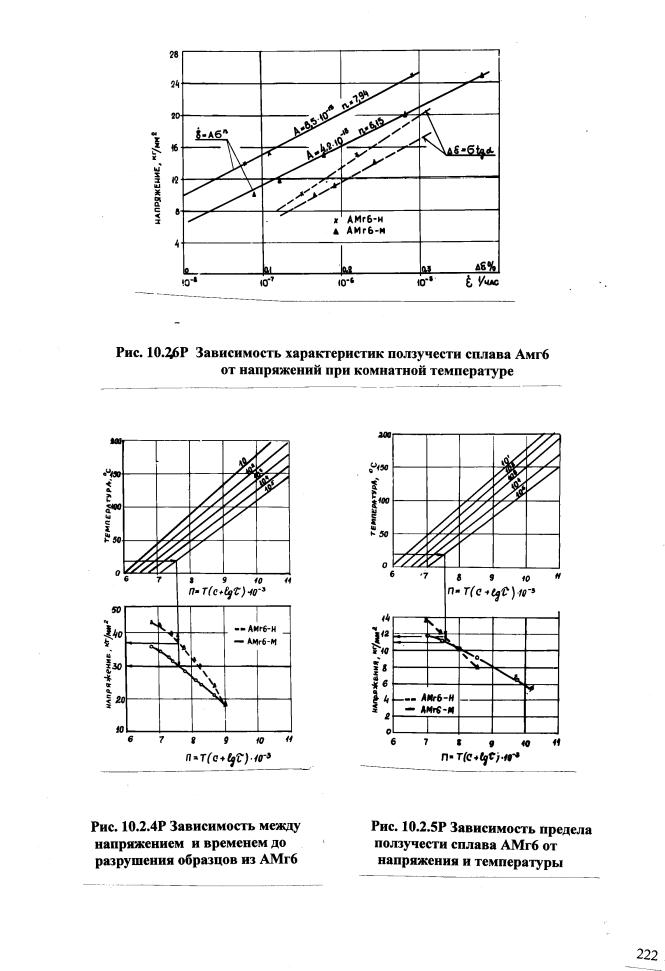
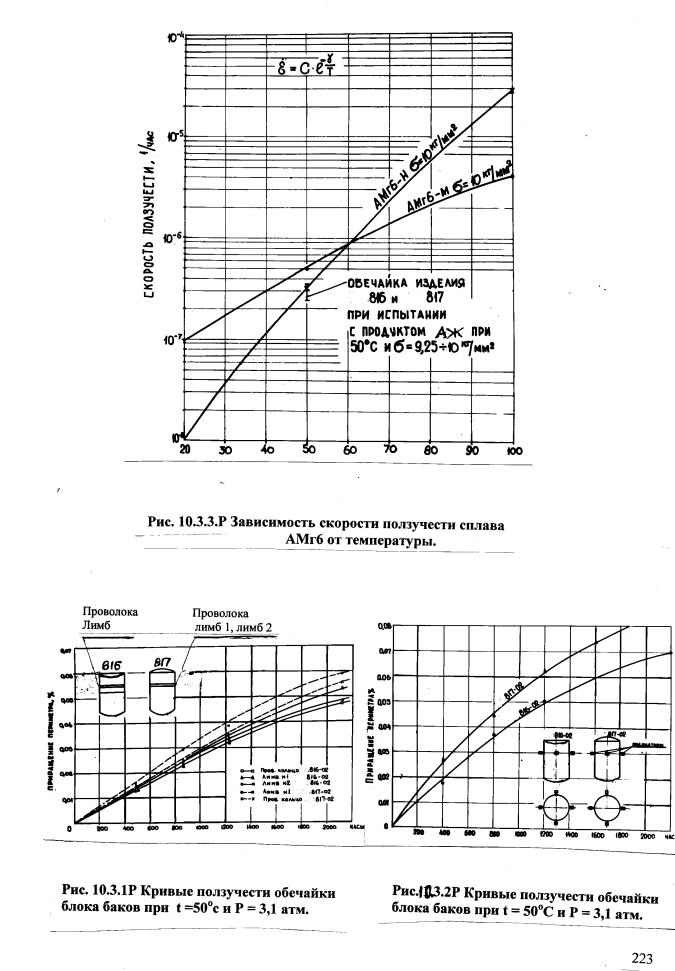
├ļÓŌÓ 11ĀĀĀ ├└Ū╬┬█╔Ā
č╬čę└┬Ā čą┼─█Ā ╩╬═ę┼╔═┼ą└
11.1Ā ŽŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ
ĻŅņ’ŅĒÕĒ“ŅŌ
Ā ╬’¹“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÕĻŅ“Ņ¹§ ĶńõÕļĶĶ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ±¾§Ķ§
Ņ“±ÕĻÓ§ ĶńõÕļĶ Ķ ŌŅ ŌĒ¾“ÕĒĒÕķ ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ ŌŅńņŅµĒŅ ’Ņ ŌļÕĒĶÕ ’ÓŅŌ
ĻŅņ’ŅĒÕĒ“ŅŌ ’Ņ “Õņ ĶļĶ ĶĒ¹ņ ’Ķ„ĶĒÓņ. ŽĶ ņÓ±±ŅŌŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ņ ŌļÕĒĶÕ “ÓĻĶ§
±ļ¾„ÓÕŌ ß¹ļŅ Ķ±±ļÕõŅŌÓĒŅ ±’Õ÷ĶÓļ³ĒŅ ±ŅńõÓĒĒŅķ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶÕķ, Ņ
Õń¾ļ³“Ó“Ó§ ÓßŅ“¹ ĻŅ“ŅŅķ ß¾õÕ“ ĶńļŅµÕĒÓ õÓļÕÕ.
ĀĀ ┬ ĒÓ„ÓļÕ ’ŅÕĻ“Ē¹§ ÓßŅ“ Ķ Ņ“ÓßŅ“ĻÕ ĶńõÕļĶķ ’Ņ“ÕßŅŌÓļŅ±³
Ķń¾„Ķ“³ ²“Ņ ŌļÕĒĶÕ. ŽĶ ²“Ņņ ±„Ķ“ÓļŅ±³, „“Ņ ’Ķ ’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ
“Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó, Ķ ’Ņ±ļÕ ¾±“ÓĒÕĒĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ, ĒÕŅߧŅõĶņŅ ß¾õÕ“ ¾õÓļ “³
ĒÓĻŅ’ĶŌ°ĶÕ± ’Ó¹ ’Ņõ¾Ļ“ŅŌ Ō ņÓ“ÕĶÓļÓ§ ĶńõÕļĶ Ķ ĻŅ“Ņ¹Õ ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ
ß¾õ¾“ õÕ±ŅßĶŅŌÓ“³± Ķń ĒĶ§.
ĀĀĀ ┬¹õÕļĶŌ°ĶÕ± ’Ó¹ ņŅµĒŅ, Ō ’ĶĒ÷Ķ’Õ, ¾õÓļ “³ ÓńļĶ„Ē¹ņĶ
±Õõ±“ŌÓņĶ. ┬ ĻÓ„Õ±“ŌÕ “ÓĻĶ§ ±Õõ±“Ō ņŅŃ¾“ Ķ±’Ņļ³ńŅŌÓ“³± Ā ±Õõ±“ŌÓ, ÓßŅ“Ó■∙ĶÕ ĒÓ ’ĶĒ÷Ķ’Ó§
±“Ó“Ķ„Õ±ĻŅŃŅ Ķ õĶĒÓņĶ„Õ±ĻŅŃŅ ’ŅŃļŅ∙ÕĒĶ . ┬ õÓĒĒŅķ ÓßŅ“Õ Ķń¾„Óļ± ±“Ó“Ķ„Õ±ĻĶķ
ņÕ“Ņõ, Ņ±ĒŅŌÓĒĒ¹ķ ĒÓ Ķ±’Ņļ³ńŅŌÓĒĶĶ Ō ĻÓ„Õ±“ŌÕ ’ŅŃļŅ“Ķ“ÕļÕķĀ ±’Õ÷ĶÓļ³Ē¹§ Óõ±ŅßÕĒ“ŅŌ, ÓńņÕ∙ÓÕņ¹§ Ō
Ņ„Ķ∙ÓÕņ¹ķ Ņß·Õņ.
ĀĀ ┬ ĻÓ„Õ±“ŌÕ Óõ±ŅßÕĒ“ŅŌ õļ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō
±ŅŃļÓ±ĒŅ ļĶ“ÕÓ“¾Ē¹§ õÓĒĒ¹§, ņŅµĒŅ Ķ±’Ņļ³ńŅŌÓ“³ ÓńļĶ„Ē¹Õ ¾ŃļĶ,
ŅßļÓõÓ■∙ĶÕĀ ßŅļ³°Ņķ ±“Ó“Ķ„Õ±ĻŅķ Ķ
õĶĒÓņĶ„Õ±ĻŅķ ÓĻ“ĶŌĒŅ±“³■. ═ÓĶßŅļÕÕ ÓĻ“ĶŌĒ¹ņ Ķń ĒĶ§ Ōļ Õ“± ¾ŃŅļ³ č╩ę
[151,152].
Ā ŽÓ¹ ═─╠├ Ņ“ĒŅ± “± Ļ ĻļÓ±±¾ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō. ŽĶ ņÓļ¹§
ĻŅĒ÷ÕĒ“Ó÷Ķ § ²“Ķ ’Ó¹ Ō ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó ŅĻĶ±ļ ■“± ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó.
╬ĻĶ±ļĶ“Õļ³ └ę Ōļ Õ“± ’Õõ±“ÓŌĶ“ÕļÕņ ĻļÓ±±Ó ĒÕŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō. ęÕ“ÓŅĻĶ±³
ÓńŅ“Ó ĶņÕÕ“ ßŅļ³°ŅÕ ±Ņõ±“ŌŅ Ļ ŌŅõÕ Ķ ļÕŃĻŅ Ō±“¾’ÓÕ“ Ō ÕÓĻ÷Ķ■ ± ŌļÓŃŅķ
ŌŅńõ¾§Ó. ╬ßÓń¾■∙Ó ± ’Ķ ²“Ņņ ŅĻĶ±³ ÓńŅ“Ó ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ļÕŃĻŅļÕ“¾„ÕÕ
ŌÕ∙Õ±“ŌŅ ± “Õņ’ÕÓ“¾Ņķ ĻĶ’ÕĒĶ ¢ 151,8Ņč.
ĀĀ └ĒÓļĶ“Ķ„Õ±ĻĶ ’ŅĻÓńÓĒŅ [153], „“Ņ ŌÕņ ŅĻĶ±ļÕĒĶ ŅĻĶ±Ķ ÓńŅ“Ó
ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó, ’Ķ ĻŅĒ÷ÕĒ“Ó÷Ķ § N╬ ßļĶńĻĶ§ Ļ 0,005 ņŃ/ļ,
±Ņ±“ÓŌļ Õ“ ŅĻŅļŅ 24 „Ó±ŅŌ Ķ ĒÕńĒÓ„Ķ“Õļ³ĒŅ ¾ŌÕļĶ„ĶŌÓÕ“± ’Ķ ’ŅŌ¹°ÕĒĶĶ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ. ŽŅ²“Ņņ¾, Ō ńÓņĻĒ¾“¹§ Ņß·ÕņÓ§ ’Ķ ĒÓ“ÕĻÓĒĶĶ └ę, ĒÕĶńßÕµĒŅ ß¾õÕ“
±ŅńõÓŌÓ“³± ĻŅĒ÷ÕĒ“Ó÷Ķ ŅĻĶ±Ķ ÓńŅ“Ó, ’Ņ’Ņ÷ĶŅĒÓļ³ĒÓ ĻŅļĶ„Õ±“Ō¾ Ō¹“ÕĻ°ÕŃŅ └ę.
╬ßÓń¾■∙Ó ± ŅĻĶ±³ ÓńŅ“Ó ’ļŅ§Ņ ’ŅŃļŅ∙ÓÕ“± Óõ±ŅßÕĒ“ÓņĶ Ō ±Ķļ¾ ÕÕ
ļÕŃĻŅļÕ“¾„Õ±“Ķ. └ĒÓļĶń ’Ņņ¹°ļÕĒĒ¹§ ±ŅßÕĒ“ŅŌ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓĶßŅļ³°¾■
±“Ó“Ķ„Õ±Ļ¾■ ÓĻ“ĶŌĒŅ±“³ ’Ņ ¾ĻÓńÓĒĒ¹ņ ŌÕ∙Õ±“ŌÓņ Ō ŅßļÓ±“Ķ ņÓļ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ
ņŅµĒŅ ŅµĶõÓ“³ ¾ ÓĻ“ĶŌĒ¹§ ¾ŃļÕķ č╩ę Ķ └├-3, ¾ ĻŅ“Ņ¹§ ĒÓĶßŅļ³°Ó ¾õÕļ³ĒÓ
’ŅŌÕ§ĒŅ±“³ Ķ ’ŅĶ±“Ņ±“³. ╬“±¾“±“ŌĶÕ Ļ ĒÓ„Óļ¾ õÓĒĒŅķ ÓßŅ“¹ Ņ’¹“Ē¹§ õÓĒĒ¹§ Ņß
ÓĻ“ĶŌĒŅ±“Ķ ¾ĻÓńÓĒĒ¹§ ¾ŃļÕķ ’Ņ ’ÓÓņ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓĀ ’ĶŌÕļŅ Ļ ĒÕŅߧŅõĶņŅ±“Ķ ’ŅŌÕõÕĒĶĶ
±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ Ķ±±ļÕõŅŌÓĒĶķ.
ĀĀĀ č“Ó“Ķ„Õ±ĻÓ ÓĻ“ĶŌĒŅ±“³ ’ŅŃļŅ∙ÕĒĶ ņÓļ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ ╩ąę
Ņ’ÕõÕļ Õ“± ÓĻ“ĶŌĒŅ±“³■ ’ĶņÕĒ Õņ¹§ ¾ŃļÕķ. ╚§ ĒÕŅߧŅõĶņŅÕ ĻŅļĶ„Õ±“ŌŅ
Ó±±„Ķ“¹ŌÓÕ“± Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ’ŅŃļŅ“Ķ“Õļ³ĒŅķ ±’Ņ±ŅßĒŅ±“Ķ ¾ŃļÕķ Ķ ĶņÕ■∙Õķ± ĻŅĒ÷ÕĒ“Ó÷Ķķ
’ÓŅŌ, Ņ’ÕõÕļ ÕņŅķ §ĶņĶ„Õ±ĻĶņ ĶļĶ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻĶņ ņÕ“ŅõŅņ. ŽĶņÕĒÕĒĶÕ
ĶńŌÕ±“ĒŅŃŅ ņÕ“ŅõÓ ŌÓĻ¾¾ņĒ¹§ ŌÕ±ŅŌ [151]Ā
Ō õÓĒĒŅņ ±ļ¾„ÓÕ ĒÕ÷ÕļÕ±ŅŅßÓńĒŅ, “.ĻĀ
±ŌŅķ±“ŌÓ Óõ±ŅßÕĒ“ŅŌ Ō Ō¹±ŅĻŅņ ŌÓĻ¾¾ņÕ ĒÕ ĶõÕĒ“Ķ„Ē¹ “ÓĻŅŌ¹ņ Ō ¾±ļŅŌĶ §
ÕÓļ³ĒŅķ ŌŅńõ¾°ĒŅķ ±Õõ¹.
Ā ĀčŅß÷ĶŅĒĒÓ ÕņĻŅ±“³ ¾ŃļÕķ
č╩ę Ķ └├-3 Ō ĒÓ±“Ņ ∙Õķ ÓßŅ“Õ Ņ’ÕõÕļ ļÓ±³ ±ļÕõ¾■∙Ķņ ŅßÓńŅņ. └õ±ŅßÕĒ“
’ŅņÕ∙Óļ± Ō ±“ÕĻļ ĒĒ¾■ ß¾“¹ļ³ Ō ±Õ“„Ó“¹§ ±“ÓĻÓĒ„ĶĻÓ§, ńÓ“Õņ Ō ß¾“¹ļ³ ŌŌŅõĶļŅ±³
õŅńĶŅŌÓĒĒŅÕ ĻŅļĶ„Õ±“ŌŅ ĻŅņ’ŅĒÕĒ“Ó, ’ÕĶŅõĶ„Õ±ĻĶ Ņ“ßĶÓļĶ±³ ’Ņß¹ ŌŅńõ¾§Ó Ķń ß¾“¹ļĶ
Ķ ÓĒÓļĶńĶŅŌÓļ± õŅ ¾±“ÓĒŅŌļÕĒĶ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ. ═ÕŅߧŅõĶņÓ
ŌļÓµĒŅ±“³ Ō ß¾“¹ļÕ ’ŅõõÕµĶŌÓļÓ±³ Ó±“ŌŅŅņ ±ŅļĶ.
ĀąÕń¾ļ³“Ó“¹ Ķ±±ļÕõŅŌÓĒĶķ ±“Ó“Ķ„Õ±ĻŅķ ÓĻ“ĶŌĒŅ±“Ķ ¾ŃļÕķ č╩ę Ķ └├-3 ’Ņ
’ÓÓņ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ķ 20ŅčĀĀ
Ķ ÓńļĶ„ĒŅķ ±“Õ’ÕĒĶ Ķ§ ÓĻ“ĶŌĒŅ±“Ķ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 11.1.1ę.
ŽŅļ¾„ÕĒĒ¹Õ ĶńŅ“Õņ¹ Óõ±Ņß÷ĶĶ ¾ŃļÕķ ’Ņ ’ÓÓņ ĻŅņ’ŅĒÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ
Ķ±¾ĒĻÓ§ ąĶ±. 11.1.1ą Ķ ąĶ±. 11.1.2ą.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 11.1.1ę
ĀĀĀĀĀĀ ╬“ĒŅ±Ķ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬ĻĶ±ļĶ“Õļ³Ā └ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├Ņ■„ÕÕ ═─╠├
![]()
![]()
![]() ĀĀĀĀĀĀ ŌļÓµĒ.ĀĀĀĀĀĀĀ
ąÓŌĒŅŌÕ±Ē.ĀĀ ┬ÕļĶ„ĶĒÓ
Óõ±Ņß÷ĶĶĀĀĀĀ ąÓŌĒŅŌÕ±Ē.Ā ┬ÕļĶ„ĶĒÓ Óõ±Ņß÷ĶĶ
ĀĀĀĀĀĀ ŌļÓµĒ.ĀĀĀĀĀĀĀ
ąÓŌĒŅŌÕ±Ē.ĀĀ ┬ÕļĶ„ĶĒÓ
Óõ±Ņß÷ĶĶĀĀĀĀ ąÓŌĒŅŌÕ±Ē.Ā ┬ÕļĶ„ĶĒÓ Óõ±Ņß÷ĶĶ
![]() ĀĀĀĀĀĀ ÓŅńõ¾§ÓĀĀĀĀĀĀ
ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ %
ĀĀĀĀĀĀ ÓŅńõ¾§ÓĀĀĀĀĀĀ
ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
%ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ %
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀ %ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀĀ č╩ęĀĀĀĀĀĀĀĀĀĀĀĀ └├-3ĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ļĀĀĀĀĀĀĀĀĀĀ
č╩ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └├-3
ĀĀĀĀĀĀĀĀĀ %ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀĀ č╩ęĀĀĀĀĀĀĀĀĀĀĀĀ └├-3ĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ļĀĀĀĀĀĀĀĀĀĀ
č╩ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └├-3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,005ĀĀĀĀĀĀĀĀ ĀĀĀĀĀ2,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,0ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001ĀĀĀĀĀĀĀĀĀĀĀ
4,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,7
ĀĀĀĀĀĀĀĀĀ 0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,5ĀĀĀĀĀĀĀĀĀĀĀĀ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ
7,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,6
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ6,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,7ĀĀĀĀĀĀĀĀĀĀĀĀ 0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
10,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 9,6ĀĀĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,9ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001ĀĀĀĀĀĀĀĀĀĀĀ 3,8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,2
ĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,02ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀ3,8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,5ĀĀĀĀĀĀĀĀĀĀĀĀ
0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,5ĀĀĀĀĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 9,3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8,5ĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,4ĀĀĀĀĀĀĀĀĀĀĀĀ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,8
ĀĀĀĀĀĀĀĀĀ 30ĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,9ĀĀĀĀĀĀĀĀĀĀĀĀ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ
4,8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,1ĀĀĀĀĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,0
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,1ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001ĀĀĀĀĀĀĀĀĀĀĀ 1,8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,5
ĀĀĀĀĀĀĀĀĀ 50ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,6ĀĀĀĀĀĀĀĀĀĀĀĀ
0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,3
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,4ĀĀĀĀĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,8ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,4ĀĀĀĀĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6,6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,8ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,9ĀĀĀĀĀĀĀĀĀĀĀĀ 0,0001ĀĀĀĀĀĀĀĀĀĀĀ 1,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,3
ĀĀĀĀĀĀĀĀĀ 66ĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,0ĀĀĀĀĀĀĀĀĀĀĀĀ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ
3,7ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,0
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀ0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
4,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4,3ĀĀĀĀĀĀĀĀĀĀĀĀ 0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
5,1ĀĀ
![]()
Ā ŽŅļ¾„ÕĒĒ¹Õ õÓĒĒ¹Õ ±ŌĶõÕ“Õļ³±“Ō¾■“, „“Ņ Ō ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó ’Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 30ŅčĀ
ļ¾„°ĶņĶ Óõ±Ņß÷ĶŅĒĒ¹ņ §ÓÓĻ“ÕĶ±“ĶĻÓņĶ ’Ņ ═─╠├ ŅßļÓõÓ■“ ¾ŃļĶ č╩ę,Ā ’Ņ ’Ķ„ĶĒÕĀ
ĒÓļĶ„Ķ ¾ ĒĶ§ ßŅļ³°ÕŃŅ ĻŅļĶ„Õ±“ŌÓ ņĶĻŅ’Ņ, ±Ķļ¾ „ÕŃŅ “Ķ ¾ŃļĶ ±ļÕõ¾Õ“
’ĶņÕĒ “³ õļ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ═─╠├. ┬ ±ÕõÕ ŌļÓµĒŅŃŅ ŌŅńõ¾§Ó ÓĻ“ĶŌĒŅ±“³ ¾ļÕķ
č╩ę ’Ņ ±ÓŌĒÕĒĶ■ ± └├-3 ±ĒĶµÓÕ“± . ▌“Ņ Ņß· ±Ē Õ“± ŃĶõŅ¶Ķļ³ĒŅ±“³■ ¾ŃļÕķ,
’ĶŌŅõ ∙Õķ Ļ „Ó±“Ķ„ĒŅņ¾ ńÓ’ŅļĒÕĒĶ■Ā
ņĶĻŅ’Ņ ŌŅõŅķ.
ĀĀĀ └ĒÓļĶń ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ŅßļÓ±“Ķ ņÓļ¹§
ĻŅĒ÷ÕĒ“Ó÷Ķķ ±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ¾ŃļÕķĀ
’Ņ ’ÓÓņ └ę ’Ņ„“Ķ Ō 2 ÓńÓ ņÕĒ³°Õ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ Ķ§ ’Ņ ’ÓÓņ ═─╠├ .
Ō±ļÕõ±“ŌĶÕ ńĒÓ„Ķ“Õļ³ĒŅķ ļÕ“¾„Õ±“Ķ ŅĻĶ±ļŅŌ ÓńŅ“Ó. ─ļ ’ŅŌ¹°ÕĒĶ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“Ķ Óõ±ŅßÓ“Ó ’Ņ ’ÓÓņ └ę, ÷ÕļÕ±ŅŅßÓńĒŅ Ķ±’Ņļ³ńŅŌÓ“³ §ÕņŅ±ŅßÕĒ“¹ ĒÓ
Ņ±ĒŅŌÕĀĀ ÓĻ“ĶŌĒ¹§ ¾ŃļÕķ ± õŅßÓŌĻÓņĶ
ŅĻĶ±ļĶ“Õļ³ĒŅŃŅ §ÓÓĻ“ÕÓ, ±’Ņ±ŅßĒ¹§ õŅŅĻĶ±ļ “³ NO õŅ N╬2.
ĀĀ ┬ ±Ō ńĶ ± ĶńļŅµÕĒĒ¹ņ, ĒÓ Ņ±ĒŅŌÕ ¾Ńļ └├-3, ĻÓĻ ŅßļÓõÓ■∙ÕŃŅ
ßŅļ³°Ķņ Ņß·ÕņŅņ ’ÕÕ§ŅõĒ¹§ ’Ņ, ß¹ļĶ ÓńÓßŅ“ÓĒ¹ Ķ Ķ±±ļÕõŅŌÓĒ¹ ļÓßŅÓ“ŅĒ¹Õ
ŅßÓń÷¹ §ÕņŅ±ŅßÕĒ“ŅŌ ± õŅßÓŌĻÓņĶ: ¾ŃļÕĻĶ±ļ¹§ ±ŅļÕķ ĻÓļĶ Ķ ĒÓ“Ķ , ŃĶõÓ“ŅŌ
ŅĻĶ±Ķ ĻÓļĶ Ķ ĒÓ“Ķ , ņÓŃÓĒ÷ŅŌĶ±“ŅŃŅ ĻÓļĶ . ąÕń¾ļ³“Ó“¹ Ķ±±ļÕõŅŌÓĒĶ ¾ĻÓńÓĒĒ¹§
§ÕņŅ±ŅßÕĒ“ŅŌĀ ’Ķ ÓŌĒŅŌÕ±Ē¹§
ĻŅĒ÷ÕĒ“Ó÷Ķ § 0,005 ņŃ/ļ õļ └ę Ķ 0,0001 ņŃ/ļ õļ ═─╠├, “Õņ’ÕÓ“¾Õ 20Ņč
Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 50% ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 11.1.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.1.2ęĀĀ
![]()
![]()
![]()
![]()
![]() Ā
Ā
ĀĀĀĀĀĀĀĀ ╩Ņņ’ŅĒÕĒ“.ĀĀĀ
ąÓŌĒŅŌÕ±Ē.ĀĀĀĀĀĀĀĀĀĀĀĀ čŅß÷ĶŅĒĒÓ
ÕņĻŅ±“³ └├-3ĀĀ + õŅßÓŌĻĶ,Ā ŌÕ±%ĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ÷ÕĒ“.ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩2č╬3ĀĀĀĀĀ NÓ2č╬3ĀĀĀ ╩╬═ĀĀĀĀ
NÓ╬═ĀĀĀ ╩╠nŅ╬4*ĀĀĀ ╩╠n╬4**
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3,0ĀĀĀĀĀĀĀĀĀ 2,8ĀĀĀĀĀĀĀĀĀ 3,5ĀĀĀĀĀĀĀĀĀ
3,2ĀĀĀĀĀĀĀĀĀĀ 4,0ĀĀĀĀĀĀĀĀĀĀ 3,5
ĀĀĀĀĀĀĀĀĀĀĀ ═─╠├ĀĀĀĀĀĀĀĀĀĀĀ
0,0001ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀĀĀĀĀ 0,5ĀĀĀĀĀĀĀĀĀ 0,7ĀĀĀĀĀĀĀĀĀ
0,6ĀĀĀĀĀĀĀĀĀĀ 0,5ĀĀĀĀĀĀĀĀĀĀ 0,7ĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀ * - ŅõĒŅĻÓ“ĒÓ ’Ņ’Ķ“ĻÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ** - õŌ¾ĻÓ“ĒÓ ’Ņ’Ķ“ĻÓ
ĀĀ └ĒÓļĶń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓßŅļ³°¾■ ±Ņß÷ĶŅĒĒ¾■
ÕņĻŅ±“³ ’ ’ÓÓņ └ę, ÓŌĒ¾■ 4 % ĶņÕÕ“ §ÕņŅ±ŅßÕĒ“ ĒÓ Ņ±ĒŅŌÕ ¾Ńļ └├-3,
’Ņ’Ķ“ÓĒĒ¹§ 8% ŌŅõĒ¹ņ Ó±“ŌŅŅņ ’ÕņÓĒŃÓĒÓ“Ó ĻÓļĶ ± ŅõĒŅĻÓ“ĒŅķ ’Ņ’Ķ“ĻŅķ. ─ÓĒĒ¹ķ
±ŅßÕĒ“ ß¹ļ ÕĻŅņÕĒõŅŌÓĒ õļ ’ĶņÕĒÕĒĶ Ā
Ō ±ļ¾„ÓÕ ŌŅńĒĶĻĒŅŌÕĒĶ ĒÕŅߧŅõĶņŅ±“Ķ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ō
ĶńõÕļĶ §. [154] č’Õ÷ĶÓļ³Ē¹Õ ļŅŌ¾°ĻĶ ± “ÓĻĶņ ±ŅßÕĒ“Ņņ ß¹ļĶ ÓńÓßŅ“ÓĒ¹,
Ķ±’¹“ÓĒ¹ Ķ ’ŅõŃŅ“ŅŌļÕĒ¹ Ļ ¾±“ÓĒŅŌĻÕ Ķ§ ĒÓ ĶńõÕļĶ §.Ā ═Ņ “ÓĻÓ ĒÕŅߧŅõĶņŅ±“³ ĒÕ ŌŅńĒĶĻļÓ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ņ „Õņ
ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
11.2Ā čŅß÷Ķ
’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ņ±ĒŅŌĒ¹ņĶ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹ņĶ ņÓ“ÕĶÓļÓņĶ
Ā ŽÓ¹ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ±¾§Ķ§
Ņ“±ÕĻÓ§ ĶńõÕļĶ ņŅŃ¾“ ±ŅßĶŅŌÓ“³± ĒÕ “Ņļ³ĻŅ ÓĻ“ĶŌĶŅŌÓĒĒ¹ņĶ ¾Ńļ ņĶ,
¾±“ÓĒÓŌļĶŌÓÕņ¹§ Ō ±’Õ÷ĶÓļ³Ē¹§Ā ļŅŌ¾°ĻÓ§
õļ ²“Ņķ ÷ÕļĶ. čŅß÷Ķ ß¾õÕ“ ’ŅĶ±§ŅõĶ“³ Ķ Ō±ÕņĶ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹ņĶ ņÓ“ÕĶÓļÓņĶ
õÓĒĒŅŃŅ Ņ“±ÕĻÓ. ┬ ±Ķļ¾ ²“ŅŃŅ, ńĒÓĒĶÕ ŌÕļĶ„ĶĒ õÓĒĒŅķ ±Ņß÷ĶĶ ß¾õÕ“ ĶņÕ“³
ńĒÓ„ÕĒĶÕ ’Ķ Ó±„Õ“Ó§ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ņ „Õņ ŃŅŌŅĶļŅ±³ ÓĒÕÕ, Ķ Õ∙Õ ßŅļ³°ÕÕ
ńĒÓ„ÕĒĶÕ ²“Ķ ńĒÓĒĶ ß¾õ¾“ ĒÕŅߧŅõĶņ¹ ’Ķ Ņ÷ÕĒĻÕ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ±Ķ±“Õņ¹
ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ńÓ’ÓŌļÕĒĒŅŃŅ ĶńõÕļĶ , Ņ „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ õÓļÕÕ.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ └ę Ķ ═─╠├ Ķ±±ļÕõŅŌÓĒĶ ’Ņ ±Ņß÷ĶĶ Ō’ÕŌ¹Õ ß¹ļĶ
Ō¹’ŅļĒÕĒ¹ ĒÓ Ņ±ĒŅŌĒ¹§ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļÓ§ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ÓĻÕ“Õ ėą-100
Ķ ŅßŅß∙ÕĒ¹ Ō ÓßŅ“Ó§ [155,156] ’Ņ Õń¾ļ³“Ó“Óņ ĻŅ“Ņ¹§ ŌÕõÕ“± ĶńļŅµÕĒĶÕ
ņÓ“ÕĶÓļÓ Ō õÓĒĒŅņ ÓńõÕļÕ.
ĀĀ ŽĶ Ō¹ßŅÕ ±Ņ±“ÓŌÓ ņÓ“ÕĶÓļŅŌ, ’ŅõļÕµÓ∙Ķ§ Ķ±±ļÕõŅŌÓĒĶ■,
¾„Ķ“¹ŌÓļŅ±³ Ņ“ĒŅ°ÕĒĶÕ ’ļŅ∙ÓõĶ ’ŅŌÕ§ĒŅ±“Ķ õÓĒĒŅŃŅ ņÓ“ÕĶÓļÓ Ļ Ņß·Õņ¾, ŃõÕ ŅĒ
Ó±’ŅļÓŃÓÕ“± . ─ļ Ķ±±ļÕõŅŌÓĒĶ ß¹ļĶ Ņ“ŅßÓĒ¹ “Õņ ņÓ“ÕĶÓļ¹ Ķ ’ŅĻ¹“Ķ , ĻŅ“Ņ¹Õ
ńÓĒĶņÓ■“ ĒÓĶßŅļ³°¾■ ’ŅŌÕ§ĒŅ±“³ Ķ ĶņÕ■“ ņÓĻ±ĶņÓļ³ĒŅÕ Ņ“ĒŅ°ÕĒĶÕ ’ļŅ∙ÓõĶ Ļ
Ņß·Õņ¾. ╚±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓļĶ±³ ŅßÓń÷¹ ’ “Ķ “Ķ’ŅŌ, ĒÓĶņÕĒŅŌÓĒĶÕ Ķ
§ÓÓĻ“ÕĶ±“ĶĻÓ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒÓ Ō “ÓßļĶ÷Õ 11.2.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.2.1ę
ĀĀ ęĶ’ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
čŅ±“ÓŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠Õ±“ŅĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀŽŅŌÕ§-±“³ĀĀĀĀ ╬“ĒŅ°-ÕĀĀĀĀĀ ŽĶņÕ„ÓĒĶÕĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶņÕĒÕĒĶ ĀĀĀĀĀĀĀĀĀĀ S ņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S/VĀ ņ2/ņ3
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀ ├¾Ē“
┬╦-02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬Ē¾“ÕĒĒ ĀĀĀĀĀĀĀĀĀĀĀ 300ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀ ┴Õļ¹ķ ÷ŌÕ“Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├¾Ē“ Ž├-3 (└╩-069)ĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ŅŌÕ§ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ(╦╩Ž)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ▌ņÓļ³ šč▌-12 ±ļŅ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ“ÕķĒÕÓ
![]() Ā
Ā
ĀĀĀĀĀĀ ŽĀĀĀĀĀĀĀ ├¾Ē“
┬╦-02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅŌÕ§ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀ 100ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,3ĀĀĀĀĀĀĀĀĀĀ ┴Õļ¹ķ ÷ŌÕ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├¾Ē“ Ž├-3└ (└╩-069)ĀĀĀĀĀĀĀĀĀĀĀ ĶńõÕļĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
(╦╩Ž)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ▌ņÓļ³ └č-2čŽ(ą)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2 ±ļŅ (└č-599)ĀĀĀ
![]()
ĀĀĀĀĀ žĀĀĀĀĀĀĀ ├¾Ē“ į╦ ¢
086 ± 2%Ā AlĀĀĀĀĀĀ ┬Ē¾“. ’ŅŌ-“³ĀĀĀĀĀĀĀĀĀĀ
85ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ10ĀĀĀĀĀĀĀĀĀĀ ŪÕļÕĒ¹ķ ÷ŌÕ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’¾õ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ±ÕĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (╦╩Ž)
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀ 1ėĀĀĀĀĀĀ ├¾Ē“-┬╦-02,
°’Ó“ļÕŌĻÓĀĀĀĀĀ ═Ó¾µĒÓ ’ŅŌ-“³ĀĀĀĀĀ 15ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,3ĀĀĀĀĀĀĀĀĀ
┴Õļ¹ķ ÷ŌÕ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ž-4-12, ┬58/2, ▌ņÓļ³ĀĀĀĀĀĀĀĀ Ņß“ÕĻÓ“ÕļÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (╦╩Ž)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ▌Ž-255, ├¾Ē“ └├-3└,ĀĀĀĀĀĀĀĀĀ Žą─, ŃÓŃŅ“¹
ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ▌ņÓļ³
└č-2čŽ(ą) 2 ±ļŅ ,
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (└č -82) , ╦ÓĻ └č-82
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ (└č -82) , ╦ÓĻ └č-82
ĀĀĀĀĀĀ ėĀĀĀĀĀĀĀ Ž Ó Ļ Õ “:
ęĻÓĒ³ ═ę-7 1 ±ļ.ĀĀĀĀ ęÕ’ļŅńÓ∙Ķ“Ē¹ÕĀĀĀĀĀĀĀĀ 30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 12ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŲÕļ“. ÷ŌÕ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č“ÕĻļ. “Ļ. ęč-8/3-250 1 ±ļ.,ĀĀĀĀĀĀĀĀ ²ĻÓĒ¹Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ(ęŪŽ)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č“ÕĻļ. “Ļ. ęčŽ 6 ±ļŅÕŌ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĻÓĒ³═ę-7 1 ±ļ
![]()
Ā ╬ßÓń÷¹ ╦╩Ž Ķ ęŪŽ ĶńŃŅ“ÓŌļĶŌÓļĶ±³ ’Ņ °“Ó“ĒŅķ “Õ§ĒŅļŅŃĶĶ ÓńņÕÓņĶ
130§40 ņņ, ’ŅŌÕ§ĒŅ±“³ ĻŅ“Ņ¹§ ĒÕ ’ŅõŌÕŃÓļÓ±³ ĒĶĻÓĻŅķ õŅ’ŅļĒĶ“Õļ³ĒŅķ
ŅßÓßŅ“ĻÕ. ╚±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ ±Ņß÷ĶĶ ’ÓŅŌ └ę Ķ ═─╠├ ŅßÓń÷ÓņĶ ņÓ“ÕĶÓļŅŌ
’ŅŌŅõĶļŅ±³ ’Ņ ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒŅķ ņÕ“ŅõĶĻÕĀ Ō ±ŅńõÓĒĒ¹§ ¾±“ÓĒŅŌĻÓ§, ’ŅĻÓńÓĒĒ¹§Ā ĒÓ ąĶ±. 11.2.1ą Ķ ąĶ±.11.2.2ąĀ
± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ßÓ„ĻŅŌ, ÓĒÓļŅŃĶ„ĒŅĀ
’ŅĻÓńÓĒĒ¹ņ ĒÓ ąĶ±. 7.4.4ą., Ō ĻŅ“Ņ¹§ ŅßÕ±’Õ„ĶŌÓļÓ±³ õŅńĶŅŌÓĒĒÓ ’ŅõÓ„Ó
└ę Ķ ═─╠├.
Ā čŅŃļÓ±ĒŅ ÓńÓßŅ“ÓĒĒŅķ ņÕ“ŅõĶĻÕ Ō ĻÓ±±Õ“¾ ßÓ„ĻÓ, ĶńŃŅ“ŅŌļÕĒĒŅķ Ķń
└╠Ń6 , ’ŅņÕ∙ÓļĶ±³ ŅßÓń÷¹ ŅõĒŅŃŅ Ķń “Ķ’ŅŌ Ķ±’¹“¹ŌÓÕņŅŃŅ ņÓ“ÕĶÓļÓ Ō ĻŅļĶ„Õ±“ŌÕ
10-24 °“¾Ļ ╬õĒŅŌÕņÕĒĒŅ ’ŅŌŅõĶļ± ½§ŅļŅ±“Ņķ Ņ’¹“╗ ßÕń ŅßÓń÷ŅŌ, Õń¾ļ³“Ó“¹
ĻŅ“ŅŅŃŅ Ķ±’Ņļ³ńŅŌÓļĶ±³ ńÓ“Õņ ’Ķ Ņ÷ÕĒĻÕ Ķ±“ĶĒĒŅķ ŌÕļĶ„ĶĒ¹ ±Ņß÷ĶĶ ’ŅĻ¹“Ķ ņĶ.
ĀĀ ŽŅ±ļÕ ’ŅŌÕĻĶ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ ±Ķ±“Õņ¹, ’ŅĻÓńÓĒĒŅķ ĒÓ ąĶ±.
11.2.1ąĀ Ō ĻŅļß¾ 1 ŌŌŅõĶ“± ±“ÕĻļ ĒĒÓ
Óņ’¾ļÓ ± ĒÓŌÕ±ĻŅķ ĻŅņ’ŅĒÕĒ“ŅŌ. ╩Ņļß¹ 1 Ķ 5 “ ßÓ„ÕĻ 3 ńÓ’ŅļĒ ļĶ±³ ±¾§Ķņ ŌŅńõ¾§Ņņ
’¾“Õņ “Õ§ĻÓ“ĒŅķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅķ ńÓņÕĒŅķ Ó“ņŅ±¶ÕĒŅŃŅ ŌŅńõ¾§Ó ±¾§Ķņ ŌŅńõ¾§Ņņ,
’Ņ°Õõ°Ķņ ’ÕõŌÓĶ“Õļ³Ē¾■ Ņ±¾°Ļ¾ Ō ĻŅļŅĒĻÕ 2, ńÓ’ŅļĒÕĒĒŅķ ±ĶļĶĻÓŃÕļÕņ ĶļĶ
’ “ĶŅĻĶ±Ķ ¶Ņ±¶ŅÓ. č ÷Õļ³■ ßŅļÕÕ ß¹±“ŅŃŅ Ķ±’ÓÕĒĶ ĒÓŌÕ±ĻĶ ĻŅņ’ŅĒÕĒ“ŅŌ,Ā Ō ĻŅļßÕ 1 ±ŅńõÓÕ“± Óń µÕĒĶÕ ’Ņ õĻÓ 5 ņņ.
“. ±“. ĻŅļßÓ ’ÕÕĻ¹ŌÓÕ“± ĻÓĒŅņ Ķ Óņ’¾ļÓ ± ĒÓŌÕ±ĻŅķ ÓńßĶŌÓ■“±
Ō±“ §ĶŌÓĒĶÕņ, ’Ņ±ļÕ „ÕŃŅ ĻŅļßÓ ńÓ’ŅļĒ Õ“± ±¾§Ķņ ŌŅńõ¾§Ņņ õŅ Ó“ņŅ±¶ÕĒŅŃŅ
õÓŌļÕĒĶ . ŪÓ“Õņ Ō ßÓĻÕ ±ŅńõÓÕ“± Óń µÕĒĶÕ 5 ņņ.“.±“. Ķ Ķń ĻŅļß¹ 1 ŌŌŅõ “±
’Ó¹ ĻŅņ’ŅĒÕĒ“ŅŌ õļ ŅßÓńŅŌÓĒĶ ĒÕŅߧŅõĶņŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ. ═Õ’Ņ±Õõ±“ŌÕĒĒŅ
’Ņ±ļÕ ²“ŅŃŅ Ņ’ÕõÕļ Õ“± ĒÓ„Óļ³ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ŌŌÕõÕĒĒ¹§ ’ÓŅŌ. ╬“ßŅ ’Ņß õļ
Ņ’ÕõÕļÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ Ņ±¾∙Õ±“Ōļ Õ“± ’Ņ±Õõ±“ŌŅņ ĻŅļß¹ 4 , ńÓ’ŅļĒÕĒĒŅķ
10 ņļ. ’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ. ─ļ ═─╠├ Ķ±’Ņļ³ńŅŌÓļ± 5% Ó±“ŌŅ ¾Ļ±¾±ĒŅķ
ĻĶ±ļŅ“¹, Ó õļ └ę Ó±“ŌŅ ╩╬═. ┬ ĻŅļßÕ 4 ±ŅńõÓÕ“± Ņ’ÕõÕļÕĒĒ¹ķ ŌÓĻ¾¾ņ Ķ Ķń
ßÓ„ĻÓ 3 Ņ“ßĶÓÕ“± ŃÓńŅŌÓ ’ŅßÓ. ąÓńĒŅ±“³ õÓŌļÕĒĶķ ¶ĶĻ±Ķ¾Õ“± ’Ņ “¾“ĒŅņ ņÓĒŅņÕ“¾
.
ĀĀ ─ļ ’ŅļĒŅŃŅ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ╩ąęĀ ’ŅŃļŅ“Ķ“Õļ³Ē¹ņ Ó±“ŌŅŅņ ’Ņ±ļÕ Ņ“ßŅÓ ’Ņß¹, ĻŅļßÓ 4 ńÓ’ŅļĒ Õ“±
±¾§Ķņ ŌŅńõ¾§Ņņ Ķ Ō±“ §ĶŌÓÕ“± Ō “Õ„ÕĒĶÕ 3-5 ņĶĒ¾“. ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ╩ąęĀ Ō Ó±“ŌŅÕ Ņ’ÕõÕļ Õ“± ĻŅļŅĶņÕ“Ķ„Õ±ĻĶņ
±’Ņ±ŅßŅņ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ¶Ņ±¶ŅĒŅ-ņŅļĶßõÕĒŅŌŅķ ĻĶ±ļŅ“¹ õļ ═─╠├ Ķ ÕÓĻ“ĶŌÓ
├Ķ±±Ó¢╚ļļŅ±ŌÓ õļ └ę. ąÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ Ō ßÓ„ĻÓ§ ¾±“ÓĒÓŌļĶŌÓļÓ±³ „ÕÕń
2-7 ±¾“ŅĻ õļ ÓńļĶ„Ē¹§ ņÓ“ÕĶÓļŅŌ. ŽŅ±ļÕ ²“ŅŃŅ Ō ßÓ„ÕĻ 3 Ķń ĻŅļß¹ 1 ŌŌŅõĶ“±
Ņ„ÕÕõĒÓ ’Ņ÷Ķ ’Ņõ¾Ļ“Ó õļ ±ŅńõÓĒĶ ±ļÕõ¾■∙Õķ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ.
Ā čŅńõÓĒĶÕ Ō ßÓ„ĻÕ 3 ĒÕßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ņ±¾∙Õ±“Ōļ Õ“± Ā ± ’ŅņŅ∙³■ ’ŅņÕµ¾“Ņ„ĒŅķ ĻŅļß¹ 5, Ō ĻŅ“Ņ¾■
Ķń ĻŅļß¹ 1 Ņ“ßĶÓÕ“± Ņ’ÕõÕļÕĒĒŅÕ ĻŅļĶ„Õ±“ŌŅ ╩ąęĀ ± ’Ņ±ļÕõ¾■∙Ķņ ’ÕÕ’¾±ĻÓĒĶÕņĀ
Ķ§ Ō ßÓ„ÕĻ 3. ─ļ ńÓņÕÓĀ ņÓļ¹§
ĻŅĒ÷ÕĒ“Ó÷Ķķ,Ā Ņ“ßŅ ’Ņß ĒÓ ÓĒÓļĶń
’ŅŌŅõĶļ± ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ±§Õņ¹, ’ĶŌÕõÕĒĒŅķ ĒÓ ąĶ±. 11.2.2ą. č ²“Ņķ ÷Õļ³■ Ō
±“ÕĻļ ĒĒŅķ ß¾“¹ļÕ 3 ±ŅńõÓÕ“± ŌÓĻ¾¾ņ, ŌÕļĶ„ĶĒÓ ĻŅ“ŅŅŃŅ Ņ’ÕõÕļ Õ“± ’Ņ
ņÓĒŅņÕ“¾ 4. ŪÓ ±„Õ“ ŅßÓńŅŌÓŌ°ÕŃŅ± ŌÓĻ¾¾ņÓĀ
ŃÓńŅŌÓ ’ŅßÓ Ķń ßÓ„ĻÓ 1 ’Ņ±Ó±¹ŌÓÕ“± „ÕÕń ±Ļļ ĒĻĶ ─ÕĻ±Õļ 2 ± 5 ņļ.
’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ Ō ĻÓµõŅķ. ŽŅõŅļµĶ“Õļ³ĒŅ±“³ Ņ“ßŅÓ ’Ņß¹ ±Ņ±“ÓŌļ Õ“
ŅĻŅļŅ 1 ņĶĒ¾“¹. ŪÓ“Õņ ’Ņ ņÓĒŅņÕ“¾ 4 Ņ“ņÕ„ÓÕ“± ¾±“ÓĒŅŌĶŌ°ÕÕ± õÓŌļÕĒĶÕ Ō
ß¾“¹ļÕ 3. ╩ŅĒ÷ÕĒ“Ó÷Ķ ╩ąę Ō ’ŅŃļŅ“Ķ“Õļ³ĒŅņ Ó±“ŌŅÕ Ņ’ÕõÕļ Õ“± ĻŅļŅĶņÕ“Ķ„Õ±ĻĶņ
ņÕ“ŅõŅņ. ŪÓ“Õņ Ō ßÓ„ÕĻ 1, ńÓ ±„Õ“ ŅßÓńŅŌÓŌ°ÕŃŅ± Óń µÕĒĶ ’Ķ Ņ“ßŅÕ ’Ņß,
ŌŌŅõĶ“± Ņ„ÕÕõĒÓ ’Ņ÷Ķ ╩ąę. ╚±’¹“ÓĒĶ ’ŅõŅļµÓ■“± õŅ ¾±“ÓĒŅŌļÕĒĶ
ÓŌĒŅŌÕ±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ō ±ļÕõ¾Õņ¹§ õĶÓ’ÓńŅĒÓ§.
Ā ╚±“ĶĒĒŅÕ ĻŅļĶ„Õ±“ŌŅ ąę ±ŅßĶŅŌÓŌ°ÕŃŅ± ’ŅŌÕ§ĒŅ±“³■ ŅßÓń÷ŅŌ ļ
ĻÓµõŅķ Ķń ÓŌĒŅŌÕ±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ņ’ÕõÕļ Õ“± ’Ņ Ō¹ÓµÕĒĶ■:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Gc = ( Co ¢ C p) V ¢ anp Ā- Gk ĀĀĀĀĀĀĀĀĀĀĀĀģģģģģģģ..(11.2.1ę)
ŃõÕ:Ā Ó’ ¢ ĻŅļĶ„Õ±“ŌŅ ╩ąę,
Ņ“ŅßÓĒĒŅÕ ĒÓ ÓĒÓļĶń
ĀĀĀĀĀĀĀĀ G±Ā - ĻŅļĶ„Õ±“ŌŅĀ ņŃ ╩ąę,
±ŅßĶŅŌÓĒĒŅÕ ŅßÓń÷ÓņĶ ’Ķ õÓĒĒŅķ ÓŌĒŅŌÕ±ĒŅķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ÷ÕĒ“Ó÷ĶĶ,Ā
ĀĀĀĀĀĀĀĀ čŅ -Ā
ĒÓ„Óļ³ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ╩ąę Ō ßÓ„ĻÕ 3 ’Ņ±ļÕ ŌŌŅõÓ Ņ„ÕÕõĒŅķ ’Ņ÷ĶĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ąę, ņŃ/ļ
ĀĀĀĀĀĀĀ č ¢ ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ╩ąę Ō ßÓ„ĻÕ
3 ’Ņ±ļÕ 2-7 ±¾“Ņ„ĒŅķ Ō¹õÕµĻĶ, ņŃ/ļ,
ĀĀĀĀĀĀĀ GĻ ¢ ĻŅļĶ„Õ±“ŌŅ ╩ąę,Ā
±ŅßĶŅŌÓĒĒŅÕ ŌĒ¾“ÕĒĒÕķ ’ŅŌÕ§ĒŅ±“³■ Ķ ĻÓ±±Õ“Ņķ ĻŅĒ“Ņļ³ĒŅŃŅ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßÓ„ĻÓ ßÕń ŅßÓń÷ŅŌ ’Ķ õÓĒĒŅķ ÓŌĒŅŌÕ±ĒŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ņŃ.
Ā ąÕń¾ļ³“Ó“¹ ’ŅŌÕõÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ’Ņ ±Ņß÷ĶĶ, Ō ŌĶõÕ ĶńŅ“Õņ
Óõ±Ņß÷ĶĶ Ō ŌŅńõ¾§Õ Ķ Ō ±¾§Ņņ ÓńŅ“Õ, ’Õõ±“ÓŌļÕĒ¹ ĒÓ Ķ±¾ĒĻÓ§ ąĶ±. 11.2.3ą-
11.2.7ą,Ā Ķń ĻŅ“Ņ¹§ ŌĶõĒŅ, „“Ņ Ō±Õ “Ķ’¹
╦╩Ž Ķ ęŪŽ Óõ±ŅßĶ¾■“ ńĒÓ„Ķ“Õļ³ĒŅÕ ĻŅļĶ„Õ±“ŌŅ ╩ąę. ═Ó Ķ±¾ĒĻÓ§Ā ½└╗ ¢ ŌÕļĶ„ĶĒÓ ±Ņß÷ĶĶ ’ÓŅŌ ╩ąę Ō ņŃ/ņ2,
č ¢ ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ , ņŃ/ļ.
ĀĀ čŅß÷ĶŅĒĒÓ ÕņĻŅ±“³ ±¾∙Õ±“ŌÕĒĒŅ ńÓŌĶ±Ķ“ Ņ“ ±Ņ±“ÓŌÓ ņÓ“ÕĶÓļŅŌ,
„“Ņ ±Ō ńÓĒŅ ± Ķ§ ¶ĶńĶĻŅ ¢ §ĶņĶ„Õ±ĻĶņĶ ±ŌŅķ±“ŌÓņĶ. ŽĶ ²“Ņņ, Ņ“ļĶ„ĶÕ Ō ŌÕļĶ„ĶĒÕ
±Ņß÷ĶĶ ÓńļĶ„Ē¹ņĶ ņÓ“ÕĶÓļÓņĶ õŅ±“ĶŃÓÕ“ õŌ¾§-“Õ§ ’Ņ õĻŅŌ Ō ’ÕõÕļÓ§ ±ļÕõŅŌÓĒĒ¹§
ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ ╩ąę.Ā ŽĶ„Õņ
ĒÓĶßŅļ³°Ó ÓńĒĶ÷Ó õŅ±“ĶŃÓÕ“± Ō ŅßļÓ±“Ķ ņÓļ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ¢ ņÕĒ³°Õ 0,01 ņŃ/ļ
ĀĀ ŽŅ÷Õ±± ±Ņß÷ĶĶ ═─╠├ ĒÕņÕ“ÓļļĶ„Õ±ĻĶņĶ ņÓ“ÕĶÓļÓņĶ Ō ±ÕõÕ ±¾§ŅŃŅ
ÓńŅ“Ó ĶņÕÕ“ ĒÕĻŅ“Ņ¹Õ Ņ“ļĶ„Ķ ’Ņ ±ÓŌĒÕĒĶ■ ± ±Ņß÷ĶÕķ Ō ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó,
„“Ņ ŌĶõĒŅ Ķń ąĶ±. 11.2.6ą. ŽĶ ±Ņß÷ĶĶ ’ÓŅŌ ═─╠├ Ō ÓńŅ“Õ ĶńŅ“Õņ¹ Óõ±Ņß÷ĶĶ
ŌÕ§ ņÓ“ÕĶÓļŅŌ ļÕµÓ“ ßļĶńĻŅ õ¾Ń Ļ õ¾Ń¾, Ō “Ņ ŌÕņ , ĻÓĻĀ ’Ķ ±Ņß÷ĶĶ Ō ±¾§Ņņ ŌŅńõ¾§Õ, „“Ņ ŌĶõĒŅ Ķń
ąĶ±. 11.2.5ą, ±¾∙Õ±“ŌÕĒĒŅ Ó±§Ņõ “± . ėņÕĒ³°ÕĒĶÕ ±Ņß÷ĶĶĀ ═─╠├ Ō ±¾§Ņņ ŌŅńõ¾§Õ ŌÕŅ “ĒŅ ±Ō ńÓĒŅ ±
ŅĻĶ±ļÕĒĶÕņ ═─╠├ ĻĶ±ļŅŅõŅņ ŌŅńõ¾§Ó. ═ÕńĒÓ„Ķ“Õļ³ĒŅÕ ¾ŌÕļĶ„ÕĒĶÕ õļ ĒÕĻŅ“Ņ¹§
’ŅĻ¹“Ķķ, Ņ„ÕŌĶõĒŅ, ±Ō ńÓĒŅ ± Ņ“ĻļŅĒÕĒĶ ņĶ ’Ņ Õ÷Õ’“¾Õ Ķ “Õ§ĒŅļŅŃĶĶ ĒÓĒÕ±ÕĒĶ ,
ĻŅ“Ņ¹Õ ĶņÕ■“ ņÕ±“Ņ. ╚±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ, „“Ņ ±Ņß÷Ķ ’ÓŅŌ └ę Ķ±±ļÕõŅŌÓĒĒ¹§
ņÓ“ÕĶÓļŅŌ, ’Ķ Ō±Õ§ ’Ņ„Ķ§ ÓŌĒ¹§ ¾±ļŅŌĶ §,Ā
ĒÓ 1,5 ¢ 2 ’Ņ õĻÓ Ō¹°Õ, „Õņ ¾Ā
═─╠├.
Ā ═Õ±ņŅ“ ĒÓ õļĶ“Õļ³Ē¹ķ ²Ļ±’ÕĶņÕĒ“ Ķ ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌÓ ╩ąę,
ŌŌŅõĶņ¹§ Ō ĻŅĒÕ„ĒŅņ Ķ“ŅŃÕ ŌŅ ŌńÓĶņŅõÕķ±“ŌĶÕ ± ŅßÓń÷ÓņĶ, ĒĶ Ō ŅõĒŅņ ±ļ¾„ÓÕ
õŅßĶ“³± ’ŅļĒŅŃŅ ĒÓ±¹∙ÕĒĶ ņÓ“ÕĶÓļÓņĶ ĶļĶ, §Ņ“ ß¹, ’ĶßļĶńĶ“³± Ļ ĒÕņ¾ ĒÕ
¾õÓļŅ±³. ┬ ÓĒÓļŅŃĶ„ĒŅķ ÓßŅ“Õ [157]Ā
Ņ“ņÕ„ÓÕ“± , „“Ņ ±Ņß÷ĶŅĒĒŅÕ ÓŌĒŅŌÕ±ĶÕ ĒÓ±“¾’ÓÕ“ „ÕÕń 2-7 ±¾“ŅĻ.
ŽŅ²“Ņņ¾ Ō “Ņķ ÓßŅ“Õ ’ĶĒĶņÓļŅ±³ ŌÕņ ÓŌĒŅÕ 2-ņ ±¾“ĻÓņ õŅ õŅ±“ĶµÕĒĶ
±Ņß÷ĶŅĒĒŅŃŅ ĻŌÓńĶÓŌĒŅŌÕ±Ķ .
ĀĀ ┬ õÓļ³ĒÕķ°Ķ§ Ķ±±ļÕõŅŌÓĒĶ §[158] ß¹ļŅ Ņ“ņÕ„ÕĒŅ, „“Ņ ņÕõļÕĒĒŅÕ
¾ņÕĒ³°ÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’Ņ±ļÕ ĒÓ±“¾’ļÕĒĶ ĻŌÓńĶÓŌĒŅŌÕ±ĒŅŃŅ ±Ņ±“Ņ ĒĶ
’ŅõŅļµÓÕ“± Õ∙Õ õŅļŃŅ ĶĀ ±’¾±“ ßŅļÕÕ
ņÕ± ÷Ó Ō±Õ Õ∙Õ ’ŅõŅļµÓļŅ±³. ╬õĒÓĻŅ ¾ņÕĒ³°ÕĒĶÕ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ķ
±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ ńÓ ²“Ņ“ ’ÕĶŅõĀ
ŌÕ±³ņÓ ĒÕńĒÓ„Ķ“Õļ³ĒŅĀ Ķ
±Ņ±“ÓŌļ Õ“ ĒÕ ßŅļÕÕ 1-1,5 %, Ō ±Ķļ¾ „ÕŃŅ Ō Ó±„Õ“Ó§ ’ĶĒĶņÓļŅ±³ ŌÕņ
¾±“ÓĒŅŌļÕĒĶ ÓŌĒŅŌÕ±ĒŅŃŅ ±Ņ±“Ņ ĒĶ ÓŌĒŅÕ 7 ±¾“ŅĻ.
ĀĀ ╠Ó“ÕņÓ“Ķ„Õ±ĻÓ Ķ ŃÓ¶Ķ„Õ±ĻÓ ŅßÓßŅ“ĻÓ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§
’ŅĻÓńÓļÓ, „“Ņ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ “Ņ„ĻĶ õŅ±“Ó“Ņ„ĒŅ §ŅŅ°Ņ ļŅµÓ“± ĒÓ ’ ņ¾■ Ō
ĻŅŅõĶĒÓ“Ó§ ℓgℓg└-ℓgℓgč,
ĻŅ“ŅÓ ’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±.11.2.7. ─ÓĒĒÓ ’ ņÓ , Ō ’Õõ±“ÓŌļÕĒĒ¹§
ĻŅŅõĶĒÓ“Ó§, Ōļ Õ“± ’ŅĶńŌŅõĒŅķĀ
¾ÓŌĒÕĒĶ įÕķõļĶ§Ó:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ└ = Ó čnĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģ.(11.2.į)
ŃõÕ:ĀĀ └ ¢ ŌÕļĶ„ĶĒÓ ±Ņß÷ĶĶ,
ĀĀĀĀĀĀĀĀĀ č ¢ ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ
ĀĀĀĀĀĀĀĀĀĀ Ó, n ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“¹, §ÓÓĻ“ÕĒ¹Õ õļ õÓĒĒŅŃŅ ’Ņ÷Õ±±Ó ±Ņß÷ĶĶ Ō Ņ’ÕõÕļÕĒĒ¹§
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ’ÕõÕļÓ§.
ĀĀ ▌“Ņ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ĶńŅ“Õņ¹ Óõ±Ņß÷ĶĶ ’ÓŅŌ
╩ąę ĒÓ Ķ±±ļÕõŅŌÓĒĒ¹§ ņÓ“ÕĶÓļÓ§ ÓõÕĻŌÓ“Ē¹ ņŅõĶ¶Ķ÷ĶŅŌÓĒĒŅņ¾ ¾ÓŌĒÕĒĶ■
įÕķõļĶ§Ó:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓg └ = Ó1( ℓg č)’1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀģģģģĀ 911.2.3į)
ŃõÕĀ Ó1 Ķ n1 ¢ĻŅĒ±“ÓĒ“¹.
Ā ╬õĒÓĻŅ ’ĶņÕĒÕĒĶÕ õŌŅķĒŅŃŅ ļŅŃÓĶ¶ņĶŅŌÓĒĶ ¾±ļŅµĒ Õ“ Ó±„Õ“.
─ļ Ā ’ÓĻ“Ķ„Õ±ĻĶ§ ÷ÕļÕķ Ō’ŅļĒÕ õŅ’¾±“ĶņŅ
Ņß¹„ĒŅŃŅ ¾ÓŌĒÕĒĶ įÕķļĶ§Ó, §Ņ“ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ “Ņ„ĻĶ Ķ ĒÕ õÓ■“ ±“ŅŃŅķ
’ ņŅķ Ō ļŅŃÓĶ¶ņĶ„Õ±ĻĶ§ ĻŅŅõĶĒÓ“Ó§.
ĀĀĀ čÕõĒ ĻŌÓõÓ“Ķ„ĒÓ Ņ°ĶßĻÓ Ō Ņ’ÕõÕļÕĒĶĶ ĻŅĒ±“ÓĒ“ Ó Ķ n ĒÕ ’ÕŌ¹°ÓÕ“ ▒3,3%., ĻŅ“Ņ¹Õ
’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 11.2.2ę.
ĀĀĀĀ ęÓĻĶņ ŅßÓńŅņ, Ō±Õ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ĶńŅ“Õņ¹ õļ
Ķ±±ļÕõŅŌÓĒĒ¹§ ĶĒ“ÕŌÓļŅŌ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ķ ņÓ“ÕĶÓļŅŌ ¾õŅŌļÕ“ŌŅĶ“Õļ³ĒŅ
Ņ’Ķ±¹ŌÓ■“± ĻļÓ±±Ķ„Õ±ĻĶņ ¾ÓŌĒÕĒĶÕņ įÕķõļĶ§Ó.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.2.2ę
ĀĀĀĀĀĀ ╩ąęĀĀĀĀĀ čÕõÓĀĀĀĀ ŽŅĻ¹“ĶÕĀĀ ╩ŅĒ±“ÓĒ“¹ ¾ÓŌĒÕĒĶ ĀĀĀĀ ╚Ē“ÕŌÓļ
č, ņŃ/ļĀĀĀĀĀĀ % Ņ°ĶßĻĶ
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀ n
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀ n
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ 1Ā ĀĀĀĀĀĀĀĀĀĀĀ31,2ĀĀĀĀĀĀ ĀĀĀĀ1,05ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2.10-4- 10,0ĀĀĀĀĀĀĀĀĀĀĀ
3,3ĀĀĀĀĀ 0,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀĀĀĀĀĀĀ 166,0ĀĀĀĀĀĀĀĀĀĀĀ 1,12ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
----½-----ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,6ĀĀĀĀĀ 0,63
ĀĀĀĀĀĀ ═─╠├ĀĀ č¾§ŅķĀĀĀĀ ęĶ’ žĀĀĀĀĀĀĀĀĀĀĀĀĀ 50,1ĀĀĀĀĀĀĀĀĀĀ
0,973ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-2
¢ 2,0ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌŅńõ¾§ĀĀĀ
ęĶ’ 1ėĀĀĀĀĀĀĀĀĀĀĀĀ 89,0ĀĀĀĀĀĀĀĀĀĀ 1,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ---- -½----ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ėĀĀĀĀĀĀĀĀĀĀĀ 525,0ĀĀĀĀĀĀĀĀĀ ĀĀ0,520ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2.10-4 - 1,0ĀĀĀĀĀĀĀĀĀĀ 0,19ĀĀĀ 0,56
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8,9ĀĀĀĀĀĀĀĀĀĀ 0,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1,10-2 ¢ 2,0ĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀ -
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀęĶ’ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
46,1ĀĀĀĀĀĀĀĀĀĀ 1,05ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2.10-4 -10,0ĀĀĀĀĀĀĀĀĀ 2,36ĀĀĀ 028
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀĀĀĀĀĀĀĀ 191,0ĀĀĀĀĀĀĀĀĀĀ 1,23ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
------½-----ĀĀĀĀĀĀĀĀĀĀ 0,56ĀĀĀ 1,22
ĀĀĀĀĀ ═─╠├ĀĀ č¾§Ņķ ĀĀĀĀĀĀęĶ’ žĀĀĀĀĀĀĀĀĀĀĀĀĀ 41,0ĀĀĀĀĀĀĀĀĀĀ
0,615ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.102
-2,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńŅ“ĀĀĀĀĀĀĀĀĀ
ęĶ’ 1ėĀĀĀĀĀĀĀĀĀĀ 170,0ĀĀĀĀĀĀĀĀĀĀ 0,625ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ------½-----ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀęĶ’ ėĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20,0ĀĀĀĀĀĀĀĀĀĀ 0,745ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2.10-4 ¢ 10,0ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -
![]() ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ 1ĀĀĀĀĀĀĀĀĀĀ 1350ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,38ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -----½-----ĀĀĀĀĀĀĀĀĀĀĀ 0,7ĀĀĀĀĀĀ 0,10
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀĀĀĀĀĀ 2220ĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,14ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀ------½-----ĀĀĀĀĀĀĀĀĀĀ 0,05ĀĀĀĀ 0,16
ĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀ č¾§ŅķĀĀĀĀĀ ęĶ’ žĀĀĀĀĀĀĀĀĀĀĀ 418ĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,924ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-2
¢ 2,0ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌŅńõ¾§ĀĀĀĀ
ęĶ’ 1ėĀĀĀĀĀĀĀĀ 1000ĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ----½----ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ėĀĀĀĀĀĀĀĀ 150000ĀĀĀĀĀĀĀĀĀĀĀ 1,24ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2.10-4 ¢ 1,0ĀĀĀĀĀĀĀĀĀ
0,13ĀĀĀĀ 0,32ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └╠Ń6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 29,9ĀĀĀĀĀĀĀĀĀĀ 0,59ĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ----½-----ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ
ĀĀĀ ┬ ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ, Ō “Ņņ „Ķ±ļÕ
Ķ ╦╩Ž, ’ŅĶ±§ŅõĶ“ Ō¹õÕļÕĒĶÕ Ķń ĒĶ§ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō. ┬ ±Ō ńĶ ± ²“Ķņ
’ŅĶńŌÕõÕĒÓ Ņ÷ÕĒĻÓ ±“Õ’ÕĒĶ ŌļĶ ĒĶ Ā ŃÓńŅŌ¹õÕļÕĒĶķ
ĒÓ ’Ņ÷Õ±± ±Ņß÷ĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌ └ę Ķ ═─╠├ Ō ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó. ▌“Ķ
Ķ±±ļÕõŅŌÓĒĶĶ ’ŅŌÕõÕĒ¹ ĒÓ ŅßÓń÷Ó§ ęĶ’ 1 ’Ņ±ļÕ ņÓĻ±ĶņÓļ³ĒŅŃŅ ¾õÓļÕĒĶ Ķń ĒĶ§
ļÕ“¾„Ķ§. [158].
ĀĀ ╚ńŅ“Õņ¹ Óõ±Ņß÷ĶĶ ’ÓŅŌ └ę Ķ ═─╠├ ļÓĻŅĻÓ±Ņ„Ē¹ņĶ ’ŅĻ¹“Ķ ņĶ õŅ
Ķ ’Ņ±ļÕ ¾õÓļÕĒĶ Ķń ĒĶ§ Ō “Õ„ÕĒĶÕ 400 ±¾“ŅĻ ļÕ“¾„Ķ§ ŌÕ∙Õ±“Ō ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±.
11.2.5ą. └ĒÓļĶń ŃÓ¶ĶĻŅŌ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĶńŅ“Õņ¹ Óõ±Ņß÷ĶĶ Ō ²“Ņņ ±ļ¾„ÓÕ ļÕµÓ“
ĒÕ±ĻŅļ³ĻŅ Ō¹°Õ ĶńŅ“Õņ Óõ±Ņß÷ĶĶ ĒÓ ŅßÓń÷Ó§ ßÕń ¾õÓļÕĒĶ ļÕ“¾„Ķ§, ęÓĻĶņ
ŅßÓńŅņ, ¾õÓļÕĒĶÕ ļÕ“¾„Ķ§ Ķń ĒÕņÕ“ÓļļŅŌ ¾ŌÕļĶ„ĶŌÓÕ“ ĒÕ ±¾∙Õ±“ŌÕĒĒŅ Ķ§
±Ņß÷ĶŅĒĒ¾■ ÕņĻŅ±“³, ’ĶņÕĒŅ, Ō 1,5 ÓńÓ.
Ā ┬ “ÓßļĶ÷Õ 11.2.3ę ’ĶŌÕõÕĒ¹ ±ÓŌĒĶ“Õļ³Ē¹Õ ŌÕļĶ„ĶĒ¹ ĻŅĒ±“ÓĒ“
¾ÓŌĒÕĒĶ įÕķõļĶ§Ó õļ ±ļ¾„Ó ±Ņß÷ĶĶ ’ÓŅŌ ņÓ“ÕĶÓļŅņ ęĶ’1 õŅ Ņ“ŃŅĒĻĶ ļÕ“¾„Ķ§
Ķ (ęĶ’1Ó) ’Ņ±ļÕ Ņ“ŃŅĒĻĶ ļÕ“¾„Ķ§.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.2.3ę
![]()
![]()
![]() ĀĀĀĀĀĀĀ ╩ąęĀĀĀĀĀĀĀ
čÕõÓĀĀĀĀĀĀ ŽŅĻ¹“ĶÕĀĀĀĀĀĀĀĀ ╩ŅĒ±“ÓĒ“¹ĀĀĀĀĀĀĀĀĀ % Ņ°ĶßĻĶĀĀĀĀĀĀĀ
╩ŅĒ÷ÕĒ“Ó÷ĶĶ, ņŃ/ļĀĀĀĀ
ĀĀĀĀĀĀĀ ╩ąęĀĀĀĀĀĀĀ
čÕõÓĀĀĀĀĀĀ ŽŅĻ¹“ĶÕĀĀĀĀĀĀĀĀ ╩ŅĒ±“ÓĒ“¹ĀĀĀĀĀĀĀĀĀ % Ņ°ĶßĻĶĀĀĀĀĀĀĀ
╩ŅĒ÷ÕĒ“Ó÷ĶĶ, ņŃ/ļĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀĀĀĀ nĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓĀĀĀĀĀĀĀĀĀĀ nĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĀĀĀĀĀĀĀĀĀ nĀ
ĀĀĀĀĀ ═─╠├ĀĀĀĀ ┬Ņńõ¾§ĀĀĀĀĀĀĀ ęĶ’ 1ÓĀĀĀĀĀĀĀĀĀĀĀ 74,2ĀĀĀĀĀ 1,19ĀĀĀĀĀĀĀĀĀĀ 1,35ĀĀĀĀ 0,67ĀĀĀĀĀĀĀĀĀĀĀĀ 2.10-4
¢ 1,0
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęĶ’ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀ 31,2ĀĀĀĀĀ
1.05ĀĀĀĀĀĀĀĀĀĀ 3,3ĀĀĀĀĀĀ 0,60ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ---½---
![]() ĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀ
┬Ņńõ¾§ĀĀĀĀĀĀĀ ęĶ’ 1ÓĀĀĀĀĀĀĀĀĀĀĀ 3020ĀĀĀĀ 1,48ĀĀĀĀĀĀĀĀĀĀ
0,04ĀĀĀĀ 0,88ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ---½----
ĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀ
┬Ņńõ¾§ĀĀĀĀĀĀĀ ęĶ’ 1ÓĀĀĀĀĀĀĀĀĀĀĀ 3020ĀĀĀĀ 1,48ĀĀĀĀĀĀĀĀĀĀ
0,04ĀĀĀĀ 0,88ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ---½----
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀęĶ’ 1ĀĀĀĀĀĀĀĀĀĀĀĀ
2220ĀĀĀĀ 1.14ĀĀĀĀĀĀĀĀĀĀ 0,5ĀĀĀĀĀĀ 0,16ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
----ĀĀ ½----
![]()
ĀĀĀ ┬ ńÓĻļ■„ÕĒĶÕ ÓńõÕļÓ ±ļÕõ¾Õ“
Ņ“ņÕ“Ķ“³ ±¾∙Õ±“ŌÕĒĒŅÕ ŌļĶ ĒĶÕ ’ĶņÕĒ Õņ¹ ņÕ“ŅõĶĻ ĒÓ ’Ņļ¾„ÓÕņ¹Õ Õń¾ļ³“Ó“¹ ’Ņ
±Ņß÷ĶĶ.ĀĀ ┬ ¾’ŅņĶĒÓŌ°Õķ± Ā ÓßŅ“Õ [157]Ā ±Ņß÷Ķ , Ō Ņ“ļĶ„ĶÕ Ņ“ ĒÓ±“Ņ ∙Õķ ÓßŅ“¹, Ķń¾„ÓļÓ±³ ŌÕ±ŅŌ¹ņ
ņÕ“ŅõŅņ, ĻŅ“Ņ¹ķ ±Ņ±“ŅĶ“ Ō ±ļÕõ¾■∙Õņ.
ĀĀĀ ┬ õÓĒĒŅķ ņÕ“ŅõĶĻÕ ŅßÓń÷¹ ņÓ“ÕĶÓļŅŌ ’ÕõŌÓĶ“Õļ³ĒŅĀ Óß±Ņļ■“ĶŅŌÓĒĒ¹ņ ±’Ķ“Ņņ, ±¾°ĶļĶ±³ ’Ķ 50Ņč
Ō “Õ„ÕĒĶÕ 2-§ „Ó±ŅŌ, ŌÓĻ¾¾ņĶŅŌÓļĶ±³ õŅ õÓŌļÕĒĶ 10 ņņ.“.±“.. Ō¹õÕµĶŌÓļĶ±³
’Ņõ ŌÓĻ¾¾ņŅņ Ō “Õ„ÕĒĶÕ 15-2 „Ó±ŅŌ. ŽŅõŃŅ“ŅŌļÕĒĒ¹Õ “ÓĻĶņ ŅßÓńŅņ ŅßÓń÷¹
’ŅõŌÕ°ĶŌÓļĶ±³ ± ’ŅņŅ∙³■
’ļÓ“ĶĒŅŌŅķ ĒĶ“Ķ ĒÓ ĻŅŅņ¹±ļŅ ņĶĻŅŌÕ±ŅŌ ± „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ 2.10-4
ŃĀ Ķ ’ŅņÕ∙ÓļĶ±³ Ō ÕņĻŅ±“³, Ō ĻŅ“ŅŅķ
’ŅõõÕµĶŌÓļÓ±³ ńÓõÓĒĒÓ ŌļÓµĒŅ±“³ ŌŅńõ¾§Ó ’Ķ “Õņ’ÕÓ“¾Õ 20Ņč.
╬ßÓń÷¹ Ō¹õÕµĶŌÓļĶ±³ ’Ķ ńÓõÓĒĒŅķ ŌļÓµĒŅ±“Ķ õŅ ’Ņ±“Ņ ĒĒŅŃŅ ŌÕ±Ó, ’Ņ±ļÕ „ÕŃŅ
°’Ķ÷Õņ Ō ĻÓņÕ¾ ŌŌŅõĶļÓ±³ ĒÓŌÕ±ĻÓ ĻŅņ’ŅĒÕĒ“Ó. ┬Õ± ŅßÓń÷Ó ĶńņÕĒ ļ± ńÓ ±„Õ“
±Ņß÷ĶĶ Ķņ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ. ŽĶĒĶņÓļŅ±³, „“Ņ õŅ±“ĶµÕĒĶÕ ’Ņ±“Ņ Ē±“ŌÓ Ō ŌÕ±Õ
ŅßÓń÷Ó ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ ±Ņß÷ĶŅĒĒŅņ ĒÓ±¹∙ÕĒĶĶ ŅßÓń÷Ó. ─ļ Ō±Õ§ ╦╩Ž
ÓŌĒŅŌÕ±ĶÕ ĒÓ±“¾’ÓļŅ Ō “Õ„ÕĒĶÕ 2-7 „Ó±ŅŌ. ┬ ²“Ņ“ ņŅņÕĒ“ ĶńņÕ ļÓ±³
õŅ±“ĶŃÓŌ°Ó ± ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ Ō ÕņĻŅ±“Ķ. ─ļ ¾„Õ“Ó ±Ņß÷ĶĶ ±“ÕĒĻÓņĶ
ÕņĻŅ±“Ķ ’ŅŌŅõĶļĶ±³ ½§ŅļŅ±“¹Õ╗ Ņ’¹“¹, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ¾„Ķ“¹ŌÓļĶ±³ ’Ķ
Ó±„Õ“Õ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ ╦╩Ž.
ĀĀĀ ┬ ÓßŅ“Õ [159 ] ’ĶņÕĒ ÕņÓ ņÕ“ŅõĶĻĶ Ņ’ÕõÕļÕĒĶ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ, ńÓĻļ■„ÓÕ“± Ō “Ņņ, „“Ņ Ņ ĒÕķ ±¾õ “ ’Ņ ĻŅļĶ„Õ±“Ō¾ ╩ąę,
õÕ±ŅßĶ¾■∙Ķ§± Ō Ó±“ŌŅ. ŽĶ ²“Ņņ ’ĶĒĶņÓÕ“± , „“Ņ ŌÕļĶ„ĶĒÓ ±Ņß÷ĶĶ „Ķ±ļÕĒĒŅ
ÓŌĒÓ õÕ±Ņß÷ĶĶ.. ┬ õÓĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶ § ŅßÓń÷¹ ’ŅņÕ∙ÓļĶ±³ Ō ļĶ“ŅŌ¾■ ÕņĻŅ±“³
Ķń ĒÕµÓŌÕ■∙Õķ ±“ÓļĶ, ĻŅ“Ņ¹Õ ’Ņõ¾ŌÓļĶ±³ ±Ņ ±ĻŅŅ±“³■ 0,1 ¢ 0,2 ļ/ņĶĒ.
’ÓŅŃÓńŅŌŅķ ±ņÕ±³■ Ņ’ÕõÕļÕĒĒŅķ ŌļÓµĒŅ±“Ķ ± ńÓõÓĒĒŅķ ’Ņ±“Ņ ĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ
’ÓŅŌ ╩ąęĀ õŅ ’ŅļĒŅŃŅ ĒÓ±¹∙ÕĒĶ .
ė±“ÓĒŅŌļÕĒĶÕ ±Ņß÷ĶŅĒĒŅŃŅ ÓŌĒŅŌÕ±Ķ Ņ’ÕõÕļ ļŅ±³ ’Ņ ĶńņÕĒÕĒĶ■
ĻŅĒ÷ÕĒ“Ó÷ĶĶĀ ’ÓŅŌ ╩ąę ŌŅ Ō§Ņõ ∙Õņ Ķ
Ō¹§Ņõ ∙Õņ ’Ņ“ŅĻÕ ’ÓŅŃÓńŅŌŅķ ±ņÕ±Ķ. ŽĶ ĒÓ±“¾’ļÕĒĶĶ ÓŌĒŅŌÕ±Ķ ŅßÓń÷¹
’ŅņÕ∙ÓļĶ±³ Ō ÕņĻŅ±“Ķ ± Ó±“ŌŅŅņ.
ĀĀĀĀ ┬ ĻÓ„Õ±“ŌÕ Ó±“ŌŅÓ õļ õÕ±Ņß÷ĶĶ └ęĀ Ķ±’Ņļ³ńŅŌÓļÓ±³ õĶ±“ĶļļĶŅŌÓĒĒÓ ŌŅõÓ ± õŅßÓŌĻŅķ 3% ’ÕÕĻĶ±Ķ
ŌŅõŅŅõÓĀ Ķ 30%Ā NÓ╬═, Ó õļ ═─╠├ „Ķ±“Ó
õĶ±“ĶļļĶŅŌÓĒĒÓ ŌŅõÓ. ╩ŅļĶ„Õ±“ŌŅ õÕ±ŅßĶŅŌÓĒĒŅŃŅ ĻŅņ’ŅĒÕĒ“Ó Ō Ó±“ŌŅÕ
Ņ’ÕõÕļ ļŅ±³ §ĶņĶ„Õ±ĻĶņ ņÕ“ŅõŅņ. ┬ÕļĶ„ĶĒ¹ ńÓņÕÕĒĒŅķ ±Ņß÷ĶĶ └ę ÓńļĶ„Ē¹ņĶ
ņÕ“ŅõÓņĶ ±¾∙Õ±“ŌÕĒĒŅ ÓńļĶ„Ó■“± ņÕµõ¾ ±ŅßŅķ Ķ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 11.2.4ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.2.4ę
![]()
![]()
![]()
![]()
![]()
ĀĀĀĀĀĀĀĀĀĀ ╠Õ“ŅõĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀąÓŌĒŅŌÕ±Ē.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ņÓ“ÕĶÓļÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬“ĻļŅĒÕĒĶÕĀ *
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č
ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ žĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ“Ā
ņÕ“ŅõÓ 1
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č
ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęĶ’ žĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ“Ā
ņÕ“ŅõÓ 1
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ņŃ/ņ2ĀĀĀĀĀ τĀĀĀĀĀĀĀĀ └ ņŃ/ņ2ĀĀĀĀĀ
τĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀ ęĶ’ ž
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ņŃ/ņ2ĀĀĀĀĀ τĀĀĀĀĀĀĀĀ └ ņŃ/ņ2ĀĀĀĀĀ
τĀĀĀĀĀĀĀĀ ęĶ’ ŽĀĀĀĀĀ ęĶ’ ž
![]() ĀĀĀĀĀ 1. ŪÓņÕ ĻŅĒ÷ÕĒ“. õŅĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 21,0ĀĀĀĀĀĀĀĀ 7 ±¾“ĀĀĀĀĀĀ 8,0ĀĀĀĀĀĀĀ 2 ±¾“ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀ 1. ŪÓņÕ ĻŅĒ÷ÕĒ“. õŅĀĀĀĀĀĀĀĀ
0,01ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 21,0ĀĀĀĀĀĀĀĀ 7 ±¾“ĀĀĀĀĀĀ 8,0ĀĀĀĀĀĀĀ 2 ±¾“ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀ Ņ“ŃŅĒÓ ļÕ“¾„Ķ§ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
300,0ĀĀĀĀĀĀĀ --½--ĀĀĀĀĀĀĀ 80,0ĀĀĀĀĀ --½--ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀ -Ā
ĀĀĀĀ 2. ┬Õ±ŅŌŅķ ņÕ“ŅõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,01ĀĀĀĀĀĀĀĀĀĀĀĀ
126,0ĀĀĀĀĀĀĀ 2-7 „.ĀĀĀĀ 219ĀĀĀĀĀĀĀ 2-7 „.ĀĀĀ + 6
ÓńĀĀĀ +27 Óń
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 563,0ĀĀĀĀĀĀĀ
--½--ĀĀĀĀĀĀ 813ĀĀĀĀĀĀĀ --½--ĀĀĀĀĀ +2 ÓńÓĀĀ +10 Óń
ĀĀĀĀ 3. ─Õ±Ņß÷Ķ Ō õĶ±“. -ĀĀĀĀĀĀĀĀĀ 0,02ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
7,0ĀĀĀĀĀĀĀ 1 ±¾“.ĀĀĀĀĀĀ 6,9ĀĀĀĀĀĀ 1 ± ¾“.ĀĀ ¢ 3
ÓńÓĀ - 1,2 ÓńÓĀĀĀ
![]() ĀĀĀĀĀĀĀĀ ŌŅõ¾ ± õŅßÓŌĻÓņĶĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,15ĀĀĀĀĀĀĀĀĀĀĀĀ
100,0ĀĀĀĀĀĀĀĀ --½---ĀĀĀĀ 47,0ĀĀĀĀĀ
--½---ĀĀĀĀĀ -Ā 3 ÓńÓĀ
- 2 ÓńÓ
ĀĀĀĀĀĀĀĀ ŌŅõ¾ ± õŅßÓŌĻÓņĶĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,15ĀĀĀĀĀĀĀĀĀĀĀĀ
100,0ĀĀĀĀĀĀĀĀ --½---ĀĀĀĀ 47,0ĀĀĀĀĀ
--½---ĀĀĀĀĀ -Ā 3 ÓńÓĀ
- 2 ÓńÓ
![]()
* ╬“ĻļŅĒÕĒĶÕ ± ’ÕŌ¹°ÕĒĶÕņ
(+) Ķ ¾ņÕĒ³°ÕĒĶÕ (-_)
ĀĀĀĀĀ ┬¹ ŌļÕĒĒ¹Õ ±¾∙Õ±“ŌÕĒĒ¹Õ Ó±§ŅµõÕĒĶ Ņß¾±ļŅŌļÕĒ¹ “Õņ, „“Ņ ’Ķ
Ķ±’Ņļ³ńŅŌÓĒĶĶ ŌÕ±ŅŌŅŃŅ ņÕ“ŅõÓ ’ŅŌÕ§ĒŅ±“³ ŅßÓń÷ŅŌ ’ÕÕõ Ķń¾„ÕĒĶÕņĀ ±Ņß÷ĶĶ ß¹ļÓ ņŅõĶ¶Ķ÷ĶŅŌÓĒÓ. ╩ŅņÕ “ŅŃŅ, Ō
ÓßŅ“Õ [157] ŅßņÕ„ÓÕ“± , „“Ņ Ō õÓĒĒŅņ ±ļ¾„ÓÕ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷Ó ĒÕ
Ķ±Ļļ■„ÕĒÓ ŌŅńņŅµĒŅ±“³ ŅßÓńŅŌÓĒĶ ’ļÕĒŅĻ ŅĻĶ±ļŅŌ ńÓ ±„Õ“ ’Ņ“ÕĻÓĒĶ ’ļÕĒŅ„Ē¹§
’Ņ÷Õ±±ŅŌ Ķ ’Ņ²“Ņņ¾ ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ±ļÕõ¾Õ“ Ó±±ņÓ“ĶŌÓ“³, ĻÓĻ õÓĒĒ¹Õ Ō
ŌĶõÕ ’ÕŌŅŃŅ ’ĶßļĶµÕĒĶ .ĀĀ
ĀĀĀ ŽĶ ÓńÓßŅ“ĻÕ ņÕ“ŅõĶĻĶ Ķ Ņ÷ÕĒĻĶ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ ’Ņ
ŌÕļĶ„ĶĒÕ õÕ±Ņß÷ĶĶ Ō ŌŅõ¾, Ķ±’Ņļ³ńŅŌÓĒĒŅķ Ō ÓßŅ“Õ [159], ĒÕ ¾„Ķ“¹ŌÓļŅ±³
ĻŅļĶ„Õ±“ŌŅ ╩ąę ’ŅŃļŅ∙ÓÕņŅÕ ńÓ ±„Õ“ §ÕņŅ±Ņß÷ĶĶ, ĻŅ“ŅŅÕ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ
Ņ±ĒŅŌĒ¾■ „Ó±“³ Ņ“ Ņß∙ÕŃŅ ĻŅļĶ„Õ±“ŌŅ ±ŅßĶŅŌÓĒĒŅŃŅ ╩ąę. ┬ÕļĶ„ĶĒÓ µÕ õÕ±Ņß÷ĶĶ
±Ņ±“ÓŌļ Õ“ õÕ± “¹Õ õŅļĶ ’Ņ÷ÕĒ“Ó Ņ“ ±ŅßĶŅŌÓĒĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ Ķ ĒÕ ’ÕŌ¹°ÓÕ“
15% ’Ķ õÕ±Ņß÷ĶĶ Ō ŌŅõ¾ [160].
ĀĀĀ ┬ ±Ķļ¾ ±ĻÓńÓĒĒŅŃŅ ĒÓĶßŅļÕÕ ’ĶßļĶµÓ■∙Ķņ± Ļ ÕÓļ³Ē¹ņ ŌÕļĶ„ĶĒÓņ
±ļÕõ¾Õ“ ±„Ķ“Ó“³ õÓĒĒ¹Õ ’Ņ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ, ’Ņļ¾„ÕĒĒ¹§ ņÕ“ŅõŅņ
ńÓņÕÓ Ņ±“Ó“Ņ„Ē¹§ ÓŌĒŅŌÕ±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ± Ō¹õÕµĻŅķ ŅßÓń÷ŅŌ Ō “Õ„ÕĒĶÕ ĒÕ
ņÕĒÕÕ 7 ±¾“ŅĻ õŅ ²Ļ±’ÕĶņÕĒ“Ó ± ’Ņ±ļÕõ¾■∙Ķņ ¾ŌÕļĶ„ÕĒĶÕņ ’Ņļ¾„ÕĒĒ¹§ ’ŅĻÓńÓ“ÕļÕķ
Ō 1,5 ÓńÓ, ¾„Ķ“¹ŌÓ■∙ÕŃŅ õÕŃÓńÓ÷Ķ■ ņÓ“ÕĶÓļŅŌ ’ŅĶ±§Ņõ ∙Õķ Ō “Õ„ÕĒĶĶĀ õļĶ“Õļ³ĒŅŃŅ ±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’ÕŌ¹°Ó■∙Ķķ
7 ±¾“ŅĻ.
11.3.Ā ├ÓńŅŌ¹õÕļÕĒĶÕ Ķń
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ō ńÓņĻĒ¾“¹§ Ņß·ÕņÓ§.
ĀĀĀ ŽŅßļÕņÓ ŃÓńŅŌ¹õÕļÕĒĶ Ķń ĒÕņÕ“ÓļļŅŌ
Ōļ Õ“± ŌÕ±³ņÓ ÓĻ“¾Óļ³ĒŅķ Ķ ÕÕ ĒÕŅßŅĶņŅ ¾„Ķ“¹ŌÓ“³ ŌŅ ņĒŅŃĶ§ Ņß±“Ņ “Õļ³±“ŌÓ§,
ĒÕ±ņŅ“ ĒÓ “Ņ, „“Ņ ŅĒÓ ĒÕ ĒŅŌÓ. ┬ ’Ņ±ļÕõĒĶÕ ŃŅõ¹ Ō čččą ’ŅŌÕõÕĒ ßŅļ³°Ņķ
ĻŅņ’ļÕĻ± Ķ±±ļÕõŅŌÓĒĶķ ’Ņ ŃÓńŅŌ¹õÕļÕĒĶ■ Ķń ĒÕņÕ“ÓļļŅŌ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ
ĻŅ±ņĶ„Õ±ĻĶņ ĻŅÓßļ ņ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ĶńļŅµÕĒ¹ Ō ÓßŅ“Ó§ [161, 162].
ĀĀ č¾∙Õ±“Ō¾■∙ĶÕ ±ŅŌÕņÕĒĒ¹Õ ÓņĶ’¾ļĶńĶŅŌÓĒĒ¹Õ
ÓĻÕ“¹ ĒÕ ĶņÕ■“ ŌÕĒ“Ķļ ÷ĶĶ ĻŅĒ“ÕķĒÕŅŌ, Ō ĻŅ“Ņ¹§ ŅĒĶ Ó±’ŅļÓŃÓ■“± , ’Ņ²“Ņņ¾ Ō
ĒĶ§ ĒÕĶńßÕµĒŅ ß¾õ¾“ ĒÓĻÓ’ļĶŌÓ“³± ŅŃÓĒĶ„Õ±ĻĶÕ ±ŅÕõĶĒÕĒĶ . Ō¹õÕļ ■∙ĶÕ± Ķń
ĒÕņÕ“ÓļļŅŌ.
ĀĀĀ ėĻÓńÓĒĒ¹Õ ņÓ“ÕĶÓļ¹ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ
ņĒŅŃŅĻŅņ’ŅĒÕĒ“Ē¹Õ ’ŅļĶņÕĒ¹Õ ±Ķ±“Õņ¹, õļ ĻŅ“Ņ¹§ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
§ÓÓĻ“ÕĒŅ Ō¹õÕļÕĒĶÕ ļÕ“¾„Ķ§ ŌÕ∙Õ±“Ō, Ņß¾±ļŅŌļÕĒĒŅÕ ’Ņ÷Õ±±ÓņĶ Ķ±’ÓÕĒĶ
ņŅĒŅņÕŅŌ Ķ Ó±“ŌŅĶ“ÕļÕķ,Ā Ņ±“Ó■∙Ķ§± Ō
ņÓ“ÕĶÓļÕ Ō Õń¾ļ³“Ó“Õ ĒÕ’ŅļĒŅķ ’ŅļĶņÕĶńÓ÷ĶĶ Ķ Ņ“ŌÕõÕĒĶ Ō ’Ņ÷Õ±±Õ Ķ§
ĶńŃŅ“ŅŌļÕĒĶ [163], Ó “ÓĻµÕ ’Ņõ¾Ļ“ŅŌ õÕ±“¾Ļ÷ĶĶ ’ŅļĶņÕŅŌ, ŅßÓń¾■∙Ķ§± ’Ņõ
õÕķ±“ŌĶÕņ “Õ’ļŅŌ¹§, ÓõĶÓ÷ĶŅĒĒ¹§, ņÕ§ÓĒĶ„Õ±ĻĶ§, ±ŌÕ“ŅŌ¹§, §ĶņĶ„Õ±ĻĶ§ Ķ õ¾ŃĶ§
ŌŅńõÕķ±“ŌĶķ [164].
ĀĀĀ ┬¹õÕļ Õņ¹Õ ŅŃÓĒĶ„Õ±ĻĶÕ ŌÕ∙Õ±“ŌÓ Ō õÕ
±ļ¾„ÓÕŌ ĶņÕ■“ ŅĻĶ±ļĶ“Õļ³ĒŅ-ŌŅ±±“ÓĒŅŌĶ“Õļ³Ē¹Õ ±ŌŅķ±“ŌÓ Ķ ņŅŃ¾“, Ō ĻÓĻŅķ “Ņ ņÕÕ,
ŌŅńõÕķ±“ŌŅŌÓ“³ ĒÓ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹Õ ņÓ“ÕĶÓļ¹ Ķ ’ĶŌŅõĶ“³, Ō „Ó±“ĒŅ±“Ķ, Ļ ļŅµĒ¹ņ
±ÓßÓ“¹ŌÓĒĶ ņ õÓ“„ĶĻŅŌ ±Ķ±“Õņ¹ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ńÓŃÓńŅŌÓĒĒŅ±“Ķ (č─╩Ū),
ĻŅ“ŅÓ Ōļ Õ“± ’Ņ ±¾∙Õ±“Ō¾ ±Ķ±“ÕņŅķ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ Óņ’¾ļĶńĶŅŌÓĒĒ¹§
ÓĻÕ“, ĒÓ§Ņõ ∙Ķ§± Ō ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ, Ņ ’ĶĒ÷Ķ’Õ ÓßŅ“¹ ĻŅ“ŅŅķ ß¾õÕ“
±ĻÓńÓĒŅ Ō ±ļÕõ¾■∙Õķ ŃļÓŌÕ.
ĀĀ ╚±±ļÕõŅŌÓĒĶ , ’ŅŌÕõÕĒĒ¹Õ Ō 1967 ŃŅõ¾ [165
] ’ŅĻÓńÓļĶ, „“Ņ Ō ĻŅĒ“ÕķĒÕÓ§ ńÓ’ÓŌļÕĒĒ¹§ ÓĻÕ“, ĶņÕŌ°Ķ§ ±ÓßÓ“¹ŌÓĒĶ
„¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ ├Ž-2 õÓ“„ĶĻŅŌ ’Ņ ŃÕ’“Ķļ¾ ²“Ņķ ±Ķ±“Õņ¹, ’Ó¹ ═─╠├
Ņ“±¾“ŌŅŌÓļĶ, „“Ņ ±ŌĶõÕ“Õļ³±“ŌŅŌÓļŅ Ņ ĶņÕŌ°Õņ ņÕ±“Ņ Ķ§ ļŅµĒŅŃŅ ±ÓßÓ“¹ŌÓĒĶ .
╬õĒŅŌÕņÕĒĒŅ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ Ō ²“Ķ§ ĶńõÕļĶ § ±ŅõÕµĶ“± ńĒÓ„Ķ“Õļ³ĒŅÕ
ĻŅļĶ„Õ±“ŌŅ ’ÓŅŌ õ¾ŃĶ§ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō, ±Ņ±“ÓŌ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ
11.3.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.3.1ę
ĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽĶņÕ±Ķ Ō ĻŅĒ“ÕķĒÕÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽĶņÕ±Ķ, Ō¹õÕļ Õņ¹Õ ╦╩Ž
![]()
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀ ’ĶņÕ±ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷. ņŃ/ļĀĀĀĀĀĀ % Ō ±ņÕ±ĶĀĀĀĀĀĀ 1ĀĀĀĀ 2ĀĀĀĀĀ 3ĀĀĀĀĀ
4ĀĀĀĀĀ 5ĀĀĀĀĀ 6
ĀĀĀĀ ’ĶņÕ±ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷. ņŃ/ļĀĀĀĀĀĀ % Ō ±ņÕ±ĶĀĀĀĀĀĀ 1ĀĀĀĀ 2ĀĀĀĀĀ 3ĀĀĀĀĀ
4ĀĀĀĀĀ 5ĀĀĀĀĀ 6
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņĶĒĶņ.ĀĀ ņÓĻ±.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņĶĒĶņ.ĀĀ ņÓĻ±.
Ā └÷Õ“ŅĒĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0, 0001 ¢
0,001ĀĀĀĀĀĀĀĀĀĀĀĀ 5,311ĀĀĀĀĀĀĀĀĀĀ *ĀĀĀĀ *)ĀĀĀ *)ĀĀĀĀ *)ĀĀĀĀĀ
*ĀĀĀĀĀ *
ĀĀĀ ▌“ĶļŅŌ¹ķ ±’Ķ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ±ļÕõ¹ ¢ 0,001ĀĀĀĀĀĀĀĀĀĀĀĀĀ 5,311ĀĀĀĀĀĀĀĀĀ
*ĀĀĀĀ *ĀĀĀĀĀ *)ĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀĀĀ
-
ĀĀĀ ╠Ó±ļ Ē¹ķ. Óļ³õÕŃĶõĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ--½--ĀĀ ¢ 0,0001ĀĀĀĀĀĀĀĀĀĀĀ
0,531ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀ *ĀĀĀĀĀ
-ĀĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀĀĀ
-
ĀĀĀ ╠Õ“ĶļņÕ“ÓĻĶļÓ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ --½--ĀĀ
- 0,0002ĀĀĀĀĀĀĀĀĀĀĀĀ 1,062ĀĀĀĀĀĀĀ *ĀĀĀ
-ĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀ *
ĀĀĀ ęŅļ¾ŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀ--½--Ā - 0,002ĀĀĀĀĀĀĀĀĀĀĀĀĀ 10,621ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀ *)ĀĀĀ
*)ĀĀĀĀĀĀ -ĀĀĀĀĀ -
ĀĀĀ ┴¾“ĶļŅŌ¹ķ ±’Ķ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,00003 ¢ 0,0025ĀĀĀĀĀĀĀĀ 13,278ĀĀĀĀĀĀĀ *ĀĀĀĀĀ *)ĀĀĀĀ
*)ĀĀĀ *)ĀĀĀĀĀ *ĀĀĀĀ
*
ĀĀĀ ┴¾“ĶļÓ÷Õ“Ó“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,00002 ¢ 0,005 ĀĀĀĀĀĀĀĀĀĀ26,553ĀĀĀĀĀĀĀ *ĀĀĀĀĀĀ )ĀĀĀĀĀ *)ĀĀĀ
*ĀĀĀĀĀĀĀ *ĀĀĀĀ *
ĀĀĀ ╩±ĶļŅļ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,00001 ¢ 0,005ĀĀĀĀĀĀĀĀĀĀ 26,553ĀĀĀĀĀĀĀ *ĀĀĀĀĀ -ĀĀĀĀĀĀ )ĀĀĀĀĀĀ
-ĀĀĀĀĀĀ *ĀĀĀĀ *
ĀĀĀ ▌“Ķļ÷Õļļ■ļŅńŅļ³ŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
±ļÕõ¹ĀĀ - 0,002ĀĀĀĀĀĀĀĀĀĀ 10,621ĀĀ ĀĀĀĀĀĀ-ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀĀ
*
ĀĀĀ šļŅßÕĒńŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ --½---ĀĀĀ -0,00001ĀĀĀĀĀĀĀĀĀĀĀ
0,053ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀ *ĀĀĀĀĀĀ -ĀĀĀĀĀ
-
ĀĀĀ └÷Õ“Óļ³õÕŃĶõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ --½---Ā
-Ā 0,00001ĀĀĀĀĀĀĀĀĀĀĀ 0,53ĀĀĀĀĀĀĀĀĀ Ā-ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀĀ
-
ĀĀĀ ▌“ĶļÓ÷Õ“Ó“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ --½---Ā
-Ā 000001ĀĀĀĀĀĀĀĀĀĀĀĀ 0,53ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -ĀĀĀĀĀ -ĀĀĀĀĀĀ
-ĀĀĀĀĀ -ĀĀĀĀĀ -
![]() ĀĀĀĀ
ĀĀĀĀ
ė±ļŅŌĒ¹Õ ŅßŅńĒÓ„ÕĒĶ , ’ĶĒ “¹Õ Ō “ÓßļĶ÷Õ:
ņÓĻĶ ╦╩Ž ’Ņ ĒŅņÕÓņ:Ā 1.- └├-3└, 2 ¢ ┬╦-02, 3 ¢ └├-10č, 4 ¢ šč▌-1,
5 ¢└č-2čŽ(ą), 6- └č-82
*-Ā ŅßĒÓ¾µÕĒ¹ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻĶņ ÓĒÓļĶńŅņ ±ŌÕµÕ’ĶŃŅ“ŅŌļÕĒĒ¹§ ╦╩Ž,
)Ā - ŅßĒÓ¾µÕĒ¹ ņÓ±±-±’ÕĻ“ŅņÕ“Ķ„Õ±ĻĶņ ÓĒÓļĶńŅņ Ņ“ŌÕµõÕĒĒ¹§ ╦╩Ž,
╦╩ŽĀĀ Ō „Ķ±“Ņņ ŌĶõÕ ¢ └├-3└, └č-2čŽ(ą),
└č-82Ā - ĒÕ ÓĒÓļĶńĶŅŌÓļĶ±³.
ĀĀ └ĒÓļĶń õÓĒĒ¹§ ’Ķ Ķ±±ļÕõŅŌÓĒĶĶ Ó“ņŅ±¶Õ¹ Ō ĻŅĒ“ÕķĒÕÕĀ Ķ ŃÓńŅŌ¹õÕļÕĒĶķ Ķń Ņ±ĒŅŌĒ¹§ ╦╩Ž,
’Õõ±“ÓŌļÕĒĒ¹§ Ō “ÓßļĶ÷Õ, ’ŅĻÓń¹ŌÓ■“, „“Ņ Ņ±ĒŅŌĒ¹ņĶ Ķ±“Ņ„ĒĶĻÓņĶ ńÓŃ ńĒÕĒĶķ
ŌŅńõ¾§Ó Ōļ ■“± ’ÕĶņ¾∙Õ±“ŌÕĒĒŅ ╦╩Ž, Ó “ÓĻµÕ Ó±“ŌŅĶ“ÕļĶ, ’Ķ„Õņ ’Ņ±ļÕõĒĶÕ
Ōļ ■“± Ņ±ĒŅŌĒ¹ņĶ Ķ±“Ņ„ĒĶĻÓņĶ.
ĀĀĀ ė±“ÓĒŅŌļÕĒŅ [163], „“Ņ ’Ķ Ķ±’¹“ÓĒĒ¹§ 67 ĒÓĶņÕĒŅŌÓĒĶķ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ±ŅŌņÕ±“ĒŅ ± „¾Ō±“ŌĶ“Õļ³Ē¹ņĶ ²ļÕņÕĒ“ÓņĶ ├Ž-2Ā ’Ķ 20Ņč, 15 ĒÓĶņÕĒŅŌÓĒĶķ
ņÓ“ÕĶÓļŅŌ Ķń ĒĶ§, Ō¹ńŌÓļĶ ±ÓßÓ“¹ŌÓĒĶÕ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ ńÓ ’ÕĶŅõ Ņ“ 4
õŅ 25 ±¾“ŅĻ ’Ķ Ņ“±¾“±“ŌĶĶ ’ÓŅŌ ŃÕ’“ĶļÓ. ┬ ÕµĶņÕ Ķ±’¹“ÓĒĶķ ’Ķ 60Ņč
„¾Ō±“ŌĶ“Õļ³Ē¹Õ ²ļÕņÕĒ“¹ (ū.▌.) ±ÓßŅ“ÓļĶ Ņ“ Ō±Õ§ ņÓ“ÕĶÓļŅŌ, ĻŅņÕ ļÓĻÓ └╩-113
Ķ ÕńĶĒ¹ ╚ąŽ-3013. čŅ±“ÓŌ ŃÓńŅŌ¹õÕļÕĒĶķ Ķń ĒÕĻŅ“Ņ¹§ Ķ±’¹“ÓĒĒ¹§ ņÓ“ÕĶÓļŅŌ
’ĶŌÕõÕĒ Ō “ÓßļĶ÷ÕĀ 11.3.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 11.3.2ę
![]()
![]()
![]()
![]()
![]() ĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀĀĀ čŅ±ÓŌ ŃÓńŅŌ¹õÕļÕĒĶķĀĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓĀĀĀĀĀ
ĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀĀĀ čŅ±ÓŌ ŃÓńŅŌ¹õÕļÕĒĶķĀĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Ó“ÕĶÓļŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŃÓńŅŌ¹õÕļÕĒĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ń/ņ2
![]()
ĀĀĀĀ č“ÕĻļŅ“ÕĻ±“ŅļĶ“ ╚į-▌─-ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ņņĶÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,02
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,0067
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
▌“ĶļŅŌ¹ķ ±’Ķ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,03
ĀĀĀĀ č“ÕĻļŅ“ÕĻ±“ŅļĶ“ └į-10┬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,025
ĀĀĀĀ č“ÕĻļŅ“ÕĻ±“ŅļĶ“ └į-10ŽĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,08
ĀĀĀĀ ├ÕņÕ“ĶĻ ė30 ¢ ╠▌čĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠Õ“ÓĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,43
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,37
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀ└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,33
ĀĀĀĀ ╩ļÕķ ┬╩-9ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’Ķ“
²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,3
ĀĀĀĀ ąÕńĶĒÓ ╚ąŽ ¢ 1130ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’Ķ“ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,017
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ┴ÕĒńŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,09
ĀĀĀĀ ąÕńĶĒÓ ņĶĻŅ’Ņ ½╬±ŅßÓ ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ įŅņÓļ³õÕŃĶõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,01
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀč’Ķ“ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,077
ĀĀĀĀ ŽŅĻ¹“ĶÕ 186ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ▌¶Ķ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,67ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č’Ķ“ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,62
ĀĀĀĀ ╩Ņņ’Ó¾Ēõ ╩-115ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,011
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,0055
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╩±ĶļŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,035
ĀĀĀĀ ╩Ņņ’Ó¾ĒõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,001
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,002
ĀĀĀ ╦ÓĻŅ“ĻÓĒ³ ╦ščĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ņņĶÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,012
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,022
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
▌“ĶļÓ÷Õ“Ó“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,004
ĀĀĀĀ ╦ÓĻ 113ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ņņĶÓĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,016
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└÷Õ“ŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,04
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
▌“ĶļÓ÷Õ“Ó“ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ0,09
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č’Ķ“ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,028ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
č’Ķ“ ²“ĶļŅŌ¹ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,028ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀ
ĀĀ
ĀĀ ╬÷ÕĒĻÓ Ō¹°Õ ’ĶŌÕõÕĒĒŅŃŅ
ŃÓńŅŌŅŃŅ ±Ņ±“ÓŌÓ Ō ĻŅĒ“ÕķĒÕÕ ĶńõÕļĶ ’ŅĻÓńÓļ, „“Ņ ÕŃŅ ±Ņ±“ÓŌ ’ĶŌŅõĶ“ Ļ
±ÓßÓ“¹ŌÓĒĶ■ ĒÓ ĒÕ “Ņļ³ĻŅ ū.▌ ’Ņ ŃÕ’“Ķļ¾, ĒŅ Ķ ū. ▌.Ā č-20 ’Ņ ŅĻĶ±ļĶ“Õļ■. ┼±ļĶ ū.▌ ├Ž-2 ±ÓßÓ“¹ŌÓ■“ ĒÓ “Õ“³Ķ ±¾“ĻĶ, “Ņ
ū.▌ č-210 ±ÓßÓ“¹ŌÓ■“ ńÓ 35 ±¾“ŅĻ.
ĀĀ ╚±±ļÕõŅŌÓĒĶ ņĶ [157] ¾±“ÓĒŅŌļÕĒŅ Ķ ²“Ņ ŌĶõĒŅ Ķń ’ĶŌÕõÕĒĒ¹§
“ÓßļĶ÷, „“Ņ Ņ±ĒŅŌĒ¹ņĶ ŌÕ∙Õ±“ŌÓņĶ, Ō¹õÕļ ■∙ĶņĶ± Ķń ╦╩Ž, Ōļ ■“± ’Ó¹
Ó±“ŌŅĶ“ÕļÕķ Ķ ÓńßÓŌĶ“ÕļÕķ, ĻŅ“Ņ¹Õ õļĶ“Õļ³ĒŅ ¾õÕµĶŌÓ■“± Ō ņÓ“ÕĶÓļÕ Ķ
ņÕõļÕĒĒŅ Ō¹õÕļ ■“± Ķń ĒĶ§.
11.4Ā ŽŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ
ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō, Ō¹õÕļ ■∙Ķ§± Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀ
ĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļŅŌĀĀ Ō ĻŅĒ“ÕķĒÕÕ.
ĀĀ ╬õĒĶņ Ķń ŌŅńņŅµĒ¹§ ņÕ“ŅõŅŌ Ņ„Ķ±“ĻĶ ŌŅńõ¾°ĒŅķ ±Õõ¹ ’ŅļŅ±“Ķ
ĻŅĒ“ÕķĒÕÓ Ōļ Õ“± ’ŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ
Óõ±ŅßÕĒ“ŅŌ. ▌“Ņ “ÓĻ, ĒÓń¹ŌÓÕņ¹ķ ±“Ó“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ķ ŅĒ ß¹ļ Ņ±¾∙Õ±“ŌļÕĒ ĒÓ ÓĻÕ“Õ
ėą-100 ’¾“Õņ ¾±“ÓĒŅŌĻĶ Ō ĻŅĒ“ÕķĒÕÕ
±’Õ÷ĶÓļ³Ē¹§
ļŅŌ¾°ÕĻ ±Ā ’ŅõŅßÓĒĒ¹ņ Óõ±ŅßÕĒ“Ņņ [166,
167], ’ŅŃļŅ∙Ó■∙Ķņ ±ļŅµĒ¾■ ±ņÕ±³ ŅŃÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, ±ŅõÕµÓ∙Ķ§± Ā Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ ĻŅĒ“ÕķĒÕÓ
ĀĀĀ ŽŅŌÕõÕĒĒ¹Õ Ó±„Õ“¹ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ ’ŅĻÓńÓļĶ,
„“Ņ ĒÓĶßŅļ³°Õķ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“³■ ’Ņ ’ÓÓņ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō, ¾ĻÓńÓĒĒ¹§ Ō
“ÓßļĶ÷Õ 11.3.2ę Ķ ÓŌĒŅķĀ 1-2 %, ’Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ Ō ĻŅĒ“ÕķĒÕÕ 30%, ŅßļÓõÓÕ“ ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒ¹ķ õļ
²“Ņķ ÷ÕļĶ ĻŅņßĶĒĶŅŌÓĒĒ¹ķ ±ŅßÕĒ“. ▌“Ņ“ ±ŅßÕĒ“ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ±ņÕ±³,
±Ņ±“Ņ ∙¾■ Ķń 90% ’Ņ Ņß·Õņ¾ ÓĻ“ĶŌĒŅŃŅ ¾Ńļ č╩ę , ęė -16-1698-72, Ķ 105 ÓĻ“ĶŌĒŅŃŅ
¾Ńļ └├-3, ęė-1698-72, ’Ņ’Ķ“ÓĒĒŅŃŅ 85 - ņ Ó±“ŌŅŅņ ’ÕņÓĒŃÓĒÓ“Ó ĻÓļĶ [154].
ĀĀĀ ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ²“ŅŃŅ ±ŅßÕĒ“Ó ß¹ļÓ ’ŅŌÕÕĒÓ ’¾“Õņ
’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“ŅŌ ’Ķ 18-20Ņč Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ
30%Ā Ō ÕņĻŅ±“Ķ Ņß·ÕņŅņ 166 ļ,
ĶńŃŅ“ŅŌļÕĒĒŅķ Ķń ĒÕµÓŌÕ■∙Õķ ±“ÓļĶ [168].Ā
▌¶¶ÕĻ“ĶŌĒŅ±“³ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ Ņ÷ÕĒĶŌÓļÓ±³ ’Ņ
’ÓõÕĒĶ■ Ķ§ ±¾ņņÓĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, Ņ’ÕõÕļ ÕņŅķ ’¾“Õņ Ņ“ßŅÓ ’Ņß Ķń ÕņĻŅ±“Ķ
ņÕ“ŅõŅņ Ō¹ņŅÓµĶŌÓĒĶ ’ĶņÕ±Õķ Ķ ’Ņ±ļÕõ¾■∙ÕŃŅ ’ŅŌÕõÕĒĶ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻŅŃŅ Ķ§
ÓĒÓļĶńÓ. ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.11.4.1ą.
ĀĀĀ ╩ÓĻ ŌĶõĒŅ Ķń ŃÓ¶ĶĻÓ ĒÓ ²“Ņņ Ķ±¾ĒĻÕ, Ō ĻŅĒ“Ņļ³ĒŅķ ÕņĻŅ±“Ķ ßÕń
ĻŅņßĶĒĶŅŌÓĒĒŅŃŅ ±ŅßÕĒ“Ó ĒÓ “Õ“³Ķ ±¾“ĻĶ ¾±“ÓĒÓŌļĶŌÓÕ“± ÓŌĒŅŌÕ±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ
’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ, ÓŌĒŅķ 0,3 ņŃ/ļ, ĻŅ“ŅÓ ¾±“Ņķ„ĶŌŅ ±Ņ§ÓĒ Õ“±
õŅ ĻŅĒ÷Ó Ķ±’¹“ÓĒĶķ. čĒĶµÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ± Ó±„Õ“ĒŅķ 0,55 ņŃ/ļ õŅ ÓŌĒŅŌÕ±ĒŅķ
0,3 ņŃ/ļ ’ŅĶ±§ŅõĶ“ Ō±ļÕõ±“ŌĶÕ ±Ņß÷ĶĶ ’ÓŅŌ ±“ÕĒĻÓņĶ ÕņĻŅ±“Ķ.
ĀĀ ┬ ÕņĻŅ±“Ķ, ± ŌŌÕõÕĒĒ¹ņ Ō ĒÕÕ ±ŅßÕĒ“Ņņ, ’Ņ±ļÕ ŌŌÕõÕĒĶ “ÓĻŅŃŅ µÕ
ĻŅļĶ„Õ±“ŌÓ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ, ĒÓ ŌŅ±³ņ¹Õ ±¾“ĻĶ ’ŅĶ±§ŅõĶ“
’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒŅÕ ’ŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ, ĻŅĒ÷ÕĒ“Ó÷Ķ
ĻŅ“Ņ¹§ ¾±“ÓĒÓŌļĶŌÓÕ“± ÓŌĒŅķ 0,0001 ņŃ/ļ, ĻŅ“ŅÓ Ōļ Õ“± ’ÕõÕļŅņ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ
§ŅņÓ“ŅŃÓ¶Ó └š╠-7└. ┬ ’Ņ÷Õ±±Õ ²“ŅŃŅ ²Ļ±’ÕĶņÕĒ“Ó ¾±“ÓĒŅŌļÕĒŅ, „“Ņ õŅ±“Ó“Ņ„ĒŅ
²¶¶ÕĻ“ĶŌĒŅÕ ’ŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ Ō ĒÕŌÕĒ“ĶļĶ¾ÕņŅņ Ņß·ÕņÕ ’ŅĶ±§ŅõĶ“ ’Ķ
±ŅŅ“ĒŅ°ÕĒĶĶ ’ŅŌÕ§ĒŅ±“Ķ ĻŅņßĶĒĶŅŌÓĒĒŅŃŅ ±ŅßÕĒ“Ó, ĻŅĒ“ÓĻ“Ķ¾■∙Õķ ± ŌŅńõ¾§Ņņ,
±ŅõÕµÓ∙Ķņ ŅŃÓĒĶ„Õ±ĻĶÕ ’Ó¹, Ļ Ņ„Ķ∙ÓÕņŅņ¾ Ņß·Õņ¾ ÓŌĒ¹ņ 0,025 ¢ 0,03 ņ2/ņ3.
ĀĀĀ ╩ŅņÕ “ŅŃŅ, ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ĒÓļĶ„ĶÕ Ō ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ
ĻÓ±±Õ“Õ ± ¾ŃļÕņ ŅõĒŅŃŅ ±ļŅ ņÕ“ÓļļĶ„Õ±ĻŅķ ±Õ“ĻĶ ╣ 07-03 Ķ§ ±“ÓļĶ 1š18═9ę Ķ
ŅõĒŅŃŅ ±ļŅ ±“ÕĻļŅ“ĻÓĒĶ ▌-0,8, ├╬čę 8481-61,Ā
ĒÕ ’ĶŌŅõĶ“ Ļ ±ĒĶµÕĒĶ■ ²¶¶ÕĻ“ĶŌĒŅ±“Ķ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ. ŽĶ “ÓĻŅķ
’¹ļÕńÓ∙Ķ“Õ Ō ĻÓ±±Õ“Õ ’Ņ±ļÕ Ō¹õÕµĻĶ Ō “Õ„ÕĒĶÕ 8 ±¾“ŅĻ ’ŅĶ±§ŅõĶ“ ’ŅļĒŅÕĀ ’ŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ õŅ Ķ§ ĻŅĒ÷ÕĒ“Ó÷ĶĶ 0,0001
ņŃ/ļ.
ĀĀĀ ═Ó Ņ±ĒŅŌÓĒĶĶ ’ŅŌÕõÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ÓńÓßŅ“ÓĒ¹ ’ļŅ±ĻĶÕ Ķ
÷ĶļĶĒõĶ„Õ±ĻĶÕ ±Ņß÷ĶŅĒĒ¹Õ ĻÓ±±Õ“¹, ’ÕõĒÓńĒÓ„ÕĒĒ¹Õ õļ Ā Ņ„Ķ±“ĻĶ ŌŅńõ¾§Ó Ō ĒÕŌÕĒ“ĶļĶ¾ÕņŅņ
ĻŅĒ“ÕķĒÕÕ, ¾±“ÓĒŅŌĻÓ ĻŅ“Ņ¹§ ’ŅņŅŃļÓ ĻÓõĶĒÓļ³ĒŅ Õ°Ķ“³ ŌŅ’Ņ± ’Ņ
’ÕõŅ“ŌÓ∙ÕĒĶ■ ļŅµĒ¹§ ±ÓßÓ“¹ŌÓĒĶķ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ õÓ“„ĶĻŅŌ č─╩Ū Ņ“
ŌŅńõÕķ±“ŌĶ ĒÓ ĒĶ§ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ, Ō¹õÕļ ■∙Ķ§± Ķń ĒÕņÕ“ÓļļŅŌ Ķ
ĒÓĻÓ’ļĶŌÓ■∙Ķ§± Ō ĻŅĒ“ÕķĒÕÕ.
ĀĀĀ ╦ÓßŅÓ“ŅĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ , ’ŅŌÕõÕĒĒ¹Õ ļ Ņ÷ÕĒĻĶ ŌļĶ ĒĶ
ĒÓļĶ„Ķ ±Ņß÷ĶŅĒĒ¹§ ĻÓ±±Õ“ ĒÓ ÓßŅ“¾ õÓ“„ĶĻŅŌ č─╩Ū ’ŅĻÓńÓļĶ, „“Ņ ĒÓļĶ„ĶÕ
ĒÓŌÕ±ĻĶ ĻŅņßĶĒĶŅŌÓĒĒŅŃŅ ±ŅßÕĒ“Ó 8,3 Ń. ± “Ņļ∙ĶĒŅķ ±ļŅ 5 ņņ, Ō ÕņĻŅ±“Ķ ±
Ņß·ÕņŅņ 166 ļ. , ’Ķ Ņ“ĒŅ°ÕĒĶĶ ÓßŅ„Õķ ’ŅŌÕ§ĒŅ±“Ķ ±ŅßÕĒ“Ó Ļ Ņß·Õņ¾, ÓŌĒŅņ
0,025 Ķ ÕµÕõĒÕŌĒŅķ ’Ņõ’Ķ“ĻÕ ’ÓÓņĶ ═─╠├ Ō ĻŅļĶ„Õ±“ŌÕ 8.3 ņŃ ĒÕ ’ĶŌŅõĶ“ Ļ
’ŅļĒŅņ¾ ’ŅŃļŅ∙ÕĒĶ■ ’ÓŅŌ ═─╠├ ±ŅßÕĒ“Ņņ. ┬ “Õ„ÕĒĶÕ Ō±ÕŃŅ ’ÕĶŅõÓ Ķ±’¹“ÓĒĶķ Ō ÕņĻŅ±“Ķ
ĒÓßļ■õÓÕ“± ĒÓļĶ„ĶÕ Ņ±“Ó“Ņ„ĒŅŃŅ ¶ŅĒÓ ’ÓŅŌ ═─╠├ Ķ ²“Ņ ’ĶŌŅõĶ“ Ļ ±ÓßÓ“¹ŌÓĒĶ■
„¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ ├Ž-2, Ķ±’Ņļ³ń¾Õņ¹§ Ō õÓ“„ĶĻÓ§ ├─-4 ±Ķ±“Õņ¹ č─╩Ū. ŽĶ
²“Ņņ ņÓĻ±ĶņÓļ³ĒÓ ńÓõÕµĻÓ ŌÕņÕĒĶ ±ÓßÓ“¹ŌÓĒĶ ū.▌. ±Ņ±“ÓŌļ Õ“ 20 ±¾“ŅĻ ’Ķ
±ÕõĒÕķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ═─╠├ ÓŌĒŅķ 0,015 ņŃ/ļ., „“Ņ ±ļÕõ¾Õ“ Ķń ąĶ±.11.3.2ą.
▌“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ ’ĶņÕĒÕĒĶÕ ±Ņß÷ĶŅĒĒ¹§ ĻÓ±±Õ“ ± ĻŅņßĶĒĶŅŌÓĒĒ¹ņ
±ŅßÕĒ“Ņņ ’ÓĻ“Ķ„Õ±ĻĶ ĒÕ ŌļĶ Õ“ ĒÓ ÓßŅ“¾ č─╩Ū.
ĀĀĀ ┬ ±Ķļ¾ “ŅŃŅ, „“Ņ Ō ĒÕŌÕĒ“ĶļĶ¾ÕņŅņ ĻŅĒ“ÕķĒÕÕ ÓĻÕ“¹ ± °Ó§“Ē¹ņ
±“Ó“Ņņ ńĶņŅķ Ķ ļÕ“Ņņ ±¾∙Õ±“Ō¾■“ ĻŅĒŌÕĻ“ĶŌĒ¹Õ ’Ņ“ŅĻĶ ŌŅńõ¾§Ó ÓŌĒ¹Õ ’Ņ õĻÓ
0,02 ¢ 0,04 ņ/±ÕĻ,Ā „Õņ ß¾õÕ“ ±ĻÓńÓĒŅ
õÓļÕÕ, ±Ņß÷ĶŅĒĒ¹Õ ĻÓ±±Õ“¹ Ō ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ ĒÓĶßŅļÕÕ ÷ÕļÕ±ŅŅßÓńĒŅ
ÓńņÕ∙Ó“³ ÓŌĒŅņÕĒŅ ’Ņ Ō±Õņ¾ Ņß·Õņ¾, „“Ņ, ŌņÕ±“Õ ± “Õņ, ĒÕ Ķ±Ļļ■„ÓÕ“ ŌŅńņŅµĒŅ±“Ķ
¾±“ÓĒŅŌĻĶ Ķ§ Ō ĒÓĶßŅļÕÕ õŅ±“¾’Ē¹§ Ķ ¾õŅßĒ¹§ ņÕ±“Ó§ õļ Ķ§ Ņß±ļ¾µĶŌÓĒĶ . ┬
°“Ó“Ē¹§ ĶńõÕļĶ § ĻÓ±±Õ“¹ ß¹ļĶ ¾±“ÓĒŅŌļÕĒ¹ Ō ŌÕ§ĒÕķ, ĒÓĶßŅļÕÕ õŅ±“¾’ĒŅķ, „Ó±“Ķ
ĻŅĒ“ÕķĒÕÓ.
ĀĀĀĀĀ ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ ±Ņß÷ĶŅĒĒ¹§ ĻÓ±±Õ“ Ō ¾ĻÓńÓĒĒ¹§ ¾±ļŅŌĶ §
’ŅŌÕõÕĒ¹ ĒÓ ÓĻÕ“Õ Ō “Õ’ļ¹ķ ’ÕĶŅõ Ō ÓŌŃ¾±“Õ Ķ Ō §ŅļŅõĒ¹ķ ’ÕĶŅõ Ō õÕrÓßÕ.
[169,170] ═ÕŅߧŅõĶņÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ±ŅÕõĶĒÕĒĶķ Ō ’Ņļ±
ĻŅĒ“ÕķĒÕÓ ±ŅńõÓŌÓļÓ±³ ’Ņ±ļÕõŅŌÓ“Õļ³Ē¹ņ ŌŌÕõÕĒĶÕņ Ō ĒÕŃŅ Ķ±Ļ¾±±“ŌÕĒĒŅ
’ĶŃŅ“ŅŌļÕĒĒŅķ ±ņÕ±Ķ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō ĻŅļĶ„Õ±“ŌÕ 6,16 Ń. ’Ķ ŌŌÕõÕĒĶĶ
ĻŅ“ŅŅķ Ō ĻŅĒ“ÕķĒÕÕ ¾±“ÓĒÓŌļĶŌÓļÓ±³ ĒÓ „Õ“ŌÕ“¹Õ ±¾“ĻĶ ÓŌĒŅŌÕ±ĒÓ
ĻŅĒ÷ÕĒ“Ó÷Ķ 0,0175 ņŃ/ļ. ▌“Ó ĻŅĒ÷ÕĒ“Ó÷Ķ ß¹ļÓ õŅŌŅļ³ĒŅ ßļĶńĻŅķ Ļ ņÓĻ±ĶņÓļ³ĒŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō, ńÓņÕÕĒĒŅķ ĒÓ °“Ó“Ē¹§ ĶńõÕļĶ § ¾ ńÓĻÓń„ĶĻÓ.
ĀĀĀ ╚±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³ ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ Ō ’ŅļŅ±“Ķ
ĻŅĒ“ÕķĒÕÓĀ ±ŅŅ“ŌÕ“±“Ō¾■∙Õķ “Ņ„ĻÕ Ņ±¹ ¢
35Ņč▒ 5ŅčĀ ’Ķ
“Õņ’ÕÓ“¾Õ 18-20Ņč Ō “Õ’ļ¹ķ ’ÕĶŅõ Ķ Ō §ŅļŅõĒ¹ķ ’ÕĶŅõĀ (¢ 8Ņč)- (-11Ņč).Ā Õń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’ĶŌÕõÕĒ¹ ĒÓ
11.4.3ą.
ĀĀĀ ╩ÓĻ ŌĶõĒŅ Ķń Ķ±¾ĒĻÓ 11.2.3ą ±Ņß÷ĶŅĒĒ¹Õ ĻÓ±±Õ“¹ Ō “Õ’ļ¹ķ
’ÕĶŅõ ²¶¶ÕĻ“ĶŌĒŅ ’ŅŃļŅ∙Ó■“ ’Ó¹, ±ĒĶµÓ Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ±Ņ ±ÕõĒĶ§ ŌÕļĶ„ĶĒ
0,0175 ņŃ/ļ õŅ 0,0001 ņŃ/ļ ńÓ 15-16 ±¾“ŅĻ ’Ņ±ļÕ ŌŌÕõÕĒĶ ±ņÕ±Ķ ŅŃÓĒĶ„Õ±ĻĶ§
ŌÕ∙Õ±“Ō ±ŅŃļÓ±ĒŅ “ÓßļĶ÷¹ 11.3.2ę. ┬ ńĶņĒĶķ ’ÕĶŅõ ÓĻ“ĶŌĒŅ±“³ ±Ņß÷ĶŅĒĒ¹§ ĻÓ±±Õ“
±¾∙Õ±“ŌÕĒĒŅ ŌŅńÓ±“ÓÕ“. ŽĶ ²“Ņņ ±ĒĶµÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ± 0,025 ņŃ/ļĀ õŅ 0,0001 ņŃ/ļĀ ’ŅĶ±§ŅõĶ“ ńÓ 7 ±¾“ŅĻ.
ĀĀĀ ┬ ’ÕĶŅõ ± 1967 ’Ņ 1970 ŃŅõ ’ŅŌŅõĶļĶ±³ ĒÕŅõĒŅĻÓ“Ē¹Õ
Ķ±±ļÕõŅŌÓĒĶ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ Ó“ņŅ±¶Õ¹Ā
Ķ ¾ŅŌĒ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ĶņÕ±Õķ Ō ĻŅĒ“ÕķĒÕÕ ÓĻÕ“, ĒÓ§Ņõ ∙Ķ§± ĒÓ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ± ÷Õļ³■ Ō¹ ŌļÕĒĶ ’Ķ„ĶĒ ĒÕ’ÕĻÓ∙Ó■∙Ķ§± ņĒŅŃŅ„Ķ±ļÕĒĒ¹§ ±ļ¾„ÓÕŌ
ļŅµĒŅŃŅ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅņ ├─-4 Ō ±Ķ±“ÕņÕ č─╩Ū [171,172]. ┬ Õń¾ļ³“Ó“Õ
Ķ±±ļÕõŅŌÓĒĶķ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ±¾ņņÓĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§
±ŅÕõĶĒÕĒĶķ ±Ņ±“ÓŌļ ļÓ:
Ā- 0,02 ņŃ/ļĀĀ - ĒÓ
ĶńõÕļĶ §, ¾ ĻŅ“Ņ¹§ ĒÓßļ■õÓļĶ±³ ļŅµĒ¹Õ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ,
Ā- 0,005ņŃ/ļĀ - ĒÓ ĶńõÕļĶ §
ßÕń ļŅŌ¾°ÕĻ, ¾ ĻŅ“Ņ¹§ Ņ“±¾“±“ŌŅŌÓļĶ ļŅµĒ¹Õ ±ÓßÓ“¹ŌÓĒĶ ,
Ā- 0,0001 ņŃ/ļ ¢ ĒÓ ĶńõÕļĶ § ± ļŅŌ¾°ĻÓņĶ, ¾ ĻŅ“Ņ¹§ Ņ“±¾“±“Ō¾■“
ļŅµĒ¹Õ ±ÓßÓ“¹ŌÓĒĶ .
Ā╚ń ĶńļŅµÕĒĒŅŃŅ ±ļÕõ¾Õ“ [173], „“Ņ ¾ŅŌÕĒ³ ±¾ņņÓĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ
’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō ņÕĒÕÕ 0,0001 ņŃ/ļ Ō ĻŅĒ“ÕķĒÕÓ§ ÓĻÕ“ ± ±Ņß÷ĶŅĒĒ¹ņĶ
ĻÓ±±Õ“ÓņĶ, ’ĶņÕĒŅ ĒÓ õŌÓ ’Ņ õĻÓ ņÕĒ³°Õ ±¾ņņÓĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ĒÕ ’ĶŌŅõ ∙Õķ
Ļ ļŅµĒ¹ņ ±ÓßÓ“¹ŌÓĒĶ ņ õÓ“„ĶĻŅŌ ├─-4, Ōļ ■∙Õķ± ņÕĒÕÕ 0,005 ņŃ/ļ.ĀĀĀ
11.5.Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1. ┬ ŅßļÓ±“Ķ ņÓļ¹§
ĻŅĒ÷ÕĒ“Ó÷ĶķĀ (0,005 ¢ 0,0001 ņŃ/ļ)
ĒÓĶßŅļ³°Õķ ÓĻ“ĶŌĒŅ±“³■ ’Ņ ’ÓÓņ ╩ąę ŅßļÓõÓ■“ ÓĻ“ĶŌĒ¹Õ ¾ŃļĶ č╩ę Ķ └├-3,
±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ĻŅ“Ņ¹§ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ 4%.Ā
2. ┬ ĻÓ„Õ±“ŌÕ ¾ĒĶŌÕ±Óļ³ĒŅŃŅ
±ŅßÕĒ“Ó õļ ŅõĒŅŌÕņÕĒĒŅŃŅ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ └ę Ķ ═─╠├ ÓńÓßŅ“ÓĒ
ĻŅņßĶĒĶŅŌÓĒĒ¹ķ ±ŅßÕĒ“, ±Ņ±“Ņ ∙Õķ Ķń 50% ¾Ńļ č╩ę Ķ 50% ¾Ńļ └├-3,
ŅßÓßŅ“ÓĒĒŅŃŅ 8%-ņ Ó±“ŌŅŅņ ’ÕņÓĒŃÓ“Ó ĻÓļĶ .
3. čŅß÷ĶŅĒĒÓ ÕņĻŅ±“³
ņÓ“ÕĶÓļŅŌ ’Ņ ’ÓÓņ ╩ąę õŅ±“ĶŃÓÕ“ ±¾∙Õ±“ŌÕĒĒ¹§ ŌÕļĶ„ĶĒ õļ ÓńļĶ„Ē¹§ ņÓ“ÕĶÓļŅŌ
Ķ ¾ ęŪŽ ņŅµÕ“ õŅ±“ĶŃÓ“³ õŅ 80000 ņŃ/ņ2 └ę, ÕņĻŅ±“³ ’Ņ ĻŅ“ŅŅņ¾ ĒÓ
1,5 ¢ 2 ’Ņ õĻÓ Ō¹°Õ, „Õņ õļ ═─╠├, Ó ±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ÓńļĶ„Ē¹§ ņÓ“ÕĶÓļŅŌ
ÓńļĶ„ÓÕ“± ņÕµõ¾ ±ŅßŅķ ĒÓ 2-3 ’Ņ õĻÓ.
4. ė±“ÓĒŅŌļÕĒ ¶ÓĻ“Ķ„Õ±ĻĶķ
±Ņ±“ÓŌ Ķ ±ÕõĒ ĻŅĒ÷ÕĒ“Ó÷Ķ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō ŌŅńõ¾§Õ ĻŅĒ“ÕķĒÕŅŌ ÓĻÕ“,
ĒÓ§Ņõ ∙Ķ§± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ ’ŅĻÓńÓĒŅ, „“Ņ „Ó±“¹Õ ļŅµĒ¹Õ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ├─-4 Ō ±Ķ±“ÕņÕ č─╩Ū ’ŅĶ±§Ņõ “ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ²“Ķ§ ŌÕ∙Õ±“Ō ’Ķ
Ņ“±¾“±“ŌĶĶ ’ÓŅŌ ╩ąę.
5. ąÓńÓßŅ“ÓĒ
ĻŅņßĶĒĶŅŌÓĒĒ¹ķ ±ŅßÕĒ“ õļ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō,
’Õõ±“ÓŌļ ■∙Ķķ ±ŅßŅķ ±ņÕ±³ 90% ¾Ńļ č╩ęĀ
Ķ 10% ¾Ńļ └├-3, ŅßÓßŅ“ÓĒĒŅŃŅ 8%-ņ Ó±“ŌŅŅņ ’ÕņÓĒŃÓ“Ó ĻÓļĶ ,
±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ĻŅ“ŅŅŃŅ ±Ņ±“ÓŌļ Õ“ 1-2% ’Ķ ŌļÓµĒŅ±“Ķ 30% Ķ ±ŅŅ“ĒŅ°ÕĒĶĶ
ÓßŅ„Õķ ’ŅŌÕ§ĒŅ±“Ķ ±ŅßÕĒ“Ó Ļ Ņ„Ķ∙ÓÕņŅņ¾ Ņß·Õņ¾ ÓŌĒ¹ņ 0,025 ¢ 0,03 ņ2/ņ3.
(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±. 11.2.1ą ¢ 11.4.3ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ
±ĻÓĒĶŅŌÓĒĶÕņ. ┬¹’¾±Ļ 3)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀ
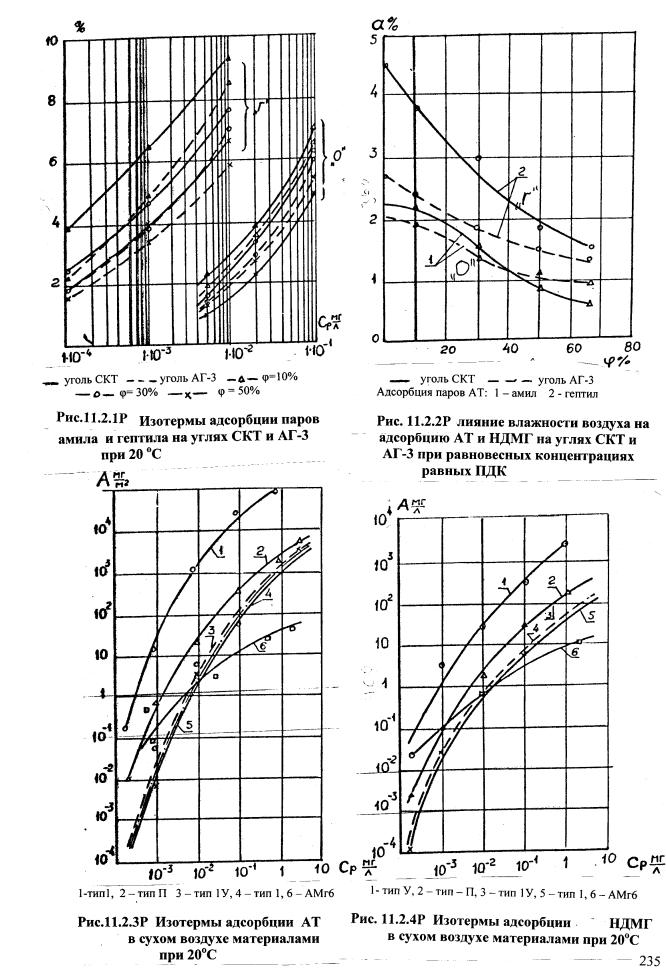
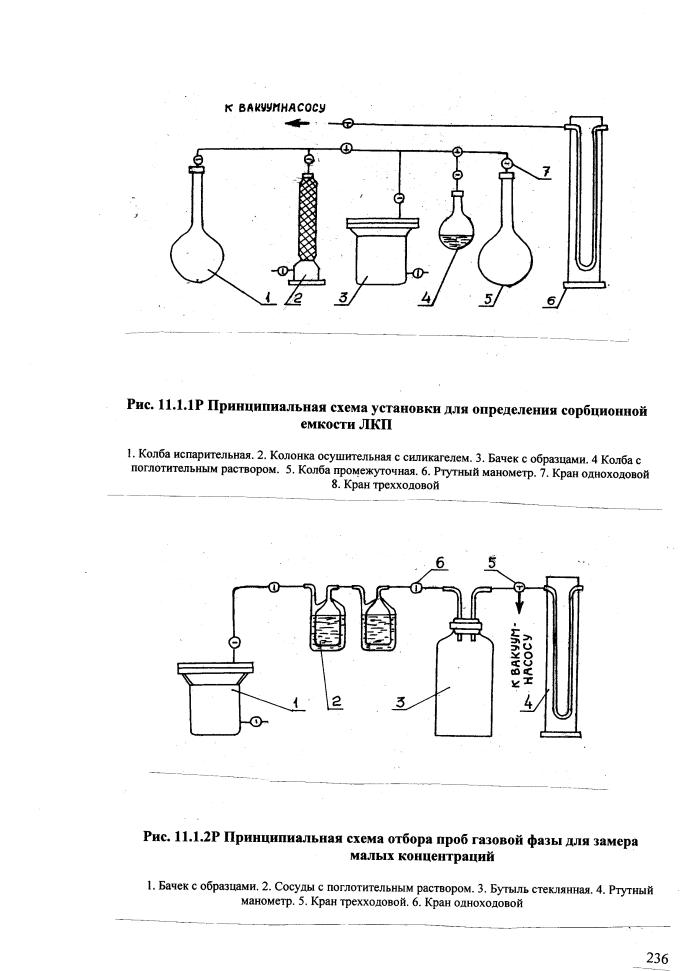
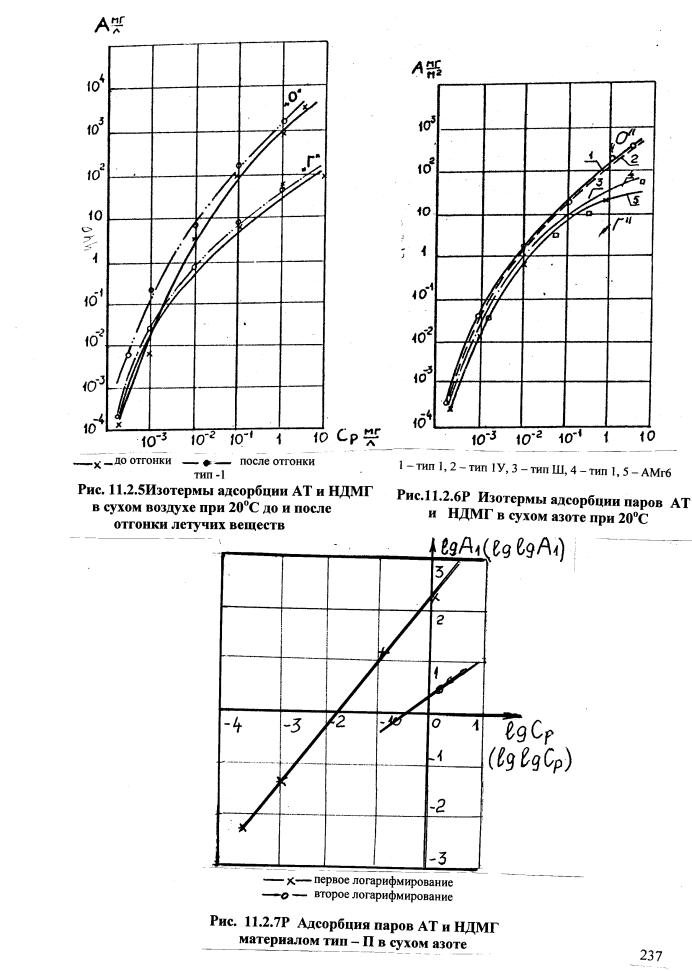
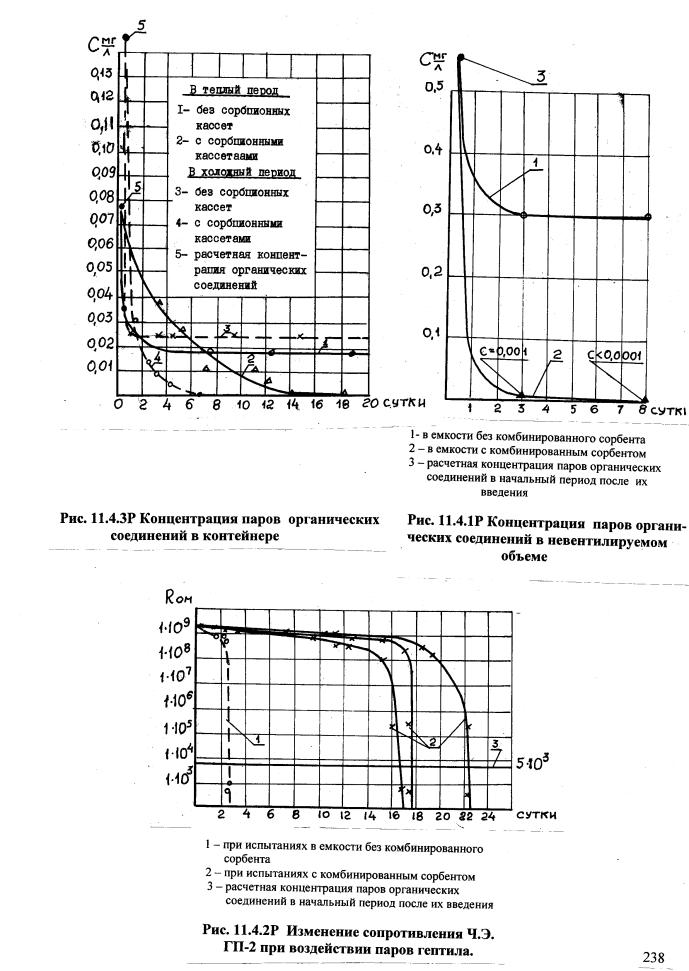
├ļÓŌÓ 12ĀĀ ╩╬═ęą╬╦▄Ā
├┼ą╠┼ę╚ū═╬čę╚Ā Ū└Žą└┬╦┼══█šĀ ╚Ū─┼╦╚╔
12.1Ā ╠Õ“Ņõ¹ Ķ ±Õõ±“ŌÓ
Ņ’ÕõÕļÕĒĶ ’ÓŅŌ ╩ąę Ō ĻŅĒ“ÕķĒÕÕ.
ĀĀ ╩ŅĒ“Ņļ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ ńÓ’ÓŌļÕĒĒ¹§ ĶńõÕļĶķ, ĒÓ§Ņõ ∙Ķ§± ĒÓ
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ņ±¾∙Õ±“Ōļ Õ“± ’¾“Õņ ÕŃĶ±“Ó÷ĶĶ ’ÓŅŌ ╩ąę Ō ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ,
’Ņ Ōļ ■∙Ķ§± Ō ±ļ¾„ÓÕĀĀ ÓńŃÕņÕ“ĶńÓ÷ĶĶ
“Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó, “.Õ ’¾“Õņ ¾±“ÓĒŅŌļÕĒĶ Ķ ńÓņÕÓ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ŅļŅ±“Ķ
ĻŅĒ“ÕķĒÕÓ ’ÓÓņĶ ╩ąę. ▌“Ņ“ ĻŅĒ“Ņļ³ Ņ±¾∙Õ±“Ōļ Õ“± ÓŌ“ŅņÓ“ĶńĶŅŌÓĒŅ ± ’ŅņŅ∙³■
±Ķ±“Õņ¹ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ¢č─╩Ū, ĶņÕ■∙Õķ Ō ±ŌŅÕņ ±Ņ±“ÓŌÕ
õÓ“„ĶĻĶ ±Ņ ±ŌŅĶņĶ „¾Ō±“ŌĶ“Õļ³Ē¹ņĶ ²ļÕņÕĒ“ÓņĶ ÓńõÕļ³ĒŅ ’ŅĀ ĻÓµõŅņ¾ ĻŅņ’ŅĒÕĒ“¾.
ĀĀ ╩ŅĒ“Ņļ³ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’Ķ ’ŅŌÕõÕĒĶĶ ÕŃļÓņÕĒ“Ē¹§ ÓßŅ“ ĒÓ
ÓĻÕ“Õ Ņ±¾∙Õ±“Ōļ Õ“± ± ’ŅņŅ∙³■ ±ÕĶķĒ¹§ ĶĒõĶĻÓ“ŅĒ¹§ “¾ßŅĻ ╚ę-1Ķ ╚╩-2“. ╚§
’ĶņÕĒÕĒĶÕ ’ŅńŌŅļ Õ“ ¾±“ÓĒŅŌĶ“³ ¶ÓĻ“ ĒÓļĶ„Ķ Ā
’ÓŅŌ ╩ąę “Ņļ³ĻŅ ĻÓ„Õ±“ŌÕĒĒŅ, Ó ĻŅļĶ„Õ±“ŌÕĒĒ¾■ Ņ÷ÕĒĻ¾ ’Ņ ĒĶņ ņŅµĒŅ
Ņ’ÕõÕļĶ“³ õŅ±“Ó“Ņ„ĒŅ ’ĶßļĶńĶ“Õļ³ĒŅ, Ķ “Ņ Ō ŌÕ±³ņÓ ¾ńĻŅņ õĶÓ’ÓńŅĒÕ
ĻŅĒ÷ÕĒ“Ó÷Ķķ ¢ 0,0001 ¢ 0,05 ņŃ/ļ.Ā
╚±Ļļ■„ÕĒĶÕ ’Õõ±“ÓŌļ Õ“ Ōń¹ŌŅŅ’Ó±ĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’Ņ ═─╠├. ŽŅ ²“Ņņ¾
’ŅĻÓńÓ“Õļ■ “¾ßĻĶ „Õ“ĻŅ õÓŌÓļĶ ŌÕļĶ„ĶĒ¾ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ’Ķ ĻŅ“ŅŅķ ±ŅõÕµĶņŅÕ
“¾ßĻĶ ’ŅļĒŅ±“³■ ±ĶĒÕļŅ ņŃĒŅŌÕĒĒŅ.
ĀĀĀ ŽŅņ¹°ļÕĒĒŅ±“³ Ķ ŌŅķ±ĻÓ õŅ ĒÓ±“Ņ ∙Õķ ÓßŅ“¹ ĒÕ ĶņÕļĶ
ĒÕŅߧŅõĶņ¹§ ņŅßĶļ³Ē¹§ ±Õõ±“ŌĀ õļ
Ņ’ÕõÕļÕĒĶ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ § ĻŅļĶ„Õ±“ŌÕĒĒŅķ ŌÕļĶ„ĶĒ¹ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ÓĻÕ“
’ÓÓņĶ ╩ąę. ╬“±¾“±“ŌĶÕ “ÓĻŅķ ŌÕļĶ„ĶĒ¹ ńÓ“¾õĒ ļŅ ’ĶĒ “ĶÕ ĒÕŅߧŅõĶņŅŃŅ Õ°ÕĒĶ
ŅĀ õÓļ³ĒÕķ°Õņ ’Ņ õĻÕ ŅßÓ∙ÕĒĶ ±
ÓĻÕ“Ņķ, ’Ņ“Õ Ō°Õķ ŃÕņÕ“Ķ„ĒŅ±“³, „“Ņ ņŅŃļŅ ß¹“³ õÓļÕĻŅ ĒÕ ßÕńŅ’Ó±Ē¹ņ.
ĀĀ ╩ŅļĶ„Õ±“ŌÕĒĒŅÕ Ņ’ÕõÕļÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ņŅµĒŅ ’ŅŌŅõĶ“³ Ō
ļÓßŅÓ“ŅĒ¹§ ¾±ļŅŌĶ § ’¾“Õņ §ĶņĶ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ Ņ“ŅßÓĒĒŅķ ŃÓńŅŌŅķ ’Ņß¹ Ķń
ÓĒÓļĶńĶ¾ÕņŅŃŅ Ņß·ÕņÓ. ╬“ßŅ ’Ņß Ķń ņÓļ¹§ Ņß·ÕņŅŌ Ņ’ŅßŅŌÓļ± Ā ± ’ŅņŅ∙³■ °’Ķ÷Ó, ’ĶßŅÓ ė├-2 Ķ ± ’ŅņŅ∙³■
ńÓÓĒÕÕĀ Ņ“ŌÓĻ¾¾ņĶŅŌÓĒĒŅķ ß¹ļĶ. ═Ó Ņ±ĒŅŌÓĒĶĶ
’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ĒÓĶßŅļÕÕ ±ŅŌÕ°ÕĒĒ¹ņ ņÕ“ŅõŅņ
Ņ“ßŅÓ ’Ņß Ōļ Õ“± Ķ±’Ņļ³ńŅŌÓĒĶÕ ŌÓĻ¾¾ņĶŅŌÓĒĒ¹§ ß¾“¹ļÕķ, ĒŅ Ō ²“Ņņ ±ļ¾„ÓÕ
’Ņ±ļÕ Ņ“±ŅÕõĶĒÕĒĶ ŌÓĻ¾¾ņĒŅķ ß¾“¹ļĶ Ņ“ Ķ±±ļÕõ¾ÕņŅŃŅ Ņß·ÕņÓ Ō ĒÕŃŅ ’Ņõ±Ó±¹ŌÓļ±
ŅĻ¾µÓ■∙Ķķ ŌŅńõ¾§, ĻŅ“Ņ¹ķ ņŅŃ ±ŅõÕµÓ“³ Ō ±ÕßÕ ’Ó¹ ╩ąę. ╩ŅņÕ “ŅŃŅ, õļ
Ņ“ßŅÓ ĒÕ±ĻŅļ³ĻĶ§ ’Ņß Ķ ÓńĒ¹§ Ņß·ÕņŅŌ ĒÕŅߧŅõĶņŅ ß¹ļŅ ĶņÕ“³ õŅ±“Ó“Ņ„Ē¹ķ ńÓ’Ó±
ß¾“¹ļÕķ, „“Ņ ±ŅńõÓŌÓļŅ ß¹ ĒÕ¾õŅß±“ŌÓ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ §.
ĀĀ ┬ ±Ķļ¾ ²“ŅŃŅ, ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ ß¹ļÓ ÓńÓßŅ“ÓĒÓ ’ÕÕĒŅ±ĒÓ
²Ļ±’Õ±± ļÓßŅÓ“ŅĶ õļ Ņ’ÕõÕļÕĒĶ ’ÓŅŌ ╩ąę Ō ĻŅĒ“ÕķĒÕÕ Ķ ±¾§Ķ§ Ņ“±ÕĻÓ§
ÓĻÕ“¹, õļ „ÕŃŅ ß¹ļĶ ’ŅŌÕõÕĒ¹ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ Ķ±±ļÕõŅŌÓĒĶ . ╬ßŅ¾õŅŌÓĒĶÕ
ļÓßŅÓ“ŅĶĶ ĻŅņ’ļÕĻ“ŅŌÓļŅ±³ Ō „ÕņŅõÓĒÕ, Ō ±Ņ±“ÓŌ ĻŅ“ŅŅŃŅ Ō§ŅõĶļĶ ±Õõ±“ŌÓ
Ņ“ßŅÓ ŃÓńŅŌ¹§ ’Ņß, Ó “ÓĻµÕ ±Õõ±“ŌÓ õļ ’ŅŌÕõÕĒĶ §ĶņĶ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ
Ņ“ŅßÓĒĒ¹§ ’Ņß,Ā ’Õõ±“ÓŌļÕĒĒ¹Õ ĒÓ ąĶ±.
12.1.1ą [174].
ĀĀĀ ╬“ßŅ ’Ņß ’ŅĶńŌŅõĶ“± ’¾“Õņ Ņ“±Ó±¹ŌÓĒĶ ’Ņ÷ĶĶ ŌŅńõ¾§Ó
ĒÓ±Ņ±Ņņ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ °ļÓĒŃÓ. ┬ ’Ņ÷Õ±±Õ õŌĶµÕĒĶ ŌŅńõ¾§Ó ’Ņ °ļÓĒŃ¾ „Ó±“³
’ÓŅŌ ╩ąę ß¾õÕ“ ±ŅßĶŅŌÓ“³± ĒÓ ±“ÕĒĻÕ °ļÓĒŃÓ, „“Ņ ’ĶŌÕõÕ“ Ļ Ķ±ĻÓµÕĒĶ■
Õń¾ļ³“Ó“ŅŌ ÓĒÓļĶńÓ. č ÷Õļ³■ ¾“Ņ„ĒÕĒĶ Ó±„Õ“Ó ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ Ō Ņ“ŅßÓĒĒŅķ
’ŅßÕ, ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ß¹ļĶ Ņ’ÕõÕļÕĒ¹ õļ └ę, ĻÓĻ ĒÓĶßŅļÕÕ ĻŅŅńĶŅĒĒŅ
Ņ’Ó±ĒŅŃŅ ĻŅņ’ŅĒÕĒ“Ó, ’Ņ’ÓŌŅ„Ē¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ĒÓ ±Ņß÷Ķ■ ’ÓŅŌĀ ’Ķ ’ŅĻÓ„ĻÕ Ķ§Ā „ÕÕń ’ŅļĶ²“ĶļÕĒŅŌ¹ķ °ļÓĒŃ, ĻŅ“Ņ¹Õ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ
12.1.1ę.Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 12.1.1ę

ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ─ļĶĒÓ
°ļÓĒŃÓ, ņĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
21ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 9
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓ ĶńņÕÕĒĒŅķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ņŃ/ļĀĀĀĀĀĀĀĀĀĀĀĀ 0,01ĀĀĀĀ
0,01ĀĀĀ 1,0ĀĀĀĀĀ 0,01ĀĀĀĀ
0,1ĀĀĀ ĀĀĀ1,0
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ’ÓŌŅ„Ē¹ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅ²¶¶Ķ÷ĶÕĒ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,08ĀĀĀĀĀ
1,23ĀĀĀ 1,16ĀĀ 1, 08ĀĀĀ
1,25ĀĀĀ 1,20
![]()
ĀĀ č ÷Õļ³■ Ķ±Ļļ■„ÕĒĶ ŌļĶ ĒĶÕ ±Ņß÷ĶĶ ĒÓ Õń¾ļ³“Ó“¹ ÓĒÓļĶńÓ, õļ
õÓĒĒŅķ ļÓßŅÓ“ŅĶĶ ÓńÓßŅ“ÓĒÓ ņÕ“ŅõĶĻÓ ŅõĒŅŌÕņÕĒĒŅŃŅ Ņ“ßŅÓ ’Ņß¹
ŌŅńõ¾§ÓĀ Ķ ’ŅĻÓ„ĶŌÓĒĶÕ ŌŅńõ¾§Ó ĒÕ „ÕÕń
õļĶĒĒ¹ķ °ļÓĒŃ, Ó ĒÕ’Ņ±Õõ±“ŌÕĒĒŅ „ÕÕń ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ, ÓńņÕ∙ÓÕņ¹ķ Ō
±’Õ÷ĶÓļ³ĒŅņ ńŅĒõÕ, ĻŅ“Ņ¹ķ ĒÓ °ļÓĒŃÕ Ņ’¾±ĻÓÕ“± Ō ĻŅĒ“ŅļĶ¾Õņ¹ķ Ņß·Õņ.Ā ┬ ²“Ņņ ±ļ¾„ÓÕ ’Ņ °ļÓĒŃ¾ ĶõÕ“ „Ķ±“¹ķ ŌŅńõ¾§,
’Ņ±ļÕ “ŅŃŅ, ĻÓĻ ’Ó¹ ╩ąę ’ŅŃļŅ∙ÕĒ¹ Ō ’ŅŃļŅ“Ķ“Õļ³ĒŅņ Ó±“ŌŅÕ. ╩ŅĒ±“¾Ļ÷Ķ ńŅĒõÓ
’ĶŌÕõÕĒÓ ĒÓ ąĶ±.12.1.2ą. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ’Ņ±ĻŅĻ
ÓĒÓļĶńĶ¾ÕņŅŃŅ ŌŅńõ¾§Ó „ÕÕń ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ ńŅĒõÓ ß¾õÕ“ Ņ“±¾“ŌŅŌÓ“³ ’Ķ
±ĻŅŅ±“ § ’ŅĻÓ„ĻĶ õŅ 0,5 ļ/ņĶĒ.
ĀĀ ╦ŅĻÓļ³Ē¹Õ ņÕ±“Ó “Õ„Õķ ╩ąę Ņ’ÕõÕļ ■“± ĶĒõĶĻÓ“ŅĒ¹ņĶ ļÕĒ“ÓņĶ
╦╚-1 ’Ņ ═─╠├ Ķ ╦Ķ-2 ’Ņ └ę, Ō ĻŅ“Ņ¹§, ’Ņõ ŌŅńõÕķ±“ŌĶÕņĀ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ņÕ±“Õ “Õ„Ķ ĒÓ ļÕĒ“Õ ’Ņ Ōļ Õ“±
’ “ĒŅĀ ĶńņÕĒÕĒĒŅŃŅĀ ÷ŌÕ“Ó. ęÓĻĶņĶ ļÕĒ“ÓņĶ ņŅµĒŅ Ņ’ÕõÕļ “³
“Ņļ³ĻŅ ņÕ±“Ņ ’Ņ ŌļÕĒĶÕ “Õ„Ķ, ĒŅ ĻŅļĶ„Õ±“ŌÕĒĒŅķ ŌÕļĶ„ĶĒ¹ ²“Ķ ļÕĒ“¹ ĒÕ õÓ■“. č
“Õņ, „“Ņß¹ ²“ĶņĶ ļÕĒ“ÓņĶ ņŅµĒŅ ß¹ļŅ Ņ’ÕõÕļ “³ ĻŅļĶ„Õ±“ŌÕĒĒ¾■ ŌÕļĶ„ĶĒ¾ “Õ„Ķ,
ŅĒĶ ß¹ļĶ Ņ““ÓĶŅŌÓĒ¹ ± ’ŅņŅ∙³■ ĶņĶ“Ó“ŅÓ “Õ„Ķ ’ŅĻÓńÓĒĒŅŃŅ ĒÓ ąĶ±.5.3.1ą., Ō
Õń¾ļ³“Ó“Õ „ÕŃŅ ŌÕļĶ„ĶĒ¾ “Õ„Ķ ņŅµĒŅ ¾±“ÓĒÓŌļĶŌÓ“³ ’Ņ ŌÕņÕĒĶ Ō¹õÕµĻĶ ļÕĒ“¹ Ķ
õĶÓņÕ“¾ ŅßÓń¾■∙ÕŃŅ± ’ “ĒÓ ńÓ ²“Ņ ŌÕņ . ąÕń¾ļ³“Ó“¹ “ÓĶŅŌĻĶ ’Õõ±“ÓŌļÕĒ¹ Ō
“ÓßļĶ÷Õ 12.1.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 12.1.2ę
ĀĀĀĀĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓĀĀĀĀĀĀĀĀĀĀĀĀ
┬Õņ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽļŅ∙Óõ³
’ “ĒÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽļŅ∙Óõ³ ’ “ĒÓĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ “Õ„Ķ ’Ņ ŌŅńõ.ĀĀĀ
Ō¹õÕµĻĶĀĀĀĀĀĀĀĀĀĀĀ ĒÓ ļÕĒ“Õ
╦╚-1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓ ļÕĒ“Õ ╦╚-2
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀ ŃÕļ. ±ņÕ±Ķ,ĀĀĀ ĀĀĀĀļÕĒ“¹,ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½├╗,Ā
ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
½╬╗,ĀĀ ņņ2
ĀĀĀĀĀĀĀĀĀĀĀĀ ŃÕļ. ±ņÕ±Ķ,ĀĀĀ ĀĀĀĀļÕĒ“¹,ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ½├╗,Ā
ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
½╬╗,ĀĀ ņņ2
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ļ. ņĻ/±ÕĻĀĀĀĀĀĀĀĀĀĀĀĀĀ ņĶĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
µĶõĻÓ ĀĀĀĀĀĀ ’ÓŅŌÓ ĀĀĀĀĀĀĀĀĀĀ µĶõĻÓ ĀĀĀĀĀĀĀ ’ÓŅŌÓ Ā
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ10ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,5ĀĀĀĀĀĀĀĀĀĀĀ 1,5ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
15ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ1,0ĀĀĀĀĀĀĀĀĀĀĀ 0,3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 60ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,3ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10-4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 60ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,3ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -
ĀĀ čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ Ō¹ ŌļÕĒĶÕ ņÕ±“ “Õ„Ķ ņŅµĒŅ ŅßÕ±’Õ„Ķ“³ ’¾“Õņ
ĒÓĒÕ±ÕĒĶ ĒÓ ²ļÕņÕĒ“¹ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“ÓĀ
±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒ¹§ ĶĒõĶĻÓ“ŅĒ¹§ ĻÓ±ŅĻ ŌņÕ±“Ņ Ņß¹„Ē¹§ ĻÓ±ŅĻ. ┬
ņÕ±“Õ “Õ„Õķ ²“Ķ ĻÓ±ĻĶ “Ņ„Õ„ĒŅ ņÕĒ ■“ ±ŌŅķ ÷ŌÕ“ [193,194,195].
ĀĀ ┬ ±Ķļ¾ ŌÓµĒŅ±“Ķ ŌŅ’Ņ±Ó ńÓņÕÓ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ķ ’ŅĶ±ĻÓ ņÕ±“
“Õ„Õķ ĒÓ ĶńõÕļĶĶ, Ļ Õ°ÕĒĶ■ ²“Ķ§ ńÓõÓ„ ’Ņ ĶĒĶ÷ĶÓ“ĶŌÕ ÓŌ“ŅÓ ß¹ļ ’ŅõĻļ■„ÕĒ õ
═╚╚.
ĀĀ ┬ įĶńĶ„Õ±ĻŅņ ĶĒ±“Ķ“¾“Õ └═ čččą ß¹ļ ’ÕõļŅµÕĒ ’ĶßŅ ļ ĶńņÕÕĒĶ
ņĶĻŅĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ ╩ąę ĒÓ Ņ±ĒŅŌÕ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ╩ąę ļ¾„Ķ±“¹ņ
’Ņ“ŅĻŅņĀ Ō ¾ļ³“Ó¶ĶŅļÕ“ŅŌŅķ ŅßļÓ±“Ķ
±’ÕĻ“Ó. ┬ ’ĶßŅÕ ’ĶņÕĒÕĒ ’ĶĒ÷Ķ’ ’ŅŌ¹°ÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶŅĒĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ
’¾“Õņ ¾ŌÕļĶ„ÕĒĶ õļĶĒ¹ ’ŅßÕŃÓ ļ¾„Ó „ÕÕń ÓĒÓļĶńĶ¾Õņ¹ķ ŃÓń ńÓ ±„Õ“ ’ĶņÕĒÕĒĶ ,
“ÓĻ ĒÓń¹ŌÓÕņŅķ, ņĒŅŃŅ§ŅõŅŌŅķ Ļ■ŌÕ“¹ [178] .
ĀĀ Ā┬ ĶĒ±“Ķ“¾“Õ Ķņ.
╩¾„Ó“ŅŌÓ ß¹ļÓ Ķń¾„ÕĒÓ ŌŅńņŅµĒŅ±“³ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ńÓ’ÓŌļÕĒĒ¹§ ßÓĻŅŌ
’¾“Õņ ’ÕõŌÓĶ“Õļ³ĒŅŃŅ ŌŌÕõÕĒĶ Ō ╩ąę ÓõĶŅÓĻ“ĶŌĒ¹§ ĶńŅ“Ņ’ŅŌ ± ’Ņ±ļÕõ¾■∙Õķ Ķ§
ÕŃĶ±“Ó÷ĶÕķĀ Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ
ĻŅĒ“ÕķĒÕÓ ’Ķ ’Ņ ŌļÕĒĶĶ “Õ„Õķ. ╚±±ļÕõŅŌÓĒĶ ņĶ ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ ²“Ó ÷Õļ³
ņŅµÕ“ ß¹“³ õŅ±“ĶŃĒ¾“Ó ’¾“Õņ ŌŌÕõÕĒĶ Ō ╩ąę Ņ’ÕõÕļÕĒĒŅŃŅ ŌĶõÓ α ¢ Ķńļ¾„Ó“Õļ ± Ķ±’Ó ÕņŅ±“³■ ßļĶńĻŅķ Ļ Ķ±’Ó ÕņŅ±“Ķ ±ÓņŅŃŅ ╩ąę ±
ÓńĒ¹ņĶ ²ĒÕŃĶ ņĶ α - „Ó±“Ķ÷ õļ ĻÓµõŅŃŅ
ĻŅņ’ŅĒÕĒ“Ó. ═ÓĶßŅļÕÕ Ņ’“ĶņÓļ³Ē¹ņĶ Ķńļ¾„Ó“Õļ ņĶ ŅĻÓńÓļĶ±³ õļ ═─╠├ ÓņÕĶ÷Ķķ └m241,
Ó õļ └ę ’ļ¾“ŅĒĶķ ąu239. ŽŅĒĶĻÓ■∙ĶÕ Ō ĻŅĒ“ÕķĒÕ
ĶńŅ“Ņ’¹ ĒÕŅߧŅõĶņŅ õļ ÓĒÓļĶńÓ ĻŅĒ÷ÕĒ“ĶŅŌÓ“³ ĒÓ ±’Õ÷ĶÓļ³ĒŅņ ¶Ķļ³“Õ [179].
ĀĀ ┬ ĶĒ±“Ķ“¾“Õ ²ļÕĻ“ŅĒĶĻĶ ėńß. ččą ß¹ļÓ Ķń¾„ÕĒÓ ŌŅńņŅµĒŅ±“³
ÕŃĶ±“Ó÷ĶĶ ’ÓŅŌ ╩ąęĀ Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ
± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ²¶¶ÕĻ“Ó ÓĒĒĶŃĶļ ÷ĶĶ ņÕõļÕĒĒ¹§ ’ŅńĶ“ŅĒŅŌ. ╚±±ļÕõŅŌÓĒĶ ņ ß¹ļŅ
¾±“ÓĒŅŌļÕĒŅ, „“Ņ ĒÓļĶ„ĶÕ ’ÓŅŌ ╩ąęĀ
ņŅµĒŅ ÕŃĶ±“ĶŅŌÓ“³ ńÓ ±„Õ“ ĶńņÕÕĒĶ ±ĻŅŅ±“Ķ ÓĒĒĶŃĶļ ÷ĶĶ ņÕõļÕĒĒ¹§
’ŅńĶ“ŅĒŅŌ Ō ņŅļÕĻ¾ļÓ§ ╩ąę [180].
Ā ┬±Õ ĶńļŅµÕĒĒ¹Õ ņÕ“Ņõ¹ ĒÕ ’Ņļ¾„ĶļĶ ±ŌŅÕŃŅ õÓļ³ĒÕķ°ÕŃŅ
’ÓĻ“Ķ„Õ±ĻŅŃŅ ÓńŌĶ“Ķ Ķ ÕÓļĶńÓ÷ĶĶ, ’Ņ±ĻŅļ³Ļ¾ ÓńÓßŅ“ÓĒĒÓ ’ÕÕĒŅ±ĒÓ
ļÓßŅÓ“ŅĶ §ŅŅ°Ņ ±Õß ’ŅĻÓńÓļÓ ’Ķ ÓßŅ“Õ ± ĒÕķ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ § Ō ŌŅĶĒ±ĻĶ§
„Ó±“ §.
12.2Ā
╚±±ļÕõŅŌÓĒĶÕ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ õÓ“„ĶĻŅŌ č─╩Ū.
ĀĀ ŽĶ ÓńÓßŅ“ĻÕ č─╩Ū
±“ÓŌĶļŅ±³ ¾±ļŅŌĶÕ, ±Ņ±“Ņ ∙ÕÕ Ō “Ņņ, „“Ņ ±ĶŃĒÓļ Ņ“ ÕÕ õÓ“„ĶĻŅŌ Ņ ’Ņ ŌļÕĒĶĶ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’Ņ±“¾’Óļ õŅ “ŅŃŅ, ĻÓĻ ÓĻÕ“Ó ’Ņ“Õ ļÓ ß¹ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ’Ņ
’Ķ„ĶĒÕ Ō¹§ŅõÓ Ķń ±“Ņ ĻÓĻŅŃŅ ļĶßŅ ÕÕ ²ļÕņÕĒ“Ó Ņ“ ŌŅńõÕķ±“ŌĶ ĒÓ ĒÕŃŅ ’ÓŅŌ
╩ąę, ± “Õņ, „“Ņß¹ ÕÕ ņŅµĒŅ ß¹ļŅ Ķ±’Ņļ³ńŅŌÓ“³ Ō“ŅĶ„ĒŅ ’Ņ±ļÕ ¾±“ÓĒÕĒĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ.
ĀĀ ŽĶĒ÷Ķ’ ÓßŅ“¹ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ (ū.▌.) Ņ±ĒŅŌÓĒ ĒÓ
ÕŃĶ±“Ó÷ĶĶ ĶńņÕĒÕĒĶ Ō ĒĶ§ Ņ’ÕõÕļÕĒĒ¹§ ’ÓÓņÕ“ŅŌ ńÓ ±„Õ“
ŅĻĶ±ļĶ“Õļ³ĒŅ-ŌŅ±±“ÓĒŅŌĶ“Õļ³Ē¹§ ’Ņ÷Õ±±ŅŌ . ’Ņ“ÕĻÓ■∙Ķ§ Ō Ķ§ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ
’ÓŅŌ ╩ąę.
ĀĀ ┬ ĻÓ„Õ±“ŌÕ ū.▌. õļ ═─╠├ Ķ±’Ņļ³ńŅŌÓļÓ±³ ÓŌĒŅņÕĒŅ
Ó±’ÕõÕļÕĒĒÓ ŅĻĶ±³ ±ÕÕßÓ ŌŅ ¶“ŅŅ’ļÓ±“Õ, ĒÓń¹ŌÓÕņŅķ ĶĒõĶĻÓ“ŅĒŅķ ņÓ±±Ņķ.
╬ĒÓ ¶Ņņ¾Õ“± Ō “ÓßļÕ“Ļ¾, ’Ņ ’ļŅ±ĻŅ±“Ķ ĻŅ“ŅŅķ Ō¹ŌÕõÕĒ¹ ²ļÕĻ“Ķ„Õ±ĻĶÕ ĻŅĒ“ÓĻ“¹
± ńÓńŅŅņ ņÕµõ¾ Ķ§Ā ĻŅĒ÷ÓņĶ. ŽŅõ
ŌŅńõÕķ±“ŌĶÕņ ═─╠├ ŅĻĶ±³ ±ÕÕßÓ Ō “ÓßļÕ“ĻÕ ŌŅ±±“ÓĒÓŌļĶŌÓÕ“± õŅ ņÕ“ÓļļĶ„Õ±ĻŅŃŅ
±ÕÕßÓ, Ō±ļÕõ±“ŌĶÕ „ÕŃŅ, ’Ņ ņÕÕ ’ÕŌÓ∙ÕĒĶ ŅĻĶ±Ķ ±ÕÕßÓ Ō ±ÕÕßŅ,
¾ŌÕļĶ„ĶŌÓÕ“± ĻŅĒ“ÓĻ“ ņÕµõ¾ ²ļÕĻ“Ķ„Õ±ĻĶņĶ Ō¹ŌŅõÓņĶ Ķ ±Ņ’Ņ“ĶŌļÕĒĶÕ
ĶĒõĶĻÓ“ŅĒŅķ ņÓ±±¹ ÕńĻŅ ’ÓõÓÕ“. ŽŅ§Ņõ ∙Ķķ “ŅĻ ņÕµõ¾ ²ļÕĻ“ŅõÓņĶ
ÕŃĶ±“Ķ¾Õ“± Ķ “Õņ ±Óņ¹ņ ²“Ņ Ņ’ÕõÕļ Õ“± , ĻÓĻ ’Ņ ŌļÕĒĶÕ ’ÓŅŌ ═─╠├.
ĀĀ ┬ ĻÓ„Õ±“ŌÕ ū.▌. ’Ņ └ę Ķ±’Ņļ³ń¾Õ“± ’ļÕĒĻÓ ±ÕÕßÓ, ĒÓĒÕ±ÕĒĒÓ
“ŅĒĻĶņ ±ļŅÕņ ĒÓ ¶Ó¶ŅŅŌ¾■ “¾ßĻ¾, ĒÓ ĻŅĒ÷Ó§ ĻŅ“ŅŅķ “ÓĻµÕ ńÓĻÕ’ļÕĒ¹
²ļÕĻ“Ķ„Õ±ĻĶÕ ĻŅĒ“ÓĻ“¹. ŽŅõ ŌŅńõÕķ±“ŌĶÕņ └ę ±ÕÕßŅ ŅĻĶ±ļ Õ“± õŅ ŅĻĶ±Ķ ±ÕÕßÓ
Ķ ±Ņ’Ņ“ĶŌļÕĒĶÕ ’ļÕĒĻĶ ĒÓ “¾ßĻÕ ÕńĻŅ ŌŅńÓ±“ÓÕ“, „“Ņ “ÓĻµÕ ÕŃĶ±“Ķ¾Õ“± .
ĀĀ ─Ó“„ĶĻĶ č─╩Ū ’Ņ±“ŅÕĒ¹ “ÓĻĶņ ŅßÓńŅņ, „“Ņ ±ĶŃĒÓļ ½ĒÕ ĒŅņÓ╗
Ō¹õÓÕ“± Ā ’Ņ Ķ±“Õ„ÕĒĶĶ Ņ’ÕõÕļÕĒĒŅŃŅ
ŌÕņÕĒĶ ’Ņ±ļÕ ’Ņ ŌļÕĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ. ▌“Ņ ŌÕņ Ņ’ÕõÕļ Õ“± , ĻÓĻ ŌÕņ
±ÓßÓ“¹ŌÓĒĶ č─╩Ū. ┬Õņ ±ÓßÓ“¹ŌÓĒĶ ū.▌ Ņ’ÕõÕļ Õ“± ŌÕņÕĒÕņ, Ō “Õ„ÕĒĶÕ
ĻŅ“ŅŅŃŅ ±Ņ’Ņ“ĶŌļÕĒĶÕ õŅ±“ĶŃÓÕ“ 5 ĻŅņ. šÓÓĻ“ÕĶ±“ĶĻŅķ ±ÓßÓ“¹ŌÓĒĶ ū.▌. ŅßŅĶ§
“Ķ’ŅŌ ’Õõ’ŅļÓŃÓļŅ±³ ±„Ķ“Ó“³ ½’ŅŃļŅ∙ÕĒĒ¾■ õŅń¾╗ - ─, ÓŌĒ¾■ ’ŅĶńŌÕõÕĒĶ■
ĻŅĒ÷ÕĒ“Ó÷ĶĶ č ĒÓ ŌÕņ ±ÓßÓ“¹ŌÓĒĶ τ, “.Õ ─ = č.τ [ņŃ/ļ.„Ó±] [181].
ĀĀĀ ėĻÓńÓĒĒ¹Õ ū.▌. ÓńÓßÓ“¹ŌÓļĶ±³ Ō ╦┼══╚š╚,Ā ßÕńŅ“ĒŅ±Ķ“Õļ³ĒŅ Ļ ĻÓĻŅņ¾ ļĶßŅ ĶńõÕļĶ■.Ā ┬ ±Ķļ¾ ²“ŅŃŅ ĻÓµõŅÕ ’Õõ’Ķ “ĶÕ ’ŅŌŅõĶļŅ
Ķ±’¹“ÓĒĶÕ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ±ŌŅĶņ ńÓõÓ„Óņ Ķ ¾±ļŅŌĶ ņ, Ķ±’Ņļ³ń¾ ±ŌŅĶ
½õŅņŅŅ∙ÕĒĒ¹Õ╗ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ.
ĀĀ ╚±’¹“ÓĒĶ Ō ╦┼══╚š╚ ’ŅŌŅõĶļĶ±³ Ō ÕµĶņÕ ĒÓÓ±“Ó■∙Õķ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ, Ķ±’Ņļ³ń¾ ±ŌŅĶ ĶņĶ“Ó“Ņ¹ “Õ„Õķ, ĻÓĻ Ķ±“Ņ„ĒĶĻĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ.
╬’¹“¹ ’ŅŌŅõĶļĶ±³ Ō ĻŅļßÕ Ņß·ÕņŅņ 4 ļ.. ┬ ĻŅļß¾ ĒÓļĶŌÓļŅ±³ 10 ņļ. ŌŅõ¹ õļ
±ŅńõÓĒĶ ’ŅŌ¹°ÕĒĒŅķ ŌļÓµĒŅ±“Ķ. ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ, Ņ’ÕõÕļÕĒĒÓ „ÕÕń 30 ņĶĒ.
õŅļµĒÓ ß¹ļÓ ±Ņ±“ÓŌļ “³ 1,9 ▒ 10% ņŃ/ļ.
ĀĀ ╚±’¹“ÓĒĶ Ō ╬╩┴└, ÓńÓßÓ“¹ŌÓŌ°Õņ õÓ“„ĶĻĶ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ
õÓĒĒ¹§ ū.▌.,Ā Ķ±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³
õŌ¾ņ ņÕ“ŅõĶĻÓņĶ [182]. ŽÕŌÓ (õĶĒÓņĶ„Õ±ĻĶķ ņÕ“Ņõ) ±Ņ±“Ņ ļÓ Ō “Ņņ, „“Ņ Ō
Ķ±’¹“Ó“Õļ³Ē¾■ ĻÓņÕ¾ ’ŅõÓÕ“± ’ÓŅŌŅńõ¾°ĒÓ ±ņÕ±³ Ņ’ÕõÕļÕĒĒŅķ ŌļÓµĒŅ±“Ķ ±
ńÓõÓĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ ’ÓŅŌ ╩ąę, ±ŅńõÓŌÓÕņŅķ ± ’ŅņŅ∙³■ õĶĒÓņĶ„Õ±ĻŅķ ¾±“ÓĒŅŌĻĶ.
┬“ŅÓ ±Ņ±“Ņ ļÓ Ō “Ņņ, „“Ņ Ō Ķ±’¹“Ó“Õļ³Ē¾■ ĻÓņÕ¾ ÓĒÓļŅŃĶ„ĒŅ ņÕ“ŅõĶĻÕ
╦┼══╚š╚Ā ± ’ŅņŅ∙³■ ĶņĶ“Ó“ŅŅŌ “Õ„Õķ
’ŅõÓ■“± ’Ó¹ ╩ąę. ┬ Ņ“ļĶ„ĶÕ Ņ“ ╦┼══╚š╚, Ō ĻÓņÕ¾ ĒÕ ’ŅõÓŌÓļÓ±³ ŌŅõÓ. čĻŅŅ±“³
ĒÓ“ÕĻÓĒĶ ’Ņ └ę ±Ņ±“ÓŌļ ļÓ Ņ“ 0,1 ņŃ/ņĶĒ. õŅ 1 ņŃ/ņĶĒ, õļ ═─╠├ ¢ Ņ“ 0,01
ņŃ/ņĶĒ õŅ 1 ņŃ/ņĶĒ.
ĀĀĀ ╚±’¹“ÓĒĶ ū.▌. Ō ═╚╚-4 ╠╬ [183] ’ŅŌŅõĶļĶ±³ Ō ŅõĒŅķ ĻÓņÕÕ ±
ŅßÓń÷ÓņĶ ņÓ“ÕĶÓļŅŌ, ’ĶßŅÓņĶ Ķ ÓŃÕŃÓ“ÓņĶ ĶńõÕļĶ . ╬ß·Õņ ĻÓņÕ¹ ±Ņ±“ÓŌļ ļ 4
ņ3.Ā ╚±’¹“ÓĒĶ ’ŅŌŅõĶļĶ±³
’Ķ ’Ņ±“Ņ ĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ĻŅ“ŅÓ ’ŅõõÕµĶŌÓļÓ±³ ’¾“Õņ ’Ņõ’Ķ“ĻĶ ’ÓÓņĶ ╩ąę,
ĻŅ“ŅÓ ’ŅĶńŌŅõĶļÓ±³ ÕµÕ±¾“Ņ„ĒŅ.
ĀĀĀ ╚±’¹“ÓĒĶ Ō õÓĒĒŅķ ÓßŅ“Õ [184, 185] ’ŅŌŅõĶļĶ±³ Ō ßÓĻÕ Ņß·ÕņŅņ
160 ļ. ±ŅŌņÕ±“ĒŅ ± ņÓ“ÕĶÓļÓņĶ, ’ĶßŅÓņĶ Ķ ²ļÕĻ“Ņ²ļÕņÕĒ“ÓņĶ ±Ķ±“Õņ¹
¾’ÓŌļÕĒĶ Ō ¾±ļŅŌĶ § ’ŅõõÕµÓĒĶ ’Ņ±“Ņ ĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ÓĒÓļŅŃĶ„ĒŅ Ķ±’¹“ÓĒĶ ņ
Ō ═╚╚-4 ╠╬. ╬“ļĶ„ĶÕ ±Ņ±“Ņ ļŅ Ō “Ņņ, „“Ņ ’ÓŅŌŅńõ¾°ĒÓ ±ņÕ±³ ĶņÕļÓ Ņ“ĒŅ±Ķ“Õļ³Ē¾■
ŌļÓµĒŅ±“³ 0,4%Ā Ķ 4% ’Ķ 20Ņč
, Ó Ō ═╚╚-4 ╠╬ 30% Ķ 80%. ▌“Ņ “ÓĻ, ĒÓń¹ŌÓÕņÓ ±“Ó“Ķ„Õ±ĻÓ ņÕ“ŅõĶĻÓ.
ĀĀ č ÷Õļ³■ Ņ’ÕõÕļÕĒĶ ¶ÓĻ“Ķ„Õ±ĻĶ§ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“Ē¹§
’ÓÓņÕ“ŅŌ, ĶņÕ■∙Ķ§ ņÕ±“ŅĀ ĒÓ ĶńõÕļĶ §
ĒÓ ŅõĒŅņ Ķń Ņß·ÕĻ“ŅŌ ß¹ļŅ ŅßĒÓ¾µÕĒŅ õŌÓ ĶńõÕļĶ , ’Ņ“Õ Ō°Ķ§ ŃÕņÕ“Ķ„ĒŅ±“³,
“Õ„Ķ ĒÓ ĻŅ“Ņ¹§ ß¹ļĶ Ō¹ ŌļÕĒ¹ 1.10-1 ļ.ņĻ/±ÕĻ ’Ņ ŃÕļĶÕŌŅķ ±ņÕ±Ķ Ķ ĒÓ
Ō“ŅŅņ 1.10-2. ╩ÓĻ ŅĻÓńÓļŅ±³ Ō’Ņ±ļÕõ±“ŌĶĶĀ [148] ²“Ņ ß¹ļĶ ±ÕõĒÕ ±“Ó“Ķ±“Ķ„Õ±ĻĶÕ ŌÕļĶ„ĶĒ¹ “Õ„Õķ, ŅßĒÓ¾µĶŌÓŌ°Ķ§±
ĒÓ ĶńõÕļĶ §, “Õ Ō°Ķ§ ŃÕņÕ“Ķ„ĒŅ±“³ ¾ ńÓĻÓń„ĶĻÓ ĒÓ °“Ó“ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ─ļ
’ÕŌŅŃŅ ĶńõÕļĶ , ’Ņ“Õ Ō°ÕŃŅ ŃÕņÕ“Ķ„ĒŅ±“³ ĒÓ Ķ±’¹“Ó“Õļ³ĒŅķ ßÓńÕĀ ’Õõ’Ķ “Ķ Ō įÓ¾±“ŅŌŅ, ß¹ļÓ ’Ņ±ļÕµÕĒÓ
õĶĒÓņĶĻÓ Ņ±“Ó ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ õŅ “ŅŃŅ, ĻÓĻ “Õ„³ ß¹ļÓ
ļŅĻÓļĶńŅŌÓĒÓ ± ’ŅņŅ∙³■ ßÓĒõÓµÓ, ’ŅĻÓńÓĒĒŅŃŅ ĒÓ ąĶ±.4.2.4ą. čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³,
„“Ņ õÓĒĒÓ “Õ„³, ß¾õ¾„Ķ ļŅĻÓļĶńŅŌÓĒĒŅķ, ńÓ õÕ± “³ ļÕ“ ±“Ņ ĒĶ ĶńõÕļĶ ’Ņõ
ĻŅņ’ŅĒÕĒ“Ņņ, ńÓŅ±ļÓ Ķ ĒÕ ¶¾ĒĻ÷ĶŅĒĶŅŌÓļÓ, ’Ķ ’Ņ±“Ņ ĒĒŅņ ĒÓ§ŅµõÕĒĶĶ ßÓĒõÓµÓ Ō
“Õ„ÕĒĶÕ Ō±ÕŃŅ ²“ŅŃŅ ŌÕņÕĒĶ. ╚ńņÕĒÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ĒÓ ²“Ņņ ĶńõÕļĶĶ ’ĶŌÕõÕĒŅ
ĒÓ ąĶ±. 12.2.1ą [187].
ĀĀ ąÓ±±ņŅ“ÕĒĶÕ ²“Ņķ ĻĶŌŅķ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ’Ķ ’Ņ±“Ņ ĒĒŅņ
Ķ±“Ņ„ĒĶĻÕ ĒÓ“ÕĻÓĒĶ Ņ±“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ŅĶ±§ŅõĶ“ õŅ Ņ’ÕõÕļÕĒĒŅŃŅ ņŅņÕĒ“Ó, Ó
ńÓ“Õņ ĒÓ±“¾’ÓÕ“ Ņ’ÕõÕļÕĒĒŅÕ ÓŌĒŅŌÕ±ĶÕ, ’Ņ±ļÕ „ÕŃŅ ĻŅĒ÷ÕĒ“Ó÷Ķ ŌĒŅŌ³ ĒÓ„ĶĒÓÕ“
Ó±“Ķ. ═ÓļĶ„ĶÕ ÓŌĒŅŌÕ±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ, ĻÓĻ ß¹ ½’ŅļŅ„ÕĻ╗, ņŅµĒŅ Ņß· ±ĒĶ“³
ÓńļĶ„ĒŅķ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“³ ĶņÕ■∙Ķ§± ÓńļĶ„Ē¹§ ņÓ“ÕĶÓļŅŌ ĒÓ ĶńõÕļĶĶ. ┬
’ÕĶŅõ ½’ŅļŅ„ÕĻ╗ ĶõÕ“ ÓĻ“ĶŌĒÓ ±Ņß÷Ķ ’ÓŅŌ ņÓ“ÕĶÓļÓņĶ. ŽĶ ĒÓ±¹∙ÕĒĶĶ ŅõĒŅķ
Ń¾’’¹ ņÓ“ÕĶÓļŅŌ ĒÓ„ĶĒÓÕ“± Ņ±“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ õŅ ĒÓ±¹∙ÕĒĶ Ņ„ÕÕõĒŅķ Ń¾’’¹
ņÓ“ÕĶÓļŅŌ.
ĀĀ ╚±§Ņõ Ķń ²“Ņķ ĻĶŌŅķ, ņŅµĒŅ ’Ņ±“ŅĶ“³ ±ÓŌĒĶ“Õļ³Ē¾■ ±§Õņ¾
¾±ļŅŌĶķ Ķ±’¹“ÓĒĶķ Ō ÓńļĶ„Ē¹§ ŅŃÓĒĶńÓ÷Ķ § ± ¶ÓĻ“Ķ„Õ±ĻĶņĶ ¾±ļŅŌĶ ņĶ ĒÓ ĒÓ“¾ĒŅņ
ĶńõÕļĶĶ ŌŅ ŌÕņ ÕŃŅ ńÓŃÓńŅŌÓĒĒŅ±“Ķ. ▌“Ņ ±ÓŌĒÕĒĶÕ ’ĶŌÕõÕĒŅ ĒÓ ąĶ±. 12.2.2ą,
ĻŅ“ŅŅÕ ’ŅĻÓń¹ŌÓÕ“, „“Ņ Ō ĒÓĶßŅļ³°Õķ ņÕÕ ’Ņõ§Ņõ “ Ļ ÕÓļ³Ē¹ņ ¾±ļŅŌĶ ņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ õĶĒÓņĶ„Õ±ĻÓ ņÕ“ŅõĶĻÓ ╬╩┴└ Ķ ╦┼══╚š╚. ═Ņ ¾ĻÓńÓĒĒŅÕ ’ÕĶņ¾∙Õ±“ŌŅ
“Õ Õ“± ’Ņ ±ļÕõ¾■∙Ķņ ’Ķ„ĶĒÓņ.
ĀĀ ęÕ„Ķ, ±ŅńõÓŌÓÕņ¹Õ Ō ╦┼══╚š╚ ĒÓ±“Ņļ³ĻŅ ŌÕļĶĻĶ, „“Ņ ĻŅĒ÷ÕĒ“Ó÷Ķ Ō
Ņß·ÕņÕ ńÓ ±¾“ĻĶ õŅ±“ĶŃĒÕ“ 936 ņŃ/ļ. ═ÓļĶ„ĶÕ ŌŅõ¹ Ō ĻŅļßÕ ±ŅńõÓÕ“ Ņ“ĒŅ±Ķ“Õļ³Ē¾■
ŌļÓµĒŅ±“³Ā 98-100% , „“Ņ ĻÓõĶĒÓļ³ĒŅ
ņÕĒ Õ“ ¾±ļŅŌĶ Ņ’¹“Ó. ╩ŅņÕ “ŅŃŅ, Ō Ķ±’¹“Ó“Õļ³ĒŅķ ĻÓņÕÕ ĒÕ ±ņŅõÕļĶŅŌÓĒŅĀ ±ŅŅ“ĒŅ°ÕĒĶÕ ’ŅŌÕ§ĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ļ
’ŅŌÕ§ĒŅ±“Ķ ĻÓņÕ¹, Ķ§ ŌņÕ±“Õ ± ĻŅļĶ„Õ±“ŌŅņ ¾±“ÓĒŅŌļÕĒĒ¹§ Ō ĻÓņÕÕ ū.▌.ĀĀĀ ▌“Ņ“ ¶ÓĻ“ ĶņÕÕ“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ, “.Ļ.
’ŅŃļŅ∙ÕĒĶÕ ’ÓŅŌ ╩ąęĀĀ ’ŅŌÕ§ĒŅ±“³■
õÓ“„ĶĻÓ Ķ ’ŅŌÕ§ĒŅ±“³■ ÓĻÕ“¹ Ņß¾±ļÓŌļĶŌÓÕ“± ŅõĒĶņ Ķ “Õņ µÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶņ
’Ņ÷Õ±±Ņņ, Ó ĶņÕĒĒŅ ±Ņß÷ĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“³■ ’ŅŌÕ§ĒŅ±“ ņĶ Ķ
ŅĻĶ±ļĶ“Õļ³ĒŅ-ŌŅ±±“ÓĒŅŌĶ“Õļ³Ē¹ņĶ ÕÓĻ÷Ķ ņĶ, ’Ņ“ÕĻÓ■∙ĶņĶ Ō ū.▌. ┬±Õ ²“Ķ
ĒÕõŅ±“Ó“ĻĶ Ņ“ĒŅ± “± Ļ Ķ±’¹“ÓĒĶ ņ Ķ Ō ╬╩┴└ ± ĒÕßŅļ³°Ņķ ÓńĒĶ÷Õķ, ŃõÕ
ĻŅĒ÷ÕĒ“Ó÷Ķ ńÓ ±¾“ĻĶ ±Ņ±“ÓŌļ Õ“ 144 ņŃ/ļ Ķ ßŅļÕÕ, Ó Ņ“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³
õŅ§ŅõĶ“ õŅ 80%, „ÕŃŅ ĒÕ“ ’Ķ °“Ó“ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ĶńõÕļĶĶ. ═Õ ĶńŌÕ±“Ē¹ņ
Ņ±“ÓÕ“± ĻŅļĶ„Õ±“ŌŅ Ņ±ÕŌ°Ķ§ ’ÓŅŌ, “.Ļ. ÓĒÓļĶń ’ÓŅŃÓńŅŌŅķ ±ņÕ±Ķ ĒÓ Ō¹§ŅõÕ Ķń
ĻÓņÕ¹ ĒÕ ’ŅĶńŌŅõĶļ± . ▌“Ķ, ŌĶõĶņŅ, Ķ Ņß· ±Ē Õ“± ßŅļ³°Ó ÓńĒĶ÷Ó Ō ’Ņļ¾„ÓÕņ¹§
Õń¾ļ³“Ó“Ó§ ŌŅ Ō±Õ§ ²“Ķ§ ŅŃÓĒĶńÓ÷Ķ §.
Ā č“Ó“Ķ„Õ±ĻÓ ņÕ“ŅõĶĻÓ, Ķ±’Ņļ³ńŅŌÓĒĒÓ Ō õÓĒĒŅķ ÓßŅ“Õ Ķ Ō ═╚╚-4
╠╬, ĶņÕÕ“ Ņ“ļĶ„ĶÕ Ņ“ ĒÓ“¾Ē¹§ ¾±ļŅŌĶķ Ō “Ņņ, „“Ņ ±ĻŅŅ±“³ ĒÓ“ÕĻÓĒĶ ’ÕÕņÕĒĒÓ
Ķ ŌĒÓ„ÓļÕ ĒÕ±ĻŅļ³ĻŅ ßŅļ³°Ó , „Õņ Ō ĒÓ“¾Ē¹§ ¾±ļŅŌĶ §. ▌“Ņ Ņß· ±Ē Õ“± “Õņ, „“Ņ
ĒÕ Ō±ÕŃõÓ ¾õÓÕ“± ’ŅļĒŅ±“³■ ±ņŅõÕļĶŅŌÓ“³ ±ŅŅ“ĒŅ°ÕĒĶÕ ’ŅŌÕ§ĒŅ±“Õķ ņÓ“ÕĶÓļŅŌ Ļ
Ņß·Õņ¾ Ķ±’¹“Ó“Õļ³ĒŅķ ĻÓņÕ¹ Ķ ’Ņ²“Ņņ¾ ŌĒÓ„ÓļÕ ĒÕŅߧŅõĶņŅ õÓŌÓ“³ ßŅļ³°ĶÕ ’Ņ÷ĶĶ
╩ąę, ĒŅĀ Ō¹õÕµĶŌÓÕ“± ĀĀ ±ÕõĒ ±ĻŅŅ±“³ ’Ņ±“¾’ļÕĒĶ
ĻŅņ’ŅĒÕĒ“ŅŌ.Ā ŽÕĶņ¾∙Õ±“ŌŅņ õÓĒĒŅķ
ņÕ“ŅõĶĻĶ Ōļ Õ“± “Ņ, „“Ņ Ķ±’¹“ÓĒĶ ŌÕõ¾“± ’Ķ ’Ņ±“Ņ ĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ķ
ĒÕŅߧŅõĶņŅņ ±ŅŅ“ĒŅ°ÕĒĶĶ ’ŅŌÕ§ĒŅ±“Õķ ņÓ“ÕĶÓļŅŌ ’Ķ ŌļÓµĒŅ±“Ķ, ĶņÕ■∙Õķ± Ō
ÕÓļ³ĒŅņ ĶńõÕļĶĶ. ╬ßŅß∙ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ Ō ÓńļĶ„Ē¹§ ŅŃÓĒĶńÓ÷Ķ §
’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 12.2 3ą. ═Õ±ņŅ“ ĒÓ ’ĶņÕĒÕĒĶÕ ÓńļĶ„Ē¹§ ņÕ“ŅõĶĻ Ō ²“Ķ§
Ķ±’¹“ÓĒĶ §, ÓĒÓļĶń Ķ§ Õń¾ļ³“Ó“ŅŌ ņŅµÕ“ ’ŅńŌŅļĶ“³ ±¶Ņņ¾ļĶŅŌÓ“³ ĒÕĻŅ“Ņ¹Õ
ŌÕ±³ņÓ ŌÓµĒ¹Õ ±ļÕõ¾■∙ÕÕ ŅßŅß∙Ó■∙ĶÕ Ō¹ŌŅõ¹ [184].
ĀĀ čÓßÓ“¹ŌÓĒĶÕ õÓ“„ĶĻŅŌ ╬─ ’ŅĶ±§ŅõĶ“ ±ÓŌĒĶ“Õļ³ĒŅ ß¹±“Ņ (20-50)
„Ó±ŅŌ ļĶ°³ ’Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę Ō¹°Õ 1 ņŃ/ļ ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ
60%. ŽĶ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 4% ŌÕņ ±ÓßÓ“¹ŌÓĒĶ ’Ķ ²“Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ §
¾ŌÕļĶ„ĶŌÓÕ“± Ō ±ÕõĒÕņĀ Ō õŌÓ ÓńÓ.
╬“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³ 4% Ķ 30% ’ĶĒĶņÓļĶ±³ Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ĻŅĒ“ÕķĒÕ ±
ĶńõÕļĶÕņ ńÓ’ŅļĒ Õ“± ŌŅńõ¾§Ņņ ± Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“³■ 4% Ķ ńÓ“Õņ
õŅ’¾±ĻÓÕ“± , „“Ņ Ļ ĻŅĒ÷¾ ņÕµÕŃļÓņÕĒ“ĒŅŃŅ ’ÕĶŅõÓ Ņ“ĒŅ±Ķ“Õļ³ĒÓ ŌļÓµĒŅ±“³ ĒÕ
õŅļµĒÓ ’ŅŌ¹°Ó“³± Ō¹°Õ 30%.
Ā č ’ŅĒĶµÕĒĶÕņ ĻŅĒ÷ÕĒ“Ó÷ĶĶĀ
’ÓŅŌ ŌļĶ ĒĶÕ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ĒÓ ŌÕņ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ
±ĒĶµÓÕ“± ’Ķ ĻŅŅ“ĻŅņ ŌÕņÕĒĶ Ķ§ Ō¹õÕµĻĶ. ŽĶ Ō¹õÕµĻÕ Ō “Õ„ÕĒĶÕ ßŅļÕÕ 1000
„Ó±ŅŌ ŌÕņ ±ÓßÓ“¹ŌÓĒĶÕ õÓ“„ĶĻŅŌ ’ÓĻ“Ķ„Õ±ĻĶ õŅ±“ĶŃÓ■“ ŅõĒĶ§ Ķ “Õ§ µÕ ŌÕļĶ„ĶĒ
’Ķ ĻŅĒ÷ÕĒ“Ó÷Ķ § Ō ’ÕõÕļÓ§ 0025 ņŃ/ļ.
Ā
Ā┬ņÕ±“Õ ± “Õņ, ß¹ļŅ Ņ“ņÕ„ÕĒŅ, „“Ņ ’Ķ ĻŅĒ÷ÕĒ“Ó÷Ķ § └ę ÓŌĒŅķ 0,1
ņŃ/ļ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 90%, Ķ Ō¹õÕµĻÕ 1000 „Ó±ŅŌ ĒÕĻŅ“Ņ¹Õ ņÓ“ÕĶÓļ¹
ĒÓ„ÓļĶ ĶńņÕĒ “³ ±ŌŅĶ ±ŌŅķ±“ŌÓ.
ĀĀ ęÓĻ, Ņ“ņÕ„ÕĒŅ ĶńņÕĒÕĒĶÕ ŌÕ±Ó ŅŃÓĒĶ„Õ±ĻĶ§ ’ŅĻ¹“Ķķ (ļÓĻŅŌ ė-231
Ķ 34100), ĒÓļĶ„ĶÕ ĻŅŅńĶĶ ±“ÓļĶ 2š13, ßŅĒń Ķ ÓńŅ“ĶŅŌÓĒĒ¹§ ŅßÓń÷ŅŌ Ķń ±“ÓļÕķ
═Ų┬─ Ķ ▌═-784, ß¹ļŅ ¾±“ÓĒŅŌļÕĒŅ ±ĒĶµÕĒĶÕ Óń¹ŌĒŅķ ’Ņ„ĒŅ±“Ķ ĻļÕ └╩-20 ĒÓ
50-60%, ĒÓßļ■õÓļÓ±³ ĻŅŅńĶ ĒÓ ĻŅ’¾±Ó§ õÓ ĻŅĒõÕĒ±Ó“ŅŅŌ Ķ ’Ņ ŌļÕĒĶÕ
ĻŅŅńĶĶ Ķ§ Ō¹ŌŅõŅŌ.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, Ķ±’¹“ÓĒĶ õÓ“„ĶĻŅŌ ╬╩-2 ’Ņ └ę, ’ŅŌÕõÕĒĒ¹Õ
±ŅŌņÕ±“ĒŅ ± ņÓ“ÕĶÓļÓņĶ ’ŅĻÓńÓļĶ, „“Ņ Ķ§ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ĒÕõŅ±“Ó“Ņ„ĒÓ ’Ķ
ÓßŅ“Õ Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ . ═Ó Ņ±ĒŅŌÓĒĶĶ ’ŅŌÕõÕĒĒ¹§ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļŅ
±¶Ņņ¾ļĶŅŌÓĒŅĀ “ÕßŅŌÓĒĶÕ ’Ņ ÓńÓßŅ“ĻÕ
ĒŅŌ¹§, ßŅļÕÕ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ ’Ņ └ę. ąÓßŅ“¹ Ō ╦┼┼══╚š╚ [184],
’ŅŌÕõÕĒĒ¹Õ ’Ņ ’ŅŌ¹°ÕĒĶ■ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ū.▌. ’ŅĻÓńÓļĶ ±ļÕõ¾■∙ÕÕ.
ĀĀ čÓßÓ“¹ŌÓĒĶÕ ū.▌. ’ŅĶ±§ŅõĶ“ “Õņ ß¹±“ÕÕ, „Õņ ßŅļ³°ÕÕ Ķ±§ŅõĒŅÕ
±Ņ’Ņ“ĶŌļÕĒĶÕ, “. Õ. „Õņ ņÕĒ³°Õ “Ņļ∙ĶĒÓ ±ÕÕß ĒŅķ ’ļÕĒĻĶ. ŽĶ ĒÓ„Óļ³ĒŅņ
±Ņ’Ņ“ĶŌļÕĒĶĶ 6-7 Ņņ ū.▌. ±“ÓĒŅŌ “± ŌŅ±’ĶĶņ„ĶŌ¹ņĶ Ļ ŅĻ¾µÓ■∙Õķ ±ÕõÕ ŌļÓµĒŅŃŅ
ŌŅńõ¾§Ó õÓµÕ ’Ķ Ņ“±¾“±“ŌĶĶ ’ÓŅŌ └ę, “.Õ. ŅĒĶ ±“ÓĒŅŌ “± Ņß¹„Ē¹ņĶ
ĻŅŅńĶņÕ“ÓņĶ Ķ ĒÕ ņŅŃ¾“ Ķ±’Ņļ³ńŅŌÓ“³± õļ ĶĒõĶĻÓ÷ĶĶ ’ÓŅŌ └ę. ─ļ õÓļ³ĒÕķ°Ķ§
Ķ±±ļÕõŅŌÓĒĶķ ß¹ļĶ Ōń “¹ ū.▌. ± Ķ±§ŅõĒ¹ņĶ ±Ņ’Ņ“ĶŌļÕĒĶ ņĶ 1,5 ¢ 2,5 ŅņÓ, ’Ņļ¾„ĶŌ°Ķ§
ĶĒõÕĻ±¹ č-20,č-25 Ķ č-50, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. 12.2.4 ą.
ĀĀ ═Ó Ķ±¾ĒĻÕ ’Ņ Ņ±Ķ ŅõĶĒÓ“ ¾ĻÓńÓĒŅ ±Ņ’Ņ“ĶŌļÕĒĶÕ R Ō
ŅņÓ§, Ķ ’Ņ Ņ±Ķ Óß±÷Ķ±± õŅńÓ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ─ Ō ņŃ/ļ.„Ó±., Ņ ĻŅ“ŅŅķ
ß¾õÕ“ ±ĻÓńÓĒŅ Ō ±ļÕõ¾■∙Õņ ÓńõÕļÕ.
ĀĀ ▌Ļ±’ÕĶņÕĒ“¹ ’Ņ Ķń¾„ÕĒĶ■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ Ņ“õÕļ³Ē¹§ ū.▌. ’Ņ
ŃÕ’“Ķļ¾Ā ├Ž-2 õļ õÓ“„ĶĻŅŌ ├Ž-4,
’ŅŌŅõĶļĶ±³ ’Ķ Ķń¾„ÕĒĶĶ ±Ņß÷ĶĶ, Ņ „Õņ ß¹ļŅ ±ĻÓńÓĒŅ ÓĒÕÕ. ═Ó ąĶ±. 11.2.4ą
’ĶŌÕõÕĒ¹ Õń¾ļ³“Ó“¹ Ķ±±ļÕõŅŌÓĒĶ “Ķ§ ²ļÕņÕĒ“ŅŌ ’Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ═─╠├
0,015 ņŃ/ļ
Ō ’Ķ±¾“±“ŌĶĶ ±ŅßÕĒ“ŅŌ. ═Ó
ĻĶŌŅķ 1 ’ŅĻÓńÓĒŅ ŌÕņ Ķ§ ±ÓßÓ“¹ŌÓĒĶ ßÕń ±ŅßÕĒ“ŅŌ, ĻŅ“ŅŅÕ ±Ņ±“ÓŌļ Õ“ Ō±ÕŃŅ
’Ņ õĻÓ 3-§ „Ó±ŅŌ, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ Ķ§ „ÕńŌ¹„ÓķĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ.
ĀĀĀ ╚±’¹“ÓĒĶ õÓ“„ĶĻŅŌ ├─-4 ’Ņ ═─╠├. ’ŅŌŅõĶļĶ±³ ’Ķ Ķń¾„ÕĒĶĶ
ŌļĶ ĒĶ ņÕ“ŅõĶĻ Ķ±’¹“ÓĒĶķ Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒ¹ Ó ąĶ±. 12.2.3ą. Ķń
ĻŅ“Ņ¹§ ±ļÕõ¾Õ“, „“Ņ ±ÓßÓ“¹ŌÓĒĶÕ õÓ“„ĶĻŅŌ ├Ž-4 “ÓĻµÕ ’ŅĶ±§ŅõĶ“ õŅ±“Ó“Ņ„ĒŅ
ß¹±“ŅĀ ’Ķ ĒÓļĶ„ĶÕ ’ÓŅŌ ═─╠├.
╠Ó“ÕĶÓļ¹ ńÓ ²“Ņ ŌÕņ , ĒÕ ¾±’ÕŌÓ■“ ’Ņļ¾„Ķ“³ ĻÓĻĶÕ ļĶßŅ ĶńņÕĒÕĒĶķ.
ĀĀĀĀ ŽŅ ²“Ķņ Ķ±±ļÕõŅŌÓĒĶ ņ ß¹ļŅ ±õÕļÓĒŅ ńÓĻļ■„ÕĒĶÕ Ņ “Ņņ, „“Ņ ²“Ķ
õÓ“„ĶĻĶ ±ļÕõŅŌÓļŅ ß¹ ĒÕ±ĻŅļ³ĻŅ ńÓŃ¾ßĶ“³. ╚±±ļÕõŅŌÓĒĶ ņĶ Ō ╦┼══╚š╚ ß¹ļŅ
’ŅĻÓńÓĒŅ, „“Ņ ²“Ķ ū.▌. ņŅµĒŅ ß¾õÕ“ ńÓŃ¾ßĶ“³ ’¾“Õņ ŌŌÕõÕĒĶ Ō ĶĒõĶĻÓ“ŅĒ¾■
ņÓ±±¾ ŌÕ∙Õ±“Ō, ńÓņÕõļ ■∙Ķ§ ŌŅ±±“ÓĒŅŌļÕĒĶÕ ŅĻĶ±Ķ ±ÕÕßÓ.
ĀĀ ĀŽÕŌ¹ķĀ Ņ’¹“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ °“Ó“Ē¹§ ÓĻÕ“ ėą-100
’Ņõ“ŌÕõĶļ ±õÕļÓĒĒ¹Õ Ō¹ŌŅõ¹. ═Ó ĶńõÕļĶ §, ĻŅ“Ņ¹Õ “Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ ’Ņ └ę,
õÓ“„ĶĻĶ č─╩Ū ĒÕ Ō¹õÓŌÓļĶ ±ĶŃĒÓļÓ Ņ ’Ņ ŌļÕĒĶĶ ’ÓŅŌ └ę,
Ā─Ó“„ĶĻĶ ’Ņ ═─╠├, ĒÓŅßŅŅ“, ±ÓßÓ“¹ŌÓļĶ ßÕń ’Ņ ŌļÕĒĶ ’ÓŅŌ ═─╠├,
„“Ņ Ņ’ÕõÕļĶļĶ, ĻÓĻ ļŅµĒŅÕ ±ÓßÓ“¹ŌÓĒĶÕ.
Ā ŽĶ„ĶĒÓ ĒÕŌ¹õÓ„Ķ ±ĶŃĒÓļÓ ’Ņ õÓ“„ĶĻÓņ └ę ß¹ļÓ ±ĒÓ ĒÓ Ņ±ĒŅŌÕ
’ÕõŌÓĶ“Õļ³ĒŅ ’ŅŌÕõÕĒĒ¹§ ²Ļ±’ÕĶņÕĒ“ŅŌ. ŽŅ õÓ“„ĶĻÓņ ═─╠├ ß¹ļŅ Ō¹±ĻÓńÓĒŅ
’Õõ’ŅļŅµÕĒĶÕ Ņ Ķ§ ±ÓßÓ“¹ŌÓĒĶĶ Ņ“ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō, ĒÓ§Ņõ ∙Ķ§± Ō ’ŅļŅ±“Ķ
ĻŅĒ“ÕķĒÕÓ, ĻŅ“Ņ¹ÕĀĀ ’ÕµõÕŌÕņÕĒĒŅ
ŌŅ±±“ÓĒÓŌļĶŌÓ■“ ŅĻĶ±³ ±ÕÕßÓ, „“Ņ Ķ ’ĶŌŅõĶ“ Ļ Ō¹õÓ„Õ ļŅµĒŅŃŅ ±ĶŃĒÓļÓ.
ĀĀ ╬’¹“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶĀ
’ŅŌÕõÕĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅĻÓńÓļĶ, „“Ņ ĒÕŅߧŅõĶņŅ ’ŅŌÕ±“Ķ õÓļ³ĒÕķ°ĶÕ
Ķ±±ļÕõŅŌÓĒĶ Ō ±ļÕõ¾■∙Ķ§ ĒÓ’ÓŌļÕĒĶ §, ĻŅ“Ņ¹Õ ńÓ“Õņ ß¹ļĶ Ō¹’ŅļĒÕĒ¹:
- Ņ’ÕõÕļĶ“³ ’ĶÕņļÕņ¹Õ
’ŅŅŃĶ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ č─╩Ū.
- Ķń¾„Ķ“³ Ó±’ÕõÕļÕĒĶÕ
’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ķ ’ÓŅŌ ŅŃÓĒĶĻÕĀ Ō
’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ,
- ÓńÓßŅ“Ó“³ ņÕ“ŅõĶĻ¾
’ŅŌ¹°ÕĒĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ č─╩Ū ĒÓ ĶńõÕļĶ §, ĒÓ§Ņõ ∙Ķ§± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
- ÓńÓßŅ“Ó“³ ņÕ“Ņõ¹ Ķ
±Õõ±“ŌÓ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ ŅŃÓĒĶĻĶ Ō ĻŅĒ“ÕķĒÕÓ§Ā ĶńõÕļĶķ
12.3.Ā ╬’ÕõÕļÕĒĶÕ ’ŅŅŃŅŌ
±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻŅŌ č─╩Ū
Ā
Ā ┬ ’Ņ÷Õ±±Õ ’ŅŌÕõÕĒĶ ÓßŅ“Ā
Ķ Ņß±¾µõÕĒĶĶ ’Ņļ¾„ÓÕņ¹§ Õń¾ļ³“Ó“ŅŌ, ±Ō ńÓĒĒ¹§ ± ’ŅŌ¹°ÕĒĶÕņ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ ╬─-4 ’Ņ └ę Ķ ńÓŃ¾ßļÕĒĶÕņ õÓ“„ĶĻŅŌ ├─-4 ’ ═─╠├, ß¹ļŅ
Ō¹ ŌļÕĒŅ ÓńļĶ„ĒŅÕĀ “ŅļĻŅŌÓĒĶÕ Ņ±ĒŅŌĒ¹§
Ņ’ÕõÕļÕĒĶķ, ’ŅĒ “Ķķ Ķ “ÕņĶĒŅŌ, §ÓÓĻ“ÕĶń¾■∙Ķ§ ÓßŅ“¾ č╩─Ū Ķ ÕÕ ²ļÕņÕĒ“ŅŌ. ┬
±Ō ńĶ ± ²“Ķņ, ŌŅńĒĶĻļÓ ĒÕŅߧŅõĶņŅ±“³ ÓńÓßŅ“Ó“³ Ķ ¾ĻŅŌŅõ±“ŌŅŌÓ“³± ÕõĶĒŅķ
“ÓĻ“ŅŌĻŅķ “Õ§ĒĶ„Õ±ĻĶ§ §ÓÓĻ“ÕĶ±“ĶĻ ²ļÕņÕĒ“ŅŌ, „“Ņ ß¹ļŅ ±õÕļÓĒŅ Ō ÓßŅ“Õ [188]
.
ĀĀ č’Õ÷Ķ¶Ķ„ĒŅ±“³ õÓ“„ĶĻŅŌ ╬─-4 Ķ Ķ§ ū.▌-Ā ╬╩-2 Ķ č─╩Ū Ō÷ÕļŅņ ĒÕ ’ŅńŌŅļ ■“ ’ŅõŅßÓ“³ “Ķ’Ķ„Ē¹Õ ’ĶņÕ¹,
õŅ±“Ó“Ņ„ĒŅ ’ŅļĒŅ Ņ“ÓµÓ■∙ĶÕĀ Ķ§ ÓßŅ“¾
’ŅĒ “Ķ ņĶ Ķ Ņ’ÕõÕļÕĒĶ ņĶ ’ĶĒ “¹ņĶ Ō “Õ§ĒĶĻÕ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅŃŅ ĻŅĒ“Ņļ Ķ
ÕŃ¾ļĶŅŌÓĒĶ .Ā ęÕņ ĒÕ ņÕĒÕÕ,
÷ÕļÕ±ŅŅßÓńĒŅ §ÓÓĻ“ÕĶńŅŌÓ“³ ÓßŅ“¾ ±Ķ±“Õņ¹ Ķ ÕÕ ²ļÕņÕĒ“ŅŌ ĶņÕĒĒŅ “ÓĻĶņĶ
’ŅĒ “Ķ ņĶ.
ĀĀ ╬ĻĶ±ļÕĒĶÕ ’ļÕĒĻĶ Ō õÓ“„ĶĻÕ ’ĶŌŅõĶ“ Ļ ¾ŌÕļĶ„ÕĒĶ■ ±Ņ’Ņ“ĶŌļÕĒĶ
ū.▌. ┬ ±ŌŅ■ Ņ„ÕÕõ³, ŅĒŅ ńÓŌĶ±Ķ“ Ņ“ ĶĒ“ÕŃÓļ³ĒŅŃŅ ŌŅńõÕķ±“ŌĶ “ÓĻĶ§ ¶ÓĻ“ŅŅŌ,
ĻÓĻ ĻŅļĶ„Õ±“ŌŅ ’ŅŃļŅ∙ÕĒĒ¹§ ’ÓŅŌ └ę
( G), ŌÕņÕĒĶ õÕķ±“ŌĶ ²“Ķ§
’ÓŅŌ (τ) ĒÓ ū.▌., “Õņ’ÕÓ“¾¹ ŅĻ¾µÓ■∙Õķ ±Õõ¹ (t)Ā Ķ ŌļÓµĒŅ±“Ķ (φ ). ½╚Ē“ÕŃÓļ³ĒÓ õŅńÓ ²“ŅŃŅ ŌŅńõÕķ±“ŌĶ ╗ Ō
Ņß∙Õņ ŌĶõÕ ņŅµÕ“ ß¹“³ ’Õõ±“ÓŌļÕĒÓ ĻÓĻ ńÓŌĶ±ĶņŅ±“³Ā ─ = f ( G,τ,t,φ)Ā ’Ķ φ Ķ t- constant, ĶļĶ ¾±ļŅŌĒÓ ½õŅńÓ
ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ╗ ß¾õÕ“ ĶņÕ“³ ŌĶõ ─Ļ = f (G.
τ ).
ĀĀ ęÓĻĶņ ŅßÓńŅņ, Ō§ŅõĒŅķ ŌÕļĶ„ĶĒŅķ õļ õÓ“„ĶĻÓ Ķ ū.▌. ņŅµĒŅ
±„Ķ“Ó“³ ĒÕ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ’ÓŅŌ └ę, Ōń “¾■Ā
Ō Ņ“¹ŌÕ Ņ“ ŌÕņÕĒĶ, ŌļÓµĒŅ±“Ķ Ķ “Õņ’ÕÓ“¾¹, Ó ½õŅń¾ ĻŅŅńĶŅĒĒŅŃŅ
ŌŅńõÕķ±“ŌĶ ╗ ’ÓŅŌ -Ā ─Ļ.
┼±ļĶ Ó±±ņÓ“ĶŌÓ“³ ŌŅńõÕķ±“ŌĶÕ Ō§ŅõĒŅķ ŌÕļĶ„ĶĒ¹ ─Ļ ĒÓ ’ĶÕņĒ¹ķ
²ļÕņÕĒ“ ╬─-4 ĶļĶ ╬╩-2 ĶńŅļĶŅŌÓĒĒŅ Ņ“ č─╩Ū, Ó ńÓ Ō§ŅõĒ¾■ ŌÕļĶ„ĶĒ¾ ±„Ķ“Ó“³
ŅņĶ„Õ±ĻŅÕ ±Ņ’Ņ“ĶŌļÕĒĶÕ R, “Ņ ╬╩-2 ū.▌ ╬╩-2 Ōļ ■“±
õÓ“„ĶĻÓņĶ, “.Ļ. ’ŅĶńŌŅõ “ ’Ņ’Ņ÷ĶŅĒÓļ³ĒŅÕ ĶńņÕĒÕĒĶÕ Ō¹ Ōļ ÕņŅķ ŌÕļĶ„ĶĒ¹ Ō
ĶńņÕĒÕĒĶÕ ĒŅŌŅķ ŌÕļĶ„ĶĒ¹. ęŅŃõÓ ╬╩-2Ā Ķ
╬─-4 ņŅŃ¾“ ß¹“³ Ņ’ÕõÕļÕĒ¹ ±“Ó“Ķ„Õ±ĻŅķ §ÓÓĻ“ÕĶ±“ĶĻŅķ, ’ŅĻÓńÓĒĒŅķ ĒÓ ąĶ±.
12.3.1ą, ’Ņõ ĻŅ“ŅŅķ ’ŅĒĶņÓÕ“± ±Ō ń³ ņÕµõ¾ Ō§ŅõĒ¹ņĶ Ķ Ō¹§ŅõĒ¹ņĶ ’ÓÓņÕ“ÓņĶ Ō
¾±“ÓĒŅŌĶŌ°Õņ± ÕµĶņÕ.
ĀĀ ╬±ĒŅŌĒ¹ņĶ ’ŅĻÓńÓ“Õļ ņĶ õÓ“„ĶĻŅŌ Ōļ Õ“± Ķ§ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ S ’Ņõ
ĻŅ“ŅŅķ ’ĶĒĶņÓÕ“± Ņ“ĒŅ°ÕĒĶÕ ĶńņÕĒÕĒĶ Ō¹§ŅõĒŅķ ŌÕļĶ„ĶĒ¹ ∆RĀ Ļ ĶńņÕĒÕĒĶ■ Ō§ŅõĒŅķ ŌÕļĶ„ĶĒ¹ ─Ļ
[189,190]:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀ∆R
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģ..(12.3.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģ..(12.3.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ∆ ─Ļ
Ā╩ÓĻ ŌĶõĒŅ Ķń ŃÓ¶ĶĻÓ ĒÓ ąĶ±.12.3.1ą, „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ õÓ“„ĶĻÓ
Ō¹ÓµÓÕ“± Ā “ÓĒŃÕĒ±Ņņ ¾ŃļÓ ĻÓ±Ó“Õļ³ĒŅķ (t
α) Ķ Ōļ Õ“± õļ õÓ“„ĶĻÓ Ķ ū.▌. ŌÕļĶ„ĶĒŅķ ’ÕÕņÕĒĒŅķ.
ĀĀ čŅŃļÓ±ĒŅ ÓßŅ“¹ [191] ĶńŌÕ±“ĒŅ, „“Ņ Ō õÕ ±ļ¾„ÓÕŌ ĒÕ ¾õÓÕ“±
’Ņ±“ŅĶ“³ ± ĒÕ’Ņ±Õõ±“ŌÕĒĒ¹ņ ’ÕŅßÓńŅŌÓĒĶÕņ ļĶßŅ ’Ņ“Ņņ¾, „“Ņ ĒÕ ĶńŌÕ±“Ē¹
ŌļÕĒĶ ¾ ĻŅ“Ņ¹§ ĒÓßļ■õÓļÓ±³ ß¹ ĒÕŅߧŅõĶņÓ ±Ō ń³ ņÕµõ¾ ĶńņÕĒÕĒĶ ņĶ
Ō¹ Ōļ ÕņŅŃŅ ( ¾’ÓŌļ ■∙ÕŃŅ) ’ÓÓņÕ“Ó Ķ ĶńņÕĒÕĒĶÕņ ¾’ÓŌļ ÕņŅŃŅ ’ÓÓņÕ“Ó, ļĶßŅ
ŌļÕĒĶ ĶńŌÕ±“Ē¹, ĒŅ ±Ō ń³ ņÕµõ¾ ĒĶņĶ ĒÕõŅ±“Ó“Ņ„ĒÓ Ņ’ÕõÕļÕĒĒÓ Ā Ō±ļÕõ±“ŌĶÕ ŌļĶ ĒĶ ’Ņ±“ŅŅĒĒĶ§ ¶ÓĻ“ŅŅŌ. ┬
²“Ņņ ±ļ¾„ÓÕ ±ŅńõÓ■“± õÓ“„ĶĻĶ ¢ ÕļÕ ± õŅņ ’ŅņÕµ¾“Ņ„Ē¹§ ’ÕŅßÓńŅŌÓĒĶķ.
č“¾Ļ“¾ĒÓ ±§ÕņÓ “ÓĻŅŃŅ õÓ“„ĶĻÓ ¢ ÕļÕ ’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±. 12.3.2ą
ĀĀĀ ąÓ±±ņŅ“ÕĒĶÕ ²“Ņķ ±§Õņ¹ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ č─╩Ū ’ŅĻÓńÓļŅ, „“Ņ
Ķ±§ŅõĒŅķ ŌÕļĶ„ĶĒŅķ õļ ĒÕÕ ß¾õÕ“ Ōļ “³± ĒÕ ±Ņ’Ņ“ĶŌļÕĒĶÕ R, Ó
“ŅĻĀ J. ╚ńņÕĒÕĒĶÕ Ō§ŅõĒŅķ ŌÕļĶ„ĶĒ¹
Ō õÓĒĒŅņ ±ļ¾„ÓÕ ’ŅĶ±§ŅõĶ“ ±ĻÓ„ĻŅŅßÓńĒŅ, „“Ņ ±ŌŅķ±“ŌÕĒĒŅ ÕļÕ. č“Ó“Ķ„Õ±ĻÓ
§ÓÓĻ“ÕĶ±“ĶĻÓ č─╩Ū ’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±. 12.3.3. ╬±ĒŅŌĒ¹ņ ’ŅĻÓńÓ“ÕļÕņ ÕļÕ
Ōļ Õ“± ÕŃŅ ’ÓÓņÕ“ ±ÓßÓ“¹ŌÓĒĶ , ĻŅ“Ņ¹ņ ĒÓń¹ŌÓÕ“± ņĶĒĶņÓļ³ĒŅÕ ńĒÓ„ÕĒĶÕ
Ō§ŅõĒŅķ ŌÕļĶ„ĶĒ¹, ’Ķ ĻŅ“ŅŅķ ’ŅĶ±§ŅõĶ“ ±ĻÓ„ĻŅŅßÓńĒŅÕ ĶńņÕĒÕĒĶÕ Ō¹§ŅõĒŅķ
ŌÕļĶ„ĶĒ¹ [189].
ĀĀ ęÓĻĶņ ŅßÓńŅņ, Ó±±ņÓ“ĶŌÓ ¾±“Ņķ±“ŌŅ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō ÷ÕļŅņ, ÷ÕļÕ±ŅŅßÓńĒŅ ±„Ķ“Ó“³, ĻÓĻ ÕļÕ Ņ’ÕõÕļ “³ ÕŃŅ Ō
±ŅŅ“ŌÕ“±“ŌĶĶ ± ²“ĶņĶ §ÓÓĻ“ÕĶ±“ĶĻÓņĶ, ’Ķ±¾∙ĶņĶ ÕļÕ. ū¾Ō±“ŌĶ“Õļ³Ē¹Õ ²ļÕņÕĒ“¹
╬╩-2 Ķ ╬─-4, Ó±±ņÓ“ĶŌÓÕņ¹Õ ĶńŅļĶŅŌÓĒŅ Ņ“ ±Ķ±“Õņ¹, ņŅµĒŅ ±„Ķ“Ó“³ õÓ“„ĶĻÓņĶ Ķ
Ņ’Ķ±¹ŌÓ“³ Ķ§, ĻÓĻ Ņ“õÕļ³ĒŅÕ ¾±“Ņķ±“ŌŅ ± §ÓÓĻ“ÕĶ±“ĶĻÓņĶ Ķ ’ŅĻÓńÓ“Õļ ņĶ,
’Ķ±¾∙ĶņĶ õÓ“„ĶĻÓņ. ŽŅõ§Ņõ Ļ ²“Ķņ ū.▌, ĻÓĻ Ļ õÓ“„ĶĻÓņ, Ņ„ÕŌĶõĒŅ, ĒÕŅߧŅõĶņ ’Ķ
’ŅŌÕõÕĒĶĶ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ÓßŅ“. ╬õĒÓĻŅ, Ō ±ļŅµĶŌ°Õķ± ’ÓĻ“ĶĻÕ ’ŅŌÕõÕĒĶ
Ķ±’¹“ÓĒĶķ Ō „Ó±“Ķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ, Ō ßŅļ³°ĶĒ±“ŌÕ ±ļ¾„ÓÕŌ ±“Ó“Ķ„Õ±ĻĶÕ Ķ
õĶĒÓņĶ„Õ±ĻĶÕ §ÓÓĻ“ÕĶ±“ĶĻĶ, „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ Ķ ’ŅŅŃ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ, Ó “ÓĻµÕ
’Ņ±“Ņ ĒĒÓ ŌÕņÕĒĶĀ õļ ĒĶ§ ĒÕ
Ņ’ÕõÕļ ļĶ±³.
ĀĀ ╬±ĒŅŌĒ¹ņĶ ’ŅĻÓńÓ“Õļ ņĶ ū.▌., Ō ĻÓĻŅķ “Ņ ņÕÕ §ÓÓĻ“ÕĶń¾■∙Ķ§
½„¾Ō±“ŌĶ“Õļ³ĒŅ±“³╗ õÓ“„ĶĻÓ, Ōļ Õ“± ŌÕņ Ķ§ ±ÓßÓ“¹ŌÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ,
ĒÓ’ÕÕõ ńÓõÓĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę Ō ŌŅńõ¾§Õ. ŽĶ ²“Ņņ, ’Ņõ ±ÓßÓ“¹ŌÓĒĶÕņ
ū.▌. ’ŅĒĶņÓÕ“± õŅ±“ĶµÕĒĶÕ ŅņĶ„Õ±ĻŅŃŅ ±Ņ’Ņ“ĶŌļÕĒĶ , ÓŌĒŅŃŅ 5 ĻŅņ, ¾±ļŅŌĶ ’Ķ
ĻŅ“ŅŅņ ’ŅĶ±§ŅõĶ“ ’Ņ§ŅµõÕĒĶÕ ±ĶŃĒÓļÓ Ō č─╩Ū.
Ā ┬ ±ŅŅ“ŌÕ“±“ŌĶĶ ± ²“Ķņ ’ŅļŅµÕĒĶÕņ ß¹ļĶ ’ŅŌÕõÕĒ¹ ±ÓŌĒĶ“Õļ³Ē¹Õ
Ķ±’¹“ÓĒĶ õÓ“„ĶĻŅŌ ╬─-4 ± ╬╩-2 ’Ņ ŌÕņÕĒĶ ±ÓßÓ“¹ŌÓĒĶ , ĒÓ Ņ±ĒŅŌÓĒĶĶ ĻŅ“Ņ¹§
ß¹ļĶ ’Õõ’ĶĒ “¹ ’Ņ’¹“ĻĶ Ņ’ÕõÕļĶ“³ ŌÕļĶ„ĶĒ¾ ĶńņÕĒÕĒĶ Ķ§ ½„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ╗.
ĀĀĀ ─ļ “ŅŃŅ, „“Ņß¹ ’Õõ±“ÓŌĶ“³ „Ķ±ļÕĒĒ¾■ ŌÕļĶ„ĶĒ¾ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ
’Ņ ¶Ņņ¾ļÕ 12.3.1į ĒÕ“ õŅ±“Ó“Ņ„Ē¹§ õÓĒĒ¹§, §ÓÓĻ“ÕĶń¾■∙Ķ§ õÓ“„ĶĻĶ ╬─-4, ĻŅņÕ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę, ŌÕņÕĒĶ ±ÓßÓ“¹ŌÓĒĶ Ķ ŌÕļĶ„ĶĒ¹ ±Ņ’Ņ“ĶŌļÕĒĶ % ĻŅņ. ┬
±Ō ńĶ ± ²“Ķ, õļ §ÓÓĻ“ÕĶ±“ĶĻĶ ²“Ķ§ õÓ“„ĶĻŅŌ, ĻÓĻ ±ÓņŅ±“Ņ “Õļ³Ē¹§ ¾±“Ņķ±“Ō,
÷ÕļÕ±ŅŅßÓńĒŅ ’Ņļ³ńŅŌÓ“³± ±“Ó“Ķ„Õ±ĻŅķ §ÓÓĻ“ÕĶ±“ĶĻŅķ.
ĀĀ ─ļ ’ŅŌÕõÕĒĶ ±ÓŌĒÕĒĶķ õÓ“„ĶĻŅŌ ╬─-4 Ķ ū.▌ ╬╩-2, Ó “ÓĻµÕ
õ¾ŃĶ§ ū.▌ ± ÓńĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ č-25 Ķ č-50 ņÕµõ¾ ±ŅßŅķ Ķ ± Ķ±§ŅõĒ¹ņĶ
“ÕßŅŌÓĒĶ ņĶ ’Ņ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ ╬─-4, ŌŅńĒĶĻÓÕ“ ĒÕŅߧŅõĶņŅ±“³
Ķ±’Ņļ³ńŅŌÓ“³, “ÓĻ ĒÓń¹ŌÓÕņ¾■, ¾±ļŅŌĒ¾■ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³, ĶļĶ ĻŅ²¶¶Ķ÷ĶÕĒ“Ā ¾’ÓŌļÕĒĶ õÓ“„ĶĻŅņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S¾±ļ.ĀĀ =ĀĀĀ RĻŅĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ.(12.3.2į)
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ ±Óß
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ ±Óß
ŃõÕ:Ā S¾±ļ. =Ā ¾±ļŅŌĒÓ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³
ĀĀĀĀĀĀĀĀ RĻŅĒ =Ā 5 ĻŅņ- const õļ Ō±Õ§ Ķ±’¹“ÓĒĒ¹§
õÓ“„ĶĻŅŌ Ķ ū.▌.
ĀĀĀĀĀĀĀĀ ─±Óß = õŅńÓ ±ÓßÓ“¹ŌÓĒĶ , “.Õ. õŅńÓ, ’Ķ
ĻŅ“ŅŅķ õŅ±“ĶŃÓÕ“± RĻŅĒ = 5ĻŅņ.
ĀĀ ├Ó¶Ķ„Õ±ĻĶ S¾±ļ.Ā ß¾õÕ“ Ō¹ÓµÓ“³± tg β ¢ ńÓŌĶ±ĶņŅ±“³■, ’ŅĻÓńÓĒĒŅķ ĒÓ ąĶ±. 12.3.1ą.
Ā─ļ Ņ÷ÕĒĻĶ ¾±“Ņķ±“ŌÓ č─╩Ū Ō ÷ÕļŅņ ĻÓĻ ÕļÕ, ĒÕŅߧŅõĶņŅ ńÓõÓŌÓ“³
’ÓÓņÕ“ ±ÓßÓ“¹ŌÓĒĶ ÕļÕ ¢ ─±Óß. ╚ ±“Ó“Ķ„Õ±Ļ¾■ §ÓÓĻ“ÕĶ±“ĶĻ¾,
ĻŅ“ŅÓ ŃÓ¶Ķ„Õ±ĻĶ ņŅµÕ“ ß¹“³ ĶńŅßÓµÕĒÓ Ō ŌĶõÕ ’Õõ±“ÓŌļÕĒĒŅķ ĒÓ ąĶ±.12.3.3ą.
Ā ┬ õÓļ³ĒÕķ°Õņ ’Ķ ĶńļŅµÕĒĶĶ ņÓ“ÕĶÓļÓ, “Óņ ŃõÕ ĶõÕ“ Õ„³ Ņ č─╩Ū Ō
÷ÕļŅņ, Ķ±’Ņļ³ń¾Õ“± “ÕņĶĒ ½ÕļÕ╗ Ķ ’ĶņÕĒ ■“± ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ’ŅĻÓńÓ“ÕļĶ Ķ
’ŅĒ “Ķ . ęÓņ, ŃõÕ ß¾õÕ“ ŃŅŌŅĶ“³± Ņ õÓ“„ĶĻÓ§ “Ķ’Ó ╬─-4, ĻÓĻ ± ±ÓņŅ±“Ņ “Õļ³Ē¹ņ
¾±“Ņķ±“ŌŅņ, ’ĶņÕĒ Õ“± “ÕņĶĒ ½õÓ“„ĶĻ╗.
Ā ╚±§Ņõ Ķń ’ĶĒ “¹§ ’ŅļŅµÕĒĶķ, ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ ’ŅŌÕ±“Ķ
Ó±„Õ“, ’ŅńŌŅļ ■∙Ķķ Ō¹ßÓ“³ “Õß¾Õņ¹ķ ’ÓÓņÕ“ ±ÓßÓ“¹ŌÓĒĶ ’Ķ ±ļÕõ¾■∙Ķ§
õŅ’¾∙ÕĒĶ §.
1. ŽÓ¹ ╩ąę ņÓļŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ÓŌĒŅņÕĒŅ Ó±’ÕõÕļÕĒ¹ ’Ņ Ō±Õņ¾ Ņß·Õņ¾ ŌĒ¾“ÕĒĒÕķ ’ŅļŅ±“Ķ
ĻŅĒ“ÕķĒÕÓ ÓĻÕ“¹ ńÓ ±„Õ“ Ķ§ õĶ¶¶¾ńĶĶ Ķ Õ±“Õ±“ŌÕĒĒŅķ ĻŅĒŌÕĻ÷ĶĶ.
2. ╬“±¾“±“Ō¾■“ ĶńŅļĶŅŌÓĒĒ¹Õ
Ņß·Õņ¹, ßÕń Ō¹§ŅõÓ Ķ§ ŌŅńõ¾°ĒŅķ ±Õõ¹ Ō ’ŅļŅ±“³ ĻŅĒ“ÕķĒÕÓ,Ā ŃõÕ ŌŅńņŅµĒŅ ĒÓ“ÕĻÓĒĶÕ ĻŅņ’ŅĒÕĒ“ŅŌ ’Ķ
’Ņ“ÕÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĻÓĻŅŃŅ ļĶßŅ ²ļÕņÕĒ“Ó “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó, Ō¹§Ņõ ∙ÕŃŅ Ō
õÓĒĒ¹ķ Ņß·Õņ.
Ā čŅŃļÓ±ĒŅ “ÕßŅŌÓĒĶķ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ ĻŅĒ“Ņļ³ ±ŌÓĒ¹§
°ŌŅŌ ’ŅĶńŌŅõĶ“± ņÕ“ŅõŅņ ½ĒÓĻŅ’ļÕĒĶ ╗ ± ¾õÕļ³ĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ ņÕ“ŅõÓ
ÓŌĒŅķ q = 5.10-7 ļ.ņĻ/±ÕĻ. ±ņ2 ’ŅŌÕ ÕņŅķ ńŅĒ¹[94,192].
ŽĶ ²“Ņņ ±¾ņņÓĒ¹ķ ’Ņ“ŅĻĀ ± ’ŅŌÕ ÕņŅķ
ńŅĒ¹ õŅļµÕĒ ß¹“³ ĒÕ ßŅļÕÕĀ Q±¾ņ.
≤
10-4ļ.ņĻ/±ÕĻ.
ĀĀ ŽĶ ĒÓļĶ„ĶÕ “Õ„Õķ ņÕĒÕÕ 1.10-4 ļ.ņĻ/±ÕĻ ’Ņ └ę , Ō
ßŅļ³°ĶĒ±“ŌÕ Ķń ĒĶ§, ’ŅĶ±§ŅõĶ“ Ķ§ ńÓÓ±“ÓĒĶÕ Ō “Õ„ÕĒĶÕ 6 ņÕ± ÷ÕŌ. ┼±ļĶ
õŅ’¾±“Ķ“³, „“Ņ ĒÓ ĻÓµõŅņ ±ÓĒ“ĶņÕ“Õ °ŌÓ ĶņÕÕ“± ŅõĒÓ “Õ„³ ÓŌĒÓ 1.10-7
ļ.ņĻ/±ÕĻ Ķ ’ĶĒ “³ ’ŅļĒ¾■ õļĶĒ¾ ±ŌÓĒ¹§ °ŌŅņ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó ’Ņ └ę ÓŌĒŅķ 17
ņ., “Ņ ±¾ņņÓĒŅÕ ĻŅļĶ„Õ±“ŌŅ └ę, ĒÓ“ÕĻÓÕņŅÕ „ÕÕń Ō±Õ ±ŌÓĒ¹Õ °Ō¹, ±Ņ±“ÓŌĶ“ 360
ņŃ. ęŅŃõÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ └ę Ō ĻŅĒ“ÕķĒÕÕ ± Ņß·ÕņŅņ 8.104 ļ.
±Ņ±“ÓŌĶ“, ßÕń ¾„Õ“Ó ±Ņß÷ĶĶ, ŌÕļĶ„ĶĒ¾ ÓŌĒ¾■ č= 0,0045 ņŃ/ļ. ╩ÓĻ ŌĶõĒŅ, ĻŅĒ÷ÕĒ“Ó÷Ķ
’ÓŅŌ └ę Ō ŌŅńõ¾§Õ Ļ ĻŅĒ÷¾ 6 ņÕ± ÷ÕŌ ß¾õÕ“ ±“Ņļ³ ĒÕńĒÓ„Ķ“Õļ³ĒÓ, „“Ņ õÓµÕ ’Ķ
õŅ’¾∙ÕĒĶĶ “Õ„Ķ ĒÓ ĻÓµõŅņ ’ŅŃŅĒĒŅņ ±ÓĒ“ĶņÕ“Õ ±ŌÓĒŅŃŅ °ŌÓ, ŌÕļĶ„ĶĒÓ ÕÕ ßÕń
¾„Õ“Ó ±Ņß÷ĶĶ ĒĶµÕ ±ÓĒĶ“ÓĒŅķ ĒŅņ¹, ĻŅ“ŅÓ ’Ņ └ę ±Ņ±“ÓŌļ Õ“ č =0,005 ņŃ/ļ .
Ā ┬ ±Ō ńĶ ± “Õņ, „“Ņ ’Ņ ’Ņ°Õ±“ŌĶĶ 6 ņÕ± ÷ÕŌ Ķ±“Ņ„ĒĶĻ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ¾ĻÓńÓĒĒŅŃŅ ÓńņÕÓ, Ō ±ŌŅÕņ ßŅļ³°ĶĒ±“ŌÕ ńÓĻ¹ŌÓÕ“± , Ņ’Ó±ĒŅ±“³
’Õõ±“ÓŌļ Õ“ “Ņļ³ĻŅ ÓŌÓĶķĒ¹ķ ±ļ¾„Óķ “Õ„Ķ, ŌÕļĶ„ĶĒ¾ ĻŅ“ŅŅŃŅ ĒÕ ’Õõ±“ÓŌļ Õ“±
ŌŅńņŅµĒ¹ņ Ó±±„Ķ“Ó“³, ’Ņ±ĻŅļ³Ļ¾ ²“Ņ“ ’Ņ÷Õ±± ĒŅ±Ķ“ ±ļ¾„ÓķĒ¹ķ §ÓÓĻ“Õ. ŽŅ²“Ņņ¾
’Ņ ŌļÕĒĶÕ “Õ„Õķ ’Ņ └ę, Ō¹ń¹ŌÓ■∙Ķ§ ’Ņ ŌļÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ └ę, Ō¹°Õ Ķ
ÓŌĒ¾■ ±ÓĒĶ“ÓĒŅķ ĒŅņÕ, ±ļÕõ¾Õ“ ±„Ķ“Ó“³ ÓŌÓĶķĒŅķ, ĻŅ“ŅŅÕ ’ŅõļÕµĶ“ Ō¹ ŌļÕĒĶ■.
Ā ─ļ Ņ’ÕõÕļÕĒĶ ’ÓÓņÕ“ŅŌ ±ÓßÓ“¹ŌÓĒĶ ĻÓĒÓļÓ č─╩Ū,
±ĶŃĒÓļĶńĶ¾■∙Õķ Ņ ’Ņ ŌļÕĒĶĶ ÓŌÓĶķĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ, ĒÕŅߧŅõĶņŅ ńÓõÓ“³±
ŌÕļĶ„ĶĒŅķ ĶĒ“ÕŃÓļ³ĒŅķ õŅń¹ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ĒÓ ņÓ“ÕĶÓļ¹ ĶńõÕļĶ ,
’Ņ±ĻŅļ³Ļ¾ ū,▌. Ō õÓ“„ĶĻÕ ╬─-4 ĶńņÕĒ ■“ ±ŌŅĶ ’ÓÓņÕ“¹ “ÓĻµÕ Ō Õń¾ļ³“Ó“Õ
ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ŅõĒŅķ Ķ “Ņķ µÕ ŌŅńõ¾°ĒŅķ ±Õõ¹, ĒÓ§Ņõ ∙Õķ± Ō
ĻŅĒ“ÕķĒÕÕ.
Ā ┬ ÓßŅ“Õ [181] ’ÕõļŅµÕĒŅ §ÓÓĻ“ÕĶńŅŌÓ“³ õÓ“„ĶĻĶ ╬─-4Ā ½õŅńŅķ §ĶņĶ„Õ±ĻŅŃŅ ŌŅńõÕķ±“ŌĶ ╗. ┴¹ļ
’ÕõļŅµÕĒ ņÕ“Ņõ Ó±„Õ“Ó õŅń¹, Ņ’ÕõÕļ ■∙Ķķ ŌÕļĶ„ĶĒ¾ ĻŅŅńĶĶ ū.▌.,
’ĶņÕĒĶ“Õļ³ĒŅ Ļ ’ĶĒ “Ņķ ņÕ“ŅõĶĻÕ Ķ±’¹“ÓĒĶķ Ō ╦┼══╚š╚. ąÓ±„Õ“ ’ŅĶńŌÕõÕĒ ±
¾„Õ“Ņņ õÓ ¶ÓĻ“ŅŅŌ, ĶņÕ■∙Ķ§ ņÕ±“Ņ Ō ’Ņ“ÕĻÓĒĶĶ ĻŅŅńĶŅĒĒ¹§ ’Ņ÷Õ±±ŅŌ, ’ŅņĶņŅ
ŌŅńõÕķ±“ŌĶ ±ÓņĶ§ ’ÓŅŌ └ę. ┬ Ņ±ĒŅŌ¾ Ó±„Õ“Ó ß¹ļŅ ’ŅļŅµÕĒŅĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
─ = čτ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ.(12.3.3į)
ĀĀ ŽÕõļŅµÕĒĒŅÕ ÓŌÕĒ±“ŌŅ ņŅµĒŅ ±„Ķ“Ó“³ ’ĶÕņļÕņ¹ņ õļ Ó±„Õ“Ó
’ÓÓņÕ“ŅŌ ±ÓßÓ“¹ŌÓĒĶ “Ņļ³ĻŅ ’Ķ ’Ņ±“Ņ ĒĒ¹§ ńĒÓ„ÕĒĶ § “Õņ’ÕÓ“¾¹ Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ’Ķ ±ļÕõ¾■∙Ķ§ õŅ’¾∙ÕĒĶ §.
1. ŽĶ ŌŅńõÕķ±“ŌĶĶ ’ÓŅŌ └ę
± ĻŅĒ÷ÕĒ“Ó÷ĶÕķ ņÕĒÕÕ 1 ņŃ/ļ ĒÓ ū.▌., ±ĻŅŅ±“³ ŅĻĶ±ļÕĒĶ ±ÕÕß ĒŅķ ’ļÕĒĻĶ
’ ņŅ ’Ņ’Ņ÷ĶŅĒÓļ³ĒÓ Ņ±“¾ ĻŅĒ÷ÕĒ“Ó÷ĶĶ.
2. čĻŅŅ±“³ ŅĻĶ±ļÕĒĶ ’ļÕĒĻĶ
±ÕÕßÓ ’ ņŅ ’Ņ’Ņ÷ĶŅĒÓļ³ĒÓ ŌÕņÕĒĶ ŌŅńõÕķ±“ŌĶ ’ÓŅŌ └ę ’Ņ±“Ņ ĒĒŅķ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ.
ĀĀ ąÓ±±ņÓ“ĶŌÓ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ū.▌., ’Õõ±“ÓŌļÕĒĒ¹§ ĒÓ Ķ±.
12.2.4ą ņŅµĒŅ Ņ“ņÕ“Ķ“³ ±ļÕõ¾■∙ÕÕ. ┬±Õ ū.▌ ŅõĒŅŃŅ “Ķ’Ó ĶņÕ■“ õŅ±“Ó“Ņ„ĒŅ
±“ÓßĶļ³ĒŅÕ ’Ņ±“Ņ Ē±“ŌŅ ŌÕļĶ„ĶĒ õŅń¹ ±ÓßÓ“¹ŌÓĒĶ . ęÓĻ, ū.▌. ╬╩-2, Ō§Ņõ ∙ĶÕ Ō
õÓ“„ĶĻ ╬╩-4, ĶņÕ■“ õŅń¾ ±ÓßÓ“¹ŌÓĒĶ Ō ’ÕõÕļÓ§ 150 ņŃ/ļ.„Ó±, ’Ķ ĻŅ“ŅŅķ
õÓ“„ĶĻĶĀ ±ÓßÓ“¹ŌÓļĶ ’Ķ ĻŅĒ÷ÕĒ“Ó÷Ķ §
Ō’ļŅ“³ õŅ 0,1 - 0,015 ņŃ/ļ. ū.▌. ’ŅŌ¹°ÕĒĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ĶņÕ■“ õŅń¾
±ÓßÓ“¹ŌÓĒĶ Ō ’ÕõÕļÓ§ 20-50 ņŃ/ļ.„Ó± Ō “Ņņ µÕ ĶĒ“ÕŌÓļÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ.
ĀĀ ─ÓĒĒ¹ķ ĶĒ“ÕŌÓļ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ōļ Õ“± ĒÓĶßŅļÕÕ ŌÕŅ “Ē¹ņ õļ
’ÓĻ“Ķ„Õ±ĻĶ§ ±ļ¾„ÓÕŌ ’Ņ ŌļÕĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÓ ĶńõÕļĶ §. čļÕõŅŌÓ“Õļ³ĒŅ,
’ĶĒ “ŅÕ ’Ņ±“Ņ Ē±“ŌŅ õŅń¹ õŅ±“Ó“Ņ„ĒŅ §ŅŅ°Ņ ±ŅŃļÓ±¾Õ“± ± Õń¾ļ³“Ó“ÓņĶ
²Ļ±’ÕĶņÕĒ“Ó, Ó ŌÕļĶ„ĶĒÓ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’Ķ ÓŌÓĶķĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÓ ĶńõÕļĶĶ
ļÕµĶ“ Ō ŅßļÓ±“Ķ ’Ņ±“Ņ Ē±“ŌÓ õŅń¹.
ĀĀ ┬ņÕ±“Õ ± “Õņ, ÓĒÓļĶń Õń¾ļ³“Ó“ŅŌ Ķ±’¹“ÓĒĶķ, ’ŅŌÕõÕĒĒ¹§ ÓĒÕÕ,
’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓßļ■õÓÕ“± ĒÕ±ŅŅ“ŌÕ“±“ŌĶÕ ’Ņ¾„ÕĒĒ¹§ õÓĒĒ¹§ ’ÕõļŅµÕĒĒŅķ
ńÓĻŅĒŅņÕĒŅ±“Ķ ’Ņ±“Ņ Ē±“ŌÓ õŅń¹ ’Ķ ’ŅŌ¹°ÕĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ’ÓŅŌ └ę, ĻŅ“ŅŅÕ
ņŅµĒŅ Ņß· ±ĒĶ“³ ŌļĶ ĒĶÕņĀĀ ŌļÓµĒŅ±“Ķ Ķ
Ķ±’Ņļ³ń¾ÕņŅķ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ.
Ā ĀąÓ±±ņŅ“Ķņ ŌļĶ ĒĶÕ
ŌļÓµĒŅ±“Ķ. ╩ÓĻ ĶńŌÕ±“ĒŅ, Ņ’ÕõÕļ ■∙ÕÕ ĻŅŅńĶŅĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ ’ļÕĒĻ¾
±ÕÕßÓ ŅĻÓń¹ŌÓÕ“ ĒÕ ±“Ņļ³ĻŅ ĒÕ’Ņ±Õõ±“ŌÕĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ’ÓŅŌ └ę, ±ĻŅļ³ĻŅ
’Ņõ¾Ļ“¹ ŌńÓĶņŅõÕķ±“ŌĶ └ę ± ŌļÓŃŅķ ŌŅńõ¾§Ó, Ō Ņ±ĒŅŌĒŅņ, ŅßÓń¾■∙Ó ± ÓńŅ“ĒÓ
ĻĶ±ļŅ“Ó ŽĶ ßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § └ę Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 60%, Óß±Ņļ■“ĒŅÕ
ĻŅļĶ„Õ±“ŌŅ ŌļÓŃĶ Ō ŌŅńõ¾§Õ (±ŅõÕµÓĒĶÕ ŌļÓŃĶ 10,7 ņŃ/ļ ’Ķ 20Ņč)Ā õŅ±“Ó“Ņ„ĒŅ õļ ŅßÓńŅŌÓĒĶ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ Ō
ńĒÓ„Ķ“Õļ³Ē¹§ ĻŅļĶ„Õ±“ŌÓ§. ▌“Ņ ’ĶŌŅõĶ“ Ļ Ō¹±ÕõÓĒĶ■ ĻŅĒ÷ÕĒ“ĶŅŌÓĒĒŅķ ÓńŅ“ĒŅķ
ĻĶ±ļŅ“¹ ĒÓ ±ÕÕß Ē¾■ ’ļÕĒĻ¾ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ, Ō±ļÕõ±“ŌĶÕ „ÕŃŅ,
’ŅĶ±§ŅõĶ“ ß¹±“ŅÕ ŅĻĶ±ļÕĒĶÕ ±ÕÕßÓ. ŽĶ ßŅļÕÕ ĒĶńĻĶ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ’ÓŅŌ └ę Ō
’ÕõÕļÓ§ 0,015 ¢ 5 ņŃ/ļĀ ĻŅļĶ„Õ±“ŌÕĒĒŅÕ
±ŅŅ“ĒŅ°ÕĒĶÕ ’ÓŅŌ └ę Ķ ŌļÓŃĶ “ÓĻŅŌŅ, „“Ņ Ō±ÕŃõÓ ĶņÕÕ“± Ķńß¹“ŅĻ ŌļÓŃĶ. ┬ ²“Ņņ
ĶĒ“ÕŌÓļÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ ĒÓßļ■õÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ’Ņ±“Ņ ĒĒŅÕ ńĒÓ„ÕĒĶÕ õŅń¹, „“Ņ
Ō’ŅļĒÕ Ņß· ±ĒĶņŅ, “.Ļ. ĻŅŅńĶŅĒĒÓ ÓĻ“ĶŌĒŅ±“³ ’Ņõ¾Ļ“ŅŌ ŌńÓĶņŅõÕķ±“ŌĶ └ę ±
ŌļÓŃŅķ ĒÓ§ŅõĶ“± Ō ’ ņŅķ ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĻŅļĶ„Õ±“ŌÓ └ę.
Ā ŽĶ ßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ’ÓŅŌ └ęĀ Ķ ņÓļŅķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“³■ ņÕĒÕÕ 45% Óß±Ņļ■“ĒÓ ŌÕļĶ„ĶĒÓ
ĻŅļĶ„Õ±“ŌÓ ’ÓŅŌ ŌŅõ¹ Ō ŌŅńõ¾§ÕĀ (4,3 ¢
5 ņŃ/ļ)Ā Ķ └ę Ō±ÕŃõÓ ĒÓ§ŅõĶ“± Ō
Ķńß¹“ĻÕ. ╬ßÓńŅŌÓĒĶÕ ĻŅŅńĶŅĒĒŅ ÓĻ“ĶŌĒŅķ ĻĶ±ļŅ“¹ Ņß¾±ļŅŌļÕĒŅ Ō õÓĒĒŅņ ±ļ¾„ÓÕ
ĻŅļĶ„Õ±“ŌŅņ ’ÓŅŌ ŌŅõ¹. ┬±ļÕõ±“ŌĶÕ ²“ŅŃŅ, ßŅļ³°Ó „Ó±“³ ’ÓŅŌ └ę ĒÕ ±Ō ń¹ŌÓÕ“±
± ŌļÓŃŅķ ŌŅńõ¾§Ó, „“Ņ ĒÕ ¾„Ķ“¹ŌÓÕ“± ’Ķ Ó±„Õ“Õ ŌÕļĶ„ĶĒ¹ õŅń¹ ’Ņ ¶Ņņ¾ļÕ
12.3.3į). ŽŅ²“Ņņ¾ “ÓĻ ŌÕļĶĻÓ ½ĻÓµ¾∙Ó ± õŅńÓ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ╗ ’Ķ
’ŅŌ¹°ÕĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķ § └ę Ķ ņÓļŅķ ŌļÓµĒŅ±“Ķ.
ĀĀ ŽĶ õÓļ³ĒÕķ°Õņ ’ŅĒĶµÕĒĶĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę, ĻŅļĶ„Õ±“ŌŅ
ĻŅŅńĶŅĒĒŅ ÓĻ“ĶŌĒ¹§ ĻĶ±ļŅ“ Ņ±“ÓÕ“± ’ÓĻ“Ķ„Õ±ĻĶ ĒÕĶńņÕĒĒ¹, Ō “Ņ ŌÕņ , ĻÓĻ ’Ķ
Ó±„Õ“Õ õŅń¹ ’Ņ ²“Ņķ ¶Ņņ¾ļÕ, ĻŅĒ÷ÕĒ“Ó÷Ķ ½č╗ ņŅµÕ“ ¾ņÕĒ³°Ó“³± Ķ Õ±“Õ±“ŌÕĒĒŅ
ß¾õÕ“ ¾ņÕĒ³°Ó“³± ŌÕļĶ„ĶĒÓ õŅń¹. ęÕņ ĒÕ ņÕĒÕÕ, ’Ķ č = 0,05 ¢ 0,5 ņŃ/ļ ņŅµĒŅ
ŃŅŌŅĶ“³ Ņ ’Ņ±“Ņ Ē±“ŌÕ õŅń¹, ’Ņ±ĻŅļ³Ļ¾ ’Ķ ²“Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § ±ŅŅ“ĒŅ°ÕĒĶÕ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ └ę Ķ ŌļÓŃĶ ±ŅĶńņÕĶņ¹. ęÕĒõÕĒ÷Ķ Ō ²Ļ±’ÕĶņÕĒ“Ó§ Ļ ’ŅĒĶµÕĒĶ■ õŅń¹
± ’ŅŌ¹°ÕĒĶÕņ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō¹ńŌÓĒÓ, ŌĶõĶņŅ, ņÕ“ŅõĶ„Õ±ĻĶņĶ ’ŅŃÕ°ĒŅ±“ ņĶ.
Ā ĀĀąÓ±±ņŅ“Ķņ ŌļĶ ĒĶÕ
ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ.Ā ╬’ÕõÕļÕĒĶÕ ŌļĶ ĒĶ
ņÕ“ŅõĶĻĶ ’ŅŌÕõÕĒĶ Ķ±’¹“ÓĒĶķ Ņ±ĒŅŌ¹ŌÓÕ“± ĒÓ “Ņķ µÕ ’Õõ’Ņ±¹ļĻÕ, „“ŅĀ ĻŅŅńĶŅĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ŅĻÓń¹ŌÓ■“ ÓĻ“ĶŌĒ¹Õ
ĻĶ±ļŅ“¹.Ā ŽĶ ±“Ó“Ķ„Õ±ĻŅņ ÕµĶņÕ
’ŅõõÕµÓĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę Ō Ķ±’¹“Ó“Õļ³ĒŅņ Ņß·ÕņÕ ĶņÕÕ“± Ņ’ÕõÕļÕĒĒŅÕ
ĻŅļĶ„Õ±“ŌŅ ŌļÓŃĶ. ╬ßÓńŅŌÓĒĶÕ ĻĶ±ļŅ“ ’Ņ±“Õ’ÕĒĒŅ ’ĶŌŅõĶ“ Ļ ’ŅĒĶµÕĒĶ■ ŌļÓµĒŅ±“Ķ,
„“Ņ Ō ±ŌŅ■ Ņ„ÕÕõ³, ńÓņÕõļ Õ“ ’Ņ÷Õ±± ŅßÓńŅŌÓĒĶ ĻĶ±ļŅ“. ▌“Ņ ±’Ņ±Ņß±“Ō¾Õ“
’Ņ“ÕĻÓĒĶ■ ¾±“ÓĒŅŌĶŌ°ÕŃŅ± ’Ņ÷Õ±±Ó ŅĻĶ±ļÕĒĶ ’ļÕĒĻĶ ±ÕÕßÓ Ķ ±Ņ§ÓĒ Õ“
’Ņ±“Ņ Ē±“ŌŅ õŅń¹.
ĀĀĀ ┬ õĶĒÓņĶ„Õ±ĻŅņ ÕµĶņÕ ’ŅõõÕµÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę,
’ŅĶńŌŅõĶ“± ŌŌÕõÕĒĶÕņ ńÓÓĒÕÕ ’ŅõŃŅ“ŅŌļÕĒĒŅķ ’ÓŅŌŅńõ¾°ĒŅķ ±ņÕ±Ķ. ┬ ²“Ņņ
±ļ¾„ÓÕ ’ŅĶ±§ŅõĶ“ ±ļÕõ¾■∙ÕÕ:
Ó) ŅßÓń¾Õ“± ßŅļ³°ŅÕ
ĻŅļĶ„Õ±“ŌŅ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ ńÓ ±„Õ“ ’Ņ±“¾’ļÕĒĶ Ō±Õ ĒŅŌ¹§ ’Ņ÷Ķķ ŌļÓŃĶ Ō
ŌŅńõ¾§Õ, „“Ņ ¾±ĻŅ Õ“ ĻŅŅńĶŅĒĒ¹ķ ’Ņ÷Õ±± ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ ±“Ó“Ķ„Õ±ĻĶņ ÕµĶņŅņ,
ß) ĒÕ ’ĶĒĶņÓÕ“± ŌŅ
ŌĒĶņÓĒĶÕ Ņß∙ÕÕ ĻŅļĶ„Õ±“ŌŅ ’ÓŅŌŅńõ¾°ĒŅķ ±Õõ¹, ’Ņ’¾∙ÕĒĒ¹ķ „ÕÕń Ķ±’¹“Ó“Õļ³Ē¹ķ
Ņß·Õņ, Ō “Ņ ŌÕņ , ĻÓĻ ĻŅļĶ„Õ±“ŌŅ ÓĻ“ĶŌĒ¹§ ŌÕ∙Õ±“Ō, ĶńÓ±§ŅõŅŌÓĒĒ¹§ ĒÓ
ŅĻĶ±ļÕĒĶÕ ±ÕÕßÓ, Ņ’ÕõÕļ Õ“ õŅń¾ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ
ĀĀ ╚ņÕĒĒŅ ²“Ķ õŌÓ ¶ÓĻ“ŅÓ ŅĻÓń¹ŌÓ■“ ŌļĶ ĒĶÕ ĒÓ ’Ņ§ŅµõÕĒĶÕ
ĻŅŅńĶŅĒĒŅŃŅ ’Ņ÷Õ±±Ó Ķ ĒÕ ņŅŃ¾“ ß¹“³ ¾„“ÕĒ¹ ’Ķ Ó±„Õ“Õ õŅń¹ ĻŅŅńĶŅĒĒŅŃŅ
ŌŅńõÕķ±“ŌĶ .
ĀĀĀ ╚±§Ņõ Ķń ÓĒÓļĶńÓ Õń¾ļ³“Ó“ŅŌ Ķ±’¹“ÓĒĶķ ū.▌. ± ¾„Õ“Ņņ ŌļĶ ĒĶ
ŌļÓµĒŅ±“Ķ Ķ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ ĒÓ õŅń¾ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ,
’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ:
- ’ĶĒ “³ õŅń¾ ĻŅŅńĶŅĒĒŅŃŅ
ŌŅńõÕķ±“ŌĶ Ā ( ─ = čτ), ĻÓĻ ŌÕļĶ„ĶĒ¾, ĻŅĒ“ŅļĶ¾Õņ¾■ ÕļÕ, Ō
ĀĀ ĻÓ„Õ±“ŌÕ ĻŅ“ŅŅŃŅ Ō¹±“¾’ÓÕ“ č─╩Ū,
- Ķ±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
õŅń¹ ±ļÕõ¾Õ“ ’ŅŌŅõĶ“³ ’Ņ ņÕ“ŅõĶĻÕ ±“Ó“Ķ„Õ±ĻŅŃŅ ÕµĶņÓ,
ĀĀ ’ŅõõÕµĶŌÓ ’Ņ±“Ņ ĒĒ¾■ ĻŅĒ÷ÕĒ“Ó÷Ķ■, ĒÕ ŌŌŅõ õŅ’ŅļĒĶ “Õļ³ĒŅŃŅ
ĻŅļĶ„Õ±“ŌÓ ŌļÓŃĶ Ō
Ā Ķ±’¹“Ó“Õļ³Ē¹ķ Ņß·Õņ,
- Ņ’ÕõÕļÕĒĶÕ õŅń¹ Ķ
Ķ±’¹“ÓĒĶ ’ŅŌŅõĶ“³ ’Ķ ĻŅĒ÷ÕĒ“Ó÷Ķ § └ę ĒÕ Ō¹°Õ 1 ņŃ/ļ ’Ķ 20Ņč Ķ
ĀĀ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 15% ▒ 3Ņč, ĻŅ“Ņ¹Õ
±ŅŅ“ŌÕ“±“Ō¾■“ “ÓĻŅŌ¹ņ ĒÓ ĶńõÕļĶ §,
ĀĀ ĒÓ§Ņõ ∙Ķ§± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
- Ķ±’¹“ÓĒĶ ū.▌
’Õõ’Ņ„“Ķ“Õļ³ĒŅ ’ŅŌŅõĶ“³ ±ŅŌņÕ±“ĒŅ ± ĒÓßŅŅņ ĒŅņÕĒĻļÓ“¾¹ ņÓ“ÕĶÓļŅŌ,
ĀĀ ’ĶĀ ņŅõÕļĶŅŌÓĒĶĶ ĀŅ“ĒŅ°ÕĒĶķ Ķ§ ’ŅŌÕ§ĒŅ±“Ķ Ļ Ķ§ Ņß·Õņ¾Ā ±ŅŌņÕ±“ĒŅ ± ŌĒ¾“ÕĒĒÕķĀĀ
ĀĀ ’ŅŌÕ§ĒŅ±“³■ ±ÓņŅķ Ķ±’¹“Ó“Õļ³ĒŅķ ĻÓņÕ¹, ’ĶßļĶµÓ ±³ ’Ņ ŌÕļĶ„ĶĒÕ
Ņ“ĒŅ°ÕĒĶ ,Ā ÓŌĒŅņ¾
ĀĀ “ÓĻŅņ¾ µÕ Ņ“ĒŅ°ÕĒĶ■, ĶņÕ■∙Õņ¾± ’ĶņÕĒĶ“Õļ³ĒŅ Ļ “Õņ Ņß·ÕņÓņ Ķ
ĒŅņÕĒĻļÓ“¾ÕĀĀ
ĀĀ ņÓ“ÕĶÓļŅŌ ĒÓ“¾ĒŅŃŅ ĶńõÕļĶ , Ō ĻŅ“Ņ¹§ ’Õõ’ŅļÓŃÓÕ“±
¾±“ÓĒÓŌļĶŌÓ“³ õÓ“„ĶĻĶ ±
ĀĀ Ķ±’¹“¹ŌÓÕņ¹ņĶ ū.▌.
Ā ─ÓĒĒ¹Õ ņÕ“ŅõĶ„Õ±ĻĶÕ ’ŅļŅµÕĒĶ Ō ¾±“ÓĒŅŌļÕĒĶĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ
õÓ“„ĶĻŅŌ ß¹ļĶ ’ĶĒ “¹ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶÕķ [193] Ķ ’Ņ±ļ¾µĶļĶ Ņ±ĒŅŌÓĒĶÕņ
õļ õÓļ³ĒÕķ°ÕŃŅ ±ŅŌÕ°ÕĒ±“ŌŅŌÓĒĶ č─╩Ū.
ĀĀĀĀ ŽŅŌÕõÕĒĒ¹ķ ÓĒÕÕ Ó±„Õ“ ’ŅĻÓńÓļ, „“Ņ ’Ķ õŅ’¾∙ÕĒĶĶ ĒÓļĶ„Ķ
“Õ„Õķ ŌÕļĶ„ĶĒŅķ Q = 1.10-4 ļ.ņĻ/cÕĻ ± ’ŅŌÕ ÕņŅķ ńŅĒ¹,
ŌŅńņŅµĒŅ ĒÓ“ÕĻÓĒĶÕ └ę, ĻŅ“ŅŅÕ ±ŅńõÓ±“ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ’ÓŅŌ └ę Ō ĻŅĒ“ÕķĒÕÕ
ÓŌĒŅķ 0,0045 ņŃ./ļ ßÕń ¾„Õ“Ó ±Ņß÷ĶĶ, “.Õ. ņÕĒ³°Õ ±ÓĒĶ“ÓĒŅķ ĒŅņ¹. ┬ ±Ō ńĶ ±
“Õņ, „“Ņ ńÓĻ¾’ŅĻÓ ņĶĻŅ“Õ„Õķ, ĒÕ ¾ļÓŌļĶŌÓÕņ¹§ ±Õõ±“ŌÓņĶ ’ŅĶńŌŅõ±“ŌÕĒĒŅŃŅ
ĻŅĒ“Ņļ , ńÓÓ±“Ó■“ ß¹±“ÕÕ, „Õņ ńÓ 6 ņÕ± ÷ÕŌ Ķ ĶńõÕļĶÕ ±“ÓĒŅŌĶ“± ’ÓĻ“Ķ„Õ±ĻĶ
’ŅļĒŅ±“³■ ŃÕņÕ“Ķ„Ē¹ņ, ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ Ķ ĒÕŅߧŅõĶņ¹ņ ’Ņļ¾„Ķ“³ ±ĶŃĒÓļ Ņ
ĒÓļĶ„ĶÕ ’ÓŅŌ └ę ± ĻŅĒ÷ÕĒ“Ó÷ĶÕķ č ≤ 0,0045 ņŃ/ļ ńÓ ŌÕņ ĒÕ ßŅļÕÕ 6
ņÕ± ÷ÕŌ. ęŅŃõÓ ĶĒ“ÕŃÓļ³ĒÓ õŅńÓĀ ß¾õÕ“
±Ņ±“ÓŌļ “³ ─ = 19,5 ņŃ/.„Ó± ĶļĶ 20 ņŃ/ļ.„Ó±.
ĀĀ ┼±ļĶ ’Õõ’ŅļŅµĶ“³, „“Ņ ĒÓ ĶńõÕļĶĶ ņŅµÕ“ ŌŅńĒĶĻĒ¾“³ ÓŌÓĶķĒÓ
±Ķ“¾Ó÷Ķ Ķ ņŅµÕ“ ’Ņ ŌĶ“³± “Õ„³ ļ■ßŅķ ŌÕļĶ„ĶĒ¹, Ó ’ÓÓņÕ“ ±ÓßÓ“¹ŌÓĒĶ ,
ĻŅ“Ņ¹ņ ß¾õÕ“ Ōļ “³± ’Ņ±“Ņ ĒĒÓ ŌÕļĶ„ĶĒÓ ÓŌĒŅķ õŅńÕ, “Ņ ŌÕņ ĒÓ§ŅµõÕĒĶ ’Ņõ
õÓĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ Ņ’ÕõÕļĶ“± Ķń ŌÕļĶ„ĶĒ¹ õŅń¹ ─.
─ÓĒĒ¹ķ ’Ņõ§Ņõ, ±ŅŃļÓ±ĒŅ
ĻŅ“ŅŅŃŅ ±ÓßÓ“¹ŌÓĒĶÕ č─╩Ū ’ŅĶ±§ŅõĶ“ ńÓ ±„Õ“ õŅń¹ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ ,
’ŅńŌŅļĶļĀ Ō¹õŌĶĒ¾“³ ’ÕõļŅµÕĒĶÕ Ō
’Ņ±“ŅÕĒĶĶ č─╩Ū õŌ¾§ ĻÓĒÓļ³ĒŅŃŅ ŌĶõÓ.
ĀĀĀĀ ŽÕŌ¹ķ ĻÓĒÓļ õŅļµÕĒ ß¹“³ Ņ±ĒÓ∙ÕĒ õÓ“„ĶĻÓņĶ, ĻŅ“Ņ¹Õ Ņ„ÕĒ³
ß¹±“Ņ ß¹ Ō¹õÓŌÓļĶ ±ĶŃĒÓļ Ņ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÓ ĶńõÕļĶĶ, „“Ņ Ōļ Õ“±
ÓŌÓĶķĒŅķ ±Ķ“¾Ó÷ĶÕķ, Ó Ō“ŅŅķ ĻÓĒÓļ ß¹ Ō¹õÓŌÓļ ±ĶŃĒÓļ Ņ ĒÓ±“¾’ļÕĒĶĶ
ĻŅŅńĶŅĒĒŅŃŅ Óń¾°ÕĒĶ ĒÓĶßŅļÕÕ ±ļÓßŅŃŅ ńŌÕĒÓ ĒÓ ĶńõÕļĶĶ ’Ņõ ĻŅŅńĶŅĒĒ¹ņ
ŌŅńõÕķ±“ŌĶÕņ Ņ“ ’ÓŅŌ └ę. ┬ÕļĶ„ĶĒÓ õŅń¹, ÓŌĒŅķ 20 ņŃ/ļ ß¹ļÓ ÓĒÕÕ Ņ’ÕõÕļÕĒÓ,
ĻÓĻ ĒÓĶßŅļÕÕ ’Ņõ§Ņõ ∙Õķ õļ Ō¹õÓ„Ķ ±ĶŃĒÓļÓ Ņ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ķ ²“Ó
ŌÕļĶ„ĶĒÓ ’ĶĒ “Ó õļ õÓ“„ĶĻŅŌ ĻÓĒÓļÓ ±ĶŃĒÓļĶńÓ÷ĶĶ.
Ā ┬“ŅŅķ ĻÓĒÓļ õŅļµÕĒ ’ŅńŌŅļ “³ ’Ņļ¾„Ķ“³ ±ĶŃĒÓļ Ņ ĒÓ±“¾’ļÕĒĶĶ
ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ ’Ķ ĒÓ§ŅµõÕĒĶĶ ĶńõÕļĶ Ō ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ Ķ õļ ĒÕŃŅ
õŅļµĒÓ ß¹“³ Ņ’ÕõÕļÕĒÓ õŅńÓ, ’Ķ ĻŅ“ŅŅķ õŅļµÕĒ Ō¹õÓŌÓ“³± ±ĶŃĒÓļ.
ĀĀ ═Ó ąĶ±. 12.3.5ą ’Õõ±“ÓŌļÕĒÓ ĻĶŌÓ 1Ā ńĒÓ„ÕĒĶ ŌÕļĶ„ĶĒ¹ õŅń¹, ÓŌĒŅķ 20 ņŃ/ļ.„Ó±, Ó±±„Ķ“ÓĒĒŅķ Ō
ĻŅŅõĶĒÓ“Ó§ ĻŅĒ÷ÕĒ“Ó÷Ķ č Ķ ŌÕņ τ.
▌“Ó ńÓŌĶ±ĶņŅ±“³
’ŅĻÓń¹ŌÓÕ“ ńÓ ĻÓĻŅÕ ŌÕņ õŅļµĒŅ ’ŅĶ±§ŅõĶ“³ ±ÓßÓ“¹ŌÓĒĶÕ ÕļÕ ’Ķ ÓńļĶ„Ē¹§
ńĒÓ„ÕĒĶ § ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę Ņ“ 0,005 õŅ 0,1 ņŃ/ļ. ▌“Ņ“ ĻÓĒÓļ Ņ’ÕõÕļ Õ“± ,
ĻÓĻ ĻÓĒÓļ ±Ķ±“Õņ¹ ±ĶŃĒÓļĶńÓ÷ĶĶ Ņ ’Ņ ŌļÕĒĶĶ ’ÓŅŌ └ę ĒÓ ĶńõÕļĶĶ, “.Õ. ±ĶŃĒÓļ Ņ
ŌŅńĒĶĻĒŅŌÕĒĶĶ ĒÓ ĶńõÕļĶĶĀ ÓŌÓĶķĒŅķ
±Ķ“¾Ó÷ĶĶ. ─ļ Ā Ņ’ÕõÕļÕĒĶ õŅń¹ õļ
Ō“ŅŅŃŅ ĻÓĒÓļÓ Ņ ’Ņ ŌļÕĒĶĶ ĻŅŅńĶŅĒĒŅŃŅ Óń¾°ÕĒĶ ĒÓĶßŅļÕÕ ±ļÓßŅŃŅ ńŌÕĒÓ
ĶńõÕļĶ , ĒÕŅߧŅõĶņŅ ’ŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ ’Ņ Ņ’ÕõÕļÕĒĶ■ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ō
ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ.
ĀĀĀ ╚ń¾„ÕĒĶÕ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ō ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ
ŌÕļŅ±³ õŅŌŅļ³ĒŅ °ĶŅĻŅ Ķ ’ÕŌ¹Õ ±Ķ±“ÕņÓ“ĶńĶŅŌÓĒĒ¹Õ õÓĒĒ¹Õ ’Ņ ²“Ņņ¾ ŌŅ’Ņ±¾
Ņ’¾ßļĶĻŅŌÓĒ¹ Ō ±ßŅĒĶĻÕ ├╬═ę╚ [19]. ęÓņ µÕ ’ĶŌÕõÕĒ¹ ’ÕŌ¹Õ õÓĒĒ¹Õ, ’Ņļ¾„ÕĒĒ¹Õ
’Ņ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ ²ļÕņÕĒ“ŅŌ Ķ ÓŃÕŃÓ“ŅŌ ĶńõÕļĶ [195], Õń¾ļ³“Ó“¹
ĻŅ“Ņ¹§ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 12.3.5ą.
ĀĀ ŽŅŌÕõÕĒĒ¹Õ ÓßŅ“¹ ’Ņ Ņ’ÕõÕļÕĒĶ■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ķ
ÓŃÕŃÓ“ŅŌ ÓĻÕ“ Ō ńÓŃÓńŅŌÓĒĒŅķ ±ÕõÕ ’ŅĻÓńÓļĶ, „“Ņ ĻŅŅńĶŅĒĒŅÕ Óń¾°ÕĒĶÕ
ĻŅņ’ļÕĻ“¾■∙Ķ§ ²ļÕņÕĒ“ŅŌ ’ŅõŅßĒŅ ĻŅŅńĶŅĒĒŅņ¾ ’Ņ÷Õ±±¾, ’ŅĶ±§Ņõ ∙Õņ¾ Ō ū.▌.
“Ķ’Ó ╬╩. ╬ĒĶ “ÓĻµÕ ńÓŌĶ± “ Ņ“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ,Ā ŌÕņÕĒĶ Ķ§ ŌŅńõÕķ±“ŌĶ , “Õņ’ÕÓ“¾¹ Ķ ŌļÓµĒŅ±“Ķ ŅĻ¾µÓ■∙Õķ ±Õõ¹
Ķ õļ ĒĶ§ “ÓĻ µÕ, ĻÓĻ Ķ õļ ū.▌. ±Ņ§ÓĒ Õ“± ńÓĻŅĒŅņÕĒŅ±“³ õŅńŅŌŅŃŅ
ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒÕķ ±Õõ¹. ąÓń¾°ÕĒĶ ’Ķ ²“Ņņ ’ŅĶ±§ŅõĶ“ ’Ņ ĒÓĶßŅļÕÕ ±ļÓßŅņ¾
ńŌÕĒ¾, ĻÓĻ, ĒÓ’ĶņÕ, Ō ļÓņÕļ § ÕŃ¾ļ “ŅÓ ĻÓµ¾∙Ķ§± ±ĻŅŅ±“Õķ [196]. ─ÓĒĒÓ
ÓßŅ“Ó ’ŅńŌŅļĶļÓ ’ÕõļŅµĶ“³ õŅń¾ ĻŅŅńĶŅĒĒŅŃŅ ’ŅŌÕµõÕĒĶ õļ ÓĻÕ“¹ ėą-100,
’ŅĻÓńÓĒĒ¾■ Ō ĻÓ„Õ±“ŌÕ ĻĶŌŅķĀĀĀĀ 2 ĒÓ ąĶ±.
12.3.4. ŽÕõļŅµÕĒĒÓ ĻĶŌÓ 2 §ÓÓĻ“ÕĶń¾■“± ±ļÕõ¾■∙ĶņĶ “Õņ “Ņ„ĻÓņĶ.
ĀĀ ęŅ„ĻÓ
1 ¢ č = 0,1 ņŃ/ļ ĶĀ τ = 45 ±¾“ŅĻ
ĀŽĶ ²“Ķ§ ¾±ļŅŌĶ § ’ŅŌÕõÕĒ¹ Ķ±’¹“ÓĒĶ Ó’’ÓÓ“¾¹, ĻŅ“ŅÓ
±Ņ§ÓĒĶļÓ ±ŌŅ■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ßÕń ĒÓļĶ„Ķ ±ļÕõŅŌ ĻŅŅńĶĶ. ŽŅŌÕõÕĒĒ¹Õ
ÓĒÓļŅŃĶ„Ē¹Õ Ķ±’¹“ÓĒĶ Ō ═╚╚-4 ╠╬ ’Ķ Ó±°ĶÕĒĒŅņ Ņß·ÕņÕ ÓŃÕŃÓ“ŅŌ Ķ ņÓ“ÕĶÓļŅŌ
Ķ ŌÕņÕĒĶ Ō¹õÕµĻĶ õŅ 6 ņÕ± ÷ÕŌ ’ŅńŌŅļ ■“ ¾ŌÕļĶ„Ķ“³ õŅ’¾±“ĶņŅÕ ŌÕņ õŅ 6
ņÕ± ÷ÕŌ.
ĀĀ ęŅ„ĻÓ 2
¢ĀĀĀ č = 0,015 ņŃ/ļĀĀ Ķ τ = 12 ņÕ± ÷ÕŌ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā ŽĶ ²“Ķ§ ¾±ļŅŌĶ § ’ŅŌÕõÕĒ¹ Ķ±’¹“ÓĒĶ Ō ├╚Žš ± ’ŅļŅµĶ“Õļ³Ē¹ņĶ
Õń¾ļ³“Ó“ÓņĶ Ķ Ō ±ļ¾µÕßĒŅķ ’ÕÕ’Ķ±ĻÕ ├╚Žš ÕĻŅņÕĒõŅŌÓļ ’ĶĒ “³ ÕÕ õŅļ ĻĶŌŅķ
2.
ĀĀĀ ęŅ„ĻÓ
3 -Ā č = 0,005 ņŃ/ļĀĀĀĀ ĶĀĀ
τ = 2 ŃŅõÓ
ĀŽÓÓņÕ“¹ ²“Ņķ “Ņ„ĻĶ Ō¹õÓļ Ō ±ļ¾µÕßĒŅķ ’ÕÕ’Ķ±ĻÕ ══╚ 88 ( Ē¹ĒÕ
ų═╚╚╠└ž) ’Ņ Õń¾ļ³“Ó“Óņ ±ŌŅĶ§ Ķ±’¹“ÓĒĶķ.
ĀĀ ŽÓÓņÕ“¹ ’Ņ Ō¹°Õ ’ĶŌÕõÕĒĒ¹ņ “Ņ„ĻÓņ ±ŌÕõÕĒ¹ Ō “ÓßļĶ÷¾ 12.3.1ę
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 12.3.1ę
![]()
![]()
![]()
![]()
![]()
![]() Ā
Ā
ĀĀĀĀĀĀĀ ═ŅņÕĀĀĀĀĀĀĀĀ
╩ŅĒ÷ÕĒ“Ó÷Ķ ĀĀĀĀĀĀ
ŽŅõŅļµĶ“Õļ³ĒŅ±“³.ĀĀĀĀĀĀĀĀĀ ─ŅńÓĀĀĀĀĀĀĀĀ ┬¹õÓŌ°Ó
ĀĀĀĀĀĀĀĀ “Ņ„ĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŃ/ļĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀŌŅńõÕķ±“ŌĶ ,ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņŃ/ļ.„Ó±ĀĀĀĀĀ ŅŃÓĒĶńÓ÷Ķ
![]()
ĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
45ĀĀ ±¾“ŅĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 108ĀĀĀĀĀĀĀĀĀĀĀĀ ų╩┴╠į1
ĀĀĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0.015ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1 ĀĀĀŃŅõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 132ĀĀĀĀĀĀĀĀĀĀĀĀ ├╚Žš
![]() ĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ŃŅõÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
87ĀĀĀĀĀĀĀĀĀĀĀ ═╚╚ 88ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ŃŅõÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
87ĀĀĀĀĀĀĀĀĀĀĀ ═╚╚ 88ĀĀĀ
![]() ĀĀ
ĀĀ
ĀĀĀĀĀĀĀ
ĀęŅ„ĻĶ ĒÓ ’ŅŅŃŅŌŅķ ĻĶŌŅķ 2, ’ĶŌÕõÕĒĒ¹Õ Ō ²“Ņķ “ÓßļĶ÷Õ ĶņÕ■“ õŅń¹
ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ õŅŌŅļ³ĒŅ ßļĶńĻĶÕ ņÕµõ¾ ±ŅßŅķ ńĒÓ„ÕĒĶ . ŽŅ ĒĶņ ±ļÕõ¾Õ“
Ņ“ņÕ“Ķ“³, „“Ņ õŅń¹ 108 Ķ 87 ’Ņ Õń¾ļ³“Ó“Óņ Ķ±’¹“ÓĒĶķ ņŅµĒŅ ’ĶßļĶńĶ“³ Ļ 132 Ķ
“ŅŃõÓ ²“Ņ Õ∙Õ Óń ’Ņõ“ŌÕõĶ“ ’Ņ±“Ņ Ē±“ŌŅ õŅń¹ ĻŅŅńĶŅĒĒŅŃŅ ŌŅńõÕķ±“ŌĶ . ╚±§Ņõ
Ķń ²“ŅŃŅ õŅń¾ õļ ĻÓĒÓļÓ ĻŅŅńĶŅĒĒŅŃŅ ¾’ÕµõÕĒĶ ¢ ĻĶŌÓ 2 , ņŅµĒŅ ’ĶĒ “³ Ō
’ÕõÕļÓ§ 100-132 ņŃ/ļ.„Ó±.
ĀĀ ŽŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ’Ņ Ķń¾„ÕĒĶ■ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ Ķ
ū.▌ ĶńļŅµÕĒĒ¹Õ Ō õÓĒĒŅņ ÓńõÕļÕ ’Ņ±ļ¾µĶļĶ Ņ±ĒŅŌŅķ õļ õÓļ³ĒÕķ°Ķ§ ÓßŅ“ Ō ²“Ņņ
ĒÓ’ÓŌļÕĒĶĶ.
12.4ĀĀ
ąÓńÓßŅ“ĻÓ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ ’ŅŌ¹°ÕĒĶ■ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ č─╩Ū
ĀĀ ąÕ°ÕĒĶÕņ ╠╬╠ [193]Ā ß¹ļŅ
’Õõ’Ķ±ÓĒŅ ’ŅŌÕ±“Ķ ÓßŅ“¹ ’Ņ ’ŅŌ¹°ÕĒĶ■ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ č─╩Ū ’Ņ └ę,
ĻŅ“Ņ¹Õ Ō¹’ŅļĒ ļĶ±³ õŅņ ŅŃÓĒĶńÓ÷Ķķ, Õń¾ļ³“Ó“¹ ĻŅ“Ņ¹§ ±Ņ±“ÓŌļ Õ“ ±ŅõÕµÓĒĶÕ
õÓĒĒŅŃŅ ÓńõÕļÓ.
ĀĀ ŽŅŌ¹°ÕĒĶÕ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ č─╩Ū ņŅµĒŅ ß¹ļŅ Ņ±¾∙Õ±“ŌĶ“³ ’¾“Õņ
ńÓņÕĒ¹ õÓ“„ĶĻŅŌ ╬─-4 ± ū.▌. ╬╩-2 ĒÓ ĒŅŌ¹Õ õÓ“„ĶĻĶ ± ßŅļÕÕ „¾Ō±“ŌĶ“Õļ³Ē¹ņĶ
²ļÕņÕĒ“ÓņĶ. ╩ŅņÕ “ŅŃŅ, ņŅµĒŅ ß¹ļŅ ĒÓ ±“Ó¹§ õÓ“„ĶĻÓ§, ļĶßŅ ńÓņÕĒĶ“³ ńÓ∙Ķ“Ē¹Õ
ĻŅļ’Ó„ĻĶ ĒÓ ĒŅŌ¹Õ, ĶļĶ ±ŅŌ±Õņ ±Ē “³ Ķ§.Ā
ė ĒĶ§ ĶņÕļĶ±³ ’ŅÕńĶ, õļ ŅßÕ±’Õ„ÕĒĶ Ā
õŅ±“¾’Ó ŌŅńõ¾§Ó Ļ ū.▌, ĻŅ“Ņ¹Õ ŌŅńņŅµĒŅ ß¹ļĶ ĒÕõŅ±“Ó“Ņ„ĒŅķ ŌÕļĶ„ĶĒ¹ Ķ
ńÓ“¾õĒ ļĶ õŅ±“¾’ ’ÓŅŌŅķ ¶Óń¹ Ļ ū.▌.
ĀĀĀ ╚±±ļÕõŅŌÓĒĶ ß¹ļĶ ’ŅŌÕõÕĒ¹ ’Ņ ŅßŅĶņ ĒÓ’ÓŌļÕĒĶ ņ Ō „Õ“¹Õ§
ŅŃÓĒĶńÓ÷Ķ § [197,198,199,200)]. ╚±’¹“ÓĒĶ ū,▌. Ķ õÓ“„ĶĻŅŌ ’ŅŌŅõĶļĶ±³ Ō
ŅŃÓĒĶńÓ÷Ķ § ’Ņ ±ŌŅĶņ ņÕ“ŅõĶĻÓņ, ĶńļŅµÕĒĒ¹ņ Ķ Ņ’Ķ±ÓĒĒ¹ņ ÓĒÕÕ. ╬ßŅß∙ÕĒĶÕ
Õń¾ļ³“Ó“ŅŌ ²“Ķ§ Ķ±’¹“ÓĒĶĶ ’ŅŌÕõÕĒŅ Ō ÓßŅ“Õ [188] Ķ ’ŅĻÓńÓĒŅ ĒÓ ąĶ±.12.4.1ą Ķ
ąĶ±.12.4.2ą. ▌“Ķ Ķ±’¹“ÓĒĶ ’Ņõ“ŌÕõĶļĶ ÓĒÕÕ ±õÕļÓĒĒ¹Õ Ō¹ŌŅõ¹, ’ĶŌÕõÕĒĒ¹Õ Ō
ÓńõÕļÓ§ 2 Ķ 3. ┬ņÕ±“Õ ± “Õņ, Ó±±ņÓ“ĶŌÓ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ĒÓ ąĶ±. 12.4.1ą
ņŅµĒŅ ±õÕļÓ“³ ±ļÕõ¾■∙ĶÕ õŅ’ŅļĒĶ“Õļ³Ē¹Õ Ō¹ŌŅõ¹ Ķ ŅßŅß∙ÕĒĶĶ. ═Ó ²“Ņņ Ķ±¾ĒĻÕ
’ĶŌÕõÕĒ¹ ĒŅņÕ Ō/„, ĻŅ“Ņ¹ķ ÓĒÕÕ ß¹ļ Ō ═╚╚-4 ╠╬ Ķ ĒŅņÕ ’/ , ĻŅ“Ņ¹ķ ÓĒÕÕ
ß¹ļ ¾ ų╩┴╠į1, Ó Ē¹ĒÕ ╩┴ ½čÓļ■“╗.
ĀĀ ŽĶņÕĒÕĒĶÕ õĶĒÓņĶ„Õ±ĻŅķ ņÕ“ŅõĶĻĶ, ĻÓĻ ¾ĻÓń¹ŌÓļŅ±³ ÓĒÕÕ, ŌļÕ„Õ“
ńÓ ±ŅßŅķ ĶńņÕĒÕĒĶÕ §ÓÓĻ“ÕÓ ńÓŌĶ±ĶņŅ±“Ķ ½č ¢ τ╗
(ĻĶŌ¹Õ 3 Ķ 4) ’ŅĶ±§Ņõ ∙ÕÕ ńÓ ±„Õ“ ŌŌÕõÕĒĶ õŅ’ŅļĒĶ“Õļ³ĒŅŃŅ ĻŅļĶ„Õ±“ŌÓ ŌļÓŃĶ,
ŌĒŅ±ĶņŅķ Ō ’Ó¹ └ę. ▌“Ņ ’ĶŌŅõĶ“ Ļ Ņ°ĶßŅ„ĒŅņ¾ Ō¹ŌŅõ¾, õÕļÓŌ°Õņ¾± Ō õÕ
ŅŃÓĒĶńÓ÷Ķķ, „“Ņ ŌÕņ ±ÓßÓ“¹ŌÓĒĶ ╬─- ĒÕ ńÓŌĶ±Ķ“ Ņ“ ŌļÓµĒŅ±“Ķ ’Ķ
ĻŅĒ÷ÕĒ“Ó÷Ķ § Ō¹°Õ 0,05 ņŃ/ļ.. Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ĻĶŌ¹Õ 3 Ķ 4 ’ÕÕ±ÕĻļĶ±³ Ō
ŅßļÓ±“Ķ ²“Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķķ.
ĀĀĀ ╚±’¹“ÓĒĶ ’Ķ ßŅļ³°Ķ§ ĻŅĒ÷ÕĒ“Ó÷Ķ § 5,0 ņŃ/ļ ĒÕ ’ŅńŌŅļ ■“ “Ņ„ĒŅ
Ō¹„Ķ±ļĶ“³ ÓńĒĶ÷¾ ŌŅ ŌÕņÕĒĶ ±ÓßÓ“¹ŌÓĒĶ Ā
ÓńļĶ„Ē¹§ ū.▌, ’Ņ±ĻŅļ³Ļ¾Ā ’Ķ
Ņ’ÕõÕļÕĒĶĶ ±ÕõĒÕŃŅ ŌÕņÕĒĶ ±ÓßÓ“¹ŌÓĒĶ õļ ŅõĒŅŃŅ “Ķ’Ó ū.▌ Ņ’¹“¹ õÓ■“
ńĒÓ„Ķ“Õļ³Ē¹ķ ÓńßŅ±. ═Ó’ĶņÕ, ĻĶŌÓ 4 Ķ “Ņ„ĻÓ 6 ±ŅŅ“ŌÕ“±“Ō¾■“ ĶõÕĒ“Ķ„Ē¹ņ ¾±ļŅŌĶ ņ
Ķ±’¹“ÓĒĶķ, Ó ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ±¾∙Õ±“ŌÕĒĒŅ Ó±§Ņõ “± . ęÕņ ßŅļÕÕ, „“Ņ
Ķ±’¹“ÓĒĶ ’Ķ ’ŅŌ¹°ÕĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķ § Ņ“ 1 õŅ 5 ņŃ/ļ ĒÕ Ņ“ÓµÓ■“ ŌŅńņŅµĒ¹§
ŌÕļĶ„ĶĒ ńÓŃÓńŅŌÓĒĒŅ±“Ķ, ĻŅ“ŅÓ ņŅŃļÓ ß¹ ’Ņ ŌĶ“³± ĒÓ ĶńõÕļĶ § ŌŅ ŌÕņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ŽĶņÕŅņ ĒÕõŅ±“Ņ„ĒŅķ õŅ±“ŅŌÕĒŅ±“Ķ ’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ ’Ķ
Ķ±’¹“ÓĒĶĶ õÓ“„ĶĻŅŌ ╬─-4Ā Ķ ū.▌.
╬╩-2Ā ’Ķ ’ŅŌ¹°ÕĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķ §
ņŅŃ¾“Ā ±ļ¾µĶ“³ Õń¾ļ³“Ó“¹, ’Ņļ¾„ÕĒĒ¹Õ
’Ķ ’ŅŌÕõÕĒĶĶ Ķ±’¹“ÓĒĶ ’Ķ č=5 ņŃ/ļ Ķ ŌļÓµĒŅ±“Ķ 30%, ’ĶŌÕõÕĒĒ¹§ Ō “Ņ„ĻÕ 5,
ŃõÕ ŌÕņ ±ÓßÓ“¹ŌÓĒĶ °“Ó“Ē¹§ õÓ“„ĶĻŅŌ ╬─-4, õÓ“„ĶĻŅŌĀ ± ĒŅŌ¹ņĶ ĻŅļ’Ó„ĻÓņĶ Ķ Ņ“Ļ¹“¹ņĶ ū.▌. ╬╩-2
ŅõĶĒÓĻŅŌŅ Ķ ÓŌĒŅ ’ĶņÕĒŅ 120 „Ó±ŅŌ.
ĀĀ ╚±’¹“ÓĒĶ ’ŅŌÕõÕĒĒ¹Õ ’Ķ ĒĶńĻĶ§ ĻŅĒ÷ÕĒ“Ó÷Ķ §Ā ’Ņ õĻÓ 0,1 ņŃ/ļ Ķ ĒĶµÕ, Ōļ ■“± ßŅļÕÕ
’ŅĻÓńÓ“Õļ³Ē¹ņ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĶńõÕļĶ■ Ķ ßŅļÕÕ ’ŅļĒŅ Ņ“ÓµÓ■“ §ÓÓĻ“Õ ĻĶŌŅķ,
Ņ’ÕõÕļ ÕņŅķ õŅńŅķ. ═Ó’ĶņÕ, õļ ĻĶŌ¹§ 1 Ķ 2Ā
’Ķ č = 0,05 ņŃ/ļ Ķ ŌļÓµĒŅ±“Ķ 30% ŌÕņ ±ÓßÓ“¹ŌÓĒĶ ╬╩-2 ÓŌĒŅ 67
±¾“ŅĻ, Ó õļ ū.▌. č-25Ā ²“Ņ ŌÕņ
±Ņ±“ÓŌĶļŅ 21 ±¾“ĻĶ. ŽĶ č = 0,1 ņŃ/ļĀ
ŌÕņ ±ÓßÓ“¹ŌÓĒĶ õļ ū.▌. ╬╩-2 ±Ņ±“ÓŌĶļŅ 17 ±¾“ŅĻ, Ó õļ Ā č-25 ŌÕņ ß¹ļŅ 8,5 ±¾“ŅĻ.
ĀĀ ╚±’¹“ÓĒĶ ’Ķ ’Ņ±“Ņ ĒĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ±ŅńõÓŌÓÕņŅķ ’Ķ
±“Ó“Ķ„Õ±ĻŅņ ņÕ“ŅõÕ, “Ņ„ĒÕÕ Ņ“ÓµÓ■“ ¾±ļŅŌĶ , ŌŅńõÕķ±“Ō¾■∙ĶÕ ĒÓ ╬─-4.Ķ Ō ²“Ķ§
¾±ļŅŌĶ §Ā ’Ķ č=0,1 ņŃ/ļ ß¹ļŅ ’ŅŌÕõÕĒŅ
ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ Ķ±’¹“ÓĒĶķ. ųÕļÕ±ŅŅßÓńĒŅ ’Ķ ’ŅŌ¹°ÕĒĶĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ
õÓ“„ĶĻŅŌ Ņ’ĶÓ“³± Ā ĒÓ ²“Ķ õÓĒĒ¹Õ,
’ĶŌÕõÕĒĒ¹Õ Ō “ÓßļĶ÷Õ 12.4.2ę.
Ā ŽĶŌÕõÕĒĒ¹Õ Ō ²“Ņķ “ÓßļĶ÷Õ õÓĒĒ¹Õ ’ŅĻÓń¹ŌÓ■ ±ļÕõ¾■∙ÕÕ. ŪÓņÕĒÓ
°“Ó“ĒŅŃŅ ĻŅļ’Ó„ĻÓ õÓ“„ĶĻÓ ╬─-4 ± ¾ŌÕļĶ„ÕĒĒ¹ņĶ ’ŅÕń ņĶ ’ŅŌ¹°ÓÕ“
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ’ĶņÕĒŅ Ō 2,5 ÓńÓ. ┬ņÕ±“Õ ± “Õņ, „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ “ÓĻĶ§
õÓ“„ĶĻŅŌ Ō 2 ÓńÓ ņÕĒ³°Õ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ±ÓņĶ§ ū.▌ ╬╩-2, “.Õ. „¾Ō±“ŌĶ“Õļ³ĒŅ±“³
±ÓņŅŃŅ õÓ“„ĶĻÓ ╬─-4 ’ĶņÕĒŅ Ō 4 ÓńÓ ĒĶµÕ ±ÓņŅŃŅ ū.▌. ╬╩-2Ā . ū¾Ō±“ŌĶ“Õļ³ĒŅ±“³ õÓ“„ĶĻŅŌ ± ū.▌. č-25 ±Ņ
°“Ó“Ē¹ņĶ ĻŅļ’Ó„ĻÓņĶ Ō 5 Óń ĒĶµÕ, „Õņ ū.▌. č-25. čļÕõŅŌÓ“Õļ³ĒŅ, ĻŅĒ±“¾Ļ÷Ķ
õÓ“„ĶĻÓĀ ’ŅĒĶµÓÕ“ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ū.▌.
Ō 2 ÓńÓ.
ĀĀ č ÷Õļ³■ ßŅļÕÕ ĒÓŃļ õĒŅŃŅ ’Õõ±“ÓŌļÕĒĶ Ņ ŌÕļĶ„ĶĒÕ “Õß¾ÕņŅķ Ķ
ĶņÕ■∙Õķ± „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌ Ķ ū.▌. ĒÓ ąĶ±. 12.4.2ą ’ĶŌÕõÕĒ¹ ĻĶŌ¹Õ “Õß¾ÕņŅŃŅ
’ÓÓņÕ“Ó
±ÓßÓ“¹ŌÓĒĶ č─╩Ū ±
õŅÓßŅ“ÓĒĒ¹ņ õÓ“„ĶĻÓņĶ. ═Ó ²“Ņņ Ķ±¾ĒĻÕ ĒÓĒÕ±ÕĒ¹ ńŅĒ¹ 1 ¢ 1ė ±ÓßÓ“¹ŌÓĒĶ
Ķ±’¹“ÓĒĒ¹§ õÓ“„ĶĻŅņ Ķ ū.▌, Ó “ÓĻµÕ ĻĶŌÓ 1 ± õŅńŅķ ±ĶŃĒÓļĶńÓ÷ĶĶ Ņ ’Ņ ŌļÕĒĶĶ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĶĀ ĻĶŌÓ Ā 2 ± õŅńŅķ ĻŅŅńĶŅĒĒŅŃŅ ¾’ÕµõÕĒĶ , ±ĶŃĒÓļĶńĶ¾■∙Õķ
Ņ ĒÓ±“¾’ļÕĒĶ ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 12.4.2ę
ĀĀĀĀĀĀĀĀ ęŅ„ĻĶ ĒÓĀĀĀĀĀĀ ęĶ’
õÓ“„ĶĻÓĀĀĀĀĀĀĀ ╩ŅĒ÷ÕĒ.ĀĀĀ ┬Õņ ĀĀĀĀĀ
─ŅńÓĀĀĀĀĀ ū¾Ō±“-ĀĀĀĀĀ ŽŅŌ¹°ÕĒĶÕ
ĀĀĀĀĀĀĀĀ ąĶ±.12.41ąĀĀĀĀĀĀĀ Ķ
ū.▌.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ÓŅŌ └ęĀĀ ŌŅńõ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŌĶ“Õļ³Ē.ĀĀĀĀ S,Ā Óń¹
ĀĀĀĀĀĀĀĀ ±ÓŌĒĶŌÓÕ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č ņŃ/ļĀĀĀĀĀĀ τ, „Ó±ĀĀĀĀĀĀĀ ─,ĀĀĀĀĀĀĀĀĀĀ S ¾ļŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ņ¹ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņŃ/ļ.„Ó±ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬─-4 °“Ó“Ē.ĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀ 2160ĀĀĀĀĀĀĀĀ 216ĀĀĀĀĀĀĀĀĀĀ
23ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬─-4 ĒŅŌ. ĻŅļ’.ĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀ 840ĀĀĀĀĀĀĀĀ 84ĀĀĀĀĀĀĀĀĀĀĀ
60ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2,5
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬─-4 ĒŅŌ. ĻŅļ’ĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀ 840ĀĀĀĀĀĀĀĀ 84ĀĀĀĀĀĀĀĀĀĀĀĀ 60
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀ ĀĀĀĀĀ╬╩-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀ 408ĀĀĀĀĀĀĀĀ
40,8ĀĀĀĀĀĀĀ 123ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬─-4 °“Ó“Ē.ĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀ 2160ĀĀĀĀĀĀĀĀ 216ĀĀĀĀĀĀĀĀĀĀ 23
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬╩-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀ 480ĀĀĀĀĀĀĀĀĀĀ 40,8ĀĀĀĀĀĀ
123ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
![]() Ā
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬╩-2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,1ĀĀĀĀĀĀĀĀĀ 480ĀĀĀĀĀĀĀĀĀĀ 40,8ĀĀĀĀĀĀĀ 123
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀĀĀĀ
č-25ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,1ĀĀĀĀĀĀĀĀĀ 240ĀĀĀĀĀĀĀĀĀĀ 24ĀĀĀĀĀĀĀĀĀĀ 210ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
2
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀĀĀĀĀĀ
╬─-4 °“Ó“ĒĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,1ĀĀĀĀĀĀĀ 2160ĀĀĀĀĀĀĀĀĀ 216ĀĀĀĀĀĀĀĀĀĀĀ 23
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬─-4 ĒÓ Ņ±Ē.ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,1ĀĀĀĀĀĀĀĀĀĀ 290ĀĀĀĀĀĀĀĀĀ 29ĀĀĀĀĀĀĀĀĀĀĀ 173ĀĀĀĀĀĀĀĀĀĀĀĀĀ 7,5Ā
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀč-25Ā
![]() Ā
Ā
Ā └ĒÓļĶń õÓĒĒ¹§, ’Õõ±“ÓŌļÕĒĒ¹§ ĒÓ ąĶ±. 12.4.2ą ’ŅńŌŅļ Õ“ ±õÕļÓ“³
±ļÕõ¾■∙ĶÕ Ō¹ŌŅõ¹.
╬ßļÓ±“³Ā 1 (Ķņ±ĻÓ ) „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ °“Ó“Ē¹§
õÓ“„ĶĻŅŌ ╬─-4 ĒÓ§ŅõĶ“± õÓļÕĻŅ Ņ“ ĻĶŌŅķ ĒÕŅߧŅõĶņŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“ĶĀ Ķ ļÕµĶ“ ’ÓŌÕÕ ’ŅÕĻ“Ó ĻĶŌŅķ 2
ĻŅŅńĶŅĒĒŅŃŅ Óń¾°ÕĒĶĶ ±ļÓßŅŃŅ ńŌÕĒÓ ĶńõÕļĶ , “. Õ. ÕļÕ ß¾õÕ“ ±ÓßÓ“¹ŌÓ“³
’Ņ±ļÕ ĻŅŅńĶŅĒĒŅŃŅ Óń¾°ÕĒĶ . ┬ ±Ķļ¾ ²“ŅŃŅ ²“Ķ õÓ“„ĶĻĶ ß¹ļĶ ’ĶńĒÓĒ¹ ±ļÓßŅ
„¾Ō±“ŌĶ“Õļ³Ē¹ņĶ Ķ ’Ņ“ÕßŅŌÓļŅ±³ ’ŅŌ¹±Ķ“³ Ķ§ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³.
ĀĀ ┬ õŅÓßŅ“ÓĒĒ¹§ õÓ“„ĶĻÓ§ ╬─-4 ’ļŅ∙Óõ³ ĻŅļ’Ó„ĻŅŌ ¾ŌÕļĶ„ÕĒÓ Ō 4
ÓńÓ. ┴Ņļ³°Ó „Ó±“³ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ “ÓĻĶ§ õÓ“„ĶĻŅŌ ĒÓ§ŅõĶ“± Ō ńŅĒÕ ’ŅÕĻ“Ó
ĻĶŌŅķ 2 ĻŅŅńĶŅĒĒŅŃŅ ’ŅŌÕµõÕĒĶ . ŽĶ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 4%Ā ±ĶŃĒÓļ Ņ“ “ÓĻĶ§ õÓ“„ĶĻŅŌĀ ’Ņ±“¾’Ķ“ ’Ņ±ļÕ ĒÓ„ÓļÓ ĻŅŅńĶŅĒĒŅŃŅ ’ŅŌÕµõÕĒĶ ,
Ó ’Ķ 30% ±ĶŃĒÓļ ’Ņ±“¾’Ķ“ ńĒÓ„Ķ“Õļ³ĒŅ ÓĒ³°Õ ĒÓ±“¾’ļÕĒĶ ĻŅŅńĶŅĒĒŅķ
Ņ’Ó±ĒŅ±“Ķ, Ō ±Ķļ¾ „ÕŃŅ ²“Ņ“ ŌÓĶÓĒ“ õÓ“„ĶĻÓ ĒÕ ’Ņõ§ŅõĶ“ ’Ņõ “ÕßŅŌÓĒĶ ĒĶ
ŅõĒŅŃŅ Ķń ĻÓĒÓļŅŌĀ č─╩Ū.
ĀĀ ╬ßļÓ±“³ ž ±ÓßÓ“¹ŌÓĒĶ ±ÓņĶ§ ū.▌ ╬╩-2, ĒÓ§Ņõ ∙Ķ§± ŌĒÕ õÓ“„ĶĻÓ,
Ó±’ŅļŅµÕĒÓ ĒÓ ŃÓĒĶ ’ŅÕĻ“Ó ĻĶŌŅķ 2 ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ. ╚ń ²“ŅŃŅ
Ō¹“ÕĻÓÕ“, „“Ņ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ╬╩-2 Ō ’ĶĒ÷Ķ’Õ ņŅµÕ“ ’ŅńŌŅļĶ“³ ’Ņļ¾„Ķ“³ ±ĶŃĒÓļ
Ņ ĒÓ±“¾’ļÕĒĶĶ ĻŅŅńĶŅĒĒŅŃŅ Óń¾°ÕĒĶ ĒÓĶßŅļÕÕ ±ļÓßŅŃŅ ńŌÕĒÓ, Õ±ļĶ ĻŅĒ±“¾Ļ÷Ķ
õÓ“„ĶĻÓ ĒÕ ß¾“ ńÓŃļ¾ßļ “³ ÕŃŅ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³.
ĀĀ ╬ßļÓ±“³ 1ė „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ū.▌. č-25Ā Ó±’ŅļŅµÕĒÓ ļÕŌÕÕ ’ŅÕĻ“Ó ĻĶŌŅķ ĻŅŅńĶŅĒĒŅķ Ņ’Ó±ĒŅ±“Ķ Ķ ’Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 30% ’ÓĻ“Ķ„Õ±ĻĶ ’ĶßļĶµÓÕ“± Ļ ĻĶŌŅķ 1 ±ĶŃĒÓļĶńÓ÷ĶĶ Ņ
’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÓ ĶńõÕļĶĶ, „“Ņ ’ŅńŌŅļ Õ“ Ķ±’Ņļ³ńŅŌÓ“³ õÓ“„ĶĻĶ ± ²“Ķņ
ū.▌ õļ õÓĒĒŅŃŅĀ ĻÓĒÓļÓ.
ĀĀ ═Ó Ņ±ĒŅŌÓĒĶĶ ’ŅŌÕõÕĒĒŅŃŅ ÓĒÓļĶńÓ Ō¹’ŅļĒÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļÓ
’Ņõ“ŌÕµõÕĒÓĀ ÓĒÕÕ ±õÕļÓĒĒÓ
ÕĻŅņÕĒõÓ÷Ķ Ņ ŌŌÕõÕĒĶĶ Ō č─╩Ū õŌ¾§ ĻÓĒÓļŅŌ ±ĶŃĒÓļĶńÓ÷ĶĶ.
ĀĀ ─ļ ĻÓĒÓļÓ ±ĶŃĒÓļĶńÓ÷ĶĶ Ņ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“ĶĀ ’ÕõļŅµÕĒŅ ’ĶņÕĒĶ“³ õÓ“„ĶĻĶ ╬─-4Ā ± ĒŅŌ¹ņĶ ū.▌Ā č-25, ńÓņÕĒĶŌ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹Õ ĻŅļ’Ó„ĻĶ ± ’ŅÕń ņĶ ĒÓ ńÓ∙Ķ“Ē¹Õ
õ¾µĻĶ, Ō ĒÓĶņÕĒ³°Õķ ±“Õ’ÕĒĶ ŌļĶ ■∙Ķ§ ĒÓ ńÓŃ¾ßÕĒĶÕ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ū.▌.
ĀĀĀ ─ļ ĻÓĒÓļÓ ĻŅŅńĶŅĒĒŅŃŅ ¾’ÕµõÕĒĶ ÕĻŅņÕĒõŅŌÓĒŅ ’ĶņÕĒĶ“³
õÓ“„ĶĻĶ ╬─-4 ±Ā ĶņÕ■∙ĶņĶ± ū.▌. ╬╩-2. ±
ńÓņÕĒŅķ ĻŅļ’Ó„ĻŅŌ ĒÓ õ¾µĻĶ. ▌“Ķ ÕĻŅņÕĒõÓ÷ĶĶ ß¹ļĶ Ķ±’Ņļ³ńŅŌÓĒ¹ ’Ķ õŅÓßŅ“ĻÕ
č─╩Ū.
12.5Ā
╚±±ļÕõŅŌÓĒĶÕ õĶĒÓņĶĻĶ Ó±’ÕõÕļÕĒĶ ’ÓŅŌ ╩ąęĀ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ÓĻÕ“¹ Ķ ĻŅĒ“ÕķĒÕÓ
Ā ╬õĒĶņ Ķ§ ŌÓµĒ¹§ ŌŅ’Ņ±ŅŌ, Ņ“ ĻŅ“Ņ¹§ ńÓŌĶ±Ķ“ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
ÓßŅ“¹ č─╩Ū, Ōļ Õ± Ó±’ÕõÕļÕĒĶÕ ’ÓŅŌ ╩ąę Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ Ķ ĻŅĒ“ÕķĒÕÕ ’Ķ
ÓńļĶ„Ē¹§ ņÕ±“Ó§ ’Ņ ŌļÕĒĶ “Õ„Õķ Ó ĶńõÕļĶĶ. ┬ ±ļ¾„ÓÕ ĒÕÓŌĒŅņÕĒŅŃŅ
Ó±’ÕõÕļÕĒĶ ’Ņļ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’Ņ ĶńõÕļĶ■, ļŅĻÓļ³ĒŅÕ Ó±’ŅļŅµÕĒĶÕ
ŅŃÓĒĶ„ÕĒĒŅŃŅ ĻŅļĶ„Õ±“Ō õÓ“„ĶĻŅŌ ńÓŃÓńŅŌÓĒĒŅ±“Ķ, ÓßŅ“Ó■∙Ķ§ ’Ņ ĶĒ“ÕŃÓļ³ĒŅņ¾
’ĶĒ÷Ķ’¾, ņŅµÕ“ ’ĶŌÕ±“Ķ Ļ “Ņņ¾, „“Ņ ĒÓ ĶńõÕļĶĶ Ō ŅõĒŅņ ĻÓĻŅņ ļĶßŅ ņÕ±“Õ ņŅŃ¾“
ŅßÓńŅŌÓ“³± ńĒÓ„Ķ“Õļ³Ē¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ╩ąę, Ó õÓ“„ĶĻĶ ’Ķ ²“Ņņ ĒÕ
±ÓßŅ“Ó■“. ┬ņÕ±“Õ ± “Õņ, Ņ’ÕõÕļÕĒĶÕ ’ŅļÕķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ÓĒÓļĶ“Ķ„Õ±ĻĶņ ’¾“Õņ ĒÓ
Ņ±ĒŅŌÓĒĶĶ ņÓ±±Ņ’ÕÕĒŅ±Ó ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ ’Ņ ±ļÕõ¾■∙Ķņ ’Ķ„ĶĒÓņ.
ĀĀ ŽŅļŅ±“³ ņÕµõ¾ ĻŅĒ“ÕķĒÕŅņ Ķ ĶńõÕļĶÕņ ńÓ’ŅļŅĒÕĒÓ ÓńļĶ„Ē¹ņĶ
ÓŃÕŃÓ“ÓņĶ, Ó ŌĒ¾“ÕĒĒ ’ŅŌÕ§ĒŅ±“³ ŅßŅļŅ„ĻĶ ĻŅĒ“ÕķĒÕÓ Ō¹’ŅļĒÕĒÓ ±Ķļ³ĒŅ
ŅÕßÕĒĒŅķ ĻŅļ³÷ÕŌ¹ņ °’ÓĒŃŅ¾“ÓņĶ, „“Ņ ŌĒŅ±Ķ“ ńĒÓ„Ķ“Õļ³Ē¾■ ĒÕŅ’ÕõÕļÕĒĒŅ±“³ Ō
÷ĶĻ¾ļ ÷Ķ■ ŌŅńõ¾°ĒŅķ ±Õõ¹ Ō ²“Ņķ ’ŅļŅ±“Ķ. ŽĶ ĒÓļĶ„ĶÕ “Õ„Õķ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§
ĶńõÕļĶ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ õÓµÕ ŅĶÕĒ“ĶŅŌŅ„ĒŅ Ņ÷ÕĒĶ“³ §ÓÓĻ“ÕĶ Ķ
±ĻŅŅ±“³ Ō¹§ŅõÓ ’ÓŅŌ ╩ąę Ķń ĒĶ§ Ō ’ŅļŅ±“³ ĻŅĒ“ÕķĒÕÓ, “.Ļ. ĒÓ¾µĒ¹Õ ±“ÕĒĻĶ
±¾§Ķ§ Ņ“±ÕĻŅŌ ĶņÕ■“ ßŅļ³°ŅÕ „Ķ±ļŅ ÓńĒŅŅßÓńĒ¹§ ĒÕŅŃÓĒĶńŅŌÓĒĒ¹§Ā ∙ÕļÕķ. ┬Õ±³ņÓ ŌÓµĒ¹ņ Ōļ Õ“± “Ņ, „“Ņ
Ņ“±¾“±“Ō¾■“ ’ÓĻ“Ķ„Õ±ĻĶÕ õÓĒĒ¹Õ Ņ ’ŅõŅļ³Ē¹§ Ķ ’Ņ’ÕÕ„Ē¹§ Ó±’ÕõÕļÕĒĶ § ’ŅļÕķ
“Õņ’ÕÓ“¾ ŌŅńõ¾°ĒŅķ ±Õõ¹ ĻŅĒ“ÕķĒÕÓ, Ó “ÓĻµÕ ’ÕÕ’ÓõÓ “Õņ’ÕÓ“¾ ’Ņ ĒÓ¾µĒŅķ
’ŅŌÕ§ĒŅ±“Ķ ĶńõÕļĶ Ķ ĻŅĒ“ÕķĒÕÓ.Ā ┬
±Ķļ¾ ²“ŅŃŅ, Ó±’ÕõÕļÕĒĶÕ ’ÓŅŌ ņŅµÕ“ ß¹“³ õŅ±“Ó“Ņ„ĒŅ õŅ±“ŅŌÕĒŅ Ķń¾„ÕĒŅ “Ņļ³ĻŅ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ņ ’¾“Õņ. č ²“Ņķ ÷Õļ³■ Ķ±±ļÕõŅŌÓĒĶ ’ŅŌŅõĶļĶ±³ ĒÓ ņŅõÕļ § ±¾§Ķ§
Ņ“±ÕĻŅŌ Ķ ĻŅĒ“ÕķĒÕÓ, Ó “ÓĻµÕ ĒÓ ĒÓ“¾Ē¹§ ĶńõÕļĶ § Ō ÓńļĶ„Ē¹Õ ’ÕĶŅõ¹ ŃŅõÓ.
ĀĀ ╠ŅõÕļ³ ±¾§ŅŃŅĀ Ņ“±ÕĻÓ, ĒÓ
ĻŅ“ŅŅņ ’ŅŌŅõĶ±³ Ķ±±ļÕõŅŌÓĒĶ Ó±’ÕõÕļÕĒĶ ’ÓŅŌ, ’ŅĻÓńÓĒ ĒÓ ąĶ±. 12.5.1ą. ┬
’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ ŌŅ ŌĒ¾“ÕĒĒÕņ Ņß·ÕņÕĀ
¾±“ÓĒÓŌļĶŌÓļ± ĒÓ“ÕĻÓ“Õļ³ ’Ņõ¾Ļ“Ó Ķ ¾±“ÓĒÓŌļĶŌÓļŅ±³ ĒÕŅߧŅõĶņÓ
ŌļÓµĒŅ±“³. ūÕÕń °“¾÷ÕÓ Ņ“ßĶÓļĶ±³ ’Ņß¹ ŌŅńõ¾§Ó ĒÓ ÓĒÓļĶń ±ŅõÕµÓĒĶ ’ÓŅŌ
╩ąę Ō “Õ§ ¾ŅŌĒ § ’Ņ Ō¹±Ņ“Õ Ķ Ō „Õ“¹Õ§ “Ņ„ĻÓ§ ’Ņ ’ÕĶņÕ“¾. ╩ŅņÕ “ŅŃŅ, Ō
ņÕ±“Ó§ Ņ“ßŅÓ ’Ņß ¾±“ÓĒÓŌļĶŌÓļĶ±³ „¾Ō±“ŌĶ“Õļ³Ē¹Õ ²ļÕņÕĒ“¹ ’Ņ ’ÓÓņ ╩ąę,
Ķ±’Ņļ³ń¾Õņ¹Õ Ō č─╩Ū. ─ļ ĻÓµõŅŃŅ ĻŅņ’ŅĒÕĒ“Ó ß¹ļ ĶńŃŅ“ŅŌļÕĒ Ņ“õÕļ³Ē¹ Ņ“±ÕĻ.
ĀĀ ┬ ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ Ō Ņ“±ÕĻÓ§ ±ŅńõÓŌÓļŅ±³ õÓŌļÕĒĶÕ 0,2 ¢ 0,3
Ó“Ķ Ķ ’ŅõõÕµĶŌÓļÓ±³ “Õņ’ÕÓ“¾Ó 20Ņč. ╬“ßŅ ’Ņß ’ŅĶńŌŅõĶļ±
’ĶßŅŅņ ė├-1, ŌļÓµĒŅ±“³ ĶńņÕ ļÓ±³ ’ĶßŅŅņ ──═-1. ŽŅß¹ Ņ“ßĶÓļĶ±³ Ņß·ÕņŅņ
100-1500 ņļ. „ÕÕń ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ ąĶ§“ÕÓĀ Ņß·ÕņŅņĀ 6 ņļ. └ĒÓļĶń ’ß
’Ņ └ę ’ŅĶńŌŅõĶļ± ’¾“Õņ ±ÓŌĒÕĒĶ ÷ŌÕ“Ó Ó±“ŌŅÓ ±Ņ ±“ÓĒõÓ“ĒŅķ °ĻÓļŅķ, Ó ’Ņ
═─╠├ ± ’ŅņŅ∙³■ ¶Ņ“ŅĻŅļŅĶņÕ“Ó.
ĀĀ ▌Ļ±’ÕĶņÕĒ“ ’Ņ └ę ’ŅŌŅõĶļ± Ō õŌÓ “Ó’Ó. ┬ ’ÕŌŅņ ²“Ó’Õ ļ■ĻĶ
ŌĒ¾“ÕĒĒÕŃŅ Ņ“±ÕĻÓ ß¹ļĶ ńÓĻ¹“¹ Ńļ¾§ĶņĶ Ļ¹°ĻÓņĶ ßÕń Ņ“ŌÕ±“Ķķ. ┬ ²“Ņņ ±ļ¾„ÓÕ
∙ÕļĶ ŅßÓńŅŌ¹ŌÓļĶ±³ Ō ŌĶõÕ Õ±“Õ±“ŌÕĒĒŅŃŅ ńÓńŅÓ ņÕµõ¾ Ļ¹°ĻŅķ Ķ ŅßÕ„ÓķĻŅķ.
┬ÕļĶ„ĶĒ¾ ²“Ķ§ ńÓńŅŅŌ Ņ’ÕõÕļĶ“³ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ, “.Ļ. Ķ§
ŅßÓńŅŌÓĒĶÕ ĒÓ ņŅõÕļ³ĒŅņ Ņ“±ÕĻÕ ĀĶ Ō
ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶĀ ĒÕ ĒŅņĶŅŌÓĒŅ Ķ
ĒŅ±Ķ“ ±ļ¾„ÓķĒ¹ķ §ÓÓĻ“Õ. ŪÓõÓ„Õķ õÓĒĒŅŃŅ ²Ļ±’ÕĶņÕĒ“Ó Ōļ ļŅ±³ Ņ’ÕõÕļÕĒĶÕ
±“Õ’ÕĒĶ ’ŅĒĶ÷ÓÕņŅ±“Ķ ’ÓŅŌ └ę „ÕÕń ĒÕÕŃ¾ļ Ē¹Õ ∙ÕļĶ ±“¹ĻÓ§ Ńļ¾§Ķ§ Ļ¹°ÕĻ
±¾§Ķ§ Ņ“±ÕĻŅŌ.
ĀĀ ┬“ŅŅķ ²“Ó’ ’ŅŌŅõĶļ± ± ¾±“ÓĒŅŌļÕĒĒ¹ņĶ õŌ¾ņ Ļ¹°ĻÓņĶ ļ■ĻŅŌ ±
Ņ“ŌÕ±“Ķ ņĶ 165§60 ņņ Ķ ńÓĻ¹“¹§ ±Õ“ĻŅķ 0,5§0,25. čŌŅßŅõĒŅÕ ’Ņ§ŅõĒŅÕ ±Õ„ÕĒĶÕ
ĒÓ õŌ¾§ ļ■ĻÓ§Ā ±Ņ±“ÓŌĶļŅ 100 ±ņ2.
═Ó“ÕĻÓ“Õļ³ Ō ŅßŅĶ§ ±ļ¾„Ó § ¾±“ÓĒÓŌļĶŌÓļ± ± ’ŅĶńŌŅõĶ“Õļ³ĒŅ±“³■ 115 ņŃ/±¾“ĻĶ,
„“Ņ ±ŅŅ“ŌÕ“±“ŌŅŌÓļŅ “Õ„Ķ ’Ņ ŃÕļĶ■ ’Ņ õĻÓ 10 ļ.ņĻ/±ÕĻ. ęÓĻÓ ßŅļ³°Ó ŌÕļĶ„ĶĒÓ
ĒÓ“ÕĻÓĒĶ ’ĶĒ “Ó ß¹ļÓ ± “Õņ, „“Ņ ńÓ ¾õŅŌļÕ“ŌŅĶ“Õļ³ĒŅÕ ŌÕņ ņŅµĒŅ ß¹ļŅ
Ņ’ÕõÕļĶ“³ õĶĒÓņĶĻ¾ Ó±’Ņ±“ÓĒÕĒĶ ’ÓŅŌ. ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Ņ ’ÕŌŅņ¾
²“Ó’¾ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±. 12.5.3ą, Ó ’Ņ Ō“ŅŅņ¾ ĒÓ ąĶ±. 12.5.2ą.
ĀĀ ŽÕŌ¹ķ ²Ļ±’ÕĶņÕĒ“ ’ŅĻÓńÓļ, „“Ņ ĒÕÕŃ¾ļ Ē¹Õ Ķ ĒÕĻŅĒ“ŅļĶ¾Õņ¹Õ
∙ÕļĶ ĒÕ Ōļ ■“± õŅ±“Ó“Ņ„Ē¹ņĶ ²¶¶ÕĻ“ĶŌĒ¹ņĶ ĻÓĒÓļÓņĶ õļ ±ÓŌĒĶ“Õļ³ĒŅ ß¹±“ŅŃŅ
’ŅĒĶĻĒŅŌÕĒĶ „ÕÕń ĒĶ§ ’ÓŅŌ ╩ąę. ┬ņÕ±“Õ ± “Õņ, ± “Õ„ÕĒĶÕņ ŌÕņÕĒĶ, „ÕÕń ĒĶ§
Ō±Õ “ÓĻĶ ’ŅĒĶĻÓ■“ ’Ó¹. ═Ó„ÓļŅ Ķ§ ’Ņ ŌļÕĒĶ ŌŅ ŌĒÕ°ĒÕņ Ņ“±ÕĻÕ ńÓ¶ĶĻ±ĶŅŌÓĒŅ ĒÓ
25 ±¾“ĻĶ ’Ķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŌŅ ŌĒ¾“ÕĒĒÕņ Ņ“±ÕĻÕ, õŅ±“ĶŃ°Õķ 0,8 ņŃ/ļĀ ’Ķ ĒÓ„Óļ³ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ŌŅ
ŌĒ¾“ÕĒĒÕņ Ņ“±ÕĻÕ ÓŌĒŅķ 0,1 ņŃ/ļ. ═Ó 35 ±¾“ĻĶ ÓńĒŅ±“³ ņÕµõ¾ ĻŅĒ÷ÕĒ“Ó÷Ķ ņĶ Ō
Ņ“±ÕĻÓ§ ±Ņ±“ÓŌļ ļÓ ’Ņ„“Ķ õŌÓ ’Ņ õĻÓ.
ĀĀ ┬“ŅŅķ ²Ļ±’ÕĶņÕĒ“ ’ŅĻÓńÓļ, „“Ņ ’Ķ ĒÓļĶ„ĶÕ ±¾ņņÓĒŅķ ’ļŅ∙ÓõĶ
’ĶŌÕõÕĒĒŅŃŅ Ņ“ŌÕ±“Ķ Ō ļ■ĻÕ ÓŌĒŅķ 100 ±ņ2 ’Ó¹ ’ŅĒĶĻÓ■ ŌŅ
ŌĒÕ°ĒĶķ Ņ±ÕĻ õŅ±“Ó“Ņ„ĒŅ ß¹±“Ņ Ķ ĒÓ„ĶĒÓ■“ ¶ĶĻ±ĶŅŌÓ“³± ĒÓ Ō“Ņ¹Õ ±¾“ĻĶ.
╠ÓĻ±ĶņÓļ³Ē¹ķ ’ÕÕ’Óõ ĻŅĒ÷ÕĒ“Ó÷ĶķĀ Ō 1,5
’Ņ õĻÓĀ õŅ±“ĶŃÓÕ“ ĒÓ 45 ±¾“ĻÓ§, Ó
±’¾±“ 70 ±¾“ŅĻ ĻŅĒ÷ÕĒ“Ó÷Ķ Ō ĒĶ§ ’ÓĻ“Ķ„Õ±ĻĶ Ō¹ÓŌĒĶŌÓÕ“± .
ĀĀ ▌Ļ±’ÕĶņÕĒ“ ’Ņ Ķń¾„ÕĒĶ■ Ó±’Ņ±“ÓĒÕĒĶ ’ÓŅŌ ═─╠├ ’ŅŌŅõĶļ± Ō
“Ķ ²“Ó’Ó. ┬±Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅŌŅõĶļĶ±³ ± ¾±“ÓĒŅŌļÕĒĒ¹ņĶ ŅĻĒÓņĶ ĒÓ ļ■ĻÓ§
ŌĒ¾“ÕĒĒÕŃŅ Ņ“±ÕĻÓ ± “Ņķ µÕ ’ĶŌÕõÕĒĒŅķ ’ļŅ∙Óõ³■ 100 ±ņ2.
ĀĀ ┬ ’ÕŌŅņ ²Ļ±’ÕĶņÕĒ“Õ ß¹ļ ¾±“ÓĒŅŌļÕĒ ĒÓ“ÕĻÓ“Õļ³ ═─╠├
’ŅĶńŌŅõĶ“Õļ³ĒŅ±“³■ 110 ņŃ/±¾“ĻĶ. ąÕń¾ļ³“Ó“¹ ’Õõ±“ÓŌļÕĒ¹ Ó ąĶ±. 12.5.4ą. ┬
õÓĒĒŅņ ²Ļ±’ÕĶņÕĒ“Õ Ō¹ÓŌĒĶŌÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ŅĶ±§ŅõĶ“ ńĒÓ„Ķ“Õļ³ĒŅ ß¹±“ÕÕ
„Õņ ’Ņ └ę, ĻŅ“ŅŅÕ ’ŅĶńŅ°ļŅ ĒÓ 15 ±¾“ĻĶ ŌņÕ±“Ņ 70 ±¾“ŅĻ ’Ņ └ę. ╠ÓĻ±ĶņÓļ³ĒÓ
ĻŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ═─╠├ ±Ņ±“ÓŌĶļÓ 0,02 ŌņÕ±“Ņ 0,2 õļ └ę.
ĀĀ ┬Ņ Ō“ŅŅņ ²Ļ±’ÕĶņÕĒ“Õ ŌŅńõ¾°ĒÓ ±ÕõÓ ß¹ļÓ ńÓņÕĒÕĒÓ ĒÓ ÓńŅ“Ē¾■
’Ķ “Ņņ µÕ ĒÓ“ÕĻÓ“ÕļÕ. ┬ õÓĒĒŅņ ²Ļ±’ÕĶņÕĒ“Õ ±“ÓŌĶļÓ±³ ńÓõÓ„Ó Ķń¾„Ķ“³
ŌŅńņŅµĒŅ±“³ ńĒÓ„Ķ“Õļ³ĒŅŃŅ ¾ŌÕļĶ„ÕĒĶ ±ĻŅŅ±“ĶĀ
Ņ±“Ó ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō Ņ“±ÕĻÓ§, ± “Õņ, „“Ņß¹ ßŅļÕÕ ĒÓŃļ õĒŅ ’Ņ±ļÕõĶ“³
’Ņ÷Õ±± Ō¹ÓŌĒĶŌÓĒĶ . ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ “Ņņ µÕ
ąĶ±.12.5.4ą.
ĀĀ ▌Ļ±’ÕĶņÕĒ“ ± ńÓ’ŅļĒÕĒĶÕņ Ņ“±ÕĻÓ ±¾§Ķņ ÓńŅ“Ņņ ’ŅĻÓńÓļ, „“Ņ
§ÓÓĻ“Õ Ó±’Ņ±“ÓĒÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶķĀ
ĒÕ ĶńņÕĒĶļ± , ± “Ņķ ÓńĒĶ÷Õķ, „“Ņ Ķ§ Ō¹ÓŌĒĶŌÓĒĶÕ ĒÓ±“¾’ĶļŅ ńĒÓ„Ķ“Õļ³ĒŅ
ß¹±“ÕÕ ĒÓ ŌŅ±³ņ¹Õ ±¾“ĻĶ,Ā “Õņ’ ÕÕ Ņ±“Ó
ŌŅńŅ± ńÓ ±„Õ“ Ņ“±¾“±“ŌĶ ĻĶ±ļŅŅõÓ ŌŅńõ¾§Ó, ŅĻĶ±ļ Ō°ÕŃŅ ═─╠├.
ĀĀ ęÕ“Ķķ ²Ļ±’ÕĶņÕĒ“ ’ŅŌŅõĶļ± ± ĒÓ“ÕĻÓ“ÕļÕņĀ ’ŅĶńŌŅõĶ“Õļ³ĒŅ±“³■ 1000 ņŃ/±¾“ĻĶ. č ÷Õļ³■
Ķń¾„ÕĒĶ §ÓÓĻ“ÕÓ Ó±’ÕõÕļÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’Ķ ĶńņÕĒÕĒĶĶ ņŅ∙ĒŅ±“Ķ
ĒÓ“ÕĻÓ“Õļ . ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.12.5.5ą. ╚ń ĒĶ§ ŌĶõĒŅ,
„“Ņ ± Ņ±“Ņņ ņŅ∙ĒŅ±“Ķ ĒÓ“ÕĻÓĒĶ Ō¹ÓŌĒĶŌÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ŅĶ±§ŅõĶ“ Ņ„ÕĒ³
ß¹±“Ņ Ķ ’ÓĻ“Ķ„Õ±ĻĶ ’ÕÕ’ÓõŅŌ Ō ĒĶ§ ĒÕ ĒÓßļ■õÓÕ“± . ╬õĒŅŌÕņÕĒĒŅ ²“Ņ
’ŅĻÓń¹ŌÓÕ“, „“Ņ ± ¾ņÕĒ³°ÕĒĶÕņ ņŅ∙ĒŅ±“Ķ ĒÓ“ÕĻÓĒĶ ’ÕÕ’Óõ ĻŅĒ÷ÕĒ“Ó÷Ķķ ß¾õÕ“
ŌŅńÓ±“Ó“³, Ó Ō¹ÓŌĒĶŌÓĒĶÕ Ķ§ ß¾õÕ“ ’ŅĶ±§ŅõĶ“³ ńĒÓ„Ķ“Õļ³ĒŅ ’ŅńµÕ.
ĀĀ ŽŅ Õń¾ļ³“Ó“Óņ ²Ļ±’ÕĶņÕĒ“Ó ņŅµĒŅ ±õÕļÓ“³ Ō¹ŌŅõ, Ņ “Ņņ „“Ņ
ĒÓļĶ„ĶÕ ±¾ņņÓĒŅŃŅ Ņ“ŌÕ±“Ķ Ō ±¾§Ņņ Ņ“±ÕĻÕ ÓŌĒŅņ ĶļĶ ßŅļÕÕ 100±ņ2
Ō¹ÓŌĒĶŌÓĒĶÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ Ō±Õ ÓŌĒŅ ĒÓ±“¾’ÓÕ“. ┬ ±¾§Ķ§ Ņ“±ÕĻÓ§ ĶńõÕļĶ ĶņÕ■“±
Ņ“ŌÕ±“Ķ , ’Ņõ Ō±ÕŌŅńņŅµĒ¹ņĶ ’Ņ§ŅõÓņĶ ĻÓßÕļÕķ, “¾ßŅ’ŅŌŅõŅŌ Ķ õ¾ŃĶ§
ĒÕńĒÓ„Ķ“Õļ³Ē¹§ Ņ“ŌÕ±“Ķķ, ±¾ņņÓĒÓ ŌÕļĶ„ĶĒÓ ’ÕŌŅ±§ŅõĶ“ 100 ±ņ2. ┬
±Ķļ¾ ²“ŅŃŅ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ Ó±’ŅļÓŃÓ“³ õÓ“„ĶĻĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÕ“
ĒÕŅߧŅõĶņŅ±“Ķ.
ĀĀ ╚±±ļÕõŅŌÓĒĶ ’Ņ Ķń¾„ÕĒĶ■ Ó±’ÕõÕļÕĒĶ ’ÓŅŌ ╩ąę Ō ĒÓ“¾ĒŅņ
ĶńõÕļĶĶ ’Ņ§ŅõĶļĶ ĒÓ Ķ±’¹“Ó“Õļ³ĒŅķ ßÓńÕ Ō įÓ¾±“ŅŌŅ, ŃõÕ °“Ó“Ē¹Õ ÓĻÕ“¹
’Ņ§ŅõĶļĶ ĻŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ Ō °“Ó“ĒŅķ °Ó§“Õ ¢ ŅõĒÓ ’Ņ ¾±ĻŅÕĒĒŅņ¾ ÕµĶņ¾
ėą-50, Ó Ō“ŅÓ Ō Õ±“Õ±“ŌÕĒĒŅ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¾±ļŅŌĶ §. ─ÓĒĒ¹ķ ²Ļ±’ÕĶņÕĒ“
’ŅŌŅõĶļ± ĒÓ Ō“ŅŅņ ĶńõÕļĶĶ ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ 10-25% Ķ “Õņ’ÕÓ“¾Õ
10-15Ņč. ± Ó±’ŅļŅµÕĒĶÕ ĒÓ“ÕĻÓ“Õļ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ
Ā ┬ ’Ņ÷Õ±±Õ Ō¹õÕµĻĶ ± ĒÓ“ÕĻÓ“ÕļÕņ ’ŅĶńŌŅõĶļ± ’ÕĶŅõĶ„Õ±ĻĶķ
õĶ±“ÓĒ÷ĶŅĒĒ¹ķ ńÓņÕ “Õņ’ÕÓ“¾¹, ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ Ķ ĻŅĒŌÕĻ“ĶŌĒ¹§ “ŅĻŅŌ
ŌŅńõ¾§Ó Ō ĻŅĒ“ÕķĒÕÕ. ŪÓņÕ¹ Ō ĻŅĒ“ÕķĒÕÕ ’ŅĶńŌŅõĶļĶ±³ ĒÓ „Õ“¹Õ§ ¾ŅŌĒ § ’Ņ
Ō¹±Ņ“Õ,Ā ¾±“ÓĒŅŌĻŅķ õÓ“„ĶĻŅŌ Ō „Õ“¹Õ§
“Ņ„ĻÓ§ ĒÓ ĻÓµõŅņ ¾ŅŌĒÕ.
ĀĀ ęÕņ’ÕÓ“¾Ó ĶńņÕ ļÓ±³ õÓ“„ĶĻÓņĶ ╚č-164 Ķ ńÓ’Ķ±¹ŌÓļÓ±³ ĒÓ
’ĶßŅÕ Ū╠Ž-20▌-3 Ķ ĻŅĒ“Ņļ³Ē¹ņĶ õÓ“„ĶĻÓņĶ ĒÓ ņ±“ ╠╬-62. ┬ļÓµĒŅ±“³ ńÓņÕ ļÓ±³
õŅ Ķ ’Ņ±ļÕ Ō¹õÕµĻĶ. ─Ņ Ō¹õÕµĻĶ ŅĒÓ ńÓņÕ ļÓ±³ ’ĶßŅŅņ ──═-1, Ó Ō ĻŅĒ÷Õ
Ō¹õÕµĻĶ Ó±’ĶÓ÷ĶŅĒĒ¹ņ ’±Ķ§ŅņÕ“Ņņ ╠┬-4, Ó “ÓĻµÕ ŌÕ±ŅŌ¹ņ ņÕ“ŅõŅņ.
ĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ńÓņÕ ļÓ±³ Ņ’¹“Ē¹ņĶ õÓ“„ĶĻÓņĶ ĒÓ Ņ±ĒŅŌÕ
’Ņļ¾’ŅŌŅõĒĶĻŅŌŅŃŅ ²ļÕņÕĒ“Ó ½šÕņĶ±“Ņ╗, ÓńÓßŅ“ÓĒĒ¹§ ╦┼══╚š╚Ā ±’Õ÷ĶÓļ³ĒŅ õļ õÓĒĒŅŃŅ ²Ļ±’ÕĶņÕĒ“Ó, Ó “ÓĻµÕ
’¾“Õņ Ņ“ßŅÓ ’Ņß Ķ õÓĒĒŅķ “Ņ„ĻĶ ± ’Ņ±ļÕõ¾■∙Ķņ §ĶņĶ„Õ±ĻĶņ ÓĒÓļĶńŅņ, õļ „ÕŃŅ
ß¹ļĶ Ō¹ŌÕõÕĒ¹ ±’Õ÷ĶÓļ³Ē¹Õ “¾ßĻĶ Ō ŅŃŅļŅŌŅĻ. ŽŅņĶņŅ ²“Ķ§ õÓ“„ĶĻŅņ Ō ²“Ķ§ µÕ
“Ņ„ĻÓ§ ¾±“ÓĒÓŌļĶŌÓļĶ±³ ÓńļĶ„Ē¹Õ õÓ“„ĶĻĶ ĶĒ“ÕŃÓļ³ĒŅŃŅ “Ķ’Ó.
Ā ╩ŅĒŌÕĻ“ĶŌĒ¹Õ ’Ņ“ŅĻĶ ŌŅńõ¾§Ó Ō ĻŅĒ“ÕķĒÕÕ Ķ ±¾§Ķ§ Ņ“±ÕĻÓ§
ĶńņÕ ļĶ±³ õĶ±“ÓĒ÷ĶŅĒĒ¹ņĶ “ÕņŅÓĒÕņŅņÕ“ÓņĶ, ÓńÓßŅ“ÓĒĒ¹ņĶ ╦ÕĒĶĒŃÓõ±ĻĶņ ═╚╚
“¾õÓ, ņĶĒĶņÓļ³ĒÓ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ĻŅ“ŅŅŃŅ ±Ņ±“ÓŌļ ļÓ 0,005 ņ/±ÕĻ. č§ÕņÓ
Ó±±“ÓĒŅŌĻĶ Ķ Ē¾ņÕÓ÷Ķ õÓ“„ĶĻŅŌ ’ŅĻÓńÓĒÓ ĒÓ ąĶ±.12.5.6ą.
ĀĀ ┬ ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ ’Ņ └ę ²Ļ±’ÕĶņÕĒ“ ’ŅŌŅõĶļ± Ō “Ķ ²“Ó’Ó ±
ÓńļĶ„Ē¹ņ Ó±’ŅļŅµÕĒĶÕņ ĒÓ“ÕĻÓ“Õļ . ŽĶ Ķ±’¹“ÓĒĶĶ ± ═─╠├ ’ŅŌŅõĶļ± ŅõĶĒ
²Ļ±’ÕĶņÕĒ“ ± Ó±’ŅļŅµÕĒĶÕņ ĒÓ“ÕĻÓ“Õļ Ō ĻŅĒ“ÕķĒÕÕ. ŽŅ±ļÕ ĻÓµõŅŃŅ ²Ļ±’ÕĶņÕĒ“Ó
’ŅŌŅõĶļÓ±³ Ņ“õ¾ŌĻÓ ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ õŅ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĒĶµÕ Ž─╩.
╚±’¹“ÓĒĶ Ņ§ŌÓ“ĶļĶ Ō±Õ Ņ±ĒŅŌĒ¹Õ ĻļĶņÓ“Ķ„Õ±ĻĶÕ ’ÕĶŅõ¹ ŃŅõÓ.
ĀĀ ╚±’¹“ÓĒĶ ’Ņ └ę ’ŅŌŅõĶļĶ±³ ± Ó±’ŅļŅµÕĒĶÕņ ĒÓ“ÕĻÓ“ÕļÕķ Ō
’ĶßŅĒŅņ Ņ“±ÕĻÕ, Ō Ņ“±ÕĻÕ ─ė-1 Ķ Ō ĻŅĒ“ÕķĒÕÕ Ō ĒĶµĒÕķ “Ņ„ĻÕ. ╚±’Ņļ³ńŅŌÓļĶ±³
ĒÓ“ÕĻÓ“ÕļĶ õĶ¶¶¾ńĶŅĒĒŅŃŅ “Ķ’Ó, ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒ¹Õ ├╚Žš õļ ²“ŅŃŅ
²Ļ±’ÕĶņÕĒ“Ó. ŽŅĶńŌŅõĶ“Õļ³ĒŅ±“³ ĒÓ“ÕĻÓ“ÕļÕķ ±Ņ±“ÓŌļ ļÓ Ō ±ÕõĒÕņ 204 ņŃ/±¾“ĻĶ.
ąÕń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó ’Õõ±“ÓŌļÕĒ¹ Ō ŌĶõÕ ŃÓ¶ĶĻŅŌ ĒÓ ąĶ±.12.3.7ą, 8ą ,9ą, ĒÓ
ĻŅ“Ņ¹§ ’ŅĻÓńÓĒÓ ±§ÕņÓ ĶńõÕļĶ ± ĒŅņÕÓņĶ õÓ“„ĶĻŅŌ, ńÓõÕķ±“ŌŅŌÓĒĒ¹§ Ō õÓĒĒŅņ
²Ļ±’ÕĶņÕĒ“Õ.
ĀĀ └ĒÓļĶńĶ¾ ’Ņļ¾„ÕĒĒ¹Õ Õń¾ļ³“Ó“¹ ņŅµĒŅ Ņ“ņÕ“Ķ“³ ±ļÕõ¾■∙ÕÕ.
ŪÓņÕÕĒĒŅÕ ±ÕõĒÕÕ ńĒÓ„ÕĒĶÕ “Õņ’ÕÓ“¾¹ ’Ņ õĻÓ 10Ņč ’Ņ Ō¹±Ņ“Õ °Ó§“¹
ŅĻÓńÓļŅ±³ ĒÕ±ĻŅļ³ĻŅ Ō¹°Õ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ ±ÕõĒÕŃŅõŅŌŅķ “Õņ’ÕÓ“¾Ņķ ’Ņ„Ō¹ õÓĒĒŅŃŅ
ÓķŅĒÓ ĒÓ Ńļ¾ßĶĒÕ ĒĶµÕ 5 ņ., ±Ņ±“ÓŌļ ■∙Õķ 7Ņč. ▌“Ņ Ņß· ±Ē Õ“± “Õņ.
„“Ņ õŅ ’ŅŌÕõÕĒĶ ĒÓ±“Ņ ∙ÕŃŅ ²Ļ±’ÕĶņÕĒ“Ó Ō ²“Ņķ °Ó§“Õ ’ŅŌŅõĶļĶ±³ ĻŅŅńĶŅĒĒ¹Õ
Ķ±’¹“ÓĒĶ ĶńõÕļĶ ’Ņ ¾±ĻŅÕĒĒŅņ¾ ÕµĶņ¾ ėą-50. ┬ņÕ±“Õ ± “Õņ, Ó±§ŅµõÕĒĶÕ Ō “Ķ
ŃÓõ¾±Ó ĒÕ ĶńņÕĒĶļŅ Õ±“Õ±“ŌÕĒĒŅŃŅ §ŅõÓ ŃŅõŅŌ¹§ ĶńņÕĒÕĒĶķ “Õņ’ÕÓ“¾¹,
’ĶŌÕõÕĒĒ¹§ Ō ŃļÓŌÕĀ ĒÓ ąĶ±.4.2.1ą.
čÕõĒĶÕ ’ÕÕ’Óõ¹ “Õņ’ÕÓ“¾ ’Ņ Ō¹±Ņ“Õ ĶńõÕļĶ ĒÓ§ŅõĶļĶ±³ ńĶņŅķ 1-3Ņč
Ķ ļÕ“Ņņ 1-5Ņč. čÕõĒĶÕ ’ÕÕ’Óõ¹ “Õņ’ÕÓ“¾ ņÕµõ¾ ĶńõÕļĶÕņ Ķ
ĻŅĒ“ÕķĒÕŅņ ±Ņ±“ÓŌļ ļĶ 1-2Ņč. ņÓļŅ ÓńļĶ„ÓļĶ±³Ā ’Ņ Óß±Ņļ■“ĒŅņ¾ ńĒÓ„ÕĒĶ■ ńĶņŅķ Ķ ļÕ“Ņņ Ķ
ĶńņÕĒ ļĶ±³ “Ņļ³ĻŅ ’Ņ ńĒÓĻ¾. ═ÓļĶ„ĶÕ “ÓĻĶ§ ’ÕÕ’ÓõŅŌ “Õņ’ÕÓ“¾ ņÕµõ¾
ĻŅĒ“ÕķĒÕŅņ Ķ ĶńõÕļĶÕņ, Ó “ÓĻµÕ ’Ņ Ō¹±Ņ“Õ, ŃŅŌŅĶļŅ Ņ “Ņņ, „“Ņ ±ļÕõ¾Õ“ ŅµĶõÓ“³
Ō ĶńõÕļĶĶ ÓńŌĶ“¹§ ĻŅĒŌÕĻ“ĶŌĒ¹§ “ŅĻŅŌ, ’ĶŌŅõ ∙Ķ§ Ļ ÓĻ“ĶŌĒŅņ¾ ’ÕÕņÕ°ĶŌÓĒĶ■
ŌŅńõ¾°ĒŅķ ±Õõ¹.
ĀĀ ╚ńņÕÕĒĶÕ ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ ’ŅĻÓńÓļŅ, „“Ņ ±ĻŅŅ±“³ ’Ņ“ŅĻÓ Ō
ĻŅĒ“ÕķĒÕÕĀ õŅ±“ĶŃÓļÓ ĒÓĶßŅļ³°Ķ§ ŌÕļĶ„ĶĒ
Ō ŌÕ±ÕĒĒÕ- ļÕ“ĒĶķ ’ÕĶŅõ ÓŌĒŅķ 0,2 ņ/±ÕĻ ( ąĶ±. 125.7ą). ┬ ļÕ“ĒĶķ ’ÕĶŅõĀ (ąĶ±.12.5.8ą) ĻŅĒŌÕĻ“ĶŌĒ¹Õ “ŅĻĶ ¾ņÕĒ³°ÓļĶ±³.
╬õĒÓĻŅĀ ±ĻŅŅ±“³ ’Ņ“ŅĻŅŌ ’Ņ Ō±Õķ Ō¹±Ņ“Õ
±Ņ±“ÓŌļ ļÓ, Ō ±ÕõĒÕņ, 0,03 ņ/±ÕĻ. ┬’ŅļĒÕ Ņ„ÕŌĶõĒŅ, „“Ņ “ÓĻŅķ ±ĻŅŅ±“Ķ Ō’ŅļĒÕ
Ņ±“Ó“Ņ„ĒŅ õļ ÓĻ“ĶŌĒŅŃŅ ’ÕÕņÕ°ĶŌÓĒĶ ŌŅńõ¾§Ó Ō ĻŅĒ“ÕķĒÕÕ õÓµÕ ļÕ“Ņņ. ┬ ńĶņĒĶķ
’ÕĶŅõ ŌÕļĶ„ĶĒÓ ±ĻŅŅ±“Ķ ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ (ąĶ±.12.5.9ą) ĒÕ±“ÓßĶļ³Ē¹ ’Ņ
Ō¹±Ņ“Õ ĻŅĒ“ÕķĒÕÓ Ķ ĶńņÕĒ ļĶ±³ Ņ“ 0,05 ņ/±ÕĻ Ō ĒĶµĒÕķ „Ó±“Ķ ĻŅĒ“ÕķĒÕÓ õŅ 0,12
ņ/±ÕĻ Ō ŌÕ§ĒÕķ „Ó±“Ķ.
ĀĀ ╚ńņÕÕĒĶ ±ĻŅŅ±“Ķ ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ ŌĒ¾“Ķ Ņ“±ÕĻÓ ─ė-Ž
’ŅĻÓńÓļĶ, „“Ņ ŅĒÓ õŅ±“Ó“Ņ„ĒŅ ±“ÓßĶļ³ĒÓ Ō “Õ„ÕĒĶÕ Ō±ÕŃŅ ²Ļ±’ÕĶņÕĒ“Ó Ķ ±Ņ±“ÓŌļ ļÓ
0,02 ņ/±ÕĻ. ▌“Ņ õŅ±“Ó“Ņ„ĒŅ Ō¹±ŅĻÓ ±ĻŅŅ±“³ õļ “ŅŃŅ, „“Ņß¹ ŌŅńõ¾§ Ō Ņ“±ÕĻÓ§
ÓĻ“ĶŌĒŅ ’ÕÕņÕ°ĶŌÓļ± , „“Ņ ±’Ņ±Ņß±“Ō¾Õ“ ÓĻ“ĶŌĶńÓ÷ĶĶ Ō¹§ŅõÓ ’ÓŅŌ Ķń ĒÕŃŅ.
ĀĀĀ ╚ńņÕÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └ę, ńÓņÕÕĒĒ¹Õ õÓ“„ĶĻÓņ ß¹ļĶ, Ō
Ņ±ĒŅŌĒŅņ ĒÓ ’Ņ õŅĻ Ō¹°Õ, „Õņ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ńÓņÕÕĒĒ¹Õ §ĶņĶ„Õ±ĻĶņ ņÕ“ŅõŅņ ’Ķ
Ņ“ßŅÕ ’Ņß, Ō ±Ķļ¾ ĒÕõŅ±“Ņ„ĒŅķ Ķ§ “ÓĶŅŌĻĶ ’ÕÕõ ²Ļ±’ÕĶņÕĒ“Ņņ. ŽŅ²“Ņņ¾ ĒÓ
ŃÓ¶ĶĻÓ§ ’ĶŌÕõÕĒ¹ ĻŅĒ÷ÕĒ“Ó÷ĶĶ, ńÓņÕÕĒĒ¹Õ §ĶņĶ„Õ±ĻĶņ ņÕ“ŅõŅņ.
ĀĀ ═Ó ŃÓ¶ĶĻÓ§ ĒÓ“ÕĻÓ“ÕļĶ ╩ąę Ķ ņÕ±“Ó Ķ§ Ó±’ŅļŅµÕĒĶ Ō ĻÓµõŅņ
²Ļ±’ÕĶņÕĒ“Õ ŅßŅńĒÓ„ÕĒ¹ ß¾ĻŌÓņĶ └ Ķ ┴ ± ±ŅŅ“ŌÕ“±“Ō¾■∙ĶņĶ ĶĒõÕĻ±ÓņĶ ’Ķ ĒĶ§.
├Ó¶ĶĻĶ Ó±’ÕõÕļÕĒĶ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ĶŌŅõ “± ±’ÓŌÓ õŅņ ± ĻÓµõ¹ņ
ŅßŅńĒÓ„ÓÕņ¹ņ ĒÓ“ÕĻÓ“ÕļÕņ, Ōń “¹ņ Ō Ļ¾µĻĶ. ąÓ±±ņŅ“ÕĒĶÕ ¾ĻÓńÓĒĒ¹§ ŃÓ¶ĶĻŅŌ
’ŅĻÓń¹ŌÓ■“ ±ļÕõ¾■∙ÕÕ.
ĀĀ ╩ŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ Ō ĻŅĒ“ÕķĒÕÕ, ’Ķ ĒÓļĶ„ĶĶ ĒÓ“ÕĻÓ“ÕļÕķ Ō
ĒĶµĒÕķ ÕŃŅ „Ó±“Ķ, Ó±’Ņ±“ÓĒ ■“± ’Ņ ĻŅĒ“ÕķĒÕ¾ ’ÓĻ“Ķ„Õ±ĻĶ ÓŌĒŅņÕĒŅ. ┬
ńŅĒÕĀ ĒÓ“ÕĻÓ“Õļ ĻŅĒ÷ÕĒ“Ó÷Ķ ĒÓ ’Ņļ“ŅÓ
’Ņ õĻÓ Ō¹°Õ, „Õņ Ō Ņ±“Óļ³ĒŅķ „Ó±“Ķ ĻŅĒ“ÕķĒÕÓ. ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ Ō ±¾§Ķ§
Ņ“±ÕĻÓ§, Ō ²“Ņņ ±ļ¾„ÓÕ, ’ÓĻ“Ķ„Õ±ĻĶ ŅõĶĒÓĻŅŌÓ Ķ ’Ņ ŌÕļĶ„ĶĒÕ “ÓĻÓ µÕ, ĻÓĻ Ķ Ō
ĻŅĒ“ÕķĒÕÕ ŌĒÕ ńŅĒ¹ ĒÓ“ÕĻÓ“Õļ . ▌“Ņ ŃŅŌŅĶ“ Ņ “Ņņ, „“Ņ ±“Õ’ÕĒ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ
±¾§Ķ§ Ņ“±ÕĻŅŌ ’Ķ ĒÓļĶ„ĶĶ Ō ĒĶ§ ĶņÕ■∙Ķ§± Ņ“ŌÕ±“Ķķ Ō’ŅļĒÕ õŅ±“Ó“Ņ„ĒÓ õļ
¾õŅŌļÕ“ŌŅĶ“Õļ³ĒŅŃŅ ŃÓńŅŅßņÕĒÓ ņÕµõ¾ ±ÕõŅķ ĻŅĒ“ÕķĒÕÓ Ķ ±¾§Ķ§ Ņ“±ÕĻŅŌ.
ĀĀĀ ŽĶ ĒÓļĶ„ĶĶ ĒÓ“ÕĻÓ“Õļ Ō ’ĶßŅĒŅņ Ņ“±ÕĻÕ Ķ Ņ“±ÕĻÕ ─ė-1 ’ÕÕ’Óõ
ĻŅĒ÷ÕĒ“Ó÷Ķķ Ō ĒĶ§ ’Ņ ±ÓŌĒÕĒĶ■ ± ĻŅĒ“ÕķĒÕŅņ ±Ņ±“ÓŌĶļ 7-10 Óń. ▌“Ņ §ŅŅ°Ņ
±ŅŃļÓ±¾Õ“± ± ²Ļ±’ÕĶņÕĒ“Ņņ ĒÓ ņŅõÕļ³ĒŅņ Ņ“±ÕĻÕ, ŃõÕ ’ÕÕ’Óõ ±Ņ±“ÓŌļ ļ 15 Óń,
’Ķ ĒÓļĶ„ĶÕ Ō ĒÕņ ±¾ņņÓĒŅŃŅ Ņ“ŌÕ±“Ķ Ō
100 ±ņ2 ŌņÕ±“Ņ
13-170 ±ņ2 ĶņÕ■∙Ķ§± Ō ĒÓ“¾Ē¹§ Ņ“±ÕĻÓ§ ĶńõÕļĶ . ąÓ±’ÕõÕļÕĒĶÕ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ’Ņ Ō¹±Ņ“Õ ĻŅĒ“ÕķĒÕÓ Ō ²“Ņņ ±ļ¾„ÓÕ ’ÓĻ“Ķ„Õ±ĻĶ ÓŌĒŅņÕĒŅÕ ±
’ÕÕ’ÓõŅņ Ō 1-1,5 ÓńÓ.
ĀĀ ęÓĻĶņ ŅßÓńŅņ, ńÓņÕ Ó±’ÕõÕļÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶŅĒĒ¹§ ’ŅļÕķ ’ÓŅŌ
└ę ’Ņõ“ŌÕõĶļĶ ĒÓļĶ„ĶÕ Ō ĻŅĒ“ÕķĒÕÕ ÓńŌĶ“Ņķ ĻŅĒŌÕĻ÷ĶĶ Ļ¾Ńļ¹ķ ŃŅõ, ’ĶŌŅõ ∙Õņ¾
Ļ ÓŌĒŅņÕĒŅņ¾ Ó±’ÕõÕļÕĒĶ■ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ō Ņß·ÕņÕ ĻŅĒ“ÕķĒÕÓ. ŽĶ ĒÓļĶ„ĶĶ
“Õ„Õķ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§, Ó “ÓĻµÕ ’Ķ ĒÓ§ŅµõÕĒĶĶ “Õ„Õķ Ō ńŅĒÕ ĻŅĒ“ÕķĒÕÓ, Ō ²“Ķ§ ņÕ±“Ó§
ĒÓßļ■õÓÕ“± ’ŅŌ¹°ÕĒĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ĒÓ 1-1,5 ’Ņ õĻÓ ’Ņ ±ÓŌĒÕĒĶ■ ±
Ó±’Ņ±“ÓĒĶŌ°Õķ± ÓŌĒŅņÕĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶÕķ Ō Ņß·ÕņÕ ĻŅĒ“ÕķĒÕÓ. ŽŅŌÕõÕĒĒ¹Õ
²Ļ±’ÕĶņÕĒ“¹ ’ŅĻÓńÓļĶ, „“Ņ ’Ķ õÓĒĒ¹§ ¾±ļŅŌĶ § Ō ĶńõÕļĶĶ ĒÕ ’ŅĶ±§ŅõĶ“
Ó±±ļŅÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’Ņ Ō¹±Ņ“Õ ńÓ ±„Õ“ ŃÓŌĶ“Ó÷ĶŅĒĒ¹§ ±Ķļ.
ĀĀ ╚±’¹“ÓĒĶ ’Ņ Ķń¾„ÕĒĶ■ Ó±’Ņ±“ÓĒÕĒĶ ’ÓŅŌ ═─╠├ ’ŅŌŅõĶļĶ±³ Ō
ŌÕ±ÕĒĒÕ-ļÕ“ĒĶķ ’ÕĶŅõ ± ¾±“ÓĒŅŌļÕĒĒ¹ņ ĒÓ“ÕĻÓ“ÕļÕņ Ō ŌÕ§ĒÕķ „Ó±“Ķ ĻŅĒ“ÕķĒÕÓ Ō
ńŅĒÕ ’ĶßŅĒŅŃŅ Ņ“±ÕĻÓ. čĻŅŅ±“³ ĒÓ“ÕĻÓĒĶ ±Ņ±“ÓŌļ ļÓ 2,44Ń./±¾“ĻĶ Ķ ńÓ ŌÕ±³
’ÕĶŅõ Ō¹õÕµĻĶ ĶńõÕļĶ Ō Ņß·Õņ ĻŅĒ“ÕķĒÕÓ ’Ņ±“¾’ĶļŅ 100 Ń. ═─╠├. ═Ó“ÕĻÓ“Õļ³
Ō¹’ŅļĒÕĒ Ō ŌĶõÕ ¾ńĻŅŃŅļŅķ ĻŅļß¹ ± õĶÓņÕ“Ņņ ŃŅļŅŌĶĒ¹ 25 ņņ. Ķ Ō¹±Ņ“Ņķ 100 ņņ.
± Ņß·Õņ 1000ņļ. Õń¾ļ³“Ó“¹ ²Ļ±’ÕĶņÕĒ“Ó Ō ŌĶõÕ ŃÓ¶ĶĻŅŌ ’Õõ±“ÓŌļÕĒ¹ ĒÓ ąĶ±.
12.5.10ą.
ĀĀ ąÓ±’ÕõÕļÕĒĶÕ “Õņ’ÕÓ“¾ ’Ņ ĶńõÕļĶ■ ÓĒÓļŅŃĶ„ĒŅ “ÓĻŅņ¾ µÕ
Ó±’ÕõÕļÕĒĶ■ Ō ŌÕ±ÕĒĒÕ-ļÕ“ĒĶķ ’ÕĶŅõ ²Ļ±’ÕĶņÕĒ“Ó ’Ņ └ę (ąĶ±.12.5.8ą). ┬
Ó±±ņÓ“ĶŌÓÕņŅņ ²Ļ±’ÕĶņÕĒ“Õ “Õņ’ÕÓ“¾Ó Ō ŌÕ§ĒÕķ „Ó±“Ķ ĻŅĒ“ÕķĒÕÓ ß¹ļÓ
ĒÕ±ĻŅļ³ĻŅ Ō¹°Õ ńÓ ±„Õ“ ßŅļÕÕ Ō¹±ŅĻŅķ “Õņ’ÕÓ“¾¹ ĒÓ¾µĒŅŃŅ ŌŅńõ¾§Ó,
ĒÓßļ■õÓŌ°Õķ± Ō ’ÕĶŅõ ’ŅŌÕõÕĒĶ ²Ļ±’ÕĶņÕĒ“Ó. ╩ŅĒŌÕĻ“ĶŌĒ¹Õ ’Ņ“ŅĻĶ ’Ņ ±ŌŅÕņ¾
§ÓÓĻ“Õ¾ ßļĶµÕ Ļ ļÕ“ĒÕņ¾ ’ÕĶŅõ¾, “.Ļ. Ō ²“Ņņ ²Ļ±’ÕĶņÕĒ“Õ ńÓņÕÕĒĒ¹Õ ±ĻŅŅ±“Ķ
±Ņ±“ÓŌĶļĶ 0,02-0,04 ņ/±ÕĻ. ▌“Ņ, ’Ņ Ō±Õķ ŌĶõĶņŅ±“Ķ, Ņß· ±Ē Õ“± “Õņ, „“Ņ Ō ²“Ņņ
²Ļ±’ÕĶņÕĒ“Õ, ’Ņ ±ÓŌĒÕĒĶ■ ± ŌÕ±ÕĒĒÕ-ļÕ“ĒĶņ ²Ļ±’ÕĶņÕĒ“Ņņ ± └ę, Ō ŌÕ§ĒÕķ „Ó±“Ķ
“Õņ’ÕÓ“¾Ó ß¹ļÓ ±¾∙Õ±“ŌÕĒĒŅ Ō¹°Õ. ŪÓ ±„Õ“ ²“ŅŃŅ Ō ŌÕ§ĒÕķ „Ó±“Ķ ŅßÓńŅŌÓļÓ±³
’Ņõ¾°ĻÓ “Õ’ļŅŃŅ ŌŅńõ¾§Ó, ńÓņÕõļĶŌ°Ó ĻŅĒŌÕĻ÷Ķ■. ╩ŅĒŌÕĻ“ĶŌĒ¹Õ “ŅĻĶ Ō ²“Ņņ ±ļ¾„ÓÕ
ŅßÓńŅŌÓļĶ±³ ńÓ ±„Õ“ ŃŅĶńŅĒ“Óļ³ĒŅŃŅ ’ÕÕ’ÓõÓ “Õņ’ÕÓ“¾ ņÕµõ¾ ĶńõÕļĶÕņ Ķ
ĻŅĒ“ÕķĒÕŅņ.
ĀĀ ŪÓņÕ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ŅĻÓńÓļ, „“Ņ ’Ó¹ Ō ĻŅĒ“ÕķĒÕÕ Ķ ±¾§Ķ§
Ņ“±ÕĻÓ§ Ó±’Ņ±“ÓĒ ■“± ’ÓĻ“Ķ„Õ±ĻĶ ÓŌĒŅņÕĒŅ Ķ Ņ“ļĶ„Ó■“± õ¾Ń Ņ“ õ¾ŃÓ Ō
1-3 ÓńÓ. ┬ Ņ“ļĶ„ĶÕ Ņ“ └ę, Ō ńŅĒÕ Ó±’ŅļŅµÕĒĶ ĒÓ“ÕĻÓ“Õļ ═─╠├, ņÕ±“ĒŅŃŅ
’ŅŌ¹°ÕĒĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĒÕ ’ŅĶ±§ŅõĶļŅ. ▌“Ņ“ ²Ļ±’ÕĶņÕĒ“ ŃŅŌŅĶ“Ā “Ņņ, „“Ņ ŌŌĶõ¾ §ŅŅ°Õķ Ķ±’Ó ÕņŅ±“Ķ Ķ
ļÕ“¾„Õ±“Ķ ═─╠├ ŅĒ õŅ±“Ņ„ĒŅ ß¹±“Ņ Ķ ÓŌĒŅņÕĒŅ Ó±’Ņ±“ÓĒ Õ“± ’Ņ Ō±Õņ¾ Ņß·Õņ¾
Ķ ĒÕ ŅßÓńŅŌ¹ŌÓÕ“ ņÕ±“Ē¹§ ’ŅŌ¹°ÕĒĒ¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ õÓµÕ Ō ńŅĒÕ ĒÓ“ÕĻÓ“Õļ . ▌“Ņ
§ŅŅ°Ņ ±ŅŃļÓ±¾Õ“± ± Õń¾ļ³“Ó“ÓņĶ, ’Ņļ¾„ÕĒĒ¹ņĶ ĒÓ ņŅõÕļ³ĒŅņ Ņ“±ÕĻÕ. ╚ņÕ■∙ĶÕ±
Ņ“ŌÕ±“Ķ Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ŅßÕ±’Õ„ĶŌÓ■“ §ŅŅ°Ķķ Ō¹§Ņõ ’ÓŅŌ Ķń ĒĶ§.
ĀĀ ─ÓĒĒ¹Õ ²Ļ±’ÕĶņÕĒ“¹ ’ŅŌÕõÕĒ¹ ĒÓ ĻŅĒĻÕ“ĒŅņ ĶńõÕļĶĶ ±Ņ ±ŌŅĶņĶ
ĶĒõĶŌĶõ¾Óļ³Ē¹ņĶ ¶ŅņÓņĶ Ķ Ņ±ŅßÕĒĒŅ±“ ņĶ ĻŅĒ±“¾Ļ÷ĶĶ. ŽĶ Ó±’Ņ±“ÓĒÕĒĶĶ
’Ņļ¾„ÕĒĒ¹§ Õń¾ļ³“Ó“ŅŌ õļ õ¾ŃĶ§ ĶńõÕļĶķ, “Õß¾Õ“ ’ŅŌÕõÕĒĶ õŅ’ŅļĒĶ“Õļ³Ē¹§
Ķ±±ļÕõŅŌÓĒĶķ, ¾„Ķ“¹ŌÓ■∙Ķ§ ĻŅĒĻ¾ÕĒ“Ē¹Õ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Ņ“ļĶ„Ķ , ĶņÕ■∙Ķ§± Ō ²“Ķ§
ĶńõÕļĶ §. ²“Ņ Ņß· ±Ē Õ“± “Õņ, „“Ņ Ķń “ÕŅĶĶ ņÓ±±Ņ’ÕÕĒŅ±Ó ĶńŌÕ±“ĒŅ, „“Ņ
§ÓÓĻ“Õ ņÓ±±Ņ’ÕÕĒŅ±Ó Ō ¾ńĻĶ§ ŌÕ“ĶĻÓļ³Ē¹§ ∙Õļ § ńÓŌĶ±Ķ“ Ņ“ ’ÓÓņÕ“ŅŌ ±Õõ¹,
§ÓÓĻ“ÕĶń¾■∙Ķ§± ĻĶ“ÕĶ ņĶ ąÕļÕ Ķ ├Ó±ŃŅ¶Ó, Ó “ÓĻµÕ Ņ“ĒŅ°ÕĒĶÕņ õļĶĒ¹ Ļ
°ĶĶĒÕ ∙ÕļĶ.
ĀĀ ╚±±ļÕõŅŌÓĒĶ §ÓÓĻ“ÕÓ Ó±’ÕõÕļÕĒĶ ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ ŌĒ¾“Ķ
ĻŅĒ“ÕķĒÕÓ õ¾ŃŅŃŅ ĶńõÕļĶ ß¹ļĶ ’ŅŌÕõÕĒ¹ Ō ÓßŅ“Õ [201]. ┬ ²“Ķ§ Ķ±±ļÕõŅŌÓĒĶ §
Ķ±’Ņļ³ńŅŌÓļĶ±³ Õń¾ļ³“Ó“¹ “ÕŅÕ“Ķ„Õ±ĻĶ§ ÓßŅ“, ’ŅŌÕõÕĒĒ¹§ Ō ĶĒ±“Ķ“¾“Õ
“Õ’ļŅ¶ĶńĶĻĶ čĶßĶ±ĻŅŃŅ Ņ“õÕļÕĒĶ └═ čččą [202], ÓßŅ“¹ ĶĒ±“Ķ“¾“Ó
“Õ’ļŅņÓ±±ŅŅßņÕĒÓ ┴ÕļŅ¾±±ĻŅķ └═ čččą [203], Ó “ÓĻµÕ ÓßŅ“, ’ŅŌÕõÕĒĒ¹§ ĒÓ
ņŅõÕļ §.
ĀĀ ┬ Õń¾ļ³“Ó“Õ “Ķ§ Ķ±±ļÕõŅŌÓĒĶķ ß¹ļÓ ’Ņļ¾„ÕĒÓ ńÓŌĶ±ĶņŅ±“³ ĒÓ„ÓļÓ
’Ņ ŌļÕĒĶ ĻŅĒŌÕĻ“ĶŌĒ¹§ “ŅĻŅŌ Ņ“ ±ŅŅ“ĒŅ°ÕĒĶ õļĶĒ¹ Ķ °ĶĶĒ¹ ∙ÕļĶ ¢═/δ. Ķ
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ├Ó±ŃŅ¶Ó Gr.Ā ▌“Ó ńÓŌĶ±ĶņŅ±“³ ’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±. 12.5.11, ŃõÕ ’Ņõ ĶńõÕļĶÕņ ╣
1 ’Õõ±“ÓŌļÕĒŅ Ķń¾„ÓŌ°ÕÕ± ĶńõÕļĶÕ Ō õÓĒĒŅķ ÓßŅ“Õ, Ó ĶńõÕļĶÕ ╣ 2, Ōļ Õ“±
ĶńõÕļĶÕņ, Ķń¾„ÓŌ°Ķņ± Ō ÓßŅ“Õ [201]. ╚ń ĒÕŃŅ ŌĶõĒŅ, „“Ņ õļ ²“ŅŃŅ ĶńõÕļĶ ńÓ ╣
2, ¾ ĻŅ“ŅŅŃŅ ńÓńŅ Ō ∙ÕļĶ ņÕµõ¾ ĶńõÕļĶÕņ Ķ ĻŅĒ“ÕķĒÕŅņ ±Ņ±“ÓŌļ Õ“ 100 ņņ, Ō
Ņ“ļĶ„ĶÕ Ņ“ 350 ņņ ĒÓ ÓĒÕÕ Ķń¾„ÓŌ°Õņ± ĶńõÕļĶĶ ╣ 1, ĒÓ„ÓļŅ ĻŅĒŌÕĻ÷ĶĶ ĒÓ±“¾’ÓÕ“
’Ķ ’ÕÕ’ÓõÕ “Õņ’ÕÓ“¾ 0,018Ņč, Ó Ō ĶńõÕļĶĶ ╣ 1 ĻŅĒŌÕĻ÷Ķ ĒÓ±“ÓÕ“
’Ķ ’ÕÕ’ÓõÕ “Õņ’ÕÓ“¾ 0,013Ņč.
Ā ╚ń ²“ŅŃŅ ±ļÕõ¾Õ“, „“Ņ “Õņ’ÕÓ“¾Ē¹ķ ’ÕÕ’Óõ, ĒÓ„ĶĒÓ ± ĻŅ“ŅŅŃŅ,
ŌŅńĒĶĻÓÕ“ ĻŅĒŌÕĻ÷Ķ õļ ²“Ķ§ ĶńõÕļĶķ, ĒÓ§ŅõĶ“± Ō ¾ńĻŅņ ĶĒ“ÕŌÓļÕ, Ķ ņÓļŅ
Ņ“ļĶ„ÓÕ“± õ¾Ń Ņ“ õ¾ŃÓ. ŽŅ²“Ņņ¾ Õń¾ļ³“Ó“¹, ’Ņ Ó±’ÕõÕļÕĒĶ■ ĻŅĒ÷ÕĒ“Ó÷ĶŅĒĒ¹§
’ŅļÕķ, ’Ņļ¾„ÕĒĒ¹Õ Ō ĒÓ±“Ņ ∙Õķ ÓßŅ“Õ õļ ĶńõÕļĶ ╣ 1 ß¾õ¾“ ÓĒÓļŅŃĶ„Ē¹ Ķ õļ
ĶńõÕļĶ ╣ 2, Ó Ō¹ŌŅõ Ņ ÓŌĒŅņÕĒŅņ Ó±’ÕõÕļÕĒĶĶ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ
Ō ĶńõÕļĶĶ ╣ 1 ß¾õÕ“ ±’ÓŌÕõļĶŌ Ķ õļ ĶńõÕļĶ ╣2.
ĀĀ šÓÓĻ“Õ Ó±’ÕõÕļÕĒĶ ĻŅĒŌÕĻ“ĶŌĒ¹§ ’Ņ“ŅĻŅŌ Ō ĶńõÕļĶĶ ╣ 2 ,
’Ņļ¾„ÕĒĒ¹ķ ĒÓ ņŅõÕļĶ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ „Ķ±ļÓ ąÕļÕ ’ŅĻÓńÓĒ ĒÓ ąĶ±. 12.5.12ą. ╚ń
ĒÕŃŅ ŌĶõĒŅ, „“Ņ ŌŅ Ō±Õņ õĶÓ’ÓńŅĒÕ „Ķ±Õļ ąÕķĒŅļ³õ±Ó, §ÓÓĻ“ÕĒ¹§ õļ ĶńõÕļĶ ╣
2, Ō ĻŅĒ“ÕķĒÕÕ ß¾õ¾“ ĶņÕ“³ ņÕ±“Ņ ÓńŌĶ“¹Õ ĻŅĒŌÕĻ“ĶŌĒ¹Õ “ŅĻĶ. ┬ņÕ±“Õ ± “Õņ,
ŌŅńĒĶĻÓļŅ Ņ’Ó±ÕĒĶÕ, ±Ņ±“Ņ ∙ÕÕ Ō “Ņņ, „“Ņ ĒÓļĶ„ĶÕ Ņ“ĒŅ±Ķ“Õļ³ĒŅ Ō¹±ŅĻĶ§
°’ÓĒŃŅ¾“ŅŌ ĻŅĒ“ÕķĒÕÓ ’Ņ ±ÓŌĒÕĒĶ■ ± Ņß∙Õķ °ĶĶĒŅķ ńÓńŅÓ ņÕµõ¾ ĻŅĒ“ÕķĒÕŅņ Ķ
ĶńõÕļĶÕņĀ ╣2 ņŅŃļŅ ±’Ņ±Ņß±“ŌŅŌÓ“³
ŅßÓńŅŌÓĒĶ■ ńÓ±“ŅķĒ¹§ ńŅĒ ņÕµõ¾ °’ÓĒŃŅ¾“ÓņĶ. čĒ “¹Õ ĶĒ“Õ¶ÕŅŃÓņņ¹ õļ ńÓńŅÓ
± ŅÕßÕĒĒŅķ ±“ÕĒĻŅķ ’Ķ ±ÕõĒĶ§ ńĒÓ„ÕĒĶ § „Ķ±Õļ ąÕļÕ , ’Ķ±“ÓŌļÕĒĒ¹§ ĒÓ
ąĶ±.12.5.13ą ’ŅĻÓńÓļĶ, „“Ņ ńÓ±“ŅķĒ¹§ ńŅĒ ĒÕ ŅßÓń¾Õ“± Ķ ĶņÕÕ“ ņÕ±“Ņ ÓńŌĶ“Ó
ĻŅĒŌÕĻ÷Ķ ’Ņ Ō±Õņ¾ ±Õ„ÕĒĶ■ ńÓńŅÓ. [201].
ĀĀĀ ┬ ¾’Ņņ Ē¾“¹§ ÓßŅ“Ó§ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ Ķ±±ļÕõŅŌÓĒŅ Ó±’ÕõÕļÕĒĶÕ
ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ŌŅõ¹, ¾ŃļÕĻĶ±ļŅŃŅ ŃÓńÓ Ķ ŃÕļĶ ’Ņ °ĶĶĒÕ ∙ÕļĶ ’Ķ ĒÓļĶ„ĶĶ
ĻŅĒŌÕĻ÷ĶĶ. ▌“Ķ Ķ±±ļÕõŅŌÓĒĶ , ’ŅĻÓńÓļĶ, „“Ņ “ µÕļ¹§ ŃÓńŅŌ ’Ņ ±ÓŌĒÕĒĶ■ ±
ŌŅńõ¾§Ņņ, §ÓÓĻ“ÕĒ¹ņ Ōļ Õ“± ¾ŌÕļĶ„ÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŃÓńŅŌ ¾ ßŅļÕÕ “Õ’ļŅķ
±“ÕĒĻĶ. ─ļ ļÕŃĻŅŃŅ ŃÓńÓ ŃÕļĶ ĒÓßļ■õÓÕ“± ’Ņ“ĶŌŅ’ŅļŅµĒÓ ĻÓ“ĶĒÓ ¢
ĻŅĒ÷ÕĒ“Ó÷Ķ ¾ŌÕļĶ„ĶŌÓÕ“± ¾ ßŅļÕÕ §ŅļŅõĒŅķ ±“ÕĒĻĶ. ▌“Ņ ŌļÕĒĶÕ Ņß· ±Ē Õ“±
“Õņ, „“Ņ ßŅļÕÕ “ µÕļ¹Õ ŃÓń¹ ±ÓŌĒĶ“Õļ³ĒŅ ņÕõļÕĒĒÕÕ õĶ¶¶¾ĒõĶ¾■“ Ō Ņß·Õņ ∙ÕļĶ
’Ķ ĒÓļĶ„ĶĶ ĻŅļ³÷ÕŌ¹§ ĻŅĒŌÕĻ“ĶŌĒ¹§ “ŅĻŅŌ ŌõŅļ³ ±“ÕĒŅĻ. ▌“Ķ ĻŅĒŌÕĻ“ĶŌĒ¹Õ “ŅĻĶ
ĶŃÓ■“ ŃļÓŌĒ¾■ Ņļ³ Ō ¶ŅņĶŅŌÓĒĶĶ ĻŅĒ÷ÕĒ“Ó÷ĶŅĒĒŅŃŅ ’Ņļ . ─ļ ļÕŃĻŅŃŅ ŃÓńÓ
’Ņõ·ÕņĒÓ ±ĶļÓ ŅĻÓń¹ŌÓÕ“± ßŅļ³°Õ õĶĒÓņĶ„Õ±ĻŅķ, Ņ’ÕõÕļ ÕņŅķ ĻŅĒŌÕĻ“ĶŌĒ¹ņĶ
’Ņ“ŅĻÓņĶ, Ķ ĶņÕÕ“ ¾ §ŅļŅõĒŅķ ±“ÕĒĻĶ ’Ņ“ĶŌŅ’ŅļŅµĒŅÕ ĒÓ’ÓŌļÕĒĶÕ ĻŅĒŌÕĻ“ĶŌĒŅŃŅ
’Ņ“ŅĻÓ, „“Ņ Ķ ±ŅńõÓÕ“ ’ŅŌ¹°ÕĒĒ¾■ ĻŅĒ÷ÕĒ“Ó÷Ķ■ ¾ ßŅļÕÕ §ŅļŅõĒŅķ ±“ÕĒĻĶ. ŽŅ
Ō¹±Ņ“Õ ∙ÕļĶ Ō ²“Ķ§ ±ļ¾„Ó §, Ó±’ÕõÕļÕĒĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅĻÓń¹ŌÓÕ“± ÓŌĒŅņÕĒ¹ņ.
ĀĀ ═ÕÓŌĒŅņÕĒŅ±“³ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’Ņ °ĶĶĒÕ ∙ÕļĶĀ ĒÓßļ■õÓļŅ±³ ’Ķ „Ķ±ļÓ§ RÓ = 103 -106.
─Ņ 103 ĻŅĒ÷ÕĒ“Ó÷Ķ ’Ņ °ĶĶĒÕ ∙ÕļĶ Ņ±“ÓŌÓļÓ±³ ÓŌĒŅņÕĒŅķ. ═Ó„ĶĒÓ ±
106 ĒÕÓŌĒŅņÕĒŅ±“³ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’Ņ °ĶĶĒÕ ∙ÕļĶ ŌĒŅŌ³ ±“ÓļÓ
¾ņÕĒ³°Ó“³± . ╚±§Ņõ , Ķń ²“ŅŃŅ ņŅµĒŅ ±„Ķ“Ó“³, „“Ņ ¾ ĶńõÕļĶ ╣ 2 ß¾õÕ“ Ō±ÕŃõÓ
’ŅŌ¹°ÕĒĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ¾ ±“ÕĒŅĻ ļĶßŅ ¾ ĶńõÕļĶ , ļĶßŅ ¾ ĻŅĒ“ÕķĒÕÓ. ╚ņÕĒĒŅ Ō
²“Ķ§ ņÕ±“Ó§Ā Ķ ±ļÕõ¾Õ“ Ó±’ŅļÓŃÓ“³
õÓ“„ĶĻĶ ĻŅĒ“Ņļ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ķ ŌļÓµĒŅ±“Ķ.
ĀĀ ═Ó Ņ±ĒŅŌÓĒĶĶ ’ŅŌÕõÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ Ķ Ō¹õÓĒĒ¹§ ÕĻŅņÕĒõÓ÷Ķķ
õŅÓßŅ“ÓĒÓ č─╩Ū ± ŌŌÕõÕĒĶÕņ Ō“ŅŅŃŅ ĻÓĒÓļÓ, ’Ņļ¾„ĶŌ°ÕŃŅ ĒÓńŌÓĒĶÕ Ž─╩Ū
¢’ŅŅŃŅŌ¹ķ õĶ±“ÓĒ÷ĶŅĒĒ¹ķ ĻŅĒ“Ņļ³ ńÓŃÓńŅŌÓĒĒŅ±“Ķ.
12.6ĀĀ ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
Ā 1. ŽŅŌÕõÕĒ¹ Ķ±±ļÕõŅŌÓĒĶ Ķ ÓńÓßŅ“ÓĒÓ ’ÕÕĒŅ±ĒÓ ļÓßŅÓ“ŅĶ
õļ Ņ’ÕõÕļÕĒĶ “ÕĻ¾∙Ķ§ ńĒÓ„ÕĒĶķ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ ╩ąę ĒÓ ÓĻÕ“Õ Ō ±ļ¾„ÓÕ ÕÕ
’Ņ ŌļÕĒĶ .
2.Ā ŽŅĻÓńÓĒŅ, „“ŅĀ õļ
ĶĒõĶĻÓ÷ĶĶ ’ÓŅŌ └ę Ō č─╩Ū õÓ“„ĶĻĶ ╬─-4 ĒÕ ŅßļÓõÓ■“ ĒÕŅߧŅõĶņŅķ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³■, ± “Õņ „“Ņß¹ ’Ņļ¾„Ķ“³ ±ĶŃĒÓļ Ņ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĻÓĻ
ņŅµĒŅ ß¹±“ÕÕ, Ō ±Ķļ¾ ņÓļŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ’ĶņÕĒÕĒĒ¹§ Ō ĒĶ§ „¾Ō±“ŌĶ“Õļ³Ē¹§
²ļÕņÕĒ“ŅŌ Ķ ĒÕ¾õÓ„ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ ńÓ∙Ķ“Ē¹§ ĻŅļ’Ó„ĻŅŌ ĒÓ õÓ“„ĶĻÕ.
3. ŽŅĻÓńÓĒŅ, „“Ņ
Ķ±’Ņļ³ńŅŌÓŌ°ĶÕ± õļ ĶĒõĶĻÓ÷ĶĶ ’ÓŅŌ ═─╠├Ā
õÓ“„ĶĻĶ ├─-4 ŅßļÓõÓ■“ ±ļĶ°ĻŅņ ßŅļ³°Ņķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■, Ó “ÓĻµÕ
Ņ±“ÓĒŅŌļÕĒŅ, „“Ņ ńÓŃ¾ßĶ“³ Ķ§ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³ ņŅµĒŅ ŌŌÕõ Ō ĶĒõĶĻÓ“ŅĒ¾■ ņÓ±±¾
„¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ ŌÕ∙Õ±“ŌŅ, ńÓņÕõļ ■∙ÕÕ Ō ĒĶ§ ŌŅ±±“ÓĒŅŌĶ“Õļ³Ē¹ķ ’Ņ÷Õ±±.
4. ŽŅĻÓńÓĒŅ, „“Ņ
’ĶņÕĒ Ō°Ó ± ņÕ“ŅõĶĻÓ õĶĒÓņĶ„Õ±ĻĶ§ Ķ±’¹“ÓĒĶķĀ
ū.▌. Ķ õÓ“„ĶĻŅŌ ĒÕ ’ŅńŌŅļ Õ“ ’Ņļ¾„Ó“³ õŅ±“ŅŌÕĒ¹Õ õÓĒĒ¹Õ Ņ Ķ§
±ÓßÓ“¹ŌÓĒĶĶ, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ¾±ļŅŌĶ ņ, ĶņÕ■∙Ķņ± ĒÓ °“Ó“ĒŅņ ĶńõÕļĶĶ Ķ Ō
ĒÓĶßŅļ³°Õ ±“Õ’ÕĒĶ ²“Ņņ¾ Ņ“ŌÕ„ÓÕ“ ±“Ó“Ķ„Õ±ĻÓ ņÕ“ŅõĶĻÓ Ķ±’¹“ÓĒĶķ.
5. ąÓńÓßŅ“ÓĒ ĻĶ“ÕĶķĀ ’Ņ±“ŅÕĒĶķ 2-’ŅŅŃŅŌŅķĀ č─╩ŪĀ
ĒÓ Ņ±ĒŅŌÕ Ķ±’Ņļ³ńŅŌÓĒĶ ĻÓĒÓļÓ ÓŌÓĶķĒŅķ ±ĶŃĒÓļĶńÓ÷ĶĶ ŅĀ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ķ ĻÓĒÓļÓ
ĻŅŅńĶŅĒĒŅŃŅ ’ŅŌÕµõÕĒĶ ±ļÓßŅŃŅ ńŌÕĒÓ ĶńõÕļĶ ± õÓ“„ĶĻÓņĶ, ĶņÕ■∙ĶņĶ ū.▌
ÓńĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õļ ĻÓµõŅŃŅ ĻÓĒÓļÓ.
6. ė±“ÓĒŅŌļÕĒŅ, „“Ņ Ņ±ĒŅŌĒŅķ
§ÓÓĻ“ÕĶ±“ĶĻŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ū.▌. Ōļ Õ“± õŅńÓ Ķ§ ±ÓßÓ“¹ŌÓĒĶ , Ōļ ■∙Ó ±
’ŅĶńŌÕõÕĒĶÕņ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ŅŅŌ Ķ ŌÕņÕĒĶ Ķ§ ŌŅńõÕķ±“ŌĶ Ķ ÓŌĒŅķĀ 20 ņŃ/ļ.„Ó± õļ ĻÓĒÓļÓ ÓŌÓĶķĒŅķ
±ĶŃĒÓļĶńÓ÷ĶĶ Ķ 130 ņŃ/ļ.„Ó± õļ ĻÓĒÓļÓ ĻŅŅńĶŅĒĒŅŃŅ ¾’ÕµõÕĒĶ .
7. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ
¾±“ÓĒŅŌļÕĒŅ, „“Ņ õļ ĻÓĒÓļÓ ±ĶŃĒÓļĶńÓ÷ĶĶ ’ĶņÕĒĶņ¹ ū.▌. č-25 , Ó õļ
ĻŅŅńĶŅĒĒŅŃŅ ¾’ÕµõÕĒĶ ū.▌ ╬╩-2Ā ±
õŅÓßŅ“ÓĒĒŅķ ĻŅĒ±“¾Ļ÷ĶÕķ ńÓ∙Ķ“Ē¹§ ĻŅļ’Ó„ĻŅŌ õÓ“„ĶĻŅŌ, ŅßļÕŃ„Ó■∙Ķ§ õŅ±“¾’ ’ÓŅŌ
╩ąę Ļ ū,▌,
8. ŽŅŌÕõÕĒĒ¹Õ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ Ķ±±ļÕõŅŌÓĒĶ ĒÓ °“ÓĒĒŅņ ĶńõÕļĶĶ ’Ņ Ķń¾„ÕĒĶ■ Ó±’Ņ±“ÓĒÕĒĶ
ĒÓ ĒÕņ ’ÓŅŌ ╩ąę ’ŅĻÓńÓļĶ, „“Ņ ĶņÕ■∙ĶÕ± ’ÕÕ’Óõ¹ “Õņ’ÕÓ“¾ ĒÓ ĶńõÕļĶĶ ’Ņ
Ō¹±Ņ“Õ Ķ ’ÕĶņÕ“¾, ’ĶŌŅõ “ Ļ ŌŅńĒĶĻĒŅŌÕĒĶ■ Ō ĒÕņ ĻŅĒŌÕĻ“ĶŌĒ¹§ “ŅĻŅŌ ŌŅńõ¾§Ó,
ĻŅ“Ņ¹Õ ĶņÕ■“ ņÕ±“Ņ ŌŅ Ō±Õ ĻļĶņÓ“Ķ„Õ±ĻĶÕ ’ÕĶŅõ¹ ŃŅõÓ ±Ņ ±ĻŅŅ±“ ņĶ Ņ“ 0,02 õŅ
0,2 ņ/±ÕĻ., „“Ņ ’ĶŌŅõĶ“ Ļ Ō¹ÓŌĒĶŌÓ■ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ Ō ĻŅĒ“ÕķĒÕÕ Ķ ±¾§Ķ§
Ņ“±ÕĻÓ§ ĶńõÕļĶ .
(ŽĶņÕ„ÓĒĶÕ. ─ÓļÕÕ ąĶ±. 12.1.1ą ¢ 12.5.13ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ
±ĻÓĒĶŅŌÓĒĶÕņ. ┬¹’¾±Ļ 3)
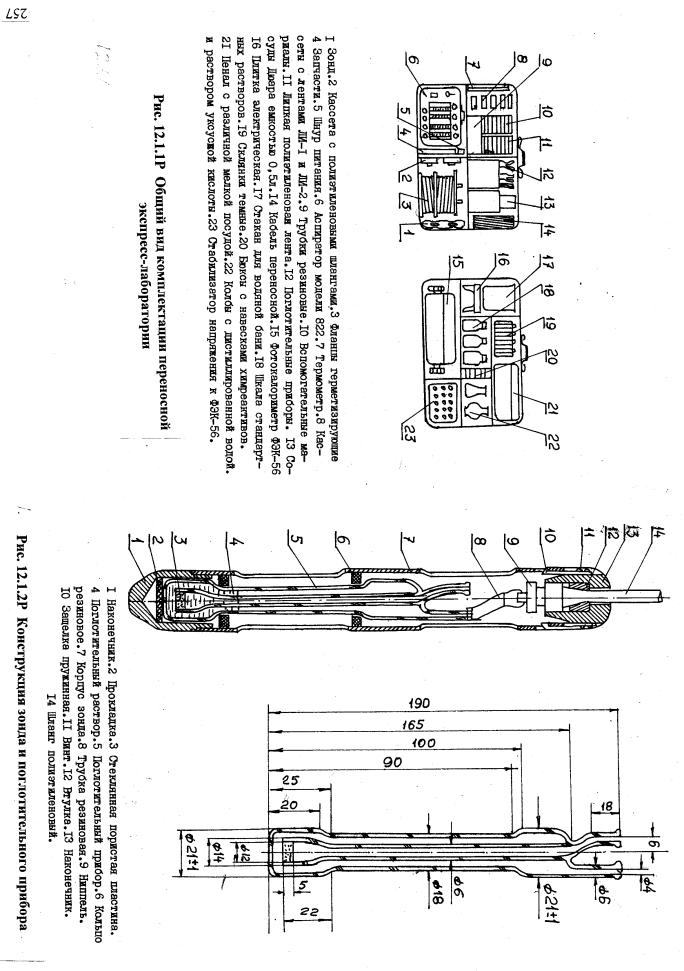
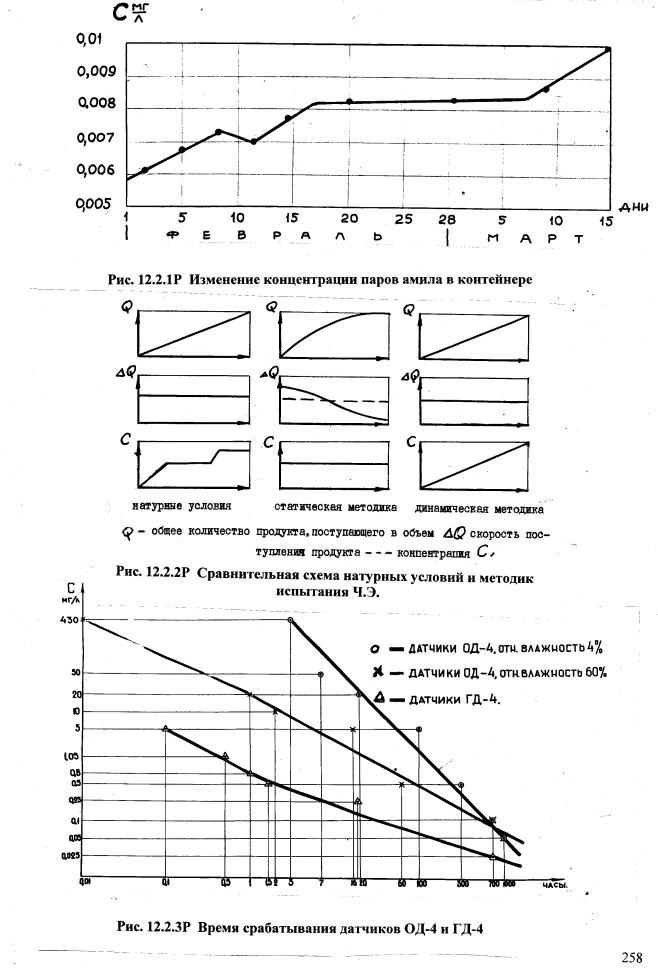
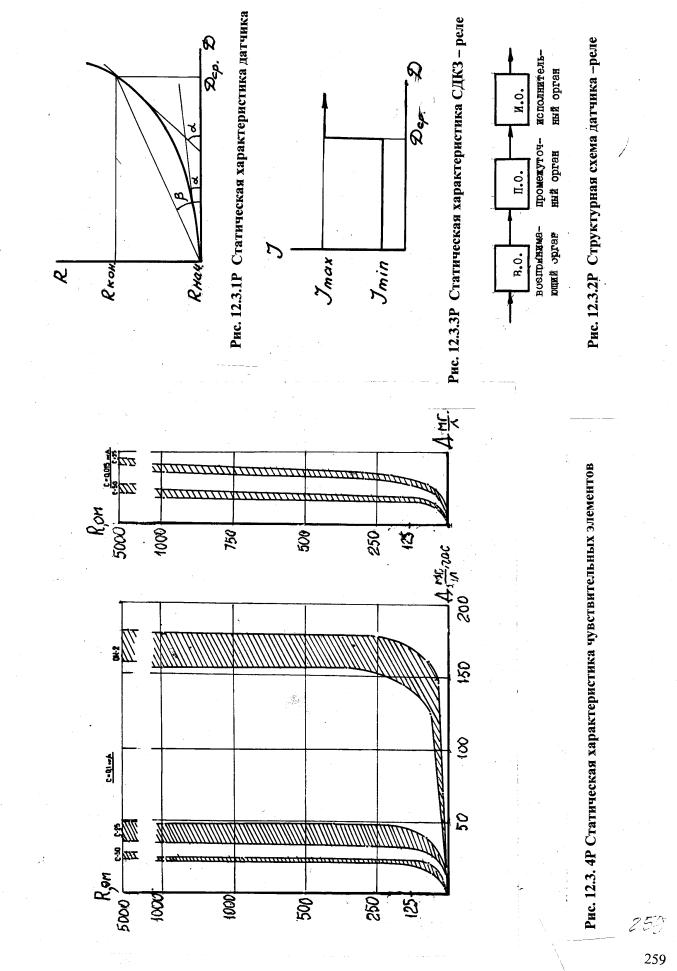
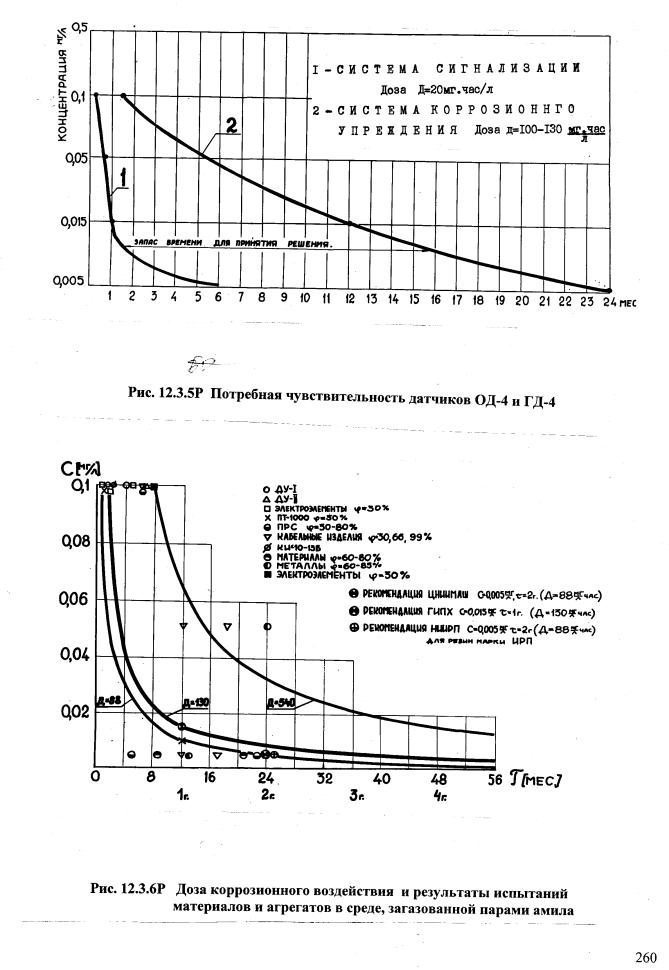
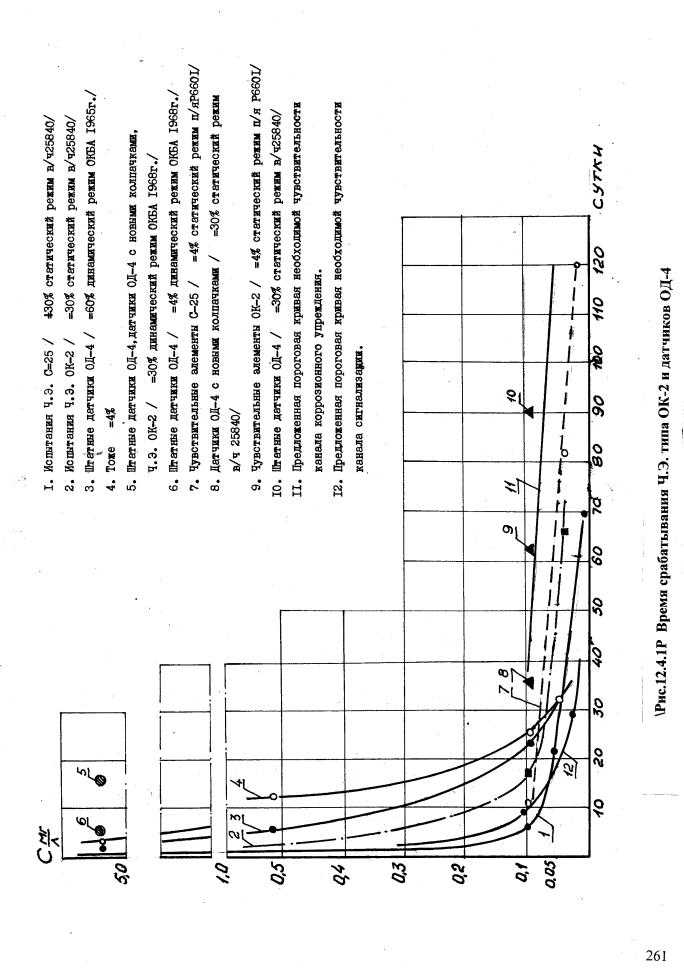
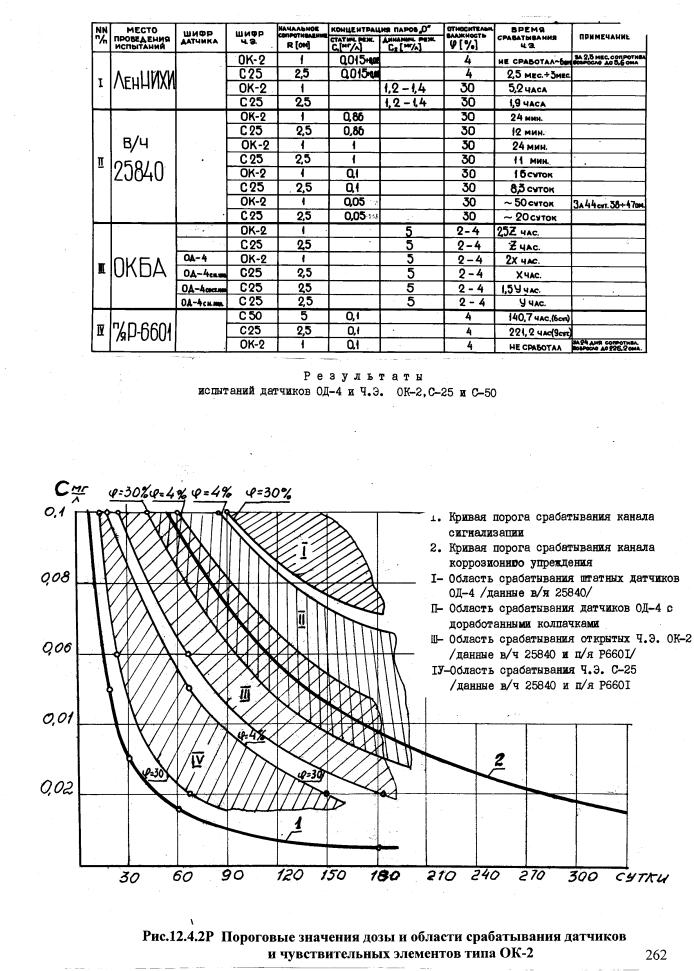
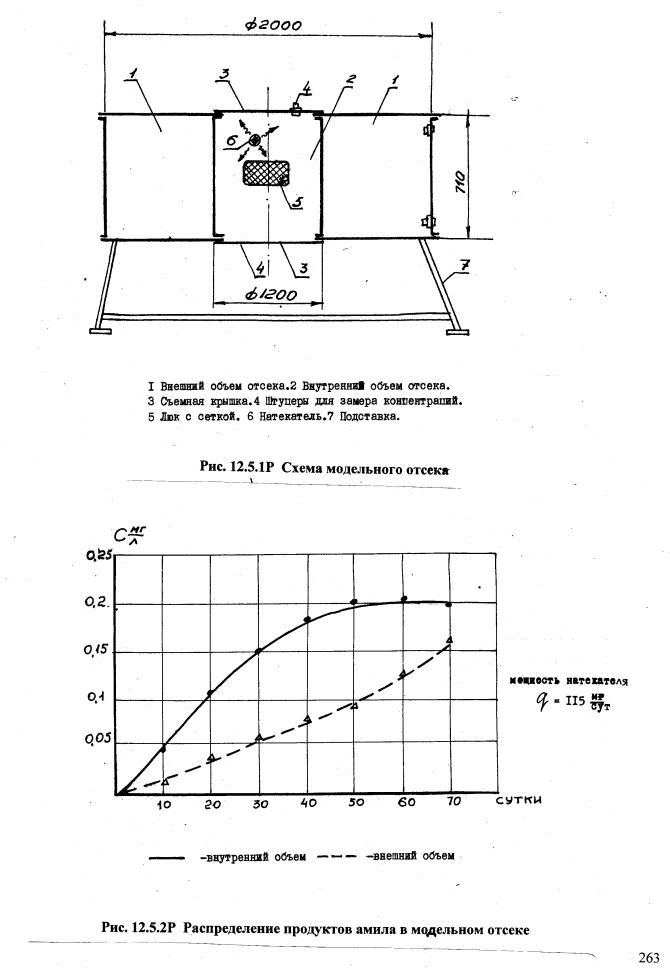
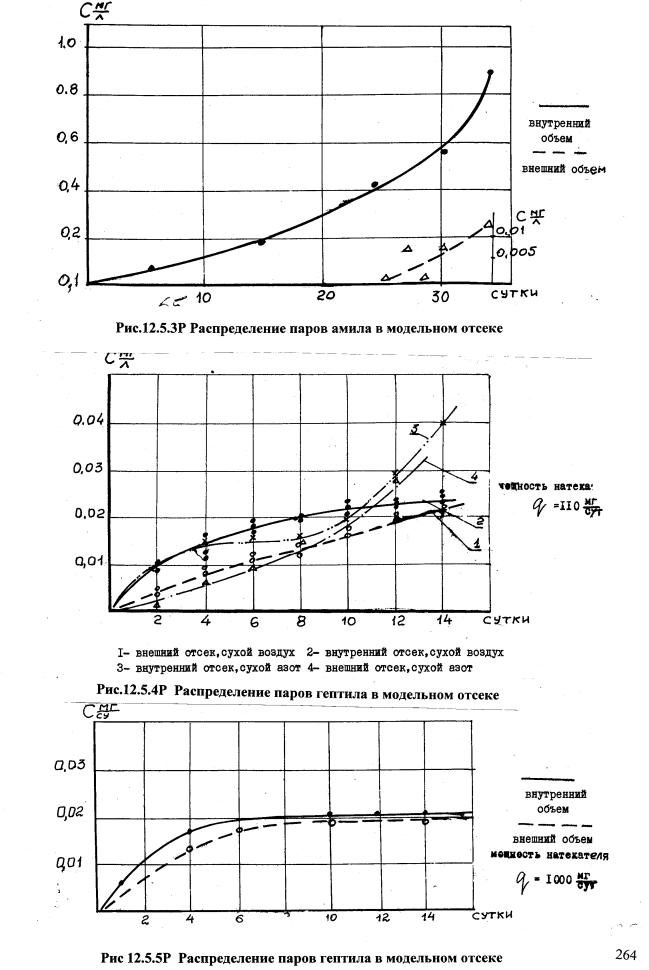
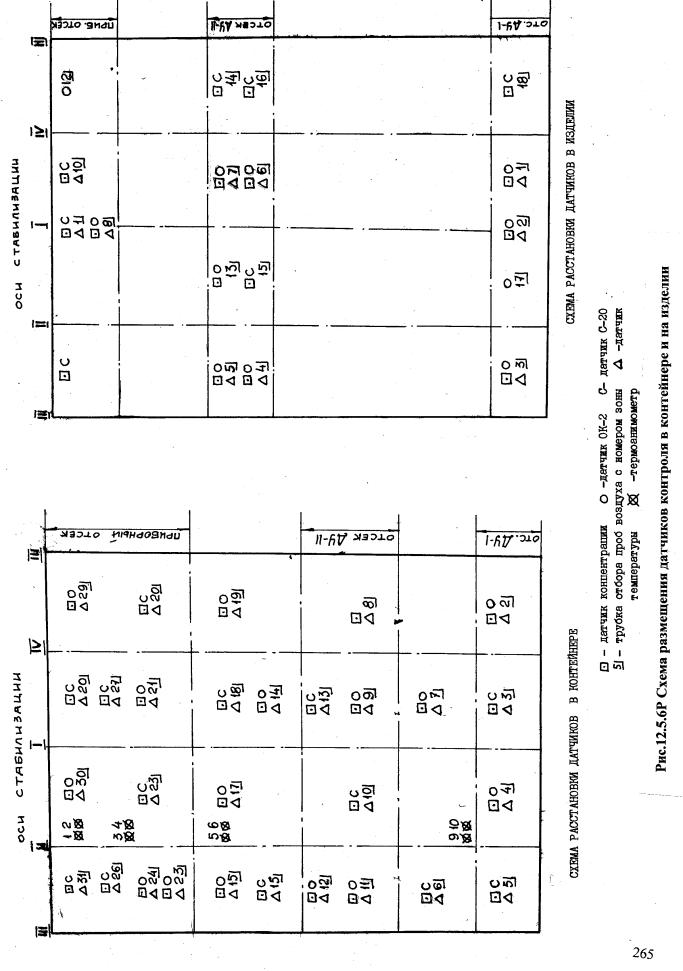
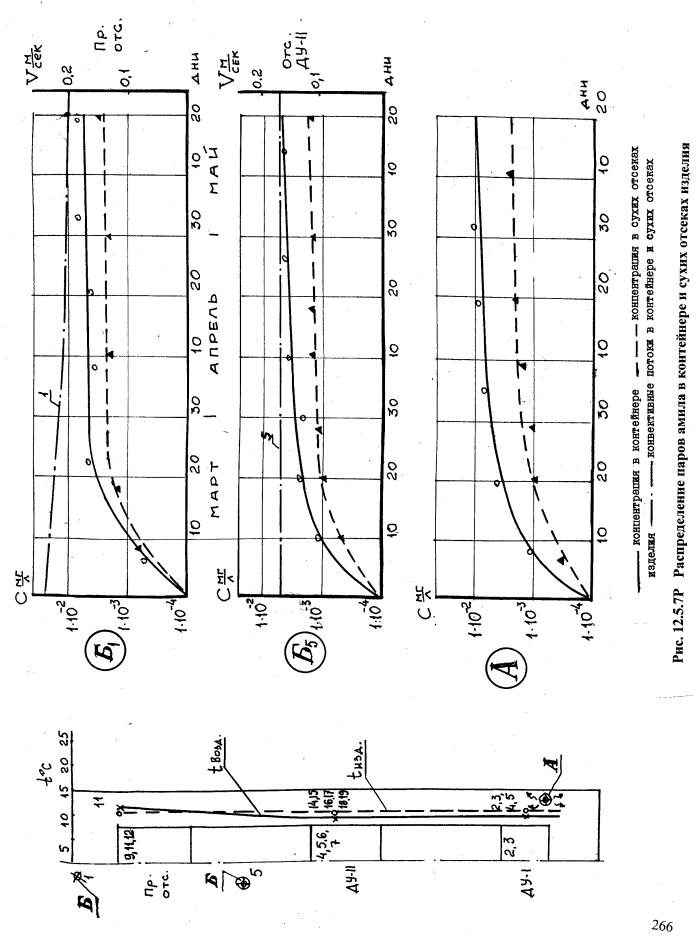
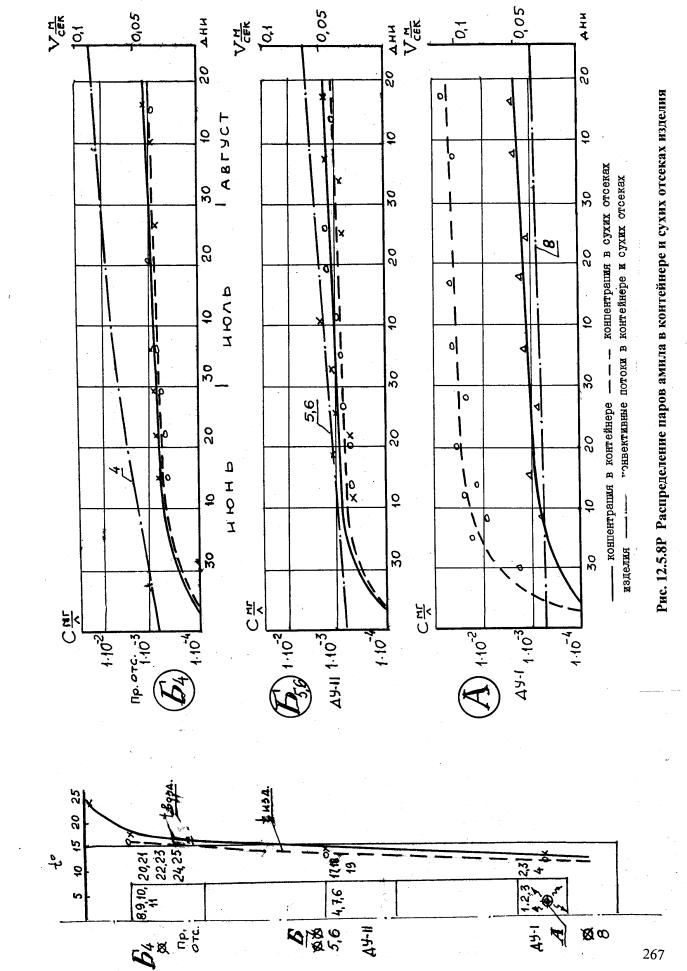
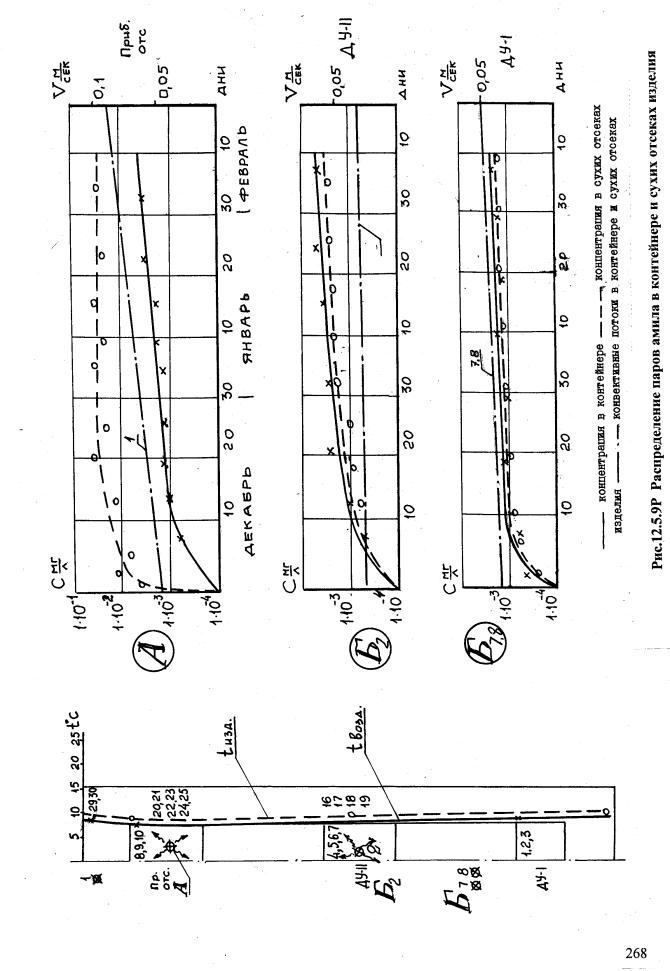
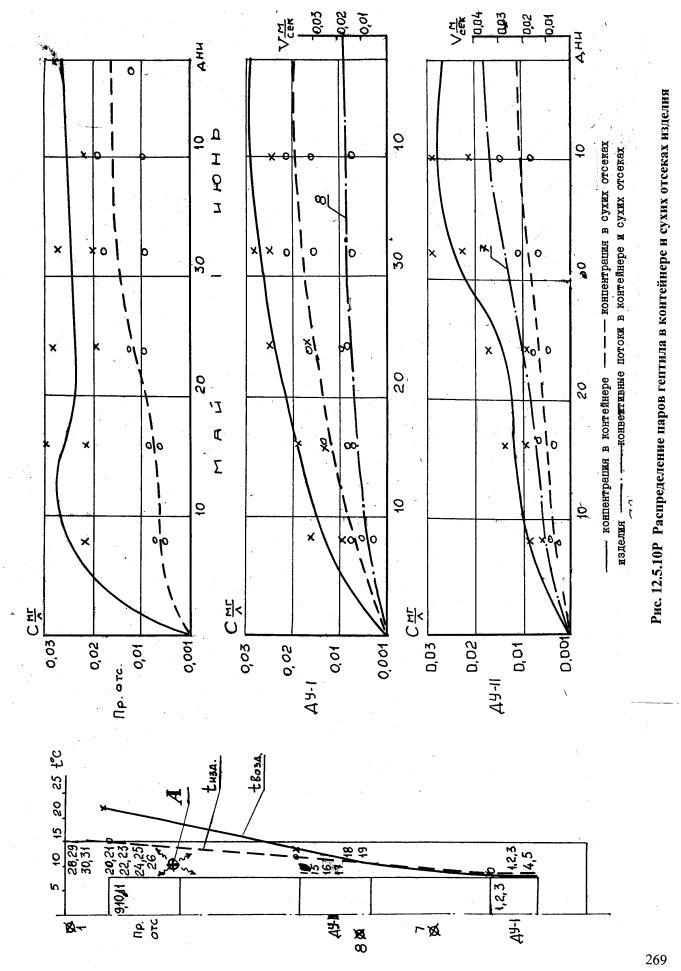
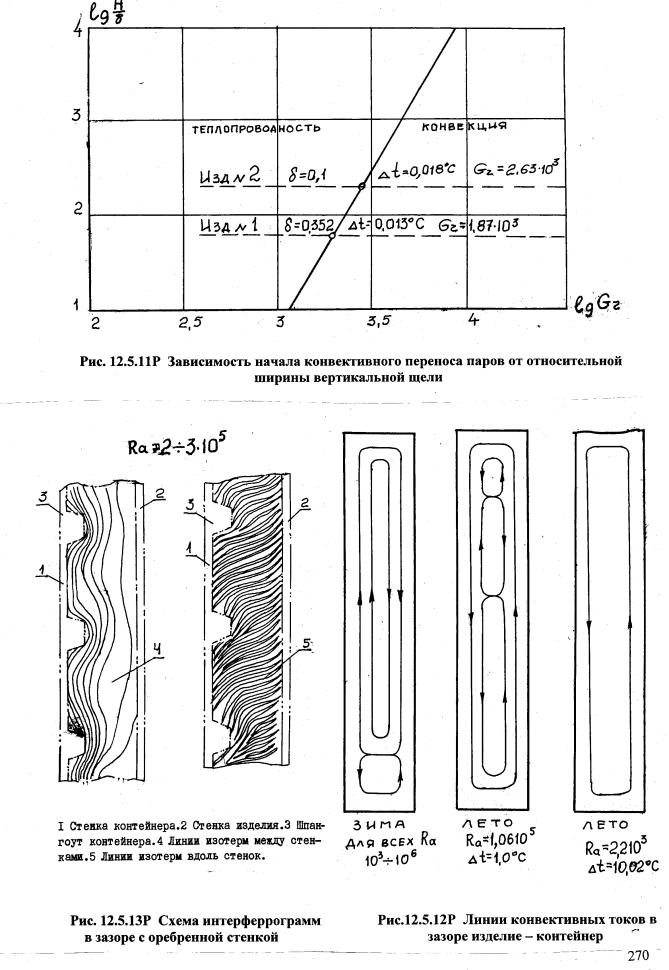
├ļÓŌÓ 13Ā ╬Ž█ę ▌╩čŽ╦ė└ę└ų╚╚Ā ╩╬ąŽėč╬┬ ą└╩┼ęĀ ėą ¢ 100
13.1 ▌Ļ±’ļ¾Ó“Ó÷Ķ ÓĻÕ“ Ō “Õ„ÕĒĶĶ ’ÕŌ¹§ „Õ“¹Õ§ ļÕ“
ĀĀ ▌Ļ±’ļ¾Ó“Ó÷Ķ ÓĻÕ“ ėą-100 (8╩84) ĒÓ ±ÕĶķĒ¹§ Ņß·ÕĻ“Ó§ Ō “Õ„ÕĒĶÕ
ÓõÓ ļÕ“ ’ŅĻÓńÓļÓ, „“Ņ “Ņ’ļĶŌĒ¹Õ ±Ķ±“Õņ¹ ĶńõÕļĶ ĒÓõÕµĒŅ ±Ņ§ÓĒ ■“ ±ŌŅ■
ŃÕņÕ“Ķ„ĒŅ±“³ Ķ ŅßÕ±’Õ„ĶŌÓ■“ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĶńõÕļĶĶ. ▌“Ņ ’Ņõ“ŌÕµõÓļŅ±³
Õń¾ļ³“Ó“ÓņĶ ’ŅŌÕĻĶ ĶńõÕļĶķĀ ’Ķ
’ŅŌÕõÕĒĶĶ ÕŃļÓņÕĒ“Ē¹§ ÓßŅ“ Ķ ’ŅļŅµĶ“Õļ³Ē¹ņĶ Õń¾ļ³“Ó“ÓņĶ ’ÕĶŅõĶ„Õ±ĻĶ§
’¾±ĻŅŌ ’Ņ±ļÕ ĒÓ§ŅµõÕĒĶ Ķ§ ĒÓ õÕµ¾±“ŌÕ. ŪÓ ’ÕŌ¹Õ „Õ“¹Õ ŃŅõÓ ß¹ļŅ ’ŅĶńŌÕõÕĒŅ
20 ’¾±ĻŅŌ ÓĻÕ“, ĻŅ“Ņ¹ÕĀ Ō±Õ ß¹ļĶ
¾±’Õ°Ē¹ņĶ. ▌“Ķ ĶńõÕļĶ ±ĒĶņÓļĶ±³ ± õÕµ¾±“ŌÓ, ’ÕÕŌŅńĶļĶ±³ ĒÓ ┴ÓķĻŅĒ¾ Ķ
“ÓņĀ ’ŅĶńŌŅõĶļĶ±³ Ķ§ ’¾±ĻĶ.
ĀĀ ┬ņÕ±“Õ ± “Õņ, Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ņ ŌĶļĶ±³ Ņ“õÕļ³Ē¹Õ ±ļ¾„ÓĶ
ĒÓ¾°ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ õÓ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ŌĀ ßļŅĻÓ§ ĻŅĒ“Ņļ õÓŌļÕĒĶ Ō Ž├č, Ó “ÓĻµÕ Ō ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶ §
“Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ÓĻÕ“.
ĀĀ ╚ńõÕļĶ , ĶņÕŌ°ĶÕ ĒÕŃÕņÕ“Ķ„ĒŅ±“³ ’Ņ Óń·ÕņĒ¹ņ ±ŅÕõĶĒÕĒĶ ņ
²ļÕņÕĒ“ŅŌ ßļŅĻÓ ĻŅĒ“Ņļ õÓŌļÕĒĶ (┴─╬ Ķ ┴─├) ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÕ ±ĒĶņĶ±³,
ĒÕŃÕņÕ“Ķ„ĒŅ±“³ “ÓĻĶ§ ĶńõÕļĶķ ¾±“ÓĒ ļÓ±³ ’¾“Õņ õŅ’ŅļĒĶ“Õļ³ĒŅķ ’Ņõ“ µĻĶ
Õń³ßŅŌ¹§ ±ŅÕõĶĒÕĒĶķ ĶļĶ ńÓņÕĒŅķ õÕ¶ÕĻ“Ē¹§ ßļŅĻŅŌ ĻŅĒ“Ņļ õÓŌļÕĒĶ .
ĀĀĀ ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶ § ’ĶŌŅõĶļĶ Ļ ±Ē “Ķ■
ĶńõÕļĶķ ± õÕµ¾±“ŌÓ Ķ ńÓņÕĒ¹ Ķ§ ĒÓ ĒŅŌ¹Õ. čĒ “¹Õ ĶńõÕļĶ Ņ“’ÓŌļ ļĶ±³ ĒÓ ńÓŌŅõ
ĶńŃŅ“ŅŌĶ“Õļ³, ŃõÕ ŅĒŅ ’ŅõŌÕŃÓļŅ±³ õÕ¶ÕĻ“Ó÷ĶĶ ĒÓ ’ÕõņÕ“ ŅßĒÓ¾µÕĒĶ ņÕ±“Ó
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ÕŃŅ ĻŌÓļĶ¶ĶĻÓ÷ĶĶ. ŪÓŌŅõ ĶńŃŅ“ŅŌĶ“Õļ³ ’ļÓ“Ķļ °“Ó¶ ńÓ ’Ņ±“ÓŌĻ¾
ĒÕĻÓ„Õ±“ŌÕĒĒŅŃŅ ĶńõÕļĶ Ķ ńÓ ±ŌŅķ ±„Õ“Ā
’Ņ±“ÓŌļ ļ ńÓĻÓń„ĶĻ¾ ĒŅŌŅÕ ĶńõÕļĶ ŌńÓņÕĒ ĒÕĻÓ„Õ±“ŌÕĒĒŅŃŅ.
ĀĀ ŪÓ ŌÕ±³ ’ÕĶŅõ ± 1967 ’Ņ 1970 ŃŅõ ß¹ļŅ ±Ē “Ņ ± õÕµ¾±“ŌÓ Ķ
ŌŅńŌÓ∙ÕĒŅ ĒÓ ńÓŌŅõ ĶńŃŅ“ŅŌĶ“Õļ³ 4 ĶńõÕļĶ ’Ņ ’Ķ„ĶĒÕ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ. ęÓĻŅķ “Õņ’ Ō¹§ŅõÓ Ķń ±“Ņ ĶńõÕļĶķ ĒÕ Ō¹ń¹ŌÓļ Ņ±ŅßŅŃŅ ßÕ±’ŅĻŅķ±“ŌÓ.
ĀĀĀ ┬ 1970 ŃŅõ¾, ŅõĒŅ ńÓ õ¾ŃĶņ ß¹ļŅ, ±Ē “Ņ ± õÕµ¾±“ŌÓ ’Ņ ’Ķ„ĶĒÕ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ ±Óń¾ 5 ĶńõÕļĶķ Ķ ²“Ņ Ō¹ńŌÓļŅ Ņ’Ó±ÕĒĶÕ, „“Ņ
ĒÓ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶ ĒÓ„ĶĒÓ■“ ’Ņ Ōļ “³± ĻÓĻĶÕ ¢ “Ņ ŌÕņÕĒĒ¹Õ ĶļĶ ĶĒ¹Õ
¶ÓĻ“Ņ¹, ĒÕ Ķń¾„ÕĒĒ¹Õ ÓĒÕÕ, ĻŅ“Ņ¹Õ ß¾õ¾“ ’ĶŌŅõĶ“³ Ļ ĶĒ“ÕĒ±ĶŌĒŅņ¾ ±·Õņ¾
ĶńõÕļĶķ ± õÕµ¾±“ŌÓ.
ĀĀ ┬ ±Ō ńĶ ±Ņ ±ļŅµĶŌ°Õķ± ±Ķ“¾Ó÷ĶÕķ, ±ŅŌņÕ±“Ē¹ņ ’ĶĻÓńŅņ ╠╬╠ Ķ ╠└Ž
ńÓ ╣ 38 Ņ“ 22.11.1070 Ń. ß¹ļÓ ŅßÓńŅŌÓĒÓ ╠ÕµŌÕõŅņ±“ŌÕĒĒÓ ĻŅņĶ±±Ķ , ’Ņõ
’Õõ±ÕõÓ“Õļ³±“ŌŅņ ÓŌ“ŅÓ õÓĒĒŅķ ÓßŅ“¹, ±Ņ±“ÓŌ ĻŅ“ŅŅķ ß¹ļ Ó±°ĶÕĒ
õŅ’ŅļĒĶ“Õļ³Ē¹ņ ’ĶĻÓńŅņ ╣ 187/348 Ņ“ 24.11.1970Ń. ═Ó ĻŅņĶ±±Ķ■ ŌŅńļÓŃÓļĶ±³ ±ļÕõ¾■∙ĶÕ
ńÓõÓ„Ķ:
- Ķ±±ļÕõŅŌÓĒĶÕ ’Ķ„ĶĒ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ.
- ÓĒÓļĶń “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’Ņ÷Õ±±ŅŌ Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ĶńõÕļĶķ, ĻŅĒ“Ņļ
ĀĀ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ Ķ Ķ§ õŌĶŃÓ“ÕļÕķ,Ā Ó “ÓĻµÕ Ķ§ ±ŅŅ“ŌÕ“±“ŌĶÕ ĻŅĒ±“¾Ļ“Ņ±ĻŅķ
ĀĀ õŅĻ¾ņÕĒ“Ó÷ĶĶ,
- ÓńÓßŅ“ĻÓ ņÕŅ’Ķ “Ķķ Ķ
ÕĻŅņÕĒõÓ÷Ķķ, ĒÓ’ÓŌļÕĒĒ¹§ ĒÓ ’ŅŌ¹°ÕĒĶÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ
ĀĀ ĻÓ„Õ±“ŌÓ ĶńŃŅ“ŅŌļÕĒĶ ÓŃÕŃÓ“ŅŌ Ž├č.
ĀĀ ┬ ±Ō ńĶ ± °ĶŅĻĶņĶ Ķ ńĒÓ„Ķ“Õļ³Ē¹ņĶ ńÓõÓ„ÓņĶ, ’Ņ±“ÓŌļÕĒĒ¹ņĶ ’ÕÕõ
╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶÕķ, Ō ÕÕ ±Ņ±“ÓŌÕ ß¹ļĶ ŅßÓńŅŌÓĒ¹ “Ķ ÓßŅ„Ķ§
’ŅõĻŅņĶ±±ĶĶ. čŅ±“ÓŌ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ Ķ “Õ§ ÓßŅ„Ķ§ ’ŅõĻŅņĶ±±Ķķ ± Ķ§
ńÓõÓ„ÓņĶ ’ĶŌŅõĶ“± ĒĶµÕ, ĻÓĻ Ķ±“ŅĶ„Õ±ĻĶķ õŅĻ¾ņÕĒ“ Ņ ±Ņ±“ÓŌÕ “Õ§ ļĶ÷, ĻŅ“Ņ¹Õ
Ō¹’ŅļĒĶļĶ Ņ„ÕĒ³ ŌÓµĒ¾■ ÓßŅ“¾, ŌŅ ņĒŅŃŅņ ’Ņ±’Ņ±Ņß±“ŌŅŌÓŌ°¾■ “Ņņ¾, „“Ņ ĶńõÕļĶ
“Ķ’Ó ėą-100 ĒÓ§Ņõ “± ßÕ±±ņÕĒĒŅ Ķ ßÕńŅ“ĻÓńĒŅ ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ßŅļÕÕ 30 ļÕ“.
Ā
Ā╠ÕµŌÕõŅņ±“ŌÕĒĒÓ
ĻŅņĶ±±Ķ :
1. ╩¾ļÓŃÓ ┼.č.ĀĀ
¢ ’Õõ±ÕõÓ“Õļ³ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ų╩┴╠į1 ¢Ā Ļ.“.Ē.
2. čļ■±ÓÕŌ±ĻĶķ ┬.┬. ¢ ŪÓņÕ±“Ķ“Õļ³ ’Õõ±ÕõÓ“Õļ
ĻŅņĶ±±ĶĶ ¢ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ±ŌÓĻĶ ╬ą╠Ū
3. ┼ŃŅŅŌ └.┬. ¢ ŃļÓŌĒ¹ķ ĻŅĒ“ŅļÕ ╬ą╠Ū
4. įŅļŅŌ±ĻĶķ ╩.╦. ¢ ńÓņ. ĒÓ„Óļ³ĒĶĻÓ ╩┴ Ū╚š
5. čÓßÓĒ÷ÕŌ └.═ ¢ ĒÓ„Óļ³ĒĶĻ ±ÕĻ“ŅÓ Ū╚š
6. ├ÕĒĻĶĒ └.├. ¢ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ų╩┴╠į1 ¢ Ļ.“.Ē.
7. ╠Óõ¾õŅŌ ╦.╚. ¢ ńÓņ.ĒÓ„Óļ³ĒĶĻÓ Ņ“õÕļÓ ų╩┴╠į1
8. ┘Ó±ļĶŌ¹ķ ┬.└. ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ų╩┴╠į1
9. čĻÓ„ĻŅŌ ▐.═. ¢ĒÓ„Óļ³ĒĶĻ ±ÕĻ“ŅÓ ═╚╚ę╠
10 ╚ŌÓĒŅŌ ▐.└. ¢ ¾ĻŅŌŅõĶ“Õļ³ Ń¾’’¹ ═╚╚ę╠
11. ╩¾ńĒÕ÷ŅŌ ├.├. ¢ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ų═╚╚╠└ž
12 čÓņ±ŅĒŅŌ ┬.╚. ¢ ¾ĻŅŌŅõĶ“Õļ³ Ń¾’’¹ ═╚╚ę╠
13. ╩Ó°ÓĒŅŌ └.└. ¢ ŃļÓŌĒ¹ķ ±’Õ÷ĶÓļĶ±“ ╠╬╠
14. čÕļĶĒ ╠.┼. ¢ ĶĒµÕĒÕ-’Ņõ’ŅļĻŅŌĒĶĻ ┬└šŪ ¢ Ļ.§.Ē.
15. ūÕßŅ“ŅŌ ▐.╚. ¢ ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
16. └µÕĒĶĻŅŌ ╬.╚. ¢ ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
17. └õÓņŅŌĶ„ Ž.└. -Ā
ŌÕõ¾∙Ķķ ĻŅĒ±“¾Ļ“Ņ ńÓŌŅõÓ Ķņ. ╩ļĶņŅŌÓ
18. ┴ÕŃÕ ┬.└. ¢ ĒÓ„Óļ³ĒĶĻ č╩╬ ╬ą╠Ū
19. čÓ¹„ÕŌč.č. -Ā
ńÓņ . ŃļÓŌĒŅŃŅ ĶĒµÕĒÕÓ ńÓŌŅõÓ Ķņ. čŌÕõļŅŌÓ
ŽŅõĻŅņĶ±±Ķ ╣ 1 ¢ Ķ±±ļÕõŅŌÓĒĶÕ ņÕ±“ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ Ķ ÓĒÓļĶń ņÕ“ŅõŅŌ ĻŅĒ“Ņļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ±Ņ±“ÓŌÕ:
1. ┘Ó±ļĶŌ¹ķ ┬.└. ¢’Õõ±ÕõÓ“Õļ³ ¢ „ļÕĒ ╠┬╩
2. ęŅ¶ĶņŅŌ ┬.┬. ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ═╚└ę ¢
Ļ.“.Ē.
3. ╩Ó°ÓÕŌ ╩.č. ¢ ĒÓ„Óļ³ĒĶĻ ±ÕĻ“ŅÓ ═╚╚ę╠
4. čÓņ±ŅĒŅŌ ┬.╠. ¢ ĒÓ„Óļ³ĒĶĻ ±ÕĻ“ŅÓ ų═╚╚╠└ž
5. └µÕĒĶĻŅŌ ╬.╚. ¢ „ļÕĒ ╠┬╩
6. ├ĒÕõĶĒ ╠.╠. ¢ŌÕõ¾∙Ķķ ĶĒµÕĒÕ ═╚╚ę╠
7. └ļÕĻ±ÕÕŌ Ž.į. ¢ ńÓņ. ĒÓ„Óļ³ĒĶĻÓ Ņ“õÕļÓ ╬ą╠Ū
8. ╩■„ĻŅŌ ┬.├. ¢ ’Õõ±“ÓŌĶ“Õļ³ ═╚╚-4Ā ╠╬
9. ═ĶĻĶ“■Ļ ┬.╚. ¢ ’Õõ±“ÓŌĶ“Õļ³ ═╚╚-4Ā ╠╬
10 ŪÓĻŅņŅļµĶĒ └.į. ’Õõ±“ÓŌĶ“Õļ³ Ž╠Ū
11. ŲÕļ“ŅĒŅµ±ĻĶķ └.č. ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
ŽŅõĻŅņĶ±±Ķ ╣ 2 ¢ Ņ’ÕõÕļÕĒĶÕ ŌÕņÕĒĶ Ķ ’Ķ„ĶĒ ’Ņ ŌļÕĒĶ “Õ„Õķ Ķ Ķ§ ņĶĻŅ±“¾Ļ“¾ĒŅÕ
Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĶ±±ļÕõŅŌÓĒĶÕ.
1. ╩¾ńĒÕ÷ŅŌ ├.├. ’Õõ±ÕõÓ“Õļ³ ¢ „ļÕĒ ╠┬╩
2. ├¾ŌĶ„ ╦.▀. ¢ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ┬└╚└╠ ¢ Ļ.“.Ē.
3. ą¾±ĶĒŅŌĶ„ ▐.╚. ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ų═╚╚╠└ž
4. ╦ÕņÓĶĒÓ ╩.═. ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ų═╚╚╠└ž
5. ╩¾’ÕÕŌ ┼.Ž ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ±ŌÓĻĶ ═╚└ę
6. čĻÓ„ĻŅŌ ▐.═. ¢ „ļÕĒ ╠┬╩
7. ╠¾ŅŌĀ
╦.╚.ĀĀĀĀ - ńÓņ. ĒÓ„Óļ³ĒĶĻÓ Ņ“õÕļÓ
ų╩┴╠į1
8. ├ ńĒŅŌ ▐.╚. ¢ ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
9. ąŅŃŅµĶĒ ┬.└. ¢ ’Õõ±“ÓŌĶ“Õļ³ ═╚╚-4 ╠╬
10. čÓļ³ĒĶĻŅŌ └.└. ¢ ńÓņ ĒÓ„Óļ³ĒĶĻÓ ļÓßŅÓ“ŅĶĶ ╬ą╠Ū
11. ─ÓŌ¹õŅÓ └.Ž. ’Õõ±“ÓŌĶ“Õļ³ Ž╠Ū
12. ╩ŅńļŅŌ ═.╠. ¢ ĒÓ„Óļ³ĒĶĻ ļÓßŅÓ“ŅĶĶ ╬╠Ū
13. ŽÕõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
ŽŅõĻŅņĶ±±Ķ ╣ 3 ¢ ÓĒÓļĶń õĶÕĻ“ĶŌĒŅķ õŅĻ¾ņÕĒ“Ó÷ĶĶ, Ó “ÓĻµÕĀ ĻÓ„Õ±“ŌÓ ŅßŅ¾õŅŌÓĒĶ Ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņ÷Õ±±ŅŌ ±ŌÓĻĶ Ķ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ± ÓĒÓļĶńŅņ Ō±“Õ„Ó■∙Ķ§±
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ õÕ¶ÕĻ“ŅŌ ’Ķ ±ŌÓĻÕ ĒÓ ±ÕĶķĒ¹§
ńÓŌŅõÓ§ Ū╚š, ╬ą╠Ū, ╬╠Ū Ķ ┬╠Ū
1. čÕÕŃĶĒ ┬.═ ¢ ’Õõ±ÕõÓ“Õļ³ ¢ ĒÓ„Óļ³ĒĶĻ
ļÓßŅÓ“ŅĶĶ ═╚╚ę╠ ¢ Ļ.“.Ē.
2. ═ŅŌĶĻŅŌ ╬.╠.- ±’Õ÷ĶÓļĶ±“ ═╚╚ę╠
3. ╬±“ŅŌ±ĻĶķ ╬.┼. ¢ ±’Õ÷ĶÓļĶ±“ ═╚╚ę╠
4. įŅļŅŌ±ĻĶķ ╩.╦. ¢ „ļÕĒ ╠┬╩
5. ╠Ó°“ÓĻŅŌ ╦.Ž. ¢ ńÓņ. ŃļÓŌĒŅŃŅ ±ŌÓ∙ĶĻÓ Ū╚š
6. ┴¾ļÓŌĻĶĒ ┬.┬. ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ╬ą╠Ū
7. ╦¾÷Óķ ╦.├. ¢ ĒÓ„Óļ³ĒĶĻ ß■Ņ ±ŌÓĻĶ ╬ą╠Ū
8. ŽŅļ¹ŃĶĒ ┬.╠. ¢ ’Õõ±“ÓŌĶ“Õļ³ ┬╠Ū
9. ┬ŅŅß³ÕŌ ┬.═. ¢ ńÓņ. ŃļÓŌĒŅŃŅ ±ŌÓ∙ĶĻÓ ╬╠Ū
10 ŲÕļ“ŅĒŅµ±ĻĶķ ─.č. ¢ ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻÓ
11. ž¾°ÓĒŅŌ č.į. ¢ ’Õõ±“ÓŌĶ“Õļ³ ═╚╚-4Ā ╠╬
12. ūÕßŅ“ŅŌ ▐.╚ ¢ ’Õõ±“ÓŌĶ“Õļ³ ńÓĻÓń„ĶĻ
13 žĶŃÓĒŅŌ ═.┬. ¢ ĒÓ„Óļ³ĒĶĻ Ņ“õÕļÓ ų═╚╚╠└ž
Ā ęÓĻĶņ ŅßÓńŅņ, Ō Ķń¾„ÕĒĶĶ ’Ķ„ĶĒ ’Ņ ŌĶŌ°Ķ§± ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ
ĒÓĀ ÓĻÕ“Õ ėą-100, ĒÓ§ŅõĶŌ°Ķ§± ĒÓ
õÕµ¾±“ŌÕ Ō ĻŅļĶ„Õ±“ŌÕ 1000 °“¾Ļ Ķ ±Ņ±“ÓŌļ Ō°Ķ§ Ō “Ņ ŌÕņ Ņ±ĒŅŌĒŅķ ±Ņ±“ÓŌ
õÕĒŅŃŅ ∙Ķ“Ó ±“ÓĒ¹, ÓßŅ“ÓļŅ 58 ±’Õ÷ĶÓļĶ±“ŅŌ ÓńļĶ„Ē¹§ ╩┴, ═╚╚, ńÓŌŅõŅŌ Ķ
’Õõ±“ÓŌĶ“ÕļÕķ ńÓĻÓń„ĶĻÓ, Ķń ĒĶ§ °Õ±“³ ĻÓĒõĶõÓ“ŅŌ “Õ§ĒĶ„Õ±ĻĶ§ Ķ §ĶņĶ„Õ±ĻĶ§
ĒÓ¾Ļ.
ĀĀ ąÓßŅ“Ó ’ŅõĻŅņĶ±±Ķķ ŌÕļÓ±³ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± õĶÕĻ“ĶŌĒ¹ņ
“Õ§ĒĶ„Õ±ĻĶņ ńÓõÓĒĶÕņ, ÓńÓßŅ“ÓĒĒ¹ņ ’Õõ±ÕõÓ“ÕļÕņĀ ╠┬╩. ęÕĻ¾∙ĶÕ Õń¾ļ³“Ó“¹ ÓßŅ“¹ ’ŅõĻŅņĶ±±Ķķ Ņß±¾µõÓļĶ±³Ā ĒÓ ’ļÕĒÓĒ¹§ ńÓ±ÕõÓĒĶ § ╠┬╩, ŃõÕĀ ĻŅÕĻ“ĶŅŌÓļ± õÓļ³ĒÕķ°Ķķ §Ņõ Ķ§ ÓßŅ“¹. ŽŅ
Ķ§ Ņ“„Õ“Óņ, Ó “ÓĻµÕ ’Ņ Õń¾ļ³“Ó“Óņ ±Ņß±“ŌÕĒĒ¹§ Ķ±±ļÕõŅŌÓĒĶķ, ŌÕõ°Ķ§± ±ĶļÓņĶ
±’Õ÷ĶÓļĶ±“ŅŌ Ķ „ļÕĒŅŌ ╠┬╩, ß¹ļ ±Ņ±“ÓŌļÕĒ ÓĒÕÕ ¾’ŅņĶĒÓŌ°Ķķ± Ķ“ŅŃŅŌ¹ķ Ņ“„Õ“ ╠┬╩
[68], Õń¾ļ³“Ó“¹ Ķń ĻŅ“ŅŅŃŅ ±Ņ±“ÓŌļ ■“ ±ŅõÕµÓĒĶÕ õÓļ³ĒÕķ°ÕŃŅ ĶńļŅµÕĒĶ Ō
õÓĒĒŅķ ŃļÓŌÕ, ŌĻļ■„Ó ’ĶŌŅõĶņ¹Õ Ķ±¾ĒĻĶ, ŃÓ¶ĶĻĶ Ķ “ÓßļĶ÷¹.
ĀĀ ŪÓßÕŃÓ ĒÕ±ĻŅļ³ĻŅ Ō’ÕÕõ, ńõÕ±³ ±ļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’Ņ±ļÕ
ÓßŅ“¹ õÓĒĒŅķ ╠┬╩ Ķ ÕÓļĶńÓ÷ĶĶĀ Ō¹õÓĒĒ¹§
Õ■ ÕĻŅņÕĒõÓ÷Ķķ, Ō ’Ņ±ļÕõ¾■∙Õķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ²“Ķ§ ĶńõÕļĶķ Ķ Ķ§ ņŅõĶ¶ĶĻÓ÷Ķķ ĒÕ
ß¹ļŅ ±Ē “Ņ ĒĶ ŅõĒŅŃŅ ĶńõÕļĶ ’Ņ ’Ķ„ĶĒÕ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ńÓ ŌÕņ ßŅļÕÕ
“Ķõ÷Ó“ĶļÕ“ĒÕķ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.Ā
═ÕĻŅ“Ņ¹Õ Ķń ĒĶ§ ’ŅõŅļµÓ■“ ĒÓ§ŅõĶ“³± ĒÓ õÕµ¾±“ŌÕ Ķ ’Ņ Ē¹ĒÕ°ĒÕÕ ŌÕņ .
ĀĀ ŪÓ ŌÕ±³ ’ÕĶŅõ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ŌĻļ■„Ó 1970 ŃŅõ, ńÓ¶ĶĻ±ĶŅŌÓĒŅ 14
±ļ¾„ÓÕŌ ’Ņ ŌļÕĒĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ßÓĻŅŌ Ķ ÓŃÕŃÓ“ŅŌ Ž├č ’Ņ ±ŌÓĒ¹ņ °ŌÓņ Ķ ŅõĶĒ
±ļ¾„Óķ “Õ„Ķ ß¹ļ ’Ņ ±’ļŅ°ĒŅņ¾ ņÕ“Óļļ¾ õĒĶ∙Ó ŅĻĶ±ļĶ“Õļ Ž-ķ ±“¾’ÕĒĶ, ĻŅ“ŅÓ
ńÓŅ±ļÓ Ķ ĶńõÕļĶÕ Ņ±“ÓŌļÕĒŅ ĒÓ õÕµ¾±“ŌÕ.
ĀĀ ─ĶĒÓņĶĻÓ ’Ņ ŌļÕĒĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ
ĶńõÕļĶ § ’Ņ ŃŅõÓņ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ ±ļÕõ¾■∙¾■ ĻÓ“ĶĒ¾:
ĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1966 Ń. ¢ 1, 1967 ¢ 4, 1968 ¢ 2, 1969
¢ 2 , Ķ 1970 ¢ 5 ĶńõÕļĶķ.
ĀĀĀĀ č§ÕņÓ Ó±’ŅļŅµÕĒĶ ņÕ±“ “Õ„Õķ ĒÓ ĶńõÕļĶ § ’Õõ±“ÓŌļÕĒÓ ĒÓ ąĶ±.
13.1.1ą. ŽÕÕ„ÕĒ³ Ķ §ÓÓĻ“ÕĶ±“ĶĻÓ ¾ĻÓńÓĒĒ¹§ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ± ²±ĻĶńÓņĶ Ķ§
ņÕ±“, ’ĶŌÕõÕĒÓ Ō “ÓßļĶ÷Ó§ ĒÓ ’ “Ķ ļĶ±“Ó§Ā
Ķ±¾ĒĻÓ ąĶ±. 13.1.2ą, Ō ĻŅ“Ņ¹§ ±ŌÕõÕĒ¹ ±ļÕõ¾■∙ĶÕ õÓĒĒ¹Õ ’Ņ ĻÓµõŅņ¾
±ļ¾„Ó■ “Õ„Ķ:
- ńÓŌŅõ ĶńŃŅ“ŅŌĶ“Õļ³, ĒŅņÕ
ĶńõÕļĶ ĀĀ Ķ õÓ“Ó ĶńŃŅ“ŅŌļÕĒĶ ĶńõÕļĶ ,
- ŌÕņ ĒÓ§ŅµõÕĒĶ ĶńõÕļĶ Ō
ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ,
- ĒÓĶņÕĒŅŌÓĒĶÕ õÕ¶ÕĻ“ĒŅŃŅ
¾ńļÓ,
- ĻļÓ±±Ķ¶ĶĻÓ÷Ķ õÕ¶ÕĻ“Ó Ķ
’Ķ„ĶĒÓ “Õ„Ķ,
- ņÕ“Ņõ Ķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³
ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ĶńõÕļĶ ,
- ņÕ“Ņõ Ō¹ ŌļÕĒĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ŌÕļĶ„ĶĒÓ ŅßĒÓ¾µÕĒĒŅķ “Õ„Ķ,
- ŌŅńņŅµĒ¹Õ ’Ķ„ĶĒ¹ ĒÕ
Ō¹ ŌļÕĒĶ õÕ¶ÕĻ“Ó ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ,
- ŅĶÕĒ“ĶŅŌŅ„ĒÓ Ņ÷ÕĒĻÓ
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ “Õ„Ķ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
- §ÓÓĻ“Õ ±ÓßÓ“¹ŌÓĒĶ č─╩Ū
’Ķ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ.
Ā ═Ó ąĶ±.14.1.1ą ĒÓ ²±ĻĶńÓ§ Ō Ļ¾µĻÓ§ ¾ĻÓńÓĒ¹ ĒŅņÕÓ “Õ„Õķ ’Ņ
“ÓßļĶ÷Õ ĒÓ Ķ±¾ĒĻÕ 13.1.2ą, Ķń ĻŅ“ŅŅķ ±ļÕõ¾Õ“, „“Ņ ĒÓ ĶńõÕļĶ §, ’Ņ“Õ Ō°Ķ§
ŃÕņÕ“Ķ„ĒŅ±“³, ĶņÕļĶ±³ õŌÕ Ń¾’’¹ “Õ„Õķ. ŽÕŌÓ Ń¾’’Ó ±Ō ńÓĒÓ ± Ń¾ß¹ņĶ
’Ņ’¾±ĻÓņĶ “Õ„Õķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ Ķ Ķ§ ńÓņÕÕĒĒÓ ŌÕļĶ„ĶĒÓ ’Ņ±ļÕ ±Ē “Ķ ĶńõÕļĶķ
± ²Ļ±’ļ¾Ó“Ó÷ĶĶ õŅ§ŅõĶļÓ Ō’ļŅ“³ õŅ 25 ±ņ3/±ÕĻ. ┬“ŅÓ Ń¾’’Ó “Õ„Õķ
ĶņÕļÓ ±Ļ¹“¹ķ §ÓÓĻ“Õ ±ŌŅÕŃŅ ’Ņ ŌļÕĒĶ Ķ Ķ§ ±ÕõĒ ŌÕļĶ„ĶĒÓ ĒÓ§ŅõĶļÓ±³ Ō
’ÕõÕļÓ§ 1.10-1 ¢ 1.10-2 ļ.ņĻ/±ÕĻ.
ĀĀ ŽŅņĶņŅ Ņ“ņÕ„ÕĒĒ¹§ ±ļ¾„ÓÕŌ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ÓĻÕ“, ĻŅ“Ņ¹Õ
±ĒĶņÓļĶ±³ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ĒÓ õ¾ŃĶ§ ĶńõÕļĶ § ß¹ļĶ ņĒŅŃŅ„Ķ±ļÕĒĒ¹Õ ±ļ¾„ÓĶ ’Ņ“ÕĶ
ŃÕņÕ“Ķ„ĒŅ±“ĶĀ Ō ßļŅĻÓ§ ĻŅĒ“Ņļ õÓŌļÕĒĶ
Ō Ž├č. ▌“Ķ ßļŅĻĶ ¾±“ÓĒŅŌļÕĒ¹ ĒÓ ĻŅĒ“ÕķĒÕÕ, ĒŅ ¶¾ĒĻ÷ĶŅĒÓļ³ĒŅ ŅĒĶ ±Ō ńÓĒ¹ ±
’ŅļŅ±“ ņĶ, ńÓ’ŅļĒÕĒĒ¹ņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ, ’Ņ±ĻŅļ³Ļ¾ ŅĒĶ ńÓņÕ ■“ õÓŌļÕĒĶÕ Ō ²“Ķ§
’ŅļŅ±“ §. ┬ ²“Ķ§ ßļŅĻÓ§, ÓńÓßŅ“ÓĒĒ¹§ Ō ų╩┴╠į2 ß¹ļĶ ’ĶņÕĒÕĒ¹ Óń·ÕņĒ¹Õ
±ŅÕõĶĒÕĒĶ , ĻŅ“Ņ¹Õ Ķ Ōļ ļĶ±³ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ. ┬’Ņ±ļÕõ±“ŌĶĶ ßŅļ³°ĶĒ±“ŌŅ
Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ Ō ĒĶ§ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ±ŌÓĒ¹Õ. čļ¾„ÓĶ “Õ„Õķ ’Ņ ²“Ķņ
ßļŅĻÓņ ß¾õ¾“ Ó±±ņŅ“ÕĒ¹ õÓļÕÕ, ’Ņ±ļÕ Ó±±ņŅ“ÕĒĶ Ā Ņ±ĒŅŌĒ¹§ ±ļ¾„ÓÕŌ ’Ņ“ÕĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ±ŌÓĒ¹ņ °ŌÓņ.
13.2.Ā čļ¾„ÓĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶ §.
Ā čŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ ĶņÕ■“ ’ÓĻ“Ķ„Õ±ĻĶ ’ŅļĒ¾■ ŃÕņÕ“Ķ„ĒŅ±“³ ’Ņ
±ÓŌĒÕĒĶ■ ± Óń·ÕņĒ¹ņĶ ±ŅÕõĶĒÕĒĶ ņĶ, ĒŅ Ķ Ō ĒĶ§ Ō õÕ ±ļ¾„ÓÕŌ ’Ņ Ōļ Õ“±
ĒÕŃÕņÕ“Ķ„ĒŅ±“³, ĒÕ±ņŅ“ ĒÓ ’ŅŌŅõ ∙Ķķ± “∙Ó“Õļ³Ē¹ķ Ķ§ ĻŅĒ“Ņļ³ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ,
„“Ņ Ķ ĶņÕļŅ ņÕ±“Ņ ĒÓ ÓĻÕ“Õ ėą-100 ńÓ Ó±±ņÓ“ĶŌÓÕņ¹ķ ’ÕĶŅõ ÕÕ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ õÓĒĒŅņ¾ ĶńõÕļĶ■ ĶņÕÕ“± ½└ļ³ßŅņ ±ŌÓĒ¹§ °ŌŅŌ╗ ±
Ķ§ Ē¾ņÕÓ÷ĶÕķ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĻÓµõŅņ¾ Ņ“±ÕĻ¾ ĶļĶ ÓŃÕŃÓ“¾ ŃõÕ ĒÓ§ŅõĶ“± ²“Ķ
±ŌÓĒ¹Õ °Ō¹. ═ÓļĶ„ĶÕ ÕŃŅ ’ŅńŌŅļ Õ“ Ņ’ÕÓ“ĶŌĒŅ ’ĶĒĶņÓ“³ ņÕ¹ ’Ķ ÓßŅ“Õ ±
ĻÓµõ¹ņ °ŌŅņ Ō ÓńļĶ„Ē¹§ ±Ķ“¾Ó÷Ķ §.
ĀĀ ┬±ÕŃŅ ĒÓ ĶńõÕļĶĶ ĶņÕÕ“± 1335 ±ŌÓĒ¹§ °ŌŅŌ ± Ņß∙Õķ
’Ņ“ µÕĒĒŅ±“³■ 368,199 ņ. ╚ń ĒĶ§ 19% õļĶĒ¹ Ķ 33,6% ĒÓĶņÕĒŅŌÓĒĶķ ’Ķ§ŅõĶ“± ĒÓ
õŌĶŃÓ“ÕļĶ, Ó Ņ±ĒŅŌĒÓ ņÓ±±Ó ±ŌÓĒ¹§ °ŌŅŌ ’Ķ§ŅõĶ“± ĒÓ ßÓĻĶ Ķ ÓŃÕŃÓ“¹ Ž├č.
┬ņÕ±“Õ ± “Õņ, Ķń “ÓßļĶ÷¹ 13.1.2ą ŌĶõĒŅ, „“Ņ ßŅļ³°ĶĒ±“ŌŅ ŅßĒÓ¾µÕĒĒ¹§ “Õ„Õķ
’Ķ§ŅõĶ“± ĒÕ ĒÓ ²“¾ Ń¾’’¾ ±ŌÓĒ¹§ °ŌŅŌ, ’Õõ±“ÓŌļ ■∙Ķ§ ±ŅßŅķ ±ŌÓĻ¾
Óļ■ņĶĒĶÕŌŅŃŅ ±’ļÓŌÓ └╠Ń6 (5 ĶńõÕļĶķ Ķń 14), Ó ĒÓ ±ŌÓĒ¹Õ °Ō¹ õÕ“ÓļÕķ Ķń
ĒÕµÓŌÕ■∙Ķ§ ±“ÓļÕķ.
ĀĀĀ ŽŅ ±ÓņŅņ¾ ĶńõÕļĶ■ ĒÓ õŅļ■ ŃÕ’“ĶļÓ ’Ņ ±ÓŌĒÕĒĶ■ ± ŅĻĶ±ļĶ“ÕļÕņ
’Ķ§ŅõĶ“± ßŅļ³°Õ ±ŌÓĒ¹§ °ŌŅŌ ĒÓ 3,2% Ķ ßŅļ³°Õ Ķ§ õļĶĒÓ ĒÓ 5,4%, ĒŅ “Õ„Õķ
ßŅļ³°Õ ńÓÕŃĶ±“ĶŅŌÓĒŅ ’Ņ ŅĻĶ±ļĶ“Õļ■. ŽĶ„Õņ, ±ŌÓĒ¹Õ °Ō¹ õŌĶŃÓ“ÕļÕķĀ ĶņÕ■“ ĒÕńĒÓ„Ķ“Õļ³Ē¾■ õļĶĒ¾. ┴Ņļ³°ŅÕ
ĻŅļĶ„Õ±“ŌŅ ĻŅŅ“ĻĶ§ °ŌŅŌ ¾ õŌĶŃÓ“ÕļÕķ Ō¹’ŅļĒ Õ“± , Ō Ņ±ĒŅŌĒŅņ, ¾„ĒŅķ ±ŌÓĻŅķ,
Ķ “ÓĻĶÕ °Ō¹ ņŅŃ¾“ ’Õõ±“ÓŌļ “³ ’Ņ“ÕĒ÷ĶÓļ³Ē¾■ Ņ’Ó±ĒŅ±“³ ’Ņ ŌļÕĒĶ Ō ĒĶ§
ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ.
ĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ ŅßĒÓ¾µÕĒĒ¹§ Ķ ¾±“ÓĒÕĒĒ¹§ “Õ„ÕķĀ ĒÓ Ū╚š ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ßÓĻŅŌ
’ĶŌŅõĶļŅ±³Ā ÓĒÕÕ Ķ ’Õõ±“ÓŌļÕĒŅ ĒÓ
ąĶ±.5.3.2ą, Ķń ĻŅ“ŅŅŃŅ ±ļÕõ¾Õ“, „“Ņ ±ÕõĒÕ ±“Ó“Ķ„Õ±ĻÓ ŌÕļĶ„ĶĒÓ ßŅļ³°ĶĒ±“ŌÓ
ŅßĒÓ¾µĶŌÓÕņ¹§ Ķ ¾±“ÓĒ Õņ¹§ “Õ„Õķ Ō ’ŅĶńŌŅõ±“ŌÕ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ßÓĻŅŌĀ ±Ņ±“ÓŌļ Õ“ ’ õĻÓ 1.10-3ļ. ņĻ/
±ÕĻ. ąÓ±’ÕõÕļÕĒĶÕ ŅßĒÓ¾µÕĒĒ¹§ Ķ ¾±“ÓĒÕĒĒ¹§ “Õ„Õķ Ō ’ŅĶńŌŅõ±“ŌÕ ’Ņ ²ļÕņÕĒ“Óņ
ßÓĻŅŌ ’ĶŌÕõÕĒŅ Ō “ÓßļĶ÷Õ 13.2.1ę.ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.2.1ę
![]()
![]()
![]()
![]()
![]() Ā
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ “Õ„ÕķĀĀĀĀĀĀĀĀĀĀĀ ╩ŅļĶ„Õ±“ŌŅ “Õ„ÕķĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ²ļÕņÕĒ“ŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĀ
1966 Ń., %ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ō
1968 Ń, %
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ĒĶ∙Ó ½╬╗ Ķ ½├╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 48ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 56
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ╬ßÕ„ÓķĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 20ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 25,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čŅŌņÕ∙ÕĒ õĒĶ∙Ó.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 32ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 18,5
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀ ╚ń “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ĒÓĶßŅļ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ ŌŅńĒĶĻÓ■∙Ķ§
“Õ„Õķ ’Ķ§ŅõĶ“± ĒÓ õĒĶ∙Ó, ĻŅ“Ņ¹Õ Ōļ ■“± ßŅļÕÕ ±ļŅµĒ¹ņĶ ’Ņ ±ŌŅÕķ
ĻŅĒ±“¾Ļ÷ĶĶ. ėŌÕļĶ„ÕĒĶÕ ŅßĒÓ¾µĶŌÓÕņ¹§ “Õ„Õķ Ō 1968 ŃŅõ¾Ā Ōļ Õ“± ĀĀ
±ļÕõ±“ŌĶÕņ ’ŅŌÕõÕĒĒŅŃŅ ¾ļ¾„°ÕĒĶ ņÕ“ŅõĶĻĶ Ķ “Õ§ĒĶĻĶ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, ’Ņ±ĻŅļ³Ļ¾ ĻÓ„Õ±“ŌŅ ĶńŃŅ“ŅŌļÕĒĶ Ņ±“ÓŌÓļŅ±³ ĒÓ ’ÕµĒÕņ ¾ŅŌĒÕ.
ĀĀ ėļ¾„°ÕĒĶÕ “Õ§ĒĶĻĶ Ķ ņÕ“ŅõĶĻĶ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ß¹ļŅ
Ņ±¾∙Õ±“ŌļÕĒŅ Ō ĻÓ„Õ±“ŌÕ ÕÓļĶńÓ÷ĶĶ Ō¹’¾∙ÕĒĒ¹§ ’ŅŌ¹°ÕĒĒ¹§ ĒŅņ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, ĻŅ“Ņ¹Õ Ó±±ņÓ“ĶŌÓļĶ±³ Ō ŃļÓŌÕ 5.
13.3ĀĀ ═ÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō
Óļ■ņĶĒĶÕŌŅņ ±’ļÓŌÕ └╠Ń6
Ā
ĀĀĀ ╚ń Ō±Õ§ ±ļ¾„ÓÕŌ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ, “Õ„Ķ ’Ņ ±’ļÓŌ¾ └╠Ń6
ŅßĒÓ¾µÕĒ¹ ĒÓ 5 ĶńõÕļĶ § Ķń 14 (ŅõĒŅ Ņ±“ÓŌļÕĒŅ ĒÓ õÕµ¾±“ŌÕ), „“Ņ ±Ņ±“ÓŌļ Õ“
36%. ╬±“Óļ³Ē¹Õ “Õ„Ķ ’Ķ§ŅõĶļĶ±³ ĒÓ õÕ“ÓļĶ Ķń ±“Óļ³Ē¹§ ±’ļÓŌŅŌ. ═ÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹Õ
±ļ¾„ÓĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ’Ķ„ĶĒ Ķ§ ŌŅńĒĶĻĒŅŌÕĒĶ ’Ņ ±’ļÓŌ¾ └╠Ń6Ā ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 13.3.1.ę. ┬ “ÓßļĶ÷Õ Ō
±ĻŅßĻÓ§ ’Ņõ ’Ņ õĻŅŌ¹ņĶ ĒŅņÕÓņĶ Ō ±ĻŅßĻÓ§ ¾ĻÓńÓĒ¹ ĒŅņÕÓ ²“Ķ§ ĶńõÕļĶķ ’Ņ
“ÓßļĶ÷ÕĀ ĒÓ ąĶ±. 13.1.2ą
ĀĀĀĀ ═ÕĻŅ“Ņ¹ķĀ ÓĒÓļĶń
’Ķ„ĶĒ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ’Ņ ĒÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹ņ “Õ„Óņ ’ŅŌÕõÕĒ Ō ├ļÓŌÕ 5, ŃõÕ
Ó±±ņÓ“ĶŌÓļĶ±³ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ , ±ŌÕõÕĒĶ Ņ ĻŅ“Ņ¹§ ßÓļĶ±³ Ķń Ņ“„Õ“Ó ╠┬╩.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.3.1ę
![]()
ĀĀĀ ╣ĀĀĀĀĀĀ ═ŅņÕ
ĶńõÕļĶ ĀĀĀ ŪÓŌŅõ.ĀĀĀĀĀĀ ─Ó“Ó ĶńŃŅ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ šÓÓĻ“Õ “Õ„Ķ Ķ ’Ķ„ĶĒÓ
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĶńŃŅ“ŅŌ.ĀĀĀ čĒ “Ķ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÕÕĀ
ŌŅńĒĶĻĒŅŌÕĒĶ Ā
![]()
ĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀ
┬22904-06ĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀ 1968ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čĻŌŅńĒÓ ĒÕ±’ļŅ°ĒŅ±“³ Ō ńÓĻŅĒ÷ŅŌĻÕ
ĀĀĀĀ (8)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀ1970ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅļ³÷ÕŌŅŃŅ ±ŌÓĒŅŃŅ °ŌÓ ßļŅĻÓ Óń·Õ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ņÓĀ Ž-ķ ±“¾’ÕĒĶ
ĀĀĀĀĀ
ĀĀĀĀĀ 2ĀĀĀĀĀĀĀĀĀ
┬22905-08ĀĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀ 1967ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÓļĶ„ĶÕ ŅĻĶ±Ē¹§ ’ļÕĒ Ō ĻŅļ³÷ÕŌŅņ
ĀĀĀ (10)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1970ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ °ŌÕ ßļŅĻÓ Óń·ÕņÓ 1 ±“¾’ÕĒĶ, Ō
ĻÓµõŅņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ķń 2-§ ’Ņ§ŅõŅŌ. ┬ ŅßŅĶ§ ’Ņ§ŅõÓ§ ’ļÕ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ē¹ ±ŅŌ’ÓļĶ, ŅßÓńŅŌÓŌ ±’ļŅ°ĒŅķ ĻÓĒÓļ,
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĻŅ“Ņ¹ķ Ō±Ļ¹ļ± ĒÓ õÕµ¾±“ŌÕ
ĀĀĀĀ 3
ĀĀĀ (5)ĀĀĀĀĀĀĀ
═10707-10ĀĀĀĀĀĀĀĀĀĀ Ū╚šĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═Õ±’ļŅ°ĒŅ±“³ Ō °ŌÕ ±ŅÕõĶĒÕĒĶ ŌÕ§-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ņ±“ÓŌļÕĒŅĀĀĀĀĀĀĀĀ ĒÕŃŅ õĒĶ∙Ó Ļ
°’ÓĒŃŅ¾“¾ Ž ±“¾’ÕĒĶ
ĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ ┬22906-08ĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀ 1969ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŪÓ’ÓŌĻÓ ĒÕ ±Ņ±“Ņ ļÓ±³ ’Ņ ’Ķ„ĶĒÕ ½Ļļ -
ĀĀ (6)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’Ó╗, Ņ±“ÓŌļÕĒĒŅŃŅ ĒÓ ńÓŌŅõÕ Ō ņÓŃĶ±“ÓļĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽ-ķ ±“¾’ÕĒĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ 5ĀĀĀĀĀĀĀĀĀĀ
ė22902-05ĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀ 1965ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅŌÕ§ĒŅ±“Ē¹ķ ĻÓ“Õ Ō ’ŅõŅļ³ĒŅņ
Ā (14)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀ°ŌÕ ŅßÕ„ÓķĻĶ ßÓĻÓ 1
±“¾’ÕĒĶ Ō ņÕ±“Õ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’ÕÕ±Õ„ÕĒĶ ± ĻŅļ³÷ÕŌ¹ņ °ŌŅņ
![]()
ĀĀ ═ÕĻŅ“Ņ¹Õ Ķń „Ķ±ļÓ ĒÓĶßŅļÕÕ ’ŅĻÓńÓ“Õļ³Ē¹§ ±ļ¾„ÓÕŌ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ß¹ļĶ Ó±±ņŅ“ÕĒ¹ ÓĒÕÕ Ō ├ļÓŌÕ 5, ĻŅŃõÓ Ó±±ņÓ“ĶŌÓļĶ±³ ŌŅ’Ņ±¹
ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ. ŪõÕ±³ ’ŅŌÕõÕņ ßŅļÕÕ ¾Ńļ¾ßļÕĒĒŅÕ Ó±±ņŅ“ÕĒĶÕ,
ĻÓµõŅŃŅ Ķń ’ÕÕ„Ķ±ļÕĒĒ¹§ Ō Ō¹°Õ ’ĶŌÕõÕĒĒŅķ “ÓßļĶ÷Õ.
ĀĀĀ ═Ó ĶńõÕļĶĶ 1 (8) ’ŅĶńŅ°ļŅ Ō ņÕ±“Õ ņĶĻŅĒÕ±’Ņ°ĒŅ±“Ķ Ō ßļŅĻÕ
ŃÓõŅÓń·ÕņÓ Ž ±“¾’ÕĒĶ Ō Õń¾ļ³“Ó“Õ ĒÕ’ŅļĒŅŃŅ ’ÕÕĻ¹“Ķ ĒÓ„ÓļÓ ±ŌÓĒŅŃŅ °ŌÓ.
ėĻÓńÓĒĒ¹ķ õÕ¶ÕĻ“ ŌĶļ± ĒÓ¾°ÕĒĶÕņ Ņß∙ÕĶńŌÕ±“ĒŅŃŅ ’ÓŌĶļÓ Ņ ĒÕŅߧŅõĶņŅ±“Ķ
Ō¹’ŅļĒÕĒĶ ²“Ņķ Ņ’ÕÓ÷ĶĶ, ± “Õņ „“Ņß¹ ’ÕÕŌÓĶ“³ ŅßÓń¾■∙ĶÕ± Ō ĒÓ„ÓļÕ °ŌÓ
ÓńļĶ„Ē¹Õ õÕ¶ÕĻ“¹.
ĀĀ ═Ó ĶńõÕļĶĶ 2 (10) ’ŅĶńŅ°Õļ ßŅļÕÕ ±ļŅµĒ¹ķ ±ļ¾„Óķ, ŃõÕ ±ŅŌ’ÓļĶ
ŅĻĶ±Ē¹Õ ’ļÕĒ¹ õŌ¾§ ’Ņ§ŅõŅŌ Ķ õÕ“Óļ³ĒŅ Ó±±ņŅ“ÕĒĒŅŃŅ Ō ├ļÓŌÕ 5. ─ÓĒĒ¹ķ õÕ¶ÕĻ“
ĒÕ ß¹ļ ŅßĒÓ¾µÕĒ Ō ’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ , „“Ņ ņŅŃļŅ ’ŅĶńŅķ“Ķ Ō ±Ķļ¾ ±ļŅµĒŅ±“Ķ
ŅßÓńŅŌÓŌ°ÕŃŅ± ĻÓĒÓļÓ Ķ ßŅļ³°Ņķ ÕŃŅ ’Ņ“ µÕĒĒŅ±“Ķ. ┬ŅńņŅµĒŅ, „“Ņ ŅĻĶ±Ē¹Õ
’ļÕĒĻĶ ĒÕ ŅßÓńŅŌ¹ŌÓļĶ ÕõĶĒŅŃŅ ±’ļŅ°ĒŅŃŅ ĻÓĒÓļÓ Ķ Ō õÓļ³ĒÕķ°Õņ ’Ķ
“ÓĒ±’Ņ“ĶŅŌĻÕ, ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’ŅŌÕõÕĒĶ ÕŃļÓņÕĒ“Ē¹§ ÓßŅ“ ĶļĶ Ō Õń¾ļ³“Ó“Õ
ĻÓĻĶ§ ļĶßŅ ŌĶßÓ÷Ķķ ņĶĻÓĻÓĒÓļ Ó±Ļ¹ļ± , „“Ņ ’ĶŌÕļŅ Ļ ŅßÓńŅŌÓĒĶ■ ±’ļŅ°ĒŅķ
“Õ„Ķ. ┬Õņ ĒÓ„ÓļÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ Ņ’ÕõÕļĶ“³ ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ.
ĀĀ ▌“Ņ ß¹ļ Ō“ŅŅķ ±ļ¾„Óķ ± ’Ņ ŌļÕĒĶÕņ “Õ„Ķ ’Ņ ßļŅĻÓņ Óń·ÕņÓ, „“Ņ
’Ņ“ÕßŅŌÓļŅ ßŅļÕÕ “∙Ó“Õļ³ĒŅŃŅ Ó±±ņŅ“ÕĒĶ ’Ņ÷Õ±±Ó ĶńŃŅ“ŅŌļÕĒĶ õÓĒĒŅŃŅ ¾ńļÓ,
Ó “ÓĻµÕ §ÓÓĻ“Õ Ķ ĻŅļĶ„Õ±“ŌŅ Ō¹ Ōļ Ō°Ķ§± ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ĒÓ õÓĒĒŅņ ¾ńļÕ Ō
’ŅĶńŌŅõ±“ŌÕ ĒÓ ╬ą╠Ū, ŃõÕ ĶńŃŅ“ÓŌļĶŌÓļĶ±³ ²“Ķ ¾ńļ¹. ąÓ±±ņŅ“ÕĒĶÕ ’ŅĻÓńÓļŅ,Ā „“Ņ ±ŌÓĻÓ „Ó±“Õķ ßļŅĻÓ ’ŅĶńŌŅõĶļÓ±³ ±
ĒÕ’ÓÓļļÕļ³ĒŅ±“ ņĶ, Ó Ō ±ŌÓŅ„ĒŅķ õŅĻ¾ņÕĒ“Ó÷ĶĶ Ņ“±¾“±“ŌŅŌÓļŅ “ÕßŅŌÓĒĶÕ Ņß
Ņß ńÓ“Õļ³ĒŅņ ’ÕÕĻ¹“ĶĶ ±ŌÓĒ¹§ °ŌŅŌ õŌ¾§ ’Ņ§ŅõŅŌ “Ņ÷ŅŌ Ķ ßÕńĀ Ķ§ ¶ĶĻ±Ó÷ĶĶ Ō ±ŌÓŅ„ĒŅņ ’Ķ±’Ņ±ŅßļÕĒĶĶ.
╩ŅņÕ “ŅŃŅ, Ņ“±¾“±“ŌŅŌÓļŅ “ÕßŅŌÓĒĶÕ ’Ņ ŅŃÓĒĶ„ÕĒĶ■ ±ŅĻÓ §ÓĒÕĒĶ ±ŌÓŅ„ĒŅķ
’ŅŌŅļŅĻĶ ’Ņ±ļÕ ÕÕ §ĶņĶ„Õ±ĻŅŃŅ “ÓŌļÕĒĶ Ķ ĒÕ ÕŃĶ±“ĶŅŌÓļĶ±³ ÕµĶņ¹ ±ŌÓĻĶ.
┬±Õ ²“Ķ Ķ õ¾ŃĶÕ Ō¹ ŌļÕĒĒ¹Õ ĒÕõŅ±“Ó“ĻĶ Ō “Õ§’Ņ÷Õ±±Õ ĶńŃŅ“ŅŌļÕĒĶ õÓĒĒ¹§ ¾ńļŅŌ
’Ņ±ļÕ ÓßŅ“¹ ĻŅņĶ±±ĶĶ ß¹ļĶ ¾±“ÓĒÕĒ¹.
ĀĀ ═Ó ĶńõÕļĶĶ 3 (5) ß¹ļÓ ŅßĒÓ¾µÕĒÓ ńÓŅ±°Ó “Õ„³ ’Ņ ±ŌÓĒŅņ¾ °Ō¾
ŌÕ§ĒÕņ¾ õĒĶ∙¾ Ž- ±“¾’ÕĒĶ Ķ ĶńõÕļĶÕ Ņ±“ÓŌļÕĒŅ ĒÓ õÕµ¾±“ŌÕ Ķ ĒÕ ±ĒĶņÓļŅ±³. ▌“Ņ
ß¹ļŅ ÕõĶĒ±“ŌÕĒĒŅÕ ĶńõÕļĶÕ, Ņ±“ÓŌļÕĒĒŅÕ ĒÓ õÕµ¾±“ŌÕ ± ńÓŅ±°Õķ “Õ„³■.
ĀĀ ęÕ„³ ĒÓ ĶńõÕļĶĶ 4 (6) ß¹ļÓ ’Ņ’¾∙ÕĒÓ Ō 1966 ŃŅõ¾ ĒÓ Ū╚š Ō ±Ķļ¾
ĒÕ±ŅŌÕ°ÕĒ±“ŌÓ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ’ŅõŅßĒ¹Õ “Õ„Ķ ±“ÓļĶ ¾ŌÕÕĒĒŅ
¶ĶĻ±ĶŅŌÓ“³± ’Ņ±ļÕ ŌŌÕõÕĒĶ ’ŅŌ¹°ÕĒĒ¹§ “ÕßŅŌÓĒĶķ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
Ā ęÓĻĶņ ŅßÓńŅņ, ’Ņ Óļ■ņĶĒĶÕŌ¹ņ ±’ļÓŌÓņ ’ÓĻ“Ķ„Õ±ĻĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ
ß¹ļĶ “Ņļ³ĻŅ ’Ņ “Õņ ĶńõÕļĶ ņ, Ó ĒÕ ĒÓ ’ “Ķ, „“Ņ ¶ÓĻ“Ķ„Õ±ĻĶ ±Ņ±“ÓŌļ Õ“ ĒÕ 36%, Ó
Ō±ÕŃŅ 21,5%. ═Ó ŅõĒŅņ Ķń ĒĶ§ ńÓ’ÓŌĻÓ ĒÕ ±Ņ±“Ņ ļÓ±³ ’Ņ ’Ķ„ĶĒÕ “ŅŃŅ, „“Ņ ±
ńÓŌŅõÓ ĶńõÕļĶÕ ¾°ļŅ ± Ņ±“ÓŌļÕĒĒ¹ņ “¾ßŅ’ŅŌŅõÕ ’Ņ“ĶŅ„ĒŅķ ŌÕ“Ņ°³■, ĻŅ“ŅŅķ
Ņ’ÕõÕļĶļĶ, ĻÓĻ ½Ļļ ’╗. ┬“ŅŅÕ ĶńõÕļĶÕ ŅĻÓńÓļŅ±³ ÕõĶĒ±“ŌÕĒĒ¹ņ, ĒÓ ĻŅ“Ņņ “Õ„³
ńÓŅ±ļÓ, Ķ ±ĻŅļ³ĻŅ “ÓĻĶ§ ß¹ļŅ ĶńõÕļĶķ Ņ’ÕõÕļĶ“³ ’ÓĻ“Ķ„Õ±ĻĶ ĒÕŌŅńņŅµĒŅ. ═Ņ
’Ņ±ļÕ ’ŅŌ¹°ÕĒĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ č─╩Ū ’ŅõŅßĒ¹§ ±ļ¾„ÓÕŌ ĒÕ ŅßĒÓ¾µĶŌÓļŅ±³.
13.4. Ā═ÕŃÕņÕ“Ķ„ĒŅ±“ĶĀ ’Ņ ĒÕµÓŌÕ■∙Ķņ ±“Óļ ņ
Ā ╚ń Ō±Õ§ 14 ±ļ¾„ÓÕŌĀ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ ’Ņ ĒÕµÓŌÕ■∙Ķņ ±“Óļ ņ ’ŅĶńŅ°ļŅ 9 ±ļ¾„ÓÕŌ ’Ņ“ÕĶ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, „“Ņ ±Ņ±“ÓŌļ Õ“ 65%, §ÓÓĻ“ÕĶ±“ĶĻÓĀ ĻŅ“Ņ¹§ ’ĶŌÕõÕĒÓ Ō “ÓßļĶ÷Õ 13.4.1ę. ┬ ²“Ņķ “ÓßļĶ÷Õ ’Ņõ
’Ņ õĻŅŌ¹ņĶ ĒŅņÕÓņĶ Ō ±ĻŅßĻÓ§ ’ĶŌÕõÕĒ¹ ĒŅņÕÓ ±ļ¾„ÓÕŌ ’Ņ “ÓßļĶ÷Õ, ’ĶŌÕõÕĒĒŅķ
ĒÓ ąĶ±. 13.1.2ą.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.4.1ę
Ā ╣ĀĀĀ ═ŅņÕ ĶńõÕļĶ Ā ĀĀŪÓŌŅõĀĀĀĀĀĀĀĀĀ ─Ó“Ó
ĶńŃŅ“.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ šÓÓĻ“Õ “Õ„Ķ Ķ
’Ķ„ĶĒÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĶńŃŅ“.ĀĀĀĀĀĀĀĀĀĀ čĒ “ĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÕÕ ŌŅńĒĶĻĒŅŌÕĒĶ
![]()
ĀĀ 1ĀĀĀĀĀ ═22901-06ĀĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀĀĀĀ 1967ĀĀĀĀĀĀĀĀĀĀĀĀ
čŌĶ∙ Ō °ŌÕ ¾„ĒŅķ ±ŌÓĻĶ ĻŅļļÕĻ“ŅÓĀĀ
Ā (2)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1967ĀĀĀĀĀĀĀĀĀĀĀĀĀ ßļŅĻÓ ┴─╬ ¢Ž
ĀĀ 2ĀĀĀĀĀ ═22902-01ĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÕ∙ĶĒÓ 1,5 ņņ Ō °ŌÕ ¾„ĒŅķ ±ŌÓĻĶ
Ā (1)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1967ĀĀĀĀĀĀĀĀĀĀĀĀĀ ß¹ļÓ ŅßĒÓ¾µÕĒÓ Ķ ĒÕ ¾±“ÓĒÕĒÓ
ĀĀ 3ĀĀĀĀĀ ═10706-02ĀĀĀĀĀĀĀĀĀĀĀ Ū╚šĀĀĀĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠Õ§ÓĒĶ„Õ±ĻŅÕ ’ŅŌÕµõÕĒĶÕ °ŌÓ ’ĶĀĀĀĀĀ
Ā (3)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1967ĀĀĀĀĀ ĀĀĀĀĀĀĀĀ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ 4ĀĀĀĀĀ ═22909-05ĀĀĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀĀ
─ŌÕ ÓĻŅŌĶĒ¹ ĒÓ °ŌÕ ¾„ĒŅķ ±ŌÓĻĶ
Ā (4)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1968
ĀĀ 5ĀĀĀĀĀ ▀22902-11ĀĀĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀĀĀĀ 1967ĀĀĀĀĀĀĀĀĀĀĀ
ŽŅĶ±“Ņ±“³ °ŌÓ Ō ņÕ±“Õ ’Ķ§ŌÓ“ĻĶĀ
Ō
Ā (7)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
±Ņ„Õ“ÓĒĶĶ ± ĒÕ’ŅŌÓŅņ
ĀĀ 6ĀĀĀĀĀ ┬22904-08ĀĀĀĀĀĀĀĀĀĀĀ ╬ą╠ŪĀĀĀĀĀĀĀĀĀĀĀ 1968ĀĀĀĀĀĀĀĀĀĀĀ
čĻŌŅńĒÓ “Õ∙ĶĒÓ Ō ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ
Ā (9)ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1970ĀĀĀĀĀĀĀĀĀĀĀ ŅßÓńŅŌÓŌ°Ó ± ’Ņ±ļÕ Ō¹“ÓŌļĶŌÓĒĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ķń ĒÕÕ ņÕõĶ.
ĀĀ 7ĀĀĀĀĀĀ ═10704 ¢ 08ĀĀĀĀĀĀĀĀ Ū╚šĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀ ĀĀĀ═Õ±’ļŅ°ĒŅ±“³ Ō ĻŅļ³÷ÕŌŅņ ¾„ĒŅņ °ŌÕ
Ā (11)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1970ĀĀĀĀĀĀĀĀĀĀĀ ņÓŃĶ±“ÓļĶ ─ė 15─2
ĀĀ 8ĀĀĀĀĀĀ ╚10744310ĀĀĀĀĀĀĀĀĀĀ Ū╚šĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀ
╩Ó“Õ ĒÓ °ŌÕ ¾„ĒŅķ ±ŌÓĻĶĀĀ
Ā (12)ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1966
ĀĀ 9
Ā (13ĀĀĀĀĀ ═10745201ĀĀĀĀĀĀĀĀĀ Ū╚šĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1966ĀĀĀĀĀĀĀĀĀĀĀ
čŌĶ∙ ŌŅļ³ ŌŅļŅĻŅĒ õÕ“ÓļĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
1966ĀĀĀĀĀĀĀĀĀĀĀ Ō¹“Ņ„ÕĒĒŅķ Ķń
’¾“ĻÓ
![]()
Ā└ĒÓļĶń ±ļ¾„ÓÕŌ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ “¾ßŅ’ŅŌŅõŅŌ Ķ ÓŃÕŃÓ“ŅŌ,
Ō¹’ŅļĒÕĒĒ¹§ Ķń ĒÕµÓŌÕ■∙Ķ§ ±“ÓļÕķ, ’ŅĻÓńÓļ, „“Ņ õÕ¶ÕĻ“¹ ĒÓ ²“Ķ§ 9 ĶńõÕļĶ §
ņŅŃ¾“ ß¹“³ Ó±’ÕõÕļÕĒ¹ ’Ņ Ņß∙Ķņ ’ĶńĒÓĻÓņ ĒÓ „Õ“¹Õ §ÓÓĻ“ÕĒ¹Õ Ń¾’’¹.
1. ─Õ¶ÕĻ“¹ ĶņÕŌ°ĶÕ ņÕ±“Ņ Ō
’ÕĶŅõ Ņ±ŌŅÕĒĶ ±ÕĶķĒŅķ “Õ§ĒŅļŅŃĶĶ ĶńŃŅ“ŅŌļÕĒĶ , ±ŌÓĻĶ Ķ ĻŅĒ“Ņļ ¾ńļŅŌ.
(ĶńõÕļĶÕ 1 (2), ;4 (4), 8 (12), 9(13).
2. ─Õ¶ÕĻ“¹, ŌŅńĒĶĻĒŅŌÕĒĶÕ
ĻŅ“Ņ¹§ ±Ō ńÓĒŅ ± Ņ“±¾“±“ŌĶÕņ Ō ¾ĻŅŌŅõ ∙Õķ “Õ§ĒŅļŅŃĶ„Õ±ĻŅķ õŅĻ¾ņÕĒ“Ó÷ĶĶ Ņ
ĒÕõŅ’¾∙ÕĒĶĶ ’Ņ’ÓõÓĒĶÕ ņÕõĶĀ Ō
ŅĻŅļŅ°ŅŌĒ¾■ ńŅĒ¾ ’Ķ ±ŌÓĻÕ Ó¾±“ÕĒĶ“Ē¹§ ±“ÓļÕķ 6 (9).
3. ─Õ¶ÕĻ“¹, ŌĶŌ°ĶÕ±
±ļÕõ±“ŌĶÕņ §ÓļÓ“ĒŅŃŅ Ņ“ĒŅ°ÕĒĶ Ķ±’ŅļĒĶ“ÕļÕķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ¾ńļŅŌ ĶļĶ ’Ķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ŌŅķ±ĻŅŌ¹§ „Ó±“ § 2 (1), 3 (3).
4. ─Õ¶ÕĻ“¹, ŅßÓńŅŌÓĒĶÕ
ĻŅ“Ņ¹§ Ķ ĒÕŌ¹ ŌļÕĒĶÕ Ō ’ŅĶńŌŅõ±“ŌÕ ±Ō ńÓĒŅ ± ĒÓ¾°ÕĒĶÕņ “Õ§ĒŅļŅŃĶĶ ĶńŃŅ“ŅŌļÕĒĶ
5 (7), 7 (11).
Ā ─Ņ±“Ó“Ņ„ĒŅ ’ŅõŅßĒŅ, ĒÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹Õ „Õ“¹Õ ±ļ¾„Ó Ķń
ĒĶ§,Ā Ņ’Ķ±ÓĒ¹ Ō ├ļÓŌÕ 5 Ō ÓńõÕļÕ 5.8.
Ā ╬ßÓńŅŌÓĒĶÕ õÕ¶ÕĻ“ŅŌ ’Ņ ’ÕŌŅķ Ń¾’’Õ Ņ“ĒŅ±Ķ“± Ō Ņ±ĒŅŌĒŅņ ĻŅ
ŌÕņÕĒĶ, õŅ 1966, ĻŅŃõÓ Ō ’ŅĶńŌŅõ±“ŌÕ ĶņÕļŅ ņÕ±“Ņ ßŅļ³°ŅÕ ĻŅļĶ„Õ±“ŌŅ ±ŌÓĒ¹§
°ŌŅŌ, Ō¹’ŅļĒ Ō°Ķ§± Ō¾„Ē¾■. ╬ĒĶ Õ∙Õ ĒÕ ß¹ļĶ ’ÕÕŌÕõÕĒ¹ ĒÓ ÓŌ“ŅņÓ“Ķ„Õ±Ļ¾■
±ŌÓĻ¾, ╩ŅņÕ “ŅŃŅ, “ÓĻµÕĀ ĒÕ ß¹ļĶ Õ∙Õ
ŌŌÕõÕĒ¹ ÓńÓßŅ“ÓĒĒ¹Õ ’ŅŌ¹°ÕĒĒ¹Õ “ÕßŅŌÓĒĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ĒÕ ŌĒÕõÕĒ¹
ĒŅŌ¹Õ ņÕ“Ņõ¹ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’¾“Õņ ŌĒÕõÕĒĶ ņÕ“ŅõŅŌ ½ĒÓĻŅ’ļÕĒĶ ╗ Ķ
½ŌÓĻ¾¾ņĶŅŌÓĒĶ ╗.
ĀĀ ╩ ²“Ņķ µÕ Ń¾’’Õ ĶńõÕļĶķ ņŅµĒŅ Ņ“ĒÕ±“Ķ ĶńõÕļĶÕ 9 (13),
ĒÕŃÕņÕ“Ķ„ĒŅ±“³ ĻŅ“ŅŅŃŅ ’Ņ ŌĶļÓ±³ ’Ņ ÷ÕļŅņ¾ ņÓ“ÕĶÓļ¾ ĒÓĻŅĒÕ„ĒĶĻÓ ņÓŃĶ±“ÓļĶ
’Ķ“ÓĒĶ ŅĻĶ±ļĶ“ÕļÕņ ─ė-1. įÓĻ“¹ ’ŅõŅßĒŅķ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÕŅõĒŅĻÓ“ĒŅ ¶ĶĻ±ĶŅŌÓļĶ±³
ĒÓ ńÓŌŅõÓ§. ŽĶ„ĶĒŅķ Ķ§ ’Ņ ŌļÕĒĶ Ōļ ļŅ±³ ’Ņ ŌļÕĒĶÕ ±’ļŅ°Ē¹§ ņĶĻŅĻÓĒÓļŅŌ Ō
÷ÕļŅņ ņÓ“ÕĶÓļÕ ’Ķ ’ÕÕÕńÓĒĶĶ ’ŅõŅļ³Ē¹§ ŌŅļŅĻŅĒ ’¾“ĻÓ ’Ķ “Ņ„ÕĒĶĶ Ķń ĒÕŃŅ
õÕ“ÓļĶ. ▌“Ņ“ õÕ¶ÕĻ“ ß¹ļ Ķ±Ļļ■„ÕĒ ’¾“Õņ ńÓņÕĒ¹ ’¾“ĻÓ ĒÓ °“Óņ’ŅŌÓĒĒ¾■ ńÓŃŅ“ŅŌĻ¾
Ķń ’ŅĻŅŌĻĶ.
Ā ┬Ņ Ō“ŅŅķ Ń¾’’Õ §ÓÓĻ“ÕĒ¹ņ ŌĶļ± ±ļ¾„Óķ 6 (9) ± ’Ņ ŌļÕĒĶÕņ
ņÕõĶ Ō ŅĻŅļŅ°ŅŌĒŅķ ńÓĒÕ ±ŌÓĒŅŃŅ °ŌÓ, ’ŅõŅßĒŅ Ņ’Ķ±ÓĒĒ¹ķ Ō ÓńõÕļÕ 5.8 ├ļÓŌ¹ 5.
Ā ┬ “Õ“³Õķ Ń¾’’Õ ŅßņÕ„ÕĒÓ §ÓļÓ“ĒŅ±“³ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ ĒÓ ĶńõÕļĶĶ
2 (1), ’Ķ ĻŅ“ŅŅķ ÓńõÕļÓĒĒ¹ķ õÕ¶ÕĻ“ ’Ņõ ńÓŌÓĻ¾ ĒÕ ß¹ļ ńÓŌÓÕĒ, Ķ ĶńõÕļĶÕ
’Ņ±“¾’ĶļŅ Ō ŌŅĶĒ±Ļ¾■ „Ó±“³ ± ĒÕńÓŌÓÕĒĒ¹ņ õÕ¶ÕĻ“Ņņ. ╚ńõÕļĶÕ 3 (3) ß¹ļŅ
’ŅŌÕµõÕĒŅ ’Ķ ¾±“ÓĒŅŌĻÕ ÕŃŅ Ō °Ó§“¾.
ĀĀ ┬ „Õ“ŌÕ“Ņķ Ń¾’’Õ ĒÓĶßŅļÕÕ §ÓÓĻ“ÕĒ¹ņĶ ’Ķ„ĶĒÓņĶ Ōļ ļĶ±³
õÕ¶ÕĻ“¹, ŅßÓńŅŌ¹ŌÓŌ°ĶÕ± ’Ķ ¾„ĒŅķ ±ŌÓĻÕ Ķ Ķ±’Ņļ³ńŅŌÓĒĶĶ ’¾“ĻŅŌ, ĻŅ“Ņ¹Õ,
ĻÓĻ Ņ’Ķ±¹ŌÓļŅ±³ ÓĒÕÕ, ß¹ļĶ ¾±“ÓĒÕĒ¹ ’Ķ ŌŌÕõÕĒĶĶ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅķ ±ŌÓĻĶ Ķ
ńÓņÕĒ¹ ’¾“ĻŅŌ ĒÓ °“Óņ’ŅŌĻĶ.
ĀĀ
Ā 13.5.Ā čļ¾„ÓĶ ŅßĒÓ¾µÕĒĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō
ńÓņĻĒ¾“¹§ ’ŅļŅ±“ § ĶńõÕļĶ
ĀĀĀ ═Ó ĶńõÕļĶĶ ĶņÕÕ“± õ ÓŃÕŃÓ“ŅŌ Ž├č, Ņß·Õņ¹ ĻŅ“Ņ¹§ ĒÕ ±ŅŅß∙Ó■“±
± ’ŅļŅ±“³■ ĻŅĒ“ÕķĒÕÓ. ŽŅ²“Ņņ¾, ’Ķ ’Ņ ŌļÕĒĶĶ Ō ĒĶ§ “Õ„Õķ, ’Ņ ĻÓĻĶņ ļĶßŅ
’Ķ„ĶĒÓņ, ńÓŃÓńŅŌÓĒĒŅ±“³ ’ŅĒĶĻ°Ó Ō ĒĶ§ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ ĒÕ ’Ņ’ÓõÕ“ Ō
’ŅļŅ±“³ ĻŅĒ“ÕķĒÕÓ Ķ č─╩Ū ĒÕ Ō¹õÓ±“ ±ĶŃĒÓļ Ņ ’Ņ ŌļÕĒĶĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÓ
ĶńõÕļĶĶ. ╚ ±ÓņŅÕ ŃļÓŌĒŅÕ, ß¾õÕ“ Ņ±“ÓŌÓ“³± ĒÕ ±Ē¹ņ - ±ņŅŃ¾“ ļĶ ²“Ķ ÓŃÕŃÓ“¹
Ō¹’ŅļĒĶ“³ ±ŌŅĶ ¶¾ĒĻ÷ĶĶ ’Ķ ĒÓļĶ„ĶĶ Ō ĒĶ§ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ.
Ā ŪÓĻ¹“¹ņĶ Ķ ĶńŅļĶŅŌÓĒĒ¹ņĶ Ņß·ÕņÓņĶ ĒÓ ĶńõÕļĶĶ Ōļ ■“± : ’ŅļŅ±“Ķ
¾ļÕŌ¹§ õŌĶŃÓ“ÕļÕķ Ō“ŅŅķ ±“¾’ÕĒĶ, Ņ±ĒŅŌĒŅŃŅ õŌĶŃÓ“Õļ Ž-1 ±“¾’ÕĒĶ,
’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ ßÓĻŅŌ, Ó “ÓĻµÕ ńÓņÕņßÓĒĒ¹Õ ’ŅļŅ±“ĶĀ ŃÓńŅŃÕĒÕÓ“ŅĒŅŃŅ ĒÓõõ¾ŌÓ 1 ±“¾’ÕĒĶ,
ŅŃÓĒĶ„ÕĒĒ¹Õ ņÕņßÓĒÓņĶ ĶńõÕļĶ Ķ ņÕņßÓĒÓņĶ ─ė-1ĀĀ Ķ „Ó±“Ķ„ĒŅ ŌĒ¾“ÕĒĒ ’ŅļŅ±“³ ─ė-1, “.Ļ.Ō ±Ņ’ļŅŌ¹§ ńÓŃļ¾°ĻÓ§ ĒÓ
õŌĶŃÓ“Õļ § ĶņÕ■“± Ņ“ŌÕ±“Ķ . č§ÕņÓ Ó±’ŅļŅµÕĒĶ ńÓņĻĒ¾“¹§ ’ŅļŅ±“ § ĒÓ ĶńõÕļĶ §
’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 13.5.1ą, Ó ĻŅĒ±“¾Ļ“ĶŌĒÓ ±§ÕņÓ ÓŃÕŃÓ“ŅŌ Ž├č ± ²“ĶņĶ Ņß·ÕņÓņĶ
’ŅĻÓńÓĒÓ ĒÓ ąĶ±. 13.5.2ą.
ĀĀ ŪÓņÕ¹ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō ńÓņĻĒ¾“¹§ ’ŅļŅ±“ § ’Õõ±“ÓŌĶļŅ±³
ŌŅńņŅµĒ¹ņ ńÓņÕĶ“³ ĒÓ ŅŃÓĒĶ„ÕĒĒŅņ ĻŅļĶ„Õ±“ŌÕ ĶńõÕļĶķ, ĻŅ“Ņ¹Õ ’Ņ§ŅõĶļĶ
õÕ¶ÕĻ“Ó÷Ķ■ ĒÓ ╬╠Ū ’Ņ±ļÕ ±Ē “Ķ Ķ§ ± õÕµ¾±“ŌÓ ’Ņ ’Ķ„ĶĒÕ ńÓŃÓńŅŌÓĒĒŅ±“Ķ
’ŅļŅ±“Õķ ĻŅĒ“ÕķĒÕÓ. ąÕń¾ļ³“Ó“¹ ńÓņÕŅŌ ’Õõ±“ÓŌļÕĒ¹ Ō “ÓßļĶ÷Õ 13.5.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 13.5.1.ę
![]()
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀ ═ŅņÕÓ ĶńõÕļĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ŌŅ ŌĒ¾“ÕĒĒĶ§ ’ŅļŅ±“ § , ņŃ/ļ
ĀĀĀĀĀĀĀĀ ═ŅņÕÓ ĶńõÕļĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅĒ÷ÕĒ“Ó÷Ķ ’ÓŅŌ ŌŅ ŌĒ¾“ÕĒĒĶ§ ’ŅļŅ±“ § , ņŃ/ļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀĀĀ ═─╠├ĀĀĀĀĀĀĀĀ ═─╠├ĀĀĀĀĀĀĀĀĀĀ └ęĀĀĀĀĀĀĀĀĀ ═─╠├ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ė-ŽĀĀĀĀĀ ą¾ļ.─ė-ŽĀĀĀĀ Ž├╩-1ĀĀĀĀĀĀĀĀ Ž├╩-ŽĀĀĀĀĀĀĀ Ž╩╬-1ĀĀĀĀ ├├═-1
![]()
ĀĀĀĀĀĀĀĀĀĀĀ ▀2290211ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 15ĀĀĀ ĀĀĀĀĀĀĀĀ0,002ĀĀĀĀĀĀĀĀĀĀ 0,08ĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,08ĀĀĀĀĀĀĀĀĀĀĀ 0,0005ĀĀĀĀĀ 0,0005
ĀĀĀĀĀĀĀĀĀĀĀ ┬2290406ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,002ĀĀĀĀĀĀĀĀ
0,001ĀĀĀĀĀĀĀĀĀĀ 0,05ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,09ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
0,0005
ĀĀĀĀĀĀĀĀĀĀĀ ┬2290408ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0015ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,06ĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,07ĀĀĀĀĀĀĀĀĀĀĀ 0,0005ĀĀĀĀĀ
0,0005
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀ ▀229 0508ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0005ĀĀĀĀĀĀ
0,0005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÕ
ńÓņÕ ļŅ±³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ ▀229 0508ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 0,0005ĀĀĀĀĀĀ
0,0005ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÕ
ńÓņÕ ļŅ±³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ ┬ļĶ ĒĶÕ ŅßĒÓ¾µÕĒĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
¾ĻÓńÓĒĒ¹§ ÓŃÕŃÓ“ŅŌ ĒÕ ’ŅŌŅõĶļŅ±³ ńÓ Ķ±Ļļ■„ÕĒĶÕņ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ.
═Ó ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ²“Ķ§ ÓŃÕŃÓ“ŅŌ õÓĒĒÓ ńÓŃÓńŅŌÓĒĒŅ±“³ ŌļĶ ĒĶ ĒÕ ŅĻÓńÓļÓ.
┬ņÕ±“Õ ± “Õņ ŌŅ’Ņ± ńÓŃÓńŅŌÓĒĒŅ±“Ķ ńÓņĻĒ¾“¹§ ’ŅļŅ±“Õķ, Ō ĻŅ“Ņ¹§ Ņ“±¾“±“Ō¾Õ“
ĻŅĒ“Ņļ³ ńÓŃÓńŅŌÓĒĒŅ±“Ķ, ĶņÕÕ“ ĒÕņÓļŅŌÓµĒŅÕ ńĒÓ„ÕĒĶÕ, Ņ±ŅßÕĒĒŅ õļ
’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ.
ĀĀ ┬ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒÓ§ ’ĶņÕĒÕĒ¹ ÕńĶĒŅŌ¹Õ ¾’ļŅ“ĒĶ“Õļ³Ē¹Õ
ĻŅļ³÷Ó, ±ņÓńĻÓ ų╚└ę╚╠ 221 ĶĀ ±ņÓńĻÓ
┬═╚╚═Ž -229. ▌“Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ ņÓ“ÕĶÓļ¹ ņŅŃ¾“ ņÕĒ “³ ±ŌŅĶ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ
±ŌŅķ±“ŌÓ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ’ÓŅŌ ╩ąę, ’ŅĒĶĻ°Ķ§ ŌĒ¾“³ ĻļÓ’ÓĒÓ. ŽŅ“Õ
¾’ļŅ“ĒĶ“Õļ³Ē¹§ ±ŌŅķ±“Ō ÕńĶĒŅŌ¹§ ĻŅļÕ÷ ĒÓĶßŅļÕÕ Ņ’Ó±ĒÓ, “.Ļ. ŌŅ ŌÕņ
’Õõ±“Ó“ŅŌ¹§ Ņ’ÕÓ÷Ķķ õŅ ’Ņõ¹ŌÓ ņÕņßÓĒ¹Ā
ĻļÓ’ÓĒÓ, ņŅµÕ“ ’ŅĶńŅķ“Ķ Ņ“±Õ„ĻÓ ĒÓõõ¾ŌÓ ßÓĻÓ ŅĻĶ±ļĶ“Õļ Ņ ±ĶŃĒÓļĶńÓ“ŅÓ
2č├ Ķń ńÓ ’ŅĒĶĻĒŅŌÕĒĶ ŌŅńõ¾§Ó Ō¹±ŅĻŅŃŅ õÓŌļÕĒĶ ŌŅ ŌĒ¾“ÕĒĒ■■ ’ŅļŅ±“³Ā ĻļÓ’ÓĒÓ Ķ ’ŅŌ¹°ÕĒĶ Ō ĒÕņ õÓŌļÕĒĶ õŅ
ŌÕļĶ„ĶĒ ±ÓßÓ“¹ŌÓĒĶ ±ĶŃĒÓļĶńÓ“ŅÓ. ┬ ²“Ņņ ±ļ¾„ÓÕ ĒÓõõ¾Ō ßÓĻŅŌ ŃŅ■„ÕŃŅ ņŅµÕ“
’ĶŌÕ±“Ķ Ļ Óń¾°ÕĒĶ■ ±ŅŌņÕ∙ÕĒĒ¹§ õĒĶ∙ Ķ ± ’Ņ±ļÕõ¾■∙Ķņ Ōń¹ŌŅņ ÓĻÕ“¹ Ņ“
±ņÕ°ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ. č ÷Õļ³■ Ķń¾„ÕĒĶ ¾ĻÓńÓĒĒ¹§ ŌļÕĒĶķ ĒÕŅߧŅõĶņŅ Ķ±±ļÕõŅŌÓ“³
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ž╩ ’Ņ±ļÕ õļĶ“Õļ³ĒŅŃŅ ĒÓ§ŅµõÕĒĶ Ō ńÓŃÓńŅŌÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ,
’ÕõŌÓĶ“Õļ³ĒŅ Ķ±±ļÕõŅŌÓŌ ĒÓļĶ„ĶÕ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō ±ĒĶņÓÕņ¹§ ĶńõÕļĶ § õļ
õÕ¶ÕĻ“Ó÷ĶĶ.
ĀĀ ŽĶ„ĶĒ¹ ’Ņ ŌļÕĒĶ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō Ž╩ ĒÕ Ķń¾„ÕĒ¹. č 1969 ŃŅõÓ ŃÕņÕ“Ķ„ĒŅ±“³ Ž╩ ’ŅŌÕ Õ“±
ņÕ“ŅõŅņ ŌÓĻ¾¾ņĶŅŌÓĒĶ ± „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■ 1.10-5 ļ.ņ./±ÕĻ.
╚±§Ņõ Ā Ķń ²“Ņķ ĒŅ¹ ŃÕņÕ“Ķ„ĒŅ±“Ķ
±ŅŃļÓ±ĒŅ Ņ“Ó±ļÕŌŅŃŅ ±“ÓĒõÓ“Ó ’Ņ Ó±„Õ“¾ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ [64] ńÓŃÓńŅŌÓĒĒŅ±“³
ŌĒ¾“ÕĒĒĶ§ ’ŅļŅ±“Õķ ńÓ ±Õņ³ ļÕ“ ņŅµÕ“ õŅ±“ĶŃĒ¾“³ ±ÓĒĶ“ÓĒŅķ ĒŅņ¹. ┬ ²“Ņņ
±ļ¾„ÓÕ ńÓŃÓńŅŌÓĒĒŅ±“³ ņŅµÕ“ ’ŅĶ±§ŅõĶ“³ „ÕÕńĀ
±ŌÓĒ¹Õ °Ō¹, ’Ķ ĒÓļĶ„ĶÕ Ō ĒĶ§ ņĶĻŅ“Õ„Õķ ’Ņ ŌÕļĶ„ĶĒÕ Ō¹°Õ “Ņķ, ĻŅ“ŅÓ Ā Ō¹ Ōļ Õ“± ±Õõ±“ŌÓņĶ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ
± ¾ĻÓńÓĒĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“³■.
ĀĀĀ ╩ŅņÕ ²“ŅŃŅ, ńÓŃÓńŅŌÓĒĒŅ±“³ ņŅµÕ“ ’ŅĶ±§ŅõĶ“³ Ķ ńÓ ±„Õ“
õĶ¶¶¾ńĶĶ „ÕÕń ĻĶ±“ÓļļĶ„Õ±Ļ¾■ Õ°Õ“Ļ¾ ņÕ“ÓļļÓ. ╩ÓĻ ÓĒÕ ĶńļÓŃÓļŅ±³, ß¹ļ
Ņ’ÕõÕļÕĒ ĻŅ²¶¶Ķ÷ĶÕĒ“ õĶ¶¶¾ńĶĶ Ķ ±ŅŃļÓ±ĒŅ ²“Ņņ¾ ĻŅ²¶¶Ķ÷ĶÕĒ“ÓĀĀ Ō ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ ß¹ļ ’ŅĶńŌÕõÕĒ
Ó±„Õ“ ŌÕļĶ„ĶĒ¹ ŌŅńņŅµĒŅķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ŌĒ¾“ÕĒĒĶ§ ’ŅļŅ±“Õķ Ž╩ Ķ
ŃÓńŅŃÕĒÕÓ“ŅĒŅŃŅ ĒÓõõ¾ŌÓ ńÓ ±„Õ“ õĶ¶¶¾ńĶĶ „ÕÕń ĒÓ±Õ„Ļ¾ “Ņļ∙ĶĒŅķ 0,4 ņņ Ō
ņÕņßÓĒÓ§. ąÕń¾ļ³“Ó“¹ Ó±„Õ“Ó ’ĶŌÕõÕĒ¹ ĒÓ ąĶ±. 13.5.3ą Ķ ąĶ±.13.5.4ą, ĻŅ“Ņ¹ÕĀ Õ∙Õ Óń ’Ņõ“ŌÕµõÓ■“ ĒÕŅߧŅõĶņŅ±“³
“∙Ó“Õļ³ĒŅŃŅ Ķń¾„ÕĒĶ ŌŅńņŅµĒŅŃŅ ĒÓļĶ„Ķ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’ŅļŅ±“Õķ Ž╩ Ķ Ķ§
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ Ō “ÓĻĶ§ ¾±ļŅŌĶ §.
13.6Ā čļ¾„ÓĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ
Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ßļŅĻŅŌ ĻŅĒ“Ņļ õÓŌļÕĒĶ Ō Ž├č.
ĀĀ ┴ļŅĻĶ ĻŅĒ“Ņļ õÓŌļÕĒĶ Ā
┴─╬ ’Ņ ÓņĶļ¾ Ķ ┴─├ ’Ņ ŃÕ’“Ķļ¾ ¾±“ÓĒÓŌļĶŌÓ■“± ĒÓ ĻŅĒ“ÕķĒÕÕ ĶńõÕļĶ . ┬
±ŌŅÕņ ’ÕŌŅĒÓ„Óļ³ĒŅņ Ķ±’ŅļĒÕĒĶĶ ²“Ķ ßļŅĻĶ ß¹ļĶ Ō¹’ŅļĒÕĒ¹ ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ
Óń·ÕņĒ¹§ ĒĶ’’Õļ³Ē¹§ Ķ ¶ļÓĒ÷ÕŌ¹§ ±ŅÕõĶĒÕĒĶķ ’Ņ 58 °“¾Ļ ĒÓ ĻÓµõŅņ.
╩ŅĒ±“¾Ļ“ĶŌĒÓ ±§ÕņÓ ßļŅĻÓ ĻŅĒ“Ņļ Ķ “Ķ’ŅŌ Óń·ÕņĒ¹§ ±ŅÕõĶĒÕĒĶķ ’Õõ±“ÓŌļÕĒÓ
ĒÓ ąĶ±. 13.6.1ą.
ĀĀ ėĻÓńÓĒĒ¹Õ Óń·ÕņĒ¹Õ ±ŅÕõĶĒÕĒĶ ŌĶļĶ±³ Ķ±“Ņ„ĒĶĻÓņĶ “Õ„Õķ ╩ąę ĒÓ
õÕ ĶńõÕļĶķ, ĻŅ“Ņ¹Õ ŌŅńĒĶĻÓļĶ ļĶßŅ ±Óń¾ µÕ ’Ņ±ļÕ ńÓ’ÓŌĻĶ ĶńõÕļĶ , ļĶßŅ
’Ņ±ļÕ ĒÕĻŅ“ŅŅŃŅ ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ┬±ÕŃŅ ß¹ļŅ Ņ“ņÕ„ÕĒŅ 32 ±ļ¾„Ó ’Ņ“ÕĶ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, ĻŅ“Ņ¹Õ ’Ņ ŃŅõÓņ Ó±’ÕõÕļĶ±³ ±ļÕõ¾■∙Ķņ ŅßÓńŅņ: 1967 ¢ 17, 1978
¢ 9, 1969 ¢ 4 Ķ 1970 ¢ 2 ±ļ¾„Ó .
Ā
Ā ęÕ„Ķ ĒÓßļ■õÓļĶ±³ ĒÓ 16 ĶńõÕļĶ § ’Ņ ÓņĶļ¾ Ķ ĒÓ 16 ĶńõÕļĶ § ’Ņ
ŃÕ’“Ķļ¾, „“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ ÓŌĒŅŌÕŅ “ĒŅ±“ĒŅņ §ÓÓĻ“ÕÕ ’Ņ ŌļÕĒĶ “Õ„Õķ ’Ņ
ĻŅņ’ŅĒÕĒ“Óņ. ŽÕÕ„ÕĒ³ ±ļ¾„ÓÕŌ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ’Ņ ņÕ±“Óņ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ
’Õõ±“ÓŌļÕĒ Ō “ÓßļĶ÷Õ 13.6.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.6.1ę
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ
ĀĀĀ ĀĀĀĀĀęĶ’ ßļŅĻÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Õ±“Ņ “Õ„ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Õ“Ņõ ¾±“ÓĒÕĒĶ
“Õ„Ķ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═Ķ’’Õļ³ĒŅÕĀĀĀ ╠ÕßÓĒÓĀĀĀĀĀĀĀ ŽŅõ“ µĻÓĀĀĀ ŪÓņÕĒÓ
ßļŅĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═Ķ’’Õļ³ĒŅÕĀĀĀ ╠ÕßÓĒÓĀĀĀĀĀĀĀ ŽŅõ“ µĻÓĀĀĀ ŪÓņÕĒÓ
ßļŅĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀõÓ“„ĶĻÓ
![]()
ĀĀĀĀĀĀĀĀĀ
┴─├ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
15ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 12ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4
![]() ĀĀĀĀĀĀĀĀĀ ┴─╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16
ĀĀĀĀĀĀĀĀĀ ┴─╬ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16
![]()
Ā ╩ÓĻ ŌĶõĒŅ Ķń “ÓßļĶ÷¹, “Õ„Ķ ’Ņ ŃÕ’“Ķļ¾ ĒÓßļ■õÓļĶ±³, Ō Ņ±ĒŅŌĒŅņ, ’Ņ
ĒĶ’’Õļ³Ē¹ņ ±ŅÕõĶĒÕĒĶ ņ Ó ’Ņ ÓņĶļ¾ ÓŌĒŅņÕĒŅ Ó±’ÕõÕļĶļĶ±³ ņÕµõ¾ ņÕņßÓĒŅķ
õÓ“„ĶĻÓ õÓŌļÕĒĶ Ķ Ķ ĒĶ’’Õļ³Ē¹ņĶ ±ŅÕõĶĒÕĒĶ ņĶ. ŽŅõ“ µĻÓ ’Ņ ÓņĶļ¾ ĒÕ ’ĶŌŅõĶļÓ Ļ
ŌŅ±±“ÓĒŅŌļÕĒĶ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ķ Ō±Õ ßļŅĻĶ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ĒŅŌ¹Õ, Ó ’Ņ ŃÕ’“Ķļ¾
¾õÓļŅ±³ ’Ņõ“ Ē¾“³ 12 ßļŅĻŅŌ.
ĀĀ ┬ 1967 ŃŅõ¾ ßļŅĻĶ ± Óń·ÕņĒ¹ņĶ ±ŅÕõĶĒÕĒĶ ņĶ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ
ŌĒŅŌ³ ÓńÓßŅ“ÓĒĒ¹Õ ßļŅĻĶ,Ā ±§ÕņÓ
ĻŅ“Ņ¹§ ’ĶŌÕõÕĒÓ ĒÓ ąĶ±.13.6.2ą ┬ ±ŌÓĒ¹§ ßļŅĻÓ§ (ĒĶµĒ ±§ÕņÓ ĒÓ Ķ±¾ĒĻÕ) Óń·ÕņĒ¹Õ
±ŅÕõĶĒÕĒĶ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ±ŌÓĒ¹Õ ±ŅÕõĶĒÕĒĶ , ĒŅ Ō±Õ ÓŌĒŅ Ņ±“ÓļĶ±³ Óń·ÕņĒ¹Õ
±ŅÕõĶĒÕĒĶ Ō ĻļÓ’ÓĒÕ Óń·ÕņÓ1 Ķ 4 ±ŅÕõĶĒÕĒĶ ņÕņßÓĒ¹ Ō õÓ“„ĶĻÓ§ õÓŌļÕĒĶ . ▌“Ņ
’ĶŌÕļŅ Ļ ÕńĻŅņ¾ ±ĒĶµÕĒĶ■ ±ļ¾„ÓÕŌ ’Ņ ŌļÕĒĶ “Õ„Õķ, ĒŅ Ō 1970 ŃŅļ¾ Ō±Õ ÓŌĒŅ
õŌÓ ±ļ¾„Ó ’Ņ“ÕĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ņÕļĶ ņÕ±“Ņ.
ĀĀ čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³ ±ļÕõ¾■∙ÕÕ Ņ ÓßŅ“Õ č─╩Ū. ┬Ņ Ō±Õ§ ±ļ¾„Ó §
’Ņ ŌļÕĒĶ “Õ„Õķ ’Ņ ŃÕ’“Ķļ¾ č─╩Ū ±ÓßŅ“ÓļÓ Ķ Ō¹õÓļÓ ±ĶŃĒÓļ Ņ ’Ņ ŌļÕĒĶĶ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ. ŽŅ ŅĻĶ±ļĶ“Õļ■ ĒĶ Ō ŅõĒŅņ ±ļ¾„ÓÕ č─╩Ū ĒÕ ±ÓßŅ“ÓļÓ Ķ ±ĶŃĒÓļÓ Ņ
’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĒÕ ’Ņ±“¾’ÓļŅ, Ó ŅĒÓ ŅßĒÓ¾µĶŌÓļÓ±³ “Ņļ³ĻŅ ’Ķ Ņ±ņŅ“Õ
ĶńõÕļĶĶ ŌŅ ŌÕņ ÕŃļÓņÕĒ“Ē¹§ ÓßŅ“. ╚ņÕĒĒŅ ²“Ņ Ņß±“Ņ “Õļ³±“ŌŅ ’Ņ±ļ¾µĶļŅ
Ņ±ĒŅŌÓĒĶÕņ Ō ńÓĻļ■„ÕĒĶĶ Ņ ĒÕõŅ±“Ó“Ņ„ĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ č─╩Ū ’Ņ ŅĻĶ±ļĶ“Õļ■.
13.7Ā ┬ļĶ ĒĶÕ ŌÕņÕĒĶ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ’Ņ ŌļÕĒĶÕ ńÓŃÓńŅŌÓĒĒŅ±“Ķ.
Ā
Ā ŽĶ Ņ÷ÕĒĻÕ ŌļĶ ĒĶ ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ŅßĒÓ¾µÕĒĶÕ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ’Õõ±“ÓŌļ Õ“± Ō¹õÕļĶ“³ õŌÕ Ń¾’’¹ “ÓĻĶ ĶńõÕļĶķ:
-ĶńõÕļĶ , ĒÓ ĻŅ“Ņ¹§
ńÓŃÓńŅŌÓĒĒŅ±“³ ŅßĒÓ¾µĶŌÓļÓ±³ õŅŌŅļ³ĒŅ ß¹±“Ņ, Ō ±ÕõĒÕņ ńÓ 7 ņÕ± ÷ÕŌ,
-ĶńõÕļĶ , ĒÓ ĻŅ“Ņ¹§
ńÓŃÓńŅŌÓĒĒŅ±“³ ŅßĒÓ¾µĶŌÓļÓ±³ ’Ņ±ļÕ ßŅļÕÕ õļĶ“Õļ³ĒŅŃŅ ±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ßŅļÕÕ
7 ņÕ± ÷ÕŌ.
Ā┬ ’ÕŌŅķ Ń¾’’Õ ß¹ļŅ ŅõĒŅ ĶńõÕļĶÕ, ĻŅ“ŅŅÕ ’Ņ“Õ ļŅ ńÓŃÓńŅŌÓĒĒŅ±“³
Ō 1966 ŃŅõ¾ ĶĀ õŌÓ ĶńõÕļĶ Ō 1967ŃŅõ¾.
┬Ņ Ō“ŅŅķ Ń¾’’ÕĀ ’Ņ“Õ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō
ĶńõÕļĶ § Ó±’ÕõÕļĶ±³ Ō “ÓĻŅķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅ±“Ķ: Ō 1967 Ń.- 2 ĶńõÕļĶ , Ō 1968
Ń- 2 ĶńõÕļĶ , Ō 1969 Ń. ¢ 1 ĶńõÕļĶÕ Ķ Ō 170 Ń Ķ§¢ 5 ĶńõÕļĶķ. ─ļ ĒÓŃļ õĒŅ±“Ķ
²“Ķ õÓĒĒ¹Õ ’Õõ±“ÓŌļÕĒ¹Ā Ō ŌĶõÕ ŃÓ¶ĶĻŅŌ
ĒÓ ąĶ±. 13.7.1ą.
ĀĀ ═Ó ŃÓ¶ĶĻÕ 1 ’Õõ±“ÓŌļÕĒ “Õņ’ Ķ §ÓÓĻ“Õ Ō¹ ŌļÕĒĶ ĶńõÕļĶķ ±
ĒÕŃÕņÕ“Ķ„ĒŅ±“ ņĶ ± 1966 ’Ņ 1970 ŃŅõ¹ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
╩ÓµõŅķ “Ņ„ĻÕ õÓĒ ĒŅņÕ, ±ŅŅ“ŌÕ“±“Ō¾■∙ĶķĀ
’Ņ õĻŅŌŅņ¾ ĒŅņÕ¾ ĶńõÕļĶ ’Ņ “ÓßļĶ÷Õ ąĶ±. 13.1.2ą. ąÓ±’ÕõÕļÕĒĶÕ ’Ņ
’ÕŌŅķ Ń¾’’Õ ĶńõÕļĶķ ’ŅĻÓń¹ŌÓÕ“, „“Ņ ĒÓ ²“Ķ§ ĶńõÕļĶ § Ó±§Ņõ ĻŅņ’ŅĒÕĒ“Ó ß¹ļ
ńĒÓ„Ķ“Õļ³Ē¹ķ,Ā Ķ Ķ§ ĒÕŃÕņÕ“Ķ„ĒŅ±“³
’Ņ Ōļ ļÓ±³ õŅŌŅļ³ĒŅ ß¹±“Ņ. ╩ŅļĶ„Õ±“ŌŅ “ÓĻĶ§ ĶńõÕļĶķ ’Ņ ŃŅõÓņ ¾ņÕĒ³°ÓļŅ±³. ─ļ
Ō“ŅŅķ Ń¾’’¹ ĻŅļĶ„Õ±“ŌŅ ĶńõÕļĶķ ’Ņ ŃŅõÓņ Ņ±ļŅ.Ā ╚ń ŃÓ¶ĶĻŅŌ ŌĶõĒŅ, „“Ņ ĒÓĶßŅļÕÕ ŌÕŅ “ĒŅÕ ŌÕņ ’Ņ ŌļÕĒĶ
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ, ĶņÕ■∙Ķ§ “Õ„Ķ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ 2-4 ļÕ“. ╬ĒĶ ĒÕ
Ō¹ Ōļ ļĶ±³ ŌŌĶõ¾ ±ļÓßŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ õÓ“„ĶĻŅŌĀ č─╩Ū.ĀĀ ▌“Ņ ŌÕņ ±ļÕõ¾Õ“
Ņ’ÕõÕļĶ“³, ĻÓĻ ±Ļ¹“¹ķ ’ÕĶŅõ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĀĀ ┬±Õ ŅßĒÓ¾µÕĒĒ¹Õ “Õ„Ķ ĒÓ ĶńõÕļĶ § ĒŅ± “ ’ŅĶńŌŅõ±“ŌÕĒĒ¹ķ
§ÓÓĻ“Õ Ķ Ōļ ļĶ±³ ļĶßŅ ŅßĒÓ¾µÕĒĒ¹ņĶ Ō ’ŅĶńŌŅõ±“ŌÕ Ķ ĒÕ ¾±“ÓĒÕĒĒ¹ņĶ ĶļĶ
Ō±Ļ¹ŌÓļĶ±³ ļĶßŅ ’Ņ ŌĻļ■„ÕĒĶ ņ ņÕõĶ Ō ŅĻļŅ∙ŅŌĒ¾■ ńŅĒ¾ ĶļĶ ŌŅńĒĶĻÓļĶ ± “Õ„ÕĒĶÕņ
ŌÕņÕĒĶ ’Ņ ŅĻĶ±Ē¹ņ ’ļÕĒÓņ. ┬ņÕ±“Õ ± “Õņ ĻŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ ŅĻĶ±Ē¹§ ’ļÕĒ ĒÕ
Ķń¾„ÓļÓ±³, “ÓĻµÕ ĻÓĻ Ķ ±“ŅķĻŅ±“³ ÕŃļÓņÕĒ“ĶŅŌÓĒĒ¹§ õŅ’¾±ĻÓÕņ¹§ ŌĻļ■„ÕĒĶķ Ō
±ŌÓĒ¹§ °ŌÓ§. ╬õĒÓĻŅ ’Ņ±ļÕ 1971 ŃŅõÓĀ Ķ
ńÓŌÕ°ÕĒĶ ÓßŅ“¹ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ ĒĶ ŅõĒŅ ĶńõÕļĶÕ ĒÕ ’Ņ“Õ ļŅ
ŃÕņÕ“Ķ„ĒŅ±“Ķ ŌŅ“ ¾µÕ Ō “Õ„ÕĒĶĶ 31 ŃŅõÓ, ’ŅõŅļµÓ■∙Õķ± Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ┬ Õń¾ļ³“Ó“Õ ÓßŅ“¹ ±’Õ÷ĶÓļĶ±“ŅŌ ŌĀ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ, ²“Ņķ ĻŅņĶ±±ĶÕķĀĀ ß¹ļŅ Ō¹õÓĒŅ ’Ņ õĻÓ 90 ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ
±ļÕõ¾■∙Ķņ ŌŅ’Ņ±Óņ: “Õ§ĒŅļŅŃĶĶ ±ŌÓĻĶ ¢ 12 ņÕŅ’Ķ “Ķķ, ĻŅĒ“Ņļ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ
’Ķ ±ŌÓĻÕ ¢ 16, ŅŃÓĒĶńÓ÷ĶŅĒĒ¹Õ ņÕŅ’Ķ “Ķ ¢ 17, ĒÓ¾„ĒŅ Ķ±±ļÕõŅŌÓ“Õļ³±ĻĶÕ
ÓßŅ“¹ ¢ 22, ²Ļ±’ļ¾Ó“Ó÷Ķ Ō ŌŅĶĒ±ĻĶ§ „Ó±“ § 10, ’Ņ ĻŅĒ±“¾Ļ÷ĶĶ ’Õ±’ÕĻ“ĶŌĒ¹§
ÓĻÕ“ -13. ▌“Ķ ÕĻŅņÕĒõÓ÷ĶĶ ß¹ļĶ ÕÓļĶńŅŌÓĒ¹ ’Ņ ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒ¹ņ ’ļÓĒÓ
Ō ╠ĶĒŅß∙ÕņÓ°Õ Ķ ╠ĶĒÓŌĶÓ’ŅņÕ.Ā
13.8.Ā ╬ßńŅ Õń¾ļ³“Ó“ŅŌ
õÕ¶ÕĻ“Ó÷ĶĶ ÕµÕŃŅõĒŅ ±ĒĶņÓÕņ¹§ ĶńõÕļĶķ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĀĀ
ĀĀ ŽÕÕõ ĶńļŅµÕĒĶÕņ ĻŅĒĻÕ“ĒŅŃŅ
ņÓ“ÕĶÓļÓ Ō õÓĒĒŅņ ÓńõÕļÕ ÷ÕļÕ±ŅŅßÓńĒŅ ’ĶŌÕ±“Ķ ĻÓ“Ļ¾■ Ķ±“ŅĶ„Õ±Ļ¾■ ±’ÓŌĻ¾
’Ņ ŌŅ’Ņ±¾ ’ŅŌĶõ ∙Õķ± ÕµÕŃŅõĒŅķ õÕ¶ÕĻ“Ó÷ĶĶ ÓĻÕ“, ±ĒĶņÓÕņ¹§ ± õÕµ¾±“ŌÓ.
ĀĀ ┬ ’Ņ÷Õ±±Õ ÓßŅ“¹ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ Ō 1970 ŃŅõ¾, ’Ņ “ÕßŅŌÓĒĶ■
ņĶĒĶ±“Ó ╠╬╠ └¶ÓĒÓņ³ÕŌÓ č.└. Ķ ņĶĒĶ±“Ó ╠╬ ├Õ„ĻŅ └.└., Õķ ß¹ļŅ ’ÕõļŅµÕĒŅ
Ō¹õÓ“³ ńÓĻļ■„ÕĒĶÕ Ņ ĒÕŌŅńņŅµĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶĀ
ÓĻÕ“ ėą-100 ßŅļÕÕ „Õņ ’ “Ķ ļÕ“ Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ŅĒĶ ½±ŃĒĶļĶ╗. ęÓĻŅÕ
ńÓĻļ■„ÕĒĶÕ Ķņ “ÕßŅŌÓļŅ±³ ± “Õņ, „“Ņß¹ ĒÓ„Ó“³ ńÓņÕĒ¾ ²“Ķ§ ņŅĒŅßļŅ„Ē¹§ ÓĻÕ“ ĒÓ
ßŅļÕÕ ±ŅŌÕ°ÕĒĒ¹Õ, ’Ņ±ĻŅļ³Ļ¾ Ō čž└ ńÓŌÕ°ÓļÓ±³ ÓńÓßŅ“ĻÓ ÓĻÕ“¹ ½╠ĶĒĶ“ņÕĒ╗ ±
“Õņ ŃŅļŅŌĒ¹ņĶ ßļŅĻÓņĶ. ═ÓĀ Ķ§ ńÓņÕĒ¾
’ÓŌĶ“Õļ³±“ŌŅ ’Ņ±“Ņ “ÓĻ, Ņ„ÕŌĶõĒŅ, ĒÕ ņŅŃļŅ ’Ņķ“Ķ, ²ĻŅĒŅņ ±Õõ±“ŌÓ.
ĀĀĀ ┬¹õÓ“³ “ÓĻŅÕ ńÓĻļ■„ÕĒĶ ĻŅņĶ±±Ķ ĒÕ ņŅŃļÓ Ō ±Ķļ¾ Ņ“±¾“±“ŌĶ ,
ĻÓĻĶ§ ļĶßŅ õÓĒĒ¹§ õļ ²“ŅŃŅ. ŪÓ“Õņ ÕÕ ’Õõ±ÕõÓ“Õļ³, ’Ņõ õÓŌļÕĒĶÕņ ÓĻÓõÕņĶĻÓ
ūÕļŅņÕ ┬.═., ļĶ„ĒŅ Ō¹õÓļ ńÓĻļ■„ÕĒĶÕ, „“Ņ ĒÕļ³ń “Ņ„ĒŅ ¾“ŌÕµõÓ“³, ±ĻŅļ³ĻŅ ļÕ“
ÓĻÕ“¹ ņŅŃ¾“ ĒÓ§ŅõĶ“³± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’Ņõ“ŌÕµõÕĒĒŅÕ ńÓ“Õņ ±’Õ÷ĶÓļ³ĒŅ
±ŅńŌÓĒĒ¹ņ ’Ņ ²“Ņņ¾ ŌŅ’Ņ±¾ čŅŌÕ“Ņņ ŃļÓŌĒ¹§ ĻŅĒ±“¾Ļ“ŅŅŌ. ▌“Ņ ńÓĻļ■„ÕĒĶÕ Ķ
’Ņ±ļ¾µĶļŅ Ņ±ĒŅŌÓĒĶÕņĀ õļ ńÓņÕĒ¹ ÓĻÕ“,
ĻŅ“ŅÓ Ō±Õ ¢ “ÓĻĶ ÓńŌÕĒ¾ļÓ±³.
ĀĀĀ ŽŅ±ļÕ ²“ŅŃŅ, ’Õõ±ÕõÓ“Õļ³ ╠┬╩ Ō õŅĻļÓõÕ Ō ┬Ž╩ ÕĻŅņÕĒõŅŌÓļ
ÕµÕŃŅõĒŅ ±ĒĶņÓ“³ ŅõĒŅ ĶńõÕļĶÕ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ õļ õÕ¶ÕĻ“Ó÷ĶĶ, Ó ŅõĒŅ ĶńõÕļĶÕ
ńÓ’¾±ĻÓ“³ ’Ņ °“Ó“ĒŅķ ’ŅŃÓņņÕ ± ┴ÓķĻŅĒ¾Ó, ’ÕÕŌÕń ÕŃŅ “¾õÓ ±Ņ °“Ó“ĒŅŃŅ
Ņß·ÕĻ“Ó, ± “Õņ, „“Ņß¹ Ņ’ÕõÕļ “³ Ķ§ ¶ÓĻ“Ķ„Õ±Ļ¾■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³.Ā ▌“Ņ ’ÕõļŅµÕĒĶÕ ß¹ļŅ ’ĶĒ “Ņ, Ķ ± “Õ§ ’Ņ
²“Ó ÓßŅ“Ó ’ŅŌŅõĶ“± ÕµÕŃŅõĒŅ, Ó ’Õõ±ÕõÓ“Õļ³ ╠┬╩ ß¹ļ Ņ“±“ÓĒÕĒ Ņ“ ²“Ņķ ÓßŅ“¹
ĒÓ ½Ō±Õ Ņ±“ÓŌ°ÕÕ± ŌÕņ ńÓ ĒÕ’Ņ±ļ¾°ÓĒĶÕ╗, ÓńÓßŅ“ÓŌ ’ŅŃÓņņ¹ õÕ¶ÕĻ“Ó÷ĶĶ,
ĻŅ“Ņ¹Õ ńÓ“Õņ ß¹ļĶ ’ÕÕĶńõÓĒ¹ Ķ ’Ņ ĒĶņ Ķ ’ŅĒ¹ĒÕ ŌÕõ¾“± ÓßŅ“¹Ā ’Ņ õÕ¶ÕĻ“Ó÷ĶĶ ÓĻÕ“ [203,204,205].
ĀĀĀ ═Ó±“Ņ Ō°Ó ÓßŅ“Ó,Ā Ō
ŌĶõÕ “¾õŅŌ ╩┴, ĒÓ’Ķ±ÓĒĒÓ ß¹Ō°Ķņ ’Õõ±ÕõÓ“ÕļÕņ ╠┬╩ ’ÕÕõ ¾§ŅõŅņ ÕŃŅ ĒÓ ’ÕĒ±Ķ■
±’¾±“ 38 ļÕ“ ’Ņ±ļÕ Ņ“±“ÓĒÕĒĶ ÕŃŅ Ņ“ ²“Ņķ ÓßŅ“¹, ĒÓ’Ķ±ÓĒÓ ± “Õņ, „“Ņß¹ Ō
’Ņ±ļÕõ¾■∙ĶÕ ŃŅõ¹, “Õ, Ļ“Ņ ß¾õ¾“ ÓńÓßÓ“¹ŌÓ“³ ĒŅŌ¹Õ ĶńõÕļĶ , ĒÓ ńÓņÕĒ¾ “Õ§,
ĻŅ“Ņ¹Õ Ō±Õ ÓŌĒŅ ĻŅŃõÓ-“Ņ ’ĶõÕ“± ±ĒĶņÓ“³ ± õÕµ¾±“ŌÓ, ĶņÕļĶ ß¹ ¾ ±Õß
Ķ±“ŅĶ■ Ķ “Õ§ĒĶ„Õ±ĻĶÕ õÓĒĒ¹Õ ’Ņ ŅßÕ±’Õ„ÕĒĶ■ õŅļŃŅŌÕ„ĒŅ±“Ķ “Õ§ ÓĻÕ“, ĻŅ“Ņ¹Õ
’ĶõÕ“± ńÓņÕĒ “³ ĒÓ ĒŅŌ¹Õ. ─ļ ĒŅŌ¹§ ÓĻÕ“ ńÓõÓ„Ó ŅßÕ±’Õ„ÕĒĶ Ķ§ õŅļŃŅŌÕ„ĒŅ±“Ķ
ĒÕ ’Ņ“Õ Õ“ “ÓĻµÕ ńĒÓ„ÕĒĶ .
ĀĀ ─ļ ÓĻÕ“, ±“Ņ ∙Ķ§ Ē¹ĒÕ ĒÓ õÕµ¾±“ŌÕ, Ņ’ÕõÕļÕĒĶÕ Ņ±“ÓŌ°ÕŃŅ±
±ŅĻÓ ĒÓõÕµĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’ĶŅßÕ“ÓÕ“ ßŅļ³°ŅÕ ńĒÓ„ÕĒĶÕ, ’Ņ±ĻŅļ³Ļ¾ ŅĒĶ
’ĶßļĶµÓ■“± õÕķ±“ŌĶ“Õļ³ĒŅ Ļ ŌŅńņŅµĒŅņ¾ ±ŅĻ¾ ±Ņ§ÓĒÕĒĶ Ķ§ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ Ķ
Ņ“ “∙Ó“Õļ³ĒŅ±“Ķ Ō Ņ÷ÕĒĻÕ Ķ§ ±Ņ±“Ņ ĒĶ ß¾õÕ“ ńÓŌĶ±Õ“³ Ō ßŅļ³°Ņķ ±“Õ’ÕĒĶ
ßÕńŅ’Ó±ĒŅ±“³ ĒÓ§ŅµõÕĒĶ Ó“ŅņĒ¹§ ńÓ õŅŌ Ō °Ó§“Ó§, ± “Õņ „“Ņß¹ ĒÕ ’ŅŌ“ŅĶ“³
ĒŅŌ¹ķ ūÕĒŅß¹ļ³.
ĀĀ čŅŃļÓ±ĒŅ ÓńÓßŅ“ÓĒĒ¹§ ’ŅŃÓņņ õÕ¶ÕĻ“Ó÷ĶĶ ĻŅ’¾±Ó 15č300, ’Ņ ÕÕ
Õń¾ļ³“Ó“Óņ õŅļµĒ¹ Ō¹’¾±ĻÓ“³± Ņ“„Õ“Ē¹Õ õŅĻ¾ņÕĒ“¹, ’Õõ±“ÓŌļÕĒĒ¹Õ Ō
“ÓßļĶ÷Ó§Ā 13.8.1ę;Ā 13.8.3ę Ķ 13.8.3, ±Ņ±“ÓŌļÕĒĒ¹Õ ’Ņ ’ŅŃÓņņÓņ
[ 203, 204, 205]. ╩ ±ŅµÓļÕĒĶ■, ’Ņ ĻŅ’¾±¾ ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ ĒÓķ“Ķ
ĻÓĻĶÕ ¢ ļĶßŅ ŅßŅß∙Ó■∙ĶÕ ±ŌŅõĒ¹Õ ŃŅõŅŌ¹Õ Ņ“„Õ“¹ ’Ņ “Õ§ĒĶ„Õ±ĻĶņ §ÓÓĻ“ÕĶ±“ĶĻÓņ,
Ņ’ÕõÕļ Õņ¹ņ Ō ’Ņ÷Õ±±Õ õÕ¶ÕĻ“Ó÷ĶĶ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ’ŅŃÓņņÓņĶ Ķ§ ’ŅŌÕõÕĒĶ ..
╚ņÕ■“± Ņ“õÕļ³Ē¹Õ ±ŌÕõÕĒĶ ’Ņ “Õņ ĶļĶ ĶĒ¹ņ ŌŅ’Ņ±Óņ, ’Ņ ĻŅ“Ņ¹ņ ¾ĻÓń¹ŌÓÕ“± ,
„“Ņ Ó±±ņÓ“ĶŌÓÕņ¹Õ ’ÓÓņÕ“¹ ĒÕ Ō¹§Ņõ “ ńÓ ’ÕõÕļ¹, ¾±“ÓĒŅŌļÕĒĒ¹Õ
ĻŅĒ±“¾Ļ“Ņ±ĻŅķ õŅĻ¾ņÕĒ“Ó÷ĶÕķ ĒÓ ĶńõÕļĶÕ Ķ ’Ņ ĒĶņ Ō¹õÓÕ“± Ņß∙ÕÕ ńÓĻļ■„ÕĒĶÕ Ņ
’ŅõļÕĒĶĶ ±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ĀĀ┬ņÕ±“Õ ± “Õņ, ’Ķ “ÓĻŅņ
’Ņõ§ŅõÕ Ļ ÓĒÓļĶń¾ õÕ¶ÕĻ“Ó÷ĶĶ ¾“Ó„ĶŌÓÕ“± ŌŅńņŅµĒŅ±“³ ’Ņļ¾„ÕĒĶ ±ŌÕõÕĒĶķ Ņ
õĶĒÓņĶĻÕ ĶńņÕĒÕĒĶ “Õ§ ĶļĶ ĶĒ¹§ ±ŌŅķ±“Ō õÓµÕ Ō ’ÕõÕļÓ§ Ķ§ õŅ’¾±ĻŅŌ, „“Ņ ŌÕ±³ņÓ
ŌÓµĒŅ õļ ŅĶÕĒ“ĶŅŌŅ„ĒŅķ Ņ÷ÕĒĻĶ ’Õ±’ÕĻ“ĶŌĒŅŃŅ ±Ņ±“Ņ ĒĶ ĶńõÕļĶ . ╩ŅņÕ “ŅŃŅ,
ņŅŃ¾“ ß¹“³ ’Ņļ¾„ÕĒ¹ õÓĒĒ¹Õ, õÓļÕĻŅ ĒÕ ŅõĒŅńĒÓ„Ē¹Õ Ō Ķ§ “ŅļĻŅŌÓĒĶĶ, ĻÓĻ ²“Ņ,
ĒÓ’ĶņÕ, ’ŅĶ±§ŅõĶ“ ± ’ŅĻÓńÓ“Õļ ņĶ ’Ņ„ĒŅ±“Ķ ņÓ“ÕĶÓļÓ ßÓĻŅŌ ĶńõÕļĶ , Ó
ńÓŃÓńŅŌÓĒĒŅ±“³ ńÓĻ¹“¹§ Ķ ĶńŅļĶŅŌÓĒĒ¹§ ’ŅļŅ±“Õķ ĶńõÕļĶ ŌŅŅß∙Õ ĒÕ ’ŅŌÕ Õ“±
ĒÓ ±ĒĶņÓÕņ¹§ ĶńõÕļĶ §, „“Ņ ĒÓ ŌńŃļ õ ÓŌ“ŅÓ ĻÓķĒÕ ĒÕõŅ’¾±“ĶņŅ.
ĀĀ č ’Ņ„ĒŅ±“³■ ņÓ“ÕĶÓļÓ ßÓĻŅŌ ’ŅĶ±§ŅõĶ“ ±ļÕõ¾■∙ÕÕ.
ĀŽŅ ņÓ“ÕĶÓļÓņ, ĶņÕ■∙Ķņ± Ō ņÓ“ÕĶÓļŅŌÕõ„Õ±ĻŅņ Ņ“õÕļÕ ╩┴ ½čÓļ■“╗,
ĒÓ Ķ±¾ĒĻÕ ąĶ±. 13.8.1ą ’ĶŌÕõÕĒ¹ Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ŅßÓń÷ŅŌ ņÓ“ÕĶÓļÓĀ ĻŅ’¾±Ó 15č300 ±Ņ ±Ē “¹§ ĶńõÕļĶķĀ ’Ņ ŃŅõÓņ, Ō¹ÕńÓĒĒ¹§ ĶńĀ ßÓĻŅŌ ŅĻĶ±ļĶ“Õļ Ķ ŃŅ■„ÕŃŅ ’ÕŌŅķ ±“¾’ÕĒĶ,
Ō¹’ŅļĒÕĒĒ¹§ Ķń ±’ļÓŌÓ └╠Ń6-═. ═Ó„ĶĒÓ■“± ŃÓ¶ĶĻĶ ± 19 ļÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
’Ņ±ĻŅļ³Ļ¾ ĶĒ¶ŅņÓ÷ĶĶ Ņ õÓĒĒ¹§ ’Ņ ’Õõ¹õ¾∙Ķņ ŃŅõÓņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓķ“Ķ ĒÕ
’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ.
Ā ═Ó ŃÓ¶ĶĻÓ§ Ķ±¾ĒĻÓ ąĶ±.13.8.1ą ’Õõ±“ÓŌļÕĒ¹ ńĒÓ„ÕĒĶ ’Ņ„ĒŅ±“Ķ,
’ÕõÕļÓ “ÕĻ¾„Õ±“Ķ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅŃŅ ¾õļĶĒÕĒĶ Ā
Ō Ņ±ÕŌŅņ ĒÓ’ÓŌļÕĒĶĶ ±’ļÓŌÓ └╠Ń6-═, Ó “ÓĻµÕ ’Ņ„ĒŅ±“Ķ ±ŌÓĒ¹§ °ŌŅŌ ²“ŅŃŅ
±’ļÓŌÓ, ĻŅ“ŅÓ Ó±“Õ“Ā ’Ņ ŃŅõÓņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ. ŽŅ„ĒŅ±“³ ņÓ“ÕĶÓļÓ Ō ĻŅļ³÷ÕŌŅņ ĒÓ’ÓŌļÕĒĶĶ ĒÕ±ĻŅļ³ĻŅ ßŅļ³°Õ, „Õņ
Ō Ņ±ÕŌŅņ ĒÓ’ÓŌļÕĒĶĶ.
ĀĀĀ ┬ ²“Ķ§ ņÓ“ÕĶÓļÓ§ ĒÕ ’ĶŌŅõ “± ±ŌÕõÕĒĶ Ņ ĶņÕŌ°Ķ§ ņÕ±“Ņ
ÓńßŅ±Õ ’ŅĻÓńÓ“ÕļÕķ. ąÓńßŅ± ŌÕļĶ„ĶĒ ±ĒĶņÓÕņ¹§ ’ŅĻÓńÓ“ÕļÕķ ’Ķ Ķ±’¹“ÓĒĶ §
ĶņÕÕ“± ’Ņ ’Ņ„ĒŅ±“Ē¹ņ ’ŅĻÓńÓ“Õļ ņ Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓ, Ó “ÓĻµÕ ’Ņ ±ŌÓĒ¹ņ °ŌÓņ
“Ņļ³ĻŅ Ō Ķ±’¹“ÓĒĶ §, ’ŅŌÕõÕĒĒ¹§ ’Ņ±ļÕ 19 ļÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ [206].
ĀĀ ŪŅĒÓ ½└╗ ĒÓ ąĶ± 13.8.1ą ’Õõ±“ÓŌļ Õ“ ±ŅßŅķĀ ĻŅĶõŅ ÓńßŅ±Ó ńĒÓ„ÕĒĶķ ’Ņļ¾„ÕĒĒ¹§
ŌÕļĶ„ĶĒ, Ó ±’ļŅ°ĒŅķ ļĶĒĶÕķ ĒÓĒÕ±ÕĒ¹ Ķ§ ±ÕõĒĶÕ ’ŅĻÓńÓ“ÕļĶ. Ž¾ĒĻ“ĶĒ¹ņĶ ļĶĒĶ ņĶ
ĒÓ ŃÓ¶ĶĻÓ§ ĒÓĒÕ±ÕĒ¹ “Õß¾Õņ¹Õ ŌÕļĶ„ĶĒ¹ ’Ņ ╩─ õļ ĻÓµõŅŃŅ ’ŅĻÓńÓ“Õļ . ┴ŅļÕÕ
ńĒÓ„Ķ“Õļ³Ē¹ķ Ņ±“ ’Ņ„ĒŅ±“Ķ ĒÓßļ■õÓÕ“± õļ ņÓ“ÕĶļÓ ŅĻĶ±ļĶ“Õļ³ĒŅŃŅ ßÓĻÓ Ķ
ņÕĒÕÕ ńĒÓ„Ķ“Õļ³Ē¹ķ õļ ŃÕ’“Ķļ³ĒŅŃŅ ßÓĻÓ, ĒŅ ’Ņ±ļÕ 31 ŃŅõÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
’ŅĻÓńÓĒĶ ’Ņ„ĒŅ±“Ķ ±“ÓßĶļĶńĶŅŌÓļĶ±³ ĒÓ ŅõĒŅņ ¾ŅŌĒÕ õļ ßÓĻŅŌ ŅßŅĶ§
’Ņõ¾Ļ“ŅŌ. ╬±ĒŅŌĒ¹Õ ’ŅĻÓńÓ“ÕļĶ õļ ņÓ“ÕĶÓļÓ ßÓĻÓ ╬1 ’Ņ±ļÕ 19 Ķ 31 ŃŅõŅŌ
²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ó “ÓĻµÕ ’Ņ÷ÕĒ“ Ķ§ ĶńņÕĒÕĒĶ ’ĶŌÕõÕĒ¹ Ō “ÓßļĶ÷Õ 1.13.1ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 1.13.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅĻÓńÓ“Õļ³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌ └ņŃ6-═ĀĀĀĀĀĀĀĀĀĀĀĀ č’ļÓŌ └╠Ń6-╠ĀĀĀĀĀĀĀĀ
%ĀĀĀĀĀĀĀĀ %ĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 19ĀĀĀĀĀĀĀĀĀĀĀĀĀ 31ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 19ĀĀĀĀĀĀĀĀĀĀ
31ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ĀĀĀĀĀĀĀĀ ╠
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀσŌĀ
ĻŃ/ņņ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 39,2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 41,0ĀĀĀĀĀĀĀĀĀĀĀĀ 35.4ĀĀĀĀĀĀ 40,1ĀĀĀĀĀĀĀĀĀĀĀ + 4,8ĀĀĀ
+ 13,5
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ02
ĻŃ/ ņņ2ĀĀĀĀĀĀĀĀĀĀ 27,5ĀĀĀĀĀĀĀĀĀĀĀ 26,0ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀ-
6,5ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ δĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16.0ĀĀĀĀĀĀĀĀĀĀĀ 13,8ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 11,6ĀĀĀĀ
-15,8ĀĀĀĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ
°Ō ĻŃ/ņņ2ĀĀĀĀĀĀ ĀĀĀĀĀĀ34,8ĀĀĀĀĀĀĀĀĀĀĀ
36,1ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ + 6,5ĀĀĀĀĀĀ - ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
ĀĀ ╚ń Ó±±ņŅ“ÕĒĶ ŃÓ¶ĶĻŅŌ Ķ “ÓßļĶ÷¹ ŌĶõĒŅ, „“Ņ ’Ņ„ĒŅ±“³
ņÓ“ÕĶÓļÓ └╠├6-═ Ķ ±ŌÓĒ¹§ °ŌŅŌ Ó±“Õ“, Ó ’ÕõÕļ “ÕĻ¾„Õ±“Ķ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ
¾õļĶĒÕĒĶ ’ÓõÓ■“. ┬¹ ŌļÕĒĒ¹ķĀ Ņ±“
’Ņ„ĒŅ±“Ķ ņÓ“ÕĶÓļÓ └╠Ń6Ā Ō ßÓĻÓ§ ±
¾ŌÕļĶ„ÕĒĶÕņ ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ Ō¹ń¹ŌÓÕ“ Ņ’ÕõÕļÕĒĒŅÕ ĒÕõŅ¾ņÕĒĶÕ. ─ÕļŅ
Ō “Ņņ, „“Ņ õÓĒĒ¹Õ Ķ±’¹“ÓĒĶ ’Õõ±“ÓŌļ ■“ ±ŅßŅķ ’Ņ÷Õ±± ’Ņļ¾„ÕĒĶ ńĒÓ„ÕĒĶķ
ŌÕļĶ„ĶĒ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ ņÓ“ÕĶÓļÓ, ĒÓ§Ņõ ∙ÕŃŅ± ’ŅõŅļµĶ“Õļ³ĒŅÕ ŌÕņ ’Ņõ
ĒÓ’ µÕĒĶÕņ, ĻŅ“ŅŅÕ Ō õÓĒĒŅņ ±ļ¾„ÓÕ ±Ņ±“ÓŌļ Õ“ ’Ņ õĻÓ
5-6 ĻŃ /ņņ2.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.8.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽ
┼ ą ┼ ū ┼ ═ ▄
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓĻ“ŅŌ, ’Ņ“ŅĻŅļŅŌ Ķ Ņ“„Õ“ŅŌ ’Ņ Õń¾ļ³“Ó“Óņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ õÕ¶ÕĻ“Ó÷ĶĶ ĻŅ’¾±Ó
ĶńõÕļĶ 15č300
ĀĀĀ ╩Ņ’¾± ĶńõÕļĶ 15č300 ’Ņ§ŅõĶ“ ÕµÕŃŅõĒ¾■ õÕ¶ÕĻ“Ó÷Ķ■ ’Ņ±ļÕ
±Ē “Ķ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ’ÕõņÕ“ Ņ’ÕõÕļÕĒĶ ÕŃŅ ±Ņ±“Ņ ĒĶ ± ÷Õļ³■ Ō¹õÓ„Ķ
ńÓĻļ■„ÕĒĶ ĒÓ ’ŅõļÕĒĶÕ ±ŅĻŅŌĀ
²Ļ±’ļ¾Ó“Ó÷ĶĶ. ─Õ¶ÕĻ“Ó÷Ķ ’ŅŌŅõĶ“± Ā
Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ’ŅŃÓņņŅķ:Ā
½ŽŅŃÓņņÓ ĒÓ ’ŅŌÕõÕĒĶÕ õÕ¶ÕĻ“Ó÷ĶĶ ĻŅ’¾±Ó ĶńõÕļĶ 15č300 ’Ņ±ļÕ
²Ļ±’ļ¾Ó“Ó÷ĶĶ╗ ╣ 30-00 Žą-9 Ņ“ 19.08.1980 Ń.
╣ ’ĀĀĀĀĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ ŌŅ’Ņ±Ó õļ
ńÓĻļ■„ÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ
ńÓĻļ■„ÕĒĶ ĀĀĀĀĀ Ž¾ĒĻ“ Ō Žą-9
![]() ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ
Ā 1.ĀĀĀĀĀĀ ╬“±¾“±“ŌĶÕ
ĻŅŅńĶĶ ’Ņõ ŃÓŃŅ“ÓņĶ, Ņß“ÕĻÓ“Õ-ĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ā1
ĀĀĀĀĀĀĀĀĀĀĀĀ ļÕķ ¾ļÕŌ¹§ ĻÓņÕĀ
Ķ Žą─
Ā 2.ĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓ
Ļ¾“ ∙ÕŃŅ ņŅņÕĒ“Ó ßŅļ“ŅŌ ±ŅŃļÓ±ĒŅĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1
ĀĀĀĀĀĀĀĀĀĀĀĀĀ “ÓßļĶ÷¹ Ō ’ŅŃÓņņÕ
ĀĀ 3.ĀĀĀĀĀĀĀ ╬“±¾“±“ŌĶÕ
ĻŅŅńĶĶ ’Ņ ±“¹ĻŅŌŅ„Ē¹ņ ’ļŅ±ĻŅ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ1
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ±“ ņ Ņ“±ÕĻŅŌ ĻŅ’¾±Ó
ĀĀ 4.ĀĀĀĀĀĀĀ čŅ±“Ņ ĒĶÕ ╦╩Ž
’Ņ ŌĒ¾“ÕĒĒĶņ ’ŅŌÕ§ĒŅ±“ ņĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ĀĀ 5.ĀĀĀĀĀĀĀ čŅ±“Ņ ĒĶÕ
ĻÕ’ÕµĒ¹§ ²ļÕņÕĒ“ŅŌ, ńÓĻļÕ’ŅĻ Ķ
ĀĀĀĀĀĀĀĀĀĀĀĀ ±ņÓńĻĶ ┬═╚╚═Ž-279Ā
Ō Ņ“±ÕĻÓ§ ĒÓ ±ŅŅ“ŌÕ±“-
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĶÕĀĀĀĀĀ ╬čę92
¢ 72 -67ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ĀĀ 6.ĀĀĀĀĀĀĀ ┬ÕļĶ„ĶĒÓ
Ļ¾“ ∙ÕŃŅ ņŅņÕĒ“Ó ßŅļ“ŅŌ ĻÕ’ļÕĒĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ “ÓŌÕ± õŌĶŃÓ“ÕļÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ĀĀ 7.ĀĀĀĀĀĀĀ čŅ±“Ņ ĒĶÕ ╦╩Ž,
ĒÕņÕ“ÓļļŅŌ, ęŪŽ Ķ ±ņÓńŅĻĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕĀ
’ŅŃÓņņ¹ 30-00Žą-16
ĀĀĀ 8ĀĀĀĀĀĀĀ └õŃÕńĶ
’ŅĻ¹“Ķķ ’Ņ ņÕ“ŅõĶĻÕ ęė ╠šęĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3
ĀĀĀ 9.ĀĀĀĀĀĀ čŅ±“Ņ ĒĶÕ Ķ
ņÕ§ÓĒĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ čę╩ę-11ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ’Ņ ĶĒ±“¾Ļ÷ĶĶ ┬╚└╠Ā
╣ 625-62
ĀĀ 10.ĀĀĀĀĀĀ čŅ±“Ņ ĒĶÕ Ķ
’Ņ„ĒŅ±“³Ā ņÓ“ÕĶÓļÓ ņ ŃĻŅŃŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ²ĻÓĒÓĀ
ĀĀĀ 11.ĀĀĀĀĀ ╬ßņÕ ÓńņÕŅŌ
ßļŅĻÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
ĀĀĀ 12.ĀĀĀĀĀ
ŪÓŃÓńŅŌÓĒĒŅ±“³Ā Ķ ĒÓļĶ„ĶÕ ĻŅŅńĶĶ
’Ņõ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ļ¹°ĻŅķ ļ■ĻÓ-ļÓńÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
ĀĀĀ 13.ĀĀĀĀ ūĶ±“Ņ“Ó Ķ
Ņ“±¾“±“ŌĶÕ ĻŅŅńĶĶ ŌĒ¾“ÕĒĒĶ§
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ŅļŅ±“ÕķĀ
ßÓĻŅŌ Ķ “¾ßŅ’ŅŌŅõŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
ĀĀĀ 14 .ĀĀĀĀ č“Ó“Ķ„Õ±ĻĶÕ
Ķ±’¹“ÓĒĶ ßļŅĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬“„Õ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6
ĀĀĀ 15.ĀĀĀĀĀ čŅ±“Ņ ĒĶÕ Ķ
Õń¾ļ³“Ó“¹ Ķ±’¹“ÓĒĶķ ±Ķļ³¶ŅĒŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬“„Õ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀ6ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕ “ÕßŅŌÓĒĶ ņ ╩─Ā
ĀĀĀ 16.ĀĀĀĀĀ ŽŅ„ĒŅ±“³
ņÓ“ÕĶÓļÓ Ķ ±ŌÓĒ¹§ °ŌŅŌ ßÓĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬“„Õ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6
ĀĀĀ 17.ĀĀĀĀĀ ╩ŅĒ±Ķ±“ÕĒ÷Ķ
±ņÓńĻĶ ų╚└ę╚╠ ¢ 221 ’Ņõ°Ķ’-ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 7
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒĶĻŅŌ “ÓŌÕ±¹
ĀĀĀ 18.ĀĀĀĀĀ čŅ±“Ņ ĒĶÕ
’Ņõ°Ķ’ĒĶĻŅŌ “ÓŌÕ±¹ ’Ņ ńÓĻļ■„Õ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒĶ■ ├ŽŪ ╣ 6ĀĀĀ
ĀĀĀĀ
ĀĀĀ 19.ĀĀĀĀĀ ╚“ŅŃŅŌ¹ķ
“Õ§ĒĶ„Õ±ĻĶķ Ņ“„Õ“ ± ńÓĻļ■„ÕĒĶÕņĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╬“„Õ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.8.2ę
Ž ┼ ąĀ ┼ ū ┼ ═ ▄
ĀĀĀĀ ÓĻ“ŅŌ, ’Ņ“ŅĻŅļŅŌ Ķ Ņ“„Õ“ŅŌ ’Ņ Õń¾ļ³“Ó“Óņ
õÕ¶ÕĻ“Ó÷ĶĶ ²ļÕņÕĒ“ŅŌ Ž├č ßļŅĻÓ 15č300
Ā─Õ¶ÕĻ“Ó÷Ķ ²ļÕņÕĒ“ŅŌ Ž├č ’ŅŌŅõĶ“± Ķń ±Ņ±“ÓŌÓ ĶńõÕļĶķ, ±ĒĶņÓÕņ¹§
ÕµÕŃŅõĒŅ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ ± ÷Õļ³■ ’ŅõļÕĒĶ Ķ§ ±ŅĻŅŌ õÕµ¾±“ŌÓ. ─Õ¶ÕĻ“Ó÷Ķ
²ļÕņÕĒ“ŅŌ Ž├č ’ŅŌŅõĶ“± ’Ņ ’ŅŃÓņņÕ ½ŽŅŃÓņņÓ õÕ¶ÕĻ“Ó÷ĶĶ ²ļÕņÕĒ“ŅŌ Ž├č ßļŅĻÓ
15č300 30-00Ž-10╗ Ņ“ 30.10.90 Ń.
ĀĀĀĀĀĀ ╣ ’ĀĀĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ
ŌŅ’Ņ±Ó õļ ńÓĻļ■„ÕĒĶ ĀĀĀĀĀĀĀ ┬Ķõ
ńÓĻļ■„ÕĒĶ ĀĀĀĀĀĀ Ž¾ĒĻ“ Ō Žą-10
![]()
ĀĀĀĀĀĀĀĀ 1.ĀĀĀĀĀĀ ╬±ņŅ“
±Ķ±“Õņ¹ ĒÓ ’ÕõņÕ“ Ō¹ ŌļÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.1
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĻŅŅńĶĶ
Ķ õ¾ŃĶ§ ŌĶõĶņ¹§ ĒÓ¾°ÕĒĶķ
ĀĀĀĀĀĀĀĀ 2.ĀĀĀĀĀĀ ╠ŅņÕĒ“¹
ńÓ“ µĻĶ ßŅļ“ŅŌ ĒÓ ÓŃÕŃÓ“Ó§ĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.2
ĀĀĀĀĀĀĀĀ 3.ĀĀĀĀĀĀ
├ÕņÕ“Ķ„ĒŅ±“³ Ķ ņÕ“ÓļļŅŃÓ¶Ķ ±ŌÓĒ¹§ĀĀĀĀĀĀĀ ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.7ĀĀĀ
ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ°ŌŅŌĀ ĻŅņ’ÕĒ±Ó“ŅŅŌ
ĀĀĀĀĀĀĀĀ 4.ĀĀĀĀĀĀ ╚±’¹“ÓĒĶÕ
ßĶņÕ“ÓļļĶ„Õ±ĻĶ§ ’ÕÕ§ŅõĒĶ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅŌ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕ „Õ“Õµ¾ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.8
ĀĀĀĀĀĀĀĀ 5.ĀĀĀĀĀĀĀ
┬¹’ŅļĒÕĒĶÕ ±ļÕõ¾■∙Ķ§ ÓßŅ“ ĒÓ õÕņ’-ĀĀĀĀĀĀĀĀĀ ŽŅ“ŅĻŅļ¹ ’ŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.9
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ¶Õ¾ 15č301-6170-0:ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓµŅķ Ō¹’Ņļ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ’ŅŌÕĻÓ ŃÕņÕ“Ķ„ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÕĒŅķ ÓßŅ“Õ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ńÓņÕ õĶÓņÕ“ŅŌ ’Ņ§ŅõĒ¹§ Ņ“ŌÕ±“Ķķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - ńÓņÕ ļ■¶“Ó ńŅļŅ“ĒĶĻÓ
ĀĀĀĀĀĀĀ 6.ĀĀĀĀĀĀĀĀ
čÓßÓ“¹ŌÓĒĶÕ ’ĶŅ’Ó“ŅĒŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.10
ĀĀĀĀĀĀĀ 7.ĀĀĀĀĀĀĀĀ
čÓßÓ“¹ŌÓĒĶÕ ’ĶŅ„ÕĻĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.11
ĀĀĀĀĀĀĀ 8.ĀĀĀĀĀĀĀĀ ═Ó±“ŅķĻÓ
ÕļÕ õÓŌļÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.12
ĀĀĀĀĀĀĀ 9.ĀĀĀĀĀĀĀĀ ╚±’ÓĒĶ
’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļ¹ ’ŅĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀ2.2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÓĀ
±ŅŅ“ŌÕ“±“ŌĶÕ “ÕßŅŌÓĒĶ ņ ╩─ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻļÓ’ÓĒÓņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 13.8.3ę
Ž ┼ ą ┼ ū ┼ ═ ▄
ĀĀĀĀĀĀĀĀ ÓĻ“ŅŌ, ’Ņ“ŅĻŅļŅŌ Ķ Ņ“„Õ“ŅŌ ’Ņ Õń¾ļ³“Ó“Óņ õÕ¶ÕĻ“Ó÷ĶĶ
²ļÕĻ“ŅŃĶõÓŌļĶ„Õ±ĻĶ§ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ’ĶŌŅõŅŌ
ßļŅĻÓ 15č300
ĀĀĀĀĀĀĀ ─Õ¶ÕĻ“Ó÷Ķ ’ŅŌŅõĶ“± ’Ņ ’ŅŃÓņņÕ: ½ ├ĶõŅ±Ķ±“Õņ¹
±ÕŌŅ’ĶŌŅõŅŌ ²ļÕĻ“ŅŃĶõÓŌļĶ„Õ±ĻĶ§ 15č301-5100-0 Ķ 15č302-5100-0. ŽŅŃÓņņÓ
õÕņŅĒ“ÓµÓ, Ķ±’¹“ÓĒĶķ Ķ õÕ¶ÕĻ“Ó÷ĶĶ ╣ 520 ¢Žą61-80╗ Ņ“ 30.07.80 Ń.
ĀĀĀ ╣ ’ĀĀĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕ
ŌŅ’Ņ±ŅŌ õļ ńÓĻļ■„ÕĒĶ ĀĀĀĀĀĀĀĀĀ ┬Ķõ
ńÓĻļ■„ÕĒĶĶĀĀĀĀĀĀ Ž¾ĒĻ“ Ō Žą61
![]()
ĀĀĀĀĀ 1.ĀĀĀĀĀĀĀ ┬ĒÕ°ĒĶķ
±ņŅ“ ĒÓ ’ÕõņÕ“ Ņ“±¾“±“ŌĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3.2ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻŅŅńĶĶ Ķ ±ļÕõŅŌ ņÓ±ļÓ
ĀĀĀĀĀ 2.ĀĀĀĀĀĀĀ ╚±’¹“ÓĒĶ
±ÕŌŅ’ĶŌŅõŅŌ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.8
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ “ÕßŅŌÓĒĶ ņ ╩─
ĀĀĀĀĀ 3.ĀĀĀĀĀĀĀ ╚±’¹“ÓĒĶ
ÓŃÕŃÓ“ŅŌ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕ ęėĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ“ŅĻŅļ¹ ’ŅĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.9Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 15č300-0000ęė8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĻÓõŅņ¾ ÓŃÕ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŃÓ“¾
ĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀ ŪÓņÕ
Ō¹“Õ±Ē ÕņŅŃŅ Ņß·ÕņÓ ņÓ±ļÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ └Ļ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.9
ĀĀĀĀ 5.ĀĀĀĀĀĀĀĀ ╩ŅŅńĶŅĒĒÓ
±“ŅķĻŅ±“³ ņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└Ļ“ĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ3.10
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļŅŌ Ķ ±Ņ±“Ņ ĒĶÕ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3.13
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļŅŌ Ķ ╦╩ŽĀ
ĀĀĀĀ 6.ĀĀĀĀĀĀĀĀĀ
╠Õ“ÓļļŅŃÓ¶Ķ ±ŌÓĒ¹§ °ŌŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ“ŅĻŅļ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.11ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
ĀĀĀ ╚ń Ņß∙Õķ “ÕŅĶĶ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ ĶńŌÕ±“ĒŅ, „“Ņ ± “Õ„ÕĒĶÕņ
ŌÕņÕĒĶ Ķ ± ’ŅŌ¹°ÕĒĶÕņ “Õņ’ÕÓ“¾¹ õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ Ķ ’ÕõÕļ
’Ņļń¾„Õ±“ĶĀ ’ÓõÓ■“ ’Ķ ÓßŅ“Õ ņÕ“ÓļļÓ Ō
ŌŅńõ¾°ĒŅķ ±ÕõÕ.Ā ▌“Ņ ’ÓõÕĒĶÕ
Ņ’Ķ±¹ŌÓÕ“± ÓńļĶ„Ē¹ņĶ Ķń¾„ÕĒĒ¹ņĶ ńÓŌĶ±ĶņŅ±“ ņĶ, Ņ ĻŅ“Ņ¹§ ŃŅŌŅĶļŅ±³ ÓĒÕÕ Ō
├ļÓŌÕ 10.Ā ╬ß ²“ŅņĀ ŌļÕĒĶĶ ’ŅõŅßĒŅ ĶńļÓŃÓÕ“± ŌŅ ņĒŅŃĶ§
ÓßŅ“Ó§ ’Ņ±Ō ∙ÕĒĒ¹§ ²“Ņņ¾ ŌŅ’Ņ±¾ Ķ Ō „Ó±“ĒŅ±“Ķ Ō ÓßŅ“Ó§Ā [207 Ķ 208]. ╚ “Õņ ĒÕ ņÕĒÕÕ, ’Ņ„ĒŅ±“³
ņÓ“ÕĶÓļÓ, õļĶ“Õļ³ĒŅÕ ŌÕņ , ĒÓ§ŅõĶŌ°ÕŃŅ± Ō ĻŅĒ“ÓĻ“Õ ± ĻŅņ’ŅĒÕĒ“ÓņĶ, Ó±“Õ“ ’Ņ
Õń¾ļ³“Ó“Óņ Ķ±’¹“ÓĒĶķ ŅßÓń÷ŅŌ, Ō¹ÕńÓĒĒ¹§ Ķ§ ĶńõÕļĶķ.
ĀĀ ę¾õĒŅ ’Õõ’ŅļŅµĶ“³, „“Ņ ²“Ņ Õń¾ļ³“Ó“ ĒÕĻÓ„Õ±“ŌÕĒĒ¹§ Ķ±’¹“ÓĒĶķ,
„“Ņ, Ō’Ņ„Õņ, ŅĻŅĒ„Ó“Õļ³ĒŅ ĒÕļ³ń Ķ±Ļļ■„Ķ“³. ╬õĒÓĻŅ Ņß· ±ĒÕĒĶķ ²“Ņņ¾ ŌļÕĒĶ■
“ÓĻµÕ “¾õĒŅ ĒÓķ“Ķ, ńÓ Ķ±Ļļ■„ÕĒĶÕņ “ŅŃŅ, „“Ņ õļĶ“Õļ³Ē¹ķ ĻŅĒ“ÓĻ“ ņÕ“ÓļļÓ ±
§ĶņĶ„Õ±ĻĶ ÓĻ“ĶŌĒ¹ņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ “Ņ’ļĶŌÓ, ņŅµÕ“ ß¹“³, ’ĶŌŅõĶ“ Ļ ĻÓĻŅķ-“Ņ
’ÕÕĻĶ±“ÓļļĶńÓ÷ĶĶ ’ŅŌÕ§ĒŅ±“Ē¹§ ±ļŅÕŌ ņÕ“ÓļļÓ, ĒÓ§Ņõ ∙ÕŃŅ± Ō ĻŅĒ“ÓĻ“Õ ±
ĻŅņ’ŅĒÕĒ“ÓņĶ.
ĀĀ ╬ßĒÓ¾µÕĒĒ¹ķ Ņ±“ ’ŅĻÓńÓ“ÕļÕķ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ “Õß¾Õ“
±ŌŅÕŃŅ Ńļ¾ßŅĻŅŃŅ Ķń¾„ÕĒĶ Ō ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ═╚╚, ĻÓĻ Ō “ÕŅÕ“Ķ„Õ±ĻŅķ ŅßļÓ±“Ķ,
“ÓĻ Ķ Ō ’ÓĻ“Ķ„Õ±ĻŅņ ’ļÓĒÕ, ± ’ĶņÕĒÕĒĶÕņ ĒÕŅߧŅõĶņŅŃŅ ĶĒ±“¾ņÕĒ“Óļ³ĒŅŃŅ
Ķ±±ļÕõŅŌÓĒĶ ±“¾Ļ“¾¹ ņÕ“ÓļļÓ, Ķ ’Ņ’¹“Ó“³± ĒÓ ²“Ņņ ¾ŅŌĒÕ ĒÓķ“Ķ ĻÓĻŅķ-“Ņ
Ņ“ŌÕ“ Ķ Ņß· ±ĒÕĒĶÕĀ ²“ŅŃŅĀ ĒÕŅß¹„ĒŅŃŅ ŌļÕĒĶ .
ĀĀ ŪĒÓ„Ķ“Õļ³ĒŅÕ ’ÓõÕĒĶÕ ’ÕõÕļÓ “ÕĻ¾„Õ±“Ķ õŅļµĒŅ Ō¹ń¹ŌÓ“³ Ņ’Ó±ÕĒĶÕ,
“Õņ ßŅļÕÕ, „“Ņ ÕŃŅ ńĒÓ„ÕĒĶÕĀĀ 26 ĻŃ/ ņņ2
±¾∙Õ±“ŌÕĒĒŅ ĒĶµÕ “Õß¾Õņ¹ņĶ ŌÕļĶ„ĶĒÓņĶ 29 ĻŃ/ņņ2.Ā ┬ Ņ“„Õ“Ē¹§ ņÓ“ÕĶÓļÓ§ ’Ņ ²“Ņņ¾ ŌŅ’Ņ±¾
ńÓ’Ķ±ÓĒŅ ńÓĻļ■„ÕĒĶÕ, Ņ “Ņņ „“Ņ “ÓĻŅÕ ’ÓõÕĒĶÕ ’ÕõÕļÓ “ÕĻ¾„Õ±“Ķ ĒÕ ĶņÕÕ“
ńĒÓ„ÕĒĶ . ▌“Ņ ńÓĻļ■„ÕĒĶÕ õŅļµĒŅ ß¹“³ ’ŅõĻÕ’ļÕĒŅ ĒÕŅߧŅõĶņ¹ņĶ Ó±„Õ“ÓņĶĀ Ķ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶņĶ ²Ļ±’Õ“Ē¹ņĶ Ķ±’¹“ÓĒĶ ņĶ.
╬õĒÓĻŅ, ’ĶĀ Ņ±“Õ ’Ņ„ĒŅ±“Ķ ’Ķ
ŅõĒŅŌÕņÕĒĒŅņ ±ĒĶµÕĒĶĶ ’ļÓ±“Ķ„ĒŅ±“Ķ ņÓ“ÕĶÓļÓ, ĒÕĶńŌÕ±“ĒŅ „Õņ ²“Ņ ņŅµÕ“
ĻŅĒ„Ķ“³± õļ ßÓĻŅŌ ’Ķ Ķ§ ±µÓ“ĶĶ, ’Ņ±ĻŅļ³Ļ¾ ĶńŌÕ±“ĒŅ, „“Ņ ’Ķ Ņ„ÕĒ³ µÕ±“ĻŅņ Ķ
’Ņ„ĒŅņ ņÓ“ÕĶÓļÕ ¶ŅņÓ ’Ņ“ÕĶ ¾±“Ņķ„ĶŌŅ±“Ķ Ķ ÕÕ ĻĶ“Ķ„Õ±ĻĶÕ ńĒÓ„ÕĒĶ
±¾∙Õ±“ŌÕĒĒŅ ņÕĒ ■“± .
ĀĀ
Ā ╬“õÕļ³ĒŅ ±ļÕõ¾Õ“ Ņ±“ÓĒŅŌĶ“³± ĒÓ õÕ¶ÕĻ“Ó÷ĶĶ ņÓ“ÕĶÓļÓ └╠Ń6-╠
õĒĶ∙, ’Ņ ĻŅ“Ņ¹ņ ĶņÕ■“± Ņ„ÕĒ³ ŅŃÓĒĶ„ÕĒĒ¹Õ ±ŌÕõÕĒĶ , Ō ±Ō ńĶ ± ĒÕõŅ±“Ó“Ņ„ĒŅķ
’ŅļĒŅ“Ņķ ’ŅŌŅõ ∙ÕŃŅ± Ķ§ Ķ±±ļÕõŅŌÓĒĶ . ╚ń Ó±±ņŅ“ÕĒĒ¹§ ĶņÕ■∙Ķ§± õÓĒĒ¹§
±ļÕõ¾Õ“, „“Ņ ÕŃŅ ’Ņ„ĒŅ±“³ ÓŌĒÓ 35,4 ĻŃ/ņ2 ’Ņ±ļÕ 19 ļÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
’ŅõĒ ļÓ±³ Ļ 31 ŃŅõ¾ ²Ļ±’ļ¾Ó“Ó÷ĶĶ õŅ 40,1 ĻŃ / ņņ2, Ó Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ
¾õļĶĒÕĒĶÕ ÕńĻŅ ¾’ÓļŅ ± 27,5 % õŅ 17,4 % ńÓ ²“Ņ µÕ ŌÕņ .Ā ▌“Ņ ±ŌĶõÕ“Õļ³±“Ō¾Õ“ Ņ “Ņņ, „“Ņ ņÓ“ÕĶÓļ ±“Óļ
ßŅļÕÕ µÕ±“ĻĶņ Ķ ÕŃŅ ’ŅŌÕõÕĒĶÕ õŅļµĒŅ ß¹“³ Ķń¾„ÕĒŅ Ō ńŅĒÓ§ ŌŌÓĶŌÓĒĶ Ō õĒĶ∙ÕĀ ßŅļ³°ŅŃŅ „Ķ±ļÓ ²ļÕņÕĒ“ŅŌ Ž├č. ╬±ŅßÕĒĒŅ ²“Ņ
ĻÓ±ÓÕ“± ±ŌÓĒ¹§ °ŌŅŌ Ķ ŅĻŅļŅ°ŅŌĒŅķ ńŅĒ¹, ’Ņ±ĻŅļ³Ļ¾ õÓĒĒ¹Õ Ņß Ķ±±ļÕõŅŌÓĒĶ §
±ŌÓĒ¹§ °ŌŅŌ └╠Ń6-╠ Ņ“±¾“±“Ō¾■“, Ó ’ĶŌŅõ “± õÓĒĒ¹Õ ’Ņ ±ŌÓĒ¹ņ °ŌÓņ “Ņļ³ĻŅ
±’ļÓŌÓ └╠Ń6-═.
Ā ╬õĒŅŌÕņÕĒĒŅ ±ļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ Ō Ņ“„Õ“Ē¹§ õŅĻ¾ņÕĒ“Ó§ ’Ņ
Ķ±’¹“ÓĒĶ ņ ņÓ“ÕĶÓļŅŌ Ņ“±¾“±“Ō¾■“ õÓĒĒ¹Õ Ņ §ÓÓĻ“ÕÕ ĶńņÕĒÕĒĶĶ ņŅõ¾ļ
¾’¾ŃŅ±“Ķ, “ÓĻµÕ ĻÓĻĀ Ķ ĻĶŌ¹Õ
õÕ¶ŅņÓ“ĶŌĒŅ±“Ķ ņÓ“ÕĶÓļÓ, ńÓ’Ķ±ÓĒĒ¹Õ Ō ’Ņ÷Õ±±Õ Ķ§ Ķ±’¹“ÓĒĶķ. ŽĶ ĶņÕ■∙Ķ§
ņÕ±“ŅĀ ĶńņÕĒÕĒĶ §
’Ņ„ĒŅ±“ĒŅ-õÕ¶ŅņÓ“ĶŌĒ¹§ ’ŅĻÓńÓ“ÕļÕķ ÷ÕļÕ±ŅŅßÓńĒŅ ĶņÕ“³ ±ŌÕõÕĒĶ Ķ Ņ ĶńņÕĒÕĒĶĶ
ņŅõ¾ļ ¾’¾ŃŅ±“Ķ.
ĀĀ ═Õ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ ’Ņ ĶņÕ■∙Ķņ± ņÓ“ÕĶÓļÓņ Ņ’ÕõÕļĶ“³,
ĻÓĻ ŌÕõÕ“ ±Õß ņÓ“ÕĶÓļ ’Ņ ’Ņļń¾„Õ±“Ķ Ō ńŅĒÕ ’ÕÕ§ŅõÓ Ņ“ ŅßÕ„ÓķĻĶ Ļ °’ÓĒŃŅ¾“¾.
┬ ²“Ņņ ņÕ±“Õ ĒÓĶßŅļÕÕ Ņ’Ó±ĒŅ ÕÕ ’Ņ ŌļÕĒĶÕ ’Ķ ’ŅõŅļ³Ē¹§ ±µĶņÓ■∙Ķ§ ĒÓŃ¾ńĻÓ§
ßÓĻŅŌ. ╚ņÕ■“± ńÓ’Ķ±Ķ, ßÕń ’ĶŌÕõÕĒĶ ±§Õņ¹ Ķ Õń¾ļ³“Ó“ŅŌ ŅßņÕŅŌ, „“Ņ
ŃÕŅņÕ“Ķ„Õ±ĻĶÕ ÓńņÕ¹Ā ßÓĻŅŌ ĒÓ§Ņõ “±
Ō ’ÕõÕļÓ§ õŅ’¾±ĻŅŌ.ĀĀ
ĀĀĀ └ĒÓļŅŃĶ„ĒÓ ±Ķ“¾Ó÷Ķ ’ŅĶ±§ŅõĶ“ Ķ ± Ņ’ÕõÕļÕĒĶÕņ ŌŅńņŅµĒŅŃŅ
ĒÓļĶ„Ķ Ķ ŌÕļĶ„ĶĒ¹ õĶ¶¶¾ńĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ „ÕÕń ±’ļŅ°ĒŅķ ņÓ“ÕĶÓļ,
Ņ±ŅßÕĒĒŅ „ÕÕń ’Ņ±Õ„ĻĶ Ō ’Ņ¹ŌĒ¹§ ņÕņßÓĒÓ§. ▌“Ņ ±Ō ńÓĒŅ ± “Õņ, „“Ņ ńÓņÕŅŌ
ńÓŃÓńŅŌÓĒĒŅ±“Ķ ĶńŅļĶŅŌÓĒĒ¹§ ’ŅļŅ±“Õķ ĒÕ ’ŅŌŅõĶ“± Ō ’Ņ÷Õ±±Õ õÕ¶ÕĻ“Ó÷ĶĶ
ĶńõÕļĶķ, Ņ±ŅßÕĒĒŅ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ „ÕŃŅ, Ļ±“Ó“Ķ, Ķ ĒÕ ńÓ’Ķ±ÓĒŅ Ō
’ŅŃÓņņÕ Ķ§ õÕ¶ÕĻ“Ó÷ĶĶ.
ĀĀ
ĀŽŅŌÕõÕĒĒ¹ķ ĻÓ“ĻĶķ ŅßńŅ “Ņļ³ĻŅ ĒÕĻŅ“Ņ¹§ ’ÓÓņÕ“ŅŌ,
’ŅõŌÕŃÓ■∙Ķ§± õÕ¶ÕĻ“Ó÷ĶĶ, Ķń „Ķ±ļÓ ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Ó§ 13.8.1ę; 2ę Ķ 3ę,
’ŅĻÓń¹ŌÓÕ“, „“Ņ ¾ŅŌĒĶ ÕÕ ’ŅŌÕõÕĒĶ , ¶ĶĻ±Ó÷ĶĶ Õń¾ļ³“Ó“ŅŌ Ķ ’ŅŌÕõÕĒĶ Ķ§
ÓĒÓļĶńÓ “Õß¾Õ“ ±¾∙Õ±“ŌÕĒĒŅŃŅĀ
’ŅŌ¹°ÕĒĶ . ŪĒÓ„ÕĒĶÕ ²“ŅŃŅ ŌŅ’Ņ±Ó ŌŅńÓ±“ÓÕ“ Ņ“ ŃŅõÓ Ļ ŃŅõ¾, Ķ ŅĒ ±Ō ńÓĒ
± ĒÓõÕµĒŅ±“³■ Ķ ßÕńŅ’Ó±ĒŅ±“³■ õÓļ³ĒÕķ°ÕŃŅ ĒÓ§ŅµõÕĒĶ ĶńõÕļĶķ ĒÓ õÕµ¾±“ŌÕ ±
Ó“ŅņĒ¹ņĶ ńÓ õÓņĶ, ĻŅ“Ņ¹Õ ¾µÕ ’Ņ±“Ņ ļĶ ßŅļ³°Õ 31 ŃŅõÓ.
ĀĀ ┬ ńÓĻļ■„ÕĒĶÕ ²“Ņķ ŃļÓŌ¹ Ķ Ō±ÕŃŅ Ō“ŅŅŃŅ ÓńõÕļÓ õÓĒĒŅķ ÓßŅ“¹
½└ņ’¾ļĶńÓ÷Ķ ╗ ±ļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’Ņ±ļÕ ’Ņ„“ÕĒĶ ÓńõÕļÓ 8 ŃļÓŌ¹ 13 ±“ÓĒÕ“
Ō’ŅļĒÕ Ņ„ÕŌĶõĒŅ, „“Ņ ¾µÕ ±Õķ„Ó± ĒÕŅߧŅõĶņŅ ĒÓ„ĶĒÓ“³ ÓńÓßÓ“¹ŌÓ“³ ĒŅŌ¾■ ÓĻÕ“¾
ŌńÓņÕĒ ÓĻÕ“¹ ±“Ņ ∙Õķ ĒÓ õÕµ¾±“ŌÕ. ═Ó ÕÕ ÓńÓßŅ“Ļ¾ Ķ Ņ“ÓßŅ“Ļ¾ Ō ’ŅļÕ“Õ
’Ņ“Õß¾Õ“± ĒÕ ņÕĒÕÕ 4-5 ļÕ“ Ķ Ē¾µĒŅ ĒÓõÕ “³± , „“Ņ ±“Ņ ∙ĶÕ ÓĻÕ“¹ ±ņŅŃ¾“ Õ∙Õ
ĒÕ±“Ķ õÕµ¾±“ŌŅ õŅ ²“ŅŃŅ ŌÕņÕĒĶ.
ĀĀĀ ┼±ļĶ ’ĶĒ “³, „“Ņ “Õņ’ ’ÓõÕĒĶ ±ŌŅķ±“Ō ņÓ“ÕĶÓļÓ ßÓĻŅŌ
±Ņ§ÓĒĶ“± Ļ “Ņņ¾ ŌÕņÕĒĶ, ²“Ņ ’ĶßļĶńĶ“Õļ³ĒŅ „ÕÕń ’ “³ ļÕ“,Ā ŌÕļĶ„ĶĒÓ ’ÕõÕļÓ “ÕĻ¾„Õ±“Ķ ņŅµÕ“ ±ĒĶńĶ“³±
õŅ 25 ĻŃ/ņ2, ’Ķ “Õß¾Õņ¹§ 29 ĻŃ/ņņ2 ’Ņ ╩─,Ā Ó Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ ¾õļĶĒÕĒĶÕ ± 14 % ¾’ÓõÕ“ õŅ
12%,.ĀĀ ▌“Ķ ’ÓõÕĒĶ , Ņ„ÕŌĶõĒŅ,
ĒÕŅߧŅõĶņŅ ß¾õÕ“ ’ĶńĒÓ“³ ĻÓĻ ’ÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹ņĶ ¾ŅŌĒ ņĶ ±ĒĶµÕĒĶ
’ļÓ±“Ķ„ĒŅ±“Ķ ņÓ“ÕĶÓļÓ..
ĀĀĀ ╚, ĻŅĒÕ„ĒŅ,Ā ĒŅŌÓ
ÓĻÕ“Ó õŅļµĒÓ ß¹“³ “Ņļ³ĻŅ µĶõĻŅ±“ĒŅķ, ’Ņ±ĻŅļ³Ļ¾ ßŅļÕÕ 30 ļÕ“ĒĶķ Ņ’¹“
²Ļ±’ļ¾Ó“Ó÷ĶĶ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ’ŅõŅßĒ¹§ ÓĻÕ“ ’ŅĻÓńÓļ ’ŅļĒ¾■ Ķ§ ĒÓõÕµĒŅ±“Ķ Ķ
ßÕńŅ’Ó±ĒŅ±“³ Ō ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ŪÓ Ō±Õ ²“Ķ ŃŅõ¹ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ßŅļÕÕ “¹± „Ķ
ÓĻÕ“Ā ĒÕ ß¹ļŅ ĒĶ ŅõĒŅŃŅ ±ļ¾„Ó , ĻÓĻĶ§
ļĶßŅ Ņ±ļŅµĒÕĒĶķ ĶļĶ ’ŅĶ±°Õ±“ŌĶķ, ±Ō ńÓĒĒ¹§ ± “ŅĻ±Ķ„ĒŅ±“³■ ĻŅņ’ŅĒÕĒ“ŅŌ,
’Ņ±ĻŅļ³Ļ¾ ÓńÓßŅ“ÓĒĒ¹Õ Ķ ÕÓļĶńŅŌÓĒĒ¹Õ Ō µĶõĻŅ±“Ē¹§ ÓĻÕ“Ó§ ņÕŅ’Ķ “Ķ ’Ņ Ķ§
Óņ’¾ļĶńÓ÷ĶĶ Ķ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ’ŅļĒŅ±“³■ ±Õß Ņ’ÓŌõÓļ. ┬ ²“Ņķ „Ó±“Ķ ŅĒĶ ĒĶ±ĻŅļ³ĻŅ
ĒÕ ¾±“¾’Ó■“ “ŌÕõŅ“Ņ’ļĶŌĒ¹ņ ÓĻÕ“Óņ. ŽŅ ²ĒÕŃÕ“Ķ„Õ±ĻŅķ ²¶¶ÕĻ“ĶŌĒŅ±“Ķ Ķ
ĒÕ“ŅĻ±Ķ„ĒŅ±“Ķ ’Ņõ¾Ļ“ŅŌ ±ŃŅÓĒĶ “Ņ’ļĶŌ, µĶõĻŅ±“Ē¹Õ ÓĻÕ“¹ ±¾∙Õ±“ŌÕĒĒŅ
’ÕŌŅ±§Ņõ “ “ŌÕõŅ“Ņ’ļĶŌĒ¹Õ ÓĻÕ“¹, ’Ņ±ĻŅļ³Ļ¾ ¾õÕļ³Ē¹ķ Ķņ’¾ļ³± ¾ ĒĶ§ Ō¹°Õ, Ó
’Ņõ¾Ļ“¹ ±ŃŅÓĒĶ └ę Ķ ═─╠├ ’Ņ„“Ķ Ō 30 Óń ņÕĒÕÕ “ŅĻ±Ķ„Ē¹, „Õņ ’Ņõ¾Ļ“¹
±ŃŅÓĒĶ “ŌÕõŅ±ņÕ±ÕŌ¹§ “Ņ’ļĶŌ.
ĀĀĀ ╚ Õ∙Õ ŅõĒŅĀ ĒÕņÓļŅŌÓµĒŅÕ
Ņß±“Ņ “Õļ³±“ŌŅ Ō ’Ņļ³ń¾ µĶõĻŅ±“Ē¹§ ÓĻÕ“ ńÓĻļ■„ÓÕ“± Ō “Ņņ, „“Ņ Ō ²“Ņņ ±ļ¾„ÓÕ
ĒÓĻŅ’ļÕĒĒ¹ķ ŃÕ’“Ķļ, ĒÕ ĒÓ§Ņõ ∙Ķķ ’ĶņÕĒÕĒĶ Ķ ĒÕ Ó±±ĶņĶļĶ¾Õņ¹ķ ’ĶŅõŅķ, ß¾õÕ“
± ’Ņļ³ńŅķ ĒÓ§ŅõĶ“³± Ō ÓĻÕ“Ó§, Ó ĒÕ ßÕ±’ŅļÕńĒŅ §ÓĒĶ“³± ĒÓ ±ĻļÓõÓ§, “Õß¾
Ó±§ŅõŅŌÓĒĶ ĒÓ ²“Ņ ßŅļ³°Ķ§ ±Õõ±“Ō.
13.9Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ.
1. ŪÓ ’ÕŌ¹Õ „Õ“¹Õ ŃŅõÓ Ļ
1971 ŃŅõ¾ ’Ņ“Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ Ō±ÕŃŅ 14 ÓĻÕ“, õÕŌ “³ Ķń ĻŅ“Ņ¹§ ĒÓ§ŅõĶŌ°Ķ§±
ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ĒŅŌ¹Õ, Ó Ņ±“Óļ³Ē¹Õ ÓĻÕ“¹ ’Ņ§ŅõĶļĶ “Õ ĶļĶ
ĶĒ¹Õ ŌĶõ¹ Ķ±’¹“ÓĒĶķ.
2. ─ļ Ķń¾„ÕĒĶ ’Ķ„ĶĒ
’Ņ ŌļÕĒĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ĒÓ ĶńõÕļĶ § ńÓ ’ÕŌ¹Õ „Õ“¹Õ ŃŅõÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ß¹ļÓ
±ŅńõÓĒÓ ╠ÕµŌÕõŅņ±“ŌÕĒĒÓ ĻŅņĶ±±Ķ , ĻŅ“ŅÓ ’ŅĻÓńÓļÓ, „“Ņ Ō±Õ “Õ„Ķ ’Ņ
ĻŅņ’ŅĒÕĒ“Óņ ĒŅ±ĶļĶ ’ŅĶńŌŅõ±“ŌÕĒĒ¹ķ §ÓÓĻ“Õ Ō ±Ķļ¾ ĶņÕŌ°Ķ§ ņÕ±“Ņ Ņ“ĻļŅĒÕĒĶķ Ō
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ÕµĶņÓ§, Ó “ÓĻµÕ Ņ’ÕõÕļÕĒĒŅŃŅ ĒÕ±ŅŌÕ°ÕĒ±“ŌÓ ņÕ“ŅõŅŌ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, ĶņÕŌ°Ķ§ ņÕ±“Ņ ĒÓ ’ÕŌŅĒÓ„Óļ³ĒŅķ ±“ÓõĶĶ ĶńŃŅ“ŅŌļÕĒĶ ĶńõÕļĶķ.
═ÓļĶ„Ķ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ĒÕõŅ±“Ó“ĻŅŌ Ō ĶńõÕļĶ § ĒÕ Ņ“ņÕ„ÕĒŅ.
3. ╠ÕµŌÕõŅņ±“ŌÕĒĒÓ ĻŅņĶ±±Ķ
Ō Õń¾ļ³“Ó“Õ ±ŌŅÕķ ÓßŅ“¹ ÓńÓßŅ“ÓļÓ ’Ņ õĻÓ 90 ÕĻŅņÕĒõÓ÷Ķķ ’Ņ ÓńļĶ„Ē¹ņ
ĒÓ’ÓŌļÕĒĶÕņ ± ÷Õļ³■ Ķ±Ļļ■„ÕĒĶ ’ŅŌ“ŅÕĒĶ ±ļ¾„ÓÕŌ ’Ņ ŌļÕĒĶ ĒÕŃÕņÕ“Ķ„Ē¹§
ĶńõÕļĶķ Ō ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ĻŅ“Ņ¹Õ ±Ņ±“ÓŌĶļĶ: 12- ’Ņ “Õ§’Ņ÷Õ±±Óņ ±ŌÓĻĶ, 16 - ’Ņ
ĻŅĒ“Ņļ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ķ ±ŌÓĻÕ, 17- ’Ņ ŅŃÓĒĶńÓ÷ĶŅĒĒ¹ņ ŌŅ’Ņ±Óņ, 22 ¢ ’Ņ
ĒÓ¾„ĒŅ-Ķ±±ļÕõŅŌÓ“Õļ³±ĻĶņ ÓßŅ“Óņ, 10 ¢ ’Ņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō ŌŅĶĒ±ĻĶ§ „Ó±“ § Ķ 13 ¢
’Ņ ĻŅĒ±“¾Ļ÷ĶĶ ’Õ±’ÕĻ“ĶŌĒ¹§ ĶńõÕļĶķ. ŽŅ±ļÕ ÕÓļĶńÓ÷ĶĶ ²“Ķ§ ÕĻŅņÕĒõÓ÷Ķķ ńÓ 31
ŃŅõ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ ĒĶ ŅõĒŅ Ķń ĒĶ§ ĒÕ ’Ņ“Õ ļŅ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
4Ā ŽŅ ÕĻŅņÕĒõÓ÷ĶĶ ņÕµŌÕõŅņ±“ŌÕĒĒŅķ ĻŅņĶ±±ĶĶ ’Ņ±ļÕ 1971 ŃŅõÓ ß¹ļÓ
ŌŌÕõÕĒÓ ’ÓĻ“ĶĻÓ ÕµÕŃŅõĒŅŃŅ ±·ÕņÓ ŅõĒŅŃŅ ĶńõÕļĶ ĒÓ õÕ¶ÕĻ“Ó÷Ķ■ Ķ ŅõĒŅŃŅ ĶńõÕļĶ
õļ ’¾±ĻÓ ’Ņ °“Ó“ĒŅķ ’ŅŃÓņņÕ ± “Õņ, „“Ņß¹ ĒÓ ĻÓµõ¹ķ ŃŅõ ĶņÕ“³ ±ŌÕõÕĒĶ Ņ
¶ÓĻ“Ķ„Õ±ĻŅņ ±Ņ±“Ņ ĒĶĶ ĶńõÕļĶķ ± ÷Õļ³■ Ņ’ÕõÕļÕĒĶ ŌŅńņŅµĒŅ±“Ķ Ķ§ õÓļ³ĒÕķ°ÕŃŅ
ĒÓ§ŅµõÕĒĶ ĒÓ õÕµ¾±“ŌÕ.
5. ŽŅŌÕõÕĒĒ¹ķ ĻÓ“ĻĶķ ŅßńŅ
ĶņÕ■∙Ķ§± ņÓ“ÕĶÓļŅŌ ’Ņ õÕ¶ÕĻ“Ó÷ĶĶ ĻŅ’¾±Ó 15č300 ’ÕŌŅķ Ķ Ō“ŅŅķ ±“¾’ÕĒÕķ
’ŅĻÓńÓļ, „“Ņ ÕŃŅ ±ŌŅķ±“ŌÓ ĒÓ§Ņõ “± Ō ’ÕõÕļÓ§ “ÕßŅŌÓĒĶķ ĻŅĒ±“¾Ļ“Ņ±ĻŅķ
õŅĻ¾ņÕĒ“Ó÷ĶĶ Ō’ļŅ“³ õŅ 31 ŃŅõÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
6. čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ
õÕ¶ÕĻ“Ó÷Ķ Ķ Ņ¶ŅņļÕĒĶÕ ÕÕ Õń¾ļ³“Ó“ŅŌ, ± ’ĶŌÕõÕĒĶÕņ “Ņļ³ĻŅ ĻŅļĶ„Õ±“ŌÕĒĒ¹§
ŌÕļĶ„ĶĒ ’Ņ ĒÕĻŅ“Ņ¹ņ ’ŅĻÓńÓ“Õļ ņ, ŌÕõÕ“± ĒÕ ĒÓ õŅļµĒŅņ ¾ŅŌĒÕ Ķ ĒÕĀ ŌŅ Ō±Õņ Ņß·ÕņÕ ’ŅŃÓņņ õÕ¶ÕĻ“Ó÷ĶĶ, Ō ±Ķļ¾
„ÕŃŅ ĒÕ ’Õõ±“ÓŌļ Õ“± ŌŅńņŅµĒ¹ņ Ņ÷ÕĒĶ“³Ā
õĶĒÓņĶĻ¾ ĶńņÕĒÕĒĶ ’ŅĻÓńÓ“ÕļÕķ, ĒÓ§Ņõ ∙Ķ§± ’ŅĻÓ Ō ’ÕõÕļÓ§ õŅ’¾±ĻŅŌ, Ķ
ńÓ“¾õĒ Õ“ Ņ÷ÕĒĻ¾ ’Õ±’ÕĻ“ĶŌĒŅŃŅ ±Ņ±“Ņ ĒĶ ĶńõÕļĶķ Ō ’ÕĶŅõ, ĻŅŃõÓ ŅĒĶ,
ŌŅńņŅµĒŅ,Ā ’Ņõ§Ņõ “ Ļ ±ŌŅÕņ¾
ĻĶ“Ķ„Õ±ĻŅņ¾ ±Ņ±“Ņ ĒĶ■ Ķ ’ĶßļĶµÓÕ“± ŌÕņ , ĻŅŃõÓ ŌŅńĒĶĻĒÕ“Ā ĒÕŅߧŅõĶņŅ±“³ Ķ§ ±Ē “Ķ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
7. ┬ ±Ķļ¾ “ŅŃŅ, „“Ņ ĒÓ
ÓńÓßŅ“Ļ¾ Ķ ĻŅĒ±“¾Ļ“Ņ±Ļ¾■ Ņ“ÓßŅ“Ļ¾ ĒŅŌŅŃŅ ĶńõÕļĶ ’Ņ“Õß¾Õ“± ņĶĒĶņ¾ņ 4-5
ļÕ“, ĒÕŅߧŅõĶņŅ ¾µÕ ±Õķ„Ó± ĒÓ„Ó“³ ÓńÓßŅ“Ļ¾ ĒŅŌŅŃŅ ĶńõÕļĶ ĒÓ ńÓņÕĒ¾
ĒÓ§Ņõ ∙Ķ§± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. └ņ’¾ļĶńĶŅŌÓĒĒ¹Õ µĶõĻŅ±“Ē¹Õ ÓĻÕ“¹ ńÓ ßŅļÕÕ, „Õņ
30 ļÕ“ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’ŅĻÓńÓļĶ ’ŅļĒ¾■ ±ŌŅ■ ĒÓõÕµĒŅ±“³ Ķ “ŅĻ±Ķ„Õ±Ļ¾■
ßÕńŅ’Ó±ĒŅ±“³, ĻŅ“Ņ¹Õ ĒĶ±ĻŅļ³ĻŅ ĒÕ ¾±“¾’Ó■“ “ŌÕõŅ“Ņ’ļĶŌĒ¹ņ ’Ņ Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ŽŅ²“Ņņ¾ ĒŅŌ¹Õ ĶńõÕļĶ ±“Ó“ÕŃĶ„Õ±ĻŅŃŅ ĒÓńĒÓ„ÕĒĶ õŅļµĒŅ ß¹“³ µĶõĻŅ±“Ē¹ņ, ĻÓĻ Ķ
Ķ§ ’Õõ°Õ±“ŌÕĒĒĶĻĶ, Ó ĒÕ “ŌÕõŅ“Ņ’ļĶŌĒ¹ņĶ.
8. ─Óļ³ĒÕķ°ÕÕ ĒÓ§ŅµõÕĒĶÕ
ÓĻÕ“ Ō ²Ļ±’ļ¾Ó“Ó÷ĶĶ ± ŃÕ’“ĶļŅņ, ’ŅńŌŅļĶ“ ±¾∙Õ±“ŌÕĒĒŅ ¾ņÕĒ³°Ķ“³ ÕŃŅ ńÓ’Ó±¹,
ßÕ±’ŅļÕńĒŅ §ÓĒ ∙ĶÕ± ĒÓ ±ĻļÓõÓ§, ĒÓ „“Ņ ńÓ“Ó„ĶŌÓÕ“± ĒÕņÓļŅ ±Õõ±“Ō Ķ ±Ķļ,
’Ņ±ĻŅļ³Ļ¾ ŅĒ ĒĶŃõÕ ßŅļ³°Õ ĒÕ Ķ±’Ņļ³ń¾Õ“± Ķ ĒÕ Ó±±ĶņĶļĶ¾Õ“± ’ĶŅõŅķ Ķ “Õņ
±Óņ¹ņ ß¾õÕ“ ±ĒĶµÕĒÓ Ņ’Ó±ĒŅ±“³Ā §ÓĒÕĒĶ
“ÓĻŅķ ßŅļ³°Ņķ ±Ķļ¹ ½²ĻŅļŅŃĶ„Õ±ĻŅķ ßŅņß¹╗,
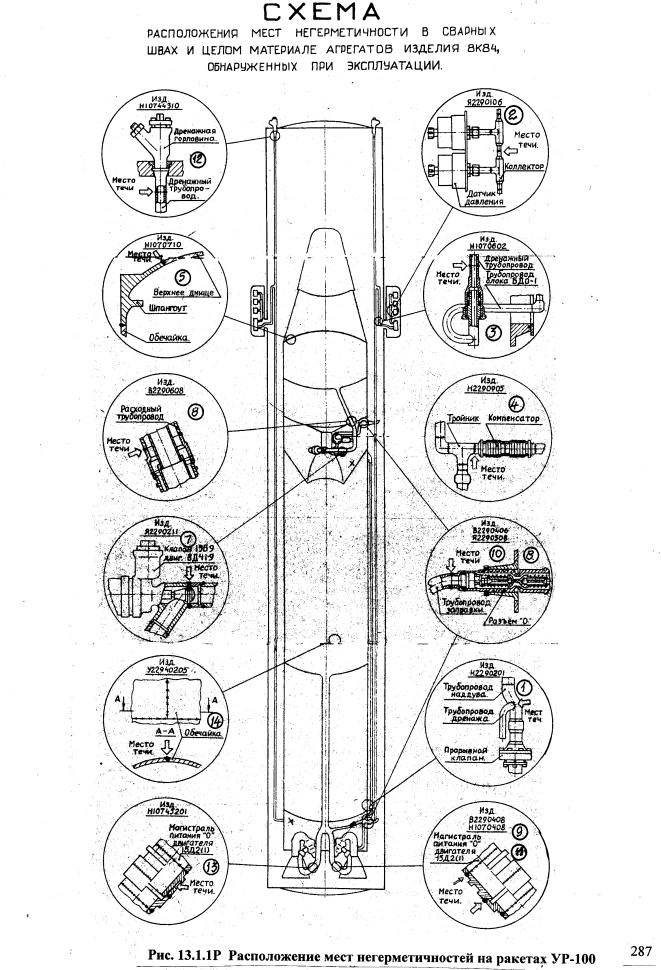
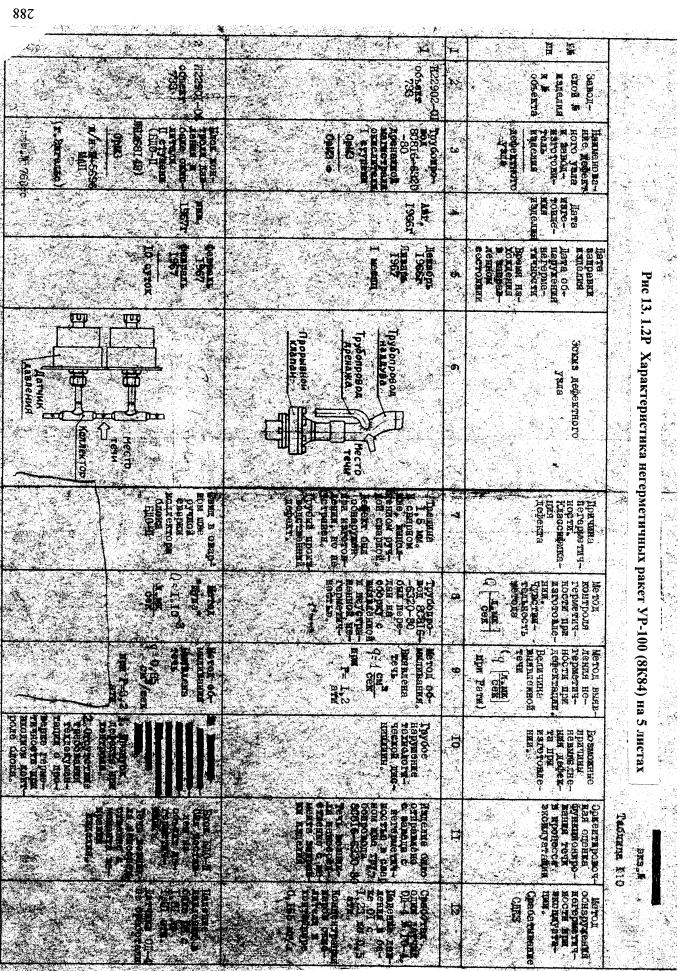
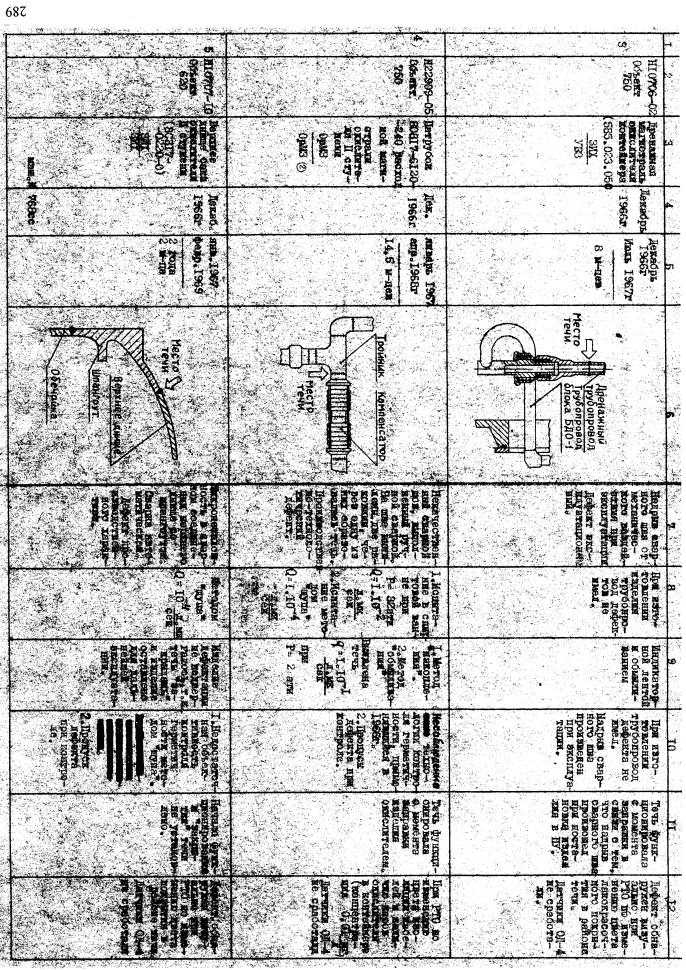
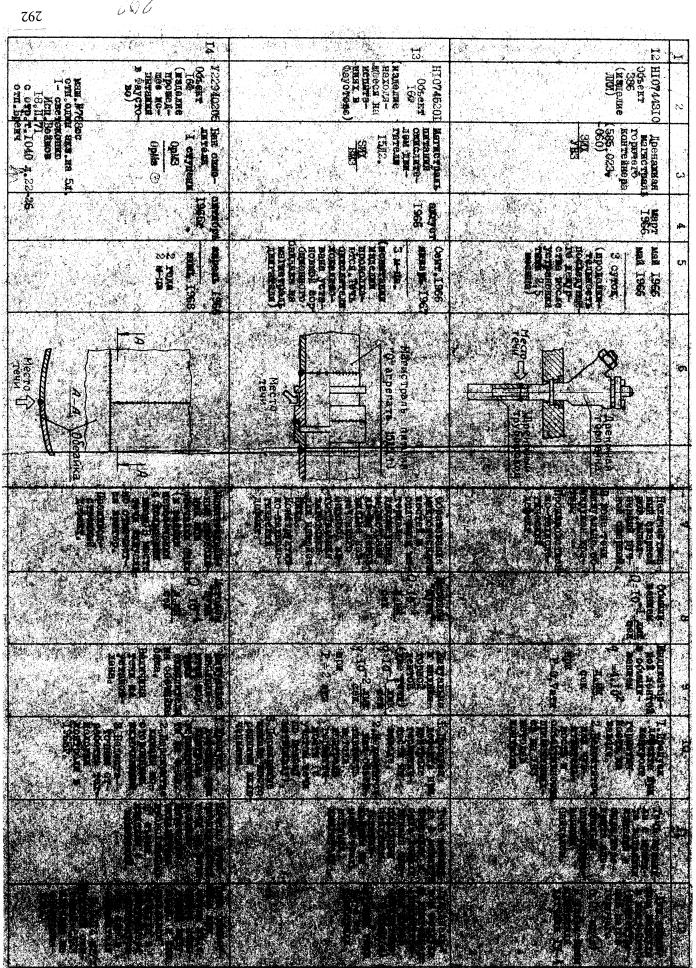
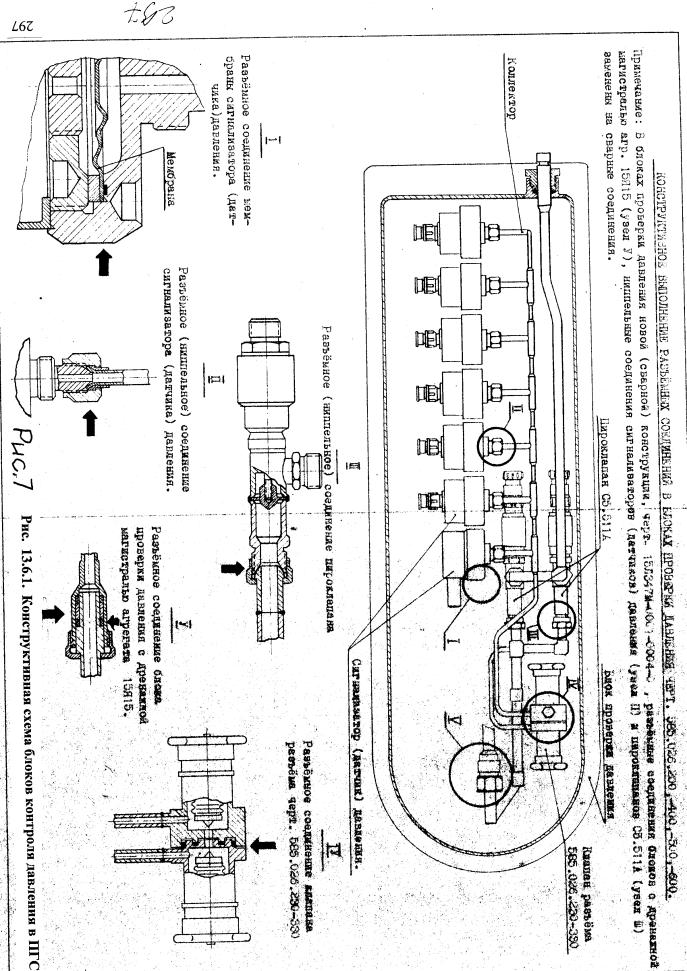
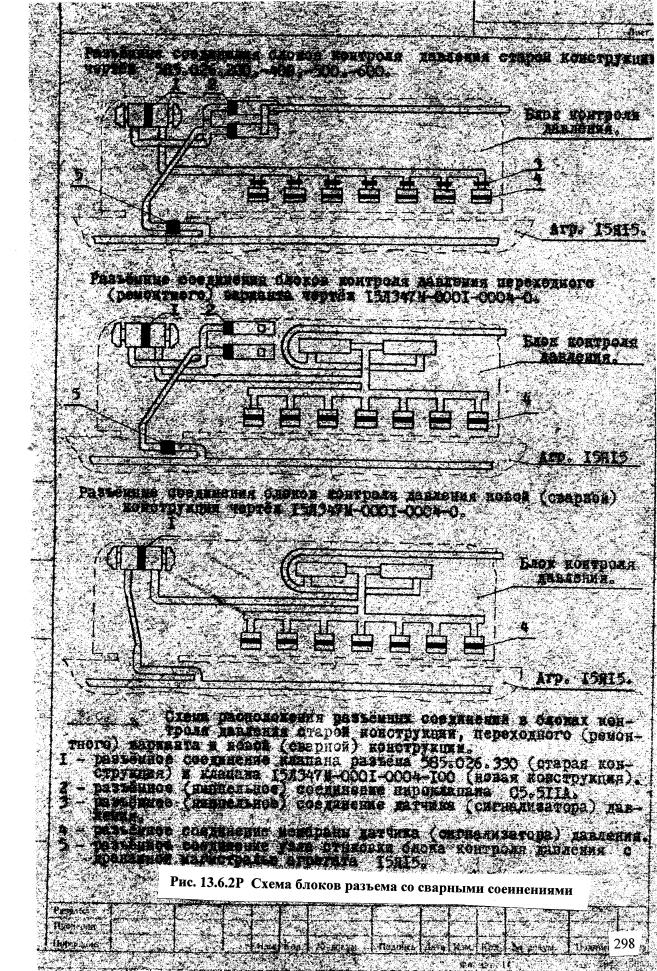
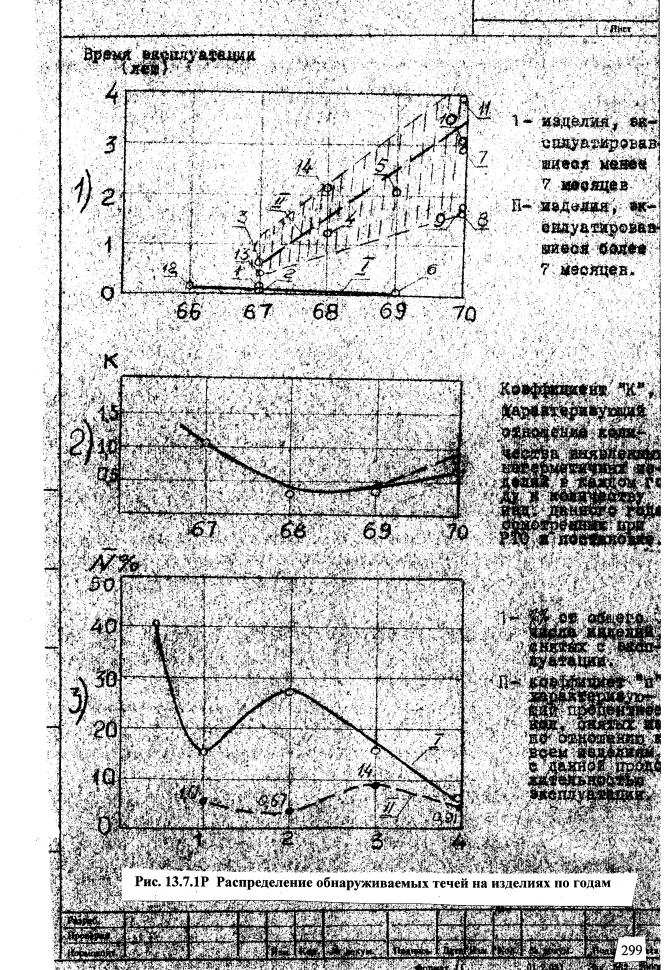
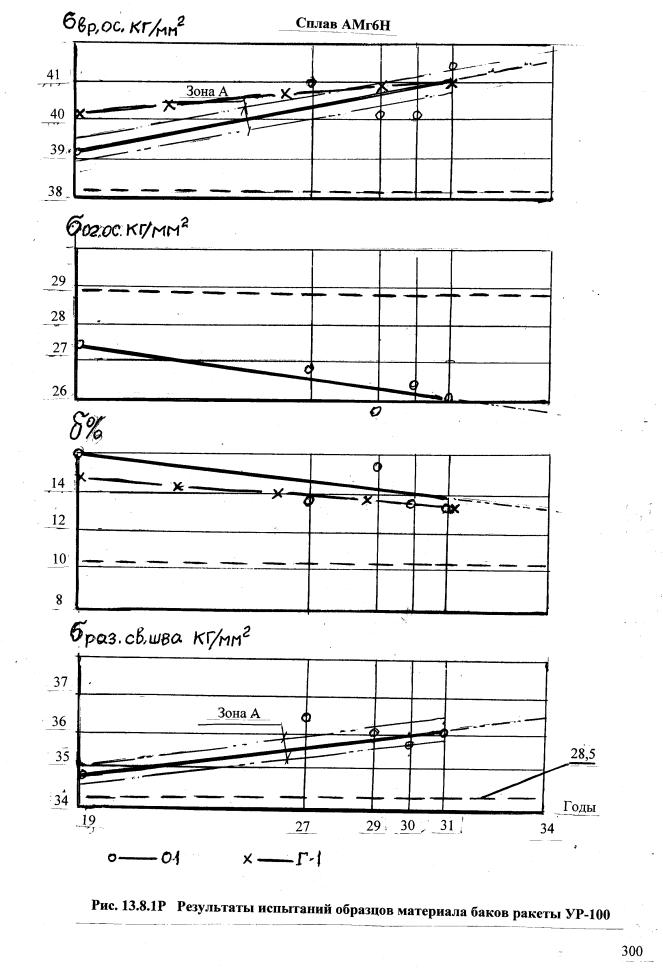
ą Ó ń õ Õ ļĀĀĀ “ Õ “ Ķ ķ
╠ ┼ ę ╬ ─ ╚
ū ┼ č ╩ ╚ ┼ĀĀ ą ┼ ╩ ╬ ╠ ┼ ═ ─ └ ų ╚ ╚
ĒÓ ’ŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķĀ ĶĀ Ó±„Õ“ŅŌ
’Ņ ŅßÕ±’Õ„ÕĒĶ■ õŅļŃŅŌÕ„ĒŅ±“Ķ
├ļÓŌÓ 14Ā ╬┴┌┼╠Ā
╚Ā ╠┼ę╬─█Ā č╚čę┼╠═╬╔Ā
╬ęą└┴╬ę╩╚ĀĀ ╚Ū─┼╦╚╔Ā ═└
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬╬Ū─┼╔čę┬╚┼ ┬═┼ž═╚šĀ ╚ ┬═ėęą┼══╚šĀ į└╩ę╬ą╬┬
14.1. ╚±§ŅõĒ¹Õ ’ŅļŅµÕĒĶ Ō
ļÓßŅÓ“ŅĒ¹§ ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶ §
ĀĀ ╚ńŌÕ±“ĒŅ, „“Ņ ļ■ßŅķ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹ķ ņÓ“ÕĶÓļ, ’ÕµõÕ „Õņ ŅĒ
ß¾õÕ“ ÕĻŅņÕĒõŅŌÓĒ õļ ’ĶņÕĒÕĒĶ Ō ĻŅĒ±“¾Ļ÷ĶĶ, ’Ņ§ŅõĶ“ ĻŅņ’ļÕĻ± ļÓßŅÓ“ŅĒ¹§
Ķ±’¹“ÓĒĶķ Ō “Õ§ ±ÕõÓ§, Ō ĻŅ“Ņ¹§ ŅĒ ’ĶņÕĒ Õ“± . č¾∙Õ±“Ō¾■∙ĶÕ ņÕ“ŅõĶĻĶ
Ķ±’¹“ÓĒĶķ ÓńÓßŅ“ÓĒ¹, ŃļÓŌĒ¹ņ ŅßÓńŅņ, õļ Ņ÷ÕĒĻĶ ±ŌŅķ±“Ō ±ÓņŅŃŅ ņÓ“ÕĶÓļÓ Ķ
ĒÕ ŅŃŅŌÓĶŌÓ■“ ¾±ļŅŌĶķ ÕŃŅ ’ŅŌÕĻĶ Ō ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ. ▌“Ņ Ō ’ÕŌ¾■
Ņ„ÕÕõ³ Ņ“ĒŅ±Ķ“± Ļ ’ŅŌÕĻÕ ±ĻļŅĒĒŅ±“Ķ ±’ļÓŌÓ Ķ ÕŃŅ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ Ļ
ĻŅŅńĶĶ ’Ņõ ĒÓ’ µÕĒĶÕņ, ņÕµĻĶ±“ÓļļĶ“ĒŅķ ĻŅŅńĶĶ. ┬ Ņ“õÕļ³Ē¹§ ±ļ¾„Ó §
’ĶŌŅõĶ“± ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ Ķ±’¹“ÓĒĶ ņ ĒÓ ĻŅĒ“ÓĻ“Ē¾■ Ķ ∙ÕļÕŌ¾■ ĻŅŅńĶ■. ╬õĒÓĻŅ,
õÓĒĒ¹Õ ņÕ“ŅõĶĻĶ Ó±±ņÓ“ĶŌÓ■“ “Ņļ³ĻŅ ŌŅ’Ņ±¹ ĻŅŅńĶĶ ÓŃÕŃÓ“ŅŌ. ┬ “Ņ ŌÕņ ĻÓĻ
Ō ÕÓļ³ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ õŅļµÕĒ Ó±±ņÓ“ĶŌÓ“³± ĻŅņ’ļÕĻ± ŌŅ’Ņ±ŅŌ, ŌļĶ ■∙Ķ§ ĒÓ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ō±Õ§ ±Ķ±“Õņ ĶńõÕļĶ .
Ā ╬±ĒŅŌĒ¹Õ “ÕßŅŌÓĒĶ ’Ņ Ņß·ÕņÓņ Ķ ŌĶõÓņ Ķ±’¹“ÓĒĶķ
ĶńõÕļĶķ ’Ņ Ņ’ÕõÕļÕĒĶ■ ÕŃŅ õŅļŃŅŌÕ„ĒŅ±“Ķ ńÓĻļ■„Ó■“± Ā Ō ĒÕŅߧŅõĶņŅ±“Ķ ’Ņ±ļÕõŅŌÓ“Õļ³ĒŅŃŅ Ō¹’ŅļĒÕĒĶ ĻŅņ’ļÕĻ±Ó
Ķ±±ļÕõŅŌÓĒĶķ, ŌĻļ■„Ó■∙Ķ§ ’ŅŌÕõÕĒĶÕ ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§
Ķ±’¹“ÓĒĶķ.
Ā ╦ÓßŅÓ“ŅĒ¹ņ Ķ±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“± ±’Õ÷ĶÓļ³Ē¹Õ ŅßÓń÷¹,
Ō¹’ŅļĒÕĒĒ¹§ Ō ’Ņ±“Õķ°Ķ§ ¶ŅņÓ§ Ķ ŌĀ
ĒÓĶßŅļ³°Õķ ±“Õ’ÕĒĶ, ’ĶßļĶµÓ■∙ĶÕ± Ļ Ķ±’Ņļ³ń¾Õņ¹ņ Ō ĻŅĒ±“¾Ļ÷ĶĶ ĶńõÕļĶķ,
Ķ ’ŅŌŅõ ∙Ķ§± „Ó∙Õ Ō±ÕŃŅ Ō Ķ±Ļ¾±±“ŌÕĒĒŅ ±ŅńõÓŌÓÕņ¹§ ¾±ļŅŌĶ §. ╬ß¹„ĒŅ ²“Ķ
¾±ļŅŌĶ ’ŅõßĶÓ■“± ± “ÓĻĶņ Ó±„Õ“Ņņ, „“Ņß¹ ¾±ĻŅĶ“³ ÕÓļ³Ē¹ķ ’Ņ÷Õ±± õļ
’Ņļ¾„ÕĒĶ ĒÕŅߧŅõĶņ¹§ õÓĒĒ¹§ ńÓ ßŅļÕÕ ĻŅŅ“ĻŅÕ ŌÕņ . ▌“Ņ, “ÓĻ ĒÓń¹ŌÓÕņ¹Õ,
¾±ĻŅÕĒĒ¹Õ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ.ĀĀ
═ÓńĒÓ„ÕĒĶÕ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ±Ņ±“ŅĶ“ Ō Ņ’ÕõÕļÕĒĶĶ Ō±Õ±“ŅŅĒĒÕķ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ķ ’Ņļ¾¶ÓßĶĻÓ“ŅŌ Ķń ĒĶ§, Ķ§ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ Ķ
ńÓ∙Ķ“Ē¹§ ’ŅĻ¹“Ķķ, ĒÓ Ņ±ĒŅŌÕ ĻŅ“Ņ¹§ Ō¹õÓ■“± ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ Ķ§ ’ĶņÕĒÕĒĶĶ Ō
ĻŅĒ±“¾Ļ÷ĶĶ
ĀĀ ŽÕĶņ¾∙Õ±“ŌŅ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ, ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ ±“ÕĒõŅŌ¹ņĶ
Ķ ĒÓ“¾Ē¹ņĶ, ńÓĻļ■„ÓÕ“± Ō ŌŅńņŅµĒŅ±“Ķ ßŅļÕÕ °ĶŅĻŅŃŅ Ķń¾„ÕĒĶ ŌļĶ ĒĶ “Õ§ ĶļĶ
ĶĒ¹§ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ņÓ“ÕĶÓļÓ.
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ’Ņ÷Õ±±Óņ ĻŅŅńĶĶ ²“Ņ ŌļĶ ĒĶÕ “Õņ’ÕÓ“¾¹, ŌļÓµĒŅ±“Ķ,
ĒÓ’ µÕĒĶķ, §ĶņĶ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ņÓ“ÕĶÓļÓ, ÕŃŅ ±“¾Ļ“¾¹ Ķ ±Ņ±“ÓŌÓ ŌĒÕ°ĒÕķ Ķ
ŌĒ¾“ÕĒĒÕķ ±Õõ¹. ┴ŅļÕÕ °ĶŅĻĶÕ ŌŅńņŅµĒŅ±“Ķ ’Õõ±“ÓŌļ ■“± Ō ²“Ņņ ŌĶõÕ Ķ±’¹“ÓĒĶķ
Ō ±Ķļ¾ “ŅŃŅ, „“Ņ ŅßÓń÷¹ ĶņÕ■“ õŅ±“Ó“Ņ„ĒŅ ’Ņ±“¾■, Ó ńÓ„Ó±“¾■ ±“ÓĒõÓ“Ē¾■,
¶Ņņ¾ Ķ ŅĒĶ ņŅŃ¾“ ß¹“³ ĶńŃŅ“ŅŌļÕĒ¹ Ō ±¾∙Õ±“ŌÕĒĒŅ ßŅļ³°Ķ§ ĻŅļĶ„Õ±“ŌÓ§.
Ā ┬ņÕ±“Õ ± “Õņ, ņĒŅŃŅ„Ķ±ļÕĒĒ¹Õ ĻŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ ’ŅĻÓń¹ŌÓ■“,
„“Ņ Ņ÷ÕĒĻÓ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ Ķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§
ņÓ“ÕĶÓļŅŌ ’Ņ Õń¾ļ³“Ó“Óņ “Ņļ³ĻŅ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ĒÕ ņŅµÕ“ ß¹“³ ’ŅļĒŅķ.
▌“Ņ ±Ņ Ō±Õķ Ņ„ÕŌĶõĒŅ±“³■ ’ŅĻÓńÓļÓ ’ÓĻ“ĶĻÓ ŌĒÕõÕĒĶ Ō 60-§ ŃŅõÓ§ ĒÓ
’Õõ’Ķ “ĶĶ Ō¹±ŅĻŅ ’Ņ„ĒŅŃŅ Óļ■ņĶĒĶÕŌŅŃŅ ±’ļÓŌÓ └ų╠, ĻŅŃõÓ, ĒÕ±ņŅ“ ĒÓ
’ŅļŅµĶ“Õļ³Ē¹Õ Õń¾ļ³“Ó“¹ ßŅļ³°ŅŃŅ „Ķ±ļÓ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ ņÓ“ÕĶÓļÓ, ’Ķ°ļŅ±³
Ņ“ĻÓńÓ“³± Ņ“ ÕŃŅ ’ĶņÕĒÕĒĶ Ō ĻŅĒ±“¾Ļ÷ĶĶ Ķń ńÓ Ō¹ ŌļÕĒĒŅķ ±ĻļŅĒĒŅ±“Ķ ²“ŅŃŅ
±’ļÓŌÓ Ļ §¾’ĻŅņ¾ Óń¾°ÕĒĶ■. ėĻÓńÓĒĒÓ Ņ±ŅßÕĒĒŅ±“³ ß¹ļÓ Ō¹ ŌļÕĒÓ “Ņļ³ĻŅ ’Ķ
ĶńŃŅ“ŅŌļÕĒĶĶ Ķ Ķ±’¹“ÓĒĶĶ ņŅõÕļ³ĒŅŃŅ ßÓĻÓ, ’ĶßļĶµÓ■∙ÕŃŅ± Ļ ĒÓ“¾ĒŅķ
ĻŅĒ±“¾Ļ÷ĶĶ.
Ā č“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ ’ŅŌŅõ “± ĒÓ ĻŅĒ±“¾Ļ“ĶŌĒŅ ’ŅõŅßĒ¹§
ŅßÓń÷Ó§, ¾„Ķ“¹ŌÓ■∙Ķ§ “Õ ĶļĶ ĶĒ¹Õ ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ņ±ŅßÕĒĒŅ±“Ķ
Ō ’ĶņÕĒÕĒĶĶ Ō ĒÕņ ņÓ“ÕĶÓļŅŌ, Ķ ’ŅŌŅõ “± , ĻÓĻ ’ÓŌĶļŅ, ’Ņ ¾±ĻŅÕĒĒ¹ņ
ņÕ“ŅõĶĻÓņ Ķ±’¹“ÓĒĶķ. ╬ßÓń÷¹ Ō “ÓĻĶ§ Ķ±’¹“ÓĒĶ § Ōļ ■“± ßŅļÕÕ ±ļŅµĒŅķ ¶Ņņ¹,
„Õņ ŅßÓń÷¹ õļ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ Ķ ŅĒĶ ĶńŃŅ“ÓŌļĶŌÓ■“± Ō ņÕĒ³°Ķ§
ĻŅļĶ„Õ±“ŌÓ§ Ķ Ō ĒĶ§ ¾„Ķ“¹ŌÓ■“± Õń¾ļ³“Ó“¹, ’Ņļ¾„ÕĒĒ¹Õ ’Ķ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶ §.
═ÓńĒÓ„ÕĒĶÕ “ÓĻĶ§ Ķ±’¹“ÓĒĶķ ±Ņ±“ŅĶ“ Ō Ņ’ÕõÕļÕĒĶĶ Ķ±§ŅõĒ¹§ ’ŅļŅµÕĒĶķ õļ ÕĻŅņÕĒõÓ÷Ķķ
± ÷Õļ³■Ā ÓńÓßŅ“ĻĶ °“Ó“Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ.
Ā ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ ’ŅŌŅõ “± ĒÓ ĒÓ“¾Ē¹§ ĶńõÕļĶ §, ĻŅĒ±“¾Ļ÷Ķ
ĻŅ“Ņ¹§ Ō¹ßÓĒÓ ’Ņ Õń¾ļ³“Ó“Óņ ’Õõ¹õ¾∙Ķ§ Ķ±’¹“ÓĒĶķ Ķ ŅĒĶ ’ŅŌŅõ “± Ō
ņÓĻ±ĶņÓļ³ĒŅ ’ĶßļĶµÕĒĒ¹§ ¾±ļŅŌĶ §, ĶņÕ■∙Ķ§± ’Ķ °“Ó“ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ╬õĒÓĻŅ
ĒÓ“¾Ē¹Õ Ķ±’¹“ÓĒĶ õŅŌŅļ³ĒŅ “¾õŅÕņĻĶ, ±ļŅµĒ¹ Ķ õŅŅŃŅ±“Ņ ∙Ķ. ┬ ±Ķļ¾ ²“ŅŃŅ
ĻŅĒ±“¾Ļ“ĶŌĒ¹Õ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ Ņ±ŅßÕĒĒŅ±“Ķ, Ó “ÓĻµÕ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
ņÓ“ÕĶÓļŅŌ Ķ ÓŃÕŃÓ“ŅŌ ĒÕŅߧŅõĶņŅ ņÓĻ±ĶņÓļ³ĒŅ ’ŅļĒŅ Ķń¾„Ķ“³ Ō ’Ņ÷Õ±±Õ
±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶķ ņÓ“ÕĶÓļŅŌ Ķ ¾’Ņ∙ÕĒĒ¹§ ņŅõÕļ³Ē¹§ ĻŅĒ±“¾Ļ÷Ķķ Ķń ĒĶ§.
ĀĀ ╚ńļŅµÕĒĒ¹ķ ’Ņõ§Ņõ Ō ±“¾Ļ“¾ĶŅŌÓĒĶĶ ŌĶõŅŌ ’ŅŌŅõ ∙Ķ§±
Ķ±’¹“ÓĒĶķ “Õß¾Õ“ ÓńÓßŅ“ĻĶ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ßÓĻÓņ Ķ “Ņ’ļĶŌĒ¹ņ ±Ķ±“ÕņÓņ ĶńõÕļĶķ
±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ Ķ§ ±Ķ±“ÕņĒŅņ¾ ’ŅŌÕõÕĒĶ■, ’Õõ¾±ņÓ“ĶŌÓ■∙Ķ§, ±
ŅõĒŅķ ±“ŅŅĒ¹, ’ŅŌÕĻ¾ Ņ±ĒŅŌĒ¹§ ²ļÕņÕĒ“ŅŌ ĻŅĒ±“¾Ļ÷ĶĶ, ’ŅõŌÕŃÓ■∙Ķ§±
ŌŅńõÕķ±“ŌĶ■ ĻŅņ’ŅĒÕĒ“ŅŌ, Ó, ± õ¾ŃŅķ ±“ŅŅĒ¹, ’Ņ²“Ó’Ē¾■ ’ŅŌÕĻ¾ ŌŅ ŌÕņÕĒĶ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ķ ²ļÕņÕĒ“ŅŌ Ķń ĒĶ§, ŌĻļ■„Ó ĻŅĒ±“¾Ļ÷ĶĶ
Ō÷ÕļŅņ.Ā
ĀĀ ▌“Ó’ĒŅ±“³ Ķ±’¹“ÓĒĶķ ŌŅ ŌÕņÕĒĶ Ō¹“ÕĻÓÕ“ “ÓĻµÕ Ķń ĒÕŅߧŅõĶņŅ±“Ķ
Ņ’ÕõÕļÕĒĶ ĒÕ “Ņļ³ĻŅ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ, ĒŅ Ķ ±ŅĻŅŌ ĒÓõÕµĒŅķ ±ļ¾µß¹ ņÓ“ÕĶÓļŅŌ
Ķ ĶńõÕļĶķ. ═ÓĶßŅļÕÕ Ņ’“ĶņÓļ³Ē¹ņĀ
ŌÓĶÓĒ“Ņņ, Ō ²“Ņņ ±ļ¾„ÓÕ, Ōļ Õ“± 3 ²“Ó’Ó ’Ņ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ
Ķ±’¹“ÓĒĶķ ’Ķ ŅõĶĒÓĻŅŌ¹§ ÕµĶņÓ§ Ķ±’¹“ÓĒĶķ. ŽĶ ĒÓļĶ„ĶĶ ÓĒÕÕ ’Ņļ¾„ÕĒĒ¹§
’ÕõŌÓĶ“Õļ³Ē¹§ õÓĒĒ¹§ ņŅµĒŅ ŅŃÓĒĶ„ĶŌÓ“³± ĒÓ õŌ¾§ ²“Ó’Ó§, ’Ņ±ļÕõĒĶķ Ķń
ĻŅ“Ņ¹§ ’ŅŌŅõĶ“± ĒÓ ’ŅļĒ¹ķ ±ŅĻ Ó±„Õ“ĒŅķ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀĀ ╦ÓßŅÓ“ŅĒ¹Õ, ±“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ ’Õõ¾±ņÓ“ĶŌÓ■“ ’ŅŌÕõÕĒĶÕ
Ņ’ÕõÕļÕĒĒŅŃŅ Ņß·ÕņÓ ĒÓ¾„ĒŅ-Ķ±±ļÕõŅŌÓ“Õļ³±ĻĶ§ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ÓßŅ“ Ķ
’ŅŌŅõ “± ’Ņ²“Ó’ĒŅ.
ĀĀ ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ŌŅńõÕķ±“ŌĶ■ ĻŅņ’ŅĒÕĒ“ŅŌ Ō ļÓßŅÓ“ŅĒ¹§ Ķ
±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶ § Ķń¾„Ó■“± :
- ±ĻŅŅ±“³ Ņß∙Õķ ĻŅŅńĶĶ,
- ŌļĶ ĒĶÕ ŌŅńõÕķ±“ŌĶ
’Ņõ¾Ļ“Ó ĒÓ ’Ņ„ĒŅ±“³ ņÓ“ÕĶÓļÓ Ķ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ,
- §ÓÓĻ“Õ ĻŅŅńĶĶ
Ņ±ĒŅŌĒŅŃŅ ņÓ“ÕĶÓļÓĀ Ķ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ Ēņ ’ÕõņÕ“ ĒÓļĶ„Ķ ņÕµĻĶ-ĀĀ
Ā ±“ÓļļĶ“ĒŅķ, ĻŅĒ“ÓĻ“ĒŅķĀ Ķ
∙ÕļÕŌŅķ ĻŅŅńĶĶ,
- õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ Ķ
’Ņļń¾„Õ±“³ ņÓ“ÕĶÓļÓ Ķ ĻŅĒ±“¾Ļ÷ĶĶ ’Ķ ĻŅĒ“ÓĻ“Õ ± ’Ņõ¾Ļ“Ņņ,
- ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ķ
ĻŅĒ±“¾Ļ“ĶŌĒ¹§ ¶ÓĻ“ŅŅŌ ĒÓ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³,
- ĻŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³
ņÓ“ÕĶÓļÓ ’Ņõ ĒÓ’ µÕĒĶÕņ,
-Ā ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ’Ņõ¾Ļ“Õ ĒÓ ÕŃŅ ĻŅŅńĶŅĒĒ¾■
ÓĻ“ĶŌĒŅ±“³,
- ±ĻļŅĒĒŅ±“³ ’Ņõ¾Ļ“Ó Ļ
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ■,
- ’ŅĒĶ÷ÓÕņŅ±“³ ’Ņõ¾Ļ“Ó
„ÕÕń ņÓ“ÕĶÓļ¹ Ķ õÕ¶ÕĻ“¹ Ō ĒĶ§,
- ’ŅĒĶ÷ÓÕņŅ±“³ ’Ņõ¾Ļ“ŅŌ
„ÕÕń ņĶĻŅõÕ¶ÕĻ“¹Ā Ō ±ŌÓĒ¹§ °ŌÓ§.
Ā ╚±’¹“ÓĒĶ ’ŅŌŅõ “± ’Ņ ņÕ“ŅõĶĻÓņ, ÓńÓßŅ“ÓĒĒ¹ņ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ
ĻŅĒĻÕ“ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ Ķ ¾±ļŅŌĶ ņ ÕŃŅ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ± ¾„Õ“Ņņ ÓĒÕÕ ĒÓĻŅ’ļÕĒĒŅŃŅ
Ņ’¹“Ó ’ŅõŅßĒ¹§ Ķ±’¹“ÓĒĶķ.
ĀĀ ═Ó ĻÓµõ¹ķ ²“Ó’ ļÓßŅÓ“ŅĒ¹§ Ķ ±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶķ ’Ņ±“¾’Ó■“ ĒÕ
ņÕĒÕÕ “Õ§ ŅßÓń÷ŅŌ, ńÓ Ķ±Ļļ■„ÕĒĶÕņ “Õ§ ŌĶõŅŌ ŅßÓń÷ŅŌ, ’Ņ ÓĒÓļŅŃÓņ ĻŅ“Ņ¹§
ĶņÕ■“± ’ÕõŌÓĶ“Õļ³Ē¹Õ õÓĒĒ¹Õ. ŽŅ “ÓĻĶņ ŅßÓń÷Óņ Ķ±’¹“¹ŌÓ■“± õŌÓ ŅßÓń÷Ó ĒÓ
’ŅņÕµ¾“Ņ„Ē¹ķ Ķ ’ÕõÕļ³Ē¹ķ ±ŅĻ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
ĀĀ ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ ’ŅŌŅõ “± ± ÷Õļ³■ ± ÷Õļ³■ ’Ņõ“ŌÕµõÕĒĶ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ĶńõÕļĶ , ’Ķ ĒÓ“¾Ē¹§ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ŌŅńõÕķ±“ŌĶ §, Ō
“Õ„ÕĒĶĶ ńÓõÓĒĒŅŃŅ ±ŅĻÓ ±ļ¾µß¹, ¾±“ÓĒŅŌļÕĒĒŅŃŅ ĒÓ Ņ±ĒŅŌÕ ÓĒÕÕ ’ŅŌÕõÕĒĒ¹§
ļÓßŅÓ“ŅĒ¹§ Ķ ±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶ § ’Ņ ¾±ĻŅÕĒĒ¹ņ ņÕ“ŅõĶĻÓņ. ╩ŅņÕ “ŅŃŅ, Ō §ŅõÕ
²“Ķ§ Ķ±’¹“ÓĒĶķ ¾“Ņ„Ē ■“± ¾±ļŅŌĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ó “ÓĻµÕ ’ŅŌÕ Õ“±
²¶¶ÕĻ“ĶŌĒŅ±“³ ’ĶĒ “¹§ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Õ°ÕĒĶķ Ō ĶńõÕļĶĶ. ╩ Ņ±ĒŅŌĒ¹§ Ķń ĒĶ§ Ņ“ĒŅ± “± :
- ĶńņÕĒÕĒĶÕ ŌļÓµĒŅ±“Ķ Ō
Ņ“±ÕĻÓ§ ĶńõÕļĶ Ķ ŌŅńņŅµĒŅ±“Ķ ŅßÓńŅŌÓĒĶ Ō ĒĶ§ ĻŅĒõÕĒ±Ó“Ó ŌļÓŃĶ,
- ŃÓńŅŌ¹õÕļÕĒĶÕ Ķń
ņÓ“ÕĶÓļŅŌ,
- ±ÕńŅĒĒŅÕ ĶńņÕĒÕĒĶÕ
“Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅŃŅ ÕµĶņÓ Ō Ņ“±ÕĻÓ§ ĶńõÕļĶ ,
- ĒÓļĶ„ĶÕ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ
Ņ“±ÕĻÓ§ ĶńõÕļĶ Ķ ÓŃÕŃÓ“ŅŌ,
- ŌŅńņŅµĒŅ±“³ ŅßÓńŅŌÓĒĶÕ ĻŅĒõÕĒ±Ó“Ó
’Ņõ¾Ļ“Ó Ō õÕĒÓµĒ¹§ ņÓŃĶ±“Óļ §, §ÓÓĻ“Õ ±ÕńŅĒĒŅŃŅ ĶńņÕĒÕĒĶ õÓŌļÕĒĶ Ō
ÕņĻŅ±“ §.
14.2Ā ╬ß∙Ķķ ’Ņõ§Ņõ Ō ’ŅŌÕõÕĒĶĶ
Ķ±’¹“ÓĒĶķ ’Ņ õŅļŃŅŌÕ„ĒŅ±“Ķ
Ā č ÷Õļ³■ ŅßÕ±’Õ„ÕĒĶ Ō±Õ±“ŅŅĒĒÕŃŅ Ķ ĒÓĶßŅļÕÕ ’ŅļĒŅŃŅ ¾„Õ“Ó Ō±Õ§
ŌļÕĒĶķ, ŅĻÓń¹ŌÓ■∙Ķ§ ŌļĶ ĒĶÕ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĶńõÕļĶ , ¾±“ÓĒÓŌļĶŌÓ■“±
“Ķ’ŅŌ¹Õ ņŅõÕļĶ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ĒÓ ņÓ“ÕĶÓļ¹,
Ó’’ÓÓ“¾¾ Ķ õ¾ŃĶÕ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹ Ķ Ō÷ÕļŅņ ĒÓ ĶńõÕļĶÕ.
ĀĀ ŽĶ ’Ņ±“ŅÕĒĶĶ “ÓĻĶ§ “Ķ’ŅŌ¹§ ņŅõÕļÕķ Ó±±ņÓ“ĶŌÓ■“± : ņÕ“Óļļ¹ Ķ
±’ļÓŌ¹, ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ ņÓ“ÕĶÓļ¹ Ķ ’ŅĻ¹“Ķ , ÕńĶĒ¹ Ķ ÕńĶĒŅ“Õ§ĒĶ„Õ±ĻĶÕ
ĶńõÕļĶ , ¾’ļŅ“ĒĶ“Õļ³Ē¹Õ ²ļÕņÕĒ“¹, ņÓ±ļÓ Ķ ±ņÓńĻĶ, ĻŅņ’ŅĒÕĒ“¹ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ,
±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó, Ó’’ÓÓ“¾Ó Ķ õ¾ŃĶÕ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹, ĒÕ
ĻŅĒ“ÓĻ“Ķ¾■∙ĶÕ ± ĻŅņ’ŅĒÕĒ“ÓņĶ Ķ ±ÓņŅ ĶńõÕļĶÕ Ō÷ÕļŅņ. ęĶ’ŅŌÓ ņŅõÕļ³ ĶńõÕļĶ Ķ
ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ Ó±±ņÓ“ĶŌÓļÓ±³ ÓĒÕ Ō ├ļÓŌÕ 1 Ķ Ō¹ßĶÓ■“± Ķń „Ķ±ļÓ
’ĶŌŅõĶŌ°Ķ§± Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ “ÕßŅŌÓĒĶķ, ’Õõ· Ōļ Õņ¹§ Ļ ĶńõÕļĶ■Ā ÕŃŅ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ņ±ŅßÕĒĒŅ±“Õķ.
Ā ╩ ŌĒ¾“ÕĒĒĶņ ŌŅńõÕķ±“Ō¾■∙Ķņ ¶ÓĻ“ŅÓņ Ō ’ÕŌ¾■ Ņ„ÕÕõ³ ±ļÕõ¾Õ“
Ņ“ĒÕ±“Ķ ŌńÓĶņŅõÕķ±“ŌĶÕ “ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ ±Õõ, Ķń ĻŅ“Ņ¹§ ±Ņ±“ŅĶ“
ļ■ßŅÕ ĶńõÕļĶÕ. ╚§ ±Ņ±“ÓŌ Ķ ±ŌŅķ±“ŌÓ Ō ĻŅĒĻÕ“ĒŅņ ĻŅĒ±“¾Ļ“Ņ±ĻŅņ ŌŅ’ļŅ∙ÕĒĶĶ
Ņ’ÕõÕļ ■“ ŌÕ±³ “Ņ“ Ņß·Õņ Ķ§ Ķ±±ļÕõŅŌÓĒĶķ, ĻŅ“Ņ¹ķ ĒÕŅߧŅõĶņŅ ’ŅŌŅõĶ“³ ± “Õņ,
„“Ņß¹ Ņ’ÕõÕļĶ“³ Ņ’“ĶņÓļ³ĒŅ±“³ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶ ĶńõÕļĶ . ╬±ŅßÕĒĒŅ ±ļÕõ¾Õ“
ŅßÓ“Ķ“³ ŌĒĶņÓĒĶÕ ĒÓ ļĶĒĶĶ Ķ ’ŅŌÕ§ĒŅ±“Ķ Ķ§ ŌńÓĶņŅõÕķ±“ŌĶ , ĶßŅ ĒÓ ŃÓĒĶ÷Ó§
ÓńõÕļÓ ¶Óń Ō ĶńõÕļĶĶ ’ŅĶ±§Ņõ “ ŌÕ±³ņÓ ŌÓµĒ¹Õ ’Ņ÷Õ±±¹, Ķ±±ļÕõŅŌÓĒĶ■ ĻŅ“Ņ¹§
ĻŅĒ±“¾Ļ“ŅÓņĶ Õ∙Õ ĒÕõŅ±“Ó“Ņ„ĒŅ ¾õÕļ Õ“± ŌĒĶņÓĒĶ .
Ā ═ŅņÕĒĻļÓ“¾¾ Ķ ’ÓÓņÕ“¹ ŌŅńõÕķ±“Ō¾■∙Ķ§ ¶ÓĻ“ŅŅŌ Ó±±ņÓ“ĶŌÓ■“
’ĶņÕĒĶ“Õļ³ĒŅ ĻŅ Ō±Õņ ±“ÓõĶ ņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶ “ÓĻĶņ, ĻÓĻ :
“ÓĒ±’Ņ“ĶŅŌÓĒĶÕ, §ÓĒÕĒĶÕ Ō ’ŅļÕŌ¹§ ¾±ļŅŌĶ §, Ó “ÓĻµÕ Ō ¾±ļŅŌĶ § Ņ“Ó’ļĶŌÓÕņ¹§
Ķ ĒÕ Ņ“Ó’ļĶŌÓÕņ¹§ ±ĻļÓõŅŌ Ķ ĒÕ’Ņ±Õõ±“ŌÕĒĒÓ ÓßŅ“Ó ĶńõÕļĶ ’Ņ ĒÓńĒÓ„ÕĒĶ■.
Ā ╬õĒŅķ Ķń ŌÓµĒ¹§ §ÓÓĻ“ÕĶ±“ĶĻ ĶńõÕļĶķ Ōļ Õ“± Ķ§ õŅļŃŅŌÕ„ĒŅ±“³.
╬ßŅß∙ÕĒĒ¹ņ ĻŅļĶ„Õ±“ŌÕĒĒ¹ņ ’ŅĻÓńÓ“ÕļÕņ õŅļŃŅŌÕ„ĒŅ±“Ķ Ōļ Õ“± ±ŅĻ ±ļ¾µß¹,
Ņ’ÕõÕļÕĒĒ¹ķ ’Ņ ’ŅĻÓńÓ“Õļ■ ½ĒÓĶßŅļÕÕ ±ļÓßŅŃŅ ńŌÕĒÓ ĶńõÕļĶ ╗. ╬ß·Õņ Ķ±’¹“ÓĒĶķ ’Ņ
Ņ’ÕõÕļÕĒĶ■ õŅļŃŅŌÕ„ĒŅ±“ĶĀ Ō¹ßĶÓÕ“± Ō
’ÕŌ¾■ Ņ„ÕÕõ³ Ķ±§Ņõ Ķń ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ņ±ŅßÕĒĒŅ±“Õķ Ķ ŌĒ¾“ÕĒĒĶ§ õÕķ±“Ō¾■∙Ķ§
¶ÓĻ“ŅŅŌ Ō ĶńõÕļĶ §, Ó “ÓĻµÕ Ņ“ ŌĶõÓ Ķ §ÓÓĻ“ÕÓ ŌĒÕ°ĒĶ§ ŌŅńõÕķ±“ŌĶķ, ĻŅ“Ņ¹Õ
Ō¹ßĶÓ■“± ±ŅŃļÓ±ĒŅ ±ļÕõ¾■∙Ķņ ĒŅņÓ“ĶŌĒ¹ņ õŅĻ¾ņÕĒ“Ó:
- ’Ņ ¾±ļŅŌĶ ņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ,
§ÓĒÕĒĶ Ō „Ó±“Ķ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ’Ņ
ĀĀ ├╬čę 15150-69,
- ’Ņ ĻŅŅńĶŅĒĒŅķ
ÓŃÕ±±ĶŌĒŅ±“Ķ Ó“ņŅ±¶Õ¹ ’Ņ ├╬čęĀ 9.039 ¢
74.
- ’Ņ ĻļĶņÓ“Ķ„Õ±ĻĶņ ¾±ļŅŌĶ ņ
Ō ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ńŅĒÓ§ ’Ņ ├╬čę 16350-80.
ĀĀ ╚±’¹“ÓĒĶ ņÓ“ÕĶÓļŅŌ, Ó’’ÓÓ“¾¹ ĶĀ õ¾ŃĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ Ķ ĶńõÕļĶ Ō÷ÕļŅņ ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ’ŅŌŅõ “± ’Ņ ņÕ“ŅõĶĻÓņ, ’ĶŌÕõÕĒĒ¹ņ Ō ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§
ŃŅ±¾õÓ±“ŌÕĒĒ¹§ Ķ ŌÕõŅņ±“ŌÕĒĒ¹§ ±“ÓĒõÓ“Ó§, ĻŅ“Ņ¹Õ ’ĶŌŅõ “± õÓļÕÕ ’Ņ“
“ÕĻ±“¾. ŽĶ Ķ§ Ņ“±¾“±“ŌĶĶ ĒÕŅߧŅõĶņŅ ÓńÓßÓ“¹ŌÓ“³ ±ŌŅĶ ’ŅŃÓņņ¹ Ķ ņÕ“ŅõĶĻĶ,
ĒÕĻŅ“Ņ¹Õ Ķń ĻŅ“Ņ¹§, ÓńÓßŅ“ÓĒĒ¹Õ Ō ų╩┴╠į1 Ķ Ķ±’Ņļ³ńŅŌÓŌ°ĶÕ± Ā ’Ķ Ņ“ÓßŅ“ĻÕ õŅļŃŅŌÕ„ĒŅ±“Ķ ÓĻÕ“¹ ėą-100,
’ĶŌŅõ “± “ÓĻµÕ õÓļÕÕ ’Ņ “ÕĻ±“¾.
14.3. ╚±’¹“ÓĒĶÕ ņÕ“ÓļļŅŌ Ķ ±’ļÓŌŅŌ
ĀĀ čŌŅķ±“ŌÓ ņÕ“ÓļļŅŌ Ķ ±’ļÓŌŅŌ, ’ŅõļÕµÓ∙Ķ§ ’ŅŌÕĻÕ õŅ Ķ ’Ņ±ļÕ
²Ļ±’ŅńĶ÷ĶĶ ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, Ņ’ÕõÕļ ■“± Ķń „Ķ±ļÓ
’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷ 14.3.1ę Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĒÓńĒÓ„ÕĒĶ Ķ ŌĶõÓ Ķ±’Ņļ³ńŅŌÓĒĶ
ņÓ“ÕĶÓļŅŌ Ō ĻŅĒ±“¾Ļ÷ĶĶ. ╬ß·Õņ Ķ ŌĶõ¹ Ķ±’¹“ÓĒĶķ ņŅµĒŅ ¾±“ÓĒÓŌļĶŌÓ“³ Ō
±ŅŅ“ŌÕ“±“ŌĶĶ ± “ÓßļĶ÷Õķ 14.3.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.3.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ ņÕ§ÓĒĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ņÕ“ÓļļŅŌ Ķ ±’ļÓŌŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ Ķ õĀĀĀ
Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ Õ “ Ņ õĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
![]()
1. ╚±’¹“ÓĒĶ ĒÓ
Ó±“ µÕĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čę 1497 ¢ 73
2. ╚±’¹“ÓĒĶ “ŅĒĻĶ§ ļĶ±“ŅŌ Ķ
ļÕĒ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čę 11701 ¢ 66
3. ╚±’¹“ÓĒĶ ĒÓ ’ÕÕŃĶßĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀ├╬čę 13813 ¢ 68
4. ╚±’¹“ÓĒĶ ĒÓ ¾õÓĒ¹ķ
ĶńŃĶß ’Ķ ’ŅĒĶµÕĒĒŅķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9454 ¢ 78
ĀĀĀ Ķ ĻŅņĒÓ“ĒŅķĀĀĀĀ
“Õņ’ÕÓ“¾Õ
5. ╚±’¹“ÓĒĶ ĒÓ Ō¹õÓŌļĶŌÓĒĶÕ
ļĶ±“ŅŌ Ķ ļÕĒ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čę 10510 ¢ 80
6. ╚±’¹“ÓĒĶ ĒÓ ¾±“ÓļŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čę 2860 ¢ 65
7. ╚±’¹“ÓĒĶ ĒÓ õļĶ“Õļ³Ē¾■
’Ņ„ĒŅ±“³ Ķ ’Ņļń¾„Õ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čę 10145 ¢ 81
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀąÓńõÕļ
15.14
8. ╚±’¹“ÓĒĶÕ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čę 6996 - 66
9. ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
¾õÓĒŅķ Ō ńĻŅ±“Ķ ĒÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀ ŅßÓń÷Ó§ ± õÕ¶ÕĻ“Ņņ Ķ ßÕń ĒĶ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓńÓßŅ“„ĶĻÓ
10. ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
§ÓÓĻ“ÕÓ Ō ńĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀ Óń¾°ÕĒĶ ĀĀ
ņÓ±±ĶŌĒ¹§ ’Ņļ¾¶ÓßĶĻÓ“ŅŌĀ Ķ ļĶ±“Ņ
11. ╚±’¹“ÓĒĶÕ ĒÓ ±µÓ“ĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęŅ
µÕ
![]() Ā
Ā
ĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.3.2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ┬Ķõ¹ Ķ±’¹“ÓĒĶķ ņÕ“ÓļļŅŌ Ķ ±’ļÓŌŅŌ
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬ Ķ õĀĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ Õ “ Ņ õĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
1. ╚±’¹“ÓĒĶ ĒÓ Ó“ņŅ±¶ÕĒ¾■ ĻŅŅńĶ■ ĒÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 17332 - 71
ĀĀĀĀ
ĻļĶņÓ“Ķ„Õ±ĻĶ§ ±“ÓĒ÷Ķ §Ā
2. ╚±’¹“ÓĒĶÕ ĒÓ Ņß∙¾■ ĻŅŅńĶ■ ņÓŃĒĶÕŌ¹§
±’ļÓŌŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9.020 ¢ 74
3. ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ ĒÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀ├╬čęĀ
9.017 - 74
![]()
![]() ĀĀĀĀ Ņß∙¾■ ĻŅŅńĶ■
ĀĀĀĀ Ņß∙¾■ ĻŅŅńĶ■
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ 14.3.2ę
4. ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ĒÓ Ņß∙¾■ ĻŅŅńĶ■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ├╬čęĀ
9.017 ¢ 74
5. ╚±’¹“ÓĒĶ Ā
ĒÓ ĻŅŅńĶŅĒĒŅÕ Ó±“Õ±ĻĶŌÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 9.019 - 74Ā
ĀĀĀ
Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
6. ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ĒÓ Ó±±ļÓĶŌÓ■∙¾■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9.018 ¢ 82
ĀĀĀĀĀ ĻŅŅńĶ■
Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
7. ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ĒÓ ņÕµĻĶ±“ÓļļĶ“Ē¾■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 9.021 - 74
ĀĀĀĀ ĻŅŅńĶ■
Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
8. ė±ĻŅÕĒĒ¹Õ Ķ±’¹“ÓĒĶ ĒÓ Ó“ņŅ±¶ÕĒ¾■ ĻŅŅńĶ■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 9.012 - 73
ĀĀ ĀĀņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§
ĒÕŅŃÓĒĶ„Õ±ĻĶ§
ĀĀĀĀ ’ŅĻ¹“Ķķ
9. ╚±’¹“ÓĒĶ ĒÓ ņÕµĻĶ±“ÓļļĶ“Ē¾■ ĻŅŅńĶ■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 6032 - 84ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀ
¶ÕĶ“Ē¹§, Ó¾±“ÕĒĶ“ĒŅ-ņÓ“ÕĒ±Ķ“ŅŌ¹§, Ó¾±“ÕĒĶ“ĒŅ-
ĀĀĀĀ
¶ÕĶ“Ē¹§ Ķ Ó¾±“ÕĒĶ“Ē¹§ ĻŅŅńĶŅĒĒŅ ±“ŅķĻĶ§
ĀĀĀ ±“ÓļÕķ Ķ
±’ļÓŌŅŌ ĒÓ µÕļÕńŅĒĶĻÕļÕŌŅķ Ņ±ĒŅŌÕ
10. ╚±’¹“ÓĒĶ ĒÓ ĻļĶņÓ“Ķ„Õ±ĻĶÕ Ķ õ¾ŃĶÕ ’ĶŅõĒ¹Õ
ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÓņ
ÓńÓ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀ
ßĶŅļŅŃĶ„Õ±ĻĶÕ ŌŅńõÕķ±“ŌĶ , ĶńļŅµÕĒĒ¹Õ Ō ├ļÓŌÕ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ßŅ“„ĶĻÓ ± ¾„Õ“Ņņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├ļÓŌ¹ 1 Ķ ±ŅŃļÓ±ŅŌÓĒ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĒ¹ņ ±
ńÓĶĒ“ÕÕ±ŅŌÓĒ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ē¹ņĶ ŅŃÓĒĶńÓ÷Ķ ņĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
11. ╩ŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ Ō ±ÕõÕ ĻŅņ’ŅĒÕĒ“ŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
12. ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀĀ ’Ņ
’ÓÓņ ĻŅņ’ŅĒÕĒ“ŅŌ
13. ╚±’¹“ÓĒĶ ’ŅĀ
Ņ’ÕõÕļÕĒĶ■ ±“ŅķĻŅ±“Ķ ĻŅĒ“ÓĻ“Ē¹§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀ ’Ó
ņÓ“ÕĶÓļŅŌ
14. ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ ĻŅŅńĶŅĒĒŅķ
±“ŅķĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀ Ō
±ÕõÕ, ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ
ĀĀĀĀĀĀĀĀĀ
![]()
14.4Ā ╚±’¹“ÓĒĶ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ
’ŅĻ¹“Ķķ
Ā čŌŅķ±“ŌÓ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ ’ŅĻ¹“Ķķ, ’ŅõļÕµÓ∙Ķ§
Ņ’ÕõÕļÕĒĶ■ õŅ Ķ ’Ņ±ļÕ ²Ļ±’ŅńĶ÷ĶĶ ’Ķ Ķ±’¹“ÓĒĶ § ĒÓ ŌŅńõÕķ±“ŌĶÕĀ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ Ņ’ÕõÕļ ■“ Ķń
„Ķ±ļÓ ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ 14.4.1ę Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĒÓńĒÓ„ÕĒĶ Ķ Ķ±’Ņļ³ńŅŌÓĒĶ
ņÓ“ÕĶÓļÓ, Ó “ÓĻµÕ ŌĶõÓ ŌŅńõÕķ±“Ō¾■∙ÕŃŅ ¶ÓĻ“ŅÓ. ╬ß·Õņ Ķ ŌĶõ¹ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ŌŅńõÕķ±“ŌĶķ, ĒÓ ĻŅ“Ņ¹Õ ĒÕŅߧŅõĶņŅ Ņ“ÓßÓ“¹ŌÓ“³Ā Ķ Ķ±’¹“¹ŌÓ“³Ā ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ ņÓ“ÕĶÓļ¹ Ķ ’ŅĻ¹“Ķ ņŅµĒŅ ¾±“ÓĒÓŌļĶŌÓ“³ Ō
±ŅŅ“ŌÕ“±“ŌĶĶ ± “ÓßļĶ÷Õķ 14.4.2ę.
ĀĀ ┬ õÓĒĒŅķ “ÓßļĶ÷Õ 14.4.1ę ’ĶŌÕõÕĒ¹ ņÕ“ŅõĶĻĶ Ķ±’¹“ÓĒĶķ
ņÓ“ÕĶÓļŅŌ. ¾ĻÓńÓĒĒ¹Õ Ō “ÓßļĶ÷Õ ’Ņõ ±ļÕõ¾■∙ĶņĶ ĒŅņÕÓņĶ:
3. ¢ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹Õ,
¾’ļŅ“ĒĶ“Õļ³Ē¹Õ, ²ļÕĻ“ŅĶńŅļ ÷ĶŅĒĒ¹Õ,
4. ¢ “Õ’ļŅńÓ∙Ķ“Ē¹Õ
5. ¢ ’ÕĒŅ’ļÓ±“¹ µÕ±“ĻĶÕ.
6. ¢ ’ÕĒŅ’ļÓ±“¹ ²ļÓ±“Ķ„Ē¹Õ,
7. ¢ “ĻÓĒĶ, 8, - ĒĶ“Ķ, 9
°Ē¾¹ Ķ ļÕĒ“¹,
10 ¢ ’ŅĻ¹“Ķ
ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ, ĒÕŅŃÓĒĶ„Õ±ĻĶÕ, ļÓĻŅĻÓ±Ņ„Ē¹Õ,
11. ŃÕņÕ“ĶĻĶ,
12. ĻļÕÕŌ¹Õ ±ŅÕõĶĒÕĒĶ .
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ “ÓßļĶ÷Õ ’ĶĒ “¹ ±ļÕõ¾■∙ĶÕ ¾±ļŅŌĒ¹Õ
ŅßŅńĒÓ„ÕĒĶ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ *ĀĀĀĀĀĀĀ
- Ķ±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“± µÕ±“ĻĶÕ ņÓ“ÕĶÓļ¹
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀ
- Ķ±’¹“ÓĒĶ ’ŅŌŅõ “± ’Ņ ’ŅŃÓņņÓņ ÓńÓßŅ“„ĶĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ***ĀĀĀ
- Ķ±’¹“ÓĒĶ ’ŅŌŅõ “ ’Ņ ±’Õ÷ĶÓļ³ĒŌņ “ÕßŅŌÓĒĶ ņ ę.Ū.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ
- Ķ±’¹“ÓĒĶ ĒÕ ’Õõ¾±ņÓ“ĶŌÓ■“±
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.4.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ¹ ¶ĶńĶĻŅ-ņÕ§ÓĒĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ĒÕņÕ“ÓļļŅŌ
![]()
![]()
![]()
![]() Ā
Ā
ĀĀĀĀĀĀĀ
╬’ÕõÕļ Õņ¹ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Õ“Ņõ¹ Ķ±’¹“ÓĒĶķ ’Ņ ŌĶõÓņ ņÓ“ÕĶÓļŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀ
±ŌŅķ±“ŌÓĀ
![]() ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀ
![]() Ā╠ Ó “ Õ Ķ Ó ļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀ 6ĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀ 9ĀĀĀĀĀĀĀ 10Ā ĀĀĀĀĀĀĀ11ĀĀĀĀĀĀ 12
Ā╠ Ó “ Õ Ķ Ó ļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀ 6ĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀ 9ĀĀĀĀĀĀĀ 10Ā ĀĀĀĀĀĀĀ11ĀĀĀĀĀĀ 12
![]() ĀĀĀ
ĀĀĀ
1. ąÓń¾°Ó■∙ÕÕ ĒÓ’ µÕĒ.ĀĀ ├╬čęĀĀĀ ├╬čęĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -
ĀĀĀ ’Ķ
±“Ó“Ķ„Õ±ĻŅņ ĶńŃĶßÕĀĀĀ 4648-71 “Ņ“ µÕ
2. ąÓń¾°Ó■∙ÕÕ ĒÓ’ µÕĒ.ĀĀ ├╬čęĀĀĀ ├╬čęĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -
ĀĀĀ ’Ķ
±µÓ“ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
4651-82Ā “Ņ µÕ
3. ╬“ĒŅ±Ķ“Õļ³ĒÓ Ņ±“Ó“Ņ„Ē.ĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀ ĀĀĀĀĀĀĀĀ-
ĀĀĀĀ
õÕ¶ŅņÓ÷Ķ ’Ķ ±µÓ“ĶĶ
4. ╬’ÕõÕļÕĒĶÕ ’ļŅ“ĒŅ±“ĶĀĀĀ ├╬čęĀĀĀĀ ├╬čęĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 15139-ĀĀĀ “Ņ“ µÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ- 69
5. ąÓń¾°Ó■∙ÕÕ ĒÓ’ µÕĒĶÕ ├╬čęĀĀĀ ├╬čęĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀ ├╬čęĀĀĀĀĀĀ
├╬čęĀĀ ├╬čęĀĀĀ -ĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -
ĀĀĀ Ķ
Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ ¾õļĶĒÕ-ĀĀ 25601-ĀĀ 25601-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 6102-78Ā
162185- 16478-
ĀĀĀ ĒĶÕ ’Ķ
Óń¹ŌÕĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-80ĀĀĀĀĀĀĀĀĀ
-80ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
3813-72Ā 69430-ĀĀĀĀ -76
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
69430-ĀĀĀĀĀ -79ĀĀĀĀĀĀ 69435-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-79ĀĀĀĀĀĀĀĀ 66112-ĀĀĀĀ -79
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
6943-10-ĀĀĀĀ -73ĀĀ 694310-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ79ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -79
6. ŽŅŌÕ§ĒŅ±“ĒÓ “ŌÕõŅ±“³Ā ├╬čęĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀ4670-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -77
7. ═ÕÓń¾°Ó■∙Ķķ ĻŅĒ“Ņļ³Ā **ĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
**ĀĀĀĀĀ ***ĀĀĀĀĀ **ĀĀĀĀ
![]() ĀĀĀ “Ņļ∙ĶĒ¹, ĒÕ’ŅĻļÕ
ĀĀĀ “Ņļ∙ĶĒ¹, ĒÕ’ŅĻļÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ 14.4.1ę.
Ā╠ Ó “ Õ Ó
ļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀĀ 6ĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀ 9ĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀ 11ĀĀĀĀĀĀĀĀ 12ĀĀ
![]()
8. └õŃÕńĶ Ļ ńÓ∙Ķ∙ÓÕņŅķĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
**ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ ├╬čęĀĀĀ
**ĀĀĀĀĀĀĀĀĀ -ĀĀ
ĀĀĀĀ
’ŅŌÕ§ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ā15140-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
- 78
9. ╩Óµ¾∙Ó ± ’ļŅ“ĒŅ±“³ĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ
**ĀĀĀĀĀ ├╬čęĀĀ ├╬čęĀĀĀĀ
**ĀĀĀĀĀĀĀ **ĀĀĀĀĀĀ **ĀĀĀĀĀĀĀ **ĀĀĀĀ ĀĀ**ĀĀĀĀĀĀĀ
**
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
407-77Ā “Ņ“ µÕ
Ā10.
ŽŅ„ĒŅ±“³, Ņ“ĒŅ±Ķ“Õļ³-Ā ├╬čęĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ
├╬čęĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ
ĀĀĀĀĀĀ ĒŅÕ
¾õļĶĒÕĒĶÕ ’ĶĀĀĀĀĀĀĀĀĀ 11262-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 15830-
ĀĀĀĀĀĀ
Ó±“ µÕĒĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-80ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-78
Ā11.
ŽŅ„ĒŅ±“³ ĻļÕÕŌ¹§ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ ĀĀ-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀ ├╬čę
ĀĀĀĀĀ
±ŅÕõĶĒÕĒĶķ ’Ķ ±õŌĶŃÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
14760-
ĀĀĀĀĀ
½ņÕ“Óļļ-’ļÓ±“ĶĻ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-
69
Ā12.
ŽŅ„ĒŅ±“³ ’Ķ Ņ“¹ŌÕĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -Ā
├╬čęĀĀĀĀ
ĀĀĀĀĀ
±ŅÕõĶĒÕĒĶķ ½ņÕ“Óļļ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
14760-
ĀĀĀĀĀ
’ļÓ±“ĶĻ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ69
Ā13.
ŽŅ„ĒŅ±“³Ā ’Ķ Ņ“¹ŌÕĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -Ā ├╬čęĀ
ĀĀĀĀĀ
±ŅÕõĶĒÕĒĶ Ā ½ņÕ“Óļļ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ209-75
ĀĀĀĀĀĀ
ÕńĶĒÓ╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
411-77
Ā14.
ŽŅ„ĒŅ±“³ Ņ“±ļÓĶŌÓĒĶ ĀĀĀĀĀ Ā-ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -Ā ├╬čę
ĀĀĀĀĀĀ
±ŅÕõĶĒÕĒĶ ½ÕńĶĒÓ ¢ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
9768-
ĀĀĀĀĀ
-ÕńĶĒÓ; ¢ “ĻÓĒ³╗ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
-75
Ā15.
ŽŅ„ĒŅ±“³ ±ĻÓļ¹ŌÓĒĶ ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀ
ĀĀĀĀĀĀĀĀ-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀ ├╬čę
ĀĀĀĀĀ
õÕŌÕ±ĶĒ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
9624-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ-72
Ā16.
╩Ņ²¶¶Ķ÷ĶÕĒ“ “Õņ’ÕÓ-ĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ -ĀĀĀ
ĀĀĀĀĀ “¾Ņ’ŅŌŅõĒŅ±“Ķ
Ā17.
╩Ņ²¶¶Ķ÷ĶÕĒ“ “Õ’ļŅ’Ņ-ĀĀĀĀ **ĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀ -
ĀĀĀĀĀ
ŌŅõĒŅ±“Ķ
Ā18.
╩Ņ²¶¶Ķ÷ĶÕĒ“ ļĶĒÕķĒŅ-ĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀ
ĀĀĀĀĀĀĀĀĀ-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -
Ā
Ā19 ╦ĶĒÕķĒÓ
¾±ÓõĻÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀĀĀĀ ├╬čęĀĀĀ
├╬čęĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 18616-ĀĀĀ 18616-ĀĀ
20989-
ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ- 80ĀĀĀĀĀĀĀ -80ĀĀĀĀĀĀĀĀĀĀĀ -79Ā
Ā
![]() Ā20 ėõÕļ³ĒÓ “Õ’ļŅÕņĻŅ±“³ĀĀĀĀĀĀ
**ĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -
Ā20 ėõÕļ³ĒÓ “Õ’ļŅÕņĻŅ±“³ĀĀĀĀĀĀ
**ĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀĀĀĀ **ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ĀĀ 15.4.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ĀĀ 15.4.1ę

ĀĀĀĀĀĀĀĀĀ ╠ Ó
“ Õ Ķ Ó ļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3ĀĀĀĀĀĀĀĀĀĀ 4ĀĀĀĀĀĀĀĀĀĀ 5ĀĀĀĀĀĀĀĀĀĀ
6ĀĀĀĀĀĀĀĀĀĀ 7ĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀ 9ĀĀĀĀĀĀĀĀ 10ĀĀĀĀĀĀĀ 11ĀĀĀĀĀĀĀ 12
![]()
Ā 21.
ęÕņŅ±“ŅķĻŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ ***
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
**ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ**ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ **
Ā22. ėõÕļ³ĒŅÕ
Ņß·ÕņĒŅÕĀĀĀĀĀĀĀ ├╬čęĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀ
²ļÕĻ“Ņ±Ņ’Ņ“ĶŌļÕĒĶÕĀ 64332Ś71
Ā23.
▌ļÕĻ“Ķ„Õ±ĻÓ ’Ņ„-ĀĀĀĀĀ ├╬čęĀ ├╬čęĀĀĀ
├╬čęĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀ
ĀĀĀĀĀĀ
ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
64333- “Ņ“ µÕĀĀĀ “Ņ“ µÕĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ - 77
Ā24 ─Ķ²ļÕĻ“Ķ„Õ±ĻÓ ’Ņ-ĀĀĀĀ
├╬čęĀĀĀ ├╬čęĀĀĀ ├╬čęĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀ ĒĶ÷ÓÕņŅ±Ķ“³ Ķ “ÓĒŃÕĒ±ĀĀ
“Ņ“ µÕĀĀ “Ņ“ µÕĀĀĀ “Ņ“ µÕ
ĀĀĀĀĀ ²ļ. ’Ņ“Õ³ ’Ķ 1-5 ╠ŃĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā25. ęŅ µÕ
’Ķ „Ó±“Ņ“ÕĀĀĀĀĀĀĀĀĀ ├╬čęĀ ĀĀĀ├╬čęĀĀ ├╬čęĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
0,4 ¢ 1 ├├÷ĀĀĀĀĀĀĀĀĀĀĀĀĀ “Ņ“
µÕĀĀĀ “Ņ“ µÕĀĀ “Ņ“ µÕ
Ā26.
╩Ņ²¶¶Ķ÷ĶÕĒ“ Ņ’“Ķ„Õ-ĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ ĀĀ-ĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀ ***ĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀ
ĀĀĀĀĀĀ ±ĻŅŃŅ
Ķ “Õ’ļŅŌŅŃŅ ’Ņ-ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
**ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
**
ĀĀĀĀĀĀĀ
ŃļŅ∙ÕĒĶ
Ā
Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó
14.4.2ę
ĀĀĀĀ ┬Ķõ¹ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§
ŌŅńõÕķ±“ŌĶķ, ĒÓ ±“ŅķĻŅ±“³ Ļ ĻŅ“Ņ¹ņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ķ±’¹“¹ŌÓ■“± ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ
ņÓ“ÕĶÓļ¹ Ķ ’ŅĻ¹“Ķ
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ Ķ õ ¹ĀĀĀĀ
Ō Ņ ń õ Õ ķ ± “ Ō Ķ ķ |
ĀĀ ╠ Õ “Ņ õĀĀ Ķ ± ’ ¹ “ Ó
Ē Ķ ķ |
|
Ā1.Ā ╩ļĶņÓ“Ķ„Õ±ĻĶÕ Ķ
õ¾ŃĶÕ ’ĶŅõĒ¹Õ ŌļÕĒĶ , Ó “ÓĻµÕ ßĶŅļŅŃĶ„Õ±ĻĶÕ ŌŅńõÕķ±“ŌĶ , ńÓļŅµÕĒĒ¹Õ Ō
├ļÓŌÕ 1. 2. č“ÓÕĒĶÕ ’Ņõ
ŌŅńõÕķ±“ŌĶÕņ Õ±“Õ±“ŌÕĒĒ¹§ Ķ Ķ±Ļ¾±±“ŌÕĒĒ¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ ¶ÓĻ“ŅŅŌ 3. č“ŅķĻŅ±“³ ļÓĻŅĻÓ±Ņ„Ē¹§
’ŅĻ¹“Ķķ Ō Ó“ņŅ±¶ÕĒ¹§ ¾±ļŅŌĶ § 4. ŽŅļń¾„Õ±“³ ’Ķ
Ó±“ µÕĒĶĶĀ Ā5. šĶņĶ„Õ±ĻÓ ±“ŅķĻŅ±“³ Ō ÓŃÕ±±ĶŌĒŅķ ±ÕõÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ |
ŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ,
±ŅŃļÓ±ŅŌÓĒĒ¹ņ ± ńÓĶĒ“ÕÕ±ŅŌÓĒĒ¹ņĶ ŅŃÓĒĶńÓ÷Ķ ņĶ ĀĀĀ ├╬čęĀ 17170 ¢ 71 ĀĀ Ā├╬čęĀ 6992 ¢ 68 ĀĀĀ ├╬čęĀ 18197 ¢ 82 ĀĀĀ ŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ ± ¾„Õ“Ņņ “ÕßŅŌÓĒĶķ ĀĀĀĀĀĀĀ ├╬čęĀ 12020 - 72 |
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ 14.4.2ę
|
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀ┬ Ķ õ ¹ĀĀĀĀ Ō Ņ
ń õ Õ ķ ± “ Ō Ķ ķ |
Ā ╠ Õ “ Ņ õĀĀ Ķ ± ’ ¹ “ Ó
Ē Ķ ķ |
|
6. č“ŅķĻŅ±“³ Ļ
ŌŅńõÕķ±“ŌĶ ņ Ń¹ń¾ĒŅŌ 7. č“ŅķĻŅ±“³ Ļ ŌŅńõÕķ±“ŌĶ■
’ļÕ±ĒÕŌ¹§ ŃĶßĻŅŌ 8. č“ŅķĻŅ±“³ Ō ’ŅŌÕµõÕĒĶ■
“ÕņĶ“ÓņĶ 9.. ╠ĶĻŅßĶŅļŅŃĶ„Õ±ĻÓ
¾±“Ņķ„ĶŌŅ±“³ “ĻÓĒÕķ Ō ’Ņ„ŌÕ 10. ─ļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ Ķ
’ÕõÕļ Ō¹ĒŅ±ļĶŌŅ±“Ķ ’Ķ Ó±“ µÕĒĶĶ 11. ŽŅļń¾„Õ±“³ ĻļÕ 12. čŌŅķ±“ŌÓ ’Ņ
’ŅĒĶ÷ÓÕņŅ±“Ķ 13. čŌŅķ±“ŌÓ ’Ņ
ŌŅõŅ’ŅŃļŅ∙ÕĒĶ■ 14. č“ŅķĻŅ±“³ Ļ
ŌŅńõÕķ±“ŌĶ■ ŌŅõ¹ 15. ├ÓńŅŌ¹õÕļÕĒĶÕ Ķń
ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ 16. čŅß÷ĶŅĒĒ¹Õ ±ŌŅķ±“ŌÓ 17. č“ŅķĻŅ±“³ ’Ķ
ŌńÓĶņŅõÕķ±“ŌĶĶ ĻŅĒ“ÓĻ“Ē¹§ ’Ó 18. č“ŅķĻŅ±“³ Ļ ’ÓÓņ
ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ 19. č“ŅķĻŅ±“³ Ō ±ÕõÕ
±¾§ŅŃŅ ŌŅńõ¾§Ó 20. ė±ĻŅÕĒĒŅÕ ±“ÓÕĒĶÕ
ņÓ“ÕĶÓļŅŌ Ķ õÕ“ÓļÕķ Ķń ĒĶ§ |
ĀĀĀĀ ĀĀĀ ├╬čęĀ 9057 ¢ 75 ĀĀĀ ├╬čęĀ 9049 ¢ 75 ĀĀĀ ├╬čęĀ 9050 ¢ 75 ĀĀĀ ├╬čęĀ 9058 ¢ 75 ĀĀ ├╬čęĀ 9060 ¢ 7 Ā ŽŅ ņÕ“ŅõĶĻÕ ÓńÓßŅ“„ĶĻÓ,
±ŅŃļÓ±ŅŌÓĒĒŅķ ± ±ŅŅ“ŌÕ“±“Ō¾■∙ĶņĶ ŅŃÓĒĶńÓ÷Ķ ņĶ ĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ĀĀĀĀĀĀĀĀĀĀ ęŅ µÕĀ ĀĀĀĀĀ ├╬čęĀ 4650 ¢ 80 ĀĀĀĀĀ ĀĀĀĀĀĀ ├╬čęĀ 21065 ¢ 80 ĀŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ, ±ŅŃļÓ±ŅŌÓĒĒ¹ņ ± ±ŅŅ“ŌÕ“±“Ō¾■∙ĶņĶ
ŅŃÓĒĶńÓ÷Ķ ņĶ ĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ |
14.5.ĀĀ ╚±’¹“ÓĒĶ ÕńĶĒ Ķ
ÕńĶĒŅ“Õ§ĒĶ„Õ±ĻĶ§ ¾’ļŅ“ĒĶ“Õļ³Ē¹§ õÕ“ÓļÕķ (ąęė─)
ĀĀ čŌŅķ±“ŌÓ ÕńĶĒ Ķ ąęė─, ’ŅõļÕµÓ∙ĶÕ ’ŅŌÕĻÕ õŅ Ķ ’Ņ±ļÕ ²Ļ±’ŅńĶ÷ĶĶ
’Ķ Ķ±’¹“ÓĒĶ § ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ Ņ’ÕõÕļ ■“ Ķń „Ķ±ļÓ
’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ 14.5.1ę Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĒÓńĒÓ„ÕĒĶ ,Ā Ó “ÓĻµÕ “Ķ’ŅŌ¹§ ņŅõÕļÕķ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§
Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ’Õõ±“ÓŌļÕĒĒ¹§ ĒÓ ąĶ±. 15.5.1ą. ╬ß·Õņ Ķ ŌĶõ¹ Ķ±’¹“ÓĒĶķ
ÕńĶĒ Ķ ąęė─ ’Ķ Ķ±’¹“ÓĒĶ § ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ņŅµĒŅ
¾±“ÓĒÓŌļĶŌÓ“³ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± “ÓßļĶ÷Õķ 15.5.2ę.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.5.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ įĶńĶĻŅ-ņÕ§ÓĒĶ„Õ±ĻĶÕ
±ŌŅķ±“ŌÓ ÕńĶĒ Ķ ąęė─
Ā Ā┬ Ķ õĀ ¹ĀĀĀ
± Ō ŅĀ ķ ± “ ŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ Õ “ Ņ õĀĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
![]()
1. ŽļÓ±“Ķ„Õ±ĻĶÕ
±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 415Ā - 75
2. ŽÕõÕļ ’Ņ„ĒŅ±“Ķ Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅÕ
¾õļĶĒÕĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 270 ¢ 75
3. ęŌÕõŅ±“³ ’Ņ žÓ,¾ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 263 ¢ 75
4. ęÕņ’ÕÓ“¾Ó
§¾’ĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 7912 ¢ 74
5. ╩Ņ²¶¶Ķ÷ĶÕĒ“
ņŅŅńŅ¾±“Ņķ„ĶŌŅ±“Ķ ’Ņ ²ļÓ±“Ķ„Õ±ĻŅņ¾ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ
13808 - 79
ĀĀĀ ŌŅ±±“ÓĒŅŌļÕĒĶ■Ā ’Ķ 20%
±µÓ“ĶĶ
6. ╩Ņ²¶¶Ķ÷ĶÕĒ“
ņŅŅńŅ±“ŅķĻŅ±“ĶĀ ’Ķ 100%
Ó±“ µÕĒĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 408 ¢ 78
7. ╩Ņ²¶¶Ķ÷ĶÕĒ“ ±“ÓÕĒĶ
’Ņ±ļÕ Ō¹õÕµĻĶĀ Ō “ÕņŅ±“Ó“ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 9.024 - 74
ĀĀĀ Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ
8. ŽŅ„ĒŅ±“³ ±Ō ńĶ ±
ņÕ“ÓļļÓņĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 209 ¢ 75
9. ęŌÕõŅ±“³ Ō ņÕµõ¾ĒÓŅõĒ¹§
ÕõĶĒĶ÷Ó§ĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 204003 - 75ĀĀ
10. č“ŅķĻŅ±“³ Ō
ĒÕĒÓ’ µÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ Ļ ŌŅńõÕķ±“ŌĶ■ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 9.030
- 74
ĀĀĀĀĀĀ µĶõĻĶ§ ÓŃÕ±±ĶŌĒ¹§ ±Õõ ’Ņ ĶńņÕĒÕĒĶ■ Ņß·ÕņÓ
11.╬“ĒŅ±Ķ“Õļ³ĒÓ Ņ±“Ó“Ņ„ĒÓ
õÕ¶ŅņÓ÷Ķ Ā ’Ķ ’Ņ±“Ņ ĒĒŅķĀĀĀĀĀĀĀĀĀ ĀĀĀ├╬čęĀ 9.020 - 74
ĀĀĀĀĀ ┬ÕļĶ„ĶĒÕ ±µÓ“Ķ ĀĀĀĀĀ
12. čŅ’Ņ“ĶŌļÕĒĶÕ
ÓńõĶ¾ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 262 ¢ 69
13. ╠Ņõ¾ļ³ ’Ķ ±µÓ“ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9982 ¢ 79
14. ╬“ĒŅ±Ķ“Õļ³ĒÓ Ņ±“Ó“Ņ„ĒÓ
õÕ¶ŅņÓ÷Ķ ’Ķ ’Ņ±“Ņ ĒĒŅķĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ ņÕ“ŅõĶĻÕĀ
ĀĀĀĀĀĀ ĒÓŃ¾ńĻÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓńÓßŅ“„ĶĻÓ
15. ąÕļÓĻ±Ó÷Ķ
ĒÓ’ µÕĒĶķĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 9982- 76
16. čĻŅŅ±“³ ĒÓĻŅ’ļÕĒĶ
Ņ“ĒŅ±Ķ“Õļ³ĒŅķ Ņ±“Ó“Ņ„ĒŅķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀĀ õÕ¶ŅņÓ÷ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀÓńÓßŅ“„ĶĻÓ
17. ▌ļÓ±“Ķ„Õ±ĻĶÕ
±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ąÓńÓßŅ“„ĶĻÓ
![]() ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.5.2ęĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀ┬Ķõ¹ Ķ±’¹“ÓĒĶķ ÕńĶĒ Ķ ąęė─

ĀĀĀĀĀĀĀ ┬ Ķ õ ¹ĀĀ Ķ ± ’ ¹ “
Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ Õ “
Ņ õĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀ
![]()
Ā 1. ╩ļĶņÓ“Ķ„Õ±ĻĶÕ, ßĶŅļŅŃĶ„Õ±ĻĶÕ Ķ õ¾ŃĶÕ ’ĶŅõĒ¹ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀ ŌŅńõÕķ±“ŌĶ ĶńļŅµÕĒĒ¹Õ Ō ├ļÓŌÕ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÓńÓßŅ“„ĶĻÓ
2. čŅĻ ±ļ¾µß¹
¾’ļŅ“ĒĶ“Õļ³Ē¹§ õÕ“ÓļÕķ ’ŅõŌĶµĒŅŃŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀ ±ŅÕõĶĒÕĒĶ Ā
3. ąÓŌĒŅõÕķ±“Ō¾■∙Ó
“Õņ’ÕÓ“¾ÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čę Ā9034 ¢ 74
4. čŅĻ ±ļ¾µß¹
¾’ļŅ“ĒĶ“Õļ³Ē¹§ õÕ“ÓļÕķ ĒÕ’ŅõŌĶµĒŅŃŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ
9035 - 74
ĀĀĀĀ čŅÕõĶĒÕĒĶ
5. ąÓõĶÓļ³ĒŅÕ ¾±ĶļĶÕ
ÓņĶŅŌÓĒĒ¹§ ņÓĒµÕ“ ĒÓ ’ĶßŅÕ ą┬čĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÓńÓßŅ“„ĶĻÓ
6. ąÓßŅ„ĶÕ ±ŌŅķ±“ŌÓ Ō
ÓŃÕŃÓ“Õ ’Ņ±ļÕ ²Ļ±’ļ¾Ó“Ó÷ĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
7. ė±ĻŅÕĒĒŅÕ ±“ÓÕĒĶÕ
ÓņĶŅŌÓĒĒ¹§ ņÓĒµÕ“ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀęŅ µÕ
8. ├ÓńŅŌ¹õÕļÕĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
± ÕĻŅņÕĒõÓ÷Ķ ņĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├ļÓŌ¹ 15
9. čŅß÷ĶŅĒĒÓ ÕņĻŅ±“³ ’Ņ
’ÓÓņ Ķ ÓßŅ„Ķņ µĶõĻŅ±“ ņĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
10 ╩ŅĒ“ÓĻ“ĒŅÕ ŌńÓĶņŅõÕķ±“ŌĶÕ
± õ¾ŃĶņĶ ņÓ“ÕĶÓļÓņĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
11. č“ŅķĻŅ±“³ Ō ’ÓÓ§
ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
![]() 12 č“ŅķĻŅ±“³ Ō ±¾§Ņņ
ŌŅńõ¾§ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀęŅ µÕ
12 č“ŅķĻŅ±“³ Ō ±¾§Ņņ
ŌŅńõ¾§ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀęŅ µÕ
┬ ÓńÓßÓ“¹ŌÓÕņ¹§ ’ŅŃÓņņÓ§ Ķ±’¹“ÓĒĶķ ĒÕŅߧŅõĶņŅ
¾„Ķ“¹ŌÓ“³ ±ļÕõ¾■∙ÕÕ:
- ’ŅõŅļµĶ“Õļ³ĒŅ±“³ ²Ļ±’ŅńĶ÷ĶĶ ’Ķ Ķ±’¹“ÓĒĶĶ õŅļµĒÓ
±ŅŅ“ŌÕ“±“ŌŅŌÓ“³ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ
Ā
²Ļ±’ļ¾Ó“Ó÷ĶĶĀ Ķ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻŅŃŅ ÷ĶĻļÓ ĶńŃŅ“ŅŌļÕĒĶ ąęė─ ± ĻŅ²¶¶Ķ-
Ā ÷ĶÕĒ“Ņņ,
Ņ’ÕõÕļ Õņ¹ņ ’Ņ ņÕ“ŅõĶĻÕ ¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ,
- Ķ±’¹“ÓĒĶ ĒÓ ’Ņ„ĒŅ±“³ ’ŅŌŅõ “ ’Ķ ņÓĻ±ĶņÓļ³Ē¹§
“Õņ’ÕÓ“¾Ó§ Ķ ĒÓŃ¾ńĻÓ§,
- Ņ’ÕõÕļÕĒĶÕ ¾±ĶļĶķ Ņ“Ļ¹“Ķ ĶļĶ ±õŌĶŃÓ ’Ņ ņŅõÕļ ņ
ąĶ±. 14.5.1ąĀ ’Ķ ĒÓĶßŅļÕÕ ĒĶńĻŅķ
Ā
Ņ“Ķ÷Ó“Õļ³ĒŅķ “Õņ’ÕÓ“¾Õ,
- ’ŅŌÕĻ¾ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ ’ŅŌŅõ “ ’Ķ ĒÓĶßŅļÕÕ
ĒĶńĻĶ§ “Õņ’ÕÓ“¾Ó§ Ķ ņĶĒĶņÓļ³Ē¹§
ĀĀ ĻŅĒ“ÓĻ“Ē¹§
õÓŌļÕĒĶ §.
Ā14.6.Ā
╚±’¹“ÓĒĶÕ ņÓ±Õļ Ķ ±ņÓńŅĻ
ĀĀ čŌŅķ±“ŌÓ ņÓ±Õļ Ķ ±ņÓńŅĻ, ’ŅõļÕµÓ∙Ķ§ ’ŅŌÕĻÕ õŅ Ķ ’Ņ±ļÕ
²Ļ±’ŅńĶ÷ĶĶ ’Ķ Ķ±’¹“ÓĒĶ § ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ
Ņ’ÕõÕļ ■“± Ķń „Ķ±ļÓ ’ĶŌÕõÕĒĒ¹§ Ō “ÓßļĶ÷Õ 15.6.1ę Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“
ĒÓńĒÓ„ÕĒĶ , Ó “ÓĻµÕ “Ķ’ŅŌ¹§ ņŅõÕļÕķ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ , ’Õõ±“ÓŌļÕĒĒ¹§ ĒÓ ąĶ±.
14.6.1ą.Ā ╬ß·Õņ Ķ ŌĶõ¹ Ķ±’¹“ÓĒĶķ ±ņÓńŅĻ
Ķ ņÓ±Õļ ’Ķ ŌŅńõÕķ±“ŌĶĶ ŌĒÕ°ĒĶ§ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ņŅµĒŅ ¾±“ÓĒÓŌļĶŌÓ“³
±ŅŃļÓ±ĒŅ “ÓßļĶ÷¹ 14.6.2ę.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.6.1ę.
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬’ÕõÕļÕĒĶÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ±ņÓńŅ„Ē¹§ ņÓ“ÕĶÓļŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╬’ÕõÕļÕĒĶÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ±ņÓńŅ„Ē¹§ ņÓ“ÕĶÓļŅŌ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬ Ķ õĀ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ Õ “ Ņ õĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠Ā ÓĀ ±Ā ļĀ Ó
ĀĀĀĀĀĀĀ
1.Ā ęÕņ’ÕÓ“¾Ó ńÓ±“¹ŌÓĒĶ ĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 20287 ¢ 74
Ā2. ╚±’Ó ÕņŅ±“³ Ō “ŅĒĻŅķ ’ļÕĒÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 7934.1 ¢ 74
Ā3.Ā ęÕņ’ÕÓ“¾Ó Ō±’¹°ĻĶ Ō
Ņ“Ļ¹“Ņņ “ĶŃļÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀĀ 4333 ¢ 48
4.Ā čŅõÕµÓĒĶÕ ŌŅõ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 2477 ¢ 65
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ čĀ
ņĀ ÓĀ ńĀ ĻĀ ĶĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀ
Ā1. čŅõÕµÓĒĶÕ ŌŅõ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 48 ¢ 84
Ā
Ā2. čŅõÕµÓĒĶÕ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 6479 - 73
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 1036Ā
- 75
Ā3. šĶņĶ„Õ±ĻÓ ±“ÓßĶļ³ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 5334 ¢ 76
Ā4.Ā ╚±’Ó ÕņŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 9566 ¢ 74
Ā5. ŪÓ∙Ķ“Ē¹Õ ±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9.054 ¢ 7
Ā6. Ž¾±ĻŅŌ¹Õ ±ŌŅķ±“ŌÓ ’Ķ ņĶĒ¾±ŅŌ¹§ “Õņ’ÕÓ“¾Ó§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÓńÓßŅ“„ĶĻÓĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀęÓßļĶ÷Ó 14.6.2ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ¹ Ķ±’¹“ÓĒĶķ ±ņÓńŅĻ Ķ
ņÓ±Õļ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬ Ķ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ Õ “ Ņ õĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ
ķĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀ╠Ā ÓĀ
±Ā ļĀ Ó
1. ╩ļĶņÓ“Ķ„Õ±ĻĶÕ, ßĶŅļŅŃĶ„Õ±ĻĶÕ Ķ ĶĒ¹Õ
’ĶŅõĒ¹ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ
’ŅŃÓņņÓņĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀ
ŌŅńõÕķ±“ŌĶ , ĶńļŅµÕĒĒ¹Õ Ō ├ļÓŌÕ 1.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ÓńÓßŅ“„ĶĻÓ
![]() ĀĀĀ 2. ╩ĶĒÕņÓ“Ķ„Õ±ĻÓ Ō ńĻŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 33 ¢ 82
ĀĀĀ 2. ╩ĶĒÕņÓ“Ķ„Õ±ĻÓ Ō ńĻŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 33 ¢ 82
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ 14.6.2ę
![]()
![]()
![]()
![]() Ā
Ā
Ā 3.
╩Ķ±ļŅ“ĒŅÕ „Ķ±ļŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 5985 ¢ 79
Ā 4.
╩ŅŅńĶŅĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ ņÕ“Óļļ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 2917 ¢ 76
Ā 5.
ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĒÓ ’ “Ķ∙ÓĶĻŅŌŅķ ņÓ°ĶĒÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ - 21466
¢ 76
Ā 6.
č“ÓßĶļ³ĒŅ±“³ Ļ ŌŅńõÕķ±“ŌĶ■ ĻĶ±ļŅŅõÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÓńÓßŅ“„ĶĻÓ
Ā 7.
č“ÓßĶļ³ĒŅ±“³ Ļ ŌŅńõÕķ±“ŌĶ■ ÓŃÕ±±ĶŌĒ¹§ ±ÕõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
Ā 8.
ė±“Ņķ„ĶŌŅ±“³ ĻĀ ŌŅńõÕķ±“ŌĶ■ ’ļÕ±ĒÕŌ¹§
ŃĶßĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9052 ¢ 75
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀč ņ Ó ń Ļ Ķ
Ā1. ╩ļĶņÓ“Ķ„Õ±ĻĶÕ,
ßĶŅļŅŃĶ„Õ±ĻĶ Ķ ĶĒ¹Õ ’ĶŅõĒ¹ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀ
ŌŅńõÕķ±“ŌĶ , ĶńļŅµÕĒĒ¹Õ Ō ├ļÓŌÕ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓńÓßŅ“„ĶĻÓ
Ā2.
▌¶¶ÕĻ“ĶŌĒÓ Ō ńĻŅ±“³Ā ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 9127 ¢ 59
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 7163 ¢ 84
Ā 3.
ęÕņ’ÕÓ“¾Ó ĻÓ’ļÕ’ÓõÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀĀ 6793 ¢ 74
Ā 4.
čŅõÕµÓĒĶÕ ±ŌŅßŅõĒ¹§ ∙ÕļŅ„Õķ Ķ ±ŌŅßŅõĒ¹§ ŅŃÓĒĶ„Õ±ĻĶ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 6707 ¢
76
ĀĀĀĀĀ ĻĶ±ļŅ“
Ā 5. ŽÕõÕļ
’Ņ„ĒŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 7143 ¢ 73
Ā 6.
╩ŅļļŅĶõĒÓ ±“ÓßĶļ³ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 7142 ¢ 74
Ā7.Ā ╩ŅŅńĶŅĒĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ ņÕ“Óļļ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ 9080 ¢ 77
Ā 8.
╠Õ§ÓĒĶ„Õ±ĻÓ ±“ÓßĶļ³ĒŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 10295 ¢ 73
Ā 9.
ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĒÓ ’ “Ķ°ÓĶĻŅŌŅķ ņÓ°ĶĒÕ ĒÓ “ÕĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čę 21466 ¢ 76
Ā10.
čņÓń¹ŌÓ■∙ĶÕ ±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├╬čęĀ 9490 ¢ 75
Ā 11.
─ŅļŃŅŌÕ„ĒŅ±“³ ’Ķ Ō¹±ŅĻŅņ ±ĻŅŅ±“ĒŅņ ¶ÓĻ“ŅÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ’ŅŃÓņņÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÓÓß“„ĶĻÓ
Ā 12.
─ŅļŃŅŌÕ„ĒŅ±“³ “ŌÕõ¹§ ±ņÓńŅ„Ē¹§ ’ŅĻ¹“ĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀ 11613 ¢ 65
ĀĀ 13.
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ō ’Ņõ°Ķ’ĒĶĻÓ§ ĻÓ„ÕĒĶ ĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ├╬čęĀ
19865 - 74ĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹
14.6.2ęĀ
ĀĀ 14.Ā ─ŅļŃŅŌÕ„ĒŅ±“³ Ō ÓßŅ“Õ ’Ķ Ō¹±ŅĻĶ§
“Õņ’ÕÓ“¾Ó§ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅ ņÕ“ŅõĶĻÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ÓńÓßŅ“„ĶĻÓ
Ā
ĀĀĀ 15.Ā ─ŅļŃŅŌÕ„ĒŅ±“³ ’Ķ ĻÓ„Ó“Õļ³ĒŅņ õŌĶµÕĒĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀęŅ µÕ
ĀĀĀ 16.Ā ąÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ō ņÓļŅŃÓßÓĶ“ĒŅņ
’Ņõ°Ķ’ĒĶĻÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀĀĀĀĀĀĀ
╩Ó„ÕĒĶ
ĀĀĀ 17.Ā ─ŅļŃŅŌÕ„ĒŅ±“³ Ō ņĶĻŅ ²ļÕĻ“ŅõŌĶŃÓ“Õļ §ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕĀ
ĀĀĀĀ 18.Ā č“ÓßĶļ³ĒŅ±“³ Ļ ŌŅńõÕķ±“ŌĶ■ ĻĶ±ļŅŅõÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀ 19.
č“ÓßĶļ³ĒŅ±“³ Ļ ŌŅńõÕķ±“ŌĶ■ ÓŃÕ±±ĶŌĒ¹§ ±ÕõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀ
20.Ā ├ÓńŅŌ¹õÕļÕĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęŅ µÕ ±
ÕĻŅņÕĒõ-
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ó÷Ķ ņĶĀĀ ├ļÓŌ¹ 15
ĀĀĀĀĀ
21.Ā čŅß÷ĶŅĒĒÓ ÕņĻŅ±“³ ’Ņ ’ÓÓņ
ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęŅ µÕ
ĀĀĀĀĀ
22.Ā č“ŅķĻŅ±“³Ā Ļ ’ÓÓņ ÓŃÕ±±ĶŌĒ¹§ ±ÕõĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀ
23.Ā č“ŅķĻŅ±“³ Ō ±¾§Ņķ ±ÕõÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀęŅ µÕĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
14.7.Ā ╚±’¹“ÓĒĶÕ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ Ō ±Ņ±“ÓŌÕ
ĶńõÕļĶ
Ā ╬ß·Õņ Ķ
ŌĶõ¹ Ķ±’¹“ÓĒĶķ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ, ĒÓ§Ņõ ∙Ķ§± Ō ĶńõÕļĶĶ ’Ķ ŌŅńõÕķ±“ŌĶĶ
ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ¾±“ÓĒÓŌļĶŌÓ■“ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± “ÓßļĶ÷Õķ 14.7.1ę.
14.8. ╚±’¹“ÓĒĶÕ ±ßŅŅ„Ē¹§
ÕõĶĒĶ÷, ĒÓ§Ņõ ∙Ķ§± Ō ĻŅĒ“ÓĻ“Õ ± ÓŃÕ±±ĶŌĒ¹ņĶ
ĀĀĀĀĀĀĀ µĶõĻŅ±“ ņĶ.
Ā╬ß·Õņ Ķ ŌĶõ¹
Ķ±’¹“ÓĒĶķ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ’Ķ ŌŅńõÕķ±“ŌĶĶ ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ
¾±“ÓĒÓŌļĶŌÓ■“ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± “ÓßļĶ÷Õķ 14.8.1ę .
ĀĀ ╚±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹, ’Ņ°Õõ°ĶÕ ĻŅĒ±“¾Ļ“Ņ±Ļ¾■ Ņ“ÓßŅ“Ļ¾ ĒÓ
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ, ĶńŃŅ“ŅŌļÕĒĒ¹Õ ’Ņ Ņ“ÓßŅ“ÓĒĒŅķ “Õ§ĒŅļŅŃĶĶ, ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ
“ÕßŅŌÓĒĶ ņ “Õ§ĒĶ„Õ±ĻĶ§ ¾±ļŅŌĶķ ĒÓ ĒĶ§ Ķ õŅ’¾∙ÕĒĒ¹Õ ĻĀ ĒÓ±“Ņ ∙Ķņ Ķ±’¹“ÓĒĶ ņ.
ĀĀ ─ÓĒĒ¹ķ ŌĶõ
Ķ±’¹“ÓĒĶķ Ōļ Õ“± ńÓĻļ■„Ķ“Õļ³Ē¹ņ, ’Ņ Õń¾ļ³“Ó“Óņ ĻŅ“Ņ¹§ ’ŅĶ±§ŅõĶ“
’Ņõ“ŌÕµõÕĒĶÕ ¾±“ÓĒŅŌļÕĒĒŅŃŅ ±ŅĻÓ ±ļ¾µß¹ ĶńõÕļĶ ’Ņ Õń¾ļ³“Ó“Óņ ÓŌ“ŅĒŅņĒ¹§
Ķ±’¹“ÓĒĶķ ŅßÓń÷ŅŌ ņÓ“ÕĶÓļŅŌ, ÓŃÕŃÓ“ŅŌ Ķ ņŅõÕļ³Ē¹§ ±ßŅŅĻ Ņ“õÕļ³Ē¹§ ²ļÕņÕĒ“ŅŌ
ĶńõÕļĶ .ĀĀ
ĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 14.7.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ¹
Ķ±’¹“ÓĒĶķ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ

ĀĀĀĀĀĀĀĀĀĀĀ ┬
Ķ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ╔ĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╠ Õ “ Ņ õĀĀĀ Ķ ± ’ ¹ “ Ó Ē“ Ķ ķ
ĀĀĀĀĀ 1.
šĶņĶ„Õ±ĻÓ ±ŅŌņÕ±“ĶņŅ±“³ µĶõĻŅ±“Õķ ± ĻŅĒ-ĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ
ĀĀĀĀĀĀĀĀĀ
±“¾Ļ÷ĶŅĒĒ¹ņĶ ņÓ“ÕĶÓļÓņĶĀ
ĀĀĀĀ 2.
┬ńÓĶņŅõÕķ±“ŌĶÕ µĶõĻŅ±“Ķ ± ŃÓńŅņ ĒÓõõ¾ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅĀ ±
¾„Õ“Ņņ ÕĻŅņÕĒõÓ÷Ķķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
├ļÓŌ¹ 15
ĀĀĀĀ 3.
├ÓńŅĒÓ±¹∙ÕĒĶÕ µĶõĻŅ±“Ķ Ō ÕņĻŅ±“ § ĶńõÕļĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀ 4.
╬’ÕõÕļÕĒĶÕ ±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀ 5.
╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶ µĶõĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
![]() ĀĀĀĀĀĀĀĀĀĀ Ō ņÕ“Óļļ¹
ĀĀĀĀĀĀĀĀĀĀ Ō ņÕ“Óļļ¹
ĀĀĀĀ 6.
ŽŅĒĶ÷ÓÕņŅ±“³ µĶõĻŅ±“Ķ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀ 7.
╚ńņÕĒÕĒĶÕ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō µĶõĻŅ±“ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀĀ ’Ķ
õļĶ“Õļ³ĒŅņ ĒÓ§ŅµõÕĒĶĶ Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ
![]() ĀĀĀĀ
ĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.8.1ę
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ┬Ķõ¹ Ķ±’¹“ÓĒĶķ ±ßŅŅ„Ē¹§
ÕõĶĒĶ÷Ā
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬ Ķ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ Õ “ Ņ õ
¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
![]()
ĀĀĀĀ 1.
╚±’¹“ÓĒĶ ĒÓ ĻļĶņÓ“Ķ„Õ±ĻĶÕ Ķ õ¾ŃĶÕ ŌŅńõÕķ±“-ĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ
ĀĀĀĀĀĀĀĀ ŌĶ
ĶńļŅµÕĒĒ¹Õ ŌĀ ├ļÓŌÕ 1Ā
ĀĀĀ 2.
╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ± ¾„Õ“Ņņ
├ļÓŌ¹15
Ā
ĀĀĀ 3.
─ļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ Ķ ’Ņļń¾„Õ±“³ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀ 4.
├ÕņÕ“Ķ„ĒŅ±“³ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ µĶõĻŅ±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀ 5.
╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ ’Ķ ĒÓļĶ„ĶÕ Ņ±“Ó“ĻŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀ
µĶõĻŅ±“Õķ Ō ÕņĻŅ±“ §
ĀĀĀ 6.
╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ ÕņĻŅ±“Õķ ’Ņ±ļÕ Ķ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀęŅ µÕ
ĀĀĀĀĀĀĀ
═Õķ“ÓļĶńÓ÷ĶĶ
![]()
ĀĀĀĀĀĀĀ
14.9. ╚±’¹“ÓĒĶÕ Ó’’ÓÓ“¾¹ Ķ
õ¾ŃĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷, ĒÕ ĻŅĒ“ÓĻ“Ķ¾■∙Ķ§
ĀĀĀĀĀĀĀĀĀ ± ÓŃÕ±±ĶŌĒ¹ņĶ µĶõĻŅ±“ ņĶ.
ĀĀ ├¾’’¹
Ķ±’¹“ÓĒĶķ Ķ ĻÓ“ÕŃŅĶĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ó’’ÓÓ“¾¹ Ķ õ¾ŃĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷Ā ¾±“ÓĒÓŌļĶŌÓ■“± Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ├╬čę 15150
-69. ╚±’¹“ÓĒĶ ĒÓ ĻļĶņÓ“Ķ„Õ±ĻĶ§ ±“ÓĒ÷Ķ § ’ŅŌŅõĶ“± Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ├╬čę 17332
¢ 71.
Ā └’’ÓÓ“¾¾,
¶¾ĒĻ÷ĶŅĒĶ¾■∙¾■ ± ’ÕÕ¹ŌÓņĶ, Ķ±’¹“¹ŌÓ■“ “ÓĻµÕ ± ’ÕÕ¹ŌÓņĶ ’Ķ ±Ņ§ÓĒÕĒĶĶ ĶļĶ
ĶņĶ“Ó÷ĶĶ ¾±ļŅŌĶķ Ķ ±Ņ±“Ņ ĒĶ Ó’’ÓÓ“¾¹, ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ’ÕÕ¹ŌŅŌ. ╬ß·Õņ Ķ
ŌĶõ¹ Ķ±’¹“ÓĒĶķ Ó’’ÓÓ“¾¹ Ķ õ¾ŃĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ¾±“ÓĒÓŌļĶŌÓ■“ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ
± “ÓßļĶ÷Õķ 14.9.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀęÓßļĶ÷Ó 14.9.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ¹ Ķ±’¹“ÓĒĶķ Ó’’ÓÓ“¾¹ Ķ
õ¾ŃĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷

ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
┬ Ķ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ Ņ
“ Ņ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķ
![]()
ĀĀĀĀĀĀĀ 1.
╩ļĶņÓ“Ķ„Õ±ĻĶÕ Ķ õ¾ŃĶÕ ŌŅńõÕķ±“ŌĶ ±ŅŃļÓ±ĒŅĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÓņ ÓńÓßŅ“„ĶĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀ
├ļÓŌ¹ 1ĀĀ
ĀĀĀĀĀĀĀ 2.
├ÓńŅŌ¹õÕļÕĒĶÕ Ķń ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ ± ¾„Õ“Ņņ ├ļÓŌ¹ 15
ĀĀĀĀĀĀĀ 3.
ŽŅ„ĒŅ±“³ Ķ ’Ņļń¾„Õ±“³ ²ļÕņÕĒ“ŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀ 4.
├ÓńŅŌļÓµĒŅ±“ĒŅķ ÕµĶņ Ō ŃÕņÕ“Ķ„ĒŅķ Ó’’ÓÓ“¾ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀ 5.
č“ŅķĻŅ±“³ Ļ ŌĒÕ°ĒÕķ Ķ ŌĒ¾“ÕĒĒÕķ ŃÓńŅŌŅķ ±ÕõÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀ 6.
č“ŅķĻŅ±“³ Ō ’ÓÓ§ ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“ÕķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀ 7.
č“ŅķĻŅ±“³ ±’Õ÷ĶÓļ³Ē¹§ µĶõĻŅ±“Õķ, Ō§Ņõ ∙Ķ§ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀĀĀĀĀĀĀĀĀĀ
Ō ±Ņ±“ÓŌ Ó’’ÓÓ“¾¹
![]() ĀĀĀĀĀĀĀ 8. č“ŅķĻŅ±“³ Ļ ŌĒÕ°ĒĶņ ņÕ§ÓĒĶ„Õ±ĻĶņ ŌŅńõÕķ±“ŌĶ ņĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęŅ µÕ
ĀĀĀĀĀĀĀ 8. č“ŅķĻŅ±“³ Ļ ŌĒÕ°ĒĶņ ņÕ§ÓĒĶ„Õ±ĻĶņ ŌŅńõÕķ±“ŌĶ ņĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęŅ µÕ
Ā14.10. ╚±’¹“ÓĒĶķ ĶńõÕļĶ Ō÷ÕļŅņ
ĀĀ ╚±’¹“ÓĒĶ
ĶńõÕļĶķ ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ’ŅõŌÕŃÓ■“± ĶńõÕļĶ ,
ĶńŃŅ“ŅŌļÕĒĒ¹Õ ’Ņ Ņ“ÓßŅ“ÓĒĒŅķ “Õ§ĒŅļŅŃĶĶ Ķ ¾ĻŅņ’ļÕĻ“ŅŌÓĒĒŅķ Ņ“ÓßŅ“ÓĒĒŅķ
Ó’’ÓÓ“¾Ņķ. ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ ĶńõÕļĶķ ŌŅńņŅµĒŅ ±ŅŌņÕ∙Ó“³ ± õ¾ŃĶņĶ ŌĶõÓņĶ
Ķ±’¹“ÓĒĶķ ĻÓĻĶ§ ļĶßŅ ±“ÕĒõŅŌ¹§ ĶńõÕļĶķ.
ĀĀ ╬ß·Õņ¹ Ķ
ŌĶõ¹ Ķ±’¹“ÓĒĶķĀ ¾±“ÓĒÓŌļĶŌÓ■“± Ō
±ŅŅ“ŌÕ±“ŌĶ ± “ÓßļĶ÷Õķ 14.10.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ęÓßļĶ÷Ó 14.10.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┬Ķõ¹ Ķ±’¹“ÓĒĶķ ĶńõÕļĶ Ō÷ÕļŅņ
ĀĀĀĀĀĀĀĀĀĀ ┬
Ķ õ ¹ĀĀĀĀ Ķ ± ’ ¹ “ Ó Ē Ķ ķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
╠ Õ “ Ņ õ ¹ĀĀ Ķ ± ’ ¹ “ Ó ĒĀ Ķ ķ
![]()
1. ┬ŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ ņÕ“ŅõĶĻÕ ÓńÓßŅ“„ĶĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ±
¾„Õ“Ņņ ├ļÓŌ¹ 15
2. ├ÕņÕ“Ķ„ĒŅ±“³ ÕņĻŅ±“Õķ ± µĶõĻŅ±“ ņĶ Ķ
ŃÓńÓņĶ.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
3. ├ÓńŅŌ¹ķ ±Ņ±“ÓŌ ŌŅńõ¾°ĒŅķ ±Õõ¹Ā Ō ĶńõÕļĶĶ ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ µÕ
ĀĀĀ
Ó’’ÓÓ“¾ÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ā
4. “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ ĶńõÕļĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ęŅ
µÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
Ā14.11Ā
┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ Ķń¾„ÕĒĶ■ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ĒÓ ĶńõÕļĶ ± ÓŃÕ±±ĶŌĒ¹ņĶ µĶõĻŅ±“ ņĶ ÓńÓßŅ“ÓĒ¹
ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ ±Ņ±“ÓŌ¾ ŅßÓń÷ŅŌ, ±ßŅŅĻ Ķ ±Ņ±“ÓŌ¾ ĒÓ“¾Ē¹§ ĶńõÕļĶķ
’ĶņÕĒĶ“Õļ³ĒŅ Ļ ’ŅŌÕõÕĒĶ■ Ķ§Ā
ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ
2. ŽĶņÕĒĶ“Õļ³ĒŅ Ļ Ķ±’¹“ÓĒĶ ņ ĒÓ ŌŅńõÕķ±“ŌĶÕ
ÓŃÕ±±ĶŌĒ¹§ µĶõĻŅ±“Õķ ÓńÓßŅ“ÓĒ ÕĻŅņÕĒõ¾Õņ¹ķ Ņß·Õņ Ķ ŌĶõ¹ Ķ±’¹“ÓĒĶķ õļ
ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ ŅßÓń÷ŅŌ, ±ßŅŅĻ Ķ ĒÓ“¾Ē¹§
ĶńõÕļĶķ.
3. č¶Ņņ¾ļĶŅŌÓĒ Ņß∙Ķķ ’Ņõ§Ņõ Ō Ķ±’¹“ÓĒĶ § ĒÓ
õŅļŃŅŌÕ„ĒŅ±“³ ĶńõÕļĶķ, ±Ņ±“Ņ ∙Ķķ Ō ĒÕŅߧŅõĶņŅ±“Ķ ’ŅŌÕõÕĒĶ Ķ±’¹“ÓĒĶķ “ŌÕõ¹§,
µĶõĻĶ§ Ķ ŃÓńŅŌ¹§ ±Õõ , Ķń ĻŅ“Ņ¹§ ±Ņ±“ŅĶ“ ĶńõÕļĶķ, ± ¾õÕļÕĒĶÕņ Ņ±ŅßŅŃŅ
ŌĒĶņÓĒĶ ĒÓ Ķń¾„ÕĒĶÕ ŃÓĒĶ÷ Ķ§ ÓńõÕļÓ Ķ ŌńÓĶņŅõÕķ±“ŌĶ , ĻŅ“Ņ¹ņ ¾õÕļ Õ“± Õ∙Õ
ĒÕõŅ±“Ó“Ņ„ĒŅÕ ŌĒĶņÓĒĶÕ.
4. ė±“ÓĒŅŌļÕĒ ÕĻŅņÕĒõ¾Õņ¹ķ Ņß·Õņ Ķ ŌĶõ¹ Ķ±’¹“ÓĒĶķ
’Ķ Ņ“ÓßŅ“ĻÕ ŌŅńõÕķ±“ŌĶ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ± ’ĶŌÕõÕĒĶÕņ ĒŅņÕŅŌ
├╬čę,ŅŌ, õļ Ķń¾„ÕĒĶ ±“ŅķĻŅ±“Ķ: ņÕ“ÓļļŅŌ, ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ,
’ŅĻ¹“Ķķ, ņÓ±Õļ, ±ņÓńŅĻ, ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌ, ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ Ķ ĶńõÕļĶķ
Ō÷ÕļŅņ.Ā
(ŽĶņÕ„ÓĒĶÕ.
─ÓļÕÕ ąĶ±. 14.5.1ą, ąĶ±. 1.46.1ą ßÓ“³ Ķń ¶ÓķļÓ ±Ņ ±ĻÓĒĶŅŌÓĒĶÕņ. ┬¹’¾±Ļ 3)
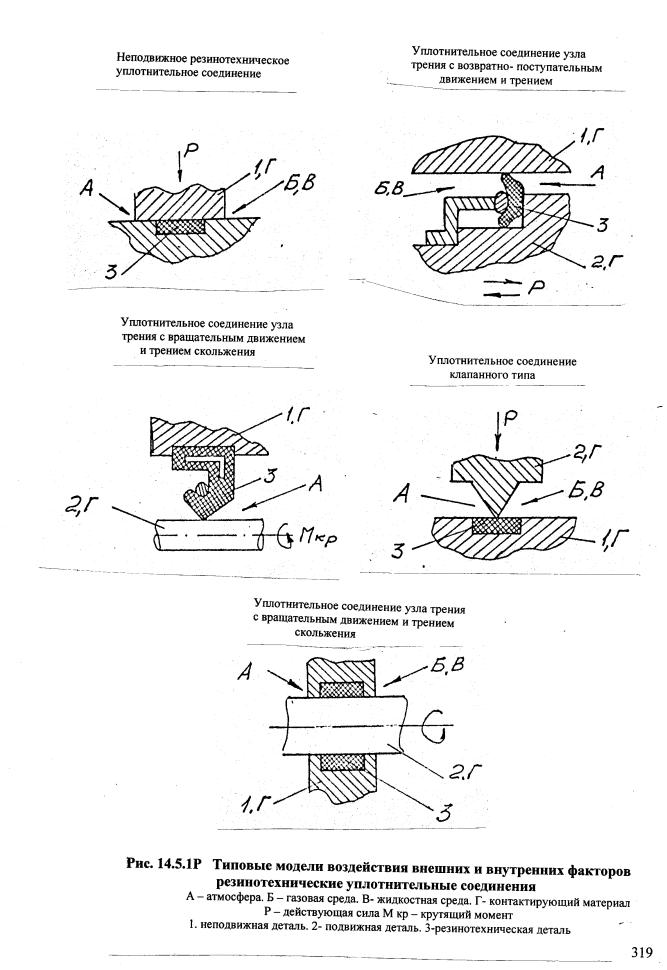
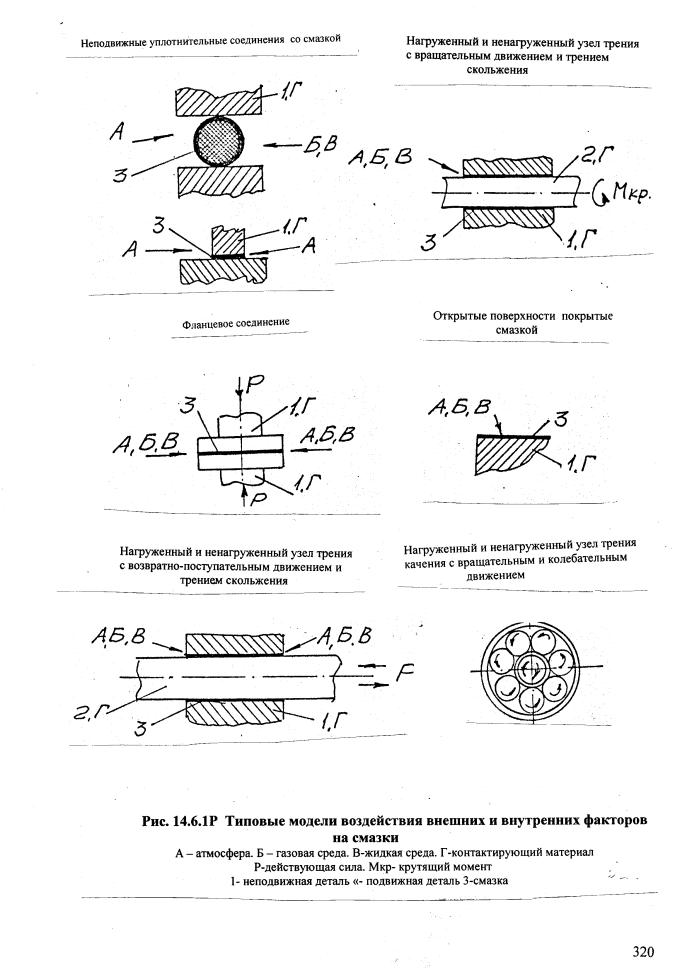
├ļÓŌÓ 15.Ā ╠┼ę╬─╚ū┼č╩╚┼ĀĀĀ ą┼╩╬╠┼═─└ų╚╚ĀĀ Ž╬Ā Žą╬┬┼─┼═╚▐ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚čŽ█ę└═╚╔Ā
╚Ā ą└čū┼ę╬┬
15.1. ╩ŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ Ō ±ÕõÕ ÓŃÕ±±ĶŌĒ¹§
µĶõĻŅ±“Õķ (└Ų)
.1ĀĀ ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“± Ņ’ÕõÕļÕĒĶÕ ĻŅŅńĶŅĒĒŅķ ±“ŅķĻŅ±“Ķ
ņÕ“ÓļļŅŌ, ±’ļÓŌŅŌ, Ó’’ÓÓ“¾¹, ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ Ķ ĶńõÕļĶķ Ō÷ÕļŅņ ’Ņõ
ŌŅńõÕķ±“ŌĶÕņ └Ų ’Ķ ’ŅŌÕõÕĒĶĶ ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
2. ╦ÓßŅÓ“ŅĒ¹ņ Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“± ±’Õ÷ĶÓļ³ĒŅ ĶńŃŅ“ŅŌļÕĒĒ¹Õ ŅßÓń÷¹ ņÓ“ÕĶÓļŅŌ, ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ Ķ
ĻŅĒ“ÓĻ“Ē¹§ ’Ó õļ Ņ’ÕõÕļÕĒĶ ±Ņ§ÓĒ ÕņŅ±“Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō Ķ ±“ŅķĻŅ±“Ķ Ļ
ÓńļĶ„Ē¹ņ ŌĶõÓņ ĻŅŅńĶĶ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ÓĻ“ĶŌĒŅ±“Ķ ±Õõ¹, ÕÕ §ĶņĶ„Õ±ĻŅŃŅ
±Ņ±“ÓŌÓ, ±“¾Ļ“¾¹ ņÓ“ÕĶÓļŅŌ, “Õ§ĒŅļŅŃĶĶ Ķ§ ĶńŃŅ“ŅŌļÕĒĶ , ņÕ“ŅõŅŌ ńÓ∙Ķ“¹ Ķ “.
õ.
3. ŽĶ Ķ±’¹“ÓĒĶ § Ņ’ÕõÕļ ■“
±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ’ŅĻÓńÓ“ÕļĶ õļ ĻÓµõŅŃŅ ŌĶõÓ ĻŅŅńĶĶ. ŽŅĻÓńÓ“ÕļĶ ĒÓĶßŅļÕÕ
Ó±’Ņ±“ÓĒÕĒĒ¹§ ŌĶõŅŌ ĻŅŅńĶĶ ’ĶŌÕõÕĒ Ō “ÓßļĶ÷Õ 15.1.1ę. ╩Ķ“ÕĶĶ ±“ŅķĻŅ±“Ķ
ĻŅĒ“ÓĻ“Ē¹§ ’Ó Ņ’ÕõÕļ ■“ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ņÕ“ŅõĶ„Õ±ĻĶņĶ ÕĻŅņÕĒõÓ÷Ķ ņĶ
ĒÓ±“Ņ ∙Õķ ŃļÓŌ¹.
4. č“ÕĒõŅŌ¹ņ Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“± ĻŅĒ±“¾Ļ“ĶŌĒŅ ’ŅõŅßĒ¹Õ ŅßÓń÷¹ Ķ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹, ĒÓ§Ņõ ∙ĶÕ± Ō
ĻŅĒ“ÓĻ“Õ ± └Ų.Ā ╚±’¹“Ó“Õļ³Ē¹ķ ±“ÕĒõ õļ
’ŅŌÕõÕĒĶ “ÓĻĶ§ Ķ±’¹“ÓĒĶķĀ õŅļµÕĒ
ŅßÕ±’Õ„ĶŌÓ“³:
- ŅõĒŅŌÕņÕĒĒŅÕ Ķ±’¹“ÓĒĶÕ
ĒÕ±ĻŅļ³ĻĶ§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ÓńõÕļ³ĒŅ Ō ’ÓŅŌŅķ Ķ µĶõĻŅķ ¶ÓńÕ └Ų ’¾“Õņ Ķ§
¾±“ÓĒŅŌĻĶ ĒÓ ±’Õ÷ĶÓļ³ĒŅņ ĻŅļļÕĻ“ŅÕ ĶļĶ Ō Ķ±’¹“Ó“Õļ³Ē¹§ ÕņĻŅ±“ §,
- ĒÓĻŅ’ļÕĒĶÕ Ķ ÕŃĶ±“Ó÷Ķ
¾“Õ„ĻĶ └ŲĀ Ņ“õÕļ³ĒŅ ’Ņ ĻÓµõŅķ ±ßŅŅ„ĒŅķ
ÕõĶĒĶ÷Õ, Ó±’ŅļÓŃÓ■∙ÕÕ± Ō ńÓĻ¹“Ņņ Ķ±’¹“Ó“Õļ³ĒŅņ Ņß·ÕņÕ,
- ÓŌ“ŅĒŅņĒŅÕ ±Ē “ĶÕ ±
Ķ±’¹“ÓĒĶķ ļ■ßŅķ ±ßŅŅ„ĒŅķ ÕõĶĒĶ÷¹ ßÕń ĒÓ¾°ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ ŌĒ¾“ÕĒĒÕķ
’ŅļŅ±“Ķ ĻŅļļÕĻ“ŅÓ ’¾“Õņ ¾±“ÓĒŅŌĻĶ Ņ“±Õ„ĒŅŃŅ ŌÕĒ“Ķļ ĒÓ ĻÓµõŅņ
“¾ßŅ’ŅŌŅõÕĀ ’ŅõÓ„Ķ └Ų Ļ Ķ±’¹“¹ŌÓÕņŅņ¾
ŅßÓń÷¾,
- ŃÕņÕ“Ķ„ĒŅ±“³ ŌĒ¾“ÕĒĒÕķ
’ŅļŅ±“Ķ ĻŅļļÕĻ“ŅÓ ± ŅßÕ±’Õ„ÕĒĶÕņ ŌŅńņŅµĒŅ±“Ķ ’Ņõ¾ŌĻĶ ±¾§Ķņ ŌŅńõ¾§Ņņ ’ÕÕõ
ńÓ’ÓŌĻŅķ ÕŃŅ └Ų,
- ĶńņÕÕĒĶÕ Ō ’Ņ÷Õ±±Õ
²Ļ±’ŅńĶ÷ĶĶ õÓŌļÕĒĶ └Ų Ō ĻŅļļÕĻ“ŅÕ.
5. ═Ó“¾Ē¹ņ Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹ ĒÓ“¾ĒŅŃŅ ĶńõÕļĶ . ĒÓ§Ņõ ∙Ķ§± Ō ĻŅĒ“ÓĻ“Õ ± └Ų,
ĒÓ§Ņõ ∙Ķ§± Ō ±Ņ±“ÓŌÕ ĶńõÕļĶ ĶļĶ ĶńŃŅ“ŅŌļÕĒĒ¹Õ ±’Õ÷ĶÓļ³ĒŅ Ķń °“Ó“Ē¹§
²ļÕņÕĒ“ŅŌ. ┬ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷Ó§, ĻŅ²¶¶Ķ÷ĶÕĒ“ ńÓ’ŅļĒÕĒĶ Ā ’ŅļŅ±“ÕķĀ
± └Ų, õŅļµÕĒ ’Ķ Ķ±’¹“ÓĒĶ § ±ŅŅ“ŌÕ“±“ŌŅŌÓ“³ ±“Õ’ÕĒĶ ńÓ’ŅļĒÕĒĶ ÓĒÓļŅŃĶ„Ē¹§
°“Ó“Ē¹§ ÕõĶĒĶ÷.
6. ŽŅ°Õõ°ĶÕ ²Ļ±’ŅńĶ÷Ķ■
ŅßÓń÷¹ ’ŅõŌÕŃÓ■“± ĒÕķ“ÓļĶńÓ÷ĶĶ, Ó └Ų ’ŅõŌÕŃÓ■“ ÓĒÓļĶń¾ ĒÓ ±ŅŅ“ŌÕ“±“ŌĶÕ Ķ§
±ŌŅĶņ ęė, ’Ņ±ļÕ „ÕŃŅ Ķ±’¹“¾Õņ¹Õ ŅßÓń÷¹ ’Ņ§Ņõ “ ’ŅŌÕĻ¾ ĒÓ Ķ§
¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ. ŽĶ ĒÕŅߧŅõĶņŅ±“Ķ Ķń ĒĶ§ Ō¹ÕńÓ■“± ¾„Ó±“ĻĶ ņÓ“ÕĶÓļŅŌ õļ
ĶńŃŅ“ŅŌļÕĒĶ Ķń ĒĶ§ ŅßÓń÷ŅŌ õļ ÓńļĶ„ĒŅŃŅ ŌĶõÓ Ķ±’¹“ÓĒĶķ.
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀęÓßļĶ÷Ó 15.1.1ę
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅĻÓńÓ“ÕļĶ ĻŅŅńĶĶ

![]() ĀĀĀĀ ┬ Ķ õĀĀĀ Ļ Ņ Ņ ń Ķ
ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀŽ Ņ Ļ Ó “ Õ ļ ³Ā Ļ Ņ Ņ ń Ķ
ĀĀĀĀ ┬ Ķ õĀĀĀ Ļ Ņ Ņ ń Ķ
ĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀŽ Ņ Ļ Ó “ Õ ļ ³Ā Ļ Ņ Ņ ń Ķ
![]()
Ā1 ╬ß∙Ó ĻŅŅńĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚ńņÕĒÕĒĶÕ ņÓ±±¹ ĒÓ ÕõĶĒĶ÷¾
’ļŅ∙ÓõĶ. čÕõĒ Ā
![]() .ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
±ĻŅŅ±“³ ĻŅŅńĶĶ ńÓ ŌÕņ t.
.ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
±ĻŅŅ±“³ ĻŅŅńĶĶ ńÓ ŌÕņ t.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅõŅļµÕĒĶÕ “ÓßļĶ÷¹ 15.1.1ęĀĀĀĀĀĀĀĀ
![]()
![]()
![]()
2. ╠ÕµĻĶ±“ÓļļĶ“ĒÓ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅ“Õ ņ¹±¹.
čĻŅŅ±“³ ’ŅĒĶĻĒŅŌÕĒĶ ’Ņ ĶńņÕ-
ĀĀĀĀ ĻŅŅńĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĒÕĒĶ■ ²ļÕĻ“Ņ±Ņ’Ņ“ĶŌļÕĒĶ
3. ╩ŅŅńĶŅĒĒŅÕ
Ó±“Õ±ĻĶŌÓĒĶÕĀĀĀĀĀĀĀĀ č“ŅķĻŅ±“³ Ļ
ĻŅŅńĶŅĒĒŅņ¾ Ó±“Õ±ĻĶŌÓĒĶ■,ĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
Ō¹ÓµÕĒĒÓ ŌŅ ŌÕņÕĒĶ ĒÓ„ÓļÓ ’Ņ ŌļÕĒĶ
4. ╩ŅĒ“ÓĻ“ĒÓ ĻŅŅńĶ ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀŽŅŌÕ§ĒŅ±“ĒÓ ĻŅŅńĶ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ÕÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŌĶõÓ
5. ┘ÕļÕŌÓ ĻŅŅńĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ŅŅńĶ ŅõĒŅŃŅ
ņÕ“ÓļļÓ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀÕÕ ŌĶõÓ
6. ŽĶ““ĶĒŃŅŌÓ ĻŅŅńĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├ļ¾ßĶĒÓ Ķ ±ĻŅŅ±“³
’ŅĒĶĻĒŅŌÕĒĶ
7. ąÓ±±ļÓĶŌÓ■∙Ó
ĻŅŅńĶ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅŌÕ§ĒŅ±“ĒŅÕ
Ó±±ļŅÕĒĶÕ
8. ╩ŅŅńĶŅĒĒÓ ¾±“ÓļŅ±“³
’ĶĀĀĀĀĀĀĀĀĀĀĀ ŽÕõÕļ³Ē¹Õ ĒÓ’ µÕĒĶ .
ŽĶŌŅõ ∙ĶÕ Ļ Ó¾-
![]() ĀĀĀĀ ÓńļĶ„Ē¹§ ŌĶõÓ§ ĻŅŅńĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀ °ÕĒĶ ņ ĒÓ ńÓõÓĒĒŅķ ßÓńÕ ÷ĶĻļŅŌ.
ĀĀĀĀ ÓńļĶ„Ē¹§ ŌĶõÓ§ ĻŅŅńĶĶĀĀĀĀĀĀĀĀĀĀĀĀĀĀ °ÕĒĶ ņ ĒÓ ńÓõÓĒĒŅķ ßÓńÕ ÷ĶĻļŅŌ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ė±“ÓļŅ±“ĒÓ Ō¹ĒŅ±ļĶŌŅ±“³ ’Ņ „Ķ±ļ¾ ÷ĶĻļŅŌ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ’Ķ ńÓõÓĒĒ¹§ ĒÓ’ µÕĒĶ § h
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ’Ķ ńÓõÓĒĒ¹§ ĒÓ’ µÕĒĶ § h
15.2.Ā ╬’ÕõÕļÕĒĶÕ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“Ķ ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ
ĀĀĀĀĀĀĀĀĀĀ ’Ņ ’ÓÓņ └Ų
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ ’Ņ
Ņ’ÕõÕļÕĒĶ■ ±Ņß÷ĶŅĒĒ¹§ §ÓÓĻ“ÕĶ±“ĶĻ Ņ±ĒŅŌĒ¹ņ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§ ņÓ“ÕĶÓļŅŌ ’Ņ ’ÓÓņ
└Ų Ōļ Õ“± ’Ņļ¾„ÕĒĶÕ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ńĒÓ„ÕĒĶķ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ±Ņß÷ĶĶ ╩±
= └/C,
ŃõÕ └ ¢ ±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ’Ņ ’ÓÓņ └Ų, ĻŃ/ ņ2 ’Ķ õÓĒĒŅķ
ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ č, ĻŃ/ņ2. ╩Ņ²¶¶Ķ÷ĶÕĒ“ ±Ņß÷ĶĶ
Ķ±’Ņļ³ń¾Õ“± ’Ķ Ó±„Õ“Õ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ÕņĻŅ±“Õķ, ±ŅõÕµÓ∙Ķ§ └Ų,
Ņ’ÕõÕļÕĒĶĶ ŌļĶ ĒĶ ’ÓŅŌ └Ų ĒÓ ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹Õ ņÓ“ÕĶÓļ¹ ņÓ±ļÓ Ķ ±ņÓńĻĶ, Ó
“ÓĻµÕ ’Ķ Ō¹ßŅÕ ±Õõ±“Ō Ķ ņÕ“ŅõŅŌ ĒÕķ“ÓļĶńÓ÷ĶĶ.
2. ╚±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“±
ŅßÓń÷¹ Ņ±ĒŅŌĒ¹§ ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ, ļÓĻŅĻÓ±Ņ„Ē¹§ Ķ
ĶĒ¹§ ’ŅĻ¹“Ķķ. ╬ßÓń÷¹ ¾ĻÓńÓĒĒ¹§ ņÓ“ÕĶÓļŅŌ ĶńŃŅ“ÓŌļĶŌÓ■“ ’Ņ °“Ó“ĒŅķ “Õ§ĒŅļŅŃĶ
. ═Õ ±ļÕõ¾Õ“ õŅ’¾±ĻÓ“³ ĻÓĻ¾■ ļĶßŅ ŅßÓßŅ“Ļ¾ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ŅŌ, Ņ“ļĶ„Ó■∙¾■±
Ņ“ ’ĶĒ “Ņķ ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ °“Ó“Ē¹§ ĶńõÕļĶķ.
3. ┬¹ßŅ ĒŅņÕĒĻļÓ“¾¹
ņÓ“ÕĶÓļŅŌ õļ Ķ±’¹“ÓĒĶķ ’ŅĶńŌŅõ “ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ĒÓ±¹∙ÕĒĒŅ±“Ķ ņÓ“ÕĶÓļÓņĶ
ńÓņĻĒ¾“¹§ Ņß·ÕņŅŌ ĶńõÕļĶ . ═Ó±¹∙ÕĒĒŅ±“³ §ÓÓĻ“ÕĶń¾Õ“Ā ŌÕļĶ„ĶĒÓ, ÓŌĒÓ ’ļŅ∙ÓõĶ ’ŅŌÕ§ĒŅ±“Ķ ņÓ“ÕĶÓļÓ Ļ Ņß·Õņ¾, Ō
ĻŅ“ŅŅņ ŅĒ ÓńņÕ∙ÕĒ. ─ļ Ķ±’¹“ÓĒĶķ Ņ“ßĶÓ■“ ņÓ“ÕĶÓļ¹, ĶņÕ■∙ĶÕ ĒÓĶßŅļ³°ÕÕ
ńĒÓ„ÕĒĶÕ ²“ŅŃŅ Ņ“ĒŅ°ÕĒĶ . č¾ņņÓĒŅÕ ńĒÓ„ÕĒĶÕ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷ŅŌ ŅõĒŅŃŅ ŌĶõÓ
ņÓ“ÕĶÓļÓ, ’ÕõĒÓńĒÓ„ÕĒĒŅŃŅ õļ ĻÓµõŅŃŅ ÕµĶņÓ Ķ±’¹“ÓĒĶķ ÕĻŅņÕĒõ¾Õ“±
’ĶĒĶņÓ“³ ĒÕ ņÕĒÕÕ 0,1 ņ2.
4.Ā ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■ ±Ņß÷ĶŅĒĒŅķ ÕņĻŅ±“Ķ Ō ńÓņĻĒ¾“Ņņ Ņß·ÕņÕ (
ĻÓņÕÕ) ņÕ“ŅõŅņ ńÓņÕÓ Ņ±“Ó“Ņ„Ē¹§ ÓŌĒŅŌÕ±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ └Ų,
Ņ’ÕõÕļ Õņ¹§ §ĶņĶ„Õ±ĻĶņ ±’Ņ±ŅßŅņ. čŅß÷ĶŅĒĒ¾■ ÕņĻŅ±“³ Ņ’ÕõÕļ ■“ ’Ņ ÓńĒŅ±“Ķ
ĻŅļĶ„Õ±“ŌÓ └Ų, ŌŌÕõÕĒĒŅŃŅ Ķ Ņ±“ÓŌ°ÕŃŅ± Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ ĻÓņÕ¹, ± ¾„Õ“Ņņ
ĻŅļĶ„Õ±“ŌÓ ’ÓŅŌ └─, Ņ“ŅßÓĒĒŅŃŅ õļ §ĶņĶ„Õ±ĻŅŃŅ ÓĒÓļĶńÓ Ķ ±ŅßĶŅŌÓĒĒŅŃŅ ŌĒ¾“ÕĒĒĶņĶ
±“ÕĒĻÓņĶ ĻÓņÕ¹.
5. ╩ÓņÕ¹ õļ ’ŅŌÕõÕĒĶ
Ķ±’¹“ÓĒĶķ ĶńŃŅ“ÓŌļĶŌÓ■“± Ķń ņÓ“ÕĶÓļŅŌ, ŅßļÓõÓ■∙Ķ§ ņĶĒĶņÓļ³ĒŅķ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“³■ ’Ņ Ņ“ĒŅ°ÕĒĶ■ Ļ ’ÓÓņ └Ų, ĻŅņÕ “ŅŃŅ ĻÓņÕÓ õŅļµĒÓ ĶņÕ“³ ņĶĒĶņÓļ³Ē¾■
’ļŅ∙Óõ³ ŌĒ¾“ÕĒĒÕķ ÕÕ ’ŅŌÕ§ĒŅ±“Ķ.
6. ╬’ÕõÕļÕĒĶÕ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ ’Ņ ’ÓÓņ └Ų ’ŅĶńŌŅõ “ ’Ķ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“Ē¹§
¾±ļŅŌĶ §, ņÓĻ±ĶņÓļ³ĒŅ ’ĶßļĶµÓ■∙Ķņ± Ļ ĒÓ“¾Ē¹ņ ¾±ļŅŌĶ ņ ĒÓ§ŅµõÕĒĶ Ķ§ Ō
±Ņ±“ÓŌÕ ĶńõÕļĶ .
15.3.Ā ŽŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ ’Ņ
Ņ’ÕõÕļÕĒĶ■ ņÕ§ÓĒĶńņÓ ŌńÓĶņŅõÕķ±“ŌĶ └Ų ± ņÕ“ÓļļĶ„Õ±ĻĶņĶ ’ŅŌÕ§ĒŅ±“ ņĶ
1.ĀĀ ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“± Ņ’ÕõÕļÕĒĶÕ §ÓÓĻ“ÕÓ Ķ ’Ņ„ĒŅ±“Ķ ±Ō ńĶ
└Ų ± ’ŅŌÕ§ĒŅ±“³■ ņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ, ĒÕŅߧŅõĶņ¹§ õļ Ō¹ßŅÓ ņÕ“ŅõÓ
’ŅļĒŅķ ĒÕķ“ÓļĶńÓ÷ĶĶ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷, ß¹Ō°Ķ§ Ō ĻŅĒ“ÓĻ“Õ ± └Ų.
2. ╬’ÕõÕļÕĒĶÕ §ÓÓĻ“ÕÓ Ķ
’Ņ„ĒŅ±“Ķ ±Ō ńĶ ņŅļÕĻ¾ļ └Ų ± ņÕ“ÓļļĶ„Õ±ĻŅķ ’ŅŌÕ§ĒŅ±“³■ ’ŅĶńŌŅõĶ“± ’¾“Õņ
Ņ’ÕõÕļÕĒĶ ņÕ§ÓĒĶńņÓ ²“ŅŃŅ ŌńÓĶņŅõÕķ±“ŌĶ ’ŅŌŅõĶņŅŃŅ ’¾“Õņ Óõ±Ņß÷ĶŅĒĒŅķ
ņÕ“ŅõĶĻĶ Ķ ņÕ“ŅõŅņ ĶĒ¶ÓĻÓ±ĒŅķ ±’ÕĻ“Ņ±ĻŅ’ĶĶ. ╚ń¾„ÕĒĶÕ Óõ±Ņß÷ĶĶ └Ų ĒÓ
Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌÓ§ ’ŅŌŅõ “ ņÕ“ŅõŅņ Ņß·ÕņĒŅķ Óõ±Ņß÷ĶĶ.
3. ─ļ ¾ŌÕļĶ„ÕĒĶ ¾õÕļ³ĒŅķ
’ŅŌÕ§ĒŅ±“Ķ ÓĒÓļĶńĶ¾ÕņŅŃŅ ņÓ“ÕĶÓļÓ ÷ÕļÕ±ŅŅßÓńĒŅ Ķ±’Ņļ³ńŅŌÓ“³ ÕŃŅ ±“¾µĻ¾ ĶļĶ
ĻŅ°Ļ¾, ŅßÓßŅ“ÓĒĒŅķ ’Ņ ’ĶĒ “Ņķ °“ÓĒĒŅķ “Õ§ĒŅļŅŃĶĶ, Ķ±’Ņļ³ń¾ÕņŅķ ’Ķ
ĶńŃŅ“ŅŌļÕĒĶĶ ĶńõÕļĶĶ Ķń õÓĒĒŅŃŅ ņÓ“ÕĶÓļÓ.
4. ŽĶ Ķń¾„ÕĒĶĶ Óõ±Ņß÷ĶĶ └Ų
ĒÓ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌÓ§ ņŅµĒŅ Ķ±’Ņļ³ńŅŌÓ“³ Ō ĻÓ„Õ±“ŌÕ ņŅõÕļĶ γ ¢ ŅĻĶ±³ Óļ■ņĶĒĶ , ĻŅ“ŅÓ ĶņÕÕ“ ±“¾Ļ“¾¾ Ķ ±ŌŅķ±“ŌÓ,
ÓĒÓļŅŃĶ„Ē¹Õ ’ŅŌÕ§ĒŅ±“ĒŅķ ŅĻĶ±ĒŅķ ’ļÕĒĻĶ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ. ╬õĶĒ ŃÓņņ γ - ŅĻĶ±Ķ Óļ■ņĶĒĶ ĶņÕÕ“ ÓĻ“ĶŌĒ¾■ ’ŅŌÕ§ĒŅ±“³ 36 ņ2.
15.4.Ā ╚±’¹“ÓĒĶÕ ĻŅĒ“ÓĻ“Ē¹§ ’Ó
ņÓ“ÕĶÓļŅŌ
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ±“ŅķĻŅ±“Ķ ņÕ“ÓļļĶ„Õ±ĻĶ§ Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ’Ķ ĻŅĒ“ÓĻ“ĒŅņ
Ķ§ ŌńÓĶņŅõÕķ±“ŌĶĶ Ō ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷Ó§ ĶńõÕļĶķ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, ĻŅ“Ņ¹Õ ’ŅŌŅõ “± ’Ķ ļÓßŅÓ“ŅĒ¹§ Ķ ±“ÕĒõŅŌ¹§
Ķ±’¹“ÓĒĶ §.
2. ╦ÓßŅÓ“ŅĒ¹ņ Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“ ±’Õ÷ĶÓļ³ĒŅ ĶńŃŅ“ŅŌļÕĒĒ¹Õ ŅßÓń÷¹, ĻŅĒ±“¾Ļ÷Ķ ĻŅ“Ņ¹§ ÓĒÓļŅŃĶ„ĒÓ Ķ§
±Ņ„Õ“ÓĒĶ■ Ō ĒÓ“¾ĒŅķ ĻŅĒ±“¾Ļ÷ĶĶ Ō „Ó±“Ķ:
- ņÓĻĶ, “Ņļ∙ĶĒ ±Ņ„Õ“ÓÕņ¹§
ņÓ“ÕĶÓļŅŌ, ŌĶõÓ “Õ§ĒŅļŅŃĶ„Õ±ĻŅķ ŅßÓßŅ“ĻĶ Ķ ¶Ņņ¹ ĻŅĒ“ÓĻ“ĒŅķ ’ŅŌÕ§ĒŅ±“Ķ,
- ’ŅĻ¹“Ķķ Ķ ±ņÓńĻĶ
ĻŅĒ“ÓĻ“ĒŅķ Ķ ĒÓ¾µĒŅķ ’ŅŌÕ§ĒŅ±“Ķ,
- Ņ“ĒŅ°ÕĒĶ ’ļŅ∙ÓõÕķ
ĻŅĒ“ÓĻ“Ķ¾■∙Ķ§ ņÓ“ÕĶÓļŅŌ,
- ¾õÕļ³ĒŅŃŅ õÓŌļÕĒĶ ’Ņ
’ļŅ∙ÓõĶ ĻŅĒ“ÓĻ“Ó,
- “Ķ’Ó Ķ ĻŅĒ±“¾Ļ÷ĶĶ
±“ ŃĶŌÓ■∙Ķ§ ²ļÕņÕĒ“ŅŌ.
ĀėĻÓńÓĒĒ¹Õ “ÕßŅŌÓĒĶ ¾±“ÓĒÓŌļĶŌÓ■“± Ķ±§Ņõ Ķń “ŅŃŅ, „“Ņß¹
§ÓÓĻ“Õ Ķ ŌĶõ ŌŅńņŅµĒ¹§ ’ŅÓµÕĒĶķ ’Ķ Ķ±’¹“ÓĒĶ § ±ŅŅ“ŌÕ“±“ŌŅŌÓļ ŌŅńņŅµĒ¹ņ
“ÓĻĶņ µÕ ’ŅÓµÕĒĶ ņ ’Ķ ĒÓ“¾ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ °“Ó“Ē¹§ ĶńõÕļĶķ.
3. ╚±’¹“ÓĒĶ ŅßÓń÷ŅŌ
’ŅŌŅõ “ ’¾“Õņ Ķ§ ²Ļ±’ŅńĶ÷ĶĶ Ō ±’Õ÷ĶÓļ³Ē¹§ ĻÓņÕÓ§, Ō ĻŅ“Ņ¹§ ĶņĶ“Ķ¾■“
ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ĶņÕ■∙Ķ§ ņÕ±“Ņ ’Ķ °“Ó“ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ.
4. ╩Ķ“ÕĶÕņ ±Ņ§ÓĒÕĒĶ
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ĻŅĒ“ÓĻ“ĒŅķ ’Ó¹ Ōļ ■“± :
- ĻŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³
ņÓ“ÕĶÓļŅŌ, Ņ’ÕõÕļ ÕņÓ ± ¾„Õ“Ņņ ÕĻŅņÕĒõÓ÷Ķķ ĒÓ±“Ņ ∙Õķ ŃļÓŌ¹,
- ±“ŅķĻŅ±“³ Ķ ±Ņ§ÓĒ ÕņŅ±“³
’ŅĻ¹“Ķ ņÓ“ÕĶÓļŅŌ,
- ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ Ķ
ņÕ§ÓĒĶ„Õ±ĻĶÕ ±ŌŅķ±“ŌÓ ņÓ“ÕĶÓļŅŌ,
- ĻŅ²¶¶Ķ÷ĶÕĒ“ “ÕĒĶ ’Ó¹,
- Ņ“ÓµÓ“Õļ³ĒÓ
§ÓÓĻ“ÕĶ±“ĶĻÓ ĒÓ¾µĒŅķ ’ŅŌÕ§ĒŅ±“Ķ,
-²ļÕĻ“Ķ„Õ±ĻŅÕ ±Ņ’Ņ“ĶŌļÕĒĶÕ
Ķ ’ŅŌŅõĶņŅ±“³ ĻŅĒ“ÓĻ“ĒŅķ ’Ó¹,
- ±“Õ’ÕĒ³ °ÕŅ§ŅŌÓ“Ņ±“Ķ
ĻŅĒ“ÓĻ“ĒŅķ Ķ ĒÓ¾µĒŅķ ’ŅŌÕ§ĒŅ±“Ķ.
5. č“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ
’ŅŌŅõ “ ĒÓ °“Ó“Ē¹§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷Ó§ ’Ķ ŌŅńõÕķ±“ŌĶĶ ĒÓ ĒĶ§ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ ± ’Ņ±ļÕõ¾■∙Ķņ Ņ’ÕõÕļÕĒĶÕņ ÓßŅ„Ķ§ §ÓÓĻ“ÕĶ±“ĶĻ Ķ
’ŅŌÕĻŅķ Ķ§ ĒÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ.
15.5.Ā ╚±’¹“ÓĒĶ Ō ±ÕõÕ,
ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ └Ų
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ±ŌŅķ±“Ō ņÓ“ÕĶÓļŅŌ Ķ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ Ó’’ÓÓ“¾¹ Ķ ±ßŅŅ„Ē¹§
ÕõĶĒĶ÷ Ō ¾±ļŅŌĶ § Ķ§ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ķ ĒŅņĶŅŌÓĒĒŅķ Ķ ±ļ¾„ÓķĒŅķ ÓńŃÕņÕ“ĶńÓ÷ĶĶ
’ŅļŅ±“Õķ, ńÓ’ŅļĒÕĒĒ¹§ └Ų, ’ŅŌŅõĶņ¹§ Ō ’Ņ÷Õ±±Õ ļÓßŅÓ“ŅĒ¹§ Ķ ±“ÕĒõŅŌ¹§
Ķ±’¹“ÓĒĶķ.
2. ╚±’¹“ÓĒĶ ņ Ō ±ÕõÕ,
ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ └Ų, ’ŅõŌÕŃÓ■“ ņÓ“ÕĶÓļ¹, Ó’’ÓÓ“¾¾, ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹
ĒÓĶņÕĒÕÕ ±“ŅķĻĶÕ Ļ ŌŅńõÕķ±“ŌĶ■ ’ÓŅŌ └Ų, ±Ņ±“ÓŌļ ■∙ĶÕ ±ŅßŅķ ½±ļÓßŅÕ ńŌÕĒŅ╗, ’Ņ
Õń¾ļ³“Ó“Óņ Ķ±’¹“ÓĒĶ ĻŅ“Ņ¹§, ŅßŅ±ĒŅŌ¹ŌÓ■“ ±“ŅķĻŅ±“³ Ō±ÕŃŅ ĶńõÕļĶ .
3. ŽÕÕ„ÕĒ³ Ņß·ÕĻ“ŅŌ
Ķ±’¹“ÓĒĶķ, Ō§Ņõ ∙Ķ§ Ō ±Ņ±“ÓŌ ½±ļÓßŅŃŅ ńŌÕĒÓ╗, Ņ’ÕõÕļ ■“ ĒÓ Ņ±ĒŅŌÓĒĶĶ
±“ŅķĻŅ±“Ķ,Ā ’Ņ ’ÕõŌÓĶ“Õļ³Ē¹ņ
Ķ±’¹“ÓĒĶ ņ ŅßÓń÷ŅŌ ÓĒÓļŅŃĶ„Ē¹§ Ņß·ÕĻ“ŅŌ Ō ±ÕõÕ, ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ └Ų.
4. ╦ÓßŅÓ“ŅĒ¹Õ Ķ ±“ÕĒõŅŌ¹Õ
Ķ±’¹“ÓĒĶ ’ŅŌŅõ “ ’¾“Õņ ²Ļ±’ŅńĶ÷ĶĶ Ņß·ÕĻ“ŅŌ Ķ±’¹“ÓĒĶķ Ō ±’Õ÷ĶÓļ³Ē¹§ ĻÓņÕÓ§, Ō
ĻŅ“Ņ¹§ ±ŅńõÓ■“ ±Õõ¾, ńÓŃÓńŅŌÓĒĒ¾■ ’ÓÓņĶ └Ų. ŽÕÕõ ¾±“ÓĒŅŌĻŅķ Ō ĻÓņÕ¾ Ķ
’Ņ±ļÕ ²Ļ±’ŅńĶ÷ĶĶ ņÓ“ÕĶÓļ¹ Ņ±ņÓ“ĶŌÓ■“ Ķ Ņ÷ÕĒĶŌÓ■“ ±Ņ±“Ņ ĒĶÕ Ķ ±Ņ§ÓĒ ÕņŅ±“³ Ķ§
¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō, Ó Ó’’ÓÓ“¾¾ Ķ ±ßŅŅ„Ē¹Õ ÕõĶĒĶ÷¹
’ŅŌÕ ■“ ĒÓ ¶¾ĒĻ÷ĶŅĒĶŅŌÓĒĶÕ.
5. └’’ÓÓ“¾¾ Ķ ±ßŅŅ„Ē¹Õ
ÕõĶĒĶ÷¹, ¶¾ĒĻ÷ĶŅĒĶ¾■∙ĶÕ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’ŅõŌÕŃÓ■“ ’ÕĶŅõĶ„Õ±ĻĶņ
õĶ±“ÓĒ÷ĶŅĒĒ¹ņ ’ŅŌÕĻÓņ, ĒÕ Ō¹ĒĶņÓ Ķ§ Ķń ńÓŃÓńŅŌÓĒĒŅķ ±Õõ¹ Ō ĻÓņÕÓ§. ╬ß·Õņ Ķ
’ÕĶŅõĶ„ĒŅ±“³ “ÓĻĶ§ ’ŅŌÕŅĻ õŅļµĒÓ ±ŅŅ“ŌÕ“±“ŌŅŌÓ“³ ’ÕĶŅõĶ„ĒŅ±“Ķ Ķ
’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ “ÓĻĶ§ Ņ’ÕÓ÷Ķķ ’Ķ Ķ§ °“Ó“ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
5. ┬ Ķ±’¹“Ó“Õļ³Ē¹§ ĻÓņÕÓ§
ĒÕŅߧŅõĶņŅ ņŅõÕļĶŅŌÓ“³ Ņ“ĒŅ°ÕĒĶÕ Ņß·ÕņÓ Ņ“±ÕĻÓ °“Ó“ĒŅŃŅ ĶńõÕļĶ Ā ÕŃŅ ’ŅŌÕ§ĒŅ±“ĶĀ ± ¾„Õ“Ņņ ĒÓ§ŅµõÕĒĶ Ō ĒÕņ ŅßŅ¾õŅŌÓĒĶ Ķ ’ĶßŅŅŌ. ╩ÓņÕ¹
ĶńŃŅ“ÓŌļĶŌÓ■“ Ķń ņÓ“ÕĶÓļŅŌ ± ’ŅĻ¹“Ķ ņĶ, ’ĶņÕĒ Õņ¹§ Ō Ņ“±ÕĻÓ§ °“Ó“ĒŅŃŅ
ĶńõÕļĶ .
6. ┬¹ßÓĒĒ¹ķ ¾ŅŌÕĒ³
ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ķ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ Ō ĻÓņÕÕ ’ŅõõÕµĶŌÓÕ“±
’ĶņÕĒÕĒĶÕņ ±’Õ÷ĶÓļ³Ē¹§ ±Ķ±“Õņ, ĻŅ“Ņ¹Õ ŅõĒŅŌÕņÕĒĒŅĀ ŅßÕ±’Õ„ĶŌÓ■“ ÓŌĒŅņÕĒŅÕ Ó±’ÕõÕļĶ“Õ ’ÓŅŌ └Ų ’Ņ Ō±Õņ¾ Ņß·Õņ¾.
7. ąÕµĶņ ’ŅŌÕõÕĒĶ
Ķ±’¹“ÓĒĶķ Ō „Ó±“Ķ ŌÕņÕĒĶ ²Ļ±’ŅńĶ÷ĶĶ, ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └Ų, ŌļÓµĒŅ±“Ķ Ķ
“Õņ’ÕÓ“¾¹ ±Õõ¹, Ō¹ßĶÓ■“ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ±ļÕõ¾■∙Ķ§ ¶ÓĻ“ŅŅŌ:
- ÓńÕ°Ó■∙Õķ ±’Ņ±ŅßĒŅ±“Ķ
±Ķ±“Õņ¹ ŃÓńŅŌŅŃŅ ĻŅĒ“Ņļ Ō ĻÓņÕÕ,
- õŅ’¾±“ĶņŅķ ŌÕļĶ„ĶĒ¹
ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅļŅ±“Õķ, ńÓ’ŅļĒÕĒĒ¹§ └Ų,
- ĶĒõ¾Ļ÷ĶŅĒĒŅŃŅ ’ÕĶŅõÓ, Ō
“Õ„ÕĒĶĶ ĻŅ“ŅŅŃŅ ’ŅĶ±§ŅõĶ“ ÓĻ“ĶŌĒÓ ±Ņß÷Ķ ’ÓŅŌ ņÓ“ÕĶÓļÓņĶ Ķ Ņß·ÕĻ“ÓņĶ
Ķ±’¹“ÓĒĶķ, ĒÓ§Ņõ ∙Ķ§± Ō ĻÓņÕÕ, ’Ņ±ļÕ ĻŅ“ŅŅŃŅ Ņ±“ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ĒÕ ß¾õÕ“
ĒÓßļ■õÓ“³± .
15.6.Ā ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
ŃÓńŅŌ¹õÕļÕĒĶ Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ŌĀ
ĀĀĀĀĀĀĀĀĀĀ ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĶńõÕļĶķ.
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
’Ņļ¾„ÕĒĶÕ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§ ’Ņ ±Ņ±“ÓŌ¾ Ķ ĻŅļĶ„Õ±“Ō¾ ŅŃÓĒĶ„Õ±ĻĶ§ Ķ
ĒÕŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō¹õÕļ ■∙Ķ§± Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ
ļÓĻŅĻÓ±Ņ„Ē¹§ ’ŅĻ¹“Ķķ, ĒÓ§Ņõ ∙Ķ§± Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ĶńõÕļĶĶ. ▌“Ķ õÓĒĒ¹Õ
ĒÕŅߧŅõĶņ¹ õļ ĻŅŅńĶŅĒĒŅķ Ņ÷ÕĒĻĶ ŌļĶ ĒĶ ²“Ņķ ±Õõ¹ ĒÓ ÓßŅ“¾ õÓ“„ĶĻŅŌ č─╩Ū Ķ
ĒÓ ±“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ, ±ņÓńŅĻ Ķ ņÓ±Õļ ± Ņ’ÕõÕļÕĒĶÕņ ĻŅļĶ„Õ±“ŌÓ ĒÕŅߧŅõĶņŅŃŅ
±ŅßÕĒ“Ó, õļ ’ŅŃļŅ∙ÕĒĶ Ķ Ņ„Ķ±“ĻĶ Ó“ņŅ±¶Õ¹ ±¾§Ķ§ Ņ“±ÕĻŅŌ.
2. ╚±’¹“ÓĒĶ ņ ’ŅõŌÕŃÓ■“±
ĒÕņÕ“ÓļļĶ„Õ±ĻĶÕ ņÓ“ÕĶÓļ¹,Ā Ō “Ņņ „Ķ±ļÕ
╦╩Ž, “Õ’ļŅńÓ∙Ķ“Ē¹Õ ’ŅĻ¹“Ķ , ±ņÓńĻĶ Ķ ņÓ±ļÓ, ĒÓ§Ņõ ∙ĶÕ± Ō ĻÓµõŅņ Ķń ±¾§Ķ§
Ņ“±ÕĻŅŌ ĶńõÕļĶ . ┬¹ßŅ ĒŅņÕĒĻļÓ“¾¹ ņÓ“ÕĶÓļŅŌ, ’ŅõļÕµÓ∙Ķ§ Ķ±’¹“ÓĒĶ ņ, ’ŅŌŅõ “
Ķ±§Ņõ Ķń ’ļŅ∙ÓõĶ ’ŅŌÕ§ĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ Ķ Ķ§ ĒÓ±¹∙ÕĒĒŅ±“Ķ Ō õÓĒĒŅņ Ņ“±ÕĻÕ.
3. ╬ßÓń÷¹ ņÓ“ÕĶÓļŅŌ,
’ÕõĒÓńĒÓ„ÕĒĒ¹§ õļ Ķ±’¹“ÓĒĶķ, ĶńŃŅ“ÓŌļĶŌÓ■“ ’Ņ °“Ó“ĒŅķ “Õ§ĒŅļŅŃĶĶ. ŽŅŌÕ§ĒŅ±“³
ŅßÓń÷ŅŌ ĒÕ ÕĻŅņÕĒõ¾Õ“± ’ŅõŌÕŃÓ“³ ĻÓĻĶņ ļĶßŅ ŌĶõÓņ ŅßÓßŅ“ĻĶ, ĒÕ
’Õõ¾±ņŅ“ÕĒĒ¹§ °“Ó“ĒŅķ “Õ§ĒŅļŅŃĶÕķ.
4. ╬’ÕõÕļÕĒĶÕ ŃÓńŅŌ¹õÕļÕĒĶ
Ķń ŅßÓń÷ŅŌ ’ŅŌŅõ “ ’Ķ Ķ§ ²Ļ±’ŅńĶ÷ĶĶ Ō ĻÓņÕÕ, Ō ĻŅ“ŅŅķ ’ŅõõÕµĶŌÓÕ“±
ĒÕŅߧŅõĶņ¹ķ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ, ±ŅŅ“ŌÕ“±“Ō¾■∙Ķķ °“Ó“ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ. ŽŅõŅļµĶ“Õļ³ĒŅ±“³ ²Ļ±’ŅńĶ÷ĶĶ ¾±“ÓĒÓŌļĶŌÓ■“ Ō ńÓŌĶ±ĶņŅ±“Ķ Ņ“
ŌÕņÕĒĶ ¾±“ÓĒŅŌļÕĒĶ ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō,
Ō¹õÕļĶŌ°Ķ§± Ķń Ņß·ÕĻ“ŅŌ Ķ±’¹“ÓĒĶķ, ĻŅ“ŅŅÕ ņŅµÕ“ õŅ§ŅõĶ“³ õŅ 12 ņÕ± ÷ÕŌ.
5. čŅ±“ÓŌ ŃÓńŅŌŅķ ±Õõ¹ Ō
’Ņ÷Õ±±Õ ²Ļ±’ŅńĶ÷ĶĶ ŅßÓń÷ŅŌ ’ÕĶŅõĶ„Õ±ĻĶ ĻŅĒ“ŅļĶ¾■“ §ŅņÓ“ŅŃÓ¶Ķ„Õ±ĻĶņ
ņÕ“ŅõŅņ, ĶļĶ ĶĒ¹ņ, ĻÓĻĶņ ļĶßŅ ņÕ“ŅõŅņ, ŅßÕ±’Õ„ĶŌÓ■∙Ķņ ’Ņļ¾„ÕĒĶÕ õÓĒĒ¹§ Ņ
±Ņ±“ÓŌÕ ŃÓńŅŌŅķ ±Õõ¹ Ņ“õÕļ³ĒŅ ’Ņ ÕÕ ĻŅņ’ŅĒÕĒ“Óņ. ŽĶ ’Ņõ±„Õ“Õ ±¾ņņÓĒŅŃŅ ŃÓńŅŌ¹õÕļÕĒĶ
ĒÕŅߧŅõĶņŅ ¾„Ķ“¹ŌÓ“³ ĻŅļĶ„Õ±“ŌŅ ŌÕ∙Õ±“ŌÓ, ’ŅŃļŅ∙ÕĒĒŅŃŅ ±“ÕĒĻÓņĶ ĻÓņÕ¹.
6. ═Ó Ņ±ĒŅŌÓĒĶĶ ’Ņļ¾„ÕĒĒ¹§
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§ Ņ’ÕõÕļ ■“:
- ’ÕÕ„ÕĒ³ ĻŅŅńĶŅĒĒŅ
Ņ’Ó±Ē¹§ §ĶņĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō Ō¹õÕļĶŌ°Ķ§± ’Ņõ¾Ļ“Ó§,
- ±¾ņņÓĒŅÕ ŃÓńŅŌ¹õÕļÕĒĶÕ ±
ÕõĶĒĶ÷¹ ’ŅŌÕ§ĒŅ±“Ķ ĶļĶ Ķń ņÓ±±¹ ĻÓµõŅŃŅ ņÓ“ÕĶÓļÓ ŌŅ ŌÕņÕĒĶ.
15.7.Ā ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
õļĶ“Õļ³ĒŅķ ±“ŅķĻŅ±“Ķ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ŌĀĀ
ĀĀĀĀĀĀĀĀĀ ±ÕõÕ ±¾§ŅŃŅ ŌŅńõ¾§Ó.
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ĶńņÕĒÕĒĶ ¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ§ ±ŌŅķ±“Ō ņÓ“ÕĶÓļŅŌ ’Ņ±ļÕ
õļĶ“Õļ³ĒŅķ Ķ§ Ō¹õÕµĻĶ Ō ¾ĻÓńÓĒĒ¹§ ¾±ļŅŌĶ §. ╚±’¹“ÓĒĶ■ ’ŅõŌÕŃÓ■“± ņÓ“ÕĶÓļ¹,
ĒÓ§Ņõ ∙ĶÕ± Ō ±¾§Ķ§ Ņ“±ÕĻÓ§ ĶńõÕļĶ .
2.Ā ╚±’¹“ÓĒĶ ’ŅŌŅõ “ Ō ĻÓņÕÓ§, Ō ĻŅ“Ņ¹§ ’ŅõõÕµĶŌÓÕ“±
ĒÕŅߧŅõĶņ¹ķ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ ± ŌÕņÕĒÕņ Ō¹õÕµĻĶ ±ŅŅ“ŌÕ“±“Ō¾■∙Ķņ
ŌÕņÕĒĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Ķ Ō „Ó±“ĒŅ±“Ķ, ŌÕņÕĒĶ ņÕµõ¾ ÕŃļÓņÕĒ“Ē¹ņĶ ÓßŅ“ÓņĶ ĒÓ
ĶńõÕļĶĶ.
3. ŽÕÕ„ÕĒ³
¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ Ķ ņÕ§ÓĒĶ„Õ±ĻĶ Ķ±’¹“ÓĒĶķ õŅ Ķ ’Ņ±ļÕ ²Ļ±’ŅńĶ÷ĶĶ Ņ’ÕõÕļ Õ“±
ĻļÓ±±Ņņ Ķ±’¹“¹ŌÓÕņ¹§ ņÓ“ÕĶÓļŅŌ.
15.8.Ā ╠Õ“ŅõĶ„Õ±ĻĶķ ’Ņõ§Ņõ Ō
¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶ § ĒÓ ±“ÓÕĒĶÕ ’ŅļĶņÕĒ¹§
ĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļŅŌ Ķ õÕ“ÓļÕķ
Ķń ĒĶ§
1. ųÕļ³ Ķ±’¹“ÓĒĶķ ±Ņ±“ŅĶ“ Ō
Ņ÷ÕĒĻÕ ŌļĶ ĒĶ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ņÓ“ÕĶÓļŅŌ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅŃŅ
ÕµĶņÓ, ĶņĶ“Ķ¾■∙ÕŃŅ ÕÓļ³Ē¹Õ ¾±ļŅŌĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹, ’¾“Õņ ĶńņÕÕĒĶ
ĻŅĒ“ŅļĶ¾Õņ¹§ Ķ§ ±ŌŅķ±“Ō.
2. č“ÓßĶļ³ĒŅ±“³ ±ŌŅķ±“Ō
ņÓ“ÕĶÓļŅŌĀ ’Ķ ńÓõÓĒĒ¹§ ¾±ļŅŌĶ §
²Ļ±’ļ¾Ó“Ó÷ĶĶ Ņ’ÕõÕļ Õ“± ²ĒÕŃĶÕķ ÓĻ“ĶŌÓ÷ĶĶ ’Ņ÷Õ±±Ó ±“ÓÕĒĶ , ĻŅ“Ņ¾■
Ó±±„Ķ“¹ŌÓ■“ ’Ņ Õń¾ļ³“Ó“Óņ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ õÓĒĒ¹§ ĻÓĻŅŃŅ ļĶßŅ
ĻŅĒ“ŅļĶ¾ÕņŅŃŅ ’ÓÓņÕ“Ó ņÓ“ÕĶÓļÓ. ▌“Ņ“ ’ÓÓņÕ“ Ō¹ßĶÓ■“ Ķń „Ķ±ļÓ ŅõĒŅŃŅ Ķń
²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒ¹§ ’ŅĻÓńÓ“ÕļÕķ, Ņ’ÕõÕļ ■∙Ķ§ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĻŅĒĻÕ“ĒŅķ
’ŅļĶņÕĒŅķ õÕ“ÓļĶ.
3. ╚±’¹“ÓĒĶ ’Ņ Ņ’ÕõÕļÕĒĶ■
ĶńņÕĒÕĒĶ ĻŅĒ“ŅļĶ¾Õņ¹§ ’ÓÓņÕ“ŅŌ ’ŅŌŅõ “ ĒÕ ņÕĒÕÕ, „Õņ ’Ķ “Õ§ Ō¹ßÓĒĒ¹§
“Õņ’ÕÓ“¾Ó§. ŪÓ ņÓĻ±ĶņÓļ³Ē¾■ “Õņ’ÕÓ“¾¾ ’ĶĒĶņÓ■“ ĒÓ 293 ╩ (20Ņč)
ĒĶµÕ “Õņ’ÕÓ“¾¹ Óńņ Ń„ÕĒĶ Ķ±’¹“¾ÕņŅŃŅ ņÓ“ÕĶÓļÓ, Ņ’ÕõÕļ ÕņŅķ ’Ņ ├╬čę 12021
¢ 75. ─ļ “ÕņŅÕÓĻ“ĶŌĒ¹§ ņÓ“ÕĶÓļŅŌ ßÕ¾“ ńÓ Ņ±ĒŅŌ¾ “Õņ’ÕÓ“¾¾ Ņ“ŌÕµõÕĒĶ ,
Ņ’ÕõÕļ Õņ¾■ “ÓĻµÕ ’Ņ ²“Ņņ¾ ├╬čę. ŪÓ ’ŅõŅļµĶ“Õļ³ĒŅ±“³ Ķ±’¹“ÓĒĶķ ’ĶĒĶņÓÕ“±
ŌÕņ , Ō “Õ„ÕĒĶĶ ĻŅ“ŅŅŃŅ ĻŅĒ“ŅļĶ¾Õņ¹ķ ’ÓÓņÕ“ ±ĒĶµÓÕ“± ĒÓ 25% Ņ“ ÕŃŅ
Ķ±§ŅõĒŅŃŅ ńĒÓ„ÕĒĶ .
4. ŽŅļ¾„ÕĒĒ¹Õ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ õÓĒĒ¹Õ ’Ņ ±ĒĶµÕĒĶ■ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ ÓßŅ„ÕŃŅ ’ÓÓņÕ“ÓĀ ĒÓĒŅ± “ ĒÓ ŃÓ¶ĶĻĀ Ō ±Ķ±“ÕņÕ ĻŅŅõĶĒÓ“Ā [ ╩ ¢
τ] ’Ķ “Õņ’ÕÓ“¾Ó§ ę1 , ę2
, ę3, ŃõÕ:
Ā ╩ = ą/ąŅ ¢ ĻŅ²¶¶Ķ÷ĶÕĒ“ ĶńņÕĒÕĒĶ Ō¹ßÓĒĒŅŃŅ ’ÓÓņÕ“Ó,
τ ¢ ŌÕņ Ķ±’¹“ÓĒĶķ. ═Ó ŃÓ¶ĶĻÕ ’ŅŌŅõ “ ’ ņ¾■,
’ÓÓļļÕļ³Ē¾■ Ņ±Ķ Óß±÷Ķ±±, ’ŅĻÓń¹ŌÓ■∙¾■ ¾ŅŌÕĒ³ ±ĒĶµÕĒĶ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ
’ÓÓņÕ“Ó. ═Ó ²“Ņņ ¾ŅŌĒÕ ĻÓµõŅņ¾ ńĒÓ„ÕĒĶ■ ╩ ±ŅŅ“ŌÕ“±“Ō¾■“ ńĒÓ„ÕĒĶ “Õņ’ÕÓ“¾
ę1 , ę2 , ę3ĀĀĀ . Ķ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ²Ļ±’ŅńĶ÷ĶĶĀ τ1,ĀĀ
τ2,Ā τ3.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀ╩
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŪÓõÓĒĒ¹ķ
¾ŅŌÕĒ³ ±ĒĶµÕĒĶ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ŪÓõÓĒĒ¹ķ
¾ŅŌÕĒ³ ±ĒĶµÕĒĶ
![]()
![]()
 ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’ÓÓņÕ“Ó ╩
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
’ÓÓņÕ“Ó ╩
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩
= f ( τ1) ’Ķ ę1
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩
= f ( τ1) ’Ķ ę1
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩
= f (τ2) ’Ķ ę2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩
= f (τ2) ’Ķ ę2
![]()
![]()
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩ =
f (τ3) ’Ķ ę3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ╩ =
f (τ3) ’Ķ ę3
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
τ1ĀĀĀĀĀĀĀĀĀĀ
τ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
τ3ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ
Ā5. ─ļ Ó±„Õ“Ó ²ĒÕŃĶĶ ÓĻ“ĶŌÓ÷ĶĶ ┼ ÓńÓßŅ“„ĶĻ ±ßŅŅ„ĒŅķ ÕõĶĒĶ÷¹
Ņ’ÕõÕļ Õ“ ĶļĶ ńÓõÓÕ“ õŅ’¾±“Ķņ¹ķ ¾ŅŌÕĒ³ ±ĒĶµÕĒĶ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ ’ÓÓņÕ“Ó.
ŽĶ Ņ“±¾“±“ŌĶĶ õŅ’¾±“ĶņŅŃŅ ’ÕõÕļÓ ’ĶĒĶņÓÕ“± ’ÓõÕĒĶÕ ²“ŅŃŅ ’ŅĻÓńÓ“Õļ ĒÓ 25%
Ķ 50%. ▌ĒÕŃĶ■ ÓĻ“ĶŌÓ÷ĶĶ ĶļĶ “Õņ’ÕÓ“¾Ē¹ķ ĻŅ²¶¶Ķ÷ĶÕĒ“ ±ĒĶµÕĒĶ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ
’ÓÓņÕ“Ó Ņ’ÕõÕļ ■“ ’Ņ “ÓĒŃÕĒ±¾ ¾ŃļÓ ĒÓĻļŅĒÓ ’ ņŅķ, ’¾“Õņ ŃÓ¶Ķ„Õ±ĻŅŃŅ
ĶńŅßÓµÕĒĶ ńÓŌĶ±ĶņŅ±“Ķ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ±Ņ§ÓĒÕĒĶ ĻŅĒ“ŅļĶ¾ÕņŅŃŅ ’ÓÓņÕ“Ó
Ņ“ “Õņ’ÕÓ“¾¹ Ō ĻŅŅõĶĒÓ“Ó§ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀ1
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓnĀĀ =ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀ (ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀ )ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(15.8.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓnĀĀ =ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀ (ĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀĀ )ĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(15.8.1į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ę2ĀĀĀĀĀĀ ĀĀĀĀę2
ĶļĶ Ó±±„Ķ“¹ŌÓ■“Ā ’Ņ ¾ÓŌĒÕĒĶ■:
ĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀτ1
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓnĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ℓnĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ┼ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ 2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģ..(15.8.2į)ĀĀĀ
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ=ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ=ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ RĀĀĀĀĀĀĀĀĀĀĀĀ 1/ ę1 ¢ 1/ę2
6. ŪĒÓ “Õņ’ÕÓ“¾¾ Ķ
ŌļÓµĒŅ±“³ ĶņÕ■∙ĶÕ ņÕ±“Ņ ’Ķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ ²ĒÕŃĶ■ ÓĻ“ĶŌÓ÷ĶĶ, Ņ’ÕõÕļ ■“
õŅļŃŅŌÕ„ĒŅ±“³ ņÓ“ÕĶÓļÓ Ō ²“Ķ§ ¾±ļŅŌĶ §. ─ļ ²“ŅŃŅ Ķ±’Ņļ³ń¾■“ ¾ÓŌĒÕĒĶÕĀ 15.8.1į.
7. ─ļ ’ŅŌÕõÕĒĶ ±“ÕĒõŅŌ¹§
¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ĒÓ ±“ÓÕĒĶÕ õÕ“ÓļÕķ Ķń ’ŅļĶņÕĒ¹§ ņÓ“ÕĶÓļŅŌ Ķ±’Ņļ³ń¾■“
õÓĒĒ¹Õ ’Ņ õŅļŃŅŌÕ„ĒŅ±“Ķ ņÓ“ÕĶÓļŅŌ, Ō§Ņõ ∙Ķ§ Ō ²“Ķ õÕ“ÓļĶ. ŽĶ ĒÓńĒÓ„ÕĒĶĶ
ÕµĶņŅŌ Ķ±’¹“ÓĒĶ õÕ“ÓļÕķ ĒÓ ±“ÓÕĒĶÕ ĒÕŅߧŅõĶņŅ ’ĶĒĶņÓ“³ ŌŅ ŌĒĶņÓĒĶÕ ²ĒÕŃĶ■
ÓĻ“ĶŌÓ÷Ķ■ Ō±Õ§ ņÓ“ÕĶÓļŅŌ, Ō§Ņõ ∙Ķ§ Ō ±Ņ±“ÓŌ Ķ±’¹“¹ŌÓÕņ¹§ õÕ“ÓļÕķ. ąÓ±„Õ“
õļĶ“Õļ³ĒŅ±“Ķ Ķ±’¹“ÓĒĶķ ’ŅĶńŌŅõ “ ’Ņ ņĶĒĶņÓļ³ĒŅņ¾ ńĒÓ„ÕĒĶ■ ’Ņļ¾„ÕĒĒ¹§ ²ĒÕŃĶķ
ÓĻ“ĶŌÓ÷ĶĶ, Ņ“ŌÕ„Ó■∙Õņ¾ ĒÓĶßŅļ³°Õķ ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ ŌŅńõÕķ±“ŌĶ “Õņ’ÕÓ“¾¹. ┬
Ņ“õÕļ³Ē¹§ ±ļ¾„Ó § ’Ķ ßŅļ³°Ņņ Ó±§ŅµõÕĒĶĶ ńĒÓ„ÕĒĶķ ┼ õŅ’¾±ĻÓÕ“± ’ŅŌŅõĶ“³
Ķ±’¹“ÓĒĶ ÓńõÕļ³ĒŅ ’Ņ ²ļÕņÕĒ“Óņ ĶńõÕļĶ .
8. ┬Õņ ¾±ĻŅÕĒĒŅŃŅ
Ķ±’¹“ÓĒĶ ’Ķ ’ŅŌ¹°ÕĒĒ¹§ “Õņ’ÕÓ“¾Ó§ Ņ“ĒŅ± “ ĻŅ ŌÕņÕĒĶ ĒÓ“¾ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
’Ķ ĻŅ“ŅŅķ õŅ’¾±ĻÓÕ“± ĶńņÕĒÕĒĶÕ ’ÓÓņÕ“Ó, ’Ņļ¾„ÕĒĒŅŃŅ ’Ķ ¾±ĻŅÕĒĒ¹§
Ķ±’¹“ÓĒĶ §, “Õņ ±Óņ¹ņ ’Ņļ¾„Ó■“ ĻŅ²¶¶Ķ÷ĶÕĒ“ └ ’ÕÕ±„Õ“Ó ’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ
¾±ĻŅÕĒĒ¹§ Ķ±’¹“ÓĒĶķ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĒÓ“¾Ē¹ņ ¾±ļŅŌĶ ņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ :
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ¾±Ļ. ’Ķ ę ¾±ĻŅ
![]() ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģ.(15.8.3į)
ĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ĀĀĀ =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģ.(15.8.3į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τ²Ļ±’ļ.’Ķ ę²Ļ±’ļ.
15.9. ╚±±ļÕõŅŌÓĒĶ ’Ņ ŅßÓńŅŌÓĒĶ■ Ķ Ņ±ÓµõÕĒĶ■ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō
└Ų.
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ķń¾„ÕĒĶÕ ŅßÓńŅŌÓĒĶ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ, Ķ§ Ņ±ÓµõÕĒĶ Ó “ÓĻµÕ õĶ±’Õ±ĒŅŃŅ Ķ
§ĶņĶ„Õ±ĻŅŃŅ Ķ§ ±Ņ±“ÓŌÓ, ŌļĶ ■∙ÕŃŅ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅķ ±ÓņŅķ └Ų Ķ “Õ§ ÓŃÕŃÓ“ŅŌ
õļ ĻŅ“Ņ¹§ ŅĒÓ ’ÕõĒÓńĒÓ„ÕĒÓ, ĻŅ“ŅŅÕ ’ŅŌŅõĶ“± ’¾“Õņ ļÓßŅÓ“ŅĒ¹§, ±“ÕĒõŅŌ¹§
Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
2. ╦ÓßŅÓ“ŅĒ¹Õ Ķ ±“ÕĒõŅŌ¹Õ
Ķ±’¹“ÓĒĶ , ’ĶņÕĒĶ“Õļ³ĒŅ Ļ Ķń¾„ÕĒĶ■ ņÕ§ÓĒĶ„Õ±ĻĶņ ’ĶņÕ± ņ, ’ŅŌŅõ “± Ō
ņŅõÕļ³Ē¹§ ÕņĻŅ±“ §, ńÓ’ŅļĒ Õņ¹§ └Ų, ĶńŃŅ“ŅŌļÕĒĒ¹§ Ķń “Õ§ µÕ ņÓ“ÕĶÓļŅŌ Ķ ’Ņ “Ņķ
µÕ “Õ§ĒŅļŅŃĶĶ, ĻŅ“Ņ¹Õ Ķ±’Ņļ³ń¾■“± ’Ķ ĶńŃŅ“ŅŌļÕĒĶĶ °“Ó“Ē¹§ ĶńõÕļĶķ.
3.┬ Õń¾ļ³“Ó“Õ Ķ±’¹“ÓĒĶķ ’Ņ
’.2 Ō ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ± § Ņ’ÕõÕļ ■“± : ÓńņÕ¹, ĻŅļĶ„Õ±“ŌŅ, õĶ±’Õ±Ē¹ķ Ķ
§ĶņĶ„Õ±ĻĶķ ±Ņ±“ÓŌ, ĻĶĒÕ“ĶĻÓ ĒÓÓ±“ÓĒĶ Ō └Ų ĒÕÓ±“ŌŅĶņ¹§ ±ŅļÕķ ’Ķ ÕÕ ĻŅĒ“ÓĻ“Õ
± ņÓ“ÕĶÓļŅņ ÕņĻŅ±“Ķ, Ō ĻŅ“ŅŅķ ŅĒÓ ±ŅõÕµĶ“± , ±ĻŅŅ±“³ Ņ±ÓµõÕĒĶ , ¾±ļŅŌĶ ,
’Ķ ĻŅ“Ņ¹§ ŌŅńņŅµĒÓ ĻŅÓŃ¾ļ ÷Ķ Ķ ¾Ļ¾’ĒÕĒĶÕ Ņ±ÕŌ°Ķ§ „Ó±“Ķ÷, ±“Õ’ÕĒ³ Ņ„Ķ±“ĻĶ └Ų
’Ņ±ļÕ ¶Ķļ³“Ó÷ĶĶ ÓńļĶ„Ē¹ņĶ ¶Ķļ³“ÓņĶ.
4.┬ ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ ’Ņ
’.2 Ņ“ßĶÓ■“ ’Ņß¹ └Ų ± ÓńĒ¹§ ¾ŅŌĒÕķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅķ ÕņĻŅ±“Ķ,
±ŅõÕµÓ∙ÕķĀ └Ų, ĻŅ“ŅÓ ±ļĶŌÓÕ“± ’Ņ±ļÕ
²Ļ±’ŅńĶ÷ĶĶ „ÕÕń ¶Ķļ³“ ± Ņ“ßŅŅņ Ņ±“ÓŌ°Ķ§± ņÕ§’ĶņÕ±Õķ õļ ÓĒÓļĶńÓ.
4.Ā ─ļ ¾±ĻŅÕĒĒŅŃŅ Ņ’ÕõÕļÕĒĶ ±ĻļŅĒĒŅ±“Ķ Ļ ĻŅÓŃ¾ļ ÷ĶĶ ņÕ§ÓĒĶ„Õ±ĻĶ§
’ĶņÕ±Õķ õŅ’¾±ĻÓÕ“± ņÕ“Ņõ ÷ÕĒ“Ķ¶¾ŃĶŅŌÓĒĶ Ņ“ŅßÓĒĒ¹§ ’Ņß └Ų ± ņÕ§’ĶņÕ± ņĶ,
Ó ĻŅļĶ„Õ±“ŌŅ Ķ ÓńņÕ “ŌÕõ¹§ „Ó±“Ķ÷ ±„Ķ“ÓÕ“± ’Ņõ ņĶĻŅ±ĻŅ’Ņņ Ō ĒÕ±ĻŅļ³ĻĶ§
’Ņļ § ńÕĒĶ . šĶņĶ„Õ±ĻĶķ ±Ņ±“ÓŌ ’ĶņÕ±Õķ Ņ’ÕõÕļ Õ“± §ĶņĶ„Õ±ĻĶņĶ ÓĒÓļĶńÓņĶ, Ó
“ÓĻµÕĀ ņÓ±± Ķ ÕĒ“ŃÕĒŅ±ĻŅ’ĶÕķ.
5. ŽĶ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶ §
ĶńõÕļĶķ, ±ŅõÕµÓ∙Ķ§ └Ų, ’Ķ Ķ§ ±ļĶŌÕ ŌĒÓ„ÓļÕ Ņ“ßĶÓ■“± ’ÕŌ¹Õ ’Ņ÷ĶĶ ±ļĶŌÓÕņŅķ
└Ų Ķ Ķń ĒÕÕ Ņ“ßĶÓ■“± ’Ņß¹ õļ ’ŅŌÕõÕĒĶ ÓĒÓļĶńŅŌ ±ŅŃļÓ±ĒŅ õÓĒĒŅŃŅ ÓńõÕļÓ,
ĒÓ Ņ±ĒŅŌÓĒĶĶ Õń¾ļ³“Ó“ŅŌ ĻŅ“Ņ¹§ ’ŅĶńŌŅõĶ“± ¾“Ņ„ĒÕĒĶÕ Õń¾ļ³“Ó“ŅŌ, ’Ņļ¾„ÕĒĒ¹§
Ō ’Ņ÷Õ±±Õ ļÓßŅÓ“ŅĒ¹§ Ķ ±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶķ.
15.10. ╬’ÕõÕļÕĒĶÕ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó õĶ¶¶¾ńĶĶ └Ų „ÕÕń ņÕ“ÓļļĶ„Õ±ĻĶÕ
ņÓ“ÕĶÓļ¹.
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ŌŅńņŅµĒŅ±“Ķ Ķ ŌÕļĶ„ĶĒ¹ õĶ¶¶¾ńĶŅĒĒŅŃŅ ’ŅĒĶĻĒŅŌÕĒĶ └Ų „ÕÕń
ĻÓ„Õ±“ŌÕĒĒ¹ķ ņÕ“Óļļ ’Ķ õļĶ“Õļ³ĒŅņ ÕÕ ĒÓ§ŅµõÕĒĶĶ Ō ÕņĻŅ±“ § Ō Õ±“Õ±“ŌÕĒĒ¹§ ¾±ļŅŌĶ §
²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’¾“Õņ ’ŅŌÕõÕĒĶ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ.
2. ╬’ÕõÕļÕĒĶÕ õĶ¶¶¾ńĶŅĒĒŅķ
’ŅĒĶ÷ÓÕņŅ±“Ķ ’ŅŌŅõ “ ’Ķ Ķ±±ļÕõŅŌÓĒĶĶ ŅßÓń÷ŅŌ ±’ļÓŌŅŌ ĶļĶ ŅßÓń÷ŅŌ
Ō¹ÕńÓĒĒ¹§ Ķń °“Ó“Ē¹§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ĶńõÕļĶķ, ß¹Ō°Ķ§ Ō ĻŅĒ“ÓĻ“Õ ± └Ų ĒÕ ņÕĒÕÕ
6 ņÕ± ÷ÕŌ. ╬ßÓń÷¹ Ķ±’Ņļ³ń¾■“± Ķń ±’ļŅ°ĒŅŃŅ ņÕ“ÓļÓ, ±ŌÓĒ¹§ °ŌŅŌ Ķ ŅĻŅļŅ°ŅŌĒŅķ
ńŅĒ¹. ŽļŅ∙Óõ³ ŅõĒŅŃŅ ŌĶõÓ ŅßÓń÷ŅŌ õŅļµĒÓ ±Ņ±“ÓŌļ “³ ĒÕ ņÕĒÕÕ 0,01 ņ2.
3. ╩ŅļĶ„Õ±“ŌŅ └Ų,
’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ Ō Ńļ¾ßĶĒ¾ ņÕ“ÓļļÓ Ņ’ÕõÕļ ■“ ±ļÕõ¾■∙Ķņ ŅßÓńŅņ:
- Ņ’ÕõÕļ ■“ ĻŅļĶ„Õ±“ŌŅ └Ų,
±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ŅßÓń÷Ó ’¾“Õņ ÕŃŅ Ō¹õÕµĻĶ ÕŃŅ Ō ’ŅŃļŅ“Ķ“Õļ³ĒŅņ
Ó±“ŌŅÕ ± ’Ņ±ļÕõ¾■∙Ķņ §ĶņĶ„Õ±ĻĶņ ÓĒÓļĶńŅņ ’ŅŃļŅ“Ķ“Õļ³ĒŅŃŅ Ó±“ŌŅÓ ĒÓ
±ŅõÕµÓĒĶÕ Ō ĒÕņ └Ų,
- ’ŅĶńŌŅõ “
’Ņ±ļÕõŅŌÓ“Õļ³ĒŅÕ ±Ē “ĶÕ ± ŅßÓń÷Ó ņÕ“ÓļļÓ “Ņļ∙ĶĒŅķ Ņ“ 2 õŅ 5 ņĻņ ’¾“Õņ ÕŃŅ “ÓŌļÕĒĶ
± ’Ņ±ļÕõ¾■∙Ķņ §ĶņĶ„Õ±ĻĶņ ÓĒÓļĶńŅņ ’Ņļ¾„ÕĒĒŅŃŅ Ó±“ŌŅÓ ĒÓ ±ŅõÕµÓĒĶÕ Ō ĒÕņ
└Ų.Ā õŅ ’ŅļĒŅŃŅ Ņ“±¾“±“ŌĶ ±ļÕõŅŌ └Ų Ō
Ó±“ŌŅÕ ±Ņ ±Ē “¹ņ ±ļŅÕņ ņÕ“ÓļļÓ,
- Ņß∙ÕÕ ĻŅļĶ„Õ±“ŌŅ
’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ŌÕ∙Õ±“ŌÓ Ō Ńļ¾ßĶĒ¾ ņÕ“ÓļļÓ Ņ’ÕõÕļ ■“ ±¾ņņĶŅŌÓĒĶÕņ
Õń¾ļ³“Ó“ŅŌ ÓĒÓļĶńÓ Ō±Õ§ ±Ē “¹§ ±ļŅÕŌ, Ó ’Ņ Ķ§ ĻŅļĶ„Õ±“Ō¾ Ņ’ÕõÕļ ■“ Ńļ¾ßĶĒ¾
’ŅĒĶĻĒŅŌÕĒĶ └Ų Ō ņÕ“Óļļ.
4. ┬ÕļĶ„ĶĒ¾ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
õĶ¶¶¾ńĶĶ ─, ņ2/±ÕĻ, Ō ņÕ“Óļļ Ó±±„Ķ“¹ŌÓ■“ ’Ņ ±ļÕõ¾■∙Õķ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠2
π
![]() ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ─Ā =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģ(15.10.1į)
ĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ─Ā =ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģ(15.10.1į)
ĀĀĀĀĀĀĀ ŃõÕ:ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ S2 CŅ τ
ĀĀ ╠ ¢ ņÓ±±Ó ŌÕ∙Õ±“ŌÓ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ Ō ņÕ“Óļ ńÓ ŌÕņ τ,
ĻŃ,
ĀĀ S ¢ ’ļŅ∙Óõ³ ’ŅŌÕ§ĒŅ±“Ķ , „ÕÕń ĻŅ“Ņ¾■ õĶ¶¶¾ĒõĶ¾Õ“
ŌÕ∙Õ±“ŌŅ , ņ2,
ĀĀ čŅ ¢ ĻŅĒ÷ÕĒ“Ó÷Ķ õĶ¶¶¾ĒõĶ¾■∙ÕŃŅ ŌÕ∙Õ±“ŌÓ Ō
’ŅŌÕ§ĒŅ±“ĒŅņ ±ļŅÕ ņÕ“ÓļļÓ, ĻŃ/ņ3,
Ā┬Õņ ’ŅĒĶĻĒŅŌÕĒĶ ŌÕ∙Õ±“ŌÓ Ņ’ÕõÕļ ■“ ’Ņ ¶Ņņ¾ļÕ:
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τĀĀĀĀ =Ā
ĀĀĀĀĀℓ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ(15.10.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ τĀĀĀĀ =Ā
ĀĀĀĀĀℓ2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģģ(15.10.2į)
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2─ └22
ŃõÕ: ℓ - “Ņļ∙ĶĒÓ
±“ÕĒĻĶ, ņ,
ĀĀĀĀĀĀĀ └ = 1 ¢ č§/čŅ - Ņ’¹“ĒÓ ŌÕļĶ„ĶĒÓ,
ĀĀĀĀĀĀĀ č§ ¢ ĻŅĒ÷ÕĒ“Ó÷Ķ ’ŅõĶ¶¾ĒõĶŅŌÓŌ°ÕŃŅ ŌÕ∙Õ±“ŌÓ
ĒÓ ŃļĶĒ¾Ā š , ĻŃ/ņ3
15.11.Ā ╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕĒ“Ó
’ŅĒĶ÷ÓÕņŅ±“Ķ └Ų „ÕÕń ņĶĻŅĻÓĒÓļ¹
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕĒ“Ó ’ŅĒĶ÷ÓÕņŅ±“Ķ ╩, Ņ’ÕõÕļ ■∙Ķķ ±Ņ“ŌÕ±“ŌĶÕ ņÕµõ¾
ĻŅļĶ„Õ±“ŌŅņ ’ŅĒĶĻ°ÕŃŅ ŌÕ∙Õ±“ŌÓ „ÕÕń ņĶĻŅĻÓĒÓļ ± ’Ņ“ŅĻŅņ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ,
’Ņ§Ņõ ∙ÕŃŅ „ÕÕń ²“Ņņ ņĶĻŅĻÓĒÓļ ’Ķ ’ŅŌÕĻÕ ĶńõÕļĶ ĒÓ ŃÕņÕ“Ķ„ĒŅ±“³ Ķ
ĶņÕ■∙ÕŃŅ õÓĒĒ¹ķ ņĶĻŅĻÓĒÓļ.
2. ╩Ņ²¶¶Ķ÷ĶÕĒ“ ╩
Ņ’ÕõÕļ Õ“± ’Ņ ±ļÕõ¾■∙Õķ ¶Ņņ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╩ = Q1/Q2ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀģģģģ.(15.11.3.į)
Ā ŃõÕ:Ā Q1- Ó±§Ņõ └Ų „ÕÕń
ņĶĻŅĻÓĒÓļ, ĻŃ/c
ĀĀĀĀĀĀĀĀĀĀ Q2 ¢ ’Ņ“ŅĻ ĻŅĒ“Ņļ³ĒŅŃŅ ŃÓńÓ
„ÕÕń ņĶĻŅĻÓĒÓļ, ┬“ ( ļ.ņĻ.“. ±“./±)/
2. ╬’ÕõÕļÕĒĶÕ ²ĻŌĶŌÓļÕĒ“Ó
’ŅĒĶ÷ÓÕņŅ±“Ķ ’ŅĶńŌŅõ “ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶņ ’¾“Õņ ’Ķ ±Ņßļ■õÕĒĶĶ
¶Ņņ¹ ņĶĻŅĻÓĒÓļÓ Ō ²Ļ±’ÕĶņÕĒ“Õ, ±ŅŅ“ŌÕ±“Ō¾∙Õķ ¶ŅņÕ ÕÓļ³Ē¹§ ņĶĻŅĻÓĒÓļŅŌ,
ŅßÓńŅŌÓĒĶÕ ĻŅ“Ņ¹§ ŌŅńņŅµĒŅ Ō ĻŅĒ“ŅļĶ¾ÕņŅņ ĶńõÕļĶĶ. ╬ßÓńÕ÷ õļ ĶņĶ“Ó÷ĶĶ
ņĶĻŅĻÓĒÓļÓ Ō ±ŌÓĒŅņ °ŌÕ ĶńŃŅ“ÓŌļĶŌÓ■“ ’¾“Õņ ŌÓĻĶ °Óķß¹ õĶÓņÕ“Ņņ 10 ¢ 15 ņņ
Ō µÕ±“ĻĶķ ÷ĶļĶĒõĶ„Õ±ĻĶķ ±“ÓĻÓĒ õĶÓņÕ“Ņņ 30-50 ņņ. ┬ ²“Ņņ ±ļ¾„ÓÕ Ō ĻŅļ³÷ÕŌŅņ
±ŌÓĒŅņ °ŌÕ ±ŌÓĻĶ °Óķß¹Ā Ō µÕ±“ĻŅÕ õĒŅ
ņÕ“ÓļļĶ„Õ±ĻŅŃŅ ±“ÓĻÓĒÓ ŌŅńĒĶĻÓ■“ ßŅļ³°ĶÕ ŌĒ¾“ÕĒĒĶÕ ĒÓ’ µÕĒĶ , ńÓ ±„Õ“ „ÕŃŅ Ō
±ŌÓĒŅņ °ŌÕ ŌŅńĒĶĻÓ■“ ņĶĻŅ“Õ∙ĶĒ¹, ’Ņ ¶ŅņÕ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ÕÓļ³Ē¹ņ õÕ¶ÕĻ“Óņ
Ō ±ŌÓĒ¹§ °ŌÓ§.
Ā3. ┬ ’Ņ÷Õ±±Õ Ķ±’¹“ÓĒĶķ ĶņĶ“Ó“Ņ “Õ„Ķ, ĶńŃŅ“ŅŌļÕĒĒ¹ķ ±ŅŃļÓ±ĒŅ ’.2,
’ŅņÕ∙Ó■“ Ō ’Ķ±’Ņ±ŅßļÕĒĶÕ, Ō ĻŅ“ŅŅņ ĶņÕÕ“± õŌÕ ńÓņĻĒ¾“¹Õ ’ŅļŅ±“Ķ. ┬ ŅõĒ¾ Ķń
ĒĶ§ ’ŅõÓÕ“± └Ų, Ó ŌŅ Ō“Ņ¾■ ’ŅĶ±§ŅõĶ“ ĒÓ“ÕĻÓĒĶÕ Ķ ĒÓĻŅ’ļÕĒĶÕ Ķ±“ÕĻÓÕņŅŃŅ └Ų
„ÕÕń ņĶĻŅĻÓĒÓļ, ĻŅ“Ņ¹ķ ÓĒÓļĶńĶ¾Õ“± §ĶņĶ„Õ±ĻĶņ ĶļĶ ĻŅļŅĶņÕ“Ķ„Õ±ĻĶņ
±’Ņ±ŅßŅņ.
4. ╬ßÓńÕ÷ Ō¹õÕµĶŌÓÕ“± ĒÕ
ņÕĒÕÕ 20-30 õĒÕķ ± └Ų ’Ņõ õÓŌļÕĒĶÕņ, ±ŅŅ“ŌÕ“±“Ō¾■∙Ķņ °“Ó“ĒŅņ¾ õÓŌļÕĒĶ■, Ó
ĻŅļĶ„Õ±“ŌŅ ’ŅĒĶĻ°ÕŃŅ ŌÕ∙Õ±“ŌÓ „ÕÕń ņĶĻŅĻÓĒÓļ ßÕÕ“± ±¾ņņÓĒŅÕ ńÓ Ō±Õ ŌÕņ
Ō¹õÕµĻĶ.
15.12.Ā ŽŅŌÕõÕĒĶÕ Ķ±’¹“ÓĒĶķ ’Ņ
Ņ’ÕõÕļÕĒĶ■Ā õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ
’Ņļń¾„Õ±“Ķ
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ õļĶ“Õļ³ĒŅķ ’Ņ„ĒŅ±“Ķ Ķ ’Ņļń¾„Õ±“Ķ ±’ļÓŌŅŌ, Ķ±’Ņļ³ń¾Õņ¹§ õļ
ĶńŃŅ“ŅŌļÕĒĶ ĶńõÕļĶķ, ²Ļ±’ļ¾Ó“Ķ¾Õņ¹§ Ō ńÓõÓĒĒ¹§ ¾±ļŅŌĶ § Ķ ±ŅĻÓ§ ±ļ¾µß¹ ’¾“Õņ
’ŅŌÕõÕĒĶ ļÓßŅÓ“ŅĒ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
2. ─ļĶ“Õļ³Ē¾■ ’Ņ„ĒŅ±“³ Ķ
’Ņļń¾„Õ±“³Ā ’Ķ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶ §
Ņ’ÕõÕļ ■“ ĒÓ ±“ÓĒõÓ“Ē¹§ ŅßÓń÷Ó§ Ō ±ŅŅ“ŌÕ“±“ŌĶĶ ± ├╬čę 10145 ¢ 81 Ķ ├╬čę 3248
¢ 81 ’Ķ ĒÕ±ĻŅļ³ĻĶ§ ¾ŅŌĒ § ĒÓ’ µÕĒĶķ Ķ “Õņ’ÕÓ“¾. ═Ó Ņ±ĒŅŌÓĒĶĶ ’Ņļ¾„ÕĒĒ¹§
õÓĒĒ¹§, Ķ±’Ņļ³ń¾ ’ĶĒ “¾■ ’ÓÓņÕ“Ķ„Õ±Ļ¾■ ńÓŌĶ±ĶņŅ±“³, Ņ’ÕõÕļ ■“ õļĶ“Õļ³Ē¾■
’Ņ„ĒŅ±“³ Ķ ’Ņļń¾„Õ±“³ õļ ńÓõÓĒĒ¹§ ¾±ļŅŌĶķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ ÕÕ
’ŅõŅļµĶ“Õļ³ĒŅ±“Ķ.
3. ═Ó“¾Ē¹ņ Ķ±’¹“ÓĒĶ ņ
’ŅõŌÕŃÓ■“± ŅßÓń÷¹, Ō¹ÕńÓĒĒ¹Õ Ķń ņŅõÕļ³Ē¹§ ±ßŅŅĻ ĶļĶ °“Ó“Ē¹§ ĶńõÕļĶķ,
’Ņ§Ņõ ∙Ķ§ ĻŅŅńĶŅĒĒ¹Õ Ķ±’¹“ÓĒĶ ĶļĶ ±Ņ ±ĒĶņÓÕņ¹§ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ õļ
’ÕĶŅõĶ„Õ±ĻŅķ õÕ¶ÕĻ“Ó÷ĶĶ.
4. ŽĶ ĻŅŅńĶŅĒĒ¹§
Ķ±’¹“ÓĒĶĶ ņŅõÕļ³Ē¹§ ±ßŅŅĻ ńÓņÕ õÕ¶ŅņÓ÷Ķķ ŅßÕ„ÓÕĻ ÕĻŅņÕĒõ¾Õ“± ’ŅĶńŌŅõĶ“³
ļĶßŅ ŃĶßĻĶņ “Ņ±Ņņ, Ņ§ŌÓ“¹ŌÓ■∙Ķņ ÕÕ ’ÕĶņÕ“ ± ¾±“ÓĒŅŌļÕĒĒ¹ņ ĒÓ ĒÕņ
ĶńņÕĶ“Õļ³Ē¹ņ ļĶņßŅņ, ĶļĶ ĶĒõĶĻÓ“ŅÓņĶ, Ó±’ŅļŅµÕĒĒ¹ņĶĀ Ō õŌ¾§ ŌńÓĶņĒŅ ’Õ’ÕĒõĶĻ¾ļ Ē¹§
ĒÓ’ÓŌļÕĒĶ §. ─ļ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ±Ē “Ķ ’ŅĻÓńÓĒĶķ ± ĶĒõĶĻÓ“ŅŅŌ ĒÕŅߧŅõĶņŅ
±ĒÓßµÓ“³ Ķ§ „¾Ō±“ŌĶ“Õļ³Ē¹ņĶ ²ļÕņÕĒ“ÓņĶ, ÕÓŃĶ¾■∙ĶņĶ ĒÓ ’ÕÕņÕ∙ÕĒĶÕ ±“ÕµĒ
ĶĒõĶĻÓ“ŅÓ.
15.13.Ā ŽŅŌÕĻÓ ŃÕņÕ“Ķ„ĒŅ±“Ķ
±ßŅŅ„Ē¹§ ÕõĶĒĶ÷Ā ĶńõÕļĶ ± └Ų ’Ķ
±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶ §.
1. ųÕļ³■ Ķ±’¹“ÓĒĶķ Ōļ Õ“±
’ŅŌÕĻÓ Ķ ¾±“ÓĒŅŌļÕĒĶÕ ¶ÓĻ“Ķ„Õ±ĻŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷, ńÓ’ŅļĒÕĒĒ¹§
└Ų ’Ķ ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶ § ’Ķ Ķ§ ±ŅŌņÕ∙ÕĒĶĶ ± ĻŅŅńĶŅĒĒ¹ņĶ
Ķ±’¹“ÓĒĶ ņĶ, ’Ņ Õń¾ļ³“Ó“Óņ ĻŅ“Ņ¹§ Ņ÷ÕĒĶŌÓÕ“± ²¶¶ÕĻ“ĶŌĒŅ±“³
ĻŅĒ±“¾Ļ“ĶŌĒŅ-“Õ§ĒŅļŅŃĶ„Õ±ĻŅŃŅ Ō¹’ŅļĒÕĒĶ ĶńõÕļĶ .
2. ŪÓ’ŅļĒÕĒĶÕ ņŅõÕļ³Ē¹§
±ßŅŅĻ └Ų ’Ķ ±“ÕĒõŅŌ¹§ Ķ±’¹“ÓĒĶ § ’ŅĶńŌŅõĶ“± ± ±Ņ§ÓĒÕĒĶÕņ ±ŅŅ“ĒŅ°ÕĒĶ ’ÓŅŌŅķ
Ķ µĶõĻŅķ ¶Óń¹, ±ŅŅ“ŌÕ“±“Ō¾■∙Ķņ ĒÓ“¾Ē¹ņ Ņß·ÕņĒ¹ņ ¾±ļŅŌĶ ņ Ķ õÓŌļÕĒĶ ņ ’ÓŅŌŅķ
’Ņõ¾°ĻĶ.
3. ╩ŅĒ“ŅļĶ¾Õņ¹Õ ņÕ±“Ó ĒÓ
ŃÕņÕ“Ķ„ĒŅ±“³Ā ņŅõÕļ³Ē¹§ ±ßŅŅĻ
ŅßŅ¾õ¾■“± ņÕ±“Ē¹ņĶ Ņß·ÕņÓņĶ ĒÓ“ÕĻÓĒĶ , Ō ĻŅ“Ņ¹§ ’ÕĶŅõĶ„Õ±ĻĶ ńÓņÕ Õ“±
ĒÓļĶ„ĶÕ ’ŅĒĶĻ°Ķ§ Ō ĒĶ§ ’ÓŅŌ └Ų. ╬ß·Õņ ĒÓ“ÕĻÓĒĶ õŅļµÕĒ ĶņÕ“³ õŌÓ °“¾÷ÕÓ õļ
Ņ“ßŅÓ ’Ņß ĒÓ ÓĒÓļĶń ļĶßŅ ņÕ“ŅõŅņ ’Ņõ¾ŌĻĶ, ļĶßŅ ņÕ“ŅõŅņ ŌÓĻ¾¾ņĶŅŌÓĒĶ . č
÷Õļ³■ ¶ĶĻ±Ó÷ĶĶ ĒÓ„ÓļÓ ’Ņ ŌļÕĒĶ ’ÓŅŌ └─, ŌĒ¾“³ Ņß·ÕņÓ ĒÓ“ÕĻÓĒĶ ÷ÕļÕ±ŅŅßÓńĒŅ
¾±“ÓĒŅŌĶ“³ Ō¹±ŅĻŅ „¾Ō±“ŌĶ“Õļ³Ē¹ķ õÓ“„ĶĻ ńÓŃÓńŅŌÓĒĒŅ±“Ķ õļ õÓĒĒŅŃŅ ŌĶõÓ └Ų ±
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³■Ā 1.10 -7 ¢
1.10-6 ĀĻŃ/ņ3, „“Ņ
±ŅŅ“ŌÕ“±“Ō¾Õ“ 0,0001-0,005 ņŃ/ļ.
4. ŽĶ Ņ“ßŅÕ ’Ņß ņÕ“ŅõŅņ
’Ņõ¾ŌĻĶ ŅõĶĒ °“¾÷Õ ’Ņõ±ŅÕõĶĒ ■“ Ļ ’ŅŃļŅ“Ķ“Õļ³ĒŅņ¾ ’ĶßŅ¾, Ó ’Ņõ¾ŌĻ¾ ŌÕõ¾“ ±
Ó±§ŅõŅņ ÓńŅ“Ó Ņ“ 3.10-6 õŅ 7.10-5 ņ3/± (0,2 ¢
4 ļ/ņĶĒ). ╩ŅļĶ„Õ±“ŌŅ ’Ņõ¾ŌÓÕņŅŃŅ ÓńŅ“Ó õŅļµĒŅ ŅßÕ±’Õ„ĶŌÓ“³ ĒÕ ņÕĒÕÕ “Õ§ ¢
’ “ĶĻÓ“Ē¹ķ ŅßņÕĒ ±Õõ¹ Ō ĻŅĒ“ŅļĶ¾ÕņŅķ ’ŅļŅ±“Ķ.
5. ŽĶ Ņ“ßŅÕ ’Ņß ņÕ“ŅõŅņ
ŌÓĻ¾¾ņĶŅŌÓĒĶ Ļ ĻŅĒ“ŅļĶ¾ÕņŅņ¾ Ņß·Õņ¾ ’Ņõ±ŅÕõĶĒ ■“ ńÓÓĒÕÕ Ņ“ŌÓĻ¾¾ņĶŅŌÓĒĒ¾■
ÕņĻŅ±“³ õŅ õÓŌļÕĒĶ Ņ“ 0,133 õŅ 1,33 ĻŽÓ, Ō ĻŅ“Ņ¾■ ńÓļĶ“ ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ
§ĶņĶ„Õ±ĻĶķ ÕÓĻ“ĶŌ, ’Ņ±ļÕ ÓĻ“ĶŌĒŅŃŅ Ō±“ §ĶŌÓĒĶ ÕŃŅ ’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ
ÓĒÓļĶńĶ¾■“ ĒÓ ±ŅõÕµÓĒĶÕ Ō ĒÕņ └Ų.
15.14Ā ╚±±ļÕõŅŌÓĒĶÕ ĻŅŅńĶŅĒĒŅķ
±“ŅķĻŅ±“ĶĀ ĶńõÕļĶ ’Ķ §ÓĒÕĒĶĶ ±
ĒÕ±ļĶŌÓÕņ¹ņĶ
ĀĀĀĀĀĀĀ ĀĀĀŅ±“Ó“ĻÓņĶ └Ų Ķ ’Ņ±ļÕ „Ó±“Ķ„ĒŅķ
ĒÕķ“ÓļĶńÓ÷ĶĶ.
1. ųÕļ³■ ĒÓ±“Ņ ∙Ķ§ Ķ±’¹“ÓĒĶķ
Ōļ Õ“± Ņ’ÕõÕļÕĒĶÕ ĻŅŅńĶŅĒĒŅŃŅ ±Ņ±“Ņ ĒĶ ĶńõÕļĶ ĒÓ ’ÕõņÕ“ õÓļ³ĒÕķ°ÕŃŅ ÕŃŅ
Ķ±’Ņļ³ńŅŌÓĒĶ ’Ņ ±ŅŅ“ŌÕ“±“Ō¾■∙Ķņ ĒÓńĒÓ„ÕĒĶ ņ ’¾“Õņ ’ŅŌÕõÕĒĶ ±“ÕĒõŅŌ¹§ Ķ
ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
2. č“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ
’ŅŌŅõ “ ĒÓ ņŅõÕļ³Ē¹§ ±ßŅĻÓ§, ’ÕõŌÓĶ“Õļ³ĒŅ ńÓ’ŅļĒÕĒĒ¹§ └Ų ± ’Ņ±ļÕõ¾■∙Ķņ
¾õÓļÕĒĶÕņ Ķń ĒĶ§ └Ų, ± Ņ±“ÓŌļÕĒĶÕņ Ō ĒĶ§ ĒÕ ±ļĶŌÓÕņ¹§ Ņ±“Ó“ĻŅŌ └Ų Ķ õÓļ³ĒÕķ°ÕŃŅ
§ÓĒÕĒĶ ±ßŅĻĶ ± Ņ±“Ó“ĻÓņĶ └Ų, ’Ņ±ļÕ „ÕŃŅ Ņ±“Ó“ĻĶ ±ļĶŌÓ■“, Ó ±ßŅĻ¾ õÕ¶ÕĻ“Ķ¾■“.
└ĒÓļŅŃĶ„ĒŅķ õÕ¶ÕĻ“Ó÷ĶĶ ’ŅõŌÕŃÓ■“± ±ßŅĻĶ ’Ņ±ļÕ ’ŅŌÕõÕĒĶ Ķ§ „Ó±“Ķ„ĒŅķ
ĒÕķ“ÓļĶńÓ÷ĶĶ, Ó “ÓĻµÕ °“Ó“Ē¹Õ ĶńõÕļĶ .
3. ŽĶŌÕõÕĒĒ¹Õ ÕĻŅņÕĒõÓ÷ĶĶ
Ņ“ĒŅ± “± Ļ “Õņ └Ų,Ā ¾ ĻŅ“Ņ¹§
§ĶņĶ„Õ±ĻĶķ ±Ņ±“ÓŌ ’ÓŅŌŅķ Ķ µĶõĻŅķ ¶Óń¹ ŅõĶĒÓĻŅŌ. ŽĶ Ķ§ ÓńļĶ„ĶÕ Ķ±’¹“ÓĒĶ
’ŅŌŅõ “± ÓńõÕļ³ĒŅ õļ ’ÓŅŌŅķ Ķ µĶõĻŅķĀĀĀĀĀĀĀĀ
¶Óń¹ └Ų.
15.15. ╬’ÕõÕļÕĒĶÕ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ŃÓńŅŌŅķ ±Õõ¹ Ō ńÓņĻĒ¾“¹§
’ŅļŅ±“ §
ĀĀĀĀĀĀĀĀĀĀĀ ĶńõÕļĶ ŌĀ ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
1. ųÕļ³■ ĒÓ±“Ņ ∙Ķ§ Ķ±’¹“ÓĒĶķ
Ōļ Õ“± Ņ’ÕõÕļÕĒĶÕ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ ŃÓńŅŌŅķ ±Õõ¹
õļ Ņ÷ÕĒĻĶ ÕŃŅ ŌļĶ ĒĶ Ā ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ Ó’’ÓÓ“¾¹ Ķ
ņÓ“ÕĶÓļŅŌ. ĒÓ§Ņõ ∙Ķ§± Ō õÓĒĒŅķ ’ŅļŅ±“Ķ, Ó “ÓĻµÕ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ õÓ“„ĶĻŅņ
õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ńÓŃÓńŅŌÓĒĒŅ±“Ķ č─╩Ū.
2. ╬’ÕõÕļÕĒĶÕ ŃÓńŅŌŅŃŅ
±Ņ±“ÓŌÓ ’ŅĶńŌŅõ “ ĒÓ °“Ó“Ē¹§ ĶńõÕļĶ §, ĒÓ§Ņõ ∙Ķ§± ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, ’¾“Õņ
Ņ“ßŅÓ ’Ņß Ķń ńÓņĻĒ¾“¹§ ’ŅļŅ±“Õķ ŌŅ ŌÕņ ’ŅŌÕõÕĒĶ ĒÓ ĒĶ§ ÕŃļÓņÕĒ“Ē¹§
ÓßŅ“. ╬“ßŅ ’Ņß Ņ±¾∙Õ±“Ōļ Õ“± ’¾“Õņ ’ŅĻÓ„ĻĶ ÓĒÓļĶńĶ¾ÕņŅŃŅ ŌŅńõ¾§Ó „ÕÕń
’ŅŃļŅ“Ķ“Õļ³Ē¹ķ Ó±“ŌŅ ± ’Ņ±ļÕõ¾■∙Ķņ ÕŃŅ ÓĒÓļĶńŅņ ĒÓ §ŅņÓ“ŅŃÓ¶Õ.
15.16. ╠Õ“ŅõĶĻÓ Ó±„Õ“Ó õŅ’¾±“Ķņ¹§ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’ŅļŅ±“Õķ
ńÓ’ŅļĒ Õņ¹§ └Ų.
1. ųÕļ³■ Ó±„Õ“Ó Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ĒŅņ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ’Ķ Ķ§ ĶńŃŅ“ŅŌļÕĒĶĶ Ō
ńÓŌĶ±ĶņŅ±“Ķ Ņ“ ’ĶĒ “¹§ õŅ’¾±“Ķņ¹§ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶķ ’Ķ Ķ§ °“Ó“ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ
2.Ā ▌ĻŅĒŅņĶ„Õ±ĻĶ Ķ “Õ§ĒĶ„Õ±ĻĶ ĒÓĶßŅļÕÕ ÷ÕļÕ±ŅŅßÓńĒŅ ĶńŃŅ“ÓŌļĶŌÓ“³
ĶńõÕļĶ ± “ÓĻŅķ ±“Õ’ÕĒ³■ ŃÕņÕ“Ķ„ĒŅ±“Ķ, ĻŅ“ŅÓ Ō ’ĶĒ÷Ķ’Õ õŅ’¾±ĻÓļÓ ß¹
ŌŅńņŅµĒŅ±“³ ’ŅĒĶĻĒŅŌÕĒĶ └Ų Ķń ÕņĻŅ±“Õķ Ō Ņ’ÕõÕļÕĒĒ¹§ ĻŅļĶ„Õ±“ŌÓ§ ńÓ ŌÕ±³ ±ŅĻ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ, Ķ ĻŅ“Ņ¹Õ ĒÕ ŅĻÓń¹ŌÓļĶ ß¹ Ņ“Ķ÷Ó“Õļ³ĒŅÕ ŌŅńõÕķ±“ŌĶÕ ĒÓ
ĶńõÕļĶÕ Ķ ÕŃŅ ßÕńŅ’Ó±ĒŅ±“³. ╩ “ÓĻĶņ ŌŅńõÕķ±“ŌĶ ņ Ņ“ĒŅ± “± :
- ĻŅŅńĶŅĒĒŅÕ ’ŅÓµÕĒĶÕ
ņÓ“ÕĶÓļŅŌ Ķ Ó’’ÓÓ“¾¹,
- ŅßÓńŅŌÓĒĶÕ
Ōń¹ŌŅ’ŅµÓŅŅ’Ó±Ē¹§ ĻŅĒ÷ÕĒ“Ó÷Ķķ ’ÓŅŌ └Ų Ō ŌŅńõ¾§Õ,
- ĒÕõŅ’¾±“ĶņÓ ņÓ±±ŅŌÓ
’Ņ“Õ └Ų.
3. ŽŅ ’ĶĒ “Ņņ¾ ĒÓĶßŅļÕÕ
Ņ’Ó±ĒŅņ¾ ¶ÓĻ“Ņ¾ Ņ’ÕõÕļ Õ“± ĻŅļĶ„Õ±“ŌŅ ŌŅńņŅµĒŅ õŅ’¾±“ĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ
Ķ±“ÕĻÓÕņŅŃŅ └─ Ō ĻÓµõ¹ķ Ķń ĶńŅļĶŅŌÓĒĒ¹§ Ņß·ÕņŅŌ ĶńõÕļĶ . ─ļ ĒÓĶßŅļÕÕ
Ņ“ŌÕ“±“ŌÕĒĒ¹§ ĶńõÕļĶķ Ķ ĒÓĶßŅļÕÕ Ņ’Ó±Ē¹§ └Ų ņŅµĒŅ ’ĶĒ “³ Ō ĻÓ„Õ±“ŌÕ õŅ’¾±“ĶņŅķ
ŌÕļĶ„ĶĒ¹, ŅßÓńŅŌÓĒĶÕ Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ ńÓņĻĒ¾“ŅŃŅ Ņß·ÕņÓ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ └Ų
ĒÕ ’ÕŌŅ±§Ņõ ∙Ķ§ Ķ§ ±ÓĒĶ“ÓĒŅķ ĒŅņ¹ ńÓ Ō±Õ ŌÕņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ, Õ±ļĶ ŅĒĶ ĒÕ
Ō±Ļ¹ŌÓ■“± , ĶļĶ ņÕµÕŃļÓņÕĒ“ĒŅŃŅ ’ÕĶŅõÓ.
4. ┬ÕļĶ„ĶĒÓ õŅ’¾±“ĶņŅķ ĒŅņ¹
ŃÕņÕ“Ķ„ĒŅ±“Ķ QõŅ’., ┬“ (ļ.ņĻ.“.±“./±)Ā Ņ’ÕõÕļ Õ“± ±ŅŃļÓ±ĒŅ ¶Ņņ¾ļ¹:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Q õŅ’.
= ╠/╩ τĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģ..(15.16.1į)
ŃõÕ:Ā ╩ ¢ ²ĻŌĶŌÓļÕĒ“ ’ŅĒĶ÷ÓÕņŅ±“Ķ
└Ų, ĻŃ/─µ (Ń/ļ.ņĻ. “.±“.),
ĀĀĀĀĀĀĀĀ ╠ ¢ õŅ’¾±“ĶņÓ ņÓ±±Ó ĒÓ“ÕĻÓĒĶ └Ų, ĻŃ.
ĀĀĀĀĀĀĀĀĀ τ ¢ ŌÕņ ĒÓ“ÕĻÓĒĶ └Ų, ±
4. ─Ņ’¾±“ĶņÓ ņÓ±±Ó
ĒÓ“ÕĻÓĒĶ └Ų Ō ±¾§Ņķ Ņ“±ÕĻ Ņ’ÕõÕļ Õ“± Ō¹ÓµÕĒĶÕņ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╠ = ∆ ╠ĻŅĒ÷.
+ ∆╠± Ā+ ∆╠ŌĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģ..(15.16.2į)
ŃõÕ:
ĀĀĀĀ ĀĀĀ∆╠ĻŅĒ÷. ¢
ņÓ±±Ó └Ų, Ķõ¾∙ÕŃŅ ĒÓ ±ŅńõÓŌ°ĶÕ ĻŅĒ÷ÕĒ“Ó÷ĶĶ „Ķ±“ŅŃŅ ’Ņõ¾Ļ“Ó Ō Ņ“±ÕĻÕ, ĻŃ,
ĀĀĀĀĀĀĀ ∆╠ŌĀĀĀĀĀ
- ņÓ±±Ó └Ų, Ō±“¾’Ó■∙Ó Ō ÕÓĻ÷Ķ■ ± ĻĶ±ļŅŅõŅņ Ķ ŌļÓŃŅķ ŌŅńõ¾§Ó, ĻŃ,
ĀĀĀĀĀĀĀ ∆╠±ĀĀĀĀĀ
- ņÓ±±Ó └Ų, ±ŅßĶ¾ÕņŅŃŅ ’ŅŌÕ§ĒŅ±“³■ Ņ“±ÕĻÓ Ķ Ó’’ÓÓ“¾Ņķ ĒÓ§Ņõ ∙Õķ± Ō
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĒÕņ,ĻŃ
5. ┬ÕļĶ„ĶĒÓ õŅ’¾±“ĶņŅķ
±¾ņņÓĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ ’Ņ ĻŅĒ“Ņļ³ĒŅņ¾ ŃÓń¾ QõŅ’. õļ Ņ“±ÕĻÓ Ņ’ÕõÕļ Õ“± Ķń
Ō¹ÓµÕĒĶ (15.16.į) Ķ Ó±±„Ķ“¹ŌÓÕ“± ’Ņ ±ļÕõ¾■∙Õķ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QõŅ’. Ā= čõŅ’.( V +╩±S + ╩ŌVτ)/ ╩ τĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģ.(15.16.3į)
ŃõÕ:
ĀĀĀĀĀĀĀ čõŅ’. ¢ õŅ’¾±“ĶņÓ ĻŅĒ÷ÕĒ“Ó÷Ķ └Ų õļ õÓĒĒŅŃŅ
±¾§ŅŃŅ Ņ“±ÕĻÓ, ĻŃ/ļ,
ĀĀĀĀĀĀĀĀ ╩±ĀĀĀ -
ĻŅ²¶¶Ķ÷ĶÕĒ“ ±Ņß÷ĶĶ, ļ/ņ2,
ĀĀĀĀĀĀĀĀ VĀĀĀĀ -Ā Ņß·Õņ ±¾§ŅŃŅ Ņ“±ÕĻÓ,
ņ3 ,
ĀĀĀĀĀĀĀĀĀ SĀĀĀĀ - ’ļŅ∙Óõ³ ŌĒ¾“ÕĒĒÕķ ’ŅŌÕ§ĒŅ±“Ķ Ō Ņ“±ÕĻÕ, ņ2,
ĀĀĀĀĀĀĀĀĀ ╩ŌĀĀ -
ĻŅ²¶¶Ķ÷ĶÕĒ“ ŌńÓĶņŅõÕķ±“ŌĶ └Ų ± ĻĶ±ļŅŅõŅņĀ
Ķ ŌļÓŃŅķ ŌŅńõ¾§Ó, ±-1
Ā╩Ņ²¶¶Ķ÷ĶÕĒ“¹, Ō§Ņõ ∙ĶÕ Ō õÓĒĒŅÕ Ō¹ÓµÕĒĶÕ, Ņ’ÕõÕļ ■“±
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ.
6. ŽŅļ¾„ÕĒĒÓ ŌÕļĶ„ĶĒÓ
±¾ņņÓĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ņ“±ÕĻÓ Ó±’ÕõÕļ Õ“± ’Ņ’Ņ÷ĶŅĒÓļ³ĒŅ ’ļŅ∙Óõ ņ Ō§Ņõ ∙Ķ§
Ō ĒÕŃŅ ÓŃÕŃÓ“ŅŌ, ĒÓ§Ņõ ∙Ķ§± ’Ņõ ŌŅńõÕķ±“ŌĶÕņ └Ų Ķ ±¾ņņÓĒŅķ õļĶĒ¹ ±ŌÓĒ¹§
°ŌŅŌ, Ō¹§Ņõ ∙Ķ§ Ō õÓĒĒ¹ķ Ņ“±ÕĻ.ĀĀĀĀĀĀĀ
15.17.Ā ╠Õ“ŅõĶĻÓ Ó±„Õ“Ó
ĒÕŅߧŅõĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ Ņ±¾°ĻĶ ńÓĻ¹“¹§
ĀĀĀĀĀĀĀĀĀĀĀ Ņ“±ÕĻŅŌ ĶńõÕļĶ .
1. ųÕļ³■ Ó±„Õ“Ó Ōļ Õ“±
Ņ’ÕõÕļÕĒĶÕ ĒÕŅߧŅõĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ ’ŅõõÕµÓĒĶ “Õß¾ÕņŅķ
ŌļÓµĒŅ±“Ķ ŌĀ Ņ“±ÕĻÓ§ ĶńõÕļĶ .
ĀĀ ╩ŅļĶ„Õ±“ŌŅ ŌļÓŃĶ WŅ±, ĻŃ, ĻŅ“ŅŅÕ õŅļµĒŅ ß¹“³
’ŅŃļŅ∙ÕĒŅ ±ŅßÕĒ“ÓņĶ ¢ Ņ±¾°Ķ“Õļ ņĶ, Ņ’ÕõÕļ ■“ Ķń ¾ÓŌĒÕĒĶ ņÓ“ÕĶÓļ³ĒŅŃŅ
ßÓļÓĒ±Ó ŌļÓŃŅ±ŅõÕµÓĒĶ Ō Ņ“±ÕĻÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ WŅ±ĀĀĀ =Ā WŌĒĀ ▒Ā WņÓ“Õ. - WŌŅńõĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģģ..(15.17.1į)
ŃõÕ:ĀĀĀĀ WŌĒ. ¢ ŌĒÕ°ĒÕÕ ’Ņ±“¾’ļÕĒĶÕ ŌļÓŃĶ
Ō Ņ“±ÕĻ, ĻŃ,
ĀĀĀĀĀĀĀĀĀĀĀ WņÓ“Õ. ¢ ±¾ņņÓĒŅÕ ŌļÓŃŅ±ŅõÕµÓĒĶÕ
ņÓ“ÕĶÓļŅŌ Ō Ņ“±ÕĻÕ, ĻŃ,
ĀĀĀĀĀĀĀĀĀĀĀĀ WŌŅńõ. ¢ “Õß¾ÕņŅÕ ŌļÓŃŅ±ŅõÕµÓĒĶÕ Ō
Ņ“±ÕĻÕ, ĻŃ.
2. ╩ŅļĶ„Õ±“ŌŅ ±ŅßÕĒ“Ó ¢
Ņ±¾°Ķ“Õļ QŅ±., ĻŃ, ĒÕŅߧŅõĶņŅÕ õļ ’ŅŃļŅ∙ÕĒĶÕ ŌļÓŃĶ WŅ±.
Ņ’ÕõÕļ ■“
’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ QŅ±. = WŅ±./ (αÓŌĒŅŌ. ¢
αĒÓ„.) γĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ģģģģģ.(15.17.2į)
ŃõÕ:
ĀĀĀĀĀĀĀĀĀĀĀ αÓŌĒŅŌ. ¢ ÓŌĒŅŌÕ±ĒŅÕ ĒÓ„Óļ³ĒŅÕ
ŌļÓŃŅ±ŅõÕµÓĒĶÕ, %
ĀĀĀĀĀĀĀĀĀĀĀ αĒÓ„.ĀĀĀĀ ¢ ĒÓ„Óļ³ĒŅÕ ÓŌĒŅŌÕ±ĒŅÕ ŌļÓŃŅ±ŅõÕµÓĒĶÕ Ņ±¾°Ķ“Õļ ,
%Ā
ĀĀĀĀĀĀĀĀĀĀ ĀγĀĀĀĀĀĀĀĀĀĀ -
Ņ“ĒŅ±Ķ“Õļ³ĒÓ ŌÕļĶ„ĶĒÓ Óõ±Ņß÷ĶĶ õÓĒĒŅŃŅ ±ŅßÕĒ“Ó, %.
3. ŽĶ Ó±„Õ“Õ ŌļÓµĒŅ±“ĒŅŃŅ
ÕµĶņÓ Ō Ņ“±ÕĻÕ ’ĶĒĶņÓ■“ ±ļÕõ¾■∙ĶÕ õŅ’¾∙ÕĒĶ :
- ŌļÓŃŅ±ŅõÕµÓĒĶÕ ŌŅńõ¾§Ó
ÓŌĒŅņÕĒŅÕ ’Ņ Ō±Õņ¾ Ņß·Õņ¾ Ņ“±ÕĻÓ,
- Ķ±“Ņ„ĒĶĻĶ ŌŅńņŅµĒŅŃŅ
ŌĒÕ°ĒÕŃŅ ŌļÓŃŅ’Ņ±“¾’ļÕĒĶ Ó±’ŅļŅµÕĒ¹ ÓŌĒŅņÕĒŅ ’Ņ Ō±Õņ¾ Ņß·Õņ¾ Ņ“±ÕĻÓ,
- ŌļÓŃŅÕņĻĶÕ ņÓ“ÕĶÓļ¹,
Ó±’ŅļÓŃÓ■∙ĶÕ± ŌĒ¾“Ķ Ņ“±ÕĻÓ, ’Ķ§Ņõ “ Ō ÓŌĒŅŌÕ±ĒŅÕ ±Ņ±“Ņ ĒĶÕ ńÓ ŌÕņ Ņ“ 30
õŅ 45 ±¾“ŅĻ, ’ŅĶ±§Ņõ ∙ÕÕ ’Ķ ±ŅŅ“ŌÕ“±“Ō¾■∙Õņ ĶńņÕĒÕĒĶĶ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ
Ō Ņ“±ÕĻÓ§,
- ĻŅĒõÕĒ±ĶŅŌÓĒĒÓ ŌļÓŃÓ ĒÓ
ĒÓ¾µĒŅķ ’ŅŌÕ§ĒŅ±“Ķ Ņ“±ÕĻÓ ĒÓ§ŅõĶ“± ’ĶņÕĒŅ Ō “Õ„ÕĒĶÕ 9 ņÕ± ÷ÕŌ Ō ŃŅõ¾,
- ĻÓ’Ķļļ ¹ Ō ¾’ļŅ“ĒĶ“Õļ³Ē¹§
±ŅÕõĶĒÕĒĶ § ĒÓ¾µĒŅŃŅ ĻŅĒ“¾Ó Ņ“±ÕĻÓ Ōļ ■“± ’ ņŅļĶĒÕķĒ¹ņĶ, ÓŌĒŅņÕĒŅ
Ó±’ŅļŅµÕĒ¹ ŌõŅļ³ ±“¹ĻŅŌ Ķ ĶņÕ■“ ±Õ„ÕĒĶ “Õ¾ŃŅļ³ĒŅķ ¶Ņņ¹, ÓŌĒŅķ ’Ņ Ō¹±Ņ“Õ
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Õķ ’Ņ¶Ķļ ’ĶŌÓļŅ„Ē¹§ ’ļŅ±ĻŅ±“Õķ. žÕŅ§ŅŌÓ“Ņ±“³
ņĶĻŅĒÕ’ļŅ“ĒŅ±“Õķ Ņ’ÕõÕļ Õ“± ±ŅŃļÓ±ĒŅ ├╬čę 2789 ¢ 73.
15.18.Ā ╠Õ“ŅõĶĻÓ Ó±„Õ“Ó
ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ ’ŅŃļŅ∙ÕĒĶ ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō Ņ“±ÕĻÕ
1. ųÕļ³■ Ó±„Õ“Ó Ōļ Õ“±
Ņ’ÕõÕļÕĒĶ ĒÕŅߧŅõĶņŅŃŅ ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó õļ ’ŅŃļŅ∙ÕĒĶ ĒÕõŅ’¾±“ĶņŅŃŅ
ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō ńÓņĻĒ¾“¹§ Ņß·ÕņÓ§ ĶńõÕļĶ Ō ’Ņ÷Õ±±Õ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
2. ─ļ ’ŅŃļŅ∙ÕĒĶ ŃÓńŅŌŅŃŅ
¶ŅĒÓ ÕĻŅņÕĒõ¾Õ“± Ķ±’Ņļ³ńŅŌÓ“³ ĻŅņßĶĒĶŅŌÓĒĒ¹ķ ±ŅßÕĒ“, ’Õõ±“ÓŌļ ■∙Ķķ ±ŅßŅķ
±ņÕ±³ 90 % ’Ņ Ņß·ÕņÕ ÓĻ“ĶŌĒŅŃŅ ¾Ńļ č╩ę Ķ 10 % ÓĻ“ĶŌĒŅŃŅ ¾Ńļ └├-3 ’Ņ ├╬čę 20464
¢ 75, ŅßÓßŅ“ÓĒĒŅŃŅ 8% Ó±“ŌŅŅņ ’ÕņÓĒŃÓĒÓ“Ó ĻÓļĶ .
3. ŽĶ Ó±„Õ“Õ ĒÕŅߧŅõĶņŅŃŅ
ĻŅļĶ„Õ±“ŌÓ “ÓĻŅŃŅ ±ŅßÕĒ“Ó, ÕŃŅ ņĶĒĶņÓļ³Ē¾■ ±Ņß÷ĶŅĒĒ¾■ ÕņĻŅ±“³Ā ’Ņ ŃÓńŅŌŅņ¾ ¶ŅĒ¾ ’ĶĒĶņÓ■“ ÓŌĒŅķ α
= 1% ’Ķ
ÓŌĒŅŌÕ±ĒŅķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō ±“Ó“Ķ„Õ±ĻŅņ ÕµĶņÕ ’ŅŃļŅ∙ÕĒĶ ņÕĒÕÕ
1.10-7 ĻŃ/ņ3. ęŅļ∙ĶĒÓ ÓßŅ“Ó■∙ÕŃŅ ±ļŅ ±ŅßÕĒ“Ó, ’Ķ
ĻŅ“ŅŅķ Ķ±’Ņļ³ń¾Õ“± ŌÕ±³ ÕŃŅ Ņß·Õņ, ±Ņ±“ÓŌļ Õ“ d = 5 ņņ. ─Ņ’¾±ĻÓÕ“±
¾ŌÕļĶ„ĶŌÓ“³ “Ņļ∙ĶĒ¾ ±ŅßÕĒ“Ó õŅ 10 ņņ, ’Ķ ¾±ļŅŌĶĶ ŅßÕ±’Õ„ÕĒĶ õŅ±“¾’Ó ŃÓńŅŌŅķ
±ņÕ±Ķ ± õŌ¾§ ±“ŅŅĒĀ Ļ ’ŅŌÕ§ĒŅ±“Ķ ±ŅßÕĒ“Ó.
ŽĶ ²“Ņņ ¾±“ÓĒŅŌĻ¾ ±Ņß÷ĶŅĒĒ¹§ ¾±“Ņķ±“Ō ĒÕŅߧŅõĶņŅ ’ŅĶńŌŅõĶ“³Ā ± ńÓńŅŅņ 20-30 ņņ Ņ“ ±“ÕĒĻĶ Ņ“±ÕĻÓ.
4. ╬’ÕõÕļÕĒĶÕ ĒÕŅߧŅõĶņŅŃŅ
ĻŅļĶ„Õ±“ŌÓ ±ŅßÕĒ“Ó m, ĻŃ, õļ ’ŅŃļŅ∙ÕĒĶ ŃÓńŅŌŅŃŅ ¶ŅĒÓ ńÓ ŌÕ±³
’ÕĶŅõ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’ŅĶńŌŅõ “ ’Ņ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀmĀ = 100 čņÓ§ VĻ τ α-1ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ.(15.18.1į)
ŃõÕ:
ĀĀĀĀĀĀĀĀ č ņÓ§. ¢ ±¾ņņÓĒÓ ĻŅĒ÷ÕĒ“Ó÷Ķ ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō
Ņ“±ÕĻÕ, ĻŃ/ņ3,
ĀĀĀĀĀĀĀĀĀ VĻĀ - ±ŌŅßŅõĒ¹ķ Ņß·Õņ Ņ“±ÕĻÓ, ņ3,
ĀĀĀĀĀĀĀĀĀĀ αĀĀ - ņĶĒĶņÓļ³ĒÓ ±Ņß÷ĶŅĒĒÓ ÕņĻŅ±“³ ±ŅßÕĒ“Ó, %
ĀĀĀĀĀĀĀĀĀĀ τĀĀĀ - ŌÕņ
²Ļ±’ļ¾Ó“Ó÷ĶĶ ±Ņß÷ĶŅĒĒŅŃŅ ¾±“Ņķ±“ŌÓ, ±.
5. ŽļŅ∙Óõ³ ÓßŅ„Õķ
’ŅŌÕ§ĒŅ±“ĶĀ S, ņ2, ±ŅßÕĒ“Ó,
ŅßÕ±’Õ„ĶŌÓ■∙Õķ ĒÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒŅÕ ÕŃŅ Ķ±’Ņļ³ńŅŌÓĒĶÕ ’Ķ ±“Ó“Ķ„Õ±ĻŅņ ÕµĶņÕ
’ŅŃļŅ∙ÕĒĶ , Ņ’ÕõÕļ ■“ ’Ņ ²ņ’ĶĶ„Õ±ĻŅķ ¶Ņņ¾ļÕ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ SĀ = m ╩ VĻ / χĀ hĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ģģģģģ..(15.18.2į)
ŃõÕ:
ĀĀĀĀĀĀĀĀ m = ņÓ±±Ó ±ŅßÕĒ“Ó, ĻŃ,
ĀĀĀĀĀĀĀ
χĀ = 385 ¢ ĒÓ±¹’ĒÓ ’ļŅ“ĒŅ±“³
±ŅßÕĒ“Ó, ĻŃ/ņ3,
ĀĀĀĀĀĀĀĀĀ hĀ - “Ņļ∙ĶĒÓ ÓßŅ“Ó■∙ÕŃŅ ±Ņ ±ŅßÕĒ“Ó, ņ,
ĀĀĀĀĀĀĀĀĀ ╩ = 0,025 ¢ 0,03 ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹ķ ĻŅ²¶¶Ķ÷ĶÕĒ“,
§ÓÓĻ“ÕĶń¾■∙Ķķ ’ŅŃļŅ∙ÕĒĶÕ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŃÓńŅŌŅŃŅ ¶ŅĒÓ Ō ńÓĻ¹“Ņņ Ņß·ÕņÕ Ō ±“Ó“Ķ„Õ±ĻŅņ
ÕµĶņÕ.
ĀĀĀĀĀ
15.19Ā ┬¹ŌŅõ¹ ’Ņ ŃļÓŌÕ
1.
┬
õÓĒĒŅķ ŃļÓŌÕ ĶńļŅµÕĒ¹ ÕĻŅņÕĒõÓ÷ĶĶ ’Ņ ’ŅŌÕõÕĒĶ■ Ķ±’¹“ÓĒĶķ, ’Ņ ĻŅ“Ņ¹ņ
Ņ“±¾“±“Ō¾■“ ├╬čę¹ ĶļĶ ĻÓĻĶÕ ļĶßŅ ±Ķ±“ÕņÓ“ĶńĶŅŌÓĒĒ¹Õ ±ŌÕõÕĒĶ Ō ļĶ“ÕÓ“¾Õ.
─ÓĒĒ¹Õ ÕĻŅņÕĒõÓ÷ĶĶ Ōļ ■“± Õń¾ļ³“Ó“Ņņ ŅßŅß∙ÕĒĶ ņĒŅŃŅļÕ“ĒÕķ ’ÓĻ“ĶĻĶ
’ŅŌÕõÕĒĶ ’ŅõŅßĒ¹§ Ķ±’¹“ÓĒĶķ Ō ų╩┴╠į1 ¢ ╩┴ ½čÓļ■“╗
╬ ┴ ┘ ╚ ┼ĀĀĀ ┬
█ ┬ ╬ ─ █
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą Ó ńĀ õ Õ ļĀĀ ’ Õ Ō ¹ ķ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ─ ┼ ę ╬ ╩ č ╚ ╩
└ ų ╚ ▀
1.
ąÓ±±ņŅ“ÕĒ ±Ņ±“ÓŌ ņÓ“ÕĶÓļŅŌÕõÕĒĶ Ķ ’ÕõļŅµÕĒŅ Ō ¶¾ĒõÓņÕĒ“Óļ³ĒŅķ ĒÓ¾ĻÕ Ņ
ņÓ“ÕĶÓļŅŌÕõÕĒĶĶ Ō¹õÕļĶ“³ Ō ĒÕķ ņÓĻŅ±“¾Ļ“¾ĒŅÕ, ĻŅņ’ŅńĶ÷ĶŅĒĒŅÕ Ķ
ĒÓĒŅ±“¾Ļ“¾ĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ, Ō ĻÓµõŅņ Ķń ĻŅ“Ņ¹§ ’ÕõļÓŃÓÕ“±
Ó±±ņÓ“ĶŌÓ“³Ā ┬╚─█ ŅŃÓĒĶ„Õ±ĻŅŃŅ Ķ
ĒÕŅŃÓĒĶ„Õ±ĻŅŃŅ ņÓ“ÕĶÓļŅŌÕõÕĒĶ , ĻÓµõŅÕ Ķń ĻŅ“Ņ¹§, ±Ņ±“Ņ ∙Ķ§ Ķń ±ļÕõ¾■∙Ķ§
ą└Ū─┼╦╬┬: ’ŅĶńŌŅõ±“ŌÕĒĒŅÕ, ’ĶĻļÓõĒŅÕ, “Õ§ĒŅļŅŃĶ„Õ±ĻŅÕ, ĻŅĒ±“¾Ļ“Ņ±ĻŅÕ Ķ
²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ.
2. ŽŅĶńŌŅõ±“ŌÕĒĒŅÕ
ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ Ķń¾„ÓÕ“ ’Ņ÷Õ±±¹ Ķ ±’Ņ±Ņß¹ ’Ņļ¾„ÕĒĶ ņÓ“ÕĶÓļŅŌ Ķń ÓńļĶ„Ē¹§
ŌÕ∙Õ±“Ō õļ ’ÓĻ“Ķ„Õ±ĻŅŃŅ Ķ±’Ņļ³ńŅŌÓĒĶ Ō ±ŅŅ“ŌÕ“±“Ō¾■∙Ķ§ ÓńļĶ„Ē¹§ ŌĶõÓ§ Ķ
ÓńõÕļÓ§ ņÓ“ÕĶÓļŅŌÕõÕĒĶ .
3.
ŽĶĻļÓõĒŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ ńÓĒĶņÓÕ“± ±’Õ÷Ķ¶Ķ„Õ±ĻĶņĶ ŌŅ’Ņ±ÓņĶ Ķ±’Ņļ³ńŅŌÓĒĶ
ņÓ“ÕÓļŅŌ Ō ÓńļĶ„Ē¹§ ŅßļÓ±“ § “Õ§ĒĶĻĶ, Ķ ±Ņ±“ÓŌļ Õ“ Ņß·Õņ, ĒÓ’ĶņÕ,
ÓŌĶÓ÷ĶŅĒĒŅŃŅ, ÓĻÕ“ĒŅ-ĻŅ±ņĶ„Õ±ĻŅŃŅ, ÕÓĻ“ŅĒŅŃŅ, ņÕõĶ÷ĶĒ±ĻŅŃŅ Ķ õ¾ŃĶ§ ŌĶõŅŌ
ņÓ“ÕĶÓļŅŌÕõÕĒĶ .
4.
ęÕ§ĒŅļŅŃĶ„Õ±ĻŅÕ ņÓ“ÕĶÓļŅŌÕõÕĒĶÕ Ķń¾„ÓÕ“ ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ ĒÓ
±ŌŅķ±“ŌÓ ņÓ“ÕĶÓļŅŌ, ĻŅĒ±“¾Ļ“Ņ±ĻŅÕ Ķń¾„ÓÕ“ ŌńÓĶņĒŅÕ ŌļĶ ĒĶÕ ņÓ“ÕĶÓļŅŌ Ķ
ĻŅĒ±“¾Ļ÷ĶĶ, ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒŅÕ Ķń¾„ÓÕ“ ŌļĶ ĒĶÕ ¾±ļŅŌĶķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÓ ±ŌŅķ±“ŌÓ
ņÓ“ÕĶÓļŅŌ.
5.
╬“ņÕ„ÓÕ“± ’ŅĶńŅ°Õõ°ÕÕ Ņ“Ļ¹“ĶÕ ĒŅŌŅķ ¶Ņņ¹ ±“ŅÕĒĶ ŌÕ∙Õ±“ŌÓ Ō ŌĶõÕ
═└═╬čęąė╩ęėą═╬├╬ ŌÕ∙Õ±“ŌÓ,Ā ¾ ĻŅ“ŅŅŃŅ
ÓńņÕ¹ Ķ ±ŌŅķ±“ŌÓĀ ņŅļÕĻ¾ļ
’ĶĒ÷Ķ’ĶÓļ³ĒŅ Ņ“ļĶ„Ó■“± Ņ“ ņŅļÕĻ¾ļ Ņß¹„ĒŅŃŅ ŌÕ∙Õ±“ŌÓ, ±Ņ±“Ņ ∙ÕŃŅ Ķń Ó“ŅņŅŌ
ŅõĒĶ§ Ķ “Õ§ µÕ §ĶņĶ„Õ±ĻĶ§ ²ļÕņÕĒ“ŅŌ, ĻŅ“ŅŅÕ ’ÕõļÓŃÓÕ“± Ņ’ÕõÕļĶ“³, ĻÓĻ
╠└╩ą╬čęąė╩ęėą═╬┼ ŌÕ∙Õ±“ŌŅ Ō Ņ“ļĶ„ĶÕ Ņ“ ĒÓĒŅ±“¾Ļ“¾ĒŅŃŅ ŌÕ∙Õ±“ŌÓ.
6.
ŽÕõļŅµÕĒ ņĒŅŃŅ¶ÓĻ“ŅĒ¹ķ ’Ņõ§Ņõ Ō ĻŅĒ±“¾Ļ“Ņ±ĻŅņ ņÓ“ÕĶÓļŅŌÕõÕĒĶĶ, ±ŅŃļÓ±ĒŅ
ĻŅ“ŅŅņ¾Ā ĶńõÕļĶÕ Ó±±ņÓ“ĶŌÓÕ“± , ĻÓĻ
±ļŅµĒÓ “Õ§ĒĶ„Õ±ĻÓ ±Ķ±“ÕņÓ,ĀĀ ±Ņ±“Ņ ∙Ó
Ķń “ŌÕõ¹§, µĶõĻĶ§ Ķ ŃÓńŅŅßÓńĒ¹§ ±Õõ, ĒÓ§Ņõ ∙Ķ§± Ā Ō ’Ņ±“Ņ ĒĒŅņ ŌńÓĶņŅõÕķ±“ŌĶĶ ņÕµõ¾ ±ŅßŅķ, Ķ ’Ņ±“Ņ ĒĒŅ
’ŅõŌÕŃÓ■∙Ó ± ŌŅńõÕķ±“ŌĶ■ ŌĒ¾“ÕĒĒĶ§ Ķ ŌĒÕ°ĒĶ§ ¶ÓĻ“ŅŅŌ.Ā ŽÕõļŅµÕĒÓ ±“¾Ļ“¾ĒÓ ņŅõÕļ³ ±Ņ±“ÓŌÓ
ĶńõÕļĶ ± Ō¹õÕļÕĒĶÕņ Ņ“ņÕ„ÕĒĒŅŃŅ ŌńÓĶņŅõÕķ±“ŌĶ , Ō ĻŅ“ŅŅķ Ō¹õÕļÕĒ¹ ±Õõ¹, ĻÓĻ
’ÕõņÕ“¹ Ķń¾„ÕĒĶ Ķ Ō§Ņõ ∙ĶÕ Ō ĒĶ§ ²ļÕņÕĒ“¹, ŌĻļ■„Ó ŃÓĒĶ÷¹ Ķ§ ÓńõÕļÓ
7.
ŽĶņÕĒĶ“Õļ³ĒŅ Ļ ŌĒÕ°ĒĶņ ŌŅńõÕķ±“ŌĶ ņ ĒÓ ĶńõÕļĶ ’ĶŌÕõÕĒ¹ õÓĒĒ¹Õ ’Ņ
ŃŅ±“ĶŅŌÓĒĒŅķ ĻļÓ±±Ķ¶ĶĻÓ÷ĶĶ ĻļĶņÓ“Ķ„Õ±ĻĶ§ Ķ ’ĶŅõĒ¹§ ¶ÓĻ“ŅŅŌ ± Ķ§
ÓķŅĒĶŅŌÓĒĶÕņ ’Ņ ’ĶŅõĒ¹ņ ńŅĒÓņ.
8.
ŽĶŌŅõ “± Ņ±ĒŅŌĒ¹Õ ±ŌÕõÕĒĶ Ķń ĒŅŌŅķ ĒÓ¾ĻĶ └═ęą╬Ž╬├┼═╚╩╚, Ķń¾„Ó■∙Õķ ŌļĶ ĒĶÕ
’ŅĶńŌŅõ±“ŌÕĒĒŅķ õÕ “Õļ³ĒŅ±“Ķ ļ■õÕķ ĒÓ ŅĻ¾µÓ■∙¾■ ±Õõ¾ Ķ ĒÓ ±ÓņŅŃŅ „ÕļŅŌÕĻÓ Ķ
’ŅĻÓń¹ŌÓÕ“± Ā ĒÕŅߧŅõĶņŅ±“³ Ō±Õ ßŅļ³°ÕŃŅ
¾„Õ“Ó ÕÕ ±ŌÕõÕĒĶķ ’Ķ ±ŅńõÓĒĶĶ ĶńõÕļĶķ, ²Ļ±’ļ¾Ó“Ķ¾■∙Ķ§± Ō ±Ņ±“ÓŌÕ ’ĶŅõĒŅķ
±Õõ¹.
9.
ŽĶŌŅõ “± õÓĒĒ¹Õ Ņ ńÓŃ ńĒÕĒĶĶ ŌĒÕ°ĒÕķ ±Õõ¹ Ō¹ßŅ±ÓņĶ Ņ“ ’ŅĶńŌŅõ±“ŌÕĒĒŅķ
õÕ “Õļ³ĒŅ±“Ķ, ĶņÕŌ°ĶņĶ ņÕ±“Ņ ĒÓ ĒÓ„ÓļŅ Ō¹’ŅļĒÕĒĶ õÓĒĒŅķ ÓßŅ“¹ Ō ±ÕÕõĶĒÕ 70-§
ŃŅõŅŌ, Ķ ’ŅĻÓń¹ŌÓÕ“± , „“Ņ ĶņÕŌ°ĶÕ± “ŅŃõÓ ±¾ņņÓĒ¹Õ Ņß∙ÕņĶŅŌ¹Õ Ō¹ßŅ±¹
ŌÕõĒ¹§ ŌÕ∙Õ±“Ō ¾ŌÕļĶ„ĶļĶ±³Ā Ō õŌÓ
ÓńÓĀ - Ņ“ 12,5 ņĶõ. “. Ō ŃŅõĀ õŅĀ
25,5 ņĶõ.“. ĻĀ 2009 ŃŅõ¾.
10.
ŽĶŌŅõ “± ±ŌÕõÕĒĶ Ņ ±¾∙Õ±“ŌŅŌÓŌ°Ķ§ Ō ±ÕÕõĶĒÕ 70-§ ŃŅõŅŌ ĒŅņÓ§ õŅ’¾±“Ķņ¹§
ŌÕõĒ¹§ Ō¹ßŅ±ŅŌ ’Ņ Ņ±ĒŅŌĒ¹ņ ’Ņņ¹°ļÕĒĒ¹ņ ±“ÓĒÓņ, Ķ ’ŅĻÓń¹ŌÓÕ“± , „“Ņ “ÓĻĶÕ
ĒŅņ¹ Ō čččą ß¹ļĶ “ŅŃõÓ ĒÓĶßŅļÕÕ µÕ±“ĻĶÕ ’Ņ ±ÓŌĒÕĒĶ■ ± õ¾ŃĶņĶ ±“ÓĒÓņĶ.
11.
ŽŅĻÓń¹ŌÓÕ“± , „“Ņ Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ “Ņ’ļĶŌÓ └ę Ķ ═─╠├ ±ŅõÕµĶ“± ĒÓĶņÕĒ³°ÕÕ
ĻŅļĶ„Õ±“ŌŅ “ŅĻ±Ķ„ĒŅķ ŅĻĶ±Ķ ¾ŃļÕŅõÓ ’Ņ ±ÓŌĒÕĒĶ■ ± ’ÓŅķ “Ņ’ļĶŌÓ ĻĶ±ļŅŅõ ±
ĻÕŅ±ĶĒŅņ Ķ “ŌÕõŅ±ņÕ±ÕŌ¹ņĶ “Ņ’ļĶŌÓņĶ ¾ ĻŅ“Ņ¹§ ±ŅõÕµĶ“± Ņ±ŅŅ“ŌÕ“±ŌÕĒĒŅ
ŅĻĶ±ļŅŌ ¾ŃļÕŅõÓ : 2,68 %; 24,11% Ķ 78,0%.
12.Ā č¶Ņņ¾ļĶŅŌÓĒ¹ Ķ Ņ’ÕõÕļÕĒ¹ Ņ±ĒŅŌĒ¹Õ
’ĶĒ÷Ķ’¹ Ķ ŌŌÕõÕĒŅ Ņ’ÕõÕļÕĒĶÕ ─┼ę╬╩č╚╩└ų╚╚ ÓĻÕ“ ĒÓ µĶõĻĶ§ “ŅĻ±Ķ„Ē¹§
ĻŅņ’ŅĒÕĒ“Ó§ “Ņ’ļĶŌÓ, Ķ±Ļļ■„Ó■∙Ķ§Ā ĶļĶ
±¾∙Õ±“ŌÕĒĒŅ ±ĒĶµÓ■∙Ķ§ ńÓŃ ńĒÕĒĶÕ ŅĻ¾µÓ■∙Õķ ±Õõ¹ ’Ņ±ļÕõ±“ŌĶ ņĶ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
“ÓĻĶ§ ÓĻÕ“.
13
ąÕÓļĶńÓ÷Ķ ’ĶĒ÷Ķ’ŅŌ õÕ“ŅĻ±ĶĻÓ÷ĶĶ ĒÓ ą═ ½ŽŅ“ŅĒ ¢╠╗ ’ŅńŌŅļĶļÓ ±ŅĻÓ“Ķ“³ ÓńßŅ±
¶ÓŃņÕĒ“ŅŌĀ ’ÕŌŅķ ±“¾’ÕĒĶ, ’Ķ Ķ§
’ÓõÕĒĶĶ ’Ņ±ļÕ ŅĻŅĒ„ÓĒĶÕĀ ÓßŅ“¹ ±“¾’ÕĒĶ,
± ’ļŅ∙ÓõĶ 16§30 Ļņ. õŅ 30§80 ņ, Ó ńÓŃ ńĒÕĒĶÕ ’Ņ„Ō¹ ŃÕ’“ĶļŅņ ±ŅĻÓ“Ķ“³ Ō 40 Óń
Ō ņÕ±“Õ Ķ§ ’ÓõÕĒĶ ’Ņ ±ÓŌĒÕĒĶ■ ± ą═ ½ŽŅ“ŅĒ-╩╗. ╚ņÕ ĒÓĶņÕĒ³°ÕÕ ĻŅļĶ„Õ±“ŌŅ
ŌÕõĒ¹§ Ō¹ßŅ±ŅŌ Ō ’Ņõ¾Ļ“Ó§ ±ŃŅÓĒĶ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ Ō±ÕņĶ õ¾ŃĶņĶ ÓĻÕ“ÓņĶ,
ą═ ½ŽŅ“ŅĒ╗ õŅļµÕĒ ²Ļ±’ļ¾Ó“ĶŅŌÓ“³± õļĶ“Õļ³ĒŅÕ ŌÕņ ĒÓ õ¾ ± ÓńÓßÓ“¹ŌÓÕņ¹ņ
ą═ ½└ĒŃÓÓ╗, ĻÓĻ ĒÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒŅÕ Ķ ßÕńŅ’Ó±ĒŅÕĀ ±Õõ±“ŌŅ ¾“ĶļĶńÓ÷ĶĶ ĒÓĻŅ’ļÕĒĒŅŃŅ ŃÕ’“ĶļÓ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ą Ó ń õ Õ
ļĀĀ Ō “ Ņ Ņ ķ
ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ└ ╠ Ž
ė ╦ ╚ Ū └ ų ╚ ▀
14.
ŽĶŌŅõĶ“± ĻÓ“ĻÓ Ķ±“ŅĶ„Õ±ĻÓ ±’ÓŌĻÓ Ņ ±ŅńõÓĒĶĶ ’ÕŌŅķ Óņ’¾ļĶńĶŅŌÓĒĒŅķ
ÓĻÕ“¹ ėą-100 (8╩84) ± ’ĶļŅµÕĒĶÕņ ĻŅ’Ķķ Ó±±ÕĻÕ„ÕĒĒ¹§ ŃŅ±¾õÓ±“ŌÕĒĒ¹§
õŅĻ¾ņÕĒ“ŅŌ Ņ ĒÓ„ÓļÕ ÕÕ ÓńÓßŅ“ĻĶ.
15.
č¶Ņņ¾ļĶŅŌÓĒ¹ ’ĶĒ÷Ķ’¹ Ķ ±ŅõÕµÓĒĶÕ ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ÓĻÕ“¹, Ó ±ÓņÓ
└ ╠ Ž ė ╦ ╚ Ū └ ų ╚ ▀ĀĀ Ņ’ÕõÕļÕĒÓ, ĻÓĻ ĻŅņ’ļÕĻ± ĻŅĒ±“¾Ļ“ĶŌĒŅ ¢
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ Ķ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒ¹§ ņÕŅ’Ķ “Ķķ, ŅßÕ±’Õ„ĶŌÓ■∙Ķ§ ÕÕ õļĶ“Õļ³Ē¾■ Ķ
ĒÓõÕµĒ¾■ ²Ļ±’ļ¾Ó“Ó÷Ķ■ Ō “Õ„ÕĒĶÕ ńÓõÓĒĒŅŃŅ ±ŅĻÓ ±ļ¾µß¹, ĻŅ“Ņ¹ķ Ņ’ÕõÕļ ļ± Ō
7-10 ļÕ“ õļ ÓĻÕ“¹ ėą-100.
16.
┬Ņ Ķ±’ŅļĒÕĒĶÕ ±’Õ÷ĶÓļ³ĒŅŃŅ ŽŅ±“ÓĒŅŌļÕĒĶ ų╩ Ķ č╠ čččą, Ņ ĒÕŅߧŅõĶņŅ±“Ķ
ŃÓÓĒ“ĶŅŌÓĒĒŅŃŅ ŅßÕ±’Õ„ÕĒĶ ÓĻÕ“Õ ėą-100 ±ŅĻÓ ±ļ¾µß¹ 7 ¢ 10 ļÕ“, ÓńÓßŅ“ÓĒ,
’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ ’Õõ’Ķ±¹ŌÓŌ°Ķķ± Ļ ±Ņ±“ÓŌļÕĒĶ■, ņÕµŌÕõŅņ±“ŌÕĒĒ¹ķ ’ļÓĒ
²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-Ķ±±ļÕõŅŌÓ“Õļ³±ĻĶ§ ÓßŅ“ ’Ņ ÓńÓßŅ“ĻÕ Óņ’¾ļĶńÓ÷ĶĶ ÓĻÕ“¹
ėą-100,Ā ĻŅ“Ņ¹ķ ß¹ļ ¾“ŌÕµõÕĒ ąÕ°ÕĒĶÕņ
┬Ž╩ č╠ čččąĀ Ō 1964 ŃŅõ¾ ┬ ĒÕŃŅ ŌŅ°ļŅ
210 “Õņ, Ō¹’ŅļĒ Ō°Ķ§± °Õ±“ĒÓõ÷Ó“³■ ═╚╚ Ķ ╩┴ „Õ“¹Õ§ ņĶĒĶ±“Õ±“Ō,Ā ÕÓļĶńÓ÷Ķ ĻŅ“Ņ¹§ ’ŅńŌŅļĶļÓ ±ÕņÕķ±“Ō¾ ÓĻÕ“
ėą-100 ĒÓ§ŅõĶ“³± ßÕ±±ņÕĒĒŅ ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ßŅļÕÕ 31 ŃŅõÓ ßÕń ÕõĶĒŅŃŅ Ņ“ĻÓńÓ
’Ķ ÕµÕŃŅõĒ¹§ ĻŅĒ“Ņļ³Ē¹§ ’¾±ĻÓ§ õÕµ¾ĶŌ°Ķ§ ĶńõÕļĶķ.
17.
┬ „Ó±“Ķ ŌĒÕ°ĒÕķ Óņ’¾ļĶńÓ÷ĶĶ Ó±±ņŅ“ÕĒ Ķ Ņ’ÕõÕļÕĒĀ “Õņ’ÕÓ“¾ĒŅ-ŌļÓµĒŅ±“ĒŅķ ÕµĶņ ņÓĻ±ĶņÓļ³ĒŅ ¾’Ņ∙ÕĒĒŅķ ĒÕ
Ņ“Ó’ļĶŌÓÕņŅķ Ķ ĒÕ ŌÕĒ“ĶļĶ¾ÕņŅķ °Ó§“¹ ÓĻÕ“¹, Ó “ÓĻµÕ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ
¾±“ÓĒŅŌļÕĒ ŌļÓµĒŅ±“ĒŅķ ÕµĶņ ĒÓ¾µĒŅķ ’ŅŌÕ§ĒŅ±“Ķ ĻŅĒ“ÕķĒÕÓ Ō “ÓĻĶ§ °Ó§“Ó§,
Ó±’ŅļŅµÕĒĒ¹§ Ō ÓńļĶ„Ē¹§ ĻļĶņÓ“Ķ„Õ±ĻĶ ÓķŅĒÓ§ ±“ÓĒ¹.
╬’ÕõÕļÕĒ ĒÕŅߧŅõĶņ¹ķ
ŌļÓµĒŅ±“ĒŅķ ÕµĶņ Ō ĻŅĒ“ÕķĒÕÕ, ŅßÕ±’Õ„ĶŌ°Ķķ Ņ“±¾“±“ŌĶÕ ĒÓ ĶńõÕļĶĶ Ó“ņŅ±¶ÕĒŅķ
ĻŅŅńĶĶĀ Ķ ņÕ“Ņõ ÕŃŅ ’ŅõõÕµÓĒĶ Ō
ņÕµÕŃļÓņÕĒ“Ē¹ķ ’ÕĶŅõ Ō “Õ„ÕĒĶÕĀ Ō±ÕŃŅ
±ŅĻÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.
18.
╬ßÕ±’Õ„ÕĒĶÕ õļĶ“Õļ³ĒŅķ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ÓĻÕ“¹ Ņ’ÕõÕļÕĒŅ, ĻÓĻ
Ņ±ĒŅŌĒŅÕ ņÕŅ’Ķ “ĶÕ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ŌĒ¾“ÕĒĒÕķ Óņ’¾ļĶńÓ÷ĶĶ ÓĻÕ“¹.
č¶Ņņ¾ļĶŅŌÓĒ Ņß·Õņ ’ŅŌÕõÕĒĶ ĒÕŅߧŅõĶņ¹§ Ķ±±ļÕõŅŌÓĒĶķ Ō ²“Ņņ ĒÓ’ÓŌļÕĒĶĶ,
ÕÓļĶńÓ÷Ķ ĻŅ“Ņ¹§ ’ŅńŌŅļĶļÓ ±ŅńõÓ“³ ’ÓĻ“Ķ„Õ±ĻĶ ŃÕņÕ“Ķ„Ē¹Õ ÓĻÕ“¹ Ķ
’ÕõŅ“ŌÓ“Ķ“³ ńÓŃ ńĒÕĒĶÕ ’ŅļŅ±“Ķ ĻŅĒ“ÕķĒÕÓ ÓĻÕ“¹ Ķ ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ņ’Ó±Ē¹ņĶ
µĶõĻĶņĶ ĻŅņ’ŅĒÕĒ“ÓņĶ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ.
19.
ŽŅŌÕõÕĒŅ “ÕŅÕ“Ķ„Õ±ĻŅÕ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ķ±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ Ķ±“Õ„ÕĒĶ └ę
Ķ ═─╠├ „ÕÕń ņĶĻŅĻÓ’Ķļļ ¹, ± Ķ±’Ņļ³ńŅŌÓĒĶÕņ ±’Õ÷ĶÓļ³ĒŅ ÓńÓßŅ“ÓĒĒ¹§
ĶņĶ“Ó“ŅŅŌ ĒÓ“¾Ē¹§ “Õ„Õķ Ō ±ŌÓĒ¹§ °ŌÓ§, ĻŅ“ŅŅÕ ’ŅĻÓńÓļŅ ±ļÕõ¾■∙ÕÕ.
ĀĀĀĀ ╚±“Õ„ÕĒĶÕ └ę ’ŅĶ±§ŅõĶ“ ± ¾ß¹ŌÓĒĶÕņ ŌŅ ŌÕņÕĒĶ Ō’ļŅ“³ õŅ
’ŅļĒŅŃŅ ’ÕĻÓ∙ÕĒĶ ’Ķ Ņ“ĒŅ±Ķ“Õļ³ĒŅķ ŌļÓµĒŅ±“Ķ ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó ĒÕ ßŅļÕÕ
30%. ŽĶ ŌļÓµĒŅ±“Ķ ßŅļÕÕ 40% “Õ„Ķ Ó±Ļ¹ŌÓ■“± Ķ ŌŅńÓ±“Ó■“ ’Ņ ±ÓŌĒÕĒĶ■ ±Ņ
±ŌŅÕķ ’ÕŌŅĒÓ„Óļ³ĒŅķ ŌÕļĶ„ĶĒŅķ.
ĀĀ ╚±“Õ„ÕĒĶÕ ═─╠├ “ÓĻµÕ ’ŅĶ±§ŅõĶ“ ± ¾ß¹ŌÓĒĶÕņ ± ’Ņ±“Ņ ĒĒŅ
Ņ±“Ó■∙Õķ± ŌÕļĶ„ĶĒŅķ ÓŌĒŅķ 5% Ņ“ ’ÕŌŅĒÓ„Óļ³ĒŅķ Ķ ĒÕ ńÓŌĶ±Ķ“ Ņ“ ŌļÓµĒŅ±“Ķ
ŅĻ¾µÓ■∙ÕŃŅ ŌŅńõ¾§Ó.
20.
ė±“ÓĒŅŌļÕĒ¹ ²Ļ±’ÕĶņÕĒ“Óļ³Ē¹Õ ĻŅ²¶¶Ķ÷ĶÕĒ“¹ ’ÕÕ§ŅõÓ Ņ“ Ķ±“Õ„ÕĒĶ ĻŅņ’ŅĒÕĒ“ŅŌ Ļ
Ķ±“Õ„ÕĒĶ■ ŌŅńõ¾°ĒŅ-ŃÕļĶÕŌŅķ ±ņÕ±Ķ ’Ķ ĻŅĒ“ŅļÕ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ō ’ŅĶńŌŅõ±“ŌÕ,
ĻŅ“Ņ¹Õ ±Ņ±“ÓŌĶļĶ õļ └ę ¢ ╩ = 1.10-6 Ń/ļ Ķ õļ ═─╠├ ¢ ╩ = 1.10-7
Ń/ļ.
21.
ąÓńÓßŅ“ÓĒ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅ-±“Ó“Ķ±“Ķ„Õ±ĻĶķ ņÕ“Ņõ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ
“Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ Ķ ŌÕļĶ„ĶĒ¹ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ±Õõ±“Ō ĻŅĒ“Ņļ Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ
Ō ’ŅĶńŌŅõ±“ŌÕ, ±Ņ±“ÓŌĶŌ°Õķ ¾õÕļ³Ē¹ķ ’Ņ“ŅĻ ŌŅńõ¾°ĒŅ-ŃÕļĶÕŌŅķ ±ņÕ±Ķ õļ ÕõĶĒĶ÷¹
õļĶĒ¹ ±ŌÓĒ¹§ °ŌŅŌ ÓŌĒ¹ķ q¾õ. = 1.10 -7
ļ.ņĻ.“.±“./±ÕĻ.cņ.
22.Ā ŽŅŌÕõÕĒŅ Ķ±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ
Ņ±ÓõĻŅŅßÓńŅŌÓĒĶ “ŌÕõ¹§ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§, ’ŅĶ±§Ņõ ∙Ķ§ ĒÓ
±ĻļÓõÓ§, ’Ķ “ÓĒ±’Ņ“ĶŅŌĻÕ Ķ Ō ßÓĻÓ§ ÓĻÕ“¹, ĻŅ“Ņ¹Õ ņŅŃļĶ ’ŅŌļĶ “³ ĒÓ ÓßŅ“¾
õŌĶŃÓ“ÕļÕķ, Ķ ’ŅĻÓńÓĒŅ, „“Ņ ¾Ļ¾’ĒÕĒĶÕĀ
Ķ ĻŅÓŃ¾ļ ÷Ķ Ā Ņ±ÕŌ°Ķ§ „Ó±“Ķ÷ ĒÕ
’ŅĶ±§ŅõĶ“.Ā čŅõÕµÓĒĶÕ ņÕ§’ĶņÕ±Õķ Ō
±ÕõĒĶ§ ’ŅßÓ§ ĻŅņ’ŅĒÕĒ“ŅŌĀ ±Ņ±“ÓŌļ Õ“
1-2 Ń/“, Ó Ō ’ÕŌ¹§ 17 ļ. ĻŅņ’ŅĒÕĒ“Ó, Ķõ¾∙ÕŃŅ ĒÓ ńÓŌ ńĻ¾ ’Ņ÷Õ±±Ó, ņÕ§’ĶņÕ±Õķ
±ŅõÕµĶ“± 0,2 Ń/“, ’Ķ õŅ’¾±ĻÓÕņ¹§ 1 Ń/“, „“Ņ ĒÕ ’ŅŌļĶ ļŅ ĒÓ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³
õŌĶŃÓ“ÕļÕķ.
23. ŽĶ ¾õÓļÕĒĶĶ 60%Ā ŅĻĶ±ļĶ“Õļ Ķń ßÓĻÓ, Ō Ņ±“Ó■∙Õķ± „Ó±“Ķ
’Ņõ¾Ļ“Ó ĒÓ„ĶĒÓ■“ Ó±“Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’ĶņÕ±Ķ Ķ Ō Ņ±“Ó■∙Õķ± „Ó±“Ķ ’Ņõ¾Ļ“Ó,
’Ņ±ļÕ ±ļĶŌÓ 97-98%, “Õ§ĒŅļŅŃĶ„Õ±ĻĶÕ ’ĶņÕ±“Ķ ŌŅńÓ±“Ó■“ õŅ 6,6%, ’Ķ 1%
õŅ’¾±“Ķņ¹§, „“Ņ ±¾∙Õ±“ŌÕĒĒŅ ’ŅŌ¹°ÓÕ“ Ķ§ ĻŅŅńĶŅĒĒ¾■ ÓĻ“ĶŌĒŅ±“³ Ķ Ķ§ ĒÕŅߧŅõĶņŅ
ĒÓõÕµĒŅ ¾õÓļ “³.
24.
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ ’ŅĻÓńÓĒŅ, „“Ņ ±’ļÓŌ¹ └╠Ń6, └╠Ń5, 1š12,▌╚-654,1š18═9ę
ĻŅŅńĶŅĒĒŅ ±“ŅķĻĶ Ō ĻŅĒõĶ÷ĶŅĒĒ¹§ ĻŅņ’ŅĒÕĒ“Ó§ “Ņ’ļĶŌÓ, Ķ§ ĻŅŅńĶ ĒÕ Ōļ Õ“±
²ļÕĻ“Ņ§ĶņĶ„Õ±ĻĶņ ’Ņ÷Õ±±Ņņ Ķ ’Õõ±“ÓŌļ Õ“ ±ŅßŅķ §ĶņĶ„Õ±Ļ¾■ ĻŅŅńĶ■, ĒÕ
’ÕŌ¹°Ó■∙¾■ 1.10-5 ņņ/ŃŅõ. └ŃÕŃÓ“¹ Ž├č ±Ņ§ÓĒ ■“ ±ŌŅ■
ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ’Ņ±ļÕ õļĶ“Õļ³ĒŅŃŅ §ÓĒÕĒĶ ± ĻŅņ’ŅĒÕĒ“ÓņĶ, ńÓ Ķ±Ļļ■„ÕĒĶÕņ
’¾µĶĒ ßļŅĻŅŌ Óń·ÕņŅŌ Ķń ±“ÓļĶ 3š13,ĻŅ“Ņ¹Õ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ±“Óļ³ 1š18═9ę.
25.
╚ń¾„ÕĒŅ ŌļĶ ĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ĒÓ ĻŅŅńĶŅĒĒ¾■ ±“ŅķĻŅ±“³ ±’ļÓŌÓ └╠Ń6
’Ķ õļĶ“Õļ³ĒŅņ ĻŅĒ“ÓĻ“Õ ņÓ“ÕĶÓļŅŌ ßÓĻÓ ± ĻŅņ’ŅĒÕĒ“ÓņĶ Ķ ¾±“ÓĒŅŌļÕĒŅ, „“Ņ
ŌļĶ ĒĶ ĒÕ ŅĻÓń¹ŌÓ■“ 2-§ ĻÓ“ĒÓ ’ŅõŌÓĻÓ ±ŌÓĒ¹§ °ŌŅŌ, Ķ§ ’ŅĻÓ“ĻÓ Ķ ±ŌÓĻÓ Ō
õŌÓ ’Ņ§ŅõÓ, ĒŅ ŅĻÓń¹ŌÓ■“ ŌļĶ ĒĶÕ ĒÕ ±Ē “¹ķ ’Ņ’ļÓŌ Ķ ’ŅõŅļµĶ“Õļ³Ē¹ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶķ
ĒÓŃÕŌ. ŽĶ ĒÓ’ µÕĒĶ § Ō ĻŅĒ±“¾Ļ÷ĶĶ ĒĶµÕ 23 ĻŃ/ņņ2 ĻŅŅńĶŅĒĒŅŃŅ
Ó±“Õ±ĻĶŌÓĒĶ ĒÕ ’ŅĶ±§ŅõĶ“.
26.
ąÓńÓßŅ“ÓĒÓ ņÕ“ŅõĶĻÓ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ Ķń¾„ÕĒĶ Ķ Ņ’ÕõÕļÕĒ¹ ĻŅ²¶¶Ķ÷ĶÕĒ“¹
õĶ¶¶¾ńĶĶ └ę Ō ±’ļÓŌ └╠Ń6 Ō ĻÓ„Õ±“ŌÕĒĒŅņ ņÕ“ÓļļÕ ’Ņ ŃÓĒĶ÷Óņ ĻĶ±“ÓļļĶ„Õ±ĻŅķ
Õ°Õ“ĻĶ, ĻŅ“Ņ¹ķ ±Ņ±“ÓŌĶļ ─ = 1,3 ¢ 1,55.10-13 ±ņ2/±ÕĻ.
27.
▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅ Ķń¾„ÕĒ ’Ņ÷Õ±± Óõ±Ņß÷ĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ ±’ļÓŌÓ
└╠Ń6 Ķ ’ŅĻÓńÓĒŅ, „“Ņ ŅĒÓ ĒÕ Ōļ Õ“± ’Ņ±“Ņķ ¶ĶńĶ„Õ±ĻŅķ ±Ņß÷ĶÕķ, Ó ĒŅ±Ķ“
’ÕĶņ¾∙Õ±“ŌÕĒĒŅ §ÓÓĻ“Õ §ĶņĶ„Õ±ĻŅķ ±Ņß÷ĶĶ Ķ ’Ņ±“Ó ’Ņõ¾ŌĻÓ ’Ķ
ĒÕķ“ÓļĶńÓ÷ĶĶ ĒÕ ¾õÓļ Õ“ ŌÕ±³ ±ŅßĶŅŌÓĒĒ¹ķ ’Ņõ¾“, Ō Õń¾ļ³“Ó“Õ „ÕŃŅ
ÓńÓßŅ“ÓĒÓ ņÕ“ŅõĶĻÓ ĒÕķ“ÓļĶńÓ÷ĶĶ ’¾“Õņ ŅńŅĒĶŅŌÓĒĶ .
28.
╚ń¾„ÕĒÓ õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ ±’ļÓŌÓ └╠Ń6 ’Ķ ĒÓ§ŅµõÕĒĶĶ ŅßÓń÷ŅŌ Ō ŌŅńõ¾°ĒŅķ
±ÕõÕ ĒÓ ßÓńÕ 100000 „Ó±ŅŌ, ĻŅ“ŅÓ ±Ņ±“ÓŌĶļÓ 36 - 37 ĻŃ/ņņ2 õļ
±’ļÓŌÓ └╠Ń6-═ Ķ 29-30 ĻŃ/ņņ2 õļ ±’ļÓŌÓ └╠Ń6-╠.
29.
ąÓńÓßŅ“ÓĒ¹ “ÕßŅŌÓĒĶĶ Ķ ±“¾Ļ“¾Ó ’Ņ±“ŅÕĒĶ õŌ¾§ĻÓĒÓļ³ĒŅķ ±Ķ±“Õņ¹
õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ĻŅĒ“Ņļ ńÓŃÓńŅŌÓĒĒŅ±“Ķ (č─╩Ū) ÓĻÕ“ ĒÓ õÕµ¾±“ŌÕ Ķ Ņ’ÕõÕļÕĒ¹
ĒÕŅߧŅõĶņ¹Õ ’ŅŅŃĶ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ ÕÕ õÓ“„ĶĻŅŌ ’Ņ ’ÓÓņ └ę Ķ ═─╠├, ĒÕŅߧŅõĶņ¹§
Ō ĻÓµõŅņ Ķń ĻÓĒÓļŅŌ, ŅõĶĒ Ķń ĻŅ“Ņ¹§ Ō¹õÓÕ“ ±ĶŃĒÓļ Ņ ’Ņ ŌļÕĒĶĶ ńÓŃÓńŅŌÓĒĒŅ±“Ķ,
ĒÓ„ĶĒÓ ± ±ÓĒĶ“ÓĒŅķ ĒŅņ¹, Ó Ō“ŅŅķ Ō¹õÓÕ“ ±ĶŃĒÓļ Ņ ĒÓ±“¾’ļÕĒĶĶ ĻŅŅńĶŅĒĒŅŃŅ
’ŅÓµÕĒĶ ĒÓĶßŅļÕÕ ±ļÓßŅŃŅ ńŌÕĒÓ ĶńõÕļĶ Ņ“ ŌŅńõÕķ±“ŌĶ ’ÓŅŌ ĻŅņ’ŅĒÕĒ“ŅŌ Ō¹°Õ
±ÓĒĶ“ÓĒŅķ ĒŅņ¹.
30.
╚±±ļÕõŅŌÓĒŅ ŃÓńŅŌ¹õÕļÕĒĶÕ Ķń ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ ĶńõÕļĶ Ā Ō ’ŅļŅ±“³ ĻŅĒ“ÕķĒÕÓ Ķ ’ŅĻÓńÓĒŅ, „“Ņ
ņĒŅŃŅ„Ķ±ļÕĒĒ¹Õ ļŅµĒ¹Õ ±ÓßÓ“¹ŌÓĒĶ õÓ“„ĶĻ č─╩Ū ’Ņ ŃÕ’“Ķļ¾ ’ŅĶ±§ŅõĶļĶ Ņ“
ĒÓļĶ„Ķ ßŅļ³°Ņķ ĻŅĒ÷ÕĒ“Ó÷ĶĶ ’ÓŅŌ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō ĻŅĒ“ÕķĒÕÕ Ķ
ÓńÓßŅ“ÓĒ ±’Õ÷ĶÓļ³Ē¹ķ ĻŅņßĶĒĶŅŌÓĒĒ¹ķ ±ŅßÕĒ“ õļ Ķ§ ’ŅŃļŅ∙ÕĒĶ , ±Ņ±“Ņ ∙Ķķ Ķń
90% ÓĻ“ĶŌĶŅŌÓĒĒŅŃŅ ¾Ńļ └├-3 Ķ 10% ¾Ńļ č╩ę, ŅßÓßŅ“ÓĒĒ¹§ 8% Ó±“ŌŅŅņ
’ÕņÓĒŃÓ“Ó ĻÓļĶ .
31.
ŽŅŌÕõÕĒ ĻÓ“ĻĶķ ŅßńŅĀ Õń¾ļ³“Ó“ŅŌ
õļĶ“Õļ³ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĶńõÕļĶķ, ±Ņ±“Ņ Ō°Ķķ Ķń õŌ¾§ ’ÕĶŅõŅŌ:Ā ’ÕŌ¹ķ - ńÓ „Õ“¹Õ ŃŅõÓ ĒÓ„Óļ³ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ, ĻŅŃõÓ ĶńõÕļĶ “Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ Ķ ńÓņÕĒ ļĶ±³ ĒÓ ĒŅŌ¹Õ Ķ ńÓ
Ō“ŅŅķ ’ÕĶŅõ - ĒÓ±“¾’ĶŌ°ĶķĀ ’Ņ±ļÕ
’ÕŌŅŃŅ ’ÕĶŅõÓĀ Ķ ’ŅõŅļµÓ■∙Ķķ± ’ŅĀ ĒÓ±“Ņ ∙ÕÕ ŌÕņ .
32.
ŪÓ ’ÕŌ¹ķ ’ÕĶŅõ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ’Ņ“Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ 12 ĶńõÕļĶķ, 9 Ķń ĻŅ“Ņ¹§
ĒÓ§ŅõĶļĶ±³ ĒÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ō “Õ„ÕĒĶĶ ÓńļĶ„ĒŅŃŅ ŌÕņÕĒĶ õÕµ¾±“ŌÓ Ņ“ 4-§
ņÕ± ÷ÕŌ õŅ „Õ“¹Õ§ ļÕ“ Ķ ß¹ļĶ ńÓņÕĒÕĒ¹ ĒÓ ĒŅŌ¹Õ, Ó Ņ±“Óļ³Ē¹Õ ĶńõÕļĶ ’Ņ§ŅõĶļĶ
Ō “Õ ŃŅõ¹ ÓńļĶ„Ē¹Õ ŌĶõ¹ ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ.
Ā33. ŪÓ ’ÕŌ¹Õ „Õ“¹Õ
ŃŅõÓ ²Ļ±’ļ¾Ó“Ó÷ĶĶ õŅĀ 1970 ŃŅõÓ,
’Ņ“Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ ±Õņ³ ĶńõÕļĶķ, Ó Ō 1970 ŃŅõ¾ ’Ņ“Õ ļĶ ŃÕņÕ“Ķ„ĒŅ±“³ ńÓ
ŅõĶĒ ŃŅõ ±Óń¾ ’ “³ ĶńõÕļĶķ, ĒÓ§ŅõĶŌ°Ķ§± ĒÓ õÕµ¾±“ŌÕ, Ķ ²“Ņ Ō¹ńŌÓļŅ ĻÓķĒ■■
ŅńÓßŅ„ÕĒĒŅ±“³. ─ļ Ķń¾„ÕĒĶ ’Ķ„ĶĒ ’Ņ“ÕĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ÓńÓßŅ“ĻĶ
ÕĻŅņÕĒõÓ÷Ķķ õļ Ķ§ ’ÕõŅ“ŌÓ∙ÕĒĶ Ō ’Ņ±ļÕõ¾■∙Õņ, ß¹ļÓ ±ŅńõÓĒÓ ╠ÕµŌÕõŅņ±“ŌÕĒĒŅķ
ĻŅņĶ±±Ķ Ķń ±’Õ÷ĶÓļĶ±“ŅŌ „Õ“¹Õ§ ņĶĒĶ±“Õ±“Ō.
34.
╠ÕµŌÕõŅņ±“ŌÕĒĒÓ ĻŅņĶ±±Ķ , ’Ņõ ’Õõ±ÕõÓ“Õļ³±“ŌŅņ ÓŌ“ŅÓ, ±Ņ±“Ņ ļÓ Ķń 58
±’Õ÷ĶÓļĶ±“ŅŌ, ÓńßĶ“¹§ ’Ņ “Õņ ’ŅõĻŅņĶ±±Ķ ņ:
ŽŅõĻŅņĶ±±Ķ ╣ 1Ā ’Ņõ ’Õõ±ÕõÓ“Õļ³±“ŌŅņ ┘Ó±“ļĶŌŅŃŅ ┬.└.-
Ķ±±ļÕõŅŌÓĒĶÕ ņÕ±“ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ĒÓ ĶńõÕļĶĶ Ķ ÓĒÓļĶń ņÕ“ŅõŅŌ ĻŅĒ“Ņļ
ŃÕņÕ“Ķ„ĒŅ±“Ķ,
ŽŅõĻŅņĶ±±Ķ ╣Ā ’Ņõ ’Õõ±ÕõÓ“Õļ³±“ŌŅņ ╩¾ńĒÕ÷ŅŌÓ ├.├. -
Ņ’ÕõÕļÕĒĶÕ ŌÕņÕĒĶ Ķ ’Ķ„ĶĒ ’Ņ ŌļÕĒĶ “Õ„Õķ Ķ Ķ§ ņĶĻŅ±“¾Ļ“¾ĒŅÕ
Ķ±±ļÕõŅŌÓĒĶÕ.
ŽŅõĻŅņĶ±±Ķ ╣ 3Ā ’Ņõ ’Õõ±ÕõÓ“Õļ³±“ŌŅņ čÕÕŃĶĒÓ ┬.═. ¢ ÓĒÓļĶń
õĶÕĻ“ĶŌĒŅķ õŅĻ¾ņÕĒ“Ó÷ĶĶ, Ó “ÓĻµÕ ĻÓ„Õ±“ŌÓ ŅßŅ¾õŅŌÓĒĶ Ķ ’Ņ÷Õ±±ŅŌ ±ŌÓĻĶ Ķ
ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĒÓ ±ÕĶķĒ¹§ ńÓŌŅõÓ§ Ū╚š, ╬ą╠Ū, ╬╠Ū Ķ ┬╠Ū.
35.
ŽŅŌÕõÕĒĒ¹Õ Ķ±±ļÕõŅŌÓĒĶ ╠┬╩ ’ŅĻÓńÓļĶ, „“Ņ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ō±Õ§ ĶńõÕļĶķ ĒŅ± “
’ŅĶńŌŅõ±“ŌÕĒĒ¹ķ §ÓÓĻ“Õ, ĻŅņÕ ŅõĒŅŃŅ ±ļ¾„Ó , Ķ ŌĶļĶ±³ ±ļÕõ±“ŌĶÕņ ’Ņ ŌļÕĒĶ
õÕ¶ÕĻ“ŅŌ, Ņß¾±ļŅŌļÕĒĒ¹§ ĒÕĻÓ„Õ±“ŌÕĒĒ¹ņ Ō¹’ŅļĒÕĒĶÕņ “Õ§ ĶļĶ ĶĒ¹§ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’Ņ÷Õ±±ŅŌ, ĻŅ“Ņ¹Õ ĒÕ ß¹ļĶ ¾±“ÓĒÕĒ¹ ĒÓ ĶńõÕļĶ §, Ķ ŅĒĶ ’Ņ±“¾’ĶļĶ ±ĀĀ ĒÕ ¾±“ÓĒÕĒĒ¹ņĶ õÕ¶ÕĻ“ÓņĶ Ō ²Ļ±’ļ¾Ó“Ó÷Ķ■.
╚§ ’Ņ ŌļÕĒĶ■ “ÓĻµÕ ±’Ņ±Ņß±“ŌŅŌÓļŅ Ņ“±¾“±“ŌĶÕ Ō “Ņ ŌÕņ Ō Ņ“Ó±ļĶ õÓ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ĒŅņÓ“ĶŌĒ¹§ ¾ĻŅŌŅõ ∙Ķ§ ņÓ“ÕĶÓļŅŌ.
36.Ā ┬Ā
¾’ŅņĶĒÓŌ°Õņ± ±ļ¾„ÓÕ ß¹ļŅ Ō¹ ŌļÕĒŅ ĒÓļĶ„ĶÕĀ ŃŅ „ÕķĀ ņĶĻŅ“Õ∙ĶĒ¹ Ō
ŅĻŅļŅ°ŅŌĒŅķ ńŅĒÕ ±ŌÓĒŅŃŅ °ŌÓ Ó¾±“ÕĒĶ“ĒŅķ ±“ÓļĶĀ 1š18═9ę, ńÓ’ŅļĒÕĒĒŅķ ņÕõ³■, ĻŅ“ŅÓ ’Ņ’ÓļÓ Ō ²“¾ ńŅĒ¾ ’Ķ ±ŌÓĻÕ
Ņ“ ņÕõÕ±ŅõÕµÓ∙Ķ§ ²ļÕņÕĒ“ŅŌ, ĒÓ§Ņõ ∙Ķ§± Ō ńŅĒÕ õ¾ŃĶ, ’Ķ ĒÕĻŅ“Ņ¹§ ĒÓ¾°ÕĒĶ §
±ŌÓŅ„ĒŅŃŅ ’Ņ÷Õ±±Ó. ╠Õõ³ Ō ņĶĻŅ“Õ∙ĶĒÕ Óń·ÕļÓ±³ ±Ņ ŌÕņÕĒÕņ ’Ņõ ŌŅńõÕķ±“ŌĶÕņ
ŅĻĶ±ļĶ“Õļ ,ĀĀ “Õ„³ Ó±Ļ¹ļÓ±³,Ā Ķ ĶńõÕļĶÕ ’Ņ“Õ ļŅ ŃÕņÕ“Ķ„ĒŅ±“³. ŽŅ±ļÕ
Ō¹õÓĒĒŅķ ÕĻŅņÕĒõÓ÷ĶĶ ╠┬╩ Ō±Õ ±ŌÓŅ„Ē¹Õ ÓŌ“ŅņÓ“¹ ĒÓ ńÓŌŅõÓ§ Ņ“Ó±ļĶ ß¹ļĶ
õŅÓßŅ“ÓĒ¹ Ķ ņÕõÕ±ŅõÕµÓ∙ĶÕ õÕ“ÓļĶ ß¹ļĶ ¾õÓļÕĒ¹ Ķń ńŅĒ¹ õ¾ŃĶ ÓŌ“ŅņÓ“Ó.
37.
╠┬╩ ÓńÓßŅ“ÓļŅ 90 ÕĻŅņÕĒõÓ÷Ķķ, ĻŅ“Ņ¹Õ ß¹ļĶ ÕÓļĶńŅŌÓĒ¹ Ķ ’Ņ±ļÕ ²“ŅŃŅ ĒĶ ŅõĒŅ
ĶńõÕļĶÕ ńÓ Ō±Õ ’Ņ±ļÕõ¾■∙ĶÕ ŃŅõ¹ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ĒÕ ’Ņ“Õ ļŅ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
╩ŅļĶ„Õ±“ŌŅ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ ĒÓ’ÓŌļÕĒĶ ņ Ó±’ÕõÕļĶļÓ±³ ±ļÕõ¾■∙Ķņ ŅßÓńŅņ:
±ŌÓĻÓ ¢ 12, ĻŅĒ“Ņļ³ ŃÕņÕ“Ķ„ĒŅ±“Ķ ¢ 16, ŅŃŌŅ’Ņ±¹ ¢ 17, ’ŅŌÕõÕĒĶÕ
õÓļ³ĒÕķ°Ķķ ═╚ą ¢ 22, ²Ļ±’ļ¾Ó“Ó÷Ķ ¢ 10, ĻŅĒ±“¾Ļ÷Ķ ’Õ±’ÕĻ“ĶŌĒ¹§ ĶńõÕļĶķ ¢ 13.
38.
╠┬╩ Ņ“ņÕ“ĶļÓ Ņ“±¾“±“ŌĶÕ Ō Ņ“Ó±ļĶ ĒŅņÓ“ĶŌĒ¹§ õŅĻ¾ņÕĒ“ŅŌ ’Ņ: ĻŅĒ“Ņļ■ ŃÕņÕ“Ķ„ĒŅ±“Ķ,Ā ņÕ“ŅõÓņ Ó±„Õ“ÓĀ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ Ņ±¾°ĻÕ ĶńõÕļĶķ ’ÕÕõ ĻŅĒ“ŅļÕņ
ŃÕņÕ“Ķ„ĒŅ±“Ķ, ’Ņ ĻŅ“Ņ¹ņ ńÓ“Õņ ß¹ļĶ ÓńÓßŅ“ÓĒ¹ ±ŅŅ“ŌÕ“±“Ō¾■∙ĶÕ ╬čę,¹. ╩ŅņÕ
“ŅŃŅ, ß¹ļÓ Ō¹õÓĒÓ ÕĻŅņÕĒõÓ÷Ķ Ņ ĒÕŅߧŅõĶņŅ±“Ķ ÕµÕŃŅõĒŅŃŅ ±Ē “Ķ ± ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĶńõÕļĶķ ĒÓ õÕ¶ÕĻ“Ó÷Ķ■ Ķ õļ ’¾±ĻÓ ± ÷Õļ³■ Ņ’ÕõÕļÕĒĶ ¶ÓĻ“Ķ„Õ±ĻŅŃŅ ±Ņ±“Ņ ĒĶ
ĶńõÕļĶķ ĒÓ ’ÕõņÕ“ Ņ’ÕõÕļÕĒĶ ŌŅńņŅµĒŅ±“Ķ Ķ ±ŅĻŅŌ õÓļ³ĒÕķ°Õķ Ķ§ ßÕńŅ’Ó±ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ.
39.
┬ 1972 ŃŅõ¾, ’Ņõ ¾ĻŅŌŅõ±“ŌŅņ ÓŌ“ŅÓ, ß¹ļĶ ÓńÓßŅ“ÓĒ¹ ’ŅŃÓņņ¹ õÕ¶ÕĻ“Ó÷ĶĶ
ĻŅ’¾±Ó 15č300Ā ÓĻÕ“¹ ėą-100, ’Ņ
ĻŅ“Ņ¹ņ õÕ¶ÕĻ“Ó÷Ķ ’ŅŌŅõĶ“± Ķ ’ŅĒ¹ĒÕ, ĒŅ ÓŌ“Ņ Ļ ²“Ķņ ÓßŅ“Óņ ĒÕ ’ĶŌļÕĻÓļ±
Ķ ŅßÓ“Ķļ± Ļ ĒĶņ ±’¾±“ 35 ļÕ“ ’Ķ ĒÓ’Ķ±ÓĒĶĶ õÓĒĒŅķ ÓßŅ“¹, ± “Õņ, „“Ņ ß¹
Ņ÷ÕĒĶ“³ Ķ ±Ņ’Ņ±“ÓŌĶ“³, “Ņ „“Ņ ß¹ļŅ ±õÕļÓĒŅ ÓĒÕÕ ’Ķ ÓńÓßŅ“ĻÕ ņÕ“ŅõŅŌ Ķ
±Õõ±“Ō Óņ’¾ļĶńÓ÷ĶĶ, ± “Õņ, „“Ņ ß¹ļŅ Ō¹ ŌļÕĒŅ ’Ķ ņĒŅŃŅļÕ“ĒÕķ õÕ¶ÕĻ“Ó÷ĶĶ “ÓĻĶ§
ĶńõÕļĶķ.
40.
┬ ╩┴ ½čÓļ■“╗ ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ ĒÓķ“Ķ ŅßŅß∙Ó■∙ĶÕ Ķ“ŅŃŅŌ¹Õ Ņ“„Õ“¹ ’Ņ
Ō±Õņ ŌŅ’Ņ±Óņ, ’Õõ¾±ņŅ“ÕĒĒ¹ņ ’ŅŃÓņņÓņĶ õÕ¶ÕĻ“Ó÷ĶĶ. ╚ņÕ■“± ±ŅßÓĒĒ¹Õ
Ņ“õÕļ³Ē¹Õ ńÓĻļ■„ÕĒĶ ’Ņ “Õņ ĶļĶ ĶĒ¹ņ ŌŅ’Ņ±Óņ, Ō ĻŅ“Ņ¹§ Ņ“ņÕ„ÓÕ“± , „“Ņ
ĻŅĒ“ŅļĶ¾Õņ¹Õ ’ÓÓņÕ“¹ ĒÕ Ō¹§Ņõ “ ńÓ ’ÕõÕļ¹ õŅ’¾±“Ķņ¹§ ŌÕļĶ„ĶĒ, ’Ņ ĻŅ“Ņ¹ņ
ĒÕ ’Õõ±“ÓŌĶļŅ±³ ŌŅńņŅµĒ¹ņ Ņ÷ÕĒĶ“³ õĶĒÓņĶĻ¾ Ķ§ ĶńņÕĒÕĒĶ õÓµÕ Ō ’ÕõÕļÓ§
õŅ’¾±ĻŅŌ, ’Ņ±ĻŅļ³Ļ¾ ’Ķ ²“Ņņ ņŅµÕ“ Ō¹ ŌĶ“³± õ ŌÓµĒ¹§ ņŅņÕĒ“ŅŌ, ĻÓĻ ²“Ņ
’ŅĶ±§ŅõĶ“ ±Ņ ±ŌŅķ±“ŌÓņĶ ±’ļÓŌÓ └╠Ń6, Ķń ĻŅ“ŅŅŃŅ ĶńŃŅ“ŅŌļÕĒ¹ ßÓĻĶ.
41.
ŽĶ Ķ±’¹“ÓĒĶĶ ŅßÓń÷ŅŌ ²“ŅŃŅ ±’ļÓŌÓ, Ō¹ÕńÓĒĒ¹§ Ķń ßÓĻŅŌ ÓĻÕ“ ±ĒĶņÓÕņ¹§ ±
²Ļ±’ļ¾Ó“Ó÷ĶĶ, ĒÓ„ĶĒÓ ± 19 ļÕ“ Ķ ’Ņ 31 ŃŅõ õÕµ¾±“ŌÓ, ’Ņļ¾„ÕĒ¹ õÓĒĒ¹Õ ’Ņ ÕŃŅ
±ŌŅķ±“ŌÓņ, ’ĶŌÕõÕĒĒ¹Õ Ō ĒĶµÕ±ļÕõ¾■∙Õķ “ÓßļĶ÷Õ.

ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŽŅĻÓńÓ“Õļ³ĀĀĀĀ
└╠Ń6 ¢ ═ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
└╠Ń6-╠ĀĀĀĀĀĀĀĀĀ %ĀĀĀĀĀĀĀĀĀĀ %ĀĀĀĀĀ
![]()
![]()
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 19ĀĀĀĀĀĀĀĀĀĀĀĀ 31ĀĀĀĀĀĀĀĀĀĀĀĀĀ
19ĀĀĀĀĀĀĀĀĀ 31ĀĀĀĀĀĀĀĀĀĀĀ ═ĀĀĀĀĀĀĀĀĀ ╠Ā
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σŌ ĻŃ/ņņ2ĀĀĀĀĀĀ 39,2ĀĀĀĀĀĀĀĀĀ 41,0ĀĀĀĀĀĀĀĀĀ
35,4ĀĀĀĀĀĀ 40,1ĀĀĀĀĀ +
4,8ĀĀĀĀ + 13,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σŌ ĻŃ/ņņ2ĀĀĀĀĀĀ 39,2ĀĀĀĀĀĀĀĀĀ 41,0ĀĀĀĀĀĀĀĀĀ
35,4ĀĀĀĀĀĀ 40,1ĀĀĀĀĀ +
4,8ĀĀĀĀ + 13,5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ02 ĻŃ/ņņ2ĀĀĀĀ 27,5ĀĀĀĀĀĀĀĀĀ 26,0ĀĀĀĀĀĀĀĀĀĀĀĀ
-ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ -
6,5ĀĀĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ δ %ĀĀĀĀĀĀĀ ĀĀĀĀĀ16,0ĀĀĀĀĀĀĀĀ 13.8ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀ - 11,5ĀĀĀĀĀĀĀ -
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀ σ±Ō. °ŌÓ ĀĀĀĀĀĀĀĀĀĀĀĀ34,8ĀĀĀĀĀĀĀĀĀĀ
36,1ĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀĀĀĀĀĀ -ĀĀĀĀĀĀĀĀ + 6,5ĀĀĀĀĀĀĀ -ĀĀ
![]()
42.
╚ń ’ĶŌÕõÕĒĒ¹§ õÓĒĒ¹§ Ō “ÓßļĶ÷Õ ±ļÕõ¾Õ“, „“Ņ õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ ņÓ“ÕĶÓļÓ
Ó±“Õ“, Ó ’ļÓ±“Ķ„ĒŅ±“³ ÕŃŅ ±¾∙Õ±“ŌÕĒĒŅ ’ÓõÓÕ“ Ķ ĒÓ§ŅõĶ“± ĒĶµÕ ¾±“ÓĒŅŌļÕĒĒŅķ
ĒÕŅߧŅõĶņŅķ ÕÕ ŌÕļĶ„ĶĒ¹ ÓŌĒŅķ 29 ĻŃ/ņņ2,Ā Ņ „Õņ ĶņÕÕ“± ńÓĻļ■„ÕĒĶÕ, „“Ņ “ÓĻŅÕ ±ĒĶµÕĒĶÕ ĒÕ ĶņÕÕ“
±¾∙Õ±“ŌÕĒĒŅŃŅ ńĒÓ„ÕĒĶ . ╚ń ņĒŅŃŅ„Ķ±ļÕĒĒ¹§ ’ÓĻ“Ķ„Õ±ĻĶ§ Ķ ļĶ“ÕÓ“¾Ē¹§ õÓĒĒ¹§
ĶńŌÕ±“ĒŅ, „“Ņ õļĶ“Õļ³ĒÓ ’Ņ„ĒŅ±“³ ņÕ“ÓļļŅŌ ±ĒĶµÓÕ“± , Ō “Ņ ŌÕņ , ĻÓĻ Ō õÓĒĒŅņ
±ļ¾„ÓÕ ŅĒÓ Ó±“Õ“ Ķ ²“Ņ “Õß¾Õ“ ±ŌŅÕŃŅ “ÕŅÕ“Ķ„Õ±ĻŅŃŅ Ķ ²Ļ±’ÕĶņÕĒ“Óļ³ĒŅŃŅ
Ķń¾„ÕĒĶ , Ņ±ŅßÕĒĒŅ ŌļĶ ĒĶ ±ĒĶµÕĒĶ ’ļÓ±“Ķ„ĒŅ±“Ķ ’Ķ ÓßŅ“Õ ßÓĻŅŌ ĒÓ
¾±“Ņķ„ĶŌŅ±“³.
43.
čļÕõ¾Õ“ Ņ“ņÕ“Ķ“³, „“Ņ ’Ķ õÕ¶ÕĻ“Ó÷ĶĶ ĒÕ ĻŅĒ“ŅļĶ¾Õ“± ńÓŃÓńŅŌÓĒĒŅ±“³ Ō
ĶńŅļĶŅŌÓĒĒ¹§ ’ŅļŅ±“ § Ķ „Ķ±“Ņ“Ó ßÓĻŅŌ, Ó Ņ“±¾“±“ŌĶÕ õĶĒÓņĶĻĶ ĶńņÕĒÕĒĶ
’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ Ō ńŅĒÕ ’ĶŌÓĻĶ °’ÓĒŃŅ¾“ŅŌ Ļ ŅßÕ„ÓķĻÓņ, Ōļ Õ“± ±¾∙Õ±“ŌÕĒĒ¹ņ
¾’¾∙ÕĒĶÕņ, ’Ņ±ĻŅļ³Ļ¾ ĒÓļĶ„ĶÕ ĒÕõŅ’¾±“ĶņŅķ ±“¾’ÕĒ³ĻĶ Ō ²“Ņņ ņÕ±“Õ ņŅµÕ“
±¾∙Õ±“ŌÕĒĒŅ ’ŅŌļĶ “³ ĒÓ ’Ņ„ĒŅ±“³ ßÓĻŅŌ ’Ķ ±µÓ“ĶĶ. ═ÕõŅ±“Ó“Ņ„ĒŅ Ķń¾„ÓÕ“±
’ŅŌÕõÕĒĶÕ ±’ļÓŌÓ õĒĶ∙ └╠Ń6- ╠
44.
╩Ó“ĻŅÕ Ó±±ņŅ“ÕĒĶÕ ĶņÕ■∙Ķ§± ĒÕĻŅ“Ņ¹§ õŅĻ¾ņÕĒ“ŅŌ ’Ņ Õń¾ļ³“Ó“Óņ õÕ¶ÕĻ“Ó÷ĶĶ
’ŅĻÓń¹ŌÓÕ“, „“Ņ ÕÕ ’ŅŌÕõÕĒĶÕ Ķ Ņ¶ŅņļÕĒĶÕ ’Ņļ¾„ÓÕņ¹§ Õń¾ļ³“Ó“ŅŌ ± Ķ§
ÓĒÓļĶńŅņ, “Õß¾Õ“ ±¾∙Õ±“ŌÕĒĒŅŃŅ ¾ļ¾„°ÕĒĶ , ’Ņ±ĻŅļ³Ļ¾ ĶńõÕļĶ ’ĶßļĶµÓ■“± Ļ
±ŌŅÕņ¾ ĻĶ“Ķ„Õ±ĻŅņ¾ ±ŅĻ¾ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ Ļ Ō¹õÓ„Õ ńÓĻļ■„ÕĒĶķ Ņ ŌŅńņŅµĒŅ±“Ķ Ķ§
õÓļ³ĒÕķ°Õķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ õŅļµĒŅ ß¹“³ ¾õÕļÕĒŅ ’ŅŌ¹°ÕĒĒŅÕ ŌĒĶņÓĒĶÕ.
ą Ó ń õ Õ ļĀĀĀ “ Õ “ Ķ ķ
╠ ┼ ę ╬ ─ ╚ ū ┼ č ╩ ╚ ┼ĀĀĀ ą ┼ ╩
╬ ╠ ┼ ═ ─ └ ų ╚ ╚
’Ņ ’ŅŌÕõÕĒĶ■ Ó±„Õ“ŅŌ Ķ Ķ±’¹“ÓĒĶķ ņÓ“ÕĶÓļŅŌ Ķ ±ßŅŅĻ ĒÓ ±“ŅķĻŅ±“³ Ļ
ŌŅńõÕķ±“ŌĶ■ ŌĒÕ°ĒĶ§ Ķ ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ
45. ╚ńļÓŃÓÕ“±
ņÕ“ŅõĶ„Õ±ĻĶķ ’Ņõ§Ņõ, Ó “ÓĻµÕ Ņ’ÕõÕļ Õ“± ±Ņ±“ÓŌ Ķ “ÕņÓ“ĶĻÓĀ ’ŅŌÕõÕĒĶ Ā
ĻŅĒ±“¾Ļ“Ņ±ĻĶ§ Ķ±’¹“ÓĒĶķ ņÓ“ÕĶÓļŅŌ, Ō ĻŅ“Ņ¹§ Ō¹õÕļ ■“± ļÓßŅÓ“ŅĒ¹Õ,
±“ÕĒõŅŌ¹Õ Ķ ĒÓ“¾Ē¹Õ Ķ±’¹“ÓĒĶ .
46.
ŽĶŌŅõĶ“± ±Ņ±“ÓŌ Ņ’ÕõÕļ Õņ¹§ ±ŌŅķ±“Ō Ķ ŌĶõ¹ ’ŅŌŅõĶņ¹§ Ķ±’¹“ÓĒĶķ ņÕ“ÓļļŅŌ,
ĒÕņÕ“ÓļļĶ„Õ±ĻĶņ ņÓ“ÕĶÓļŅŌ, Ó “ÓĻµÕ ņÓ±Õļ Ķ ±ņÓńŅĻ,Ā Ō ĻŅ“Ņ¹§ ’ĶŌŅõ “± ÕĻŅņÕĒõ¾Õņ¹Õ ├╬čę,¹ õļ Ķ§ ’ŅŌÕõÕĒĶ , Ó
“ÓĻµÕ ’Ņ ĒÕĻŅ“Ņ¹ņ ŌĶõÓņ Ķ±’¹“ÓĒĶķ, ĒÓ ’ŅŌÕõÕĒĶÕ ĻŅ“Ņ¹§ Ņ“±¾“±“Ō¾■“ ├╬čę,¹,
õÓ■“± ÕĻŅņÕĒõÓ÷ĶĶĀ Ņ “Ņņ, „“Ņ ²“Ķ
Ķ±’¹“ÓĒĶ ĒÕŅߧŅõĶņŅ ’ŅŌŅõ “³ ’Ņ ņÕ“ŅõĶĻÓņ, Ņ’ÕõÕļ Õņ¹ņ ÓńÓßŅ“„ĶĻŅņ ĶńõÕļĶķ.
╩ŅļĶ„Õ±“ŌŅ ├╬čę,ŅŌ Ķ ņÕ“ŅõĶĻ, Ņ’ÕõÕļ Õņ¹§Ā
ÓńÓßŅ“„ĶĻŅņ, ’ĶŌŅõĶ“± Ō ĒĶµÕ±ļÕõ¾■∙Õķ “ÓßļĶ÷Õ.
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ═ÓĶņÕĒŅŌÓĒĶÕĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ├╬čęĀĀĀĀĀĀĀĀĀĀĀĀ ╠Õ“ŅõĶĻÓ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ņÓ“ÕĶÓļÓĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĻŅļ-ŌŅ.ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĻŅļ-ŌŅĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.Ā ╠Õ“Óļļ¹:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 1.Ā ╠Õ“Óļļ¹:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ’ÕõÕļ Õņ¹Õ ±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ĀĀ8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĶõ¹ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 8ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 5
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 2.
═ÕņÕ“Óļļ¹ 10 Ń¾’’:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ’ÕõÕļ Õņ¹Õ ±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 30ĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ32
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĶõ¹ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 24ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 22
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 3.
╠Ó±ļÓ Ķ ±ņÓńĻĶ:
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ Ņ’ÕõÕļ Õņ¹Õ ±ŌŅķ±“ŌÓĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 12ĀĀĀĀĀĀĀĀĀĀĀ ĀĀĀĀĀĀĀĀĀĀĀĀĀ1ĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ŌĶõ¹ Ķ±’¹“ÓĒĶķĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 16ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 14
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ
![]() ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚ “ Ņ Ń ŅĀĀĀĀĀĀĀĀĀĀĀĀĀ 98ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 76ĀĀĀ
ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ ╚ “ Ņ Ń ŅĀĀĀĀĀĀĀĀĀĀĀĀĀ 98ĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀĀ 76ĀĀĀ
![]() Ā
Ā
47. ╬’ÕõÕļ ■“±
ĒÕŅߧŅõĶņ¹Õ ŌĶõ¹ ±“ÕĒõŅŌ¹§ Ķ ĒÓ“¾Ē¹§ Ķ±’¹“ÓĒĶķ ĒÓ ŌŅńõÕķ±“ŌĶÕ ŌĒÕ°ĒĶ§ Ķ
ŌĒ¾“ÕĒĒĶ§ ¶ÓĻ“ŅŅŌ, Ó “ÓĻµÕĀĀ
Ņ’ÕõÕļ Õ“± ±ļÕõ¾■∙Ķķ Ņß·Õņ “ÓĻĶ§ Ķ±’¹“ÓĒĶķ: ÓŃÕŃÓ“ŅŌ ¢ 7,Ā ÓńļĶ„Ē¹§ ±ßŅŅ„Ē¹§ ÕõĶĒĶ÷ ¢ 14 Ķ ĒÓ“¾Ē¹§
ĶńõÕļĶķ ¢ 4 ŌĶõÓ Ķ±’¹“ÓĒĶķ.
48.
ŽŅņĶņŅĀ Ņ“ņÕ„ÕĒĒ¹§ 76 ĒÕŅߧŅõĶņ¹§
ņÕ“ŅõĶĻ Ķ±’¹“ÓĒĶķ, Ņ’ÕõÕļ Õņ¹§ ÓńÓßŅ“„ĶĻŅņ, ’ĶŌŅõ “± 17 ņÕ“ŅõĶĻ,
ÓńÓßŅ“ÓĒĒ¹§ Ō ų╩┴╠į1 Ķ Ķ±’Ņļ³ńŅŌÓŌ°Ķ§± ’Ķ ’ŅŌÕõÕĒĶĶ ±’Õ÷Ķ¶Ķ„Õ±ĻĶ§
Ķ±±ļÕõŅŌÓĒĶķĀ ’Ņ Óņ’¾ļĶńÓ÷ĶĶ, ŌĻļ■„Ó■∙ĶÕ
“ÓĻĶÕ ŌŅ’Ņ±¹, ĻÓĻ ņÕ“Ņõ¹ Ó±„Õ“Ó ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ, Ņ’ÕõÕļÕĒĶÕ ±Ņß÷ĶŅĒĒŅķ
ÕņĻŅ±“Ķ ņÓ“ÕĶÓļŅŌ ’Ņ ’ÓÓņ ╩ąę, ¾±“ÓĒŅŌļÕĒĶ ĻŅ²¶¶Ķ÷ĶÕĒ“Ó ’ÕÕ±„Õ“Ó ŌÕļĶ„ĶĒ¹
Ķ±“Õ„ÕĒĶ ╩ąę „ÕÕń ņĶĻŅõÕ¶ÕĻ“¹ Ō ±ŌÓĒ¹§ °ŌÓ§ Ķ ’Ņ õ¾ õ¾ŃĶ§ ŌŅ’Ņ±ŅŌ.
ĀĀĀĀ Ū └ ╩ ╦ ▐ ū ┼ ═ ╚ ┼
1.Ā ŽĶŌÕõÕĒĒ¹ķ ņÓ“ÕĶÓļ Ō õÓĒĒŅķ ÓßŅ“Õ Ķ Õń¾ļ³“Ó“¹Ā Ķ±±ļÕõŅŌÓĒĶķ, ’ŅŌÕõÕĒĒ¹§ Ō 60-70 ŃŅõÓ§ Ō
ų╩┴╠į1 ¢ ╩┴╗čÓļ■“╗, ’ŅĻÓńÓļ Ō¹±ŅĻ¾■ ²¶¶ÕĻ“ĶŌĒŅ±“³ ÓńÓßŅ“ÓĒĒ¹§ Ķ ÕÓļĶńŅŌÓĒĒ¹§
±Õõ±“ŌĀ õÕ“ŅĻ±ĶĻÓ÷ĶĶ Ķ Óņ’¾ļĶńÓ÷ĶĶ
ÓĻÕ“ ĒÓ ĻŅņ’ŅĒÕĒ“Ó§ └ę Ķ ═─╠├ Ķ ±õÕļÓļ “ÓĻĶÕ ÓĻÕ“¹ ĒÓĶßŅļÕÕ ²¶¶ÕĻ“ĶŌĒ¹ņĶ Ķ
ßÕńŅ’Ó±Ē¹ņĶ ’Ņ ±ÓŌĒÕĒĶ■ ± “ŌÕõŅ“Ņ’ļĶŌĒ¹ņĶ ÓĻÕ“ÓņĶ, Ó “ÓĻµÕ ± ÓĻÕ“ÓņĶ ĒÓ
’ÓÕ ĻĶ±ļŅŅõ ¢ ĻÕŅ±ĶĒ.
2.Ā ─ÓĒĒ¾■ ÓßŅ“¾, ±ŅŌņÕ±“ĒŅ ± ’ĶŌÕõÕĒĒ¹ņĶ Ō ĒÕķ ņÕ“ŅõĶĻÓņĶ
Ķ±’¹“ÓĒĶķ, ņŅµĒŅ ß¾õÕ“ Ķ±’Ņļ³ńŅŌÓ“³ ’Ķ ÓńÓßŅ“ĻÕ ĒŅŌ¹§ ÓĻÕ“, ĻŅ“Ņ¹Õ õŅļµĒ¹
ß¾õ¾“ ’Ķķ“Ķ ĒÓ ±ņÕĒ¾ ±“Ņ ∙Ķņ ĒÓ õÕµ¾±“ŌÕ, ±ŅĻ ±ļ¾µß¹ ĻŅ“Ņ¹§ ĒÕĶńßÕµĒŅ ß¾õÕ“
Ķ±„Õ’ÓĒ, ņŅµĒŅ ĒÓõÕ “³± ĒÕ ÓĒÕÕ 4-5 ļÕ“, ńÓ ĻŅ“Ņ¹Õ ņŅµĒŅ ß¾õÕ“ ¾±’Õ“³
ÓńÓßŅ“Ó“³ Ķ Ķ±’¹“Ó“³ ĒŅŌ¹Õ ÓĻÕ“¹.
╦╚ę┼ą└ęėą└
1. ŪÓŃ ńĒÕĒĶÕ ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ō čž└. Ų¾ĒÓļ ╠▌ Ķ
╠╬ ╣ 9 1974 Ń.
2. ąÓńŌĶ“ĶÕ §ĶņĶ„Õ±ĻŅķ
’Ņņ¹°ļÕĒĒŅ±“Ķ Ķ Ņ§ÓĒÓ ŅĻ¾µÓ■∙Ķķ ±Õõ¹. ┬¹’¾±Ļ .6╠.
ĀĀĀ ═╚╚ę▌š╚╠Ā 1974 Ń.
3. ▐.┬.═ŅŌĶĻŅŌĀ ŪÓŃ ńĒÕĒĶÕ ¢ ŌÓŃ µĶŌŅŃŅ. ╠. ╠Ņ±ĻŅŌ±ĻĶķ
ÓßŅ„Ķķ 1975Ń.
4.
Enviroumental Quolity 1972. The second Ahnual ReportĀ ofĀ the Countil for
Enviroumental QujlitĀĀ
ĀĀĀĀ Wash/Ā 1971
5. ┬.─. įŅĻĶĒÓ ╬§ÓĒÓ
ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ō įą├. ╠. 1974Ń.
6. ╠.└.├ŅļŅŌÓĒŅŌÓ,
═.Ž.╩ŅĒŅ’ļÕŌÓ └ĒÓļĶń Ķ ĻŅĒ“Ņļ³ ńÓŃ ńĒÕĒĶ ŅĻ¾µÓ■∙Õķ ±Õõ¹,
ĀĀĀ ŅßńŅĒÓ ĶĒ¶ŅņÓ÷Ķ . ╠. ų═╚╚ę▌╚ 1976
7.
½Simens╗ Zum Thema Amwelt 1974
8.Ā Grom F ½Sinec Silent Spring╗ , 17 ╣ 4Ā 1974
9. ╩.┬.└’ÓĒĶ„ÕŌ ŽŅßļÕņ¹
ŅĻ¾µÓ■∙Õķ ±Õõ¹ Ķ ²ĒÕŃĶ ’ĶŅõĒ¹§ Õ±¾±ŅŌ. ╠.
ĀĀĀ ┬╚═╚ę╚Ā 1974
10.
½Niys and Yopug panot╗Ā Ņ“
7.02.1977
11. ╠.└.č“¹ĻŅŌĶ„Ā ┬ńÓĶņŅõÕķ±“ŌĶÕ “Ņ’ļĶŌĒŅ-²ĒÕŃÕ“Ķ„Õ±ĻŅŃŅ
ĻŅņ’ļÕĻ±Ó ± ŅĻ¾µÓ■∙ÕķĀ
ĀĀĀĀĀ čÕõŅķ. ½ŽĶŅõÓ╗ ╣ 4 1975
12. └.└.├ŅÕļŅŌ, └.ę.žÓßÓļŅŌ
═Ó¾„ĒŅ-“Õ§ĒĶ„Õ±ĻĶķ ’ŅŃÕ±± Ķ Ņ§ÓĒÓ ’ĶŅõ¹. ╠.
1976
13.
½Nene Zurcher Zeitung╗ 3. 1973
14.
Economic Deportment Grow- Nill Pablication Company mayĀ 1983
15. ┴.╠. čņĶĒŅŌ
▌ĻŅĒŅņĶ„Õ±ĻĶÕ ’ŅßļÕņ¹Ā ńÕņļĶ. ½ė±’Õ§Ķ
§ĶņĶ„Õ±ĻĶ§ ĒÓ¾Ļ╗ “Ņņ 117,
ĀĀĀĀĀ ┬¹’.2 ╠. ½═Ó¾ĻÓ╗Ā 1975
16. ╠. ─ņĶ“ĶÕŌĀ č“Ó“Ņ±¶ÕĒ¹Õ ’ŅļÕ“¹ Ķ ŅńŅĒ. ½└ŌĶÓ÷Ķ Ķ
ĻŅ±ņŅĒÓŌ“ĶĻÓ╗ ╣ 2Ā 1977
17. ╦.╚.╩ÓŅļ³ Ķ õ.Ā ūĶ±ļÕĒĒ¹Õ ņŅõÕļĶ ŃļŅßÓļ³ĒŅŃŅ ’ÕÕĒŅ±ÓĀ ¶ÕŅĒŅŌ Ō Ó“ņŅ±¶ÕÕ Ķ
ĀĀĀĀĀĀ Ņ÷ÕĒĻÓ Ķ§ ŌļĶ ĒĶ ĒÓ ±“Ó“Ņ±¶ÕĒ¹ķ ŅńŅĒ.Ā ½╠Ó“ÕĶÓļ¹ ┬“ŅŅķ ╠ÕµŌ¾ńŅŌ±ĻŅķ
ĀĀĀĀĀĀ ĻŅĒ¶ÕÕĒ÷ĶĶ ’Ņ ŅńŅĒ¾. ╠. 1977
18. ½└ŌĶÓ÷ĶŅĒĒ¹Õ
õŌĶŃÓ“ÕļĶ╗Ā ╣ 6Ā ų╚└╠ĀĀ
1976
19 ╚ń¾„ÕĒĶÕ ²ņĶ±±ĶĶ ŌÕõĒ¹§
ŌÕ∙Õ±“Ō ± Ō¹§ļŅ’Ē¹ņĶ ŃÓńÓņĶ ÓŌĶÓõŌĶŃÓ“ÕļÕķ Ō
ĀĀĀĀĀ ĶņĶ“ĶŅŌÓĒĒ¹§ ’ŅļÕ“Ē¹§ ¾±ļŅŌĶ §. ½═ŅŌÕÕ Ō ńÓ¾ßÕµĒŅņ
ÓŌĶÓõŌĶŃÓ“ÕļÕ±“ŅÕĒĶĶ╗
ĀĀĀĀĀĀ ╣ 6ĀĀ 1976
20. ┬.┬.╬±Õ„ĻĶĒĀ ÓńļŅµÕĒĶÕ Ō ±ļÕõÕ ±ÓņŅļÕ“Ó ½╠Ó“ÕĶÓļ¹
┬“ŅŅķ ╠ÕµŌ¾ńŅŌ±ĻŅķ
ĀĀĀĀĀĀ ĻŅĒ¶ÕÕĒ÷ĶĶ ’Ņ ŅńŅĒ¾.Ā
╠. ╠├ėĀĀ 1977
21. ╦.╚.╩¾ÓĻŅŌÓĀ ┴Õ±Õõ¹ Ņ ’ĶŅõÕ, Ņß∙Õ±“ŌÕ Ķ „ÕļŅŌÕĻÕ. ╠. ½ŪĒÓĒĶÕ╗ĀĀ 1975
22.Ā Aero EngeneringĀĀ 15 (1)Ā 1956
23 ┬.╩.╩ÓÓ±Ļ, ═.═.╠ĶĻĶĒ,
▀.┴.═ŅõļÕ³ņÓĒ, ┼.č.╩¾ļÓŃÓ ╚±±ļÕõŅŌÓĒĶÕ ²Ļ±’ļ¾Ó“Ó÷ĶĶ ÓĻÕ“
ĀĀĀĀĀ ĒŅ±Ķ“ÕļÕķ ĒÓ ńÓŃ ńĒÕĒĶÕ ŅĻ¾µÓ■∙Õķ ±Õõ¹, ÓńÓßŅ“ĻÓ Ņß∙Ķ§
’ĶĒ÷Ķ’ŅŌ
ĀĀĀĀĀĀ õÕ“ŅĻ±ĶĻÓ÷ĶĶ. ę╬ ╣ 580 -77-837Ā ų╩┴╠į1ĀĀĀ 1977
24. ╚±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±Ó
ÓńļÕ“ÓĀ ╩ąę ’Ķ ¾õÓÕ Óņ’¾ļ ĒÓ ńÕņļ■ Ķ
Ķ§ ŃŅÕĒĶ
ĀĀĀĀĀĀ ╬“„Õ“ ╣ 580 ¢ 75 - 352Ā
ų╩┴╠į1Ā 1975
25. ┬.┬. ╦¾ĒĶĒ, ┼.č.╩¾ļÓŃÓ Ķ
õ. č’Ņ±Ņß ĻÓ“ÓļĶ“Ķ„Õ±ĻŅŃŅ ÓńļŅµÕĒĶ ŃÕ’“ĶļÓ ĒÓĀĀ
ĀĀĀĀĀĀ ĒÕ“ŅĻ±Ķ„Ē¹Õ ’Ņõ¾Ļ“¹. └Ō“. ±ŌĶõÕ“Õļ³±“ŌŅ ĒÓ ĶńŅßÕ“ÕĒĶÕ ╣
115566Ā 1976
26. ┬.┬.╦¾ĒĶĒ,
┼.č.╩¾ļÓŃÓĀ ╩Ó“ÓļĶńÓ“Ņ ÓńļŅµÕĒĶ
ŃÕ’“ĶļÓ ĒÓ ĒÕ“ŅĻ±Ķ„Ē¹Õ ’Ņõ¾Ļ“¹ . └Ō“.
ĀĀĀĀĀĀ ±ŌĶõÕ“Õļ³±“ŌŅ ĒÓ ĶńŅßÕ“ÕĒĶÕĀ ╣ 123883Ā 1978
27. ┼.č. ╩¾ļÓŃÓĀ ╬“ ±ÓņŅļÕ“ŅŌ Ļ ÓĻÕ“Óņ Ķ ĻŅ±ņĶ„Õ±ĻĶņ
ĻŅÓßļ ņ ╚ńõÓ“. ½┬Ņńõ¾°Ē¹ķĀ
ĀĀĀĀĀ “ÓĒ±’Ņ“ .╗Ā 2001
28. ┼.č.╩¾ļÓŃÓĀ ąÓńŅ¾µÓ“³± ĒÕŅߧŅõĶņŅ, ĒŅ ± ¾ņŅņ.
½ŽÓŌõÓ╗Ā 30.12.1992
29. ┼.č.╩¾ļÓŃÓĀ ╩Ķ“ĶĻÓ ±“ÓļÓ “ŅŌÓŅņĀ ½ŽÓŌõÓ╗Ā
15.06.1996
30. ├.╠. ┴Ó°“ÓĀ čÓņŅļÕ“Ē¹Õ ŃĶõÓŌļĶ„Õ±ĻĶÕ ’ĶŌŅõ¹ Ķ
ÓŃÕŃÓ“¹. ╠. 1951
Ā31. ┬.č.╠ŅŅńŅŌĀ
╚±±ļÕõŅŌÓĒĶÕ ŌŅ’Ņ±ŅŌ ĻŅĒ“Ņļ ŃÕņÕ“Ķ„ĒŅ±“Ķ õŌĶŃÓ“ÕļÕķ ņŅ±ĻĶ§
ĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“.Ā
╩ÓĒõĶõÓ“±ĻÓ õĶ±±Õ“Ó÷Ķ Ā 1968
32. ┼.č.╩¾ļÓŃÓ, ┴.═.čĶŅŌ,
▐.į.čŅļŅõŅŌĒĶĻŅŌĀĀ ╬’ÕõÕļÕĒĶÕ
ĒÕŅߧŅõĶņŅķ ±“Õ’ÕĒĶ
ĀĀĀĀĀ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶ
8╩84Ā ╬“„Õ“ ╣ 580 ¢ ę╬-167ĀĀ ų╩┴╠į1ĀĀ
1965
33. ┬.┬.╩■„ÕĒĻŅ,
┼.č.╩¾ļÓŃÓĀĀĀ ├Ó¶ĶĻĶ ±ÕõĒĶ§ ±ÕńŅĒĒ¹§
“Õņ’ÕÓ“¾ Ķ ŌļÓµĒŅ±“Ķ ŌŅńõ¾§Ó
ĀĀĀĀĀ Ķ ’Ņ„Ō¹ Ō ÓńļĶ„Ē¹§ ÓķŅĒÓ§ čččąĀĀ └ļ³ßŅņ ╣ 580 -64 ¢ 41ĀĀ
1964
34. ▐.č.šÓ’ŅŌĶ÷ĻĶķ, ┬.├.Ž¾ńÓ„Ā ąÓńÓßŅ“ĻÓ ÕĻŅņÕĒõÓ÷Ķķ ’Ņ ņÕ“ŅõÓņ Ó±„Õ“Ó Ķ
ĀĀĀĀĀĀ ŅßÕ±’Õ„ÕĒĶ ńÓõÓĒĒŅŃŅ “Õņ’ÕÓ“¾ĒŅ ¢ ŌļÓµĒŅ±“ĒŅŃŅĀ ÕµĶņÓ °Ó§“Ē¹§ ±ŅŅ¾µÕĒĶķĀ
ĀĀĀĀĀĀ ╬“„Õ“Ā ╣ 32375ĀĀ ų╩┴╠į2
35. ½═Ó±“ÓŌļÕĒĶÕ
ŃĶõŅņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶņ ±“ÓĒ÷Ķ ņĀ Ķ
’Ņ±“Óņ╗ ┬¹’.3 „.1958;
36.Ā ½╚ńņÕĒÕĒĶ Ķ õŅ’ŅļĒÕĒĶ Ļ ĒÓ±“ÓŌļÕĒĶ■
ŃĶõŅņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶņĀ ±“ÓĒ÷Ķ ņ Ķ
’Ņ±“Óņ╗
ĀĀĀĀĀĀĀ ┬¹’¾±Ļ 3 „. Ž 1965
37.ĀĀ ½─Ņ’ŅļĒÕĒĶÕ Ļ ĒÓ±“ÓŌļÕĒĶ■
ŃĶõŅņÕ“ÕŅŅļŅŃĶ„Õ±ĻĶņ ±“ÓĒ÷Ķ ņ Ķ ’Ņ±“Óņ ┬¹’.2.„1 1962
38. ▌.ą.▌ĻĻÕ“,
ą.╠.─ÕķĻĀ ęÕŅĶ “Õ’ļŅ Ķ
ņÓ±±ŅŅßņÕĒÓĀ ├Ņ±²ĒÕŃŅĶńõÓ“ 1961
39.Ā ═.─.└ŌĻ±ÕĒ“³ÕŌ ╚.╠. ┬Ņ±“ĶĻŅŌ ęÕņ’ÕÓ“¾Ē¹Õ
ÕµĶņ¹ “Ņ’ļĶŌÓ ŅßŅ¾õŅŌÓĒĶ Ķ Ń¾ńŅŌ
ĀĀĀĀĀĀ ąč -13 ū.1 ų╩┴╠į1Ā
1964
40. ═.═.╩Ķ„ĶĒĀ čĶ±“ÕņÓ, ¾±“Ņķ±“ŌÓ Ķ ²ļÕņÕĒ“¹
’ĒÕŌņŅŃĶõŅÓŌ“ŅņÓ“ĶĻĶ ╚ńõ └═ čččą.
ĀĀĀĀĀ ╠. 1959
41. ╚±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ
Ķ±“Õ„ÕĒĶ Ā Ķń ņĶĻŅŅ“ŌÕ±“Ķķ ±’ļÓŌÓ └╠Ń6
╬“„Õ“ ╣ 38-18166
ĀĀĀĀĀ Ń. ╠ĶÓ±±Ā 1966
42. └.└.įÕõŅŅŌ, ┴.ę.
┬ÓļĶÕŌ, └.Ž.čŅßŅļÕŌĀĀ ╠Õ“Ņõ ĶńŃŅ“ŅŌļÕĒĶ
Ķ±Ļ¾±±“ŌÕĒĒ¹§ ņĶĻŅ“Õ„Õķ.
ĀĀĀĀĀ ╠Ó“ÕĶÓļ¹ ž-ķ ═ę╩Ā
1971
43. ┼.č.╩¾ļÓŃÓ, ╠.┼.čÕļĶĒ
ė±“Ņķ±“ŌŅ õļ ĶņĶ“Ó÷ĶĶ “Õ„Õķ Ō ±ŌÓĒ¹§ °ŌÓ§. └Ō“. ±ŌĶõÕ“. ĒÓĀ
ĀĀĀĀĀĀ ĶńŅßÕ“ÕĒĶÕ ╣ 38791ĀĀ
ų╩┴╠į1Ā 1967
45. ┼.č.╩¾ļÓŃÓĀĀ ąÓńÓßŅ“ĻÓ ĒÓ¾„Ē¹§ Ņ±ĒŅŌ ŅßÕ±’Õ„ÕĒĶ
õŅļŃŅŌÕ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ
ĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“ ĒÓ µĶõĻĶ§ “Ņ’ļĶŌÓ§. ─ŅĻ“Ņ±ĻÓ
õĶ±±Õ“Ó÷Ķ .
46. ╚±±ļÕõŅŌÓĒĶÕ ’ŅĒĶ÷ÓÕņŅ±“Ķ
└ę Ķ ═─╠├ Ō µĶõĻŅķ Ķ ’ÓŅŌŅķ ¶ÓńÓ§ „ÕÕń ņÓļ¹Õ
ĀĀĀĀĀ ĒÕ’ļŅ“ĒŅ±“ĶĀ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ.Ā ╬“„Õ“ ╣ 580 ¢ 8╩84
-183Ā ų╩┴╠į1Ā 1966
47. ┴.├.┬ÓļĶÕŌ, ╚.Ž.ū¾Ń¾ĒŅŌ,
╠.├.╚ŌÓĒŅŌĀ ╚±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ
Ķ±“Õ„ÕĒĶ └ę „ÕÕń
ĀĀĀĀĀĀ ņĶĻŅŅ“ŌÕ±“Ķ Ā Ō
ņÕ“ÓļļÓ§. ╬’ÕõÕļÕĒĶÕ ĻĶ“Ķ„Õ±ĻĶ§ ’ÓÓņÕ“ŅŌ ņĶĻŅŅ“ŌÕ±“Ķķ.
ĀĀĀĀĀĀ čßŅĒĶĻ ų═╚╚╠└ž ½ŽŅĒĶ÷ÓÕņŅ±“³╗ , ├╬═ę╚ ╣ 1Ā 1969
48. ┴.├.┬ÓļĶÕŌ, ┬.č.╠ŅŅńŅŌ
Ķ õ.Ā ╬±ŅßÕĒĒŅ±“Ķ ’Ņ÷Õ±±Ó Ķ±“Õ„ÕĒĶ └ę
Ķ ═─╠├ „ÕÕń
ņĶĻŅĻÓĒÓļ¹ Ō ņÕ“ÓļļĶ„Õ±ĻĶ§
ÓńõÕļĶ“Õļ §.Ā čßŅĒĶĻ ½ŽŅĒĶ÷ÓÕņŅ±“³╗
ų═╚╚╠└ž,
ĀĀĀĀĀĀ ├╬═ę╚,ĀĀ 1964
49. ąÕń¾ļ³“Ó“¹ Ņß±ļÕõŅŌÓĒĶ
’Ķ„ĶĒ ĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ĶńõÕļĶ 8╩84.Ā
╬“„Õ“ ╣ ═.07-10
ĀĀĀĀĀĀ ų╩┴╠į1ĀĀ 1969
50. ┬.╚.čÓņ±ŅĒŅŌ, ╠.┼.čÕļĶĒ.
┼.č.╩¾ļÓŃÓ Ķ õ. ╬ßŅ±ĒŅŌÓĒĶÕ Ķ ņÕ“Ņõ¹ Ó±„Õ“Ó õŅ’¾±“ĶņŅķ
ĀĀĀĀĀĀ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ĶńõÕļĶķ.Ā ą╩ ¢“Õ§Ē. čÕĶ ėž. ┬¹’.4Ā ├╬═ę╚ ╣ 1ĀĀĀĀĀ
ĀĀĀĀĀĀ 1973
51.Ā └.╚.╦Õ±Ņ§ĶĒ, ┬.╚.čÓņ±ŅĒŅŌ Ķ õ. ╚±±ļÕõŅŌÓĒĶÕ
Ķ±“Õ„ÕĒĶ ═─╠├ „ÕÕń ņĶĻŅõÕ¶ÕĻ“¹
ĀĀĀĀĀĀ ±ŌÓĒ¹§ ±ŅÕõĶĒÕĒĶķ ±’ļÓŌÓ └╠Ń6.Ā čßŅĒĶĻ ½ŽŅĒĶ÷ÓÕņŅ±“³╗ ų═╚╚╠└ž,Ā
ĀĀĀĀĀĀĀ ├╬═ę╚ ╣ 1 1969
52.Ā └.╚.╦Õ±Ņ§ĶĒ, ╠.┼.čÕļĶĒ Ķ õ. ╚±“Õ„ÕĒĶÕ
ŅĻĶ±ļĶ“Õļ └ę „ÕÕń ņĶĻŅõÕ¶ÕĻ“¹ ±ŌÓĒ¹§
ĀĀĀĀĀĀĀ ±ŅÕõĶĒÕĒĶķ ±’ļÓŌÓ └ņŃ6. ▌Ļ±’ÕĶņÕĒ“Óļ³ĒŅÕ Ņ’ÕõÕļÕĒĶÕ
ĻŅ²¶¶Ķ÷ĶÕĒ“Ó
ĀĀĀĀĀĀĀ ’Ņ’Ņ÷ĶŅĒÓļ³ĒŅ±“Ķ ņÕµõ¾ ĒÕŃÕņÕ“Ķ„ĒŅ±“³■ Ķ ’ŅĒĶ÷ÓÕņŅ±“³■
└ę.Ā čßŅĒĶĻ
ĀĀĀĀĀĀĀ ½ŽŅĒĶ÷ÓÕņŅ±“³╗Ā
ų═╚╚╠└žĀ ├╬═ę╚Ā ╣ 1Ā
1969
53.Ā └. ╩Ó¾¶ņÓĒ. č. ╩ŅĒ±“ÓĒńÓ ╬±¾°ÕĒĶÕ °Ó§“ ÓĻÕ“
½ęĶ“ÓĒ-Ž╗ õļ ’ÕõŅ“ŌÓ∙ÕĒĶ ¾“Õ„ÕĻ.
ĀĀĀĀĀĀĀ ŽÕÕŌŅõ Ķń Neating Piking AirĀ Conditioning ╣ 9 ą
107ĀĀ 1965
54.Ā C Pateno etĀ
al. CR -46-145 ½ Improved Jeak Detectijn╗Ā Final ReportĀ Martin
Compani, june 16
ĀĀĀĀĀĀĀ 1964
55.Ā ╠.┼.čļĶĒ, └.╚.╦Õ±Ņ§ĶĒ Ķ õ.Ā ęÕŅÕ“Ķ„Õ±ĻĶķ ĻŅ²¶¶Ķ÷ĶÕĒ“
’Ņ’Ņ÷ĶŅĒÓļ³ĒŅ±“ĶĀ ņÕµõ¾
ĀĀĀĀĀĀĀ ŌÕļĶ„ĶĒÓņĶ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ Ķ ’ŅĒĶ÷ÓÕņŅ±“Ķ └ę Ķ ═─╠├. čß.
½ŽŅĒĶ÷ÓÕņŅ±“³╗Ā
ĀĀĀĀĀĀĀ ų═╚╚╠└ž,Ā ├╬═ę╚ ╣
1ĀĀ 1969
56.Ā ┼.č.╩¾ļÓŃÓĀ
╬÷ÕĒĻÓ ĒÕŅߧŅõĶņŅķ ±“Õ’ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§ “ÓĻ“ŅŌ ÓĻÕ“ ĒÓ
ĀĀĀĀĀĀ µĶõĻŅņ “Ņ’ļĶŌÕ. čß. ½ŽŅĒĶ÷ÓÕņŅ±“³╗Ā ų═╚╚╠└ž,Ā
├╬═ę╚Ā ╣ 1Ā 1969
57. ├.├. ╩¾ńĒÕ÷ŅŌ, ╠.┼.čÕļĶĒ
Ķ õ. ╬ßŅ±ĒŅŌÓĒĶÕ Ķ Ó±„Õ“ ĒŅņ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“.Ā
čß. “¾õŅŌ ž ═ę╩. ╩ĒĶŃÓ 2Ā Ń.
╠ĶÓ±±ĀĀ 1971
58. ┼.č.╩¾ļÓŃÓ,
╚.╦.ąŅńÕĒ¶Õļ³õ, ├.▀.ŽŅļ“ŅÓĒĶĒĀ
č“ŅķĻŅ±“³ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ
ĀĀĀĀĀĀ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĒÓ“¾Ē¹§ ÓŃÕŃÓ“ŅŌ ĶńõÕļĶ Ō ŌŅńõ¾°ĒŅķ
±ÕõÕ, ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ
ĀĀĀĀĀĀ ĻŅņ’ŅĒÕĒ“ŅŌ ÓĻÕ“Ē¹§ “Ņ’ļĶŌ. čß.╗ŽŅĒĶ÷ÓÕņŅ±“³╗
ų═╚╚╠└ž,Ā ├╬═ę╚Ā ╣ 1ĀĀ
1969
59. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, ╦.└.╩Ķ°ĒÕŌĀ ╩ ŌŅ’Ņ±¾ Ņß
Ķ±’¹“ÓĒĶ § ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§
ĀĀĀĀĀ ņÓ“ÕĶÓļŅŌ Ķ ĒÓ“¾Ē¹§ ÓŃÕŃÓ“ŅŌ Ō Ó“ņŅ±¶ÕÕ, ńÓŃÓńŅŌÓĒĒŅķ
’ÓÓņĶ ╩ąę.Ā čß.
ĀĀĀĀĀ ½ŽŅĒĶ÷ÓÕņŅ±“³╗ĀĀ
ų═╚╚╠└ž, Ā├╬═ę╚Ā ╣ 1ĀĀ
1969
60. č“ŅķĻŅ±“³ ņÓ“ÕĶÓļŅŌ Ō
Ó“ņŅ±¶ÕÕ, ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ ĻŅņ’ŅĒÕĒ“ŅŌ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ.Ā
ĀĀĀĀĀĀ č’ÓŌŅ„ĒĶĻ ų═╚╚╠└ž Ō 3-§ “ŅņÓ§ĀĀ 6029/30/31Ā 1969
61. ┬.└.ąŅŃŅµĶĒ,
╠.┼.čÕļĶĒĀ ╚±±ļÕõŅŌÓĒĶÕ ±Ņß÷ĶĶ ’ÓŅŌ └ę
Ķ ═─╠├ Ņ±ĒŅŌĒ¹ņĶ
ĀĀĀĀĀĀ ļÓĻŅĻÓ±Ņ„Ē¹ņĶ ’ŅĻ¹“Ķ ņĶ ÓĻÕ“.Ā čß. ½ŽŅĒĶ÷ÓÕņŅ±“³╗ ų═╚╚╠└ž,Ā
├╬═ę╚ ╣ 1ĀĀĀĀ
ĀĀĀĀĀĀ 1969
62. ŽŅŌ¹°ÕĒĒ¹Õ “Õ§ĒĶ„Õ±ĻĶÕ
“ÕßŅŌÓĒĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶ ½84╗. ╣ 580-67-214
ĀĀĀĀĀĀ ų╩┴╠į1ĀĀ 1967
63. ┬.├.┬ÓļĶÕŌ, ╠.├.╚ŌÓĒŅŌ Ķ
õ.Ā ╬±ĒŅŌĒ¹Õ ’ĶĒ÷Ķ’¹ ŅßÕ±’Õ„ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“ õļ ┬╠į. čß. “¾õŅŌ ž ═ę╩ ĻĒ. 2Ā Ń.╠ĶÓ±ĀĀ
1971
64. ╚ńõÕļĶ
Óņ’¾ļĶńĶŅŌÓĒĒ¹Õ. ŽÕõÕļ³ĒŅ õŅ’¾±“Ķņ¹Õ ĻŅĒ÷ÕĒ“Ó÷ĶĶ Ķ ņÕ“Ņõ¹ Ó±„Õ“Ó
ĀĀĀĀĀ õŅ’¾±“ĶņŅķ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ.Ā
╬čę 92 -1526-72ĀĀĀ ų═╚╚╠┬ĀĀ 1972
65.
John E. Branihan/ Long ¢ Term Storage of Liguid RocketĀ ½BAY Preprints╗, s.a. ╣700800
66. ┴.├.┬ÓļĶÕŌ ╬ ’Ķ„ĶĒÓ§
ŌŅńĒĶĻĒŅŌÕĒĶ ņĶĻŅĒÕŃÕņÕ“Ķ„ĒŅ±“Õķ ’Ņ Ņ±ĒŅŌĒŅņ¾ ņÕ“Óļļ¾ Ķ
ĀĀĀĀĀ ±ŌÓĒ¹ņ ±ŅÕõĶĒÕĒĶ ņ.Ā
čß ½ŽŅĒĶ÷ÓÕņŅ±“Ķ╗Ā ų═╚╚╠└žĀ ├╬═ę╚Ā
╣ 1Ā 19667.
67. ┼.č.╩¾ļÓŃÓ ė±ĶļÕĒĶÕ
¾ŃļÕ’ļÓ±“ĶĻŅņ “Õ“Õ ±“¾’ÕĒĶ ą═ ½ŽŅ“ŅĒ╗ Ķ ’ŅĒĶ÷ÓÕņŅ±“³
ĀĀĀĀĀ ¾ŃļÕ’ļÓ±“ĶĻÓ. ę¾õ¹ ╩┴ ½čÓļ■“╗Ā ┬¹’¾±Ļ 1,Ā 2006
68.Ā └ĒÓļĶń ’Ķ„ĶĒ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ “Ņ’ļĶŌĒ¹§
“ÓĻ“ŅŌ ĶńõÕļĶ 8╩84 Ķ ÓńÓßŅ“ĻÓ
ĀĀĀĀĀĀĀ ņÕŅ’Ķ “Ķķ ’Ņ ’ŅŌ¹°ÕĒĶ■ ĒÓõÕµĒŅ±“Ķ ŅßÕ±’Õ„ÕĒĶÕ Ķ§ ŃÕņÕ“Ķ„ĒŅ±“Ķ.
ĀĀĀĀĀĀĀ ╬“„Õ“ ╠┬╩Ā 1971
69.
═.└.┴ÓÕ±ĻŅŌ,╚.╩.ė±’ÕĒ±ĻÓ ┬ļĶ ĒĶÕ ¶ÓńŅŌŅŃŅ ±Ņ±“ÓŌÓ ±“ÓļĶ ĒÓ ŅßÓńŅŌÓĒĶÕ “Õ∙ĶĒ
’Ķ
ĀĀĀĀĀĀ ’ÓķĻÕ.Ā ŽąęĀ ╣9Ā
╠╬ŽĀ 1965
70. ┴.╚.╠ÕõŅŌÓ. čŌÓĻÓ
ĒÕµÓŌÕ■∙Ķ§ Ó¾±“ÕĒĶ“Ē¹§Ā ±“ÓļÕķ.Ā ╚ńõ. 2-Õ ╠. 1965
71. ─.└.ŽŅļ¾§ĶĒ, ═.═.╠ĶĻĶĒ,╠.═.╩¾ń■ĻĶĒĀ ąÓ±„Õ“ ’ĒÕŌņŅŃĶõÓŌļĶ„Õ±ĻĶ§ ±Ķ±“Õņ. ąč-10
ĀĀĀĀĀ ų╩┴╠į1Ā 1965
72. ╬ßÕ±’Õ„ÕĒĶÕ „Ķ±“Ņ“¹
ŌĒ¾“ÕĒĒĶ§ ’ŅŌÕ§ĒŅ±“Õķ ßÓĻŅŌ Ķ ’ĒÕŌņŅŃĶõŅ±Ķ±“Õņ. ─ęŽ
ĀĀĀĀĀ ═╚╚ę╠Ā 1966
73. └.└.┴Ó“ĻŅŌ, ┬.╚.├ŅŅŌÕ÷
Ķ õ. ╚±±ļÕõŅŌÓĒĶÕ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒ¹§ ±ŌŅķ±“Ō Ķ ÓńÓßŅ“ĻÓ
ĀĀĀĀĀĀ ±’Ņ±ŅßŅŌ Ķ ±Õõ±“Ō §ÓĒÕĒĶ , “ÓĒ±’Ņ“ĶŅŌÓĒĶ , ’ĶÕņÓ Ķ
Ō¹õÓ„Ķ ŅĻĶ±ļĶ“ÕļÕķ “Ķ’Ó
ĀĀĀĀĀĀĀ └╩ Ķ └ę.. ╬“„Õ“ ═╚╚-25 ╠╬ ╣ 17951Ā 1965
74. └.└.┴Ó“ĻŅŌĀ ╚±±ļÕõŅŌÓĒĶÕ ²Ļ±’ļ¾Ó“Ó÷ĶŅĒĒ¹§ ±ŌŅķ±“Ō
ŅĻĶ±ļĶ“ÕļÕķ ĒÓ Ņ±ĒŅŌÕ ÓńŅ“ĒŅķ
ĀĀĀĀĀ ĻĶ±ļŅ“¹ Ķ „Õ“¹Õ§ŅĻĶ±Ķ ÓńŅ“Ó.Ā ─ŅĻ“Ņ±ĻÓ õĶ±±Õ“Ó÷Ķ Ā
1970
75. č.č.╠ÓĻŅŌ,
├.└.└Ē“Ķ’ÕĒĻŅ, ┼.└.čĶŌŅļŅõ±ĻĶķ Ķ õ.Ā
ąÓńÓßŅ“ĻÓ ¾±ļŅŌĶķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĀĀĀĀĀ ŅĻĶ±ļĶ“ÕļÕķ “Ķ’Ó └╩ Ķ └ę, ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ĶńõÕļĶ ņ ÓĻÕ“ĒŅķ
“Õ§ĒĶĻĶ.Ā ╬“„Õ“ ╣ 19412
ĀĀĀĀĀ ├╚ŽšĀĀ 1964
76. ┼.└.čĶŌŅļŅõĻ±ĻĶ,
▐.Ž.žļ¹ĻŅŌ Ķ õ. ╚±±ļÕõŅŌÓĒĶÕ ±ĻļŅĒĒŅ±“Ķ Ļ ĻŅÓŃ¾ļ ÷ĶĶ “ŌÕõ¹§
ĀĀĀĀĀ „Ó±“Ķ÷ ņÕ§ÓĒĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ ═─╠├ Ō ¾±ļŅŌĶ § õļĶ“Õļ³ĒŅŃŅ
§ÓĒÕĒĶ . ę¾õ¹ ├╚Žš
ĀĀĀĀĀ ╣ 21ĀĀ 1972
77. ├.╦.└Ē“Ķ’ÕĒĻŅ,
┬.č.ąÕßŅŌ ┬ÕŅ “ĒŅ±“³ ŅßÓńŅŌÓĒĶ ’Ņ„Ē¹§ ÓŃÕŃÓ“ŅŌ ņÕ§ÓĒĶ„Õ±ĻĶ§
ĀĀĀĀĀĀ ’ĶņÕ±Õķ ŌĀ
ŅĻĶ±ļĶ“ÕļÕ └ę.Ā ę¾õ¹ ├╚ŽšĀ ╣29ĀĀ
1974
78. ┬.═.čĶĒĶ÷¹Ē,
Ž.└.ąÕßĶĒõÕ Ķ õ.Ā ╬’ÕõÕļÕĒĶÕ
±ĻļŅĒĒŅ±“Ķ Ļ ĻŅÓŃ¾ļ ÷ĶĶ “ŌÕõ¹§ „Ó±“Ķ÷Ā
ĀĀĀĀĀĀ Ķ§ ÓŃÕŃÓ“ĶŅŌÓĒĶ■ Ķ ’Ņ„ĒŅ±“Ķ ÓŃÕŃÓ“ŅŌ Ō ĻŅņ’ŅĒÕĒ“Ó§
ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ └ę Ķ ═─╠├
ĀĀĀĀĀĀ Ō ¾±ļŅŌĶ § õļĶ“Õļ³ĒŅŃŅ §ÓĒÕĒĶ . ╬“„Õ“ ╚įš └═ čččą ╣
14690Ā 1968
79. ┼.└.čĶŌŅļŅõ±ĻĶķ,
▐.Ž.žļ¹ĻŅŌ Ķ õ. ╚±±ļÕõŅŌÓĒĶÕ ’ŅŌÕõÕĒĶÕ ņÕ§’ĶņÕ±Õķ Ō ═─╠├.Ā
ĀĀĀĀĀ ╬“„Õ“ ╣ 14407Ā
├ŽšĀ 1967
80. č.į.┴¾ļ¹°ÕŌ, ╩.╩.ŽŅ’ŅĻ Ķ
õ. ╚±±ļÕõŅŌÓĒĶÕ ńÓŃ ńĒÕĒĶ ═─╠├ Ķ ¶Ķļ³“¾■∙ĶÕ
ĀĀĀĀĀ ņÓ“ÕĶÓļ¹ õļ ÕŃŅ Ņ„Ķ±“ĻĶ.Ā
╬“„Õ“ ╣ 17742ĀĀ ├Ž╚š, ═╚╚ ¢ 25
╠╬ĀĀ 1964
81. └.ąÕķ§ņÓĒ, ╬.╠Õ’Ļ¾ļŅŌ Ķ
õ.Ā ąÕń¾ļ³“Ó“¹ õĶ±’Õ±ĒŅŃŅ ÓĒÓļĶńÓ
’Ņõ¾Ļ“ŅŌ õļ ŅŃĒÕŌ¹§
ĀĀĀĀĀ Ķ±’¹“ÓĒĶķ õŌĶŃÓ“ÕļÕķ 15─1 15─2Ā ĒÓ ±“ÕĒõÓ§ ╩┴š└.Ā ╬“„Õ“ ╣
22786ĀĀ ├╚Žš, ╩┴š└Ā 1966
82. č.č.╠ÓĻŅŌ, ╚.č.╚ļ³ĶĒ Ķ
õ.Ā ╠Ó“ÕĶÓļ¹ ’Ņ Õń¾ļ³“Ó“Óņ
ĻŅŅńĶŅĒĒ¹§ ±“ÕĒõŅŌ¹§
ĀĀĀĀĀ Ķ±’¹“ÓĒĶķ ĶńõÕļĶ ę8č816 ¢ 01.ĀĀ ╬“„Õ“ ╣ 20518Ā ├╚ŽšĀĀ 1966
83. ╬’ÕõÕŅļÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ
Ķ õĶ±’Õ±ĒŅŃŅ ±Ņ±“ÓŌÓ ņÕ§’ĶņÕ±Õķ Ō ĻŅņ’ŅĒÕĒ“Ó§ └ę Ķ
ĀĀĀĀĀĀ ═─╠├, ńÓŃ ńĒÕĒĒ¹§ õŅ ŌÕ§ĒÕŃŅ ’ÕõÕļÓ ╠ąęėĀ Ķ Ō¹õÓŌÓÕņ¹§ „ÕÕń 70 ņĶĻŅĒĒ¹ķ
ĀĀĀĀĀĀ ¶Ķļ³“Ā ’Ņ °“Ó“ĒŅķ
±§ÕņÕ ńÓ’ÓŌĻĶ. ╬“„Õ“ ╣ 29911 ├╚Žš, ═╚╚š╚╠╠└ž, ═╚╚ -4 ╠╬ĀĀĀ
ĀĀĀĀĀĀ 1968
84. ┼.č.╩¾ļÓŃÓ,
▀.┴.═ŅõÕļ³ņÓĒ, ├.▀.ŽŅļ“ŅÓĒĶ Ķ õ.Ā
č“ÕĒõŅŌ¹Õ Ķ±’¹“ÓĒĶ
ĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒŅŃŅ ĶńõÕļĶ ę8╩84 -02 ± ’Ņõ¾Ļ“Ņņ └ę. ╬“„Õ“ ╣
26581Ā ├╚Žš, ų╩┴╠į1Ā
ĀĀĀĀĀĀ 1967
85. ╬ ±Ņ±“Ņ ĒĶĶ ĻŅņ’ŅĒÕĒ“ŅŌ
“Ņ’ļĶŌÓ Ō ĶńõÕļĶĶ 8╩84 ╣ ═22901 ¢ 03 ’Ņ±ļÕ ĒÓ§ŅµõÕĒĶ Ķ§ Ō
ĀĀĀĀĀ ßÓĻÓ§ Ō “Õ„ÕĒĶÕ 3-§ ļÕ“. ╬“„Õ“Ā ų╩┴╠į1Ā Ķ Ō/ 11284ĀĀ 1969
86. ╠ÕµŌÕõŅņ±“ŌÕĒĒŅÕ Õ°ÕĒĶÕ
’Ņ ŌŅ’Ņ±¾ Ķń¾„ÕĒĶ ’ŅŌÕõÕĒĶ ņÕ§’ĶņÕ±ÕķĀ
“Ņ’ļĶŌÓ └“ ĶĀ
ĀĀĀĀĀ ═─╠├ ╣ 22046ĀĀĀ
├╚ŽšĀ 1966
87. ┼.č.╩¾ļÓŃÓ,
▀.┴.═ŅõÕļ³ņÓĒ, ├.▀.ŽŅļ“ŅÓĒĶĒ └.└.┬Ņ±ĻÓĒ³ Ē÷ Ķ õ.Ā ╬’ÕõÕļÕĒĶÕ ±Ņ±“ÓŌÓ
ĀĀĀĀĀ ĻŅĒõÕĒ±Ó“Ó ’Ņ±ļÕ ’ÕĶŅõĶ„Õ±ĻŅŃŅ ĒÓõõ¾ŌÓ Ķ ±ßŅ±Ó õÓŌļÕĒĶ Ķ
Ō¹’ÓĶŌÓĒĶ µĶõĻŅķ ¶Óń¹
ĀĀĀĀĀ ÓņĶļÓ. ╬“„Õ“ ╣ 625-ę╬134ĀĀ
ų╩┴╠į1ĀĀ 1969
88. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, ╦.╚.ę¹„ĶĒĶĒÓĀ
╬’ÕõÕļÕĒĶÕ ĶńņÕĒÕĒĶ ĻŅļĶ„Õ±“ŌÓ
ĀĀĀĀĀĀ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō ŅĻĶ±ļĶ“ÕļÕ └ę ’Ķ Ķ±’ÓÕĒĶĶ.Ā čß. “¾õŅŌ ž ═ę╩ Ń. ╠ĶÓ±±Ā
ĀĀĀĀĀ 1975
89. ┼.č.╩¾ļÓŃÓ, ├.▀.ŽŅļ“ŅÓĒĶĒĀ ╚±±ļÕõŅŌÓĒĶÕ ĶńņÕĒÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
’ĶņÕ±ÕķĀ Ō
ĀĀĀĀĀĀ ŅĻĶ±ļĶ“ÕļÕ └ęĀ Ķ ÕŃŅ
ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ ’Ķ ¾õÓļÕĒĶĶ ŃÓńŅŌŅķ ¶Óń¹ ņÕ“ŅõŅņ
ĀĀĀĀĀĀ ĒÓõõ¾ŌÓ Ķ ±ßŅ±Ó õÓŌļÕĒĶ . ╬“„Õ“ ╣ 580 ¢ 70-415ĀĀ ų╩┴╠į1Ā
1970
90. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ Ķ õ.ĀĀ ╚±±ļÕõŅŌÓĒĶÕ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ’ĶņÕ±Õķ Ō └ę Ķ ÕŃŅĀ
ĀĀĀĀĀ ĻŅŅńĶŅĒĒŅķ ÓĻ“ĶŌĒŅ±“Ķ ’Ķ ¾õÓļÕĒĶĶ ŃÓńŅŌŅķ ¶Óń¹ čß. ±ÕĶ
ėž, Ō¹’¾±Ļ 3,ĀĀ 1972
91. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ Ķ õ.Ā ½╠Õ“Ņõ
ĒÕķ“ÓļĶńÓ÷ĶĶ╗ └Ō“ ±ŌĶõ. ĒÓ ĶńŅßÕ“ÕĒĶÕ
ĀĀĀĀĀ ╣ 58627ĀĀ 1971
92. ▐.┬. ─³ „ÕĒĻŅ,
╦.╚.╠Óõ¾õŅŌ, ▐.├.č¾±ļŅŌĀ ╬’¹“ĒŅÕ
§ÓĒÕĒĶÕ ĶńõÕļĶķ ± ĒÕ±ļĶŌÓÕņ¹ņĶĀĀ
ĀĀĀĀĀ Ņ±“Ó“ĻÓņĶ. ╬“„Õ“ ╣ 95-ę╬-232ĀĀ ų┴╠į1ĀĀ 1971
93. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, └.└.┬Ņ±ĻÓĒ³ Ē÷ Ķ õ. ╬’ÕõÕļÕĒĶÕ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§
ĀĀĀĀĀ ’ĶņÕ±Õķ Ō ’Ņõ¾Ļ“Õ ½╬╗ ’Ķ Ķ±’ÓÕĒĶĶ Ķ ĻŅĒõÕĒ±Ó÷ĶĶ.Ā ╬“„Õ“ ╣ 625 ¢ ę╬ -241
ĀĀĀĀĀ ų╩┴╠į1 1971
94. └.├ ├¾±ÕŌ, ┼.č.╩¾ļÓŃÓ,
═.┴. ╦ÓĶ°ÕŌ±ĻĶķĀ Ķ õ.Ā ─Õ“ŅĻ±ĶĻÓ÷Ķ ÓĻÕ“¹ ¢ ĒŅ±Ķ“Õļ
ĀĀĀĀĀ ½ŽŅ“ŅĒ ¢╠╗.Ā ę¾õ¹ ╩┴
½čÓļ■“╗ ┬¹’¾±Ļ 1.Ā 2006
95. ŽŅļŅµÕĒĶÕ Ņ ’ŅŌÕõÕĒĶĶ
ĻŅņ’ļÕĻ±Ó ÓßŅ“ ’Ņ Ķńõ. 8╩84 õļ ŅßÕ±’Õ„ÕĒĶĶ Ķ ’Ņõ“ŌÕµõÕĒĶ
ĀĀĀĀĀ ŃÓÓĒ“ĶķĒ¹§ ±ŅĻŅŌ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“Ķ ’Ķ õļĶ“Õļ³ĒŅņ
§ÓĒÕĒĶĶ.Ā ╣
15517Ā ų╩┴╠į1Ā
ĀĀĀĀĀ 1965
96.
J.E.Branigan. Long Term Storabiliti of Prapeliant Tankage and Components//
Technical Report
ĀĀĀĀĀ AFRPLĀ
-TR ¢ 69 -82Ā AprilĀĀ 1969
97. ╚.╦.ąŅńÕĒ¶Õļ³õ,
╩.└.ŲĶŃÓļŅŌĀ ė±ĻŅÕĒĒ¹Õ ņÕ“Ņõ¹
ĻŅŅńĶŅĒĒ¹§ Ķ±’¹“ÓĒĶķ.ĀĀĀ
ĀĀĀĀ ½╠Õ“Óļļ¾ŃĶ ╗, ╠. 1966
98. ┼.č.╩¾ļÓŃÓ, ┴.┬.┴ļĶĒŅŌ Ķ
õ.Ā ½╚ĒõĶĻÓ“ŅĒÓ ļÕĒ“Ó╗ └Ō“ ±ŌĶõ. ═Ó
ĶńŅßÕ“ÕĒĶÕ ╣ 34342Ā
ĀĀĀĀĀ 1965
99. ╬ßŅ±ĒŅŌÓĒĶÕ ņÕ“ŅõÓ
¾±ĻŅÕĒĒ¹§ ±“ÕĒõŅŌ¹§ ĻŅŅńĶŅĒĒ¹§ ±’¹“ÓĒĶķ.Ā
╬“„Õ“ ╣ 26502ĀĀ
ĀĀĀĀĀĀ ├╚ŽšĀ 1967
100. ├▀.ŽŅļ“ŅÓĒĶĒĀ ╚±±ļÕõŅŌÓĒĶÕ ŌļĶ ĒĶ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ
“Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ ĒÓĀĀĀ
ĀĀĀĀĀĀĀ õļĶ“Õļ³Ē¾■ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ “Ņ’ļĶŌĒŅŃŅ “ÓĻ“Ó ÓĻÕ“¹.Ā ╩ÓĒõĶõÓ“±ĻÓ õĶ±±Õ“Ó÷Ķ Ā
ĀĀĀĀĀĀĀ 1968
101. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒĀ ▌ļÕĻ“Ņõ õļ §ĶņĶ„Õ±ĻĶ§
ĶńņÕÕĒĶķ ’Ņõ¾Ļ“ŅŌ ĒÓ Ņ±ĒŅŌÕ
ĀĀĀĀĀĀĀ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ Ķ ŅĻĶ±ļŅŌ ÓńŅ“Ó.Ā ą╩-“Õ§ĒĶĻÓ, ±ÕĶ ėž, Ō¹’¾±Ļ 3ĀĀ
1972
102. ┬.Ž.┴Ó“ÓĻŅŌ, ╦.▀.
├¾ŌĶ„Ā ╩ŅŅńĶŅĒĒÓ ±“ŅķĻŅ±“³ ņÕ“ÓļļŅŌ
Ķ ±’ļÓŌŅŌ Ō └ę.
ĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 11834ĀĀ
┬╚└╠ĀĀ 1962
103. ├.╦.└“Ķ’ÕĒĻŅ,
└.╠.č¾§Ņ“ĶĒ, ═.č.╚ļ³ĶĒ Ķ õ.Ā ąÓńÓßŅ“ĻÓ
ņÕ“ŅõŅŌ ²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĀĀĀĀĀĀĀ ŅĻĶ±ļĶ“ÕļÕķ └ę Ķ └╩ĀĀ
╬“„Õ“ ╣ 19417ĀĀĀ ├╚ŽšĀĀĀ 1966
104. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, ┬.Ž.┴Ó“ÓĻŅŌ, ╦.▀. ├¾ŌĶ„Ā
╚±±ļÕõŅŌÓĒĶÕ ĻŅŅńĶĶ ’Ņõ
ĀĀĀĀĀĀĀ ĒÓ’ µÕĒĶÕņ ±ŌÓĒ¹§
±ŅÕõĶĒÕĒĶķ ±’ļÓŌÓ └╠Ń6 Ō ŅĻĶ±ļĶ“ÕļÕ └ę ± ¾„Õ“Ņņ ŌŅńõÕķ±“ŌĶ
ĀĀĀĀĀĀĀ ĻŅĒ±“¾Ļ“ĶŌĒ¹§ Ķ “Õ§ĒŅļŅŃĶ„Õ±ĻĶ§ ¶ÓĻ“ŅŅŌ. ╠Ó“ÕĶÓļ¹ ž ═ę╩
ĻĒĶŃÓ 2Ā Ń. ╠ĶÓ±Ā 1971
105. į.į.└µŅŃĶĒ ╩ŅŅńĶ ’Ņõ
ĒÓ’ µÕĒĶÕņ Ō¹±ŅĻŅ’Ņ„Ē¹§ ±“ÓļÕķ. ę¾õ¹ ┬╚└╠ ╣ 7 Ā
ĀĀĀĀĀĀĀ 1957
105─Ā ┬.ŪÓķ“ ─Ķ¶¶¾ńĶ Ō ņÕ“ÓļļÓ§. ╠. 1958
106. ╠Õ“ŅõĶĻÓ ¾±ĻŅÕĒĒ¹§
Ķ±’¹“ÓĒĶķ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ ĒÓ ±ĻļŅĒĒŅ±“³ Ļ ĻŅŅńĶŅĒĒŅņ¾
ĀĀĀĀĀĀĀ Ó±“Õ±ĻĶŌÓĒĶ■.Ā
┬╚└╠, ų═╚╚╠└ž, ┬╚╦čĀĀ 1964
106─Ā ╠.└.╩Ķ°“ÓļĀ
─Ķ¶¶¾ńĒ¹Õ ’Ņ÷Õ±±¹ Ō µÕļÕńĒ¹§ ±’ļÓŌÓ§. ╠. 1963
107. ╠.Ž.└Ē“Ņ’ŅŌĀ ╩ÓĒõĶõÓ“±ĻÓ õĶ±±Õ“Ó÷Ķ Ā ├╚ŽšĀĀ
1970
107─Ā č.─.├Ó÷ĶĻÕĒ, ╚.▀.─Õ§“ ³ ─Ķ¶¶¾ńĶ Ō
ņÕ“ÓļļÓ§ Ķ ±’ļÓŌÓ§. ╠. 1960
108. ╬“„Õ“ ├╚Žš ’Ņ “ÕņÕ ╣
641 ¢ 68 ¢ 69ĀĀ 1970
108. ┬.Ž.┴Ó“ÓĻŅŌ,
╦.▀.├¾ŌĶ„ Ķ õ.Ā ╚ń¾„ÕĒĶÕ ĻŅŅńĶŅĒĒŅķ
±“ŅĻŅ±“Ķ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
ĀĀĀĀĀĀĀ ’Ķ ÓßŅ“Õ Ō ŅĻĶ±ļĶ“Õļ § ĒÓ Ņ±ĒŅŌÕ ÓńŅ“ĒŅķ ĻĶ±ļŅ“¹ Ķ
ŅĻĶ±ļŅŌ ÓńŅ“Ó.Ā ╬“„Õ“ ╣ 17329ĀĀ
ĀĀĀĀĀĀĀ ┬╚└╠ĀĀ 1964
109. ą.╚.čŅļŅŌ³ÕŌÓĀ ╚±±ļÕõŅŌÓĒĶÕ ŌńÓĶņŅõÕķ±“ŌĶ └ę Ķ ═─╠├ ±
’ŅŌÕ§ĒŅ±“³■ ±’ļÓŌÓ └╠Ń6
ĀĀĀĀĀĀĀĀ Ķ Ķ§ õĶ¶¶¾ńĶŅĒĒŅķ ’ŅĒĶ÷ÓÕņŅ±“Ķ „ÕÕń ĻĶ±“ÓļļĶ„Õ±Ļ¾■
Õ°Õ“Ļ¾ ±’ļÓŌÓ.Ā
ĀĀĀĀĀĀĀĀ ╩ÓĒõĶõÓ“±ĻÓ õĶ±±Õ“Ó÷Ķ .Ā
1973
110. ╠Õ“ŅõĶĻÓ
ĻŅļĶ„Õ±“ŌÕĒĒŅŃŅ ÓĒÓļĶńÓ └ę . ╬“„Õ“ ╣ 24745Ā
├╚Žš
111. ╚±’¹“ÓĒĶ ņÓ“ÕĶÓļŅŌ Ķ
²ļÕĻ“Ņ²ļÕņÕĒ“ŅŌ Ō ’ÓÓ§Ā ĻŅņ’ŅĒÕĒ“ŅŌ
ÓĻÕ“ĒŅŃŅ
ĀĀĀĀĀĀĀ “Ņ’ļĶŌÓ.Ā ╬“„Õ“ ╣
21549Ā ų╩┴╠į1Ā 1966
113. ╚±±ļÕõŅŌÓĒĶÕ ’Ņ÷Õ±±ŅŌ
Óõ±Ņß÷ĶĶ Ķ õÕ±Ņß÷ĶĶ └ę Ķ ═─╠├ ’ŅŌÕ§ĒŅ±“³■
ĀĀĀĀĀĀĀ ņÕ“ÓļļĶ„Õ±ĻĶ§ ±’ļÓŌŅŌ. ╬“„Õ“Ā ’Ņ ęŪĀ 580- 70-416ĀĀĀ šĶņ¶ÓĻ ╠├ėĀ 1971
114. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ, ┴.┬.č“Ó§ŅŌ, ┼.┬.╦¾ĒĶĒÓĀĀ
ąÓńÓßŅ“ĻÓ §ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ
ĀĀ ĀĀĀĀĀĀ¾õÓļÕĒĶ
§ÕņŅ±ŅßĶŅŌÓĒĒ¹§ ĻŅņ’ŅĒÕĒ“ŅŌ └ę Ķ ═─╠├ ± ’ŅŌÕ§ĒŅ±“Ķ Al2╬3 Ķ
ĀĀĀĀĀĀĀĀ ņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ. ęÕ§Ē. Ņ“„Õ“Ā ų╩┴╠į1 Ķ šĶņ¶ÓĻÓ ╠├ėĀ 1972
115. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ. ąÓńÓßŅ“ĻÓ §ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ ¾õÓļÕĒĶ ĀĀĀ
ĀĀĀĀĀĀĀ §ÕņŅ±ŅßĶŅŌÓĒĒ¹§ ’Ņõ¾Ļ“ŅŌ ½╬╗ ĶĀ ½├╗Ā ± ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ
Óļ■ņĶĒĶ Ķ
ĀĀĀĀĀĀ ņÕ“ÓļļĶ„Õ±ĻĶ§ ±’ļÓŌŅŌ. ╬“„Õ“ ╣ 580-73-667ĀĀ ų╩┴╠į1 ,Ā
šĶņ¶ÓĻ ╠├ėĀĀĀ 1973
116. ┼.č. ╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā ╚±±ļÕõŅŌÓĒĶÕ
Óõ±Ņß÷ĶĶ ═─╠├ ĒÓ ’ŅŌÕ§ĒŅ±“Ķ
ĀĀĀĀĀĀĀ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ Óõ±Ņß÷ĶŅĒĒ¹ņ Ķ
╚╩-±’ÕĻ“Ņ±ĻŅ’Ķ„Õ±ĻĶņĶ
ĀĀĀĀĀĀĀ ņÕ“ŅõÓņĶ.Ā ę¾õ¹
├╚Žš ╣ 46ĀĀ 1977
117. ▀.─Õß¾Ā ─ĶĒÓņĶ„Õ±ĻĶķ §ÓÓĻ“Õ Óõ±Ņß÷ĶĶ.Ā ╚ńõ ĶĒ.ļĶ“. ╠.ĀĀ 1962
118. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ. ╚±±ļÕõŅŌÓĒĶÕ ’ŅĒĶĻĒŅŌÕĒĶ ═─╠├ Ō ’ŅŌÕ§ĒŅ±“Ē¹Õ
ĀĀĀĀĀĀĀ ’Ņ¹ ņÕ“ÓļļŅŌ.Ā
ę¾õ¹ ├╚Žš ╣ 46Ā 1977
119. ╦.╦Ķ““ļĀ ╚Ē¶ÓĻÓ±Ē¹Õ ±’ÕĻ“¹ Óõ±ŅßĶŅŌÓĒĒ¹§
ņŅļÕĻ¾ļ.Ā ╠, ½╠Ķ╗Ā 1962
120.
J.Phus/ ChemĀĀ 51/10/4457ĀĀ 1969
121.
Bly Holder M.C. Chem 70.352ĀĀĀĀ 1966
122. └.┬.ėŌÓŅŌ, Ų
╦ÓĻŅĻĀ ╠Ó“ÕĶÓļ¹ Ķ Ķ§ ’ĶņÕĒÕĒĶÕ.Ā ╠.Ā
1965
123. č’ÓŌŅ„ĒĶĻĀ ├╚Žš, “Ņņ 1ėĀĀ 1966
124. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā ½č’Ņ±Ņß Ņ„Ķ±“ĻĶ
±ļÕõŅŌ ═─╠├ ± ’ŅņŅ∙³■ ŅńŅĒÓ╗.
Ā └Ō“. ±ŌĶõ. ĒÓ ĶńŅßÕ“ÕĒĶÕ ╣ 76459ĀĀ 197
125. ┴ÕĒÓ Ų.Ā ╬ĻĶ±ļÕĒĶÕ ņÕ“ÓļļŅŌ.Ā ╠. 1967
126. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.ĀĀ ąÓńÓßŅ“ĻÓ
§ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ ¾õÓļÕĒĶ
ĀĀĀĀĀĀĀĀ §ÕņŅ±ŅßĶŅŌÓĒĒ¹§ ’Ņõ¾Ļ“ŅŌ ½╬╗ Ķ ½├╗Ā ± ’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ķ
ĀĀĀĀĀĀĀ ņÕ“ÓļļĶ„Õ±ĻĶ§ ±’ļÓŌŅŌ.Ā
╬“„Õ“ ╣ 580-73.667ĀĀ ų╩┴╠į1ĀĀĀ 1973
127. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā ╚±±ļÕõŅŌÓĒĶÕ
’Ņ÷Õ±±ŅŌ ŅĻĶ±ļÕĒĶ ŅńŅĒŅņĀ ═─╠├.
ĀĀĀĀĀĀĀ Óõ±ŅßĶŅŌÓĒĒŅŃŅĀ ĒÓ
’ŅŌÕ§ĒŅ±“Ķ ŅĻĶ±Ķ Óļ■ņĶĒĶ Ķ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ.Ā
ĀĀĀĀĀĀĀ ę¾õ¹ ├╚Žš ╣ 46ĀĀ
1977
128. ┼.č.╩¾ļÓŃÓ.
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā ═Õķ“ÓļĶńÓ÷Ķ ═─╠├,
Óõ±ŅßĶŅŌÓĒĒŅŃŅ ĒÓ ±ĶļĶĻÓŃÕļÕ
ĀĀĀĀĀĀĀ ņÕ“ŅõŅņ ŅńŅĒĶŅŌÓĒĶ .Ā
ę¾õ¹ ├╚Žš ╣ 46Ā 1977
129. č’ÓŌĻÓ Ņ
Ōń¹ŌŅßÕńŅ’Ó±ĒŅ±“Ķ ŅńŅĒŅ-ĻĶ±ļŅŅõĒŅķ ±ņÕ±Ķ ± ═─╠├.Ā ų╩┴╠į1 Ķ šĶņ¶ÓĻ
ĀĀĀĀĀĀĀ ╠├ėĀĀ 1975
130. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā įĶńĶĻŅ-§ĶņĶ„Õ±ĻŅÕ
Ķ±±ļÕõŅŌÓĒĶÕ ±Ķ±“Õņ: ŅńŅĒ Ķ
ĀĀĀĀĀĀĀ µĶõĻĶķ ŃÕ’“Ķļ, ŅńŅĒ Ķ ’Ņõ¾Ļ“¹ ĒÕ’ŅļĒŅŃŅ ŅĻĶ±ļÕĒĶ ŃÕ’“ĶļÓ,
ŅńŅĒ Ķ ŃÕ’“Ķļ Ō ŃÓńŅŌŅķ
ĀĀĀĀĀĀĀ ¶ÓńÕ Ķ Óõ±ŅßĶŅŌÓĒĒŅņ ±Ņ±“Ņ ĒĶĶ.Ā ╬“„Õ“ ╣ 580-78-857Ā ų╩┴╠į!
╚ šĶņ¶ÓĻ ╠├ėĀĀ
ĀĀĀĀĀĀĀ 1978
131. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ. ąÓńÓßŅ“ĻÓ §ĶņĶ„Õ±ĻĶ§ ņÕ“ŅõŅŌ ¾õÓļÕĒĶ ’Ņõ¾Ļ“Ó ½├╗
ĀĀĀĀĀĀĀ ± ņÕ“ÓļļĶ„Õ±ĻŅķ ’ŅŌÕ§ĒŅ±“Ķ. ╬“„Õ“ ╣ 580-77- 827Ā ų╩┴╠į1 Ķ ╠├ėĀĀ 1977
132. ├.╚.┼ņÕļ³ ĒŅŌÓ, ┴.┬.
č“Ó§ŅŌĀĀ ½±ŅŌÕņÕĒĒ¹Õ ’ŅßļÕņ¹ §ĶņĶĶ╗
“.2 ╠. 1968
133. ū.ūÕ°Ā ╚±±ļÕõŅŌÓĒĶÕ ÓĻÕ“Ē¹§ õŌĶŃÓ“ÕļÕķ ĒÓ µĶõĻŅņ
“Ņ’ļĶŌÕ. ╠. 1964
134. ╦.į.└Ļ“ °ÕŌÓ,
├.╚.┼ņÕļ³ ĒŅŌÓĀ ½Ų¾ĒÓļ ¶ĶńĶ„Õ±ĻŅķ §ĶņĶĶ╗
47.2113ĀĀ 1973
135.
Advances in Chemistry SeriesĀĀ ╣
112ĀĀĀ 1972
136. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ. ╬“ÓßŅ“ĻÓ “Õ§ĒŅļŅŃĶĶ ņÕ“ŅõÓ ŅńŅĒĶŅŌÓĒĶ õļ
ĀĀĀĀĀĀĀ ĒÕķ“ÓļĶńÓ÷ĶĶ ĒÓ“¾Ē¹§ ÕņĻŅ±“Õķ ½├╗ ĶńõÕļĶ ½84╗.ĀĀ ╬“„Õ“ ╣ 580-77853ĀĀ
ĀĀĀĀĀĀĀ ų╩┴╠į1, ╠├ė, ├╚ŽšĀ
1977
137. ┼.č.╩¾ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓĀĀ ╚±±ļÕõŅŌÓĒĶÕ
¶ĶńĶĻŅ-§ĶņĶ„Õ±ĻĶ§ ’Ņ÷Õ±±ŅŌ
ĀĀĀĀĀĀĀ ŌńÓĶņŅõÕķ±“ŌĶ ņÕ“ÓļļŅŌ ± ĻŅņ’ŅĒÕĒ“ÓņĶ.Ā ╬“„Õ“ ╣ 580-ę╬-415ĀĀ ų╩┴╠į1ĀĀ 1974
138. ┼.č.╩ļÓŃÓ,
ą.╚.čŅļŅŌ³ÕŌÓ Ķ õ.Ā “ ▌Ļ±’ÕĶņÕĒ“Óļ³ĒÓ
’ŅŌÕĻÓ ņÕ“ŅõÓ ŅńŅĒĶŅŌÓĒĶ õļ
ĀĀĀĀĀĀĀ ĒÕķ“ÓļĶńÓ÷ĶĶ ÕņĻŅ±“Õķ, ß¹Ō°Ķ§ Ō ĻŅĒ“ÓĻ“Õ ± ═─╠├ .Ā ę¾õ¹ ├╚Žš ╣ 49Ā 1977
139. ┴.┬.č“Ó§ŅŌ Ķ õ.Ā ½Ų¾ĒÓļ ¶ĶńĶ„Õ±ĻŅķ §ĶņĶĶ╗Ā 36.2388ĀĀ
1962
140. ═.╚.╩ŅßńÕŌ ½Ų¾ĒÓļ
Ņß∙Õķ §ĶņĶĶ╗Ā 3.534ĀĀĀ 1933
141. į.╩Ķ““ŅĒ, ─µ.ėĶļĻĶĒ±
½čŅŌÕņÕĒĒÓ ĒÕŅŃÓĒĶ„Õ±ĻÓ §ĶņĶ ╗Ā
╠.Ā ½╠Ķ╗Ā 1969
142. ┼.═.┼ÕņĶĒ ▌ļÕņÕĒ“¹
ŃÓńŅŌŅķ ²ļÕĻ“Ņ§ĶņĶĶĀ ╠.Ā 1968
143.
Aero Engenering Rev.ĀĀ 15(1)ĀĀ 1956
144. ─.č.┴ŅŃŅ ŌļÕĒ±ĻĶķĀ ╚±±ļÕõŅŌÓĒĶÕ ’Ņļń¾„Õ±“Ķ Óļ■ņĶĒĶÕŌ¹§ ±’ļÓŌŅŌ
’Ķ Ó±“ µÕĒĶĶ.
ĀĀĀĀĀĀĀ ═Ó¾„Ē¹Õ “¾õ¹, ±ßŅĒĶĻ ╣ 11.
145.
╦Ó±ŅĒ ¢ ╠■ļļÕ . FransĀ ASMEĀĀ ╣ 5ĀĀĀ
1952
146. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, č.╚.╩Ķ°ĻĶĒÓĀ
╚±±ļÕõŅŌÓĒĶÕ ’Ņļń¾„Õ±“Ķ Ķ õļĶ“Õļ³ĒŅķ
ĀĀĀĀĀĀĀ ’Ņ„ĒŅ±“Ķ ±’ļÓŌÓ └╠Ń6Ā
╬“„Õ“ ╣ 580-ęŅ-118ĀĀ ų╩┴╠į1
ĶĀ ┬╚└╠ĀĀ 1968
147. └.└.╚ļ³■°ĶĒ,
┬.č.╦ÕĒ±ĻĶķĀ čŅ’Ņ“ĶŌļÕĒĶÕ
ņÓ“ÕĶÓļŅŌĀ 1959
148. ╚±’¹“ÓĒĶ
’Ņļ¾¶ÓßĶĻÓ“ŅŌ Ķń õÕ¶ŅņĶ¾Õņ¹§ Óļ■ņĶĒĶÕŌ¹§ Ķ ņÓŃĒĶÕŌ¹§ ±’ļÓŌŅŌĀ ĒÓ
ĀĀĀĀĀĀĀĀ ĻŅŅńĶ■ ’Ņõ ĒÓ’ µÕĒĶÕņ ’Ķ ńÓõÓĒĒŅķ õÕ¶ŅņÓ÷ĶĶ Ō
±ĻŅßÕ.Ā ╠╩ ¢ 17-35-65Ā ┬╚╦čĀ
ĀĀĀĀĀĀĀ 1968
149. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ. č.╚.╩Ķ°ĻĶĒÓĀĀ
╚±±ļÕõŅŌÓĒĶÕ ’Ņļń¾„Õ±“Ķ ±’ļÓŌÓ └╠Ń6
ĀĀĀĀĀĀĀĀ ’ĶņÕĒĶ“Õļ³ĒŅ Ļ ¾±ļŅŌĶ ņ ²Ļ±’ļ¾Ó“Ó÷ĶĶ Ķ §ÓĒÕĒĶ Ō
ńÓ’ÓŌļÕĒĒŅņ ±Ņ±“Ņ ĒĶĶ.
ĀĀĀĀĀĀĀĀ ╠Ó“ÕĶÓļ¹ 3-ķĀ ═ę╩.
╩Ē.2 Ń.╠ĶÓ±ĀĀ 1971
150. ╦.╠.╩ÓŃÓĒŅŌĀ “ÕŅĶ ’Ņļń¾„Õ±“Ķ.Ā ╠. įĶńņÓ“.ĀĀ 1966
151. ╠.╠.─¾ßĶĒĶĒ,
╩.┬.ūņ¾“ŅŌ.Ā įĶńĶĻŅ-§ĶņĶ„Õ±ĻĶÕ Ņ±ĒŅŌ¹
’Ņ“ĶŌŅŃÓńĒŅŃŅ õÕļÓ. ╠.ĀĀ 1939
152. ┼.═.čÕ’ĶŅĒŅŌÓĀ ŽŅņ¹°ļÕĒĒÓ Óõ±Ņß÷Ķ ŃÓńŅŌ Ķ ’ÓŅŌ.Ā ╠. ┬¹±°Ó °ĻŅļÓĀĀ 1969
153. ╠.┼.čÕļĶĒĀ Ķ±±ļÕõŅŌÓĒĶÕ ŌŅńņŅµĒŅ±“Ķ ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ └ę
Ķ ═─╠├ Ķ ’Ņõ¾Ļ“ŅŌ Ķ§
ĀĀĀĀĀĀĀ ŌńÓĶņŅõÕķ±“ŌĶ Ō ŃÕņÕ“Ķ„Ē¹§ ĻŅĒ“ÕķĒÕÓ§ ĶńõÕļĶķ.ĀĀ ╬“„Õ“Ā
╣ 640ĀĀ ┬╩└šŪĀĀ 1965
154. ┼.č.╩¾ļÓŃÓ,
Ū.└.╩Ó±ĒĶĻŅŌÓ. ╠.┼.čÕļĶĒĀ
½╩ŅņßĶĒĶŅŌÓĒĒ¹ķ ¾ŃŅļ³Ē¹ķ ±ŅßÕĒ“╗.Ā
└Ō“.
ĀĀĀĀĀĀĀ ±ŌĶõ. ĒÓ ĶńŅßÕ“ÕĒĶÕ ╣ 35928ĀĀ 1967
155. ┼.č.╩¾ļÓŃÓ, ╠.┼.čÕļĶĒ,
├.└.ŪÓŃŅ±ĻĶĒĀĀ Ķ±±ļÕõŅŌÓĒĶÕ ±Ņß÷ĶĶ Ķ
õÕ±Ņß÷ĶĶ ’ÓŅŌ
ĀĀĀĀĀ ĀĀĻŅņ’ŅĒÕĒ“ŅŌ
ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ Ņ±ĒŅŌĒ¹ņĶ ņÓ“ÕĶÓļÓņĶ ÓĻÕ“.Ā
čß. “¾õŅŌ 3-ķ ═ę╩ ĻĒ.2
ĀĀĀĀĀĀĀ Ń. ╠ĶÓ±±ĀĀ 1971
156. ├.└.ŪÓŃŅ±ĻĶĒĀĀ ╚±±ļÕõŅŌÓĒĶÕ ±Ņß÷ĶĶ Ķ ÓńÓßŅ“ĻÓ ņÕ“ŅõŅŌ Ķ
±Õõ±“Ō ’ŅŃļŅ∙ÕĒĶ ’ÓŅŌ
ĀĀĀĀĀĀĀ ╩ąę Ķ ŅŃÓĒĶ„Õ±ĻĶ§ ŌÕ∙Õ±“Ō Ō ńÓņĻĒ¾“¹§ Ņß·ÕņÓ§ ,
ŅßÕ±’Õ„ĶŌÓ■∙Ķ§ õļĶ“Õļ³Ē¾■
ĀĀĀĀĀĀĀ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³Ā
Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ĶńõÕļĶķ.Ā
╩ÓĒõĶõÓ“±ĻÓ õĶ±±Õ“Ó÷Ķ .Ā 1975
157. ┬.└.ąŅŃŅµĶĒ, čÕļĶĒ
╠.┼.Ā ╚±±ļÕõŅŌÓĒĶÕ ±Ņß÷ĶĶ ’ÓŅŌ └ę Ķ
═─╠├ Ņ±ĒŅŌĒ¹ņĶ
ĀĀĀĀĀĀĀ ļÓĻŅĻÓ±Ņ„Ē¹ņĶ ’ŅĻ¹“Ķ ņĶ ÓĻÕ“. čß.Ā ├╬═ę╚ ╣ 1Ā
1969
158. ┼.č.╩¾ļÓŃÓ, ╠.┼.čÕļĶĒ,
├.└.ŪÓŃŅ±ĻĶĒĀ ╚±±ļÕõŅŌÓĒĶÕ ±Ņß÷ĶĶ ’ÓŅŌ
└ę Ķ ═─╠├Ā
ĀĀĀĀĀĀĀ ĒÕĻŅ“Ņ¹ņĶ ļÓĻŅĻÓ±Ņ„Ē¹ņĶ Ķ “Õ’ļŅńÓ∙Ķ“Ē¹ņĶ ņÓ“ÕĶÓļÓņĶ.
╬“„Õ“ ╣ 103Ā ų╩┴╠į1 ĶĀ
ĀĀĀĀĀĀĀ ┬╩└šŪĀĀ 1973
159. ╚±±ļÕõŅŌÓĒĶÕ
’ŅĒĶ÷ÓÕņŅ±“Ķ ╩ąę „ÕÕń ņĶĻŅĒÕ’ļŅ“ĒŅ±“Ķ, Ķń¾„ÕĒĶÕ ’Ņ÷Õ±±ŅŌ
ĀĀĀĀĀĀĀ ±Ņß÷ĶĶ ’ÓŅŌ Ķ Ķń¹±ĻÓĒĶÕ ±’Ņ±ŅßŅŌ ’ŅŌ¹°ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ
ĶńõÕļĶķ.Ā ╬“„Õ“ ’Ņ “ÕņÕ
ĀĀĀĀĀĀĀ 564 -71-72ĀĀ
├╚ŽšĀĀ 1972
160. ╬’ÕõÕļÕĒĶÕ ĻŅļĶ„Õ±“ŌÓ
½╬╗ ±ŅßĶ¾ÕņŅŃŅ Ņ±ĒŅŌĒ¹ņĶ ╦╩, ß¹Ō°Ķ§ Ō ĻŅĒ“ÓĻ“Õ ± ’ÓÓņĶ
ĀĀĀĀĀĀĀ ’Ņõ¾Ļ“Ó ½╬╗.Ā ╬“„Õ“
╣ 620 ¢ ╬ę -780ĀĀĀ ų╩┴╠į1ĀĀĀĀ 1972
161. čÓĒĶ“ÓĒŅ-§ĶņĶ„Õ±ĻŅÕ
Ķ±±ļÕõŅŌÓĒĶÕ ’Ņõ¾Ļ“ŅŌ ŃÓńŅŌ¹õÕļÕĒĶ ’ŅļĶņÕĒ¹§ ņÓ“ÕĶÓļŅŌ,
ĀĀĀĀĀĀĀ ’ÕõĒÓńĒÓ„ÕĒĒ¹§ õļ Ķ±’Ņļ³ńŅŌÓĒĶ Ō ŃÕņÕ“Ķ„Ē¹§ ńÓņĻĒ¾“¹§
’ŅņÕ∙ÕĒĶ §.Ā
ĀĀĀĀĀĀĀ ╠Õ“Ņõ¾ĻÓńÓĒĶ . „. ŽĀĀ
╚╠┴ŽĀĀĀ 1971
162. ąÕń¾ļ³“Ó“¹
±ÓĒĶ“ÓĒŅ-§ĶņĶ„Õ±ĻĶ§ Ķ±±ļÕõŅŌÓĒĶķ ’ŅļĶņÕĒ¹§ ņÓ“ÕĶÓļŅŌ ± Ņ÷ÕĒĻŅķĀĀĀĀĀĀĀĀ
ĀĀĀĀĀĀĀĀ ŌŅńņŅµĒŅ±“Ķ Ķ§ Ķ±’Ņļ³ńŅŌÓĒĶ Ā Ō ŅßĶ“ÓÕņ¹§ ŃÕņÕ“Ķ„Ē¹§ ńÓņĻĒ¾“¹§ ’ŅņÕ∙ÕĒĶ §.Ā
ĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 50/109 -72ĀĀĀĀ
╚╠┴ŽĀĀĀ 1972
163. Cennet A.C.Ā Plastics can couse corrosion AustrolasĀ Corsos/ Eng. 16. ╣ 16ĀĀ 1972
164. ╬“„Õ“ ╣ 2941ĀĀ ═╚╚-4Ā
╠╬ĀĀ 1971
165. ╬“„Õ“ ņÕµŌÕõŅņ±“ŌÕĒĒŅķ
ĻŅņĶ±±ĶĶ ’Ņ Ō¹ ±ĒÕĒĶ■ ½ļŅµĒ¹§╗ ±ÓßÓ“¹ŌÓĒĶķ õÓ“„ĶĻŅŌ
ĀĀĀĀĀĀĀ ├─-4
166. ┼.č.╩¾ļÓŃÓ ├.└.ŪÓŃŅ±ĻĶĒ
č“Ó“Ķ„Õ±ĻĶķ ņÕ“Ņõ ±Ņß÷ĶŅĒĒŅķ Ņ„Ķ±“ĻĶ ŌŅńõ¾§Ó Ō
ĀĀĀĀĀĀĀ ĻŅĒ“ÕķĒÕÓ§ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“.Ā ├╬═ę╚ ╣ 1ĀĀ
1969
167. ė±“ÓĒŅŌĻÓ ±Ņß÷ĶŅĒĒ¹§
ļŅŌ¾°ÕĻ Ō ĻŅĒ“ÕķĒÕÕ.ĀĀ ┴■ļļÕ“ÕĒ³ ╣4944
¢ ╦(41)ĀĀ ų╩┴╠į2Ā
ĀĀĀĀĀĀĀ 1972
168. ╦ÓßŅÓ“ŅĒ¹Õ
Ķ±±ļÕõŅŌÓĒĶ ĻŅņßĶĒĶŅŌÓĒĒŅŃŅ ±ŅßÕĒ“Ó ±ŅŌņÕ±“ĒŅ ± ū.▌. ├Ž-2. ╬“„Õ“
ĀĀĀĀĀĀĀ ╣ 580 ¢ ę╬-90ĀĀ
ų╩┴╠į1ĀĀ 1968
169. ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ±Ņß÷ĶŅĒĒ¹§ ļŅŌ¾°ÕĻ ĒÓ ĶńõÕļĶĶ Ō įÓ¾±“ŅŌŅ.
ĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 580-ę╬-108ĀĀĀ
ų╩┴╠į1ĀĀĀ 1968
170. ═Ó“¾Ē¹Õ Ķ±’¹“ÓĒĶ
²Ļ±’ÕĶņÕĒ“Óļ³Ē¹§ ±Ņß÷ĶŅĒĒ¹§ ļŅŌ¾°ÕĻ ĒÓ °“Ó“Ē¹§ ĶńõÕļĶ §.
ĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 625 ¢ę╬-121ĀĀĀ
1968
171. ŪÓĻļ■„ÕĒĶÕ ╠┬╩ ’Ņ
½ļŅµĒ¹ņ╗ ±ÓßÓ“¹ŌÓĒĶ ņ õÓ“„ĶĻŅŌ ├─-4.ĀĀ
ų╩┴╠į2ĀĀĀ 1967
172. ╚±±ļÕõŅŌÓĒĶÕ
§ĶņĶ„Õ±ĻŅŃŅ ±Ņ±“ÓŌÓ Ó“ņŅ±¶Õ¹ Ō ĻŅĒ“ÕķĒÕÓ§ ÓĻÕ“ ņÕ“ŅõŅņ ŃÓńŅŌŅķ
ĀĀĀĀĀĀĀ §ŅņÓ“ŅŃÓ¶ĶĶĀĀ
╬“„Õ“Ā ╚╬š └═ čččąĀĀ 1968
173. ╬’¹“ĒÓ ²Ļ±’ļ¾Ó“Ó÷Ķ
±Ņß÷ĶŅĒĒ¹§ ļŅŌ¾°ÕĻ Ķ Ķ±±ļÕõŅŌÓĒĶÕ Ķ§ ŌļĶ ĒĶ ĒÓ
ĀĀĀĀĀĀĀ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ õÓ“„ĶĻŅŌ č─╩Ū.Ā ╬“„Õ“ ═╚╚-4 ╠╬Ā ĶĀ ų╩┴╠į1
174. ęÕ§ĒĶ„Õ±ĻĶķ Ņ“„Õ“ ’Ņ
Õń¾ļ³“Ó“Óņ ńÓņÕÓ ńÓŃÓńŅŌÓĒĒŅ±“Ķ Ō ńÓņÕņßÓĒĒ¹§ ’ŅļŅ±“ §
ĀĀĀĀĀĀĀ ’ÕõŅ§ÓĒĶ“Õļ³Ē¹§ ĻļÓ’ÓĒŅŌ ĒÓ 18 ĶńõÕļĶ § 84.Ā ╬“„Õ“ ╣ 95-72-82ĀĀ ų╩┴╠į1ĀĀ 1972
175.┼.č.╩¾ļÓŃÓ, ╚.└.╦ ņĶĒÓ,
Ū.└.╩Ó±ĒĶĻŅŌÓĀ Ķ õ. ½╚ĒõĶĻÓ“ŅĒŅÕ
’ŅĻ¹“ĶÕĀ ĒÓ └ę╗Ā └Ō“.
ĀĀĀĀĀĀĀ ±ŌĶõ. ĒÓĀ
ĶńŅßÕ“ÕĒĶÕ ╣101803ĀĀ 1977
176. ┼.č.╩¾ļÓŃÓ, ╚.└.╦ ņĶĒÓ,
Ū.└.╩Ó±ĒĶĻŅŌÓĀ ½╚ĒõĶĻÓ“ŅĒŅÕ ’ŅĻ¹“ĶÕ
ĒÓ ═─╠├╗Ā └Ō“.
ĀĀĀĀĀĀĀ ±ŌĶõ. ĒÓ ĶńŅßÕ“ÕĒĶÕ ╣ 101913ĀĀ 1977
177. ┼.č.╩¾ļÓŃÓ, ╚.└.╦ ņĶĒÓ.
Ū.└.╩Ó±ĒĶĻŅŌÓĀ ½ ╩ŅņßĶĒĶŅŌÓĒĒŅÕ
ĶĒõĶĻÓ“ŅĒŅÕ ’ŅĻ¹“ĶÕĀ
ĀĀĀĀĀĀĀ ĒÓ └ę Ķ ═─╠├╗Ā └Ō“.
±ŌĶõÕ“. ĒÓ ĶńŅßÕ“ÕĒĶÕ ╣ 107680ĀĀĀĀ 1977
178. ╚±±ļÕõŌÓĒĶÕ ŌŅńņŅµĒŅ±“Ķ
±ŅńõÓĒĶ ĶĒõĶĻÓ“ŅÓ ’ÓŅŌ ąę ’Ņ ’ŅŃļŅ∙ÕĒĶ■ Ō ėį ŅßļÓ±“Ķ
ĀĀĀĀĀĀĀ ±’ÕĻ“Ó.ĀĀ į╚└═Ā └═Ā
čččą, ų╩┴╠į2ĀĀ 1970
179. ┼.č.╩¾ļÓŃÓ, ╚.╩.žŌÕ÷ŅŌ
Ķ õ.Ā ½č’Ņ±Ņß ĻŅĒ“Ņļ ¾“Õ„ĻĶ
ĻŅņ’ŅĒÕĒ“ŅŌ “Ņ’ļĶŌÓ Ķń ßÓĻŅŌ
ĀĀĀĀĀĀĀ ÓĻÕ“¹╗.Ā └Ō“.
±ŌĶõÕ“. ĒÓ ĶńŅßÕ“ÕĒĶÕĀ ╣ 84933ĀĀ 1975
180. ū.└. └Ķ¶ŅŌ, Ž.ė.└Ķ¶ŅŌ
įĶńĶĻÓ ņÕõļÕĒĒ¹§ ’ŅńĶ“ŅĒŅŌ.Ā ╚ńõ. ½į└═╗
ėńß. ččąĀĀ 1961
181. ąÓńÓßŅ“ĻÓ õÓ“„ĶĻŅŌ
±Ķ±“Õņ¹ õĶ±“ÓĒ÷ĶŅĒĒŅŃŅ ŅßĒÓ¾µÕĒĶ ’Ņõ¾Ļ“ŅŌ └ę Ķ ═─╠├
ĀĀĀĀĀĀĀ ╬“„Õ“ ’Ņ “ÕņÕ ╣ 46-63ĀĀ
╦┼══╚š╚ĀĀ 1965
182. ▌Ļ±’Õ±± Ņ“„Õ“ ’Ņ
Õń¾ļ³“Ó“Óņ ļÓßŅÓ“ŅĒ¹§ Ķ±’¹“ÓĒĶķ õÓ“„ĶĻŅŌ ╬─-4 Ķ ├─-4ĀĀ ╬╩┴└
ĀĀĀĀĀĀĀĀ 1966
183. ╚±±ļÕõŅŌÓĒĶÕ ¾±ļŅŌĶķ
ŅßÕ±’Õ„ĶŌÓ■∙Ķ§Ā ŌŅńņŅµĒŅ±“³ õļĶ“Õļ³ĒŅķ
²Ļ±’ļ¾Ó“Ó÷ĶĶ
ĀĀĀĀĀĀĀ Óņ’¾ļĶńĶŅŌÓĒĒ¹§ ÓĻÕ“ 8╩84 Ķ 8╩67Ā Ō °Ó§“Ē¹§Ā
’¾±ĻŅŌ¹§ ¾±“ÓĒŅŌĻÓ§.Ā ╬“„Õ“ ╣
1145Ā
ĀĀĀĀĀĀĀ ═╚╚-4Ā ╠╬ĀĀĀ 1966
184. ┼.č.╩¾ļÓŃÓ, ╦.└.╩Ķ°ĒÕŌ
Ķ õ. čŌŅõĒ¹ķ Ņ“„Õ“ ’Ņ Ķ±’¹“ÓĒĶ ņ „¾Ō±“ŌĶ“Õļ³Ē¹§ ²ļÕņÕĒ“ŅŌ
ĀĀĀĀĀĀĀ ½╬┼╗ Ķ ½├Ž╗ĀĀĀ ╣
580Ś╬ę-221ĀĀĀĀ ų═┴╠į1ĀĀ 1967
185. ╚±’¹“ÓĒĶ ņÓ“ÕĶÓļŅŌ Ķ
²ļÕĻ“Ņ²ļÕņÕĒ“ŅŌ Ō ÓÓ§ ĻŅņ’ŅĒÕĒ“ŅŌ ÓĻÕ“ĒŅŃŅ “Ņ’ļĶŌÓ.Ā
ĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 21549ĀĀ
ų╩┴╠į1ĀĀ 1966
186. └ĒÓļĶń ’Ķ„ĶĒ ĒÕŃÕņÕ“Ķ„ĒŅ±“Ķ
ÓĻÕ“ ’ŅŌÕõÕĒĒ¹ķ ╠┬╩Ā ╬“„Õ“ ╣ 39325
187. ╬÷ÕĒĻÓ ĒÕŅߧŅõĶņŅķ
±“Õ’ÕĒĶ ŃÕņÕ“Ķ„ĒŅ±“Ķ. ├╬═ę╚Ā ╣1Ā 1969
188. ┼.č.╩¾ļÓŃÓ, ╦.└.╩Ķ°ĒÕŌ,
╚.č.įÕ“Ķ±ŅŌĀ ┬¹ßŅ Ķ ŅßŅ±ĒŅŌÓĒĶÕ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“³ õÓ“„ĶĻŅŌ
ĀĀĀĀĀĀĀ “Ķ’Ó ╬─-4.Ā ╬“„Õ“ ╣
580-ę╬-120ĀĀĀĀ ų╩┴╠į1ĀĀĀ 1969
189. č’ÓŌŅ„Ē¹Õ ņÓ“ÕĶÓļ¹
’Ņõ ÕõÓĻ÷ĶÕķ čŅ“±ĻŅŃŅ ┴.č. ─Ó“„ĶĻĶ ±Ķ±“Õņ¹ ÓŌ“ŅņÓ“Ķ„Õ±ĻŅŃŅ
ĀĀĀĀĀĀĀĀ ĻŅĒ“Ņļ Ķ ÕŃ¾ļĶŅŌÓĒĶ .Ā
╠. ╠Ņ±ĻŌÓĀĀĀ 1959
190. ęÕņĶĒŅļŅŃĶ„Õ±ĻĶķ
±ļŅŌÓ³ ĻŅņĶ±±ĶĶ ’Ņ “ÕņĶĒŅļŅŃĶĶ ĒÓ÷ĶŅĒÓļ³ĒŅŃŅ ĻŅņĶ“Õ“Ó ╚į└╩
ĀĀĀĀĀĀĀĀ ╠Ņ±ĻŌÓĀĀĀ 1961
191. ┴.č.čŅ“±ĻŅŌ ╬±ĒŅŌ¹
Ó±„Õ“Ó Ķ ’ŅÕĻ“ĶŅŌÓĒĶ ²ļÕņÕĒ“ŅŌ ÓŌ“ŅņÓ“Ķ„Õ±ĻĶ§ Ķ
ĀĀĀĀĀĀĀ “ÕļÕņÕ“Ķ„Õ±ĻĶ§ ¾±“Ņķ±“Ō.Ā
├Ņ±²ĒÕŃŅĶńõÓ“ĀĀ 1953
192.Ā ┼.č.╩¾ļÓŃÓ, Ž..╩ÕņÕ ŽŅŌ¹°ÕĒĒ¹Õ “Õ§ĒĶ„Õ±ĻĶÕ
“ÕßŅŌÓĒĶ ’Ņ ŃÕņÕ“Ķ„ĒŅ±“Ķ ĶńõÕļĶ .
ĀĀĀĀĀĀĀĀ ╬“„Õ“ ╣ 580-67-214ĀĀ
ų╩┴╠į1Ā 1967
193. ╬ ’ŅŌ¹°ÕĒĶĶ
„¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ č─╩Ū.Ā ąÕ°ÕĒĶÕ ╣
945/84ĀĀĀ ╠╬╠, ą┬, ╠šŽĀĀĀ 1969
194. ŽŅĒĶ÷ÓÕņŅ±“³Ā ├╬═ę╚ ╣ 1 1969
195. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, ╦.└.╩Ķ°ĒÕŌĀ Ķ .
č“ŅķĻŅ±“³ ĒÕņÕ“ÓļļĶ„Õ±ĻĶ§ ņÓ“ÕĶÓļŅŌ Ķ
ĀĀĀĀĀĀĀ ÓßŅ“Ņ±’Ņ±ŅßĒŅ±“³ ĒÓ“¾Ē¹§ ÓŃÕŃÓ“ŅŌ Ō ŌŅńõ¾°ĒŅķ ±ÕõÕ,
ńÓŃÓńŅŌÓĒĒŅķ ’ÓÓņĶ ╩ąę.
ĀĀĀĀĀĀĀ čß. ŽŅĒĶ÷ÓÕņŅ±“³ĀĀ
├╬═ę╚ ╣1ĀĀĀ 1969
196. ┼.č.╩¾ļÓŃÓ,
├.▀.ŽŅļ“ŅÓĒĶĒ, ╦.└.╩Ķ°ĒÕŌĀ ╩ ŌŅ’Ņ±¾ Ņß
Ķ±’¹“ÓĒĶ § ĻŅĒ±“¾Ļ÷ĶŅĒĒ¹§
ĀĀĀĀĀĀĀ ņÓ“ÕĶÓļŅŌ Ķ ĒÓ“¾Ē¹§ ÓŃÕŃÓ“ŅŌ Ō Ó“ņŅ±¶ÕÕ, ńÓŃÓńŅŌÓĒĒŅķ
’ÓÓņĶ ╩ąę.
ĀĀĀĀĀĀĀ ŽŅĒĶ÷ÓÕņŅ±“³Ā
├╬═ę╚Ā ╣ 1ĀĀĀ 1969
197. ╚±’¹“ÓĒĶ Ā ū.▌. “Ķ’Ó ╬╩Ā ’ŅŌ¹°ÕĒĒŅķ „¾Ō±“ŌĶ“Õļ³ĒŅ±“Ķ.Ā
╬“„Õ“ ╣1457Ā ╦┼══╚š╚Ā
ĀĀĀĀĀĀ 1968
198. ┼.č.╩¾ļÓŃÓ, ╦.└.╩Ķ°ĒÕŌ,
╚.č.įÕ“Ķ±ŅŌĀĀ ╚±’¹“ÓĒĶ ū.▌. č-25 ,
╬╩-2Ā ╬“„Õ“ ╣ 580- 63-20
ĀĀĀĀĀĀĀ 1968
199. ┼±“Õ±“ŌÕĒĒÓ ĻŅĒŌÕĻ÷Ķ
Ō ŌÕ“ĶĻÓļ³Ē¹§ ’Ņ±ļŅķĻÓ§.ĀĀ ╬“„Õ“ ╣
0583ĀĀ ų╩┴╠į2ĀĀ
200. ╚±’¹“ÓĒĶ ū.▌. ╬╩ Ķ
╬─-4 Ō ’ÓÓ§ └ę. ╬“„Õ“ ’Ņ “ÕņÕĀ ╣
8068ĀĀĀ ═╚╚-4Ā ╠╬ĀĀĀ 1968
201. ╚±±ļÕõŅŌÓĒĶÕ
ŃĶõŅõĶĒÓņĶĻĶĀ Ķ “Õ’ļŅņÓ±±ŅŅßņÕĒÓĀ Ō ŌÕ“ĶĻÓļ³Ē¹§ ±ļŅ § µĶõĻŅ±“Ķ ’Ķ
ĀĀĀĀĀĀĀ ±ŌŅßŅõĒŅķ ĻŅĒŌÕĻ÷ĶĶ. ╬“„Õ“ ╣ 03753Ā čĶß Ņ“õ └═ čččą ╚Ē±“Ķ“¾“ “Õ’ļŅ¶ĶńĶĻĶ
202. ęÕ„ÕĒĶÕ Ķ “Õ’ļŅ’ÕÕõÓ„Ó
’Ķ ļÓņĶĒÓĒŅķ Õ±“Õ±“ŌÕĒĒŅķ ĻŅĒŌÕĻ÷ĶĶ Ō ŌÕ“ĶĻÓļ³Ē¹§ ±ļŅ §ĀĀ
ĀĀĀĀĀĀĀ ę¾õ¹ “.1, ┴ÕļŅ¾±±ĻŅķ └═ ččąĀ ╚Ē±“Ķ“¾“ “Õ’ļŅņÓ±±ŅŅßņÕĒÓĀĀ
1968
203. ─Õ¶ÕĻ“Ó÷Ķ ĻŅ’¾±Ó ĶńõÕļĶ
15č300 ’Ņ±ļÕ ²Ļ±’ļ¾Ó“Ó÷ĶĶ. ŽŅŃÓņņÓ ╣ 30-00-Ž-9ĀĀ
ĀĀĀĀĀĀĀĀ ╩┴ ½čÓļ■“╗ĀĀĀ 1980
Ń.
204. ─Õ¶ÕĻ“Ó÷Ķ ²ļÕņÕĒ“ŅŌ
Ž├č ßļŅĻÓ 15č300. ŽŅŃÓņņÓ ╣ 30-00-Ž-10Ā
½╩┴ ½čÓļ■“╗ĀĀĀĀ
ĀĀĀĀĀĀĀ 1980
205. ─ÕņŅĒ“Óµ, Ķ±’¹“ÓĒĶ Ķ
õÕ¶ÕĻ“Ó÷Ķ ±ÕŌŅ’ĶŌŅõŅŌ. ŽŅŃÓņņÓ ╣ 520-Žą-61-80Ā ╩┴
ĀĀĀĀĀĀĀ ½čÓļ■“╗ĀĀĀ 1980
206. ╚±±ļÕõŅŌÓĒĶ ņÓ“ÕĶÓļÓ
ßÓĻŅŌ ĶńõÕļĶ └35 ’Ņ±ļÕ õļĶ“Õļ³ĒŅķ ²Ļ±’ļ¾Ó“Ó÷ĶĶ.Ā ╬“„Õ“ ’Ņ
ĀĀĀĀĀĀĀ õŅŃŅŌŅ¾ ╣ 6/97 ĒÓ 1997 Ń. ’Ņ “ÕņÕ ½ŪÓ õ³Õ -1┴╗ĀĀ ąŅ±±Ķķ±ĻÓ ĶĒµÕĒÕĒÓ ÓĻÓõÕņĶ .Ā
ĀĀĀĀĀĀĀ 1997.
207. └.┬.ėŌÓŅŌ, Ų.╦ÓĻŅĻĀĀ ╠Ó“ÕĶÓļ¹ Ķ Ķ§ ’ĶņÕĒÕĒĶÕ.Ā ╠. 1965
208. ╦.╠.╩ÓŃÓĒŅŌĀ ęÕŅĶ ’Ņļń¾„Õ±“ĶĀ ╠.Ā įĶńņÓ“ĀĀ 1966
ĀĀĀĀĀĀĀ
ĀĀ
.